
Pxe Production
15
1 THE COMPANY ORMAMACCHINE is a leading Italian factory specialized in the production of automatic pressing plants for: PU sandwich panels, composite materials, plastic, rubber, wood and metal. With a production capacity of 900 plants/year, 150 employees, 5 production units (all located in Italy) and 40 years experience, Ormamacchine grants a high professionality, competence and technology. With its production units integrated network, R&D laboratories and service centers, Ormamacchine fulfills its customer needs with high efficiency and high performance products in different fields. OUR CONTACTS ORMAMACCHINE SPA VIALE LOMBARDIA 47 TORRE BOLDONE (BG) ITALY TEL +39 035 364011 - FAX +39 035 346290 E-MAIL: [email protected] - WEBSITE: www.ormamacchine.it – SKYPE: ormamacchine
-
Upload
ormamacchine -
Category
Technology
-
view
215 -
download
0
Transcript of Pxe Production

1
THE COMPANY
ORMAMACCHINE is a leading Italian factory specialized in the production of automatic pressing plants for: PU sandwich panels, composite materials, plastic, rubber, wood and metal.
With a production capacity of 900 plants/year, 150 employees, 5 production units (all located in Italy) and 40 years experience, Ormamacchine grants a high professionality, competence and technology.
With its production units integrated network, R&D laboratories and service centers, Ormamacchine fulfills its customer needs with high efficiency and high performance products in different fields.
OUR CONTACTSORMAMACCHINE SPA
VIALE LOMBARDIA 47
TORRE BOLDONE (BG)
ITALY
TEL +39 035 364011 - FAX +39 035 346290
E-MAIL: [email protected] - WEBSITE: www.ormamacchine.it – SKYPE: ormamacchine
2
INSULATED POLYURETHANE RIGID PANELS
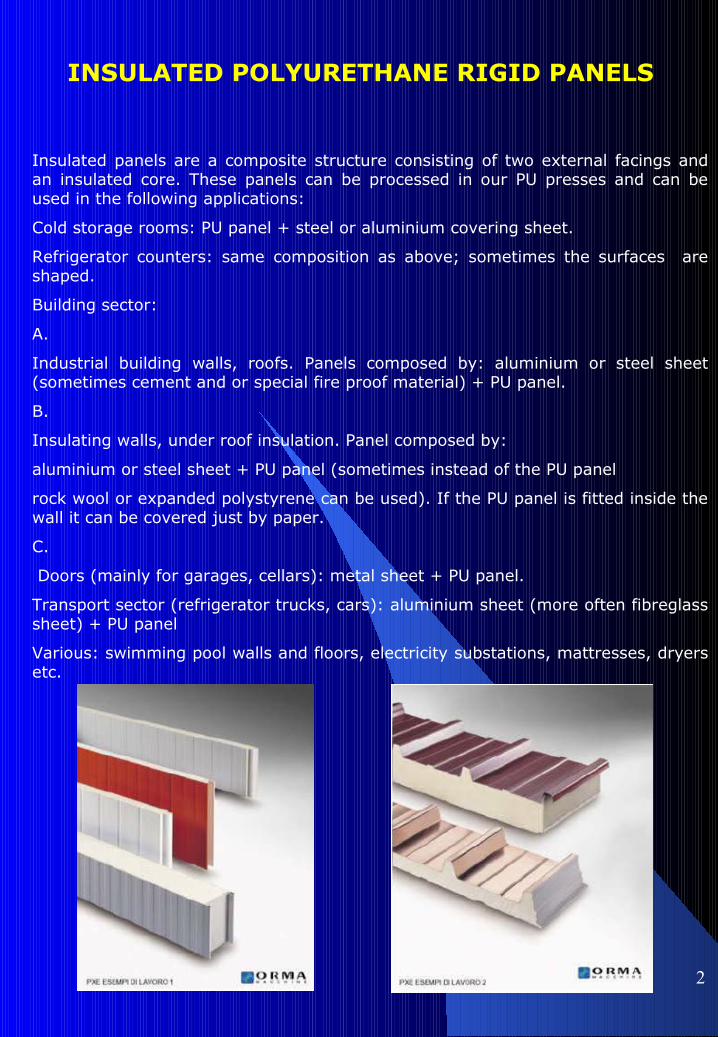
Insulated panels are a composite structure consisting of two external facings and an insulated core. These panels can be processed in our PU presses and can be used in the following applications:
Cold storage rooms: PU panel + steel or aluminium covering sheet.
Refrigerator counters: same composition as above; sometimes the surfaces are shaped.
Building sector:
A.
Industrial building walls, roofs. Panels composed by: aluminium or steel sheet (sometimes cement and or special fire proof material) + PU panel.
B.
Insulating walls, under roof insulation. Panel composed by:
aluminium or steel sheet + PU panel (sometimes instead of the PU panel
rock wool or expanded polystyrene can be used). If the PU panel is fitted inside the wall it can be covered just by paper.
C.
Doors (mainly for garages, cellars): metal sheet + PU panel.
Transport sector (refrigerator trucks, cars): aluminium sheet (more often fibreglass sheet) + PU panel
Various: swimming pool walls and floors, electricity substations, mattresses, dryers etc.
3
MANUFACTURING TECHNOLOGIES
All PU panels (except the ones for refrigerators) can be processed in two ways: 1) Glueing: the PU blocks (already made in special ovens) are cut at size and then covered by different materials. It is a normal pressing technology and a pressure ranging from 0,3 to 1 kg/cm2 is more than sufficient. The working temperature is no more than 70°C. PU glues are usually spread manually with gun or automatically with dispensing heads. 2) Foaming: it is the most used technology. The PU “cream” is poured in between the two covering surfaces and through a chemical reaction, helped by heat, becomes solid.
POLYURETHANE It is a mixture of polyol (polyhydric alcohol) and isocyanate (approx. 50% of each one). Density (for rigid panels) 40 kg/m3. A density between 30 and 50 kg/m3 guarantees a good insulation. N.B.: Increasing the quantity of isocyanate in the mixture or better substituting it with isocyanate better fireproof qualities can be achieved. Polyol composition: - flame retardant - dye - catalyst - cross-linking agent - water - foaming agent

