
Proyecto Fin de Carrera - Universidad de...
127
Escriba aquí la ecuación. Proyecto Fin de Carrera Ingeniería Industrial Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica Autor: Álvaro Cruz Trujillo Tutor: Rocío González Falcón Dep. Ingeniería Energética Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2016
Transcript of Proyecto Fin de Carrera - Universidad de...

Escriba aquí la ecuación.
Proyecto Fin de Carrera
Ingeniería Industrial
Benchmarking y Medidas de Ahorro y Eficiencia
Energética en la Industria Cárnica
Autor: Álvaro Cruz Trujillo
Tutor: Rocío González Falcón
Dep. Ingeniería Energética
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016

ii

Proyecto Fin de Carrera
Ingeniería Industrial
Benchmarking y Medidas de Ahorro y Eficiencia
Energética en la Industria Cárnica
Autor:
Álvaro Cruz Trujillo
Tutor:
Rocío González Falcón
Profesor titular
Departamento de Ingeniería Energética
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016

iv

Proyecto Fin de Carrera: Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Autor: Álvaro Cruz Trujillo
Tutor: Rocío González Falcón
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2016
El Secretario del Tribunal

vi

A mi familia
A mis maestros

viii

Agradecimientos
En el plano personal, no puedo dejar de agradecer a mis padres por la confianza depositada en mí y todo lo que
han hecho para que pueda llegar hasta este punto. También agradecer a mi hermana y el resto de mi familia,
los cuales han aportado su granito de arena.
Sirviendo de unión entre el plano personal y el profesional, me gustaría mencionar a mis compañeros de
“fatiga” con lo que todo ha sido más fácil durante estos años.
Gracias a Rocío, tutora del proyecto, por darme la oportunidad de realizar este proyecto. Agradecerle lo que he
aprendido durante los últimos meses, por las horas de atención y la ayuda prestada.
Álvaro Cruz Trujillo
Sevilla, 2016

x

Resumen
La industria cárnica es uno de los sectores más importantes a nivel productivo y económico. De hecho, es la
industria de alimentación que mayor volumen de ventas mueve. Los procesos de refrigeración durante la
producción de los productos son muy importantes de cara a conservarlos durante el tiempo. La energía
también genera un coste importante en el funcionamiento de estas instalaciones. Este documento comienza
con un análisis del sector cárnico a nivel internacional hasta llegar a nivel andaluz. Posteriormente sigue con
una revisión relacionada con el consumo de energía, medidas de eficiencia energética y búsqueda de
indicadores de eficiencia energética en la industria alimentaria. Adicionalmente, se describen una serie de
Mejores Técnicas Disponibles que permiten ahorrar importantes cantidades de energía aplicables en la
industria cárnica. A modo de ejemplo, se presenta el caso del proceso y consumo de 20 industrias de
embutidos localizadas en la región central de Portugal. Los resultados de este estudio muestran que el
consumo de energía en este tipo de industrias es principalmente eléctrico (82%). El consumo específico anual
de energía es de 660 kWhe por tonelada de materia prima. El resultado de varias auditorías energéticas,
estimaron que se puede ahorrar el 24% del consumo eléctrico mediante la aplicación en los sistemas de
refrigeración de las medidas que se nombran en este documento.

xii

Abstract
Meat industry is one of the most important productive sectors and its economic level. In fact, it is the food
industry that moves a higher sales volume. Cooling processes during the production of the products are very
important in order to preserve them in time. Energy also generates a significant cost in the operation of these
facilities. This paper begins with the analysis of the meat sector from international level to Andalusian level. In
addition, it follows a review based on energy consumption, energy efficiency measures and the search for
energy efficiency indicators in the food industry. Additionally, a series of Best Available Techniques are
described, so significant amounts of energy applied in the meat industry can be saved. As an example, the case
study of the production process and the energy consumption of 20 sausages industries located in the central
region of Portugal is presented. The results of this study show that energy consumption of this type of
industries is mainly electric (82%). The annual average specific energy consumption (SEC) of electricity is
660 kWhe per tonne of raw material. Due to the result of several energy audits, it is estimated that 24% of
electricity consumption can be saved by implementing in the refrigeration systems.

xiv

Índice
Agradecimientos ix
Resumen xi
Abstract xiii
Índice xv
Índice de Tablas xvii
Índice de Figuras xix
1 Introducción 1
2 Análisis del Sector Cárnico 3 2.1 A Nivel Internacional 3
El sector mundial de la carne de vacuno 4 2.1.1 El comercio de carne de vacuno 4 2.1.2 El sector porcino 5 2.1.3 El comercio exterior 6 2.1.4 El sector ovino 7 2.1.5 El sector avícola 7 2.1.6
2.2 A Nivel Nacional 8 Las cifras de la industria alimentaria 9 2.2.1 Principales cifras del sector cárnico 10 2.2.2 Evolución de la producción cárnica 11 2.2.3 Productos Elaborados 14 2.2.4 Evolución del consumo cárnico 15 2.2.5 Las exportaciones en las empresas cárnicas 15 2.2.6
2.3 A Nivel Andaluz 17 La producción de carne de aves 18 2.3.1 La producción de carne de cerdo 20 2.3.2 La producción de carne bovina 22 2.3.3 La producción de carne ovina 23 2.3.4
3 Introducción a la Tecnología 25 3.1 Mataderos y Salas de Despiece 25
Aspectos ambientales en mataderos 28 3.1.1 Consumo de agua 30 3.1.2 Consumo de energía 31 3.1.3 Consumo de combustibles 32 3.1.4 Emisiones atmosféricas 33 3.1.5 Consumo en las salas de despiece 34 3.1.6
3.2 Elaborados Cárnicos 35 Aspectos ambientales en la industria de elaborados cárnicos 39 3.2.1 Consumo de agua 40 3.2.2 Consumo de energía 40 3.2.3 Emisiones atmosféricas 43 3.2.4
4 Benchmarking 45
xvi
4.1 Concepto de Benchmarking 45 4.2 Fundamentos del Benchmarking 47 4.3 Indicadores de Eficiencia Energética (IEEs) 48
¿Qué son los Indicadores de Eficiencia Energética? 49 4.3.1 Tipología de Indicadores de Eficiencia Energética 50 4.3.2 Indicadores de Nivel 1 51 4.3.3 Indicadores de Nivel 2 53 4.3.4 Indicadores de Nivel 3 56 4.3.5
4.4 Indicadores Aplicados a la Industria Cárnica 57
5 Ahorro y Eficiencia Energética 61 5.1 Concepto de Eficiencia Energética 61 5.2 Eficiencia Energética en la Industria Alimentaria 63 5.3 Oportunidades de Ahorro Energético 63
Refrigeración 63 5.3.1 Sistemas Térmicos 66 5.3.2 Iluminación 67 5.3.3 Aire Comprimido 69 5.3.4
5.4 Mejores Técnicas Disponibles 71 Definición de Mejor Técnica Disponible 71 5.4.1 MTDs más interesantes 72 5.4.2
6 Caso Práctico 87 6.1 Introducción 87 6.2 Estudio del caso práctico 87 6.2.1 Proceso Productivo 87 6.2.2 Datos de Partida 88 6.3 Análisis de Resultados y Discusión 89
Consumo de Energía 89 6.3.1 Análisis de los Indicadores de Eficiencia Energética 91 6.3.2
6.4 Mejores Técnicas Disponibles 94 6.5 Conclusiones 96
7 Bibliografía 99
Anexo. Otras Mejores Técnicas Disponibles 103

ÍNDICE DE TABLAS
Tabla 1. Evolución y composición de la producción cárnica en España [55] 12
Tabla 2. Estimaciones sobre la evolución de la producción cárnica en la UE (toneladas) 12
Tabla 3. Composición de la producción por comunidades autónomas (toneladas) [55] 14
Tabla 4. Carne de aves. Desagregación del número de cabezas sacrificadas en 2008 en Andalucía 18
Tabla 5. Carne de aves. Desagregación del peso medio y canal total de las aves sacrificadas en 2008 en
Andalucía 18
Tabla 6. Número de explotaciones por especies avícolas en España y Andalucía 19
Tabla 7. Estimación de la producción de carne de pavo en 2008 en Andalucía 20
Tabla 8. Explotaciones tipo de pavos en Andalucía en 2006 20
Tabla 9. Explotaciones de ganado porcino en Andalucía por provincias 21
Tabla 10. Censo porcino y porcentaje total andaluz por sistema productivo y provincia 21
Tabla 11. Producción de carne y censo porcino en Andalucía 22
Tabla 12. Análisis provincial de producción de carne bovina para consumo directo en Andalucía en 2008
(miles de toneladas) 22
Tabla 13. Datos de unidades productivas de carne de bovino en Andalucía (año 2010) 23
Tabla 14. Análisis provincial del censo ovino en Andalucía en 2008 24
Tabla 15. Análisis provincial del número de cabezas de ovino sacrificadas en Andalucía en 2008 24
Tabla 16. Cantidades aproximadas de despojos procedentes del sacrificio de ganado vacuno y porcino [7]
28
Tabla 17. Principales aspectos ambientales en mataderos [4] 29
Tabla 18. Ejemplo de consumos relativos de estimados de agua en mataderos de porcino [8] 31
Tabla 19. Operaciones con mayor consumo de energía en mataderos [4] 31
Tabla 20. Consumo de energía en mataderos [9] 32
Tabla 21. Distribución del consumo de energía en un matadero de vacuno danés [8] 32
Tabla 22. Distribución del consumo eléctrico en un matadero de vacuno danés [8] 32
Tabla 23. Principales combustibles utilizados en mataderos [4] 33
Tabla 24. Aspectos ambientales significativos en salas de despiece y operaciones donde se producen [4] 34
Tabla 25. Resumen de los aspectos ambientales significativos y operaciones donde se producen en industrias
de elaborados cárnicos [4] 40
Tabla 26. Descripción de los indicadores de nivel 1 [18] 52
Tabla 27. Descripción de los indicadores de nivel 2 [18] 55
Tabla 28. Valores del índice SEC para el sector cárnico [23] 59
Tabla 29. Oportunidades de ahorro en la refrigeración [32] 64
Tabla 30. Pérdidas de aire, consumo de energía y coste por diámetro de tubería equivalente [32] 70
Tabla 31. Formato de la información sobre las técnicas que deben tenerse en cuenta para determinar las MTD
[8] 72

xviii
Tabla 32. Matriz de la gestión energética [8] 77
Tabla 33. Resumen de costes y ahorros asociados con las mejoras ambientales [8] 80
Tabla 34. Resumen de las principales características de ahorro energético en un almacén de frío modificado [8]
81
Tabla 35. Ahorro anual en energía y coste por manguera al bajar la tempertura desde 71 ⁰C [8] 85
Tabla 36. Características de las plantas basadas en datos anuales recopilados e indicadores obtenidos 89

ÍNDICE DE FIGURAS
Figura 1. Composición de la producción mundial de carne de bovino (2007) [54] 3
Figura 2. Principales productores de vacuno a nivel mundial (miles de toneladas) [54] 4
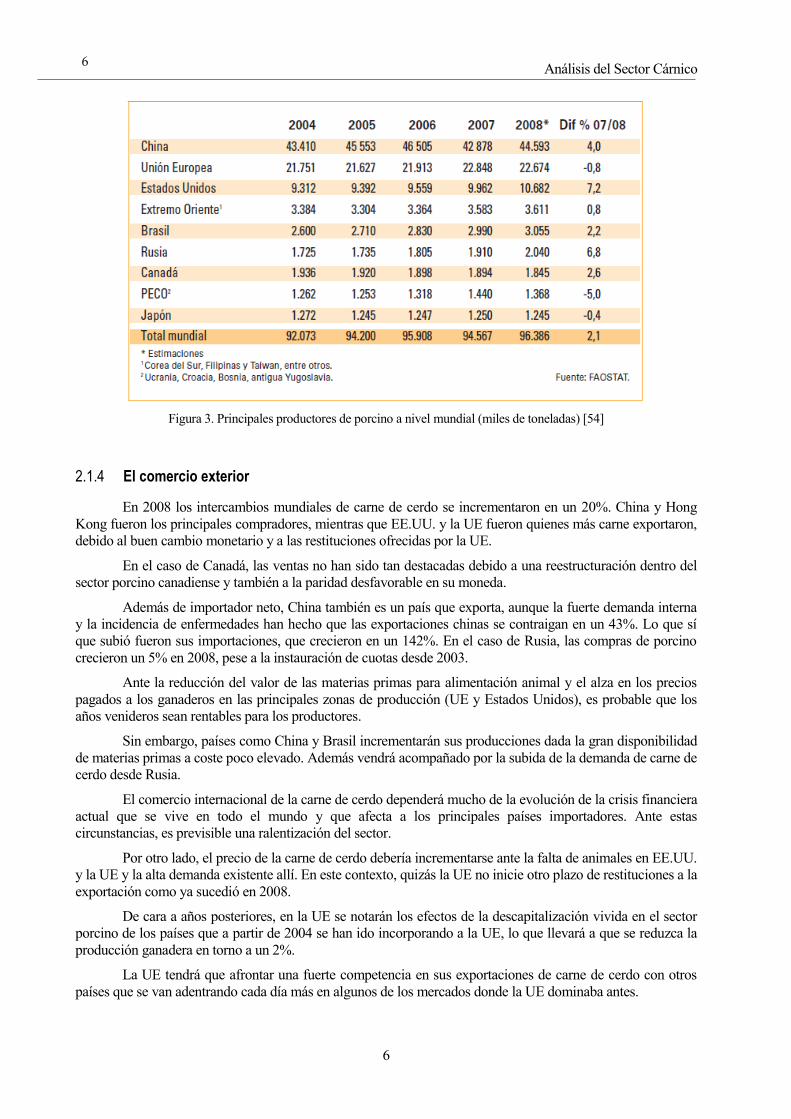
Figura 3. Principales productores de porcino a nivel mundial (miles de toneladas) [54] 6
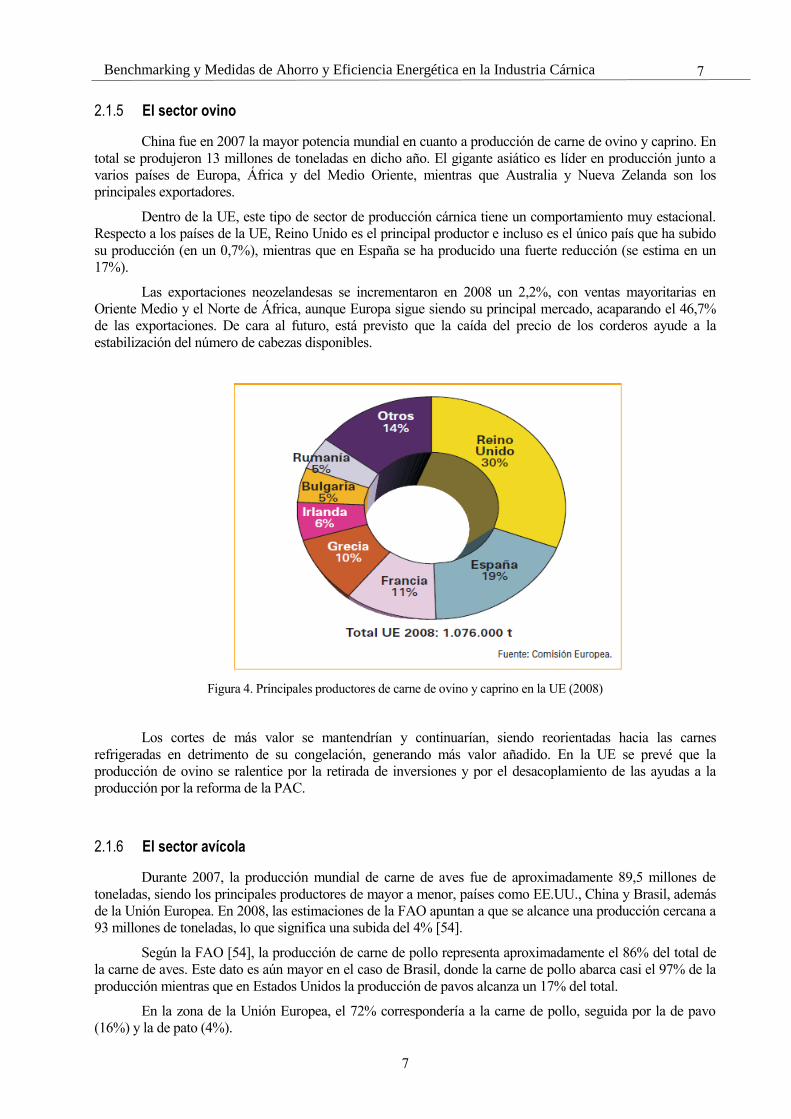
Figura 4. Principales productores de carne de ovino y caprino en la UE (2008) 7
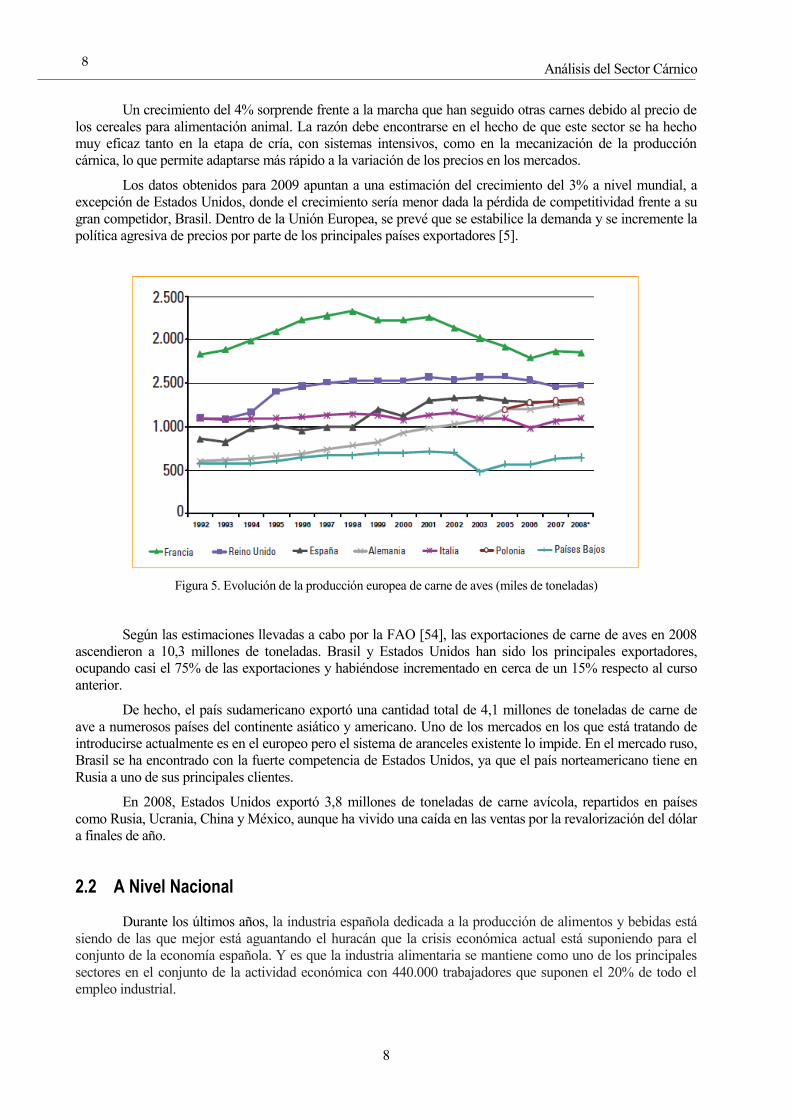
Figura 5. Evolución de la producción europea de carne de aves (miles de toneladas) 8
Figura 6. Composición de las empresas y la facturación de la industria alimentaria (2012) 9
Figura 7. Evolución de la industria alimentaria y cárnica 10
Figura 8. Evolución del número de establecimientos cárnicos (2007-2014) 11
Figura 9. Evolución y composición de la producción de elaborados cárnicos 14
Figura 10. Evolución y composición del consumo de carne y productos cárnicos en hogares [55] 15
Figura 11. Evolución y composición de las exportaciones de carne y productos cárnicos 16
Figura 12. Diagrama de flujo del proceso productivo desarrollado en los mataderos [4] 26
Figura 13. Diagrama de flujo de elaboración de productos picados [4] 36
Figura 14. Diagrama de flujo de elaboración de productos adobados o cocidos enteros [4] 37
Figura 15. Diagrama de flujo y descripción de la elaboración de productos picados curados [4] 38
Figura 16. Diagrama de flujo y descripción de las operaciones de procesado de piezas enteras [4] 39
Figura 17. Potencia media instalada por fases de producción en salas de elaborados cárnicos [10] 41
Figura 18. Porentaje de energía consumida según sea eléctrica o térmica en salas de elaborados cárnicos [10]
42
Figura 19. Porcentaje de coste según sea energía eléctrica o térmica en salas de elaborados cárnicos [10] 42
Figura 20. Clasificación básica de los tipos de benchmarking 46
Figura 21. Ciclo de implementación de un correcto sistema de benchmarking [17] 48
Figura 22. La pirámide de indicadores de la AIE [18] 50
Figura 23. Ejemplo de desagregación de la industria [18] 54
Figura 24. Pérdidas de energía en una caldera [32] 66
Figura 25. Ahorros potenciales en iluminación [32] 68
Figura 26. Diagrama de selección de MTDs [4] 71
Figura 27. Diagrama del proceso productivo de embutidos en Portugal [23] 88
Figura 28. Consumo eléctrico y térmico en industrias de embutidos [23] 90
Figura 29. Balance del consumo de energía en industrias de embutidos [23] 90
Figura 30. Distribución anual del consumo eléctrico típico en industrias de embutidos [23] 91
Figura 31. Valores de SEC para las plantas estudiadas [23] 92
Figura 32. Valores de UCR para las plantas estudiadas [23] 93
Figura 33. Valores de NPC para las plantas estudiadas [23] 94

xx

1
1 INTRODUCCIÓN
Antiguamente, en épocas como el paleolítico, las sociedades humanas, por entonces calificadas como
nómadas y depredadoras obtenían el alimento de la caza, la pesca y la recogida de productos naturales. Ya en
el neolítico se desarrollaron la agricultura y la ganadería, a la vez que los grupos humanos se volvían
sedentarios. A lo largo de la historia posterior se han ido desarrollando procesos de transformación de los
alimentos hasta constituir un sector industrial que en la actualidad tiene mucha importancia económica: las
industrias de la alimentación.
La industria alimentaria es el sector de la producción industrial que tiene como finalidad transformar y
conservar materiales y productos muy diversos destinados a la alimentación humana. En España la industria
agroalimentaria desempeña un papel clave en el conjunto de los sectores económicos, ocupando un primer
lugar en la rama industrial [1].
Es una pieza fundamental en la cadena alimentaria, ya que se sitúa como eslabón intermedio,
aportando valor añadido a la producción primaria y siendo el principal consumidor del sector agrario. Está
continuamente innovándose, reinventándose y adaptándose a las nuevas tecnologías y costumbres y a las
nuevas exigencias de los consumidores, participando en su día a día a través de algo tan cotidiano y tan
necesario como es una buena alimentación. Dentro de la industria alimentaria destacaremos como objeto del
proyecto el estudio del sector de la industria cárnica.
La carne ha ido ganando peso en la dieta de la mayor parte de los países impulsada por distintos
motivos socioeconómicos y políticos. La creciente urbanización, la mayor disponibilidad de precios menores
de los productos cárnicos, el aumento de los ingresos y la occidentalización cultural que impulsa una dieta
industrial basada en la proteína animal son los principales factores que explican esta tendencia. Además, la
carne sigue teniendo en la actualidad una fuerte simbología y su consumo se mantiene asociado a la riqueza en
el imaginario colectivo.
En consecuencia, el consumo y la producción de carne, en términos agregados y medios, no han
dejado de aumentar en las últimas décadas. A ello se ha unido el incremento del comercio internacional
impulsado por los acuerdos de liberación en el seno de la Organización Mundial de Comercio. Esta
liberalización comercial ha implicado el reforzamiento de la competencia internacional presionando la
reducción de precios que está estimulando cambios a lo largo de toda la cadena de valor.
En los últimos años, la suma del perfeccionamiento de las herramientas empleadas para la
manipulación de la carne, las nuevas tecnologías de la ciencia y la comunicación, así como las potentes
herramientas informáticas-telemáticas, confieren un elevado valor añadido a la producción de carne,
convirtiendo un alimento básico en una manufactura de intercambio comercial, elevando la gestión del
abastecimiento y distribución a la categoría de elemento estratégico de poder [2].
La industria cárnica es un tipo de industria alimentaria encargada de producir, procesar y distribuir la
carne de los animales a los centros de consumo. Se trata de la industria de alimentación que mayor volumen de
ventas mueve. Este tipo de industria alimentaria trabaja con las materias primas de la carne procedente del
sacrificio de ganado para el consumo humano del porcino y el ganado vacuno, principalmente [3].
En la industria cárnica podemos distinguir tres tipos de actividades principales: el sacrificio de los
animales en mataderos, el despiece y porcionado de las canales en salas de despiece y la elaboración de
productos cárnicos en plantas de fabricación [4].
De esta forma, la globalización agroalimentaria está impulsando la intensificación ganadera en busca
de incrementos de producción y economías de escala. De esta forma la ganadería se hace cada vez más
dependiente de la industria abastecedora de grano y piensos. Por otra parte, la ganadería se enfrenta
actualmente a un sector industrial cárnico y una distribución comercial crecientemente concentrada. [2]

Introducción
2
2
La situación energética se ha convertido en una de las mayores preocupaciones del ser humano. El
problema energético y medioambiental está presente a nivel mundial, y se manifiesta a través de una
disponibilidad limitada de los combustibles de origen fósil y el creciente calentamiento del planeta a través del
efecto invernadero.
Las diferentes organizaciones mundiales han decidido implementar políticas energéticas dirigidas a
fomentar el uso racional de la energía, apoyar la eficiencia energética y fomentar las energías renovables. Estas
propuestas se traducen en un beneficio para la economía y para el medio ambiente, ya que por un lado se
reduce la factura energética y, con ello la intensidad energética del sistema productivo, y por otro lado se
reduce la emisión de contaminantes que el consumo de los combustibles fósiles genera.
Durante esta guía, se realiza un análisis del sector cárnico, introducción al proceso tecnológico y de
una serie de técnicas de benchmarking. Todo ello para familiarizar al lector con el sector tratado en el
proyecto. Una vez terminado este aspecto, se describirán las medidas de eficiencia energética particulares para
la industria cárnica con el objetivo de buscar el ahorro energético deseado. Por último, a modo de ejemplo, se
presenta el caso del proceso y consumo de 20 industrias de embutidos localizadas en la región central de
Portugal.