4
N.B. Till some years ago the foaming agent was Freon or CFC. Freon cannot be used in Europe anymore; it has been replaced by pentane gas (it is compulsory for refrigerators) and by 141B (an ecological CFC).
Pentane gas is highly explosive furthermore the lines in which such a gas is used must have special technical features.
The foaming agent in contact with the isocyanate, at a temperature of about 40°, forms gas closed cells; that happens in the phase of evaporation (when the liquid phase transforms itself in a gas one).
The Polyurethane cycle foresees four phases:
A) Time of “Cream” (between 15 and 25 seconds): it is the time during which the chemical reaction does not take place, consequently the injection time has to be less than the Cream one.
B) Time of “Growing” (including the above 15/25 sec up to about 120 seconds): it is the time during which the mass expands.
C) Time of further growing.
D) Solidification time: it depends from the mass involved in the process.
The sum of the times A+B+C is more or less fix; the total time for the first three phases, no matter which is the thickness involved, is something about 3 minutes.
The total time (D phase included) can be calculated in about 3 minutes per centimetre of thickness. The total time depends from the type of PU (10 cm thickness can be processed in 20/25 minutes depending on a composition).
The PU has infinite possibilities of preparation. The mixture can be made in many different ways and furthermore to obtain different ways and times of flowing, cross linking, growing and solidification.
The ideal temperature to get the better flowing of the PUR is something about 40/50°C (70/80° for the PIR). Less than 40° does not help at all; higher temperatures speed up the raise in volume and consequently the final product will not have the right properties.
Being the chemical reaction an exothermic one we can get a temperature up to 140/150°C in the mass of PUR.
5
FOAMING EQUIPMENT
Low Pressure : it is not self-cleaning. Solvent or pressurized hot water is used to clean it. The unit cannot be placed far away from the foaming point. Pentane gas cannot be used. High Pressure one : the mixing takes place at 180 bar, it is not of mechanical way as in the low pressure type. The foaming head is selfcleaning when the mixing is performed by piston system (the material not used is forced back and it is used once again). The high pressure grants a better mixing furthermore a saving in material (something about 10/15%). The mixing time depends on the pump capacity. (Both L.P. and H.P. give the same output and foaming speed).The mixing head can carry up to 12 different mixing programs. Using these programs you can choose the quantity of PUR to be foamed. The foaming unit has two tanks (one for “Polyol” and the other for “PUR”). They can be thermally controlled: cooled by cooling coils and/or heated; that because of possible changes of ambience temperatures.
Different kind of pouring the PUR foam: Lance type Moving rain type Fix rain type Side injection The best distribution (= best homogeneity) is obtained through the lance and raining pouring methods. 1. Lance : a rigid pipe run into the two metal coverings; it goes till the end and moving backward releases the PU mixture. 2. Moving rain : it is used in presses of the open type (we call them book type, the upper part of the press can be tilted and so opened like a book). The foaming head starts it movement from one end of the platen and while moving to the opposite end releases the PU mixture. 3. Fix rain : a pipe with spraying holes is fixed at one end of the press: The platen while entering into the press is collecting the PU mixture which rains from the pipe. The spraying pipe must be cleaned or thrown into the poured mixture if is plastic or cardboard made. 4. Side injection : it is the most commonly used; the foaming head is inserted in between the press platens and injects the PU mixture. The numbers of injection points (and the distance between them) depend on the PU mixture composition. One injection point every 5 meters is enough for standard composition. Using this injection method homogeneity problems can arise.