3
3 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
2 ANÁLISIS DEL SECTOR CÁRNICO
2.1 A Nivel Internacional
A lo largo de los últimos años, muchos de los actores que forman parte de la cadena de producción
cárnica han tenido que afrontar algunas dificultades que no parece que vayan a remitir durante esta década [5].
Esta situación desemboca en problemas financieros ante el incremento de los costes de operación y la
dificultad para acabar repercutiendo en los precios de venta de los productos tanto a los clientes finales como a
la distribución y a la restauración.
La marcha de las negociaciones de la OMC1 para liberalizar el intercambio de materias primas o la
reforma sanitaria de la PAC2 han sido algunas de las causas que han llevado al cambio y la reestructuración del
panorama empresarial a nivel mundial que ha cambiado a base de fusiones, adquisiciones, acuerdos de
colaboración, etc., entre grandes empresas que trataron de adelantarse a las incertidumbres que estamos
viviendo a día de hoy.
Figura 1. Composición de la producción mundial de carne de bovino (2007) [54]
A lo largo del primer semestre de 2008 los ganaderos dedicados a la cría de porcino y de aves, y en
particular los criadores de vacuno, han tenido que lidiar con un precio muy alto de las materias primas como
los cereales o la soja, todo ello consecuencia de la subida de los precios en la segunda mitad del curso 2007.
En el año anterior, las estimaciones de las cosechas en la UE muestran un incremento en la
disponibilidad de cereal y en el caso de la soja, alguno de los principales productores, han incrementado sus
cosechas en un 14%.
A nivel empresarial, algunas de las principales operaciones que se han producido en la Unión Europea
han estado relacionadas con el sector cárnico: la compra de “Grampian Country Food” por parte de “Vion
Foods” en junio de 2008; la entrada en el mercado europeo de “Marfrig” a través de la compra de la empresa
británica “Moy Park”; la fusión entre “Smithfield Foods” y “Campofrío Alimentación”, permitiendo al nuevo
grupo estar presente en numerosos países de la UE y en Rusia [5].
1 OMC: Organización Mundial del Comercio 2 PAC: Política Agrícola Común de la Unión Europea

Análisis del Sector Cárnico
4
4
El sector mundial de la carne de vacuno 2.1.1
Figura 2. Principales productores de vacuno a nivel mundial (miles de toneladas) [54]
Según las estadísticas, en el año 2008 la producción mundial de vacuno alcanzó los 65,8 millones de
toneladas. EE.UU., China, México o India, incrementaron su producción y se dedujo que la producción bajara
en aquellos países donde a su vez ha disminuido el censo vacuno, como es el caso de Canadá, Brasil,
Argentina, Rusia, la Unión Europea y Australia.
Según las estimaciones de FAOSTAT3, la producción mundial de vacuno en 2008 se situó cerca de
65,1 millones de toneladas, lo cual supone un 2% menos que en 2007. Se identificaron dos factores que
explicaran las causas de la bajada. Primero, el incremento del precio de la leche, lo que deriva en que haya
mayor número de animales destinados a la producción de leche y segundo, la subida del precio de las materias
primas para la alimentación animal.
En cuanto al consumo, se prevé que en algunos países se pueda reducir, en torno a un 2,7% en el caso
de la UE o un 2,4% en EE.UU. Sin embargo, Brasil, China y Argentina subirán su consumo per cápita al
reducir las exportaciones permitiendo una mejor accesibilidad. [5]
El comercio de carne de vacuno 2.1.2
En cuanto al número de las exportaciones de 2008, se han producido retrocesos en los volúmenes de
carne de vacuno exportados por los principales productores.
En el caso de Brasil, se ha producido un retroceso de un 13% debido a las restricciones impuestas por
parte de la Unión Europea. Rusia también ha impuesto condiciones más duras para las empresas brasileñas. El
país carioca ha buscado nuevos mercados y ha crecido en otros países como Hong Kong, Venezuela y
Ucrania.
3 FAOSTAT: Consultar estadísticas de FAO

5
5 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Desde 2005, Argentina ha disminuido sus exportaciones debido a la reducción de cuotas que han ido
imponiendo periódicamente los distintos gobiernos de dicho país. Para el 2008 el contingente de exportación
fue de 45.000 toneladas por mes y los operadores no estaban autorizados a exportar más allá del 25% de su
producción. Hoy en día, el principal mercado para las exportaciones argentinas es Rusia, a donde se destina el
38% del total [5].
En el caso de Rusia, la cuota permitida para importar carne de vacuno en 2008 fue de 473.800
toneladas. Pese a la subida de las tasas arancelarias, se ha producido un fuerte crecimiento de las
importaciones. Destaca el hecho de que países como Uruguay hayan copado buena parte de las importaciones
rusas, restando mercado a otros países como Estados Unidos.
En cuanto a la importación de carne, han sido tres las zonas geográficas que han comprado
prácticamente la totalidad de la carne de vacuno comercializada. Países como China, Hong Kong, Japón,
Corea del Sur, Estados Unidos y Rusia son los grandes importadores.
El sector porcino 2.1.3
Las previsiones de crecimiento para el sector porcino a lo largo del año 2008 de la FAO4 afirmaban
que se podría alcanzar una producción mundial de 96,38 millones de toneladas de carne de cerdo.
Aproximadamente el 46% de la producción mundial se haya en China, que es de los países que mayor
crecimiento ha experimentado.
Estados Unidos también tuvo previsto una subida del sector porcino. Dicho crecimiento de la
producción se debió a los buenos niveles sanitarios tanto en la producción animal como en la calidad de la
carne. Además, hay que añadir el alto precio de la alimentación animal, lo cual derivó en la decisión de las
empresas de sacrificar a los animales más jóvenes con el fin de reducir costes.
En Rusia también creció la producción de cerdo, a pesar de las constantes fluctuaciones del sistema de
tasas para la importación, mientras que en otros grandes productores de la antigua zona soviética como
Ucrania se aprecia una disminución del 7% debido a los mayores costes.
En la UE se produjo una reducción en el volumen de carne de cerdo producida debido principalmente
a una anterior caída en los censos de porcino. Se puede apreciar una bajada en la producción, especialmente
significativa durante el tercer y cuarto trimestre del último año estudiado.
Podría deberse a la retirada de numerosos inversores que habían apostado por el sector porcino. Ante
la pérdida de rentabilidad por los altos costes de alimentación, muchos mataderos decidieron producir menos.
Por otro lado, dentro de la UE se alargó el proceso de ayudas para el almacenamiento privado de la carne de
cerdo.
4 FAO: Oraganización de las Naciones Unidas para la Alimentación y la Agricultura
Análisis del Sector Cárnico
6
6
Figura 3. Principales productores de porcino a nivel mundial (miles de toneladas) [54]
El comercio exterior 2.1.4
En 2008 los intercambios mundiales de carne de cerdo se incrementaron en un 20%. China y Hong
Kong fueron los principales compradores, mientras que EE.UU. y la UE fueron quienes más carne exportaron,
debido al buen cambio monetario y a las restituciones ofrecidas por la UE.
En el caso de Canadá, las ventas no han sido tan destacadas debido a una reestructuración dentro del
sector porcino canadiense y también a la paridad desfavorable en su moneda.
Además de importador neto, China también es un país que exporta, aunque la fuerte demanda interna
y la incidencia de enfermedades han hecho que las exportaciones chinas se contraigan en un 43%. Lo que sí
que subió fueron sus importaciones, que crecieron en un 142%. En el caso de Rusia, las compras de porcino
crecieron un 5% en 2008, pese a la instauración de cuotas desde 2003.
Ante la reducción del valor de las materias primas para alimentación animal y el alza en los precios
pagados a los ganaderos en las principales zonas de producción (UE y Estados Unidos), es probable que los
años venideros sean rentables para los productores.
Sin embargo, países como China y Brasil incrementarán sus producciones dada la gran disponibilidad
de materias primas a coste poco elevado. Además vendrá acompañado por la subida de la demanda de carne de
cerdo desde Rusia.
El comercio internacional de la carne de cerdo dependerá mucho de la evolución de la crisis financiera
actual que se vive en todo el mundo y que afecta a los principales países importadores. Ante estas
circunstancias, es previsible una ralentización del sector.
Por otro lado, el precio de la carne de cerdo debería incrementarse ante la falta de animales en EE.UU.
y la UE y la alta demanda existente allí. En este contexto, quizás la UE no inicie otro plazo de restituciones a la
exportación como ya sucedió en 2008.
De cara a años posteriores, en la UE se notarán los efectos de la descapitalización vivida en el sector
porcino de los países que a partir de 2004 se han ido incorporando a la UE, lo que llevará a que se reduzca la
producción ganadera en torno a un 2%.
La UE tendrá que afrontar una fuerte competencia en sus exportaciones de carne de cerdo con otros
países que se van adentrando cada día más en algunos de los mercados donde la UE dominaba antes.
7
7 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
El sector ovino 2.1.5
China fue en 2007 la mayor potencia mundial en cuanto a producción de carne de ovino y caprino. En
total se produjeron 13 millones de toneladas en dicho año. El gigante asiático es líder en producción junto a
varios países de Europa, África y del Medio Oriente, mientras que Australia y Nueva Zelanda son los
principales exportadores.
Dentro de la UE, este tipo de sector de producción cárnica tiene un comportamiento muy estacional.
Respecto a los países de la UE, Reino Unido es el principal productor e incluso es el único país que ha subido
su producción (en un 0,7%), mientras que en España se ha producido una fuerte reducción (se estima en un
17%).
Las exportaciones neozelandesas se incrementaron en 2008 un 2,2%, con ventas mayoritarias en
Oriente Medio y el Norte de África, aunque Europa sigue siendo su principal mercado, acaparando el 46,7%
de las exportaciones. De cara al futuro, está previsto que la caída del precio de los corderos ayude a la
estabilización del número de cabezas disponibles.
Figura 4. Principales productores de carne de ovino y caprino en la UE (2008)
Los cortes de más valor se mantendrían y continuarían, siendo reorientadas hacia las carnes
refrigeradas en detrimento de su congelación, generando más valor añadido. En la UE se prevé que la
producción de ovino se ralentice por la retirada de inversiones y por el desacoplamiento de las ayudas a la
producción por la reforma de la PAC.
El sector avícola 2.1.6
Durante 2007, la producción mundial de carne de aves fue de aproximadamente 89,5 millones de
toneladas, siendo los principales productores de mayor a menor, países como EE.UU., China y Brasil, además
de la Unión Europea. En 2008, las estimaciones de la FAO apuntan a que se alcance una producción cercana a
93 millones de toneladas, lo que significa una subida del 4% [54].
Según la FAO [54], la producción de carne de pollo representa aproximadamente el 86% del total de
la carne de aves. Este dato es aún mayor en el caso de Brasil, donde la carne de pollo abarca casi el 97% de la
producción mientras que en Estados Unidos la producción de pavos alcanza un 17% del total.
En la zona de la Unión Europea, el 72% correspondería a la carne de pollo, seguida por la de pavo
(16%) y la de pato (4%).
Análisis del Sector Cárnico
8
8
Un crecimiento del 4% sorprende frente a la marcha que han seguido otras carnes debido al precio de
los cereales para alimentación animal. La razón debe encontrarse en el hecho de que este sector se ha hecho
muy eficaz tanto en la etapa de cría, con sistemas intensivos, como en la mecanización de la producción
cárnica, lo que permite adaptarse más rápido a la variación de los precios en los mercados.
Los datos obtenidos para 2009 apuntan a una estimación del crecimiento del 3% a nivel mundial, a
excepción de Estados Unidos, donde el crecimiento sería menor dada la pérdida de competitividad frente a su
gran competidor, Brasil. Dentro de la Unión Europea, se prevé que se estabilice la demanda y se incremente la
política agresiva de precios por parte de los principales países exportadores [5].
Figura 5. Evolución de la producción europea de carne de aves (miles de toneladas)
Según las estimaciones llevadas a cabo por la FAO [54], las exportaciones de carne de aves en 2008
ascendieron a 10,3 millones de toneladas. Brasil y Estados Unidos han sido los principales exportadores,
ocupando casi el 75% de las exportaciones y habiéndose incrementado en cerca de un 15% respecto al curso
anterior.
De hecho, el país sudamericano exportó una cantidad total de 4,1 millones de toneladas de carne de
ave a numerosos países del continente asiático y americano. Uno de los mercados en los que está tratando de
introducirse actualmente es en el europeo pero el sistema de aranceles existente lo impide. En el mercado ruso,
Brasil se ha encontrado con la fuerte competencia de Estados Unidos, ya que el país norteamericano tiene en
Rusia a uno de sus principales clientes.
En 2008, Estados Unidos exportó 3,8 millones de toneladas de carne avícola, repartidos en países
como Rusia, Ucrania, China y México, aunque ha vivido una caída en las ventas por la revalorización del dólar
a finales de año.
2.2 A Nivel Nacional
Durante los últimos años, la industria española dedicada a la producción de alimentos y bebidas está
siendo de las que mejor está aguantando el huracán que la crisis económica actual está suponiendo para el
conjunto de la economía española. Y es que la industria alimentaria se mantiene como uno de los principales
sectores en el conjunto de la actividad económica con 440.000 trabajadores que suponen el 20% de todo el
empleo industrial.
9
9 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Pese a la crisis, el sector mantiene su proceso de ajuste y concentración con una reducción en el
número de empresas del 0,47% respecto a 2011 (29.196). Se trata de un sector muy atomizado ya que la
amplia mayoría, el 98,2%, son pequeñas y medianas empresas.
Se trata de empresas eminentemente pequeñas en las que la amplia mayoría (79,8%) tienen menos de
10 trabajadores y apenas otro 16% entre 10 y 50. Solamente 238 empresas poseen más de 200 trabajadores.
Pese al alto grado de atomización, desde FIAB5 apuntan que se va reduciendo en comparación con el resto de
sectores de la economía española. La Federación estima además que se ha producido una mejora en su
dimensión empresarial permitiendo avances en el aprovechamiento de economías de escala, mejorando sus
posibilidades de acceso a la financiación y diversificando sus actividades.
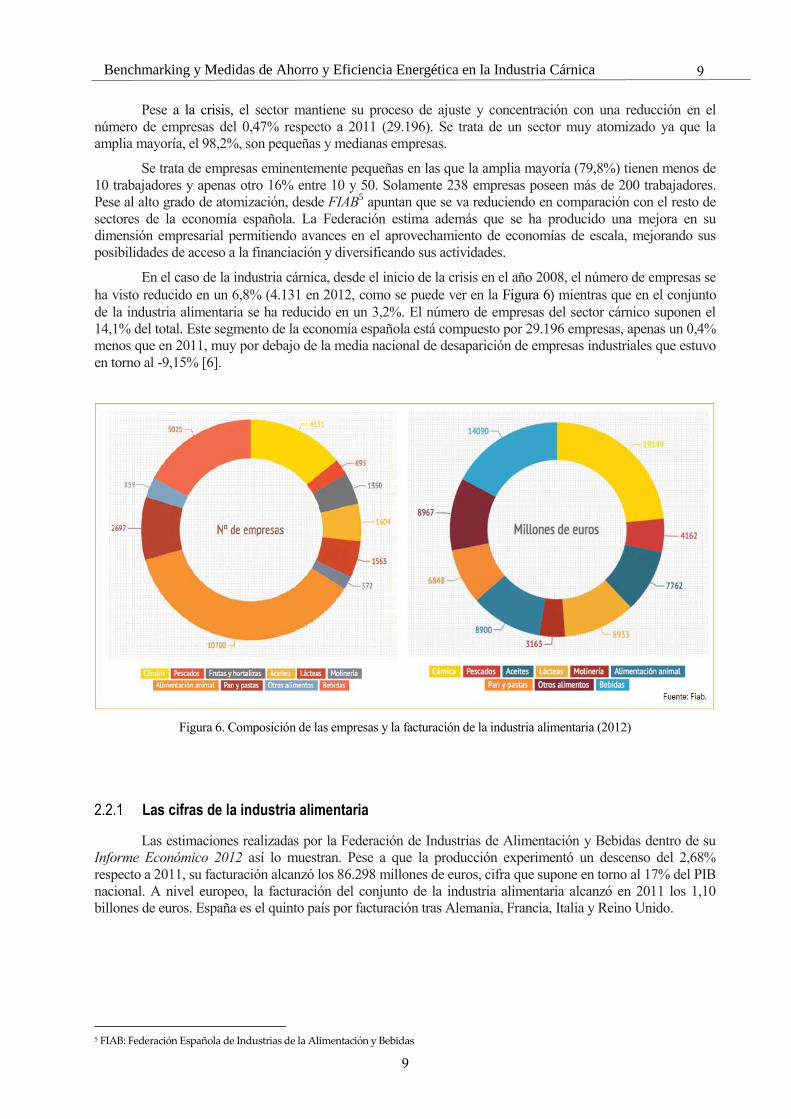
En el caso de la industria cárnica, desde el inicio de la crisis en el año 2008, el número de empresas se
ha visto reducido en un 6,8% (4.131 en 2012, como se puede ver en la Figura 6) mientras que en el conjunto
de la industria alimentaria se ha reducido en un 3,2%. El número de empresas del sector cárnico suponen el
14,1% del total. Este segmento de la economía española está compuesto por 29.196 empresas, apenas un 0,4%
menos que en 2011, muy por debajo de la media nacional de desaparición de empresas industriales que estuvo
en torno al -9,15% [6].
Figura 6. Composición de las empresas y la facturación de la industria alimentaria (2012)
Las cifras de la industria alimentaria 2.2.1
Las estimaciones realizadas por la Federación de Industrias de Alimentación y Bebidas dentro de su
Informe Económico 2012 así lo muestran. Pese a que la producción experimentó un descenso del 2,68%
respecto a 2011, su facturación alcanzó los 86.298 millones de euros, cifra que supone en torno al 17% del PIB
nacional. A nivel europeo, la facturación del conjunto de la industria alimentaria alcanzó en 2011 los 1,10
billones de euros. España es el quinto país por facturación tras Alemania, Francia, Italia y Reino Unido.
5 FIAB: Federación Española de Industrias de la Alimentación y Bebidas

Análisis del Sector Cárnico
10
10
Figura 7. Evolución de la industria alimentaria y cárnica
Tal como vemos dentro de la Figura 6, pese a no ser la que cuenta con mayor número de empresas, es
la industria cárnica la que cuenta con una mayor facturación dentro de la industria alimentaria española. En
concreto en 2011 fueron 19.149 millones de euros los facturados por este sector, cifra que ha crecido en un
9,2% respecto a 2010 y un 17% superiores al 2007, el año previo al inicio de la crisis actual, como se muestra
en la Figura 7. Como veremos más adelante, buena parte de esta subida en el volumen de facturación
corresponderá a las exportaciones.
En el caso de la industria cárnica, el comportamiento en la evolución de la facturación ha sido muy
similar, incrementando las ventas hasta el año 2008 y habiéndose recuperado en parte en 2010 y totalmente en
2011 de la fuerte caída que registró en 2009. Por otro lado, según el informe de FIAB, el conjunto de la
industria alimentaria española ha ido perdiendo atractivo para los inversores extranjeros, ya que si en 2010 se
invirtieron 1.347 millones de euros desde fuera de España, en 2012 han sido 363 millones. Esta situación es
similar a la del resto del conjunto de la economía española.
En cuanto al número de personas empleadas en este segmento de la economía nacional, son unos
440.000 los trabajadores, como hemos referido anteriormente, con una reducción del 1,5% respecto a 2011. En
el caso del sector cárnico se estima que trabajan en ella unas 102.000 personas, con una ligera reducción (-
0,5%) respecto a años anteriores. El informe de FIAB ofrece también información sobre la solvencia del sector
alimentario y para ello hace referencia a los concursos de acreedores presentados en su conjunto. De los 7.233
presentados en el conjunto de la economía española en 2012, un 34% más que en 2011, 119 se dieron dentro
de empresas alimentarias, la misma cantidad que en 2011. Esto es otra muestra de la fortaleza del sector
alimentario.
Principales cifras del sector cárnico 2.2.2
Centrándonos en la industria cárnica, tal y como hemos visto, se trata de uno de los sectores más
dinámicos y potentes, por facturación, de la industria alimentaria española. Se caracteriza por su continua
evolución desde una fase artesanal, no hace tantas décadas, a la incorporación de nuevas técnicas de
elaboración, mejora de la seguridad alimentaria y gestión empresarial.
Como hemos dicho anteriormente, son más de 4.130 las empresas cárnicas en nuestro país en 2011,
con un descenso del 6,8% desde que comenzara la crisis actual. Estas compañías, junto a otras entidades como
ayuntamientos o entidades comarcales, son propietarias de un gran número de establecimientos cárnicos donde
trabajan las 102.000 personas que hemos referido anteriormente.

11
11 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Sin embargo, según los datos del Registro General Sanitario de Empresas Alimentarias y Notificación
de Alimentos que gestiona la Agencia Española de Consumo, Seguridad Alimentaria y Nutrición, son muchos
más los establecimientos cárnicos que hay en nuestro país con autorización para el comercio intracomunitario
en algunas de sus categorías (Figura 8).
Figura 8. Evolución del número de establecimientos cárnicos (2007-2014)
Las reducciones se registran sobre todo en las instalaciones dedicadas a los mataderos (tanto de
ungulados como de aves y conejos) debido a las adaptaciones, al cierre de establecimientos municipales, a la
propia crisis, etc. Esta reducción no ha provocado, como veremos más adelante, una reducción en la
producción cárnica del país.
En cambio vemos como en el resto se ha producido un incremento de centros de producción, también
vinculada con el incremento de la demanda, como puede ser el caso de las industrias elaboradoras o las
dedicadas a elaborar carne picada y a la carne de caza de cría.
Evolución de la producción cárnica 2.2.3
Los dos últimos años han supuesto una reducción en la producción cárnica en nuestro país, tal y como
podemos ver en la Tabla 1, ajustando quizás los crecimientos registrados desde el 2009 al 2011 ante el
estancamiento de algunas de las categorías de las exportaciones.
La producción de carne de cerdo es la predominante en nuestro país: de los mataderos españoles
salieron en 2013 3,43 millones de toneladas de este producto, un 0,7% menos que en 2012. Le siguen en
importancia la carne de aves, que durante el último año creció un 1% y la de vacuno con una reducción del
1,6% [6].

Análisis del Sector Cárnico
12
12
Tabla 1. Evolución y composición de la producción cárnica en España [55]
Pero la tendencia a la reducción no sólo se ha dado en España. Si nos fijamos en la Tabla 2, podemos
ver cómo la reducción también se ha dado en el conjunto de la Unión Europea, de acuerdo con el último de los
informes sobre previsiones de evolución del mercado de la carne elaborado por la Comisión Europea.
Así, entre 2010 y 2013 la reducción estaría en un 1% destacando la reducción en la producción de
vacuno, absorbida en parte por la subida de la producción de carne de aves, que fue la única que registró cierto
crecimiento a lo largo de 2013.
Tabla 2. Estimaciones sobre la evolución de la producción cárnica en la UE (toneladas)
En este informe, la Comisión apunta a un aumento de la producción de carne de porcino de un 0,8%
para 2015. En el sector de la carne de vacuno, se prevé un modesto aumento del 1% en la producción durante
2014 y del 2,1% en 2015. Los precios, tras alcanzar su máximo histórico en enero de 2013, comenzarán a
descender a lo largo de este año.

13
13 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Las aves de corral siguen siendo el sector más dinámico con una producción que se prevé que siga
aumentando, aunque a un ritmo más lento que en el pasado, en concreto en menos del 1% anual, debido a la
recuperación del vacuno y porcino.
Para el sector de la carne de ovino, se esperan caídas moderadas para la producción en 2014 con un
descenso del 0,5 % y del 1% en 2015 y en cuanto al consumo, se prevé una ligera recuperación en 2015.
También podemos ver en la Tabla 1 cómo aquellas carnes con un precio de venta superior, como el
caso del vacuno y el ovino, desde que comenzara la crisis económica han tenido una menor demanda y, por
ello, han visto reducida su producción.
Destaca especialmente el caso del ovino. Si en 2007 la producción de este tipo de carne estaba en
torno a las 194.000 toneladas, vemos como siete años después es un 40% menor. Lo mismo ocurre con el
vacuno que ha bajado de las 658.332 toneladas de 2008, dejándose casi un 10% desde entonces.
En el caso de otras carnes, como la de conejo, las campañas puestas en marcha para el fomento de su
consumo no parecen estar incrementando la producción (-17% en siete años).
Por otro lado, es reseñable también la comparación de los últimos años en la evolución de la
producción de carne de equino, tras los problemas vividos en el pasado año. Si desde 2007 hasta 2012 su
producción había crecido en un 200%, en el último año se ha reducido hasta las 11.499 toneladas, con
descensos en algunas regiones de hasta el 70%.
Precisamente, en el análisis de la producción por comunidades autónomas podemos ver cómo es
Cataluña la principal productora a nivel nacional con más de 2 millones de toneladas (Tabla 3) de las que más
del 75% corresponde a carne de cerdo.
Esta región produjo entre 2012 y 2013 un 2% de carne fresca, que correspondió precisamente a la
subida de porcino, ya que vio reducida su producción en el resto de categorías.
Le sigue en importancia la región de Castilla y León, que suma algo más de 700.000 toneladas de
carne producida. En 2013 la cantidad se redujo en un 5,2%, destacando especialmente la caída del 9,2% en
vacuno, siendo ésta la segunda región productora del país tras Cataluña.
Otras regiones que cuentan con producciones cárnicas importantes son Andalucía, Castilla-La Mancha
y Comunidad Valenciana, mientras que en el caso de regiones como Madrid o el País Vasco la reducción en la
producción ha sido bastante acusada por el cierre de algunos de los principales mataderos y empresas cárnicas
que existían anteriormente.
Cabe reseñar, por último, que del total de comunidades autónomas en 2013 tan solo Cataluña y
Extremadura vieron incrementada su producción (Tabla 5) destacando en el caso de esta última región la
subida en la producción de carne de vacuno (22.892 toneladas, 9% de más respecto a 2012) [6].