6
PUR PANELS COVERINGS Possible metal sheets: Steel: thickness ranging from 0,2 up 0,5 mm Aluminium: 0,5/0,6 mm thickness Gel-coat system: gel covering (it is a polyester lacquer that is spread over the mould). In the refrigerator truck where this technology is used, first you spread the gel coat over the mould then you lay down the fibre glass. Fret pattern for roof: 4 patterns over the 1000 side, height of the pattern 30/40 mm. Roof panel composition: roof profile on top and wall profile on bottom.
PROFILING MACHINES AND/OR LINES FOR METAL SHEETS More solutions are available: A) One line for the roof and another one for the wall; B) One line only for both profiles. When twisting from one profile to another the series of profiling rollers have to be changed; C) One longer line formed by two individual profiling lines (one after the other); each one of the two profiling station can be moved sideway. Typical composition of a profiling line: uncoiler – straighten unit – guillotine – loading section – roller machine for a progressive bending (on the long side) – bending (on the short side) – inclined roller unloading conveyor.

7
PXE PRESSES General information
Our presses work with the discontinuous method consisting in polyurethane mixture pouring or injecting into the cavity between two facings within the platens of a stationary press by means of a two component low or high pressure foam dispensing machine, which is either especially designed according to the used foaming method, or supplied as standard equipment. The basic PXE press (in its manually loading version) is quite similar to a standard press for veneering or laminating flat panels. The main difference is that we need to contrast the pressure exerted by the PUR foam when its reaction takes place instead of making pressure on the working pieces.The pressures usually exerted by the PUR foam are: - from 0,8 up to 1 kg/cm2 vertically - 0,5 kg/cm2 horizontally As a consequence the max pressure we need to dimension a PXE press is 2 kg/cm2 (of course using PUR mixture with a density of 40 kg/m3). N.B. PUR foams are mixed in a wide range of ratio so to obtain a lot of different densities. The different pressures exerted by each type of mixture are not directly proportional to the density. In fact, to process a PUR mixture having a high density a pressure of 3 to 3,5 kg/cm2 is more than enough.
PLATENS Platens are of the drilled solid steel type to guarantee a perfect panel flatness and defect free surfaces above all when dealing with panels without any coverings.
HYDRAULIC SYSTEM PXE presses are fitted with a special hydraulic system able to work in the “proportional pressure increase” way. A pressure transducer reads the pressure exerted by the PUR foam and force the system to increase proportionally its pressure, some bar more are enough to keep the platens closed. That gives also the advantage not to apply too much pressure to the reduced area of the side containing profiles or jigs.
HEATING SYSTEM AND WORKING TEMPERATURES Heating is obtained through water boilers with electric resistances. Approx. working temperature for PUR 40° C Approx. working temperature for PIR 80° C