Análisis del Sector Cárnico
14
14
Tabla 3. Composición de la producción por comunidades autónomas (toneladas) [55]
Productos Elaborados 2.2.4
Los últimos datos disponibles en cuanto a la fabricación de elaborados cárnicos nos muestran que en
el año 2012 España volvió a superar los 1,3 millones de toneladas, según la información facilitada por
ANICE6, volviendo a los niveles que tenía el país en el año 2008.
Estos datos que hemos referido muestran, como puede apreciarse en la Figura 9, que es la categoría de
otros productos tratados por calor, en la que se agrupan algunos como el chopped y otros similares con un
precio más reducido en los lineales, la que en estos tiempos de crisis ha tenido una mayor demanda. Supone
prácticamente ya la tercera parte del total de elaborados cárnicos producidos en España (421.000 toneladas de
un total de 1,3 millones) y en siete años se han producido un 17% más.
Figura 9. Evolución y composición de la producción de elaborados cárnicos
6 ANICE: Asociación Nacional de Industrias de la Carne en España
15
15 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Mientras se ve cómo incrementa la producción de elaborados cárnicos de un precio menor, podemos
observar cómo entre los años 2011 y 2012 se redujo ligeramente la de otras categorías que tienen un valor
mayor. Es el caso de la categoría de jamón y paleta curados que se dejó 7.500 toneladas entre estos dos años
hasta situarse en 247.500 toneladas.
En cuanto a los productos elaborados y frescos y los platos preparados, su tendencia, tras un año 2009
de reducción, ha sido la de ir recuperando mercado y actualmente se sitúan en 187.200 y 86.300 toneladas.
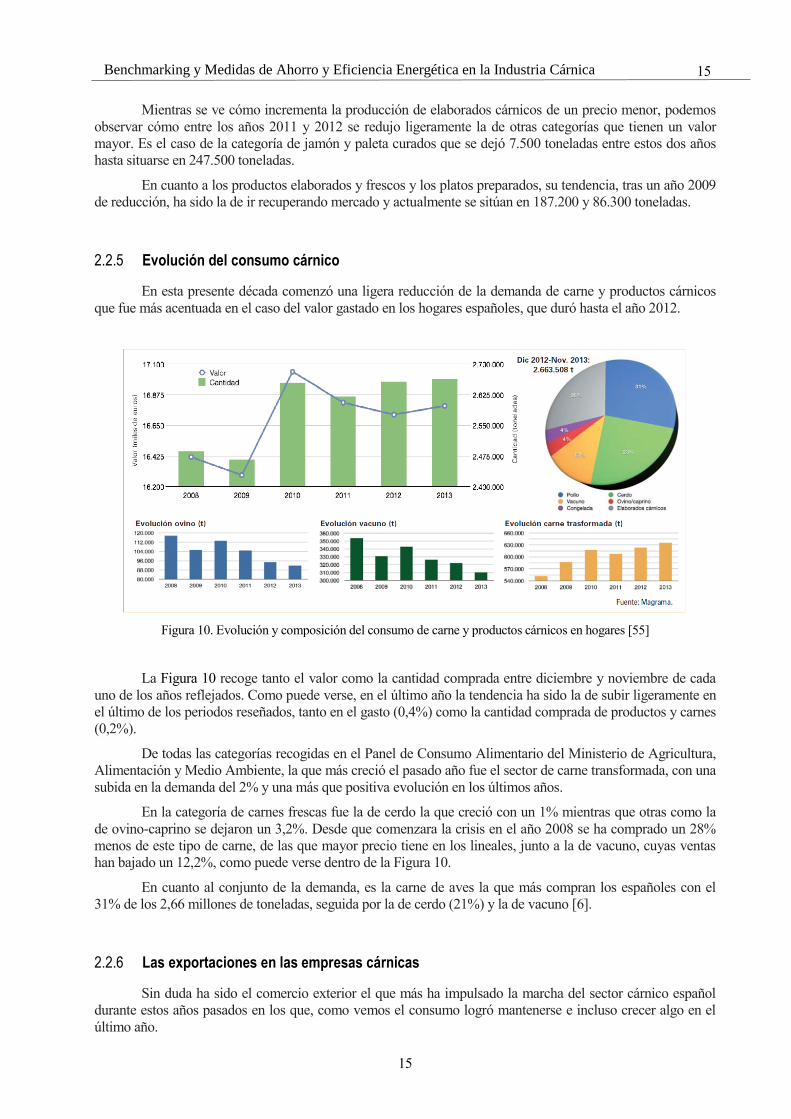
Evolución del consumo cárnico 2.2.5
En esta presente década comenzó una ligera reducción de la demanda de carne y productos cárnicos
que fue más acentuada en el caso del valor gastado en los hogares españoles, que duró hasta el año 2012.
Figura 10. Evolución y composición del consumo de carne y productos cárnicos en hogares [55]
La Figura 10 recoge tanto el valor como la cantidad comprada entre diciembre y noviembre de cada
uno de los años reflejados. Como puede verse, en el último año la tendencia ha sido la de subir ligeramente en
el último de los periodos reseñados, tanto en el gasto (0,4%) como la cantidad comprada de productos y carnes
(0,2%).
De todas las categorías recogidas en el Panel de Consumo Alimentario del Ministerio de Agricultura,
Alimentación y Medio Ambiente, la que más creció el pasado año fue el sector de carne transformada, con una
subida en la demanda del 2% y una más que positiva evolución en los últimos años.
En la categoría de carnes frescas fue la de cerdo la que creció con un 1% mientras que otras como la
de ovino-caprino se dejaron un 3,2%. Desde que comenzara la crisis en el año 2008 se ha comprado un 28%
menos de este tipo de carne, de las que mayor precio tiene en los lineales, junto a la de vacuno, cuyas ventas
han bajado un 12,2%, como puede verse dentro de la Figura 10.
En cuanto al conjunto de la demanda, es la carne de aves la que más compran los españoles con el
31% de los 2,66 millones de toneladas, seguida por la de cerdo (21%) y la de vacuno [6].
Las exportaciones en las empresas cárnicas 2.2.6
Sin duda ha sido el comercio exterior el que más ha impulsado la marcha del sector cárnico español
durante estos años pasados en los que, como vemos el consumo logró mantenerse e incluso crecer algo en el
último año.

Análisis del Sector Cárnico
16
16
Esta situación no ha sido solo para la industria cárnica sino para el conjunto de las exportaciones
agroalimentarias españolas.
Según las informaciones de la Federación de Industrias de Alimentación y Bebidas (FIAB), el valor
alcanzó los 22.594 millones de euros, con una subida del 1,5% respecto a 2012 y alcanzando una cifra récord
para nuestro país que ha supuesto una balanza comercial positiva de 3.466 millones de euros y una tasa de
cobertura del 118%.
Desde FIAB destacan que las exportaciones españolas han presentado en el último año el mayor
incremento de exportaciones de la industria alimentaria dentro de las principales potencias: Alemania cayó un
1,7%, Países Bajos un 0,8%, Francia creció un 1,4%, Italia subió un 0,1% y Bélgica disminuyó un 5,3%.
Los productos más exportados se mantienen estables, con un ranking encabezado por el vino con
2.583 millones de euros (+5%), la carne de cerdo con 2.388 millones (+2%) y el aceite de oliva con 1.950
millones (+3%).
Así, tal y como vemos en la Figura 11, la evolución del conjunto de las exportaciones en los últimos 7
años ha sido más que positiva, habiéndose pasado de los 1,20 millones de toneladas en 2007 a los 1,70
millones exportados en 2013.
Figura 11. Evolución y composición de las exportaciones de carne y productos cárnicos
En concreto, en 2013, los datos ofrecidos por el servicio Datacomex7 del Ministerio de Economía y
Competitividad muestran que las exportaciones españolas se vieron reducidas en cantidad, un 3,24%, hasta
sumar 1,70 millones de toneladas, con un valor estimado en 4.358 millones de euros, 1,25% más.
La reducción se explica claramente por la marcha del sector porcino ante el cierre de algunos de sus
principales mercados, como es el caso de la Unión Aduanera, la Federación Rusa fundamentalmente. Este es
un problema que no solo está afectando a España desde mediados del pasado año sino al conjunto de la Unión
Europea. De momento, tras acentuarse por los brotes de peste porcina africana detectados en Lituania y
Polonia, que llevaron al cierre temporal de las exportaciones a Rusia, está provocando la caída del precio del
ganado porcino ya que la actividad en los mataderos se ha reducido.
Así, países que tenían en Rusia a uno de sus principales compradores de carne de cerdo, como es el
caso de Alemania, Dinamarca, Holanda o Francia, han visto reducido el valor del ganado porcino en cuestión
de una semana en cifras que oscilan desde el 8,2% de Francia al 14% de Alemania. En el caso de España esta
situación, de momento, solo ha provocado una oscilación del 2,7% a la baja.
Otra de las carnes en las categorías en la que se ha producido una reducción en las ventas ha sido la de
vacuno. España exportó en 2013 un 5,2% menos de esta carne y el valor de las ventas se vio reducido en un
6,8%.
7 Datacomex: Estadísticas del Comercio Exterior de España y Europa
17
17 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
En el caso de la carne de ovino y caprino, las ventas crecieron en un 6,5% pero esto no se vio reflejado
en su valor ya que fue un 3,1% menor debido quizás al tipo de carne que se exportó y a los destinos. En el caso
de la carne de aves, el comportamiento ha sido positivo con una subida del 5,9% en cantidad (132.906
toneladas) y del 13% en valor, alcanzando los 216,79 millones de euros.
La categoría que ha tenido mejor comportamiento ha sido la de jamón curado, sin datos disgregados
entre productos de cerdo blanco y de ibérico. Las exportaciones fueron un 16,4% superiores, hasta alcanzar las
31.072 toneladas, y alcanzaron los 277 millones de euros, un 16,6% más. La parte negativa de este incremento,
al igual que en el resto de las exportaciones cárnicas, reside en que durante 2013 se ha exportado un 21,8%
más de jamón y paleta curados a la Unión Europea y las ventas fuera de la UE se redujeron en un 3,8%. Esto
se explica por el mayor conocimiento de este producto por parte del consumidor europeo, unido a la
inexistencia de barreras arancelarias.
En cuanto a las exportaciones de elaborados cárnicos, la cantidad exportada se redujo en un 2,5% y su
valor en un 4,7% hasta los 442,9 millones de euros.
Analizando el destino de las exportaciones podemos comentar que la tendencia en 2013, ante el cierre
del mercado ruso para los productos de origen animal que hemos comentado anteriormente, fue el incremento
de las exportaciones con destino hacia la Unión Europea.
Si en 2012 las ventas fuera de la UE supusieron el 21,7% del total, en 2013 este porcentaje se redujo
hasta el 19,1%. Dentro del conjunto de la Unión Europea los principales compradores de productos españoles
son Francia con 1.119 millones de euros y Portugal con 675 millones de euros.
Fuera del ámbito de la Unión Europea, España encuentra sus principales compradores en el continente
asiático: Japón fue el principal comprador de carne y productos cárnicos españoles con 141,8 millones de
euros, un 28% más que en 2012. Le sigue en importancia China con 141,03 millones de euros y más lejos
Rusia con 124 millones de euros.
En este último caso, Rusia redujo durante 2013 sus compras de carne y productos cárnicos a España
en un 55%, sumando 124,8 millones frente a los 281,7 millones de 2012.
2.3 A Nivel Andaluz
La producción ganadera en Andalucía está fundamentalmente orientada a la producción de carne,
aportando cerca del 74% de todo el valor de la producción del sector animal. De hecho, la industria cárnica
andaluza ocupa el segundo lugar dentro de la industria agroalimentaria, tanto por el volumen de facturación
que se estima en los últimos años en torno a 1.500 millones de euros, como por la amplia cantidad de puestos
de trabajo, aproximadamente 7.800, que existen.
Andalucía, por su volumen de producción cárnica, se encuentra en un lugar intermedio a nivel
nacional, excepto en el caso de carne de ave y de caprino donde se sitúa en segunda posición. No obstante, los
productos cárnicos andaluces destacan por nuestra reconocida calidad. Algunos productos emblemáticos,
como los derivados del cerdo ibérico y la carne de vacuno y ovino, deben su fantástica calidad a un origen y
una forma de producción extensiva que tiene su mayor exponente en la Dehesa [2].
Es por ello que además de contribuir a la conservación del paisaje y la biodiversidad, la producción
ganadera andaluza genera una importante actividad económica para el desarrollo de nuestros territorios. De ahí
que el gobierno andaluz intente promover una política de actividad ganadera eficiente, sostenible y
competitiva para el mantenimiento de nuestro entorno a través de los alimentos que producimos [2].
A continuación, se analizarán los diferentes sectores de la carne en Andalucía, poniendo de manifiesto
su importancia estratégica y económica en el ámbito de la Comunidad Autonómica que nos ocupa.
Análisis del Sector Cárnico
18
18
La producción de carne de aves 2.3.1
Actualmente, la cría de aves para producción de carne es una de las actividades ganaderas más
importantes de nuestro país. Este sector se sitúa en el primer lugar en carne más consumida en fresco y en el
segundo puesto en consumo total tras la carne de cerdo. España se encuentra entre los primeros productores
europeos de carne de ave, aunque en calidad comercial de importador.
El principal inconveniente para la caracterización del sector avícola radica en la diversidad y
variabilidad intrínsecas de este tipo de producciones. La producción principal corresponde a pollos “broilers”
(cría de pollo de engorde de alta selección genética). Otra especie que registra cifras significativas, aunque
bastante menores, es el pavo. Por este motivo, se ha tratado de plantear en epígrafes diferentes los datos de
producciones y consumo.
2.3.1.1 Carne de pollo
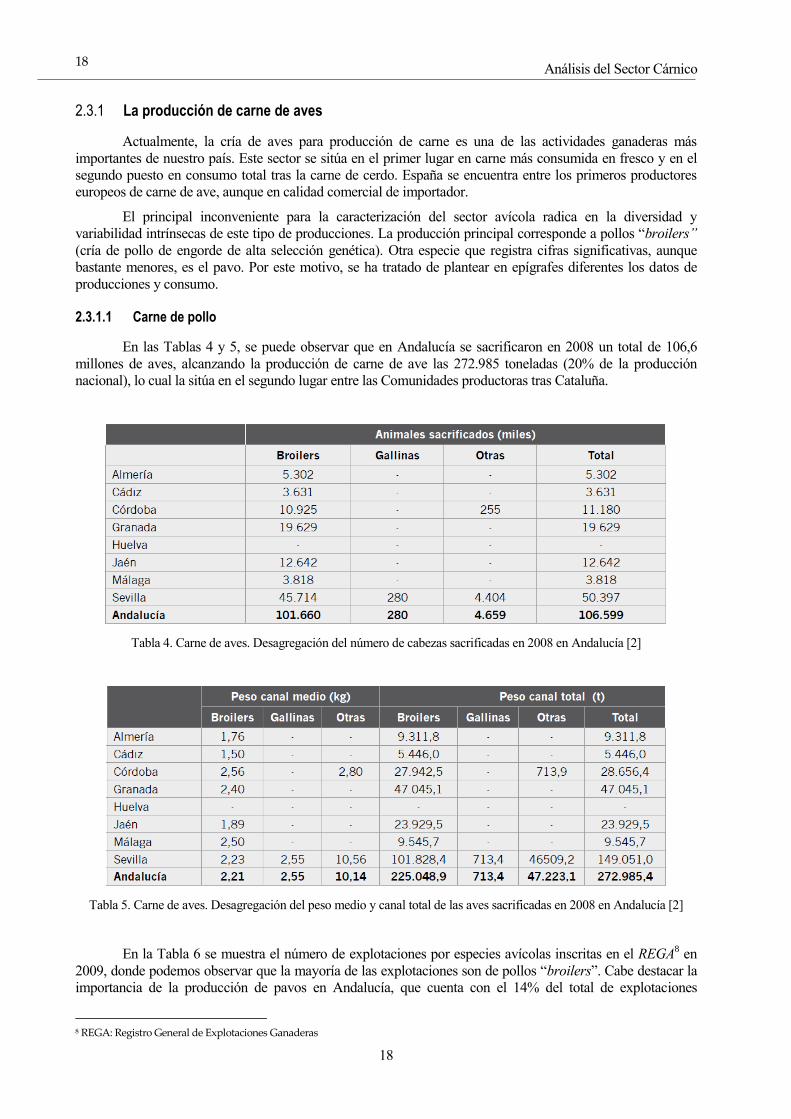
En las Tablas 4 y 5, se puede observar que en Andalucía se sacrificaron en 2008 un total de 106,6
millones de aves, alcanzando la producción de carne de ave las 272.985 toneladas (20% de la producción
nacional), lo cual la sitúa en el segundo lugar entre las Comunidades productoras tras Cataluña.
Tabla 4. Carne de aves. Desagregación del número de cabezas sacrificadas en 2008 en Andalucía [2]
Tabla 5. Carne de aves. Desagregación del peso medio y canal total de las aves sacrificadas en 2008 en Andalucía [2]
En la Tabla 6 se muestra el número de explotaciones por especies avícolas inscritas en el REGA8 en
2009, donde podemos observar que la mayoría de las explotaciones son de pollos “broilers”. Cabe destacar la
importancia de la producción de pavos en Andalucía, que cuenta con el 14% del total de explotaciones
8 REGA: Registro General de Explotaciones Ganaderas
19
19 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
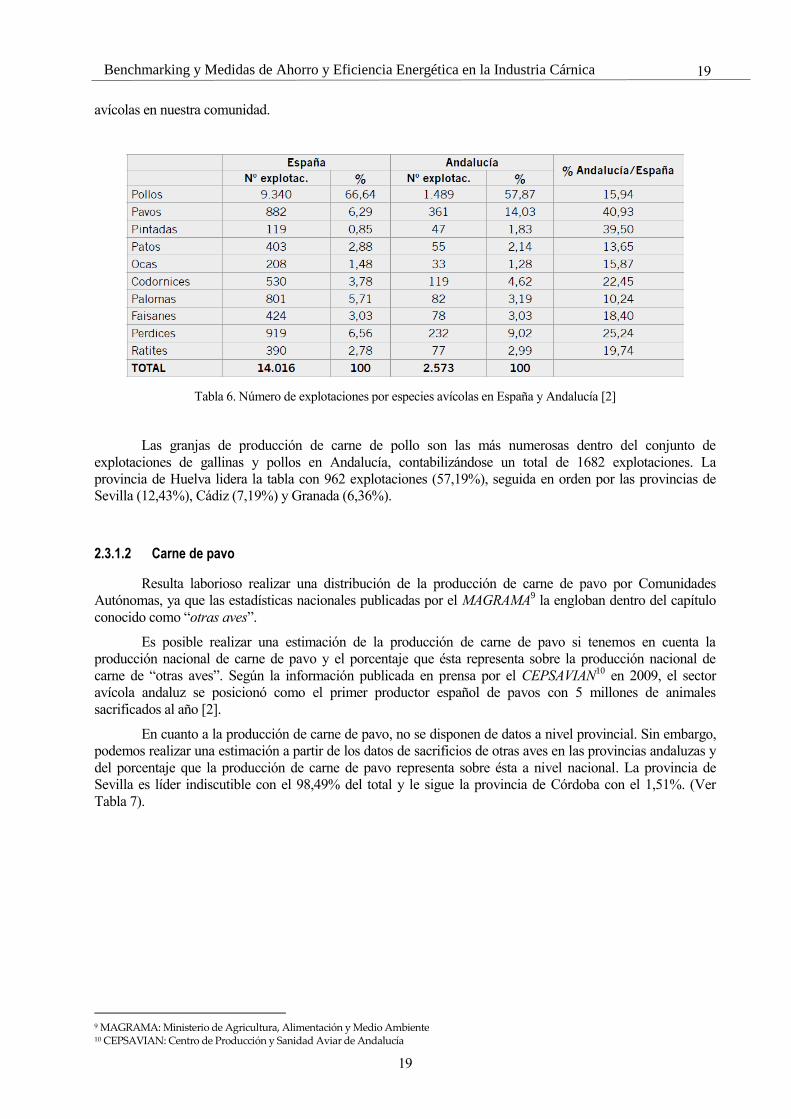
avícolas en nuestra comunidad.
Tabla 6. Número de explotaciones por especies avícolas en España y Andalucía [2]
Las granjas de producción de carne de pollo son las más numerosas dentro del conjunto de
explotaciones de gallinas y pollos en Andalucía, contabilizándose un total de 1682 explotaciones. La
provincia de Huelva lidera la tabla con 962 explotaciones (57,19%), seguida en orden por las provincias de
Sevilla (12,43%), Cádiz (7,19%) y Granada (6,36%).
2.3.1.2 Carne de pavo
Resulta laborioso realizar una distribución de la producción de carne de pavo por Comunidades
Autónomas, ya que las estadísticas nacionales publicadas por el MAGRAMA9 la engloban dentro del capítulo
conocido como “otras aves”.
Es posible realizar una estimación de la producción de carne de pavo si tenemos en cuenta la
producción nacional de carne de pavo y el porcentaje que ésta representa sobre la producción nacional de
carne de “otras aves”. Según la información publicada en prensa por el CEPSAVIAN10
en 2009, el sector
avícola andaluz se posicionó como el primer productor español de pavos con 5 millones de animales
sacrificados al año [2].
En cuanto a la producción de carne de pavo, no se disponen de datos a nivel provincial. Sin embargo,
podemos realizar una estimación a partir de los datos de sacrificios de otras aves en las provincias andaluzas y
del porcentaje que la producción de carne de pavo representa sobre ésta a nivel nacional. La provincia de
Sevilla es líder indiscutible con el 98,49% del total y le sigue la provincia de Córdoba con el 1,51%. (Ver
Tabla 7).
9 MAGRAMA: Ministerio de Agricultura, Alimentación y Medio Ambiente 10 CEPSAVIAN: Centro de Producción y Sanidad Aviar de Andalucía

Análisis del Sector Cárnico
20
20
Tabla 7. Estimación de la producción de carne de pavo en 2008 en Andalucía [2]
En Andalucía se registraron 361 explotaciones dedicadas a la producción de pavos, lo que supone el
40,93% de las explotaciones censadas en España (Tabla 6). En la Tabla 8 se recoge la distribución de las
explotaciones tipo en esta comunidad autónoma, destacando en primer lugar las de producción de carne.
Tabla 8. Explotaciones tipo de pavos en Andalucía en 2006 [2]
La producción de carne de cerdo 2.3.2
Andalucía está consolidada en el sector porcino como una de las comunidades más importantes a nivel
nacional, con una destacada participación tanto en el subsector del porcino blanco como en el del Ibérico.
Ocupa el cuarto lugar a nivel nacional tanto en número de explotaciones como en censo porcino total, y
segundo, tras la comunidad de Extremadura, en porcino extensivo.
A fecha de enero de 2009, el REGA encontraba registrada en Andalucía 12746 explotaciones. Para el
análisis por provincias debemos retroceder en el tiempo hasta 2006 para encontrar los datos del SIGGAN11
.
(Tabla 9). Las provincias de Huelva, Córdoba y Sevilla son las más representativas con un 75,7% de las
explotaciones porcinas andaluzas [2].
11 SIGGAN: Base de Datos de Identificación y Registro en Andalucía
21
21 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
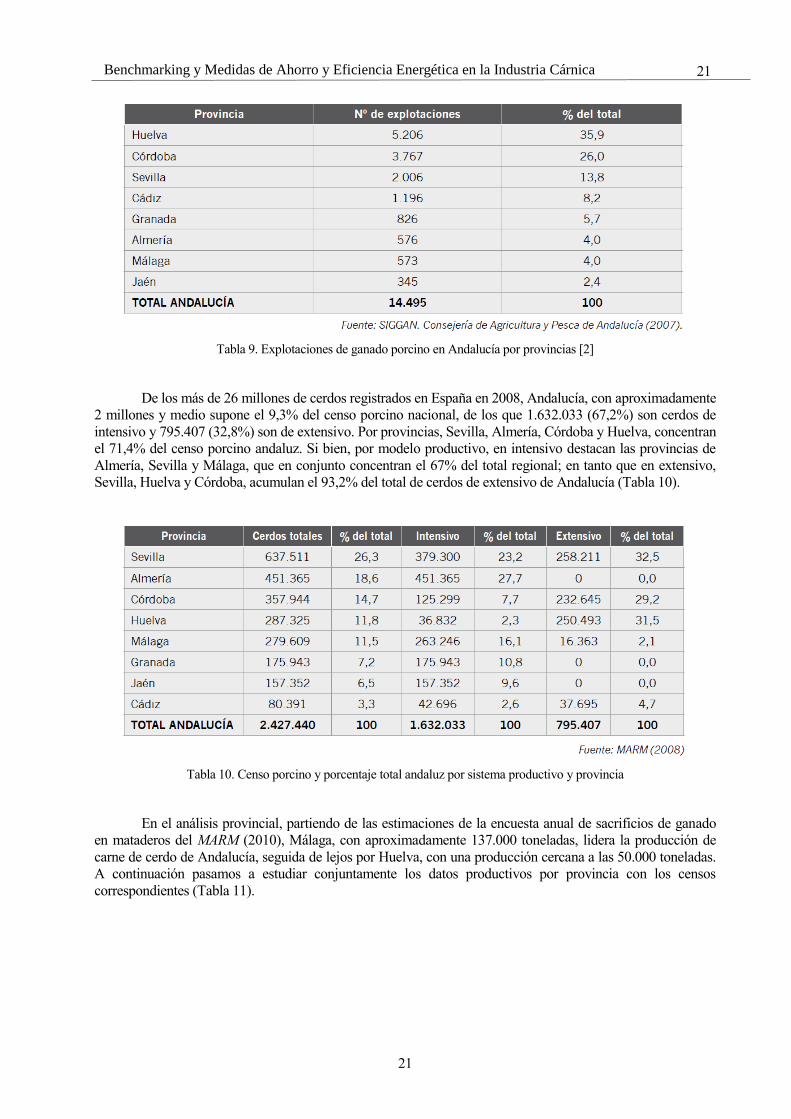
Tabla 9. Explotaciones de ganado porcino en Andalucía por provincias [2]
De los más de 26 millones de cerdos registrados en España en 2008, Andalucía, con aproximadamente
2 millones y medio supone el 9,3% del censo porcino nacional, de los que 1.632.033 (67,2%) son cerdos de
intensivo y 795.407 (32,8%) son de extensivo. Por provincias, Sevilla, Almería, Córdoba y Huelva, concentran
el 71,4% del censo porcino andaluz. Si bien, por modelo productivo, en intensivo destacan las provincias de
Almería, Sevilla y Málaga, que en conjunto concentran el 67% del total regional; en tanto que en extensivo,
Sevilla, Huelva y Córdoba, acumulan el 93,2% del total de cerdos de extensivo de Andalucía (Tabla 10).
Tabla 10. Censo porcino y porcentaje total andaluz por sistema productivo y provincia
En el análisis provincial, partiendo de las estimaciones de la encuesta anual de sacrificios de ganado
en mataderos del MARM (2010), Málaga, con aproximadamente 137.000 toneladas, lidera la producción de
carne de cerdo de Andalucía, seguida de lejos por Huelva, con una producción cercana a las 50.000 toneladas.
A continuación pasamos a estudiar conjuntamente los datos productivos por provincia con los censos
correspondientes (Tabla 11).
Análisis del Sector Cárnico
22
22
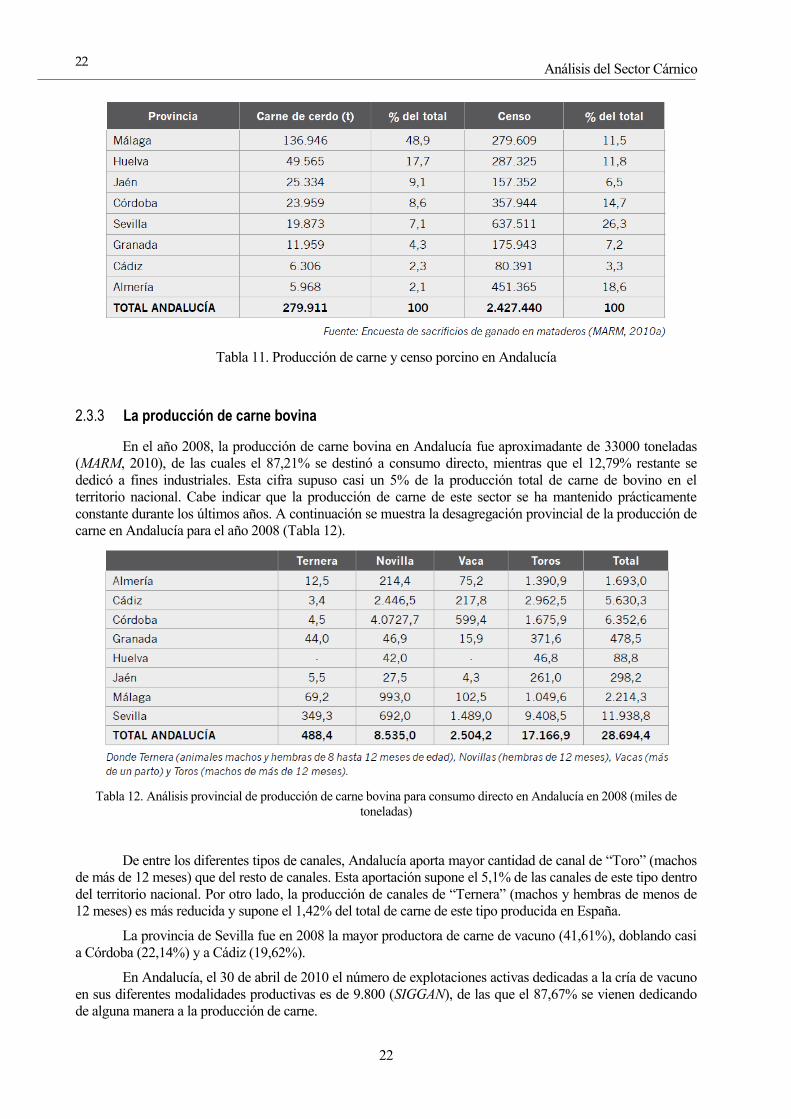
Tabla 11. Producción de carne y censo porcino en Andalucía
La producción de carne bovina 2.3.3
En el año 2008, la producción de carne bovina en Andalucía fue aproximadante de 33000 toneladas
(MARM, 2010), de las cuales el 87,21% se destinó a consumo directo, mientras que el 12,79% restante se
dedicó a fines industriales. Esta cifra supuso casi un 5% de la producción total de carne de bovino en el
territorio nacional. Cabe indicar que la producción de carne de este sector se ha mantenido prácticamente
constante durante los últimos años. A continuación se muestra la desagregación provincial de la producción de
carne en Andalucía para el año 2008 (Tabla 12).
Tabla 12. Análisis provincial de producción de carne bovina para consumo directo en Andalucía en 2008 (miles de
toneladas)
De entre los diferentes tipos de canales, Andalucía aporta mayor cantidad de canal de “Toro” (machos
de más de 12 meses) que del resto de canales. Esta aportación supone el 5,1% de las canales de este tipo dentro
del territorio nacional. Por otro lado, la producción de canales de “Ternera” (machos y hembras de menos de
12 meses) es más reducida y supone el 1,42% del total de carne de este tipo producida en España.
La provincia de Sevilla fue en 2008 la mayor productora de carne de vacuno (41,61%), doblando casi
a Córdoba (22,14%) y a Cádiz (19,62%).
En Andalucía, el 30 de abril de 2010 el número de explotaciones activas dedicadas a la cría de vacuno
en sus diferentes modalidades productivas es de 9.800 (SIGGAN), de las que el 87,67% se vienen dedicando
de alguna manera a la producción de carne.
23
23 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
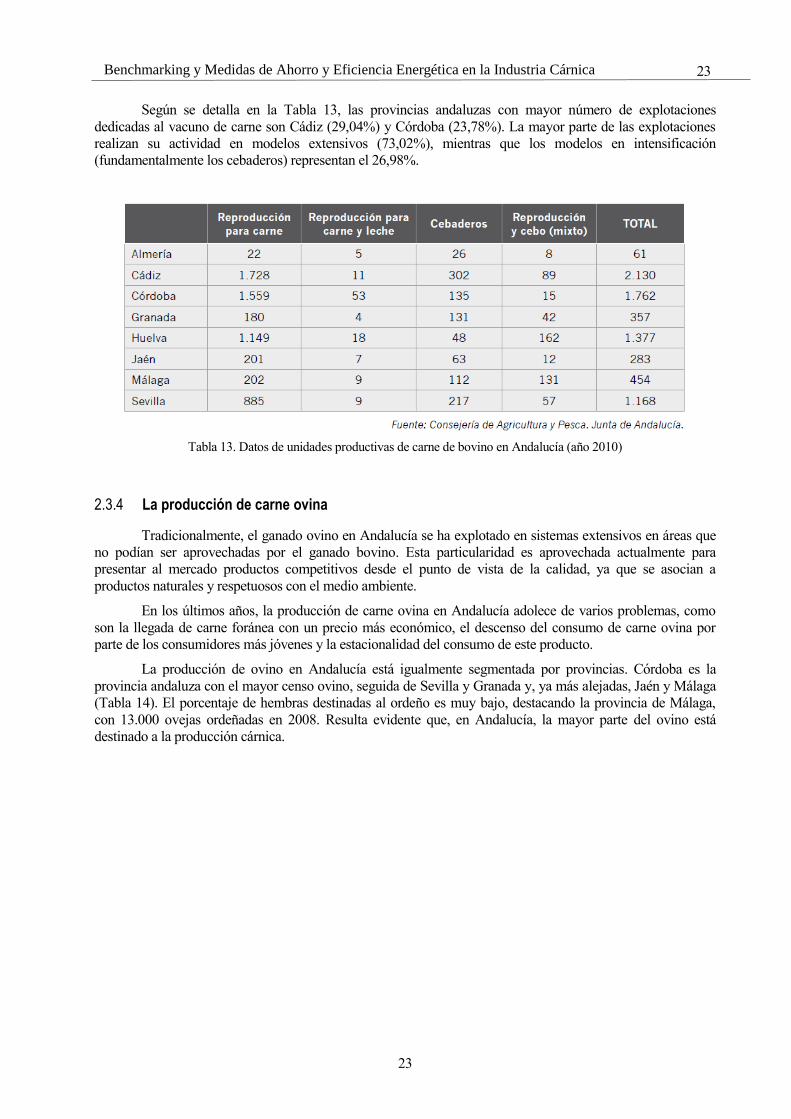
Según se detalla en la Tabla 13, las provincias andaluzas con mayor número de explotaciones
dedicadas al vacuno de carne son Cádiz (29,04%) y Córdoba (23,78%). La mayor parte de las explotaciones
realizan su actividad en modelos extensivos (73,02%), mientras que los modelos en intensificación
(fundamentalmente los cebaderos) representan el 26,98%.
Tabla 13. Datos de unidades productivas de carne de bovino en Andalucía (año 2010)
La producción de carne ovina 2.3.4
Tradicionalmente, el ganado ovino en Andalucía se ha explotado en sistemas extensivos en áreas que
no podían ser aprovechadas por el ganado bovino. Esta particularidad es aprovechada actualmente para
presentar al mercado productos competitivos desde el punto de vista de la calidad, ya que se asocian a
productos naturales y respetuosos con el medio ambiente.
En los últimos años, la producción de carne ovina en Andalucía adolece de varios problemas, como
son la llegada de carne foránea con un precio más económico, el descenso del consumo de carne ovina por
parte de los consumidores más jóvenes y la estacionalidad del consumo de este producto.
La producción de ovino en Andalucía está igualmente segmentada por provincias. Córdoba es la
provincia andaluza con el mayor censo ovino, seguida de Sevilla y Granada y, ya más alejadas, Jaén y Málaga
(Tabla 14). El porcentaje de hembras destinadas al ordeño es muy bajo, destacando la provincia de Málaga,
con 13.000 ovejas ordeñadas en 2008. Resulta evidente que, en Andalucía, la mayor parte del ovino está
destinado a la producción cárnica.

Análisis del Sector Cárnico
24
24
Tabla 14. Análisis provincial del censo ovino en Andalucía en 2008
La mayor producción de corderos en Andalucía (Tabla 15) se sitúa en el rango de pesos de canal
comprendidos entre 10,1 y 13,0 kg (70% de los corderos sacrificados). Esa misma tendencia se observa en las
provincias de mayor producción (Córdoba, Granada y Sevilla). Sin embargo, en la provincia de Jaén, el mayor
porcentaje de corderos sacrificados (66%) presenta canales de más de 13 kg y en Málaga, debido a la mayor
producción lechera, muchos corderos (41%) son sacrificados a edades más tempranas, con pesos de canal de
menos de 10 kg.
Tabla 15. Análisis provincial del número de cabezas de ovino sacrificadas en Andalucía en 2008

25
25 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
3 INTRODUCCIÓN A LA TECNOLOGÍA
En este capítulo se presenta información sobre los aspectos ambientales significativos del sector,
aportando datos cuantitativos de consumos y emisiones en los casos en que haya suficiente información. En
cada apartado también se hará mención a las partes de los procesos que tienen mayor incidencia en cada uno
de los aspectos ambientales a tratar, todo ello recogido en la “Guía de Mejores Técnicas Disponibles en
España del sector cárnico”.
Al margen de las particularidades existentes en cada proceso (matadero, sala de despiece y
elaboración de productos cárnicos curados y cocidos), podemos decir que los principales aspectos ambientales
asociados a la industria cárnica son por un lado el consumo energético y de agua, por otro la generación de
aguas residuales y residuos. La contaminación producida por la emisión de gases o ruidos suele tener menor
relevancia, mientras que la problemática debida a olores puede ser significativa en casos muy determinados
dependiendo del entorno en el que se encuentre la instalación.
Todos los valores están expresados como ratio de consumo/emisión referidos a la unidad de
producción, en este caso una “tonelada de canal” cuando se habla de mataderos y salas de despiece, o
“tonelada de producto acabado” para los datos pertenecientes a los establecimientos de elaborados cárnicos
[4].
Es importante destacar que la cuantificación de los parámetros que definen los aspectos puede variar
entre unas instalaciones y otras en función de factores como el tipo de ganado sacrificado o productos que
elabora, el tamaño y antigüedad de la instalación, equipos utilizados, manejo de los mismos, planes de
limpieza, sensibilización de los operarios, etc. La metodología e hipótesis aplicadas para obtener los niveles de
consumo y emisiones suelen ser diferentes entre las diversas fuentes de información.
A continuación se describen los principales aspectos ambientales asociados a las tres actividades
principales del sector cárnico: matadero, sala de despiece y elaborados cárnicos.
3.1 Mataderos y Salas de Despiece
Los productos finales que se obtienen en los mataderos se pueden clasificar en dos apartados:
Canales o medias canales aptas para consumo humano.
Suproductos animales como el cuero, pelo, sangre, tripas y otras fracciones que se pueden aprovechar
en otras actividades industriales, como puede ser el caso de la industria alimentaria, farmacéutica o
curtidos.
En las salas de despiece, las medias canales se trocean en piezas enteras y recortes, que se
comercializan en fresco a posteriori o como producto intermedio para las fábricas de elaborado.
A continuación pasamos a describir el proceso productivo desarrollado en los mataderos. Para ello,
haremos uso del siguiente diagrama (Figura 12).
Introducción a la Tecnología
26
26
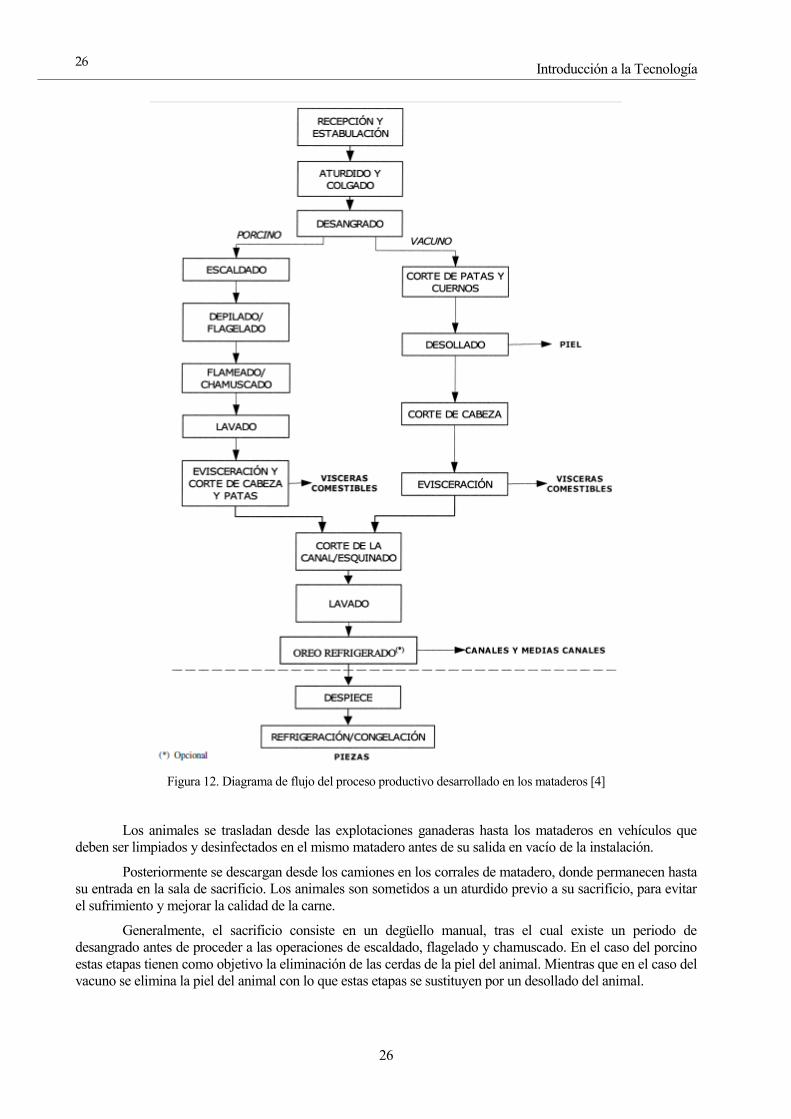
Figura 12. Diagrama de flujo del proceso productivo desarrollado en los mataderos [4]
Los animales se trasladan desde las explotaciones ganaderas hasta los mataderos en vehículos que
deben ser limpiados y desinfectados en el mismo matadero antes de su salida en vacío de la instalación.
Posteriormente se descargan desde los camiones en los corrales de matadero, donde permanecen hasta
su entrada en la sala de sacrificio. Los animales son sometidos a un aturdido previo a su sacrificio, para evitar
el sufrimiento y mejorar la calidad de la carne.
Generalmente, el sacrificio consiste en un degüello manual, tras el cual existe un periodo de
desangrado antes de proceder a las operaciones de escaldado, flagelado y chamuscado. En el caso del porcino
estas etapas tienen como objetivo la eliminación de las cerdas de la piel del animal. Mientras que en el caso del
vacuno se elimina la piel del animal con lo que estas etapas se sustituyen por un desollado del animal.
27
27 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Los animales sacrificados y depilados entran en la sala de evisceración donde de manera manual se
procede a las etapas de evisceración, lavado y corte o división de las canales. Las medias canales se trasladan a
una cámara de oreo en la que permanecen un tiempo variable.
En las salas de despiece, las medias canales que proceden del matadero son deshuesadas y divididas
en partes más pequeñas, siendo variable el grado de división que alcanza cada establecimiento. Estas piezas se
pueden preservar mediante refrigeración y/o congelación.
Todas la etapas descritas con anterioridad como el transporte al matadero, el sacrificio, la obtención de
canales y su despiece posterior está regulado por la legislación sanitaria estatal a través del Real Decreto
147/1993, de 29 de enero, por el que se establecen las condiciones sanitarias de producción y
comercialización de carnes frescas y por el Real Decreto 315/1996, de 23 de febrero, que modifica al anterior,
así como por el recién adoptado Paquete de higiene, que simplifica y recopila toda la legislación comunitaria
en materia de higiene alimentaria, sanidad animal y controles oficiales [4].
La higiene tiene un papel muy importante dentro del sector cárnico. Debe mantenerse una higiene
adecuada durante todas las etapas del proceso productivo, ya que tiene una influencia directa sobre la calidad y
salubridad de los alimentos que se elaboran.
El alcance de este proyecto en cuanto a las especies animales que se sacrifican en mataderos se ciñe a
ganado vacuno y porcino. Obviamente, las diferencias en la morfología y composición entre ambas especies
también se reflejan en los diferentes valores específicos de consumo y emisión en los mataderos especializados
en uno u otro tipo de ganado. En los mataderos que trabajan con ambos tipos de ganado, estas diferencias se
difuminan ya que en la práctica no se suele tener un control desglosado de la contribución de cada especie
animal a la carga contaminante sobre el medio.
Es interesante conocer datos generales relativos a ambas especies para comprender a priori el alcance
de la problemática ambiental asociada a los mataderos y las posibles diferencias en el nivel global de
emisiones que se derivan de trabajar con uno u otro tipo de ganado.
A este respecto, un buen indicador es conocer la proporción del animal que es útil como carne, sobre
el peso vivo del mismo. Desde el punto de vista comercial, la parte más importante en mataderos es la canal,
por ese motivo se suele tener muy en cuenta su rendimiento, calculado como relación porcentual entre el peso
de la canal y el peso del animal vivo.
Se entiende por canal el cuerpo entero de un animal de abasto después del sangrado, evisceración,
ablación de las extremidades de los miembros a nivel del carpo y del tarso, de la cabeza, de la cola y de las
mamas y, además, para los bovinos, después del desollado. Sin embargo, en el caso de los porcinos, puede no
practicarse la ablación de las extremidades de los miembros a nivel del carpo, del tarso y de la cabeza, cuando
dichas carnes deban someterse a transformación industrial para la producción de productos a base de carne
destinados al consumo humano. Los rendimientos aproximados de canal para las dos especies en cuestión son:
Vacuno: 53%
Porcino: 75%
La variabilidad existente en los niveles de consumo y emisión también está asociada a los distintos
procesos que se llevan a cabo en los mataderos en función de la especie que se sacrifica. Hay que destacar que
incluso en mataderos que trabajan con el mismo tipo de animal o en mataderos polivalentes que tratan la
misma proporción de ambas especies, los procesos y el tipo de operaciones realizadas pueden ser diferentes,
con la consiguiente influencia sobre la variabilidad de los niveles de consumo y emisión [4].
La mayor parte de los órganos y otras partes del animal diferentes de la canal se pueden considerar
como subproductos con valor comercial destinados al consumo humano (vísceras comestibles, grasa,..) o
aprovechables en otros procesos industriales (pieles, pelo, sangre higiénica,..). En la Tabla 16 se muestra la
distribución porcentual de las diferentes partes/órganos del animal.

Introducción a la Tecnología
28
28
Tabla 16. Cantidades aproximadas de despojos procedentes del sacrificio de ganado vacuno y porcino [7]
Aspectos ambientales en mataderos 3.1.1
Dentro de los distintos subsectores de actividad que pertenecen al “sector cárnico”, la actividad de
mataderos es la que presenta una mayor incidencia ambiental.
Por la propia naturaleza de las actividades realizadas en los mataderos, es inevitable que se generen
cantidades importantes de subproductos y residuos procedentes de partes del animal diferentes de las canales o
aguas residuales con elevadas cargas orgánicas. Estos dos aspectos son más importantes en mataderos que en
las instalaciones de elaborados cárnicos, ya que en estas últimas no existe por ejemplo, la problemática
asociada a la estabulación de los animales antes del sacrificio, la eliminación de sangre, el escaldado de los
cerdos o la separación y lavado de despojos y de partes no comestibles de la canal, por citar algunos ejemplos
representativos [4].
Para tener una visión de conjunto de la problemática ambiental de los mataderos, se muestra a
continuación la Tabla 17 donde se recogen los principales aspectos ambientales asociados a las operaciones en
las que es más frecuente encontrar impactos ambientales asociados.

29
29 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Tabla 17. Principales aspectos ambientales en mataderos [4]
El elevado consumo de agua se debe fundamentalmente a la necesidad de mantener unos estándares
higiénicos y sanitarios elevados. El agua se emplea en su mayor parte en las operaciones de limpieza y
desinfección de equipos, instalaciones y utensilios de trabajo, así como en el lavado de canales y despojos y en
el duchado del ganado en el momento de su estabulación temporal en las instalaciones del matadero, siendo
esta última práctica de cumplimiento no obligatorio.
La energía térmica se consume fundamentalmente en las tareas de limpieza y desinfección, en forma
de agua caliente o de vapor. Buena parte de la energía eléctrica se emplea en los sistemas de refrigeración y
accionamiento de los equipos mecánicos, así como en los sistemas de ventilación, iluminación y generación de
aire comprimido.
Al igual que en el caso del consumo de agua, el uso de energía en las actividades de refrigeración de
producto y esterilización es decisivo para mantener unos altos niveles de higiene y calidad de los productos
obtenidos en los mataderos.
Quizás, el aspecto ambiental más importante en mataderos es la generación de aguas residuales con
altos niveles de materia orgánica (expresado como DQO12
y DBO13
), grasas, nitrógeno, fósforo y sales. Estos
12 DQO: Demanda Química de Oxígeno 13 DBO: Demanda Bioquímica de Oxígeno

Introducción a la Tecnología
30
30
efluentes proceden fundamentalmente de la limpieza y desinfección de equipos, instalaciones y vehículos, y en
menor medida de las aguas de proceso (baños de escaldado, limpieza de canales, aguas de cocción, etc.) y las
aguas de refrigeración. Los efluentes de matadero pueden contener restos de materias primas (sangre, grasas,
huesos, pelos, fragmentos de piel, tejido muscular, adiposo, conjuntivo, etc.), contenido intestinal y
excrementos. Las aguas de limpieza pueden contener además cantidades importantes de detergentes y
desinfectantes.
Los principales residuos en mataderos son fundamentalmente de carácter orgánico y corresponden a
aquellos materiales sin valor comercial.
El olor puede llegar a ser un aspecto ambiental muy importante en mataderos si los residuos,
subproductos y aguas residuales no se gestionan correctamente o si las instalaciones y condiciones de
recepción y estabulación del ganado no son las apropiadas para impedir las molestias del impacto que genera
este aspecto [4].
Consumo de agua 3.1.2
Los principales usos del agua en los mataderos son:
La limpieza y desinfección de equipos, instalaciones y vehículos.
Los sucesivos lavados que se aplican durante la cadena productiva, desde la ducha de los animales en
los establos hasta el lavado de partes comestibles acabadas (canales y despojos), pasando por los
lavados que se pueden aplicar al final de algunas operaciones de faenado.
Escaldado del ganado porcino y otras operaciones asociadas a la eliminación de pelos y la piel del
ganado porcino.
Los ratios de consumo de agua pueden ser muy variables, dependiendo entre otros factores: del tipo de
animal sacrificado, del tamaño de la planta, de su antigüedad, del grado de automatización de los procesos
aplicados, de la distribución de las distintas zonas de la instalación y especialmente de las prácticas de limpieza
y desinfección.
En el caso de la limpieza y desinfección de instalaciones el factor superficie de suelo es muy
importante ya que para mantener unas adecuadas condiciones higiénicas es necesario su lavado y desinfección
frecuente, independientemente del número de cabezas de ganado sacrificadas. Dicho de otro modo, las
necesidades de agua de limpieza y desinfección de la zona de sacrificio y faenado al final de la jornada, no son
tan dependientes de la cantidad de animales sacrificados como del tamaño de la superficie de las instalaciones.
Por el contrario, otras actividades grandes consumidoras de agua dependen más del número de
cabezas que entran diariamente, como puede ser la limpieza de vehículos, el lavado de las canales o las
limpiezas intermedias durante el faenado.
El consumo de agua de un matadero en España está comprendido en el rango 1- 6,4 m3/tonelada de
canal (valor promedio de 3,4 m3/tonelada de canal). Este valor incluye el volumen total de agua de cualquier
procedencia y destinada a cualquier uso, es decir, tanto la que se emplea en la zona de matadero propiamente
dicha como la utilizada en operaciones auxiliares. Estos valores de consumo de agua están por debajo de los
citados en estudios de otros países 2,6-20 m3/tonelada de canal. El consumo de agua se incrementa
notablemente cuando en el mismo establecimiento industrial se realizan operaciones de acondicionamiento de
subproductos (tripería) [4].
Como referencia aproximada de la distribución del consumo de agua en un matadero, se muestran a
continuación dos ejemplos (Tabla 18) sobre los consumos relativos de agua en las principales operaciones de
matadero que aparecen en el documento “BREF14
on BATs in the Slaughterhouses and Animal By-products
Industries”, correspondientes al Reino Unido y Dinamarca.
14 BREF: Best available techniques Reference document