8
Manual loading PXE press (standard press style) Single daylight press
Multi-daylight horizontal press Multi-daylight vertical press (for door production)
The movable trays for small machines are usually in wood and complete with side containing bars on which there are the foaming plugs. Presses can be side loaded for dimension up to 5 m. Longer presses with side loading foresee a special movable upright column which will be open during the loading operation and closed while foaming/pressing. It is possible to supply the machine complete with external loading and unloading free roller conveyor (with lifting device in case of multidaylight presses) which will make easier the sliding of the movable tray. The vertical multi-daylight press is used to produce doors and small closed profile panels. This designing solution has been studied to avoid too high machines and to make easier loading / unloading operation. This machine is normally supplied complete with loading free rollers.

9
Automatic loading PXE press
Sliding trays
Movable press platens which go automatically into the press and come out once the pressing is finished
Both these systems are used to make easier the loading of the polyurethane panel covering sheet that otherwise, due to sizes and weight, would be hardly loadable into the machine. The automatic PXE presses are normally in end loading version and, in case of tray loading version, the tray are made of 10-12 mm thick aluminium sheets.

10
EXAMPLES OF PRESSES Single daylight end loading PXE with automatic loading/unloading
Trays The PXE press is supplied complete with a loading/unloading scissors lift with free rollers on top of it. The tray movement can be manual or obtained by means of a mechanical pusher/puller which pulls/pushes the tray into or out of the press. The machine is supplied with two trays which will allow the preparation of one panel outside the press while one is in the foaming and pressing process. Inside the press there are two lines of idle wheels which allow to load the external tray, clearing the platform before unloading the pressed panel.
1 + 1 moving platens
The platen movement is obtained by means of powered wheels and rails. The platens are moving at different heights, consequently the operator will have to work at different heights outside the machine. Advantages of this system is a lower heating dispersion (the platen is moving with all the piping and is always heated, while the tray has to be heated once it is inside the machine). As a result the pressing cycle with moving platen will be shorter than with aluminium trays.

11
Two daylight end loading PXE with automatic loading/unloading
Trays Same working concept than the single daylight but with one loading/unloading platform at each end of the machine. Inside the press there will be four lines of idle wheels at four different heights to allow the loading operation before unloading the tray with the foamed PUR panel.
2 + 2 moving platens Also in this case the working concept is the same than the one of the 1+1 version but on both end loading sides. Inside the press there is the upper fixed heated platen, while the four moving platens are on powered wheels and rails at four different heights.
12
Multi-daylight end loading PXE with automatic loading/unloading
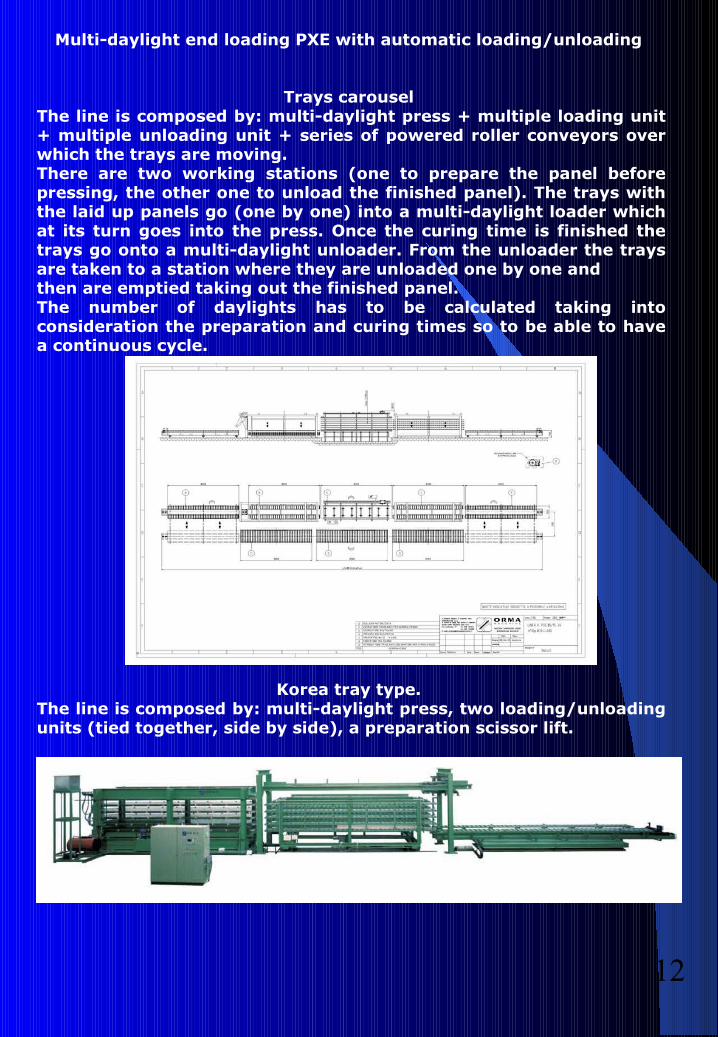
Trays carousel The line is composed by: multi-daylight press + multiple loading unit + multiple unloading unit + series of powered roller conveyors over which the trays are moving. There are two working stations (one to prepare the panel before pressing, the other one to unload the finished panel). The trays with the laid up panels go (one by one) into a multi-daylight loader which at its turn goes into the press. Once the curing time is finished the trays go onto a multi-daylight unloader. From the unloader the trays are taken to a station where they are unloaded one by one and then are emptied taking out the finished panel. The number of daylights has to be calculated taking into consideration the preparation and curing times so to be able to have a continuous cycle.
Korea tray type. The line is composed by: multi-daylight press, two loading/unloading units (tied together, side by side), a preparation scissor lift.