31
31 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Tabla 18. Ejemplo de consumos relativos estimados de agua en mataderos de porcino [8]
Tras un breve análisis de los datos de las tablas anteriores se confirma que la mayor parte del agua
consumida en mataderos guarda una estrecha relación con tareas vinculadas a la limpieza y desinfección de
locales y equipos, así como de lavado de materia cárnica.
Las posibilidades de reducción del consumo de agua, mediante ahorros directos o mediante la
reutilización de corrientes residuales internas, deberán estar siempre limitadas al cumplimiento de las estrictas
especificaciones de higiene que permiten asegurar la calidad y seguridad alimentaria de los productos cárnicos.
Consumo de energía 3.1.3
Las principales operaciones en las que se consume energía son:
Tabla 19. Operaciones con mayor consumo de energía en mataderos [4]
El consumo de energía eléctrica de un matadero en España está comprendido en el rango de 55-193
kWh/tonelada de canal (valor promedio de 155 kWh/tonelada de canal). Estos valores de consumo son
similares a los citados en el documento “BREF on BATs in the Slaughterhouses and Animal By-products
Industries” para mataderos de vacuno y porcino en Reino Unido que están en el rango de 36-154
kWh/tonelada de canal. Otro rango de valores del BREF para mataderos de porcino refiere un consumo
energético total de 280-380 kWh/tonelada de canal, correspondiendo aproximadamente una tercera parte a
energía eléctrica y el resto a energía térmica [4].
En el documento de la UNEP (United Nations Environment Programme) y la EPA15
danesa también
se dan valores de consumo de energía de diversas fuentes. Se presentan seguidamente los dos grupos de datos
a título orientativo [9].
15 EPA: Encuesta de Población Activa

Introducción a la Tecnología
32
32
Tabla 20. Consumo de energía en mataderos [9]
El consumo de energía se incrementa notablemente cuando en el mismo establecimiento industrial se
realizan operaciones de acondicionamiento de subproductos.
El medio para transportar la energía térmica que más se utiliza en los mataderos es el agua caliente, y
en menor medida en forma de vapor, y se suministra a las diferentes partes de la instalación desde la sala de
calderas.
A modo de ejemplo, se muestra en la Tabla 21 el consumo de energía térmica relativo en las
principales operaciones realizadas un matadero de ganado vacuno.
Tabla 21. Distribución del consumo de energía en un matadero de vacuno danés [8]
En cuanto la energía eléctrica, destaca el consumo en las salas de refrigeración y congelación, que
puede representar en su conjunto aproximadamente la mitad de la demanda en energía eléctrica total. En la
Tabla 22 se muestra un desglose aproximado por actividades del consumo de energía eléctrica en un matadero
de ganado vacuno.
Tabla 22. Distribución del consumo eléctrico en un matadero de vacuno danés [8]
Consumo de combustibles 3.1.4
Los principales combustibles utilizados en la sala de calderas para producción de calor son gas natural,
fuel-oil, gasoil y propano. La utilización de un determinado tipo de combustible está limitada por las
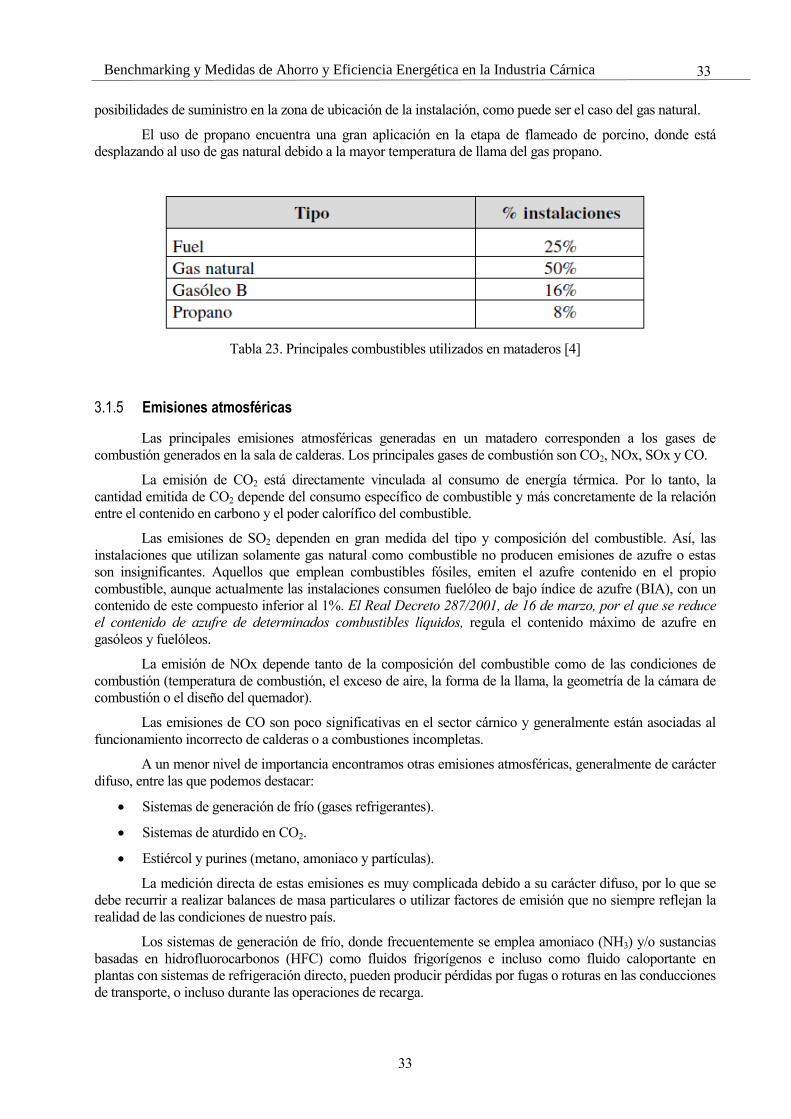
33
33 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
posibilidades de suministro en la zona de ubicación de la instalación, como puede ser el caso del gas natural.
El uso de propano encuentra una gran aplicación en la etapa de flameado de porcino, donde está
desplazando al uso de gas natural debido a la mayor temperatura de llama del gas propano.
Tabla 23. Principales combustibles utilizados en mataderos [4]
Emisiones atmosféricas 3.1.5
Las principales emisiones atmosféricas generadas en un matadero corresponden a los gases de
combustión generados en la sala de calderas. Los principales gases de combustión son CO2, NOx, SOx y CO.
La emisión de CO2 está directamente vinculada al consumo de energía térmica. Por lo tanto, la
cantidad emitida de CO2 depende del consumo específico de combustible y más concretamente de la relación
entre el contenido en carbono y el poder calorífico del combustible.
Las emisiones de SO2 dependen en gran medida del tipo y composición del combustible. Así, las
instalaciones que utilizan solamente gas natural como combustible no producen emisiones de azufre o estas
son insignificantes. Aquellos que emplean combustibles fósiles, emiten el azufre contenido en el propio
combustible, aunque actualmente las instalaciones consumen fuelóleo de bajo índice de azufre (BIA), con un
contenido de este compuesto inferior al 1%. El Real Decreto 287/2001, de 16 de marzo, por el que se reduce
el contenido de azufre de determinados combustibles líquidos, regula el contenido máximo de azufre en
gasóleos y fuelóleos.
La emisión de NOx depende tanto de la composición del combustible como de las condiciones de
combustión (temperatura de combustión, el exceso de aire, la forma de la llama, la geometría de la cámara de
combustión o el diseño del quemador).
Las emisiones de CO son poco significativas en el sector cárnico y generalmente están asociadas al
funcionamiento incorrecto de calderas o a combustiones incompletas.
A un menor nivel de importancia encontramos otras emisiones atmosféricas, generalmente de carácter
difuso, entre las que podemos destacar:
Sistemas de generación de frío (gases refrigerantes).
Sistemas de aturdido en CO2.
Estiércol y purines (metano, amoniaco y partículas).
La medición directa de estas emisiones es muy complicada debido a su carácter difuso, por lo que se
debe recurrir a realizar balances de masa particulares o utilizar factores de emisión que no siempre reflejan la
realidad de las condiciones de nuestro país.
Los sistemas de generación de frío, donde frecuentemente se emplea amoniaco (NH3) y/o sustancias
basadas en hidrofluorocarbonos (HFC) como fluidos frigorígenos e incluso como fluido caloportante en
plantas con sistemas de refrigeración directo, pueden producir pérdidas por fugas o roturas en las conducciones
de transporte, o incluso durante las operaciones de recarga.

Introducción a la Tecnología
34
34
Las emisiones de CO2 producidas en los mataderos que emplean este gas como medio de aturdido de
los animales, no se consideran relevantes en condiciones normales de operación.
Durante la fermentación anaeróbica de los estiércoles y purines se producen emisiones de gases a la
atmósfera, entre los que destacan el metano (CH4) y amoniaco (NH3). El primero de ellos es uno de los gases
causantes del efecto invernadero, mientras que el amoniaco se asocia más a situaciones de riesgo para la salud
laboral, aunque también tiene implicaciones ambientales. Dado el corto periodo de tiempo de estabulación de
los animales en el matadero, la generación de estos gases es generalmente pequeña. Las condiciones de
recogida y almacenamiento de las heces del ganado son importantes de cara a prevenir la emisión de dichos
gases [4].
Consumo en las salas de despiece 3.1.6
En términos generales los efectos ambientales que producen la actividad de las salas de despiece son
bastante parecidos a la de los mataderos pero eso sí, cuantitativamente son menos importantes. Hay que
destacar la escasa incidencia o incluso ausencia de algún aspecto ambiental significativo respecto a la parte de
mataderos, como es el caso de consumo de combustibles y energía térmica, las emisiones atmosféricas y los
olores molestos.
Los principales efectos ambientales que produce la actividad de salas de despiece son las que se
muestran en la Tabla 24.
Tabla 24. Aspectos ambientales significativos en salas de despiece y operaciones donde se producen [4]
El motivo del elevado consumo de agua en las salas de despiece se debe, al igual que ocurre en la zona
de matadero y en general en todas las industrias del sector agroalimentario, a la necesidad de mantener unos
exigentes estándares de higiene. El agua se emplea en su mayor parte en las operaciones de limpieza y
desinfección de equipos, instalaciones y utensilios de trabajo.
El consumo de energía eléctrica está vinculado en gran medida a las instalaciones frigoríficas, siendo
una vez más las operaciones de refrigeración y/o congelación de las partes resultantes del despiece mayor o
menor una etapa indispensable antes de la expedición del producto.
Las aguas residuales proceden casi exclusivamente de las operaciones de limpieza y desinfección de
equipos, instalaciones y utensilios de trabajo. Estos efluentes suelen contener restos de grasa, sangre, proteínas
y agentes químicos utilizados como detergentes y desinfectantes.

35
35 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
3.2 Elaborados Cárnicos
El subsector de elaborados cárnicos se puede clasificar en cuatro grupos de actividad en función del
proceso de elaboración que ha sido aplicado a los productos cárnicos acabados. Según este criterio se han
descrito los siguientes procesos:
• Productos picados frescos o cocidos
Las primeras etapas en la elaboración de productos picados frescos o cocidos son el picado de la
materia prima y la posterior mezcla y amasado con los aditivos, grasas o especias características de cada tipo
de embutido. Posteriormente la masa se embute en tripas, envases flexibles o latas.
En el caso de productos frescos, el producto final se lleva a almacenamiento en frío. Para los
productos cocidos, dicho producto se somete a una etapa de cocción para mejorar la conservación del
producto, la cual puede tener como objetivo su esterilización o pasterización.
En el primer caso, se utiliza un tratamiento térmico de esterilización con temperaturas superiores a los
100 ºC durante un periodo de tiempo conveniente para cada caso, donde se elimina toda la flora presente
obteniendo como resultado productos que no requieren refrigeración para su conservación durante su vida útil,
como es el caso de las conservas.
Si el tratamiento térmico consiste en alcanzar temperaturas alrededor de los 80 ºC durante el tiempo
adecuado, se consigue la eliminación de la flora patógena aunque permanece una flora residual, por lo que los
productos obtenidos precisan de refrigeración para su conservación durante su vida útil (caso de los productos
semicocidos o fiambres). Ambos tipos de tratamientos térmicos pueden aplicarse a productos picados y
embutidos en tripas impermeables.
Una vez finalizado el tratamiento térmico, los productos se enfrían y se almacenan. En algunos casos,
los productos pueden volver a envasarse, tras lo cual se debe aplicar alguna técnica de higiene para tratar la
posible contaminación recibida durante la manipulación.
En la Figura 13 se muestra el diagrama de flujo de las operaciones que corresponden a este proceso.

Introducción a la Tecnología
36
36
Figura 13. Diagrama de flujo de elaboración de productos picados [4]
• Productos adobados o cocidos a partir de piezas enteras.
Tras la elección de las piezas con mejores características se procede al deshuesado y en algunos casos
al cortado en piezas que más tarde se envasarán.
A continuación, se añade salmuera en las piezas que han sido deshuesadas, tras lo cual se somete a la
pieza a un masaje en contenedores para mejorar la distribución homogénea de la salmuera en su interior.
Una vez finalizado el masaje, las piezas se introducen en unos moldes metálicos donde se realizará la
cocción. Tanto la duración como las velocidades de incremento de temperatura son objeto de decisión técnica.
Generalmente no se suele sobrepasar los 85 ⁰C dentro de las piezas, salvo en el caso de las conservas.
Tras la cocción, se procede al enfriado de las piezas. Entre los métodos utilizados destacan el enfriado
por duchas o baños de agua fría o por almacenamiento en cámaras refrigeradas con aire en movimiento. Por
último, las piezas se extraen en moldes.
Los productos pueden estar terminados o bien volver a envasarse de nuevo, con el tratamiento
correspondiente para eliminar la contaminación bacteriana recibida con la manipulación de esta operación.
En la Figura 14 se muestra el diagrama de flujo de las operaciones correspondientes al proceso.

37
37 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Figura 14. Diagrama de flujo de elaboración de productos adobados o cocidos enteros [4]
• Productos picados curados.
Se definen productos curados a aquellos que se elaboran mediante selección, troceado y picado de
carnes, grasas con o sin despojo, que llevan incorporados condimentos, especias y aditivos autorizados.
Los productos más típicos de este grupo son los chorizos, salchichones, salamis, fuets, longanizas,
morcones, butifarras, etc.
La primera fase en la elaboración es el picado de los magros y de las grasas. A continuación, se
procede al amasado, donde se mezclan las carnes y las grasas con los aditivos y las especias. Posteriormente se
realiza la embutición con tripas permeables a la humedad. Tras el embutido, las piezas son sometidas a un
estufaje durante 24 a 48 horas a una temperatura comprendida entre 20 y 38 ⁰C con el objetivo de acelerar la
fermentación microbiana, lograr un descenso del pH y perder humedad. El secado final se realiza en secaderos
naturales o en establecimientos con atmósfera controlada.
En la Figura 15 se muestra el diagrama de flujo y la descripción de las operaciones del proceso de
elaboración de productos picados curados.
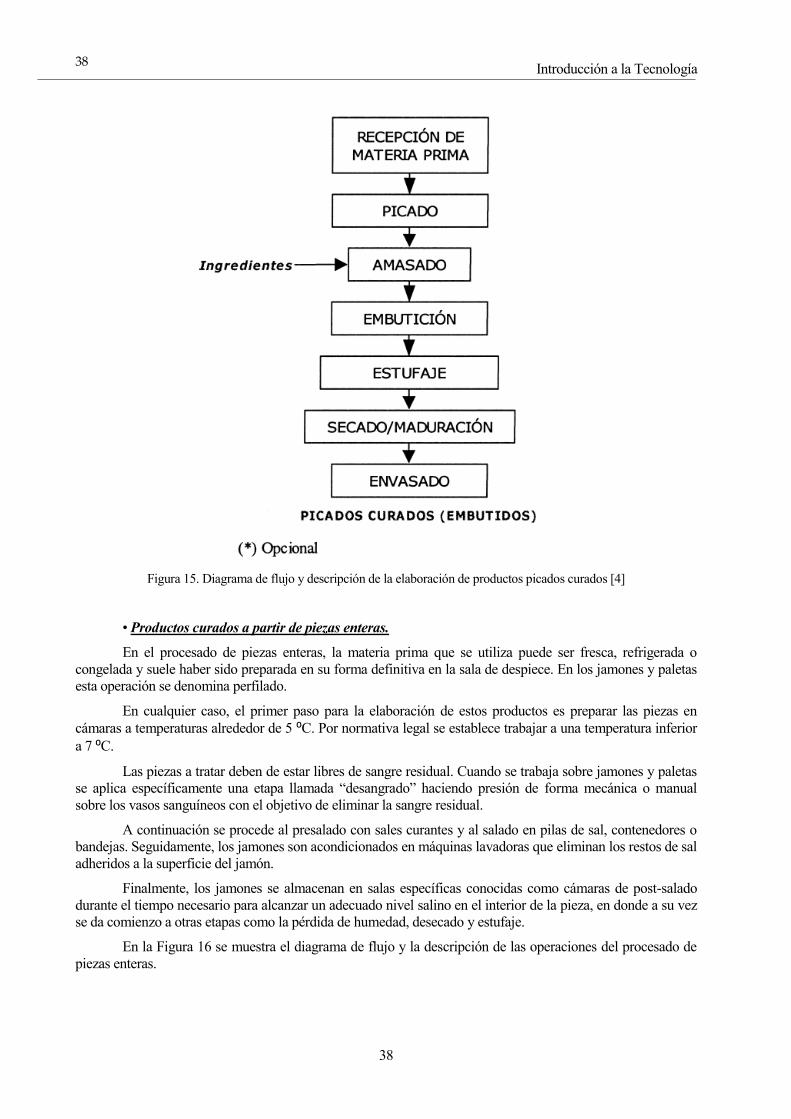
Introducción a la Tecnología
38
38
Figura 15. Diagrama de flujo y descripción de la elaboración de productos picados curados [4]
• Productos curados a partir de piezas enteras.
En el procesado de piezas enteras, la materia prima que se utiliza puede ser fresca, refrigerada o
congelada y suele haber sido preparada en su forma definitiva en la sala de despiece. En los jamones y paletas
esta operación se denomina perfilado.
En cualquier caso, el primer paso para la elaboración de estos productos es preparar las piezas en
cámaras a temperaturas alrededor de 5 ⁰C. Por normativa legal se establece trabajar a una temperatura inferior
a 7 ⁰C.
Las piezas a tratar deben de estar libres de sangre residual. Cuando se trabaja sobre jamones y paletas
se aplica específicamente una etapa llamada “desangrado” haciendo presión de forma mecánica o manual
sobre los vasos sanguíneos con el objetivo de eliminar la sangre residual.
A continuación se procede al presalado con sales curantes y al salado en pilas de sal, contenedores o
bandejas. Seguidamente, los jamones son acondicionados en máquinas lavadoras que eliminan los restos de sal
adheridos a la superficie del jamón.
Finalmente, los jamones se almacenan en salas específicas conocidas como cámaras de post-salado
durante el tiempo necesario para alcanzar un adecuado nivel salino en el interior de la pieza, en donde a su vez
se da comienzo a otras etapas como la pérdida de humedad, desecado y estufaje.
En la Figura 16 se muestra el diagrama de flujo y la descripción de las operaciones del procesado de
piezas enteras.

39
39 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Figura 16. Diagrama de flujo y descripción de las operaciones de procesado de piezas enteras [4]
Por motivos de simplicidad y para evitar la repetición de comentarios sobre aspectos que son comunes
en muchos de los procesos de elaboración de los productos anteriormente indicados, la parte de este capítulo
correspondiente a elaborados cárnicos se afronta con una visión más genérica en cuanto a los aspectos
ambientales se refiere.
Respecto a los niveles de emisión y consumo que se pueden registrar en las industrias de elaborados
cárnicos, se puede seguir el mismo criterio que en el caso de los mataderos. Esto es, una gran variabilidad entre
establecimientos del mismo tipo debido a la dependencia de múltiples factores.
En el caso de los elaborados cárnicos hay que añadir un factor de variabilidad más, como es el hecho
del gran número de productos que se pueden elaborar a partir de la misma materia prima, y por lo tanto en el
gran número de operaciones específicas y parámetros de proceso que se requieren para conseguir cada tipo de
producto.
Aspectos ambientales en la industria de elaborados cárnicos 3.2.1
En comparación con mataderos, la actividad de elaborados cárnicos presenta una menor incidencia
ambiental en términos relativos. La contaminación derivada de la carga orgánica es mucho menor debido a
que las materias primas utilizadas en el proceso (piezas, grasas, recortes, etc.) están parcialmente
acondicionadas y no se incorporan materiales como sangre, contenidos intestinales, estiércol, etc.
A continuación se muestra una tabla resumen (Tabla 25) donde se muestran cada uno de los aspectos
identificados con las operaciones unitarias que están más involucradas en la generación de impactos
ambientales que pueden considerarse importantes.
De los aspectos ambientales indicados, podríamos considerar los más importantes el consumo de
agua, el consumo de energía térmica y eléctrica y la producción de aguas residuales. Esta relación coincide con
los aspectos más importantes en mataderos.

Introducción a la Tecnología
40
40
Tabla 25. Resumen de los aspectos ambientales significativos y operaciones donde se producen en industrias de
elaborados cárnicos [4]
Consumo de agua 3.2.2
Las operacione donde más consumo de agua se produce son la limpieza y desinfección de equipos,
instalaciones y utensilios de trabajo. Otras operaciones en las que se consume agua son:
Cocción y posterior enfriamiento de los productos cocidos, cuando se emplean técnicas basadas en
uso de agua.
Descongelación de la materia prima cuando se emplean técnicas basadas en la utilización de agua.
Sistema de refrigeración de los equipos de producción de frío. El consumo dependerá de que el
circuito sea abierto o cerrado.
Desalado de piezas.
Consumo de energía 3.2.3
El consumo de energía eléctrica tiene una gran relevancia ya que normalmente se necesita disponer de
cámaras de congelación con altas necesidades energéticas, además de salas o cámaras refrigeradas.
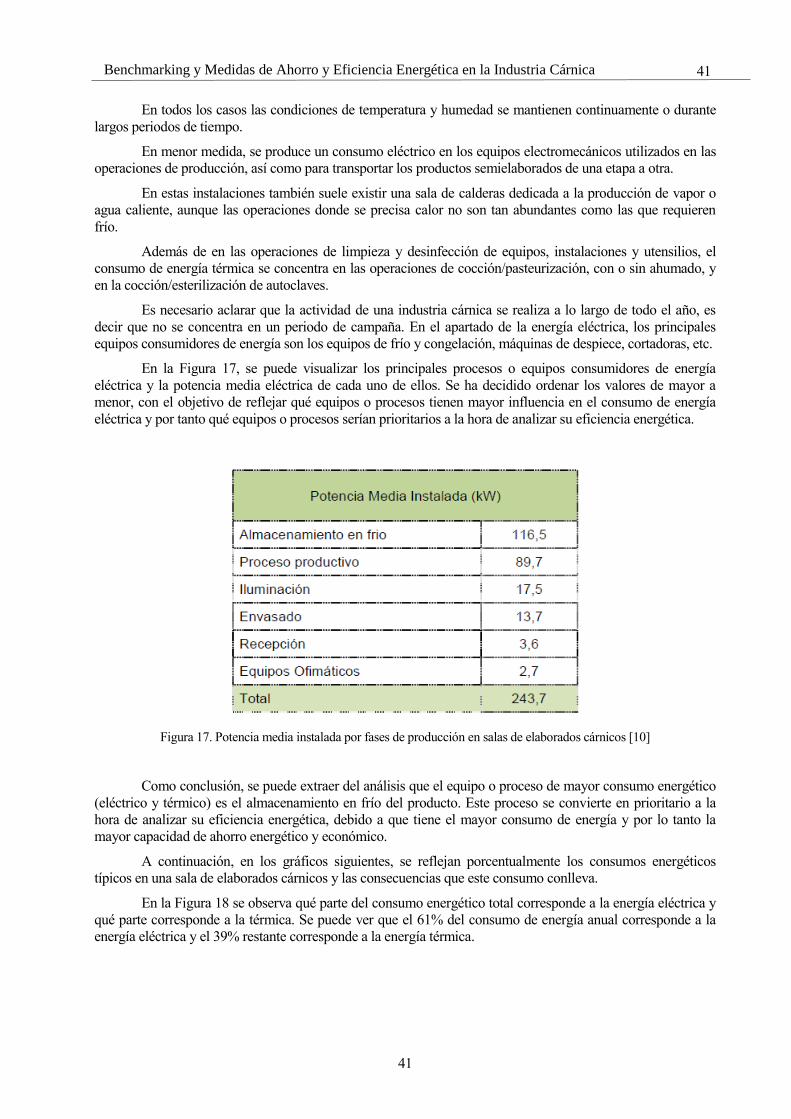
41
41 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
En todos los casos las condiciones de temperatura y humedad se mantienen continuamente o durante
largos periodos de tiempo.
En menor medida, se produce un consumo eléctrico en los equipos electromecánicos utilizados en las
operaciones de producción, así como para transportar los productos semielaborados de una etapa a otra.
En estas instalaciones también suele existir una sala de calderas dedicada a la producción de vapor o
agua caliente, aunque las operaciones donde se precisa calor no son tan abundantes como las que requieren
frío.
Además de en las operaciones de limpieza y desinfección de equipos, instalaciones y utensilios, el
consumo de energía térmica se concentra en las operaciones de cocción/pasteurización, con o sin ahumado, y
en la cocción/esterilización de autoclaves.
Es necesario aclarar que la actividad de una industria cárnica se realiza a lo largo de todo el año, es
decir que no se concentra en un periodo de campaña. En el apartado de la energía eléctrica, los principales
equipos consumidores de energía son los equipos de frío y congelación, máquinas de despiece, cortadoras, etc.
En la Figura 17, se puede visualizar los principales procesos o equipos consumidores de energía
eléctrica y la potencia media eléctrica de cada uno de ellos. Se ha decidido ordenar los valores de mayor a
menor, con el objetivo de reflejar qué equipos o procesos tienen mayor influencia en el consumo de energía
eléctrica y por tanto qué equipos o procesos serían prioritarios a la hora de analizar su eficiencia energética.
Figura 17. Potencia media instalada por fases de producción en salas de elaborados cárnicos [10]
Como conclusión, se puede extraer del análisis que el equipo o proceso de mayor consumo energético
(eléctrico y térmico) es el almacenamiento en frío del producto. Este proceso se convierte en prioritario a la
hora de analizar su eficiencia energética, debido a que tiene el mayor consumo de energía y por lo tanto la
mayor capacidad de ahorro energético y económico.
A continuación, en los gráficos siguientes, se reflejan porcentualmente los consumos energéticos
típicos en una sala de elaborados cárnicos y las consecuencias que este consumo conlleva.
En la Figura 18 se observa qué parte del consumo energético total corresponde a la energía eléctrica y
qué parte corresponde a la térmica. Se puede ver que el 61% del consumo de energía anual corresponde a la
energía eléctrica y el 39% restante corresponde a la energía térmica.

Introducción a la Tecnología
42
42
Figura 18. Porcentaje de energía consumida según sea eléctrica o térmica en salas de elaborados cárnicos [10]
En la Figura 19 se detalla qué parte de los costes económicos energéticos corresponden a la energía
eléctrica y qué parte corresponde a la energía térmica. Aproximadamente el 78% del coste económico anual
corresponde a la eléctrica y el 22% a la energía térmica.
Figura 19. Porcentaje de coste según sea energía eléctrica o térmica en salas de elaborados cárnicos [10]
Comparando el consumo de energía anual (kWh) con el coste económico anual (€), se puede afirmar
que el precio de la energía eléctrica (€/kWh eléctrico) es más elevado que el precio de la energía térmica
(€/kWh térmico). De esto se pueden extraer dos conclusiones principales:
1) En la energía eléctrica es especialmente importante estudiar y analizar el precio que se paga por cada
kWh eléctrico.
2) La utilización de energía eléctrica para producir calor en algún proceso o máquina no será rentable, ya
que el coste económico es más elevado.

43
43 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Emisiones atmosféricas 3.2.4
Lo comentado en el apartado 3.1.5 con respecto a los gases de combustión y gases refrigerantes es
aplicable a los elaborados cárnicos. Obviamente, en este caso no hay problemas debidos a emisiones
atmosféricas procedentes de estiércol y purines.

Introducción a la Tecnología
44
44
45
45 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
4 BENCHMARKING
4.1 Concepto de Benchmarking
El término inglés “benchmark” proviene de las palabras “bench” (banquillo, mesa) y “mark” (marca,
señal). En la acepción original inglesa, la palabra compuesta, sin embargo podría traducirse como medida de
calidad. El uso del término se remonta a la Inglaterra del siglo XIX, cuando los agrimensores hacían un corte o
marca en una piedra o en un muro para medir la altura o nivel de una extensión de tierra. El corte servía para
asegurar un soporte llamado “bench”, sobre el cual posteriormente se apoyaba el instrumento de medición. En
consecuencia, todas las mediciones consecutivas estaban hechas con base en la posición y altura de dicha
marca [11].
El término de benchmarking fue acuñado por la empresa norteamericana “Xerox” en 1976, y la
denominación y conceptualización formal del benchmarking, con su contenido actual, se atribuye a la
publicación de la obra de Camp en 1989: “Benchmarking16
: The Search for industry Best Practics which Lead
to Superior Performance”.
A pesar de que la gran mayoría de autores coincide en señalar a esta empresa norteamericana como la
promotora del benchmarking moderno, además de relacionarla con la formalización de la actual concepción
del benchmarking, un amplio grupo de autores comparte la opinión de que esta práctica se ejercita desde
mucho tiempo atrás en muchas empresas. Si bien es cierto que antes de la formalización metodológica de la
práctica de benchmarking por parte de “Xerox”, no encontramos ningún caso documentado de empresa que
haya aplicado de forma sistemática y planificada esta herramienta. Así tenemos que el Benchmarking nace en
Estados Unidos a finales de los años setenta, convirtiéndose en una herramienta de gestión empresarial desde
finales de los años ochenta en ese país.
En la actualidad, el benchmarking es una técnica de gestión que básicamente comprende un proceso
continuo de medición de productos, servicios y tecnologías de fabricación de una determinada organización,
para compararlos, generalmente, con los de una organización modelo [12]. Consiste, generalmente, en tomar
comparadores o “benchmarks” que evidencien las mejores prácticas sobre el área de interés, con el propósito
de que este conocimiento se transfiera a otras empresas para que se implementen estas prácticas [11].
El benchmarking tiene como objetivo la generación de información para la empresa en el sentido de
que la misma pueda tener ideas sobre cómo planificar y adoptar prácticas basadas en la experiencia y el éxito
ya alcanzados por otras organizaciones. El benchmarking es, en primer lugar, un proceso de establecimiento
de metas, pero también contempla un valor motivacional significativo, pues cuando es implementado de
manera integrada en las responsabilidades, en los procesos y en el sistema de premiación de la organización,
habilita e incita a buscar metas realistas y a efectuar cambios en prácticas existentes que, de lo contrario,
tendrían que ser impuestas [13].
El benchmarking energético es la parte del benchmarking dedicada a la eficiencia energética en los
procesos que tienen lugar en la industria. Si para un sector y sus productos se realizan estudios que abarcan una
parte representativa de la producción global, el benchmarking puede ser una herramienta analítica muy útil, ya
que, proporciona información valiosa sobre la distribución del consumo de energía a través de la capacidad de
producción de un sector. En los estudios, la energía y los datos de producción se miden por métodos de
recolección de datos consistentes y comparables (y en base a las definiciones y parámetros de benchmarking
acordados), por lo tanto, la calidad y la coherencia de los datos es generalmente alta [14].
Aunque todos los sistemas de benchmarking energético buscan alcanzar la mayor eficiencia
energética posible, existen muchos tipos de benchmarking en función de la finalidad concreta que se tenga, de
los datos de los que se dispongan y de otros factores.
16 Benchmarking: Búsqueda de las mejores prácticas para alcanzar el mejor rendimiento de una industria

Benchmarking
46
46
En una primera clasificación muy básica del benchmarking, en la que se une información obtenida de
un artículo de la revista Invenio [13] con otra de un artículo de W. Chung [15] se puede distinguir entre:
Benchmarking interno: El benchmarking interno es la comparación entre las prácticas usadas en
operaciones semejantes dentro de una misma organización, ya sea entre sus respectivas áreas y divisiones o
incluso entre sus diferentes unidades. Se suele dar en grandes empresas formadas por numerosos
departamentos, en las que es muy común comparar los niveles alcanzados por cada uno de ellos.
Benchmarking público: Necesita de una importante base de datos de otras empresas.
- Competitivo: El benchmarking competitivo se basa en la comparación directa con los mejores
competidores del sector. Resulta bastante complicado llevarlo a cabo debido a la escasa información
que las empresas ofrecen sobre su modo de trabajo.
- Funcional: El benchmarking funcional compara las diversas actividades funcionales de diferentes
organizaciones dedicadas a distintas actividades. Es el tipo de benchmarking con mayor posibilidad
para identificar prácticas innovadoras ya que, en la mayoría de los casos, estas técnicas que se aplican
en un sector industrial aún no se han aplicado en otros.
Figura 20. Clasificación básica de los tipos de benchmarking
En general, el procedimiento del benchmarking requiere, según Luis Miguel Manene [16], llevar a
cabo siete pasos, a saber:
1. Determinar qué actividades conviene imitar.
2. Identificar las variables de resultados que debemos medir y evaluar.
3. Conocer cuáles son las mejores empresas en cada variable.
4. Medir los resultados que obtiene la competencia.
5. Medir los resultados de la propia empresa.
6. Diseñar programas y acciones para eliminar las diferencias encontradas.
7. Ejecutar y controlar los resultados alcanzados.

47
47 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
4.2 Fundamentos del Benchmarking
El desarrollo y la aplicación de técnicas de benchmarking es hoy en día la clave para impulsar la
eficiencia energética. Aunque la mayoría de países y empresas son conscientes de estas prácticas, existen
todavía muchas dificultades para llevarlo a la práctica.
El benchmarking basa su éxito en la colaboración y cooperación entre los diferentes países e
industrias, dejando un poco a un lado la competitividad y luchando por la conservación del planeta. El cambio
climático es uno de los principales síntomas que presenta el planeta como señal de alarma ante la actuación
energética que los países están llevando a cabo. El sector industrial no sólo es el principal culpable de esta
situación, sino que es uno de los que cuenta con una mayor posibilidad de ahorro energético [17].
A día de hoy, la mayor parte de los países del mundo quieren solventar este problema o, al menos,
evitar que tenga peores consecuencias. Aunque existe una clara voluntad por conseguir una eficiencia
energética en el sector industrial, aún son pocos los esfuerzos, tanto económicos como de otra índole,
dedicados a lograr este objetivo.
Los diferentes gobiernos deberían comenzar a establecer políticas más radicales. Además de
normativas que obliguen a reducir las emisiones de gases de efecto invernadero o a imponer una serie de
medidas en beneficio de la eficiencia energética, deben crearse leyes que obliguen a las empresas a aportar
información verídica sobre los diferentes consumos energéticos y otros datos de los procesos de fabricación,
que permitan a las instituciones analizar la situación de la compañía mediante el uso de la herramienta del
benchmarking.
El primer problema en cuestión es que resulta prácticamente imposible que dos empresas reales
tengan exactamente el mismo proceso de producción y se vean bajo la influencia de los mismos factores. Por
ello es necesario analizar las variables de influencia que pueden alterar los resultados en empresas,
generalmente del mismo subsector. Una vez se tienen en consideración estas variables, es necesario aplicar
una metodología que permita normalizar los datos de las distintas empresas para que pueda efectuarse una
comparación entre ellas [17].
Una de las primeras preguntas planteadas en este capítulo es, ¿Qué variables necesitamos para saber si
una empresa es más eficiente energéticamente que otra? Este apartado es quizás uno de los más complejos y
probablemente no tenga una respuesta única. En el siguiente apartado 4.3 “Indicadores de Eficiencia
Energética (IIEs)”, se establecerá un posible sistema de indicadores en función del grado de estudio que sea
necesario.
Otra de las preguntas que aparecen, y que al igual que en el caso anterior, no tiene una única y cerrada
respuesta es, ¿con quién y cómo se compara una empresa? Teniendo en cuenta todas estas reflexiones, la más
complicada en la actualidad es la disponibilidad de la información para realizar los estudios de benchmarking.
Por un lado, a menudo es difícil adquirir los datos de energía pertinente y suficiente para caracterizar
los distintos procesos. Por otro, la medición del rendimiento energético y la verificación es a veces una tarea
difícil. Además, la información detallada de la energía es una materia sensible debido a las preocupaciones
sobre aspectos como competitividad, datos de propiedad o confidencialidad. Todas estas complicaciones
suelen hacer que las empresas sean reacias a aportar información detallada sobre sus usos energéticos [17].
Como consecuencia, la recolección de datos, su posterior validación y finalmente su difusión son un
auténtico reta para lograr un benchmarking útil y eficaz. El hecho de disponer de datos suficientes y de alta
calidad es la clave del éxito para la puesta en práctica de las técnicas de benchmarking.
Para hacer frente a esta difícil tarea, los organismos e instituciones nacionales e internacionales deben
estar al pie del cañón. La creación de políticas y de agencias y programas que fomenten el uso del
benchmarking y la recolección de datos de producción de las diferentes empresas es fundamental para lograr
importantes avances en eficiencia energética y, consecuentemente, en la reducción de emisiones de gases de
efecto invernadero y en el desarrollo sostenible de la industria [17].
Para que la aplicación de todas estas medidas tenga éxito, es muy importante tener en cuenta que el
benchmarking es una herramienta viva y en continuo cambio. Una vez se tenga establecido una metodología,
es necesario actuar tal y como indica la Figura 21. La realimentación en el proceso de benchmarking es
fundamental de cara a seguir mejorando. Si no existiera una realimentación en el proceso, de nada serviría

Benchmarking
48
48
recopilar y tratar los datos de consumos energéticos de las diferentes empresas.
Figura 21. Ciclo de implementación de un correcto sistema de benchmarking [17]
En primer lugar, se debe realizar una recolección de datos actualizados y útiles para el objetivo
propuesto. Tras esto, será necesario adaptarlos a nuestras necesidades y calcular los Indicadores de Eficiencia
Energética correspodientes. Posteriormente, la información tratada y organizada podrá ser estudiada a fondo,
podrá comprobarse si se han cumplido los objetivos que se hubieran propuesto con anterioridad y podrán
establecerse nuevos objetivos viables para la empresa. Para lograr estas metas, la empresa planteará y ejecutará
medidas que aumenten la eficiencia energética, y revisará posteriormente la estrategia utilizada con objeto de
incluir posibles mejoras [17].
La mayoría de instituciones que actualmente realizan estudios de benchmarking recopilan datos
anualmente o, en algunos casos, trimestralmente. Si bien, cuantas más iteraciones del ciclo existan, mejores
serán los resultados obtenidos.
4.3 Indicadores de Eficiencia Energética (IEEs)
De acuerdo a la Agencia Internacional de la Energía, “existe una creciente toma de conciencia a nivel
mundial respecto a la necesidad urgente de transformar el modo en que usamos la energía”. Las
preocupaciones respecto a la seguridad energética, a los impactos sociales y económicos de los altos precios de
la energía, y el creciente reconocimiento del cambio climático han llevado a que muchos países pongan un
mayor énfasis en el desarrollo de políticas y medidas que promuevan la eficiencia energética. Dos aspectos
resultan cada vez más claros:
Para asegurar un mejor uso de los recursos energéticos a nivel global se requieren políticas que
abarquen un amplio espectro de opciones. Hay un creciente reconocimiento de que mejorar la
eficiencia energética es a menudo la manera más económica, probada y fácilmente disponible para
alcanzar este objetivo.

49
49 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Establecer y mantener políticas apropiadas requiere contar con datos de buena calidad, disponibles en
el momento oportuno, que sean comparables, y con un grado de detalle tal que reflejen las distintas
características de la actividad económica y recursos disponibles en cada país, lo cual está más allá de
lo que suele incluirse en los balances energéticos.
Durante décadas, los países han empleado la información contenida en los balances energéticos para
el seguimiento del consumo de energía según el tipo de fuente energética y para los principales sectores de
actividad, así como una forma de desarrollar indicadores agregados. Los indicadores agregados tienen la
ventaja de estar fácil y ampliamente disponibles. Por ello, muestran en términos sencillos la evolución del
consumo energético a niveles agregados. Sin embargo, su utilidad es limitada, y puede prestarse a equívocos
cuando se utilizan de forma indebida. Por ejemplo, sería incorrecto categorizar la eficiencia energética en base
al consumo final total de un país por su Producto Interno Bruto (PIB) o per cápita, dados los numerosos
factores, como pueden ser el clima, la riqueza o la estructura económica que influyen en este indicador [18].
Dado que cada sector principal está influenciado por una variedad de factores subyacentes, se
necesitarán diferentes datos explicativos dependiendo del sector analizado. Esos datos no se incluyen en los
balances energéticos, y actualmente están disponibles solamente para algunos países. Por tanto, para
desarrollar estimaciones de la eficiencia energética a nivel general se requiere de información detallada para
los sectores de uso final.
Los esfuerzos realizados recientemente en varios países para obtener datos más detallados sobre el uso
final han ayudado a desarrollar indicadores de eficiencia energética que proporcionen información importante
para comprender las tendencias pasadas, evaluar el potencial de ahorro energético, y mejorar las políticas de
eficiencia energética. Sin embargo, aún se necesita hacer mucho más. El espectro completo de indicadores no
puede ser desarrollado en sólo unos pocos años. Es importante para los países definir qué sectores (o
segmentos de sectores) deben ser priorizados, y posteriormente avanzar sobre la base de la experiencia ganada
[18].
¿Qué son los Indicadores de Eficiencia Energética? 4.3.1
Según la Agencia Internacional de la Energía “los indicadores energéticos son una herramienta
importante para analizar interacciones entre la actividad económica y humana, el consumo de energía y las
emisiones de dióxido de carbono”. Estos indicadores muestran a quienes formulan las políticas dónde pueden
efectuarse ahorros de energía. Además de proveer información sobre las tendencias respecto al consumo
histórico de energía, los indicadores de eficiencia energética pueden también ser utilizados en la modelización
y la predicción de la demanda futura de energía.
Uno de los aspectos más importantes a entender desde la perspectiva de la política energética es en
qué medida las mejoras en eficiencia energética han sido responsables de los cambios en la intensidad
energética final en los diferentes países. Para entender el impacto de la eficiencia energética, es necesario
separar el impacto de los cambios en el nivel de actividad, estructura económica y otros factores que influyen
en la demanda de energía, de los cambios en la intensidad energética en sí (que son una indicación de la
eficiencia energética). Esto se logra empleando un método de descomposición que separe y cuantifique los
impactos de los factores individuales de cambio en el nivel de actividad, estructura e intensidad energética en
el consumo final de energía, en cada sector y en cada país.
Los IEEs son los “signos vitales” de una organización. Constituyen una herramienta importante para
la medición de las mejores prácticas a través del benchmarking. Esta herramienta indica a la empresa cómo
están realizando las tareas de los procesos bajo medición. Un indicador no es más que una cuantificación de
cómo las actividades de un proceso o los outputs del mismo están alcanzando los objetivos deseados [19].
Según la experiencia de la IEA17
[17], las empresas pueden utilizar los IEEs para extraer información
de cómo ser más eficientes energéticamente, y pueden compararse con otras empresas o trazar su propio
progreso en el tiempo. Los indicadores también pueden ayudar a la industria a mejorar la fiabilidad y la
flexibilidad. En último lugar, los indicadores pueden ser usados para aumentar la competitividad.
17 IEA: International Energy Agency
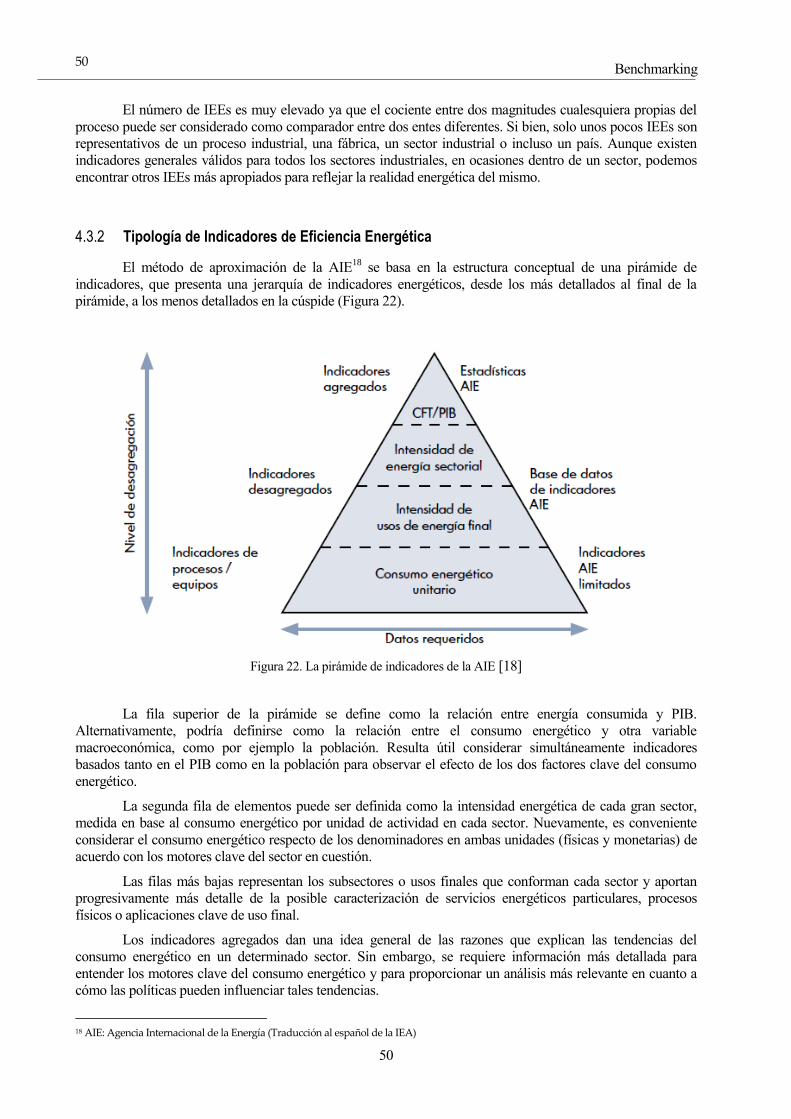
Benchmarking
50
50
El número de IEEs es muy elevado ya que el cociente entre dos magnitudes cualesquiera propias del
proceso puede ser considerado como comparador entre dos entes diferentes. Si bien, solo unos pocos IEEs son
representativos de un proceso industrial, una fábrica, un sector industrial o incluso un país. Aunque existen
indicadores generales válidos para todos los sectores industriales, en ocasiones dentro de un sector, podemos
encontrar otros IEEs más apropiados para reflejar la realidad energética del mismo.
Tipología de Indicadores de Eficiencia Energética 4.3.2
El método de aproximación de la AIE18
se basa en la estructura conceptual de una pirámide de
indicadores, que presenta una jerarquía de indicadores energéticos, desde los más detallados al final de la
pirámide, a los menos detallados en la cúspide (Figura 22).
Figura 22. La pirámide de indicadores de la AIE [18]
La fila superior de la pirámide se define como la relación entre energía consumida y PIB.
Alternativamente, podría definirse como la relación entre el consumo energético y otra variable
macroeconómica, como por ejemplo la población. Resulta útil considerar simultáneamente indicadores
basados tanto en el PIB como en la población para observar el efecto de los dos factores clave del consumo
energético.
La segunda fila de elementos puede ser definida como la intensidad energética de cada gran sector,
medida en base al consumo energético por unidad de actividad en cada sector. Nuevamente, es conveniente
considerar el consumo energético respecto de los denominadores en ambas unidades (físicas y monetarias) de
acuerdo con los motores clave del sector en cuestión.
Las filas más bajas representan los subsectores o usos finales que conforman cada sector y aportan
progresivamente más detalle de la posible caracterización de servicios energéticos particulares, procesos
físicos o aplicaciones clave de uso final.
Los indicadores agregados dan una idea general de las razones que explican las tendencias del
consumo energético en un determinado sector. Sin embargo, se requiere información más detallada para
entender los motores clave del consumo energético y para proporcionar un análisis más relevante en cuanto a
cómo las políticas pueden influenciar tales tendencias.
18 AIE: Agencia Internacional de la Energía (Traducción al español de la IEA)

51
51 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Esta jerarquía es importante porque muestra cómo pequeños cambios en los niveles más bajos de la
pirámide (que pueden ser el resultado de políticas, progreso tecnológico, reformas estructurales, o cambios en
el comportamiento) pueden estar ligados a un orden superior, mostrando entonces cómo los primeros afectan a
los últimos. Esta división nos permite explicar mejor y en función de sus componentes los cambios más
agregados del consumo energético, y así elegir más cuidadosamente la profundidad de análisis requerida. Esa
elección dependerá de las cuestiones a las que se deba responder.
Para descender más abajo en la pirámide se requieren datos adicionales y análisis más complejos que
serán luego añadidos nuevamente hasta el nivel más alto. Cada descenso nos da también una mejor medida de
la eficiencia energética definida para un sector en particular, un uso final, un cierto proceso y/o tecnología. Las
variables de nivel de actividad y de estructura se encuentran asociadas a cada nivel de intensidad energética en
la pirámide. Las variables estructurales se utilizan para ponderar las intensidades cuando éstas forman un
parámetro agregado de intensidad o uso [18].
Dado que no todos los indicadores resultan igualmente relevantes para todos los países, y
considerando que suele contarse con recursos limitados para desarrollar estos indicadores y recopilar los datos
necesarios, es importante determinar cuáles son los indicadores a los que se debería dar prioridad. La elección
dependerá de la información que esté disponible para el país en cuestión, la disponibilidad de recursos, y el
aspecto de política energética al que se busca dar respuesta.
Seleccionar y desarrollar indicadores es tan sólo el primer paso para analizar la situación energética en
un sector particular y poder obtener conclusiones iniciales en cuanto a cómo interpretar su tendencia pasada e
influir en su evolución futura. Cada indicador tiene su propio propósito, y también sus limitaciones respecto a
qué puede llegar a explicar. Dar una imagen precisa requiere de varios indicadores, que al ser analizados en
conjunto proporcionarán una base más robusta para la formulación de políticas [18].
En este capítulo se ha optado por desarrollar los IEEs de lo general a lo particular. Es decir, en primer
lugar se procederá a desarrollar indicadores en un nivel más agregado que permita comprender la importancia
que posee el sector industrial en la economía de un país o una región. Posteriormente, se analizarán diferentes
indicadores que aporten información relevante sobre los diferentes subsectores industriales. Con estos datos
podremos dar una idea de la distribución del consumo energético industrial de un país y, consecuentemente, el
gobierno del mismo dispondrá de cifras que le permitan dictaminar donde es más necesario implementar
políticas que fomenten la eficiencia energética. Por último, se estudiará cómo deben ser los IEEs a nivel de
procesos para cada uno de los subsectores. Estos indicadores son los que más información aportan a la
empresa y los que le facilitan establecer objetivos medibles de mejora.
Para identificar cada uno de los IEEs utilizaremos una notación con alguna variación respecto a la que
utiliza la IEA. Todos los IEEs comenzarán por I, haciendo referencia al sector industrial y vendrán seguidos
por una E si analizan el consumo energético o por una D si tienen en consideración las emisiones de dióxido
de carbono. Posteriormente vendrán acompañados de una cifra (1,2 o 3) que hará referencia al nivel de
desagregación en el que se encuentran. Por último, se asignará una letra (a-z) para ordenar los diferentes tipos
de indicadores de cada nivel [17].
Según lo explicado hasta ahora, cualquier cociente entre variables puede ser definido como un
indicador. Siempre y cuando exista una correlación de las variables entre las cuales se efectúe el cociente, es
prácticamente así. Sin embargo, en este documento se detallan los IEEs que se han considerado de mayor
interés y que en primera instancia pueden ofrecer una información más útil y fiel a lo que está ocurriendo en la
realidad.
Indicadores de Nivel 1 4.3.3
Es casi imposible definir un único y verdadero indicador que satisfaga toda la información necesaria
sobre el consumo energético y las emisiones de CO2 en un determinado subsector o proceso. Seleccionar un
único indicador para efectuar comparaciones entre países nos puede llevar a una imagen errónea de la realidad.
Incluso a un nivel más detallado, los indicadores presentados pueden proveer solo una idea general
acerca del orden de magnitud del potencial de mejora en la industria. Se recomienda realizar un análisis previo
detallado a nivel de cada país antes de que tales indicadores puedan ser considerados como base para la futura

Benchmarking
52
52
fijación de objetivos.
Los indicadores de nivel 1 miden la cantidad de energía necesaria para producir una unidad de
producción económica. Proporcionan una visión general de la evolución en la intensidad energética para los
sectores de la industria. En países donde no ha habido grandes cambios estructurales en la economía o en los
diferentes procesos tecnológicos y materias primas utilizadas, los indicadores pueden indicar una tendencia
general de la eficiencia energética. En la Tabla 26 se muestra una descripción de los indicadores de Nivel 1.
Tabla 26. Descripción de los indicadores de nivel 1 [18]
El IEE global más ampliamente usado en el sector industrial es la intensidad energética definida como
la relación entre el consumo energético industrial y el producto interior bruto (PIB) de un país. Representa la
cantidad de energía necesaria para producir una unidad de riqueza para el país.
𝐼𝐸1𝑎 =𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙
𝑃𝐼𝐵
Ecuación 1. Ratio que indica la relación del consumo energético con respecto al PIB [17]
Otra forma de verlo, podría ser mediante un ratio que relacione el consumo de energía por industria
con respecto a otra variable macroeconómica como puede ser la población.
𝐼𝐸1𝑏 =𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 ℎ𝑎𝑏𝑖𝑡𝑎𝑛𝑡𝑒𝑠
Ecuación 2. Ratio que indica la relación del consumo energético industrial por habitante [17]
Sin embargo, estos indicadores pueden resultar engañosos. Reflejan la relación entre el consumo
energético y el desarrollo económico, por lo tanto no miden el desarrollo de la eficiencia energética. Es decir,
un país con una intensidad energética baja no necesariamente tiene una alta eficiencia. Por ejemplo, un país
con una pequeña industria y basado en el sector servicios, con un clima templado, tendrá una intensidad
mucho menor que un país grande basado en la industria, en un clima muy frío, incluso si se consume la
energía de manera más eficiente en este país que en el primero.
Además, estos indicadores están sujetos a otros cambios de elementos que deben ser considerados.
Entre ellos destacan la estructura de la economía (presencia de grandes industrias); el tamaño del país (la
mayor demanda del sector transporte) y el clima (mayor demanda de calefacción o refrigeración).