13
The production process takes place through the following steps:
1) The scissors lift takes one by one the trays from one of the two loading/unloading units and pushes one by one the trays, which has been laid up with the metal sheets and the containing profiles. 2) Once filled the loader with the trays they are then taken simultaneously into the press by the puller/pusher unit. 3) At this stage, the first loader moves sideways and leaves space to the other loader that begins to perform with the scissors lift the same operations as at point 1). 4) Finished the preparation of the loader, the same moves sideways and at the same time the first loader is taken in line again with the press and the scissors lift base. Ended the PUR polymerization into the press, the trays are taken out all together from the press (always through the puller/pusher unit). 5) At this stage the loading/unloading unit moves sideways once again and the second loader takes the already prepared trays into the press. 6) Again the loader is moved sideways and leaves place to the first loader which will discharge the trays one by one over the scissors lift where they will be emptied and then lay up with new metal sheets and profiling elements. 7) Finished this phase, the process restarts from the point 4) obviously reversing the loaders. Advantages of this system: A) Less cost compared to other automatic system of the carousel B) Less covered floor. C) Only one preparation area; simplified process and saving of manpower.

14
ACCESSORIES AND OPTIONS
Containing profiles for PUR at sight Side and end system holding profiling bars complete with holes for foaming and air draining.
Powered trolley for the foaming head It is located on one top side of the press and slides on rails to ease the movement of the foaming head in order to serve multiple injection points.
Loading/unloading vacuum systems They have been studied to ease the loading of the upper metal coverings and have to be coupled with a 180° tilting unit.
Press set-up for the use of Cycle-Pentane The press heating system has to be completely insulated. All the electric motors have to be placed out of a special sealed room where the press is located. An heavy air suction is provided in the area beside the press. The compliance with the safety rules to allow foaming operations using Cycle-Pentane has to be certified by an independent company.

15
INFORMATION TO BE ASKED IN ORDER TO WORK OUT AN OFFER Field of application of the panel Density (Remember that the most used is 40 kg/m3) Panel dimensions Thickness Requested out put PUR at sight or not CFC or PENTANE gas Foaming system Requested in feeding/out feeding automation


![Creating a [legacy & EFI] PXE server using pxelinux](https://static.fdocuments.in/doc/165x107/56812d89550346895d929e82/creating-a-legacy-efi-pxe-server-using-pxelinux-56e6848a6b755.jpg)