53
53 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Un indicador que refleja el peso energético de la industria en un país es el IE1c. Este indicador nos da
una idea de la importancia para un país de implementar medidas de eficiencia energética en su sector
industrial.
𝐼𝐸1𝑐 =𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑑𝑒𝑙 𝑝𝑎í𝑠
Ecuación 3. Ratio que indica la proporción del sector industrial dentro de un país [17]
Los indicadores presentados con anterioridad no distinguen entre las distintas fuentes de energía
requeridas en la industria. El indicador IE1d nos ofrece información sobre el origen de la energía utilizada. Así
podemos saber qué porcentaje de energía proviene de fuentes renovables y distinguir entre los diferentes
combustibles utilizados. El subíndice “x” hace referencia a la fuente primaria de donde procede la energía.
𝐼𝐸1𝑑𝑥=
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙𝑥
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙
Ecuación 4. Ratio que indica el consumo energético proveniente de la fuente “x” en relación al consumo energético
industrial total [17]
Analizando estos indicadores resulta imposible iniciar una metodología que mejore la eficiencia
energética del sector industrial. No obstante, en muchas ocasiones, sí nos sirven de base para desarrollar los
indicadores del nivel 2. Además, permiten analizar anualmente las mejoras implementadas en el sector
industrial y ofrece una primera clasificación mundial en cuanto a eficiencia energética. Los países que se
sitúen al final de la lista tendrán que seguir los pasos de los países que se encuentren a la cabeza con el objetivo
de alcanzar una mejor eficiencia energética. Hay que recordar que para el funcionamiento de una buena
política de benchmarking es fundamental la transparencia en la información y la cooperación entre diferentes
países y empresas.
Indicadores de Nivel 2 4.3.4
El segundo conjunto de indicadores lo podemos identificar con la intensidad energética de cada gran
subsector que conforma el sector industrial, medida a través del consumo de energía por unidad de actividad
económica o física de cada subsector.
La desagregación del nivel 2 depende de la información disponible, tanto en términos de datos de
consumo energético como de datos de actividad (valor añadido o unidad física de producción). Por ejemplo,
mientras para unos países la información puede estar disponible para la categoría global “pasta, papel e
impresión”, en países donde este subsector de la industria es más importante, podría existir una mayor
desagregación por tipo de pasta y papel (Figura 23).

Benchmarking
54
54
Figura 23. Ejemplo de desagregación de la industria [18]
A este nivel, el mejor indicador para evaluar la intensidad energética es el consumo energético por
unidad de producción. Sin embargo, este indicador está disponible solo para ciertas industrias, puesto que
algunas industrias generalmente suelen ser demasiado heterogéneas como para tener una sola medida de
producción y a veces en el mismo proceso tecnológico pueden producirse distintos productos. En la Tabla 27
se muestra una descripción de los indicadores de nivel 2.
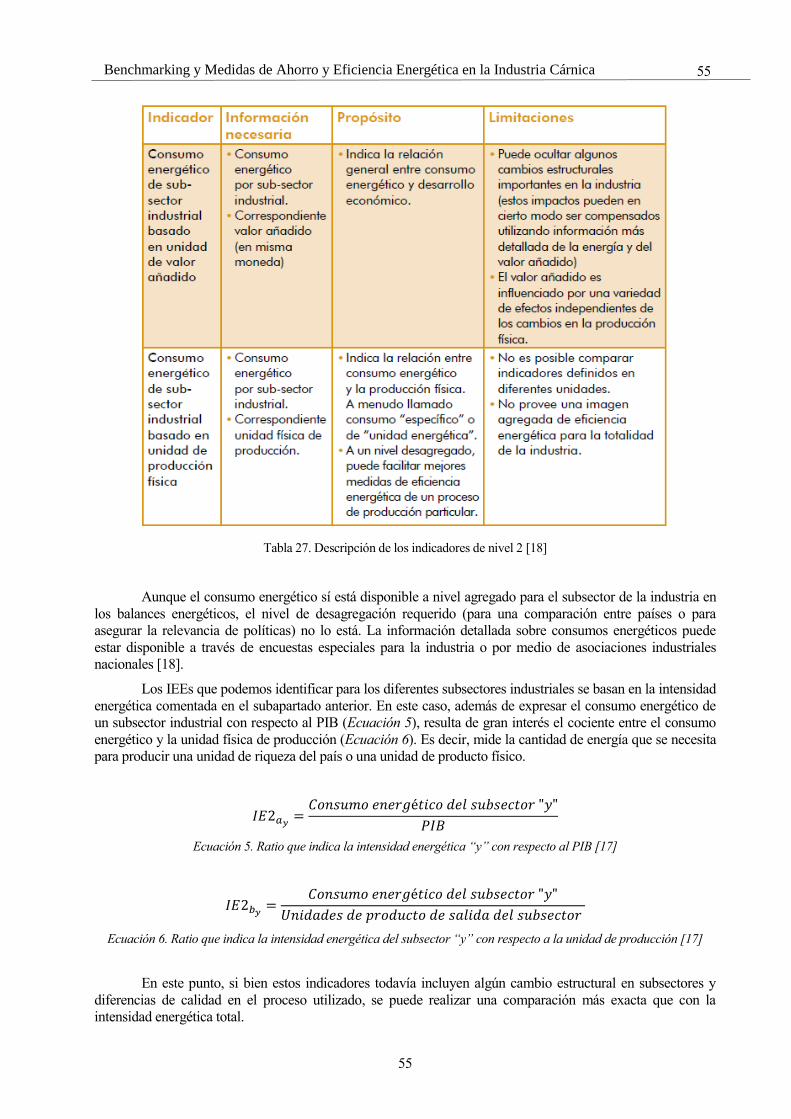
55
55 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Tabla 27. Descripción de los indicadores de nivel 2 [18]
Aunque el consumo energético sí está disponible a nivel agregado para el subsector de la industria en
los balances energéticos, el nivel de desagregación requerido (para una comparación entre países o para
asegurar la relevancia de políticas) no lo está. La información detallada sobre consumos energéticos puede
estar disponible a través de encuestas especiales para la industria o por medio de asociaciones industriales
nacionales [18].
Los IEEs que podemos identificar para los diferentes subsectores industriales se basan en la intensidad
energética comentada en el subapartado anterior. En este caso, además de expresar el consumo energético de
un subsector industrial con respecto al PIB (Ecuación 5), resulta de gran interés el cociente entre el consumo
energético y la unidad física de producción (Ecuación 6). Es decir, mide la cantidad de energía que se necesita
para producir una unidad de riqueza del país o una unidad de producto físico.
𝐼𝐸2𝑎𝑦=
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "𝑦"
𝑃𝐼𝐵
Ecuación 5. Ratio que indica la intensidad energética “y” con respecto al PIB [17]
𝐼𝐸2𝑏𝑦=
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "𝑦"
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑑𝑒 𝑠𝑎𝑙𝑖𝑑𝑎 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟
Ecuación 6. Ratio que indica la intensidad energética del subsector “y” con respecto a la unidad de producción [17]
En este punto, si bien estos indicadores todavía incluyen algún cambio estructural en subsectores y
diferencias de calidad en el proceso utilizado, se puede realizar una comparación más exacta que con la
intensidad energética total.
Benchmarking
56
56
Hay que tener en cuenta que, cuando dentro de un mismo subsector se obtienen diferentes productos,
en ocasiones resulta prácticamente imposible determinar el valor del indicador 𝐼𝐸2𝑏 para cada uno de ellos.
También es importante destacar que a través de este indicador no pueden establecerse relaciones cuando esté
definido en diferentes unidades en función de la actividad producto del subsector. Además, no permite obtener
una imagen completa de la eficiencia energética del sector industrial de un país.
Para reflejar el peso que un subsector posee dentro del sector industrial de un país se define el grupo
de indicadores 𝐼𝐸2𝑐 (Ecuación 7). Estos indicadores, si bien no reflejan directamente la eficiencia energética,
nos dan una idea de la importancia que cada subsector industrial tiene en el consumo energético del país.
𝐼𝐸2𝑐𝑦=
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "𝑦"
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙
Ecuación 7. Ratio que indica la proporción del subsector industrial dentro de la industria de un país [17]
Paralelamente a los indicadores del grupo 𝐼𝐸1𝑑 podemos establecer los indicadores similares del nivel
2 (Ecuación 8). De esta forma se distingue entre las diferentes fuentes energéticas que se requieren en el
subsector que se esté estudiando. Al igual que en el caso anterior, el subíndice “x” hace referencia a la fuente
primaria de donde procede la energía.
𝐼𝐸2𝑑𝑦,𝑥=
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "y" proveniente de la fuente "𝑥"
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "y"
Ecuación 8. Ratio que indica el consumo energético proveniente de la fuente “x” en relación al consumo total del
subsector [17]
Indicadores de Nivel 3 4.3.5
Siguiendo la metodología aplicada en los niveles 1 y 2, y con carácter general, para este tercer nivel
podemos definir dos indicadores que nos permitirán comparar los procesos utilizados en industrias
pertenecientes al mismo subsector.
El indicador 𝐼𝐸3 establece la energía empleada por unidad de producto en un proceso. Cuanto menor
sea este indicador, más eficiente será el proceso “z”.
𝐼𝐸3𝑎𝑦,𝑧=
𝐸𝑛𝑒𝑟𝑔í𝑎 𝑒𝑚𝑝𝑙𝑒𝑎𝑑𝑎 𝑒𝑛 𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 "z" del subsector "y"
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "y"
Ecuación 9. Energía empleada en el proceso “z” para obtener una unidad de producto [17]
Una interpretación económica la puede aportar el indicador 𝐼𝐸3𝑏. Este IEE establece la energía
empleada en el proceso “z” para la producción de una unidad económica de riqueza. Es preciso señalar que
este indicador puede dar lugar a confusiones si no se utiliza de manera adecuada, ya que, debido al término
utilizado como denominador, no permite comparaciones entre escenarios económicos diferentes.
𝐼𝐸3𝑏𝑦,𝑧=
𝐸𝑛𝑒𝑟𝑔í𝑎 𝑒𝑚𝑝𝑙𝑒𝑎𝑑𝑎 𝑒𝑛 1 𝑢𝑑. 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑒𝑛 𝑒𝑙 𝑝𝑟𝑜𝑐𝑒𝑠𝑜 "z" del subsector "y"
𝑉𝑎𝑙𝑜𝑟 𝑒𝑐𝑜𝑛ó𝑚𝑖𝑐𝑜 𝑑𝑒 1 𝑢𝑑. 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑑𝑒𝑙 𝑠𝑢𝑏𝑠𝑒𝑐𝑡𝑜𝑟 "y"
Ecuación 10. Energía empleada en el proceso “z” en relación al valor total del producto [17]

57
57 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Tradicionalmente y debido a la falta de información, la AIE ha utilizado indicadores para la industria
basados en consumo energético o en emisiones de CO2 por unidad de valor añadido. Aunque dichos
indicadores son buenos para indicar tendencias a nivel agregado respecto al consumo y a la eficiencia
energética, resultan menos adecuados para una comparación detallada entre países respecto al desarrollo de las
eficiencias energéticas por subsector o proceso, o para examinar el potencial de mejora.
Esto se debe a que no tienen en cuenta las diferencias de calidad de los productos, ni la composición
de las materias primas y materiales del proceso, que pueden tener grandes variaciones entre países. Además,
los indicadores basados en ratios económicos no pueden ser validados mediante información tecnológica. Por
lo tanto, la AIE realizó un estudio significativo (AIE, 2007) donde presenta indicadores detallados basados en
la producción física, los valores típicos para indicadores clave y una selección de resultados del benchmarking
para algunas industrias. Las ventajas de este enfoque son que los indicadores [18]:
- No se ven influenciados por fluctuaciones en los precios, lo cual facilita el análisis de las tendencias.
- Pueden ser directamente relacionados con operaciones de procesos y opciones tecnológicas,
permitiendo obtener una medición más próxima a la eficiencia energética técnica.
- Permiten realizar un análisis bien fundamentado del potencial de mejora de eficiencia.
4.4 Indicadores Aplicados a la Industria Cárnica
La evaluación del rendimiento energético y de la eficiencia energética en la industria alimentaria
puede realizarse a través del benchmarking, con indicadores como el consumo específico de energía (SEC19
en
inglés) entre instalaciones con características similares.
Para realizar un estudio de benchmarking es habitual comenzar con el cálculo del SEC. Para ello se
definen ratios como el consumo energético (eléctrico o térmico) de un proceso y una magnitud física como la
cantidad de materia prima o el volumen de producción [20].
El SEC es un indicador energético que aparece frecuentemente tanto en la bibliografía usada para
evaluar la eficiencia energética en instalaciones industriales como en el sector económico [21]. Es bastante
común en diferentes ramas de la industria alimentaria, como puede ser el sector cárnico, el sector lácteo o el
sector hortofrutícula. Últimamente ha cobrado importancia en el desarrollo de herramientas informáticas en
auditorías energéticas [22].
El valor del SEC se determina a través de la siguiente ecuación (Ecuación 11):
𝑆𝐸𝐶 =𝐸
𝑅𝑀 (𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀
−1 )
Ecuación 11. Specific Energy Consumption [23]
Donde 𝐸 representa el consumo anual de electricidad (kWh) y 𝑅𝑀 la cantidad anual de materia prima
procesada (toneladas).
A partir del SEC, podemos deducir un nuevo indicador llamado Specific energy consumption per
volume unit of the cold rooms (𝑆𝐸𝐶𝑉) [24] que se puede calcular mediante la siguiente ecuación (Ecuación
12):
19 SEC: Specific Energy Consumption
Benchmarking
58
58
𝑆𝐸𝐶𝑉 =𝐸
𝑉𝑡𝑜𝑡𝑎𝑙 (𝑘𝑊ℎ 𝑚−3)
Ecuación 12. Specific Energy Consumption per Unit of the Cold Rooms [23]
Donde el término 𝑉𝑡𝑜𝑡𝑎𝑙 es el volumen total de las cámaras frigoríficas en metros cúbicos. El
estudio de “Evans et al. Specific energy consumption values for various refrigerated food cold stores”
[24] concluyó que el volumen de almacenamiento es un factor dominante relacionado con la energía
empleada en las cámaras frigoríficas.
Además, se introdujeron nuevos índices de eficiencia energética para la evaluación del
funcionamiento en las condiciones de operación en aquellas industrias alimentarias con equipos de
refrigeración. El uso del volumen de las cámaras frigoríficas o en inglés Usage of Cold Rooms Volume (𝑈𝐶𝑅)
fue uno de los indicadores introducidos, el cual se determina mediante la siguiente ecuación (Ecuación 13):
𝑈𝐶𝑅 =𝑅𝑀
𝑉𝑡𝑜𝑡𝑎𝑙 (𝑡𝑜𝑛𝑅𝑀 𝑚−3)
Ecuación 13. Usage of Cold Rooms Volume [23]
Este indicador permite evaluar el uso de los establecimientos de frío con consecuentes implicaciones
para el consumo de energía.
Otro indicador definido por estos autores fue usado para cuantificar la potencia frigorífica instalada
por unidad de volumen en las cámaras frigoríficas (𝑁𝑃𝐶 en inglés). Expresa la calidad en la relación
tamaño/uso de los sistemas de enfriamiento. Se define como la potencia nominal de los todos los compresores
por unidad de volumen en las cámaras frigoríficas (𝑃𝑡𝑜𝑡𝑎𝑙), como se muestra en la Ecuación 14:
𝑁𝑃𝐶 =𝑃𝑡𝑜𝑡𝑎𝑙
𝑉𝑡𝑜𝑡𝑎𝑙 (𝑘𝑊 𝑚−3)
Ecuación 14. Nominal Power of Compressors per cold romos volume [23]
Cuando este indicador se usa en industrias que elaboran el mismo producto con el mismo proceso,
puede estar referido a la calidad de diseño del sistema de enfriamiento. Sin embargo, cuando se usa en
industrias del mismo sector, pero con diferentes categorías de producto, este indicador nos ofrece los requisitos
necesarios para cada producto (información muy importante de cara a esas empresas que intentan cambiar sus
productos o que deciden añadir otro producto usando las antiguas instalaciones de frío).
En la literatura, hay pocos valores de los indicadores de consumo de de energía (SEC) y aquellos que
son públicos se presentan en informes generados como resultados de auditorías energéticas. La evolución de
los valores del SEC (eléctrico y térmico) en el sector cárnico puede encontrarse en referencias tales como
COWI20
[25], OME21
[26], UNEP22
[27] o IFC23
[28] entre otros.
En la tabla siguiente se muestra un resumen de todos los valores del índice SEC (total, eléctrico y
térmico) encontrados en la bibliografía para el sector cárnico.
20 COWI: International consulting group, specialising in engineering 21 OME: Ontario Ministry of the Environment 22 UNEP: Programa de las Naciones Unidas para el Medio Ambiente 23 IFC: International Finance Corporation
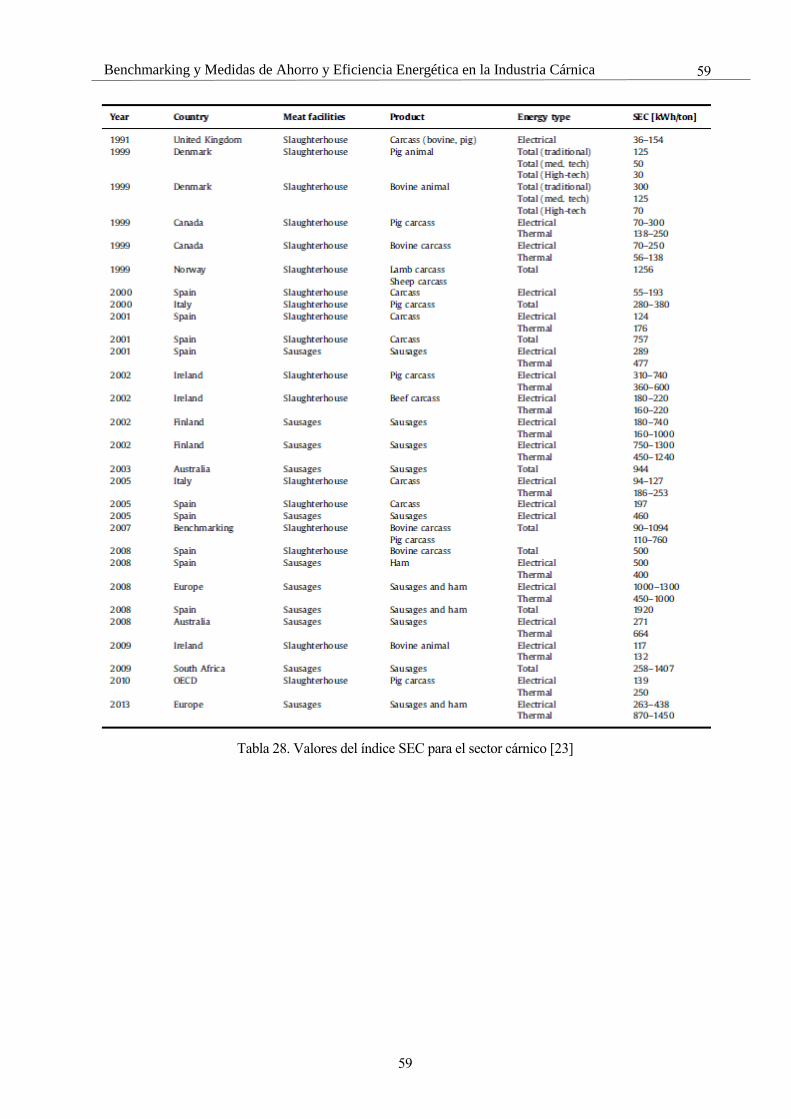
59
59 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Tabla 28. Valores del índice SEC para el sector cárnico [23]

Benchmarking
60
60

61
61 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
5 AHORRO Y EFICIENCIA ENERGÉTICA
5.1 Concepto de Eficiencia Energética
El concepto a tratar a continuación tiene una presencia en nuestro idioma relativamente nueva. A
pesar de ello, la relevancia que ha alcanzado en nuestra sociedad es enorme. La eficiencia energética es una
práctica que se ha implementado a raíz del consumo de energía y persigue como objetivo la reducción de
consumo de la misma, bien en hogares, pequeñas empresas o grandes industrias.
La eficiencia energética se puede definir como el uso eficiente de la energía, para así optimizar los
procesos productivos y el empleo de la energía utilizando la misma o menos cantidad para producir más
bienes.
El fantástico avance de la tecnología ha estado acompañado por un tremendo consumo de energía, es
decir, gran parte de los avances tecnológicos demandan de energía para funcionar y obviamente esto se
traslada al consumo de la misma que ha crecido de manera exponencial en los últimos tiempos.
Ahora bien, como sucede con cualquier otro recurso básico que hace más sencillo nuestro día a día,
debemos procurar su cuidado y su uso racional y consciente. Es por este motivo que ha surgido el concepto de
eficiencia energética, que justamente tiene como objetivo la reducción del consumo de energía.
Consumir menos energía es posible y además será muy beneficioso para nuestro planeta al igual que
para suprimir los costes económicos que su gran consumo generan. Sin embargo, será preciso seguir diferentes
acciones para conseguirlo de manera satisfactoria.
En la actualidad y en relación a esta práctica se ha desarrollado un sistema de clasificación que se
ocupa precisamente de clasificar a los diversos artefactos eléctricos con una letra que equivale a un tipo de
consumo eléctrico. Así, un equipo clasificado como A y B dispondrá del mejor consumo mientras que los
catalogados como D y E serán perjudiciales en el sentido de ahorrar energía, de ahí que habrá que evitar la
instalación de los mismos en la mayoría de lo posible.
Otra acción puntual que contribuye a la eficiencia energética es la educación de los consumidores, es
decir, el usuario debe acostumbrarse y procurar seguir las recomendaciones en este sentido y de esta manera
cumplirá con el compromiso de ahorrar energía [29].
Cada día 5 de marzo y desde 1998, se celebra el Día Mundial de la Eficiencia Energética. La
iniciativa, que surgió en Austria durante la Primera Conferencia Internacional de la Eficiencia Energética, tiene
el objetivo de sensibilizar a todas las personas sobre la necesidad de reducir el consumo energético mediante
un uso razonable y sostenible de la energía.
Al contrario de lo que muchas personas piensan, impulsar la eficiencia energética no significa
prescindir de las comodidades y comprometer la calidad de vida disminuyendo el uso de la energía que
empleamos en nuestro día a día. Potenciar la eficiencia energética se basa en optimizar los procesos de
producción y consumo de energía, apostar por fuentes de energía renovable en detrimento de los combustibles
fósiles, fomentar el consumo responsable y el reciclaje, entre otros.
Sin duda, hemos dado por hecho que la eficiencia energética genera beneficios para la economía
doméstica y para la sociedad en general. En resumen, aquello que es bueno para el medio ambiente es bueno
para todos. Sin embargo, a pesar de las innegables buenas intenciones de las estrategias de eficiencia
energética, hay que comprobar si los efectos que se van a conseguir serán los esperados.
Numerosos estudios afirman que hay muchas oportunidades de reducir el consumo energético a coste
muy bajo, o incluso nulo. Sin embargo, en la práctica no hay manera de que se consigan estas reducciones.
En esta discusión entre las posturas más favorables y desfavorables hacia la eficiencia energética,
quienes optan por las segundas, aportan algunas razones contrarias al interés inversor en este concepto, las
cuales se muestran a continuación [30]:

Ahorro y Eficiencia Energética
62
62
- Los estudios de costes son muy optimistas. No consideran los costes asociados como los costes de
adquisición o los costes de operación.
- Futuro incierto en el precio de la energía. Cuando una persona o empresa decide invertir en eficiencia
energética, el parámetro básico a tener en cuenta es el precio futuro de esa energía. Se alzan voces que
indican que para hacer un cálculo contemplando esta variabilidad, se debería incluir una prima de
riesgo, que obviamente lo hace menos rentable.
- Uso diferente por cada consumidor. No todos los usuarios son iguales. En las hipótesis que se
manejan, el consumidor medio realiza un uso exhaustivo que hace más rentable la
eficiencia. El escaso uso puede hacer que no compense implantar medidas de eficiencia energética.
Por otro lado, se sitúan aquellos que defienden que la eficiencia es interesante para el consumidor,
pero que éste no es consciente de ello, por los motivos que enumeramos a continuación [30]:
- Incapacidad de calcular el ahorro. ¿Cuántos consumidores se conocen con exactitud, qué ahorro van a
tener con la inversión que va a realizar en eficiencia energética? Como consumidor, no se disponen
todos los datos de ahorro o consumo. Es decir, la información es incompleta.
- Precios artificiales de la energía. Bien sea por las subvenciones, como la de la tarifa eléctrica, o porque
no se incluyen los costes externos.
- Efecto rebote. Las bajadas de precio de la energía, pueden conllevar un aumento en su consumo.
- Intereses encontrados entre el inversor y el usuario. Quien hace la inversión (constructor), tiene unos
intereses diferentes (cumplir la legalidad), respecto al usuario (mayor rentabilidad energética
amortizable en medio o largo plazo).
- Falta de información, tiempo o ganas de poner en práctica la racionalidad económica. Es la conocida
como racionalidad acotada, caracterizada por dar más importancia a las pérdidas o los costes que a las
ganancias o la eficiencia. Es fácil comprar un aparato; sin embargo, es más importante el buen uso que
se haga del mismo. Es necesaria una planificación y supervisión de nuestro plan personal de eficiencia
energética.
Para concluir este apartado, podemos encontrar razonamientos válidos en los dos planteamientos que
hemos presentado. A grandes rasgos, como conclusiones es importante recordar, en primer lugar, que el
potencial de las acciones de eficiencia energética suele ser menor del previsto, en parte, por despreocupación y
dejadez del propio usuario, junto a la dificultad de calcular el ahorro.
Los gobiernos deberán abordar todos estos problemas, que implican que se invierta menos de lo
debido. La política responsable consistiría en reflejar todos los costes en los precios de la energía, en lugar de
subvencionarlos, así conseguiríamos asignar nuestros recursos de manera eficiente tanto en el apartado
económico, medioambiental y energético.

63
63 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
5.2 Eficiencia Energética en la Industria Alimentaria
Dado el alto consumo de energía, la industria alimentaria afronta la necesidad de adoptar medidas y
acciones para promover el correcto uso de la energía. De hecho, la implementación de medidas de eficiencias
energéticas mejora la reducción de costes energéticos, costes de mantenimiento, seguridad, aumenta la
productividad, contribuye al mejor funcionamiento de los equipos de refrigeración, mejor ambiente de trabajo
y disminución del consumo de energía y emisión de gases a la atmósfera [31].
El valor del ahorro de energía en los sistemas de refrigeración está relacionado con el número y el tipo
de medidas aplicadas y de la calidad de la tecnología utilizada. La mejora de las prácticas de operación en las
instalaciones industriales a menudo puede proporcionar una reducción del consumo de energía en un 15%, o
incluso más, mientras que la mejora técnica de los componentes del sistema de refrigeración puede conseguir
una reducción del consumo de energía potencial entre el 15 y el 40%.
De acuerdo con unos informes sobre auditorías energéticas realizados en una industria cárnica en la
localidad australiana de Victoria [31] la mejora de la eficiencia energética en los sistemas existentes se puede
llevar a cabo con la siguiente metodología basada en los siguientes pasos:
1) Análisis de la capacidad de refrigeración requerida.
2) Requisitos de aislamiento térmico.
3) Evaluación de la distribución de refrigerante en el sistema.
4) Evaluación del sistema de control de los equipos.
5) Optimización del mantenimiento.
6) Revisión del rendimiento del sistema.
Para las nuevas instalaciones, los principales pasos a seguir son:
1) Diseño integrado del sistema.
2) Selección apropiada del compresor.
3) Selección de evaporadores y condensadores.
4) Selección de los fluidos de transferencia de calor y del refrigerante.
5) Recuperación de calor residual.
6) Estimación anual de la eficiencia del sistema.
5.3 Oportunidades de Ahorro Energético
Refrigeración 5.3.1
Los sistemas de refrigeración son los mayores consumidores de electricidad en las plantas de
procesado y pueden representar entre el 15 – 30% del consumo total de energía. Se llega a estimar entre un 15
– 45% de ahorro energético. Las técnicas de ahorro más comunes se detallan en la siguiente tabla (Tabla 29).

Ahorro y Eficiencia Energética
64
64
Tabla 29. Oportunidades de ahorro en la refrigeración [32]
1) Reducción de la Carga en la Planta de Refrigeración
Reducir los requisitos de refrigeración en la planta de refrigeración es una manera efectiva de reducir
el consumo. El enfriamiento y congelado de la canal puede representar hasta el 80% de la carga total de
refrigeración de la planta, siendo el resto procedentes de otras fuentes como los edificios, la iluminación y las
puertas abiertas. Dentro de las oportunidades para reducir la carga destacan:
- Asegurar que las puertas en las zonas de refrigeración están cerradas y que no existe iluminación
innecesaria.
- Usar aire en los intercambiadores de calor para preenfriar la admisión en lugares como la sala de
deshuesado.
- Evitar el enfriamiento excesivo del producto cuando sea posible, pero a la misma vez comprobar que
se cumplen los requisitos de seguridad alimentaria.
El margen de ahorro aplicando estas medidas varía entre 0 – 10%.
2) Optimización de los Controles de la Planta de Refrigeración
Dentro de este grupo vamos a describir el uso de ventiladores de velocidad variable, VSF (de las
siglas en inglés Variable Speed Fans). Los Fan-Coil convencionales constan de ventiladores que funcionan a
una velocidad fijada y se encienden y apagan cuando es requerido. Estos ventiladores pueden ser sustituidos
por los VSF, los cuales son capaces de variar su velocidad en función de la demanda. Dentro de las mejoras
que ofrecen estos equipos podemos destacar las siguientes:
- Menor velocidad del ventilador implica menos cantidad de calor que se introduce en las cámaras
frigoríficas.
- Reducir la velocidad del ventilador en un 20% reducirá el consumo de energía un 50%.
- El ahorro anual previsto se sitúa en torno al 2%.
65
65 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
A continuación, vamos a presentar un caso real de una planta situada en Australia (Ejemplo 1). En
esta planta el consumo eléctrico resultaba ser muy elevado, incluso cuando los requerimientos de frío eran
bajos. Por lo tanto se decidió instalar VSF para reducir el consumo de energía eléctrica.
Ejemplo 1
Cada ventilador tiene una potencia de 50 kW que funciona el 50% del tiempo a plena velocidad. La
introducción de un VSF permitiría al ventilador funcionar continuamente al 50% de su velocidad.
Ventilador al 50% de su velocidad = (50%)2 ∗ 50 𝑘𝑊 = 12.5 𝑘𝑊
Horas de operación = 24 ℎ𝑜𝑟𝑎𝑠 ∗ 365 𝑑í𝑎𝑠 𝑎𝑙 𝑎ñ𝑜 = 8760ℎ𝑜𝑟𝑎𝑠
𝑎ñ𝑜
Antes de la mejora = 50 𝑘𝑊 ∗ 8760ℎ𝑜𝑟𝑎𝑠
𝑎ñ𝑜∗ 50% = 219000 𝑘𝑊ℎ
Después de la mejora = 12.5 𝑘𝑊 ∗ 8760ℎ𝑜𝑟𝑎𝑠
𝑎ñ𝑜= 109500 𝑘𝑊ℎ
Asumiendo un coste de la electricidad de 0.2$
𝑘𝑊ℎ , el ahorro de energía será = 109500 ∗ 0.2 = 21900 $ por
año.
3) Sistema para Mejorar la Eficiencia
La eficiencia global del sistema de refrigeración es dependiente de la eficiencia individual de cada
componente, del diseño del sistema, de la selección de componentes y del control lógico de la planta.Algunos
ejemplos de actualización o sustitución de componentes son:
- La sustitución de los motores de ventiladores y compresores por modelos de alta eficiencia suelen
tener un payback bastante atractivo.
- Sustitución de aquellos compresores degradados. Un compresor en mal estado puede ser clave en el
funcionamiento de la planta.
- Combinar sistemas existentes de refrigeración con el objetivo de aumentar la eficiencia global del
sistema.
- Reducir la energía en el ventilador puede derivar en mayor caída de presión y mayor consumo de
energía en el compresor. Los condensadores ligeramente sobredimensionados operando a plena
capacidad permiten menores presiones de descarga y suponen más ganancias energéticas.
- Como norma general, la eficiencia del compresor aumenta del 2,5% al 3,5% por cada ⁰C de reducción
de la temperatura de condensación.
4) Recuperación de Calor
El calor evacuado en las áreas refrigeradas de las instalaciones cárnicas se disipa al medio ambiente a
través de condensadores enfriados por aire o torres de refrigeración. Este calor puede ser recuperado y
posteriormente utilizado para otros procesos, tales como la generación de agua caliente.
Por lo tanto es una manera de compensar el consumo de gas en los generadores existentes de agua
caliente. El ahorro estimado se sitúa entre 0 – 2%.

Ahorro y Eficiencia Energética
66
66
Sistemas Térmicos 5.3.2
La energía térmica en forma de vapor y agua caliente representa una fracción significante del
consumo de energía en las pequeñas y medias industrias cárnicas.
1) Mejora de la Combustión en las Calderas de Vapor
La eficiencia de la caldera es una medida de la cantidad de calor útil a la entrada de la propia caldera.
En el mejor de los casos el rendimiento de la caldera se sitúa en un 85%, siendo el rango típico entre 75 – 85%.
Figura 24. Pérdidas de energía en una caldera [32]
El objetivo es tratar de reducir las pérdidas a partir de:
- Mantener la relación correcta de combustible/aire que entra en la caldera y minimizar el exceso de
aire.
- Gases de combustión.
- Combustión incompleta del combustible (cantidad de aire insuficiente).
En los equipos bien diseñados, un exceso de aire del 10% es alcanzable. A menudo se indica que la
eficiencia de la caldera se puede aumentar en un 1% por cada 15% de reducción en el exceso de aire o por la
reducción de 40 ⁰C en la temperatura de chimenea de los gases.
2) Optimizar la Purga
Un incorrecto funcionamiento del sistema de purga puede conducir a la acumulación de sedimentos en
la caldera y disminuir la eficiencia de la caldera. Por otro lado, una purga excesiva consume energía, agua y
tratamientos químicos.
El rango típico de purga varía de 4 – 8% de la cantidad de flujo de agua de alimentación de la caldera,
pero puede llegar al 10% cuando el agua de reposición tiene un alto contenido de sólidos.

67
67 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Recuperar calor del sistema de purga también puede resultar interesante. El ahorro energético de estas
medidas se estima en un 2%.
3) Aprovechar el Calor del Sistema de Escape de la Caldera
Aproximadamente el 15 – 18% de la energía utilizada en una caldera de vapor se disipa a la atmósfera
en forma de gases de escape. El uso de un economizador permite recuperar parte de esa energía de los gases de
combustión y es utilizado para calentar el agua de alimentación de la caldera.
Al colocar un economizador, el consumo de combustible de la caldera disminuye e incrementa el
rendimiento típicamente en un 5%.
4) Tuberías
El correcto dimensionado de las tuberías, adecuado aislamiento y evitar pérdidas son muy importantes
de cara a minimizar las pérdidas de energía.
- Las tuberías que no están aisladas derivan en grandes pérdidas de calor, lo cual aumenta la cantidad de
condensado en el vapor. Especial atención a las bridas y válvulas.
- Se debe considerar aislar toda aquella superficie con temperatura mayor de 50 ⁰C.
- Ejemplo: Una tubería de 100 mm de diámetro sin aislamiento puede perder aproximadamente 21
GJ/año en combustible para calefacción, costará 300 $24 por metro de aislamiento y tiene un payback
de 3 años.
5) Recuperación de Condensado
El hecho de no recuperar el condensado caliente y utilizarlo en la alimentación de agua de la caldera
puede llegar a producir un 6% de pérdidas de calor en la caldera y sistemas de vapor. Revisar el sistema de
condensado y estimar la cantidad que se devuelve al agua de alimentación de calderas implican los siguientes
beneficios:
- Reducción de la carga de calefacción mediante el aumento de calor que posee el agua de alimentación
y reducción de la purga.
- Reducción de los costes de tratamiento de agua.
- Reducción de la carga térmica en el sistema de aguas residuales.
Iluminación 5.3.3
La iluminación normalmente representa el 3 – 5% del consumo total de energía. Sin embargo, a
menudo no se tiene en cuenta que este apartado es una buena oportunidad para reducir el consumo y los costes
energéticos. Un correcto sistema de iluminación no solo ahorra energía, sino que también da lugar a mejoras
productivas y de seguridad debido a una mejor iluminación. A continuación se muestran algunas técnicas
interesantes:
1) Promover Tecnologías de Eficiencia Energética
Existen muchas oportunidades para mejorar la eficiencia energética de las luminarias. El uso de
luminarias de bajo consumo o tipo LED es una de las medidas más populares de las que se adoptan.
24 $: Dólares australianos año 2013

Ahorro y Eficiencia Energética
68
68
Figura 25. Ahorros potenciales en iluminación [32]
Vamos a presentar brevemente un caso real a modo de ejemplo (Ejemplo 2).

69
69 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Ejemplo 2
Un establecimiento cuenta con 100 luminarias T8 que consumen 0,085 kWe. Este lugar opera 10 horas x 5
días x 52 semanas al año y paga 0,20 $/kWh de electricidad. Se propone cambiar a luminarias tipo LED, que
consumen 0,035 kWe. El ahorro estimado para esta simple actualización es:
Horas de operación = 10 × 5 × 52 = 2600 horas al año.
Cantidad de ahorro total = (0,085 − 0,035) × 100 = 5 𝑘𝑊𝑒
Ahorro anual de electricidad = 5 𝑘𝑤𝑒 × 2600 ℎ𝑜𝑟𝑎𝑠 = 13000 𝑘𝑊ℎ
Ahorro económico anual = 13000 𝑘𝑊ℎ × 0,20$
𝑘𝑊ℎ= 2600 $
2) Control de la Iluminación
A continuación se nombran algunas técnicas de control de la iluminación:
- Atenuación de controles para ajustar los niveles de iluminación en función de la luz natural
disponible.
- Interruptores manuales o temporizadores para apagar las luces cuando no se requiera iluminación.
- Interruptores fotoeléctricos para activar luminarias en base de la luz del día.
- Uso de sensores de ocupación o detección para iluminar cuando las personas estén presentes.
El ahorro potencial con estas medidas se estima entre un 25 – 55%.
Aire Comprimido 5.3.4
El aire comprimido representa aproximadamente el 3% de la energía consumida en una industria
cárnica. Los sistemas de aire comprimido suelen ser bastante ineficientes, con hasta un 80% de energía
disipada en forma de calor en el compresor y las fugas. Por lo general, se puede lograr un 10% de ahorro
implementando mejoras de bajo coste con paybacks que no llegan a los dos años.
1) Equipos Eficientes
El aire comprimido es un importante consumidor de energía en la industria cárnica. La elección y la
implementación de compresores de aire eficientes energéticamente suele tener un retorno de la inversión
atractivo para el empresario. Entre las medidas a adoptar para ahorrar energía destacan:
- Asegurarse de que cada tipo de compresor se utiliza en la aplicación correspondiente.
- Equipar los sistemas de aire comprimido con motores de velocidad variable (VSD25
, 0 – 50% ahorro).
- Se puede utilizar un tanque receptor de aire para cubrir los posibles cambios de demanda a corto
plazo.
- Los recuperadores de calor pueden recuperar el orden de 80% del aire caliente de los gases de escape.
El ahorro energético implementando estas medidas se estima entre 0 – 50%
25 VSD: Variable Speed Drive

Ahorro y Eficiencia Energética
70
70
2) Controles
El sistema de control influye en la carga y descarga de los compresores a medida que varía la
demanda y la presión a mantener. Esto tiene un gran efecto en el consumo energético de los compresores.
La presión de aire debe mantenerse lo más baja posible. Cada reducción de 50 kPa en la presión de
funcionamiento se estima en una disminución del consumo de energía en un 4%.
3) Reducción de Fugas y Uso
Las mayores pérdidas en un sistema de aire comprimido suelen estar asociadas con fugas y pérdidas
de aire del sistema. Para evitar estos hechos, las siguientes medidas resultan de gran interés:
- Se requiere realizar auditorías periódicas y comprobar el funcionamiento de los sistemas.
- Los equipos no operativos deben ser aislados.
- A menudo se trata el aire comprimido como un recurso gratuito, incluso sin tener en cuenta su coste
energético.
- Cada 10 l/s de pérdidas de aire comprimido suponen un aumento de consumo de energía
aproximadamente de 7 MWh/año.
La Tabla 30 muestra el coste anual de las pérdidas de aire en función del diámetro equivalente de la
tubería. Las pérdidas en un sistema de aire comprimido pueden llegar a suponer del 20 – 50% del consumo
total de aire.
Tabla 30. Pérdidas de aire, consumo de energía y coste por diámetro de tubería equivalente [32]
4) Calidad del Aire y Temperatura
Aire con pobre calidad deriva en producción de contaminación, incrementa la tasa de fallo de
componentes neumáticos (puede llegar al 70%) y acelera la aparición de fugas. A continuación se presentan
las medidas que se deben tratar:
- Los filtros de entrada bloqueados pueden dar lugar a pérdidas de energía del orden del 3%.
- Las salas de máquinas deben estar bien ventiladas.
- Cada 10 ⁰C de aumento de en la temperatura de entrada aumenta el consumo de energía un 3%.
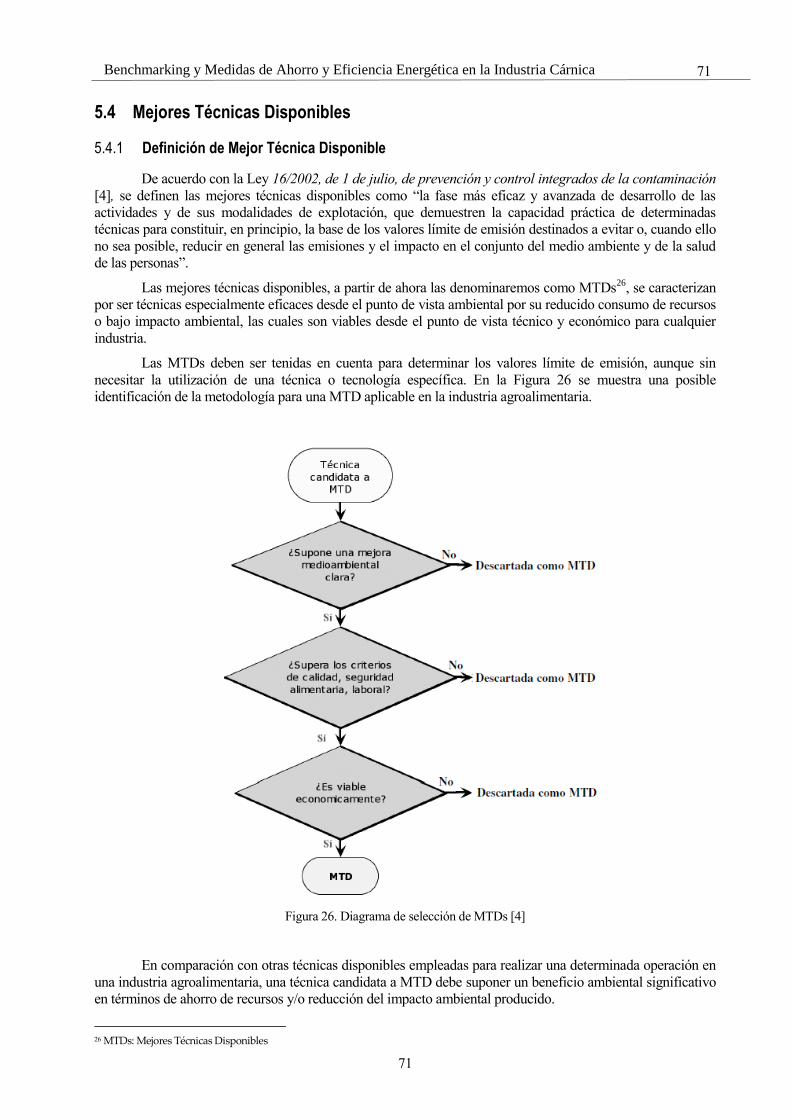
71
71 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
5.4 Mejores Técnicas Disponibles
Definición de Mejor Técnica Disponible 5.4.1
De acuerdo con la Ley 16/2002, de 1 de julio, de prevención y control integrados de la contaminación
[4], se definen las mejores técnicas disponibles como “la fase más eficaz y avanzada de desarrollo de las
actividades y de sus modalidades de explotación, que demuestren la capacidad práctica de determinadas
técnicas para constituir, en principio, la base de los valores límite de emisión destinados a evitar o, cuando ello
no sea posible, reducir en general las emisiones y el impacto en el conjunto del medio ambiente y de la salud
de las personas”.
Las mejores técnicas disponibles, a partir de ahora las denominaremos como MTDs26
, se caracterizan
por ser técnicas especialmente eficaces desde el punto de vista ambiental por su reducido consumo de recursos
o bajo impacto ambiental, las cuales son viables desde el punto de vista técnico y económico para cualquier
industria.
Las MTDs deben ser tenidas en cuenta para determinar los valores límite de emisión, aunque sin
necesitar la utilización de una técnica o tecnología específica. En la Figura 26 se muestra una posible
identificación de la metodología para una MTD aplicable en la industria agroalimentaria.
Figura 26. Diagrama de selección de MTDs [4]
En comparación con otras técnicas disponibles empleadas para realizar una determinada operación en
una industria agroalimentaria, una técnica candidata a MTD debe suponer un beneficio ambiental significativo
en términos de ahorro de recursos y/o reducción del impacto ambiental producido.
26 MTDs: Mejores Técnicas Disponibles

Ahorro y Eficiencia Energética
72
72
Una vez se ha superado este primer requisito, la técnica candidata a MTD debería estar disponible en
el mercado y ser además compatible con la producción de alimentos de calidad y cuya fabricación no
supongan un riesgo laboral o industrial.
Por último, una técnica no se podría considerar MTD si no fuera económicamente viable para la
industria. El coste que supone la adopción de MTDs no debería ser elevado, con el fin de no poner en riesgo la
continuidad de la actividad. Por este motivo, es conveniente recordar que en las instalaciones antiguas, un
cambio de tecnología supone una inversión muy costosa que no siempre se puede asumir, mientras que en
nuevas instalaciones es más lógico considerar otros criterios, la variable ambiental y por tanto las MTDs. Éste
sería uno de los principales objetivos, fomentar la adopción de técnicas productivas respetuosas con el medio
ambiente [4].
MTDs más interesantes 5.4.2
Se identifican numerosas MTDs de carácter específico para el sector cárnico, las cuales se describen
en fichas parar facilitar su consulta y aplicación. Además de estas técnicas específicas, se han seleccionado del
BREF “BATs in the Food, Drink and Milk Industry” [8] una serie de MTDs denominada genéricas que son
aplicables tanto a mataderos como a salas de despiece y salas de elaborados cárnicos.
Este capítulo describe las técnicas que se consideran como las más relevantes para la determinación de
las MTD. Debe verse como el que contiene la información básica para las conclusiones en la determinación de
las MTD que se presentan a continuación.
Este capítulo cubre las técnicas de “procesos integrados” tales como la prevención, el control, la
minimización de consumo y los procedimientos de reutilización y reciclaje. También se incluyen las técnicas
“de final de línea” aplicadas al tratamiento de aguas residuales, a la contaminación del aire y al control de
olores.
Cada técnica se presenta en el formato de la Tabla 31. Si la información no corresponde a ninguna de
estas categorías, se han omitido los epígrafes pertinentes.
Tabla 31. Formato de la información sobre las técnicas que deben tenerse en cuenta para determinar las MTD [8]
73
73 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
En este capítulo se presentan técnicas y, siempre que ello es posible, niveles de emisión y consumo
asociados al uso de la MTD, consideradas adecuadas globalmente al sector y, en muchos casos, reflejan los
rendimientos actuales de algunas instalaciones del sector. En los casos en que se presentan niveles de emisión
o consumo “asociados a las mejores técnicas disponibles”, deben considerarse representativos del rendimiento
ambiental previsto como resultado de la aplicación, en este sector, de las técnicas descritas, teniendo en cuenta
el equilibrio de costes y ventajas inherentes en la definición de MTD.
Sin embargo, estas técnicas no son valores límites de emisión ni de consumo y no deben considerarse
como tales. En algunos casos puede ser técnicamente posible alcanzar mejores niveles de emisión o consumo,
pero debido a los costes implicados o a consideraciones sobre efectos cruzados, no se consideran apropiados
como MTD para el sector en sentido global. Sin embargo, tales niveles pueden considerarse justificados en
casos más específicos, en los que se presentan motivaciones especiales.
Las MTDs se suelen agrupar en función del principal aspecto ambiental que mejoran dentro de los
siguientes grupos, aunque cabe destacar que una misma MTD puede mejorar más de un aspecto ambiental:
- Consumo de agua y generación de aguas residuales.
- Consumo de energía eléctrica y térmica.
- Emisiones a la atmósfera.
- Residuos.
- Olores.
- No específico.
Las medidas para evitar y controlar los niveles de consumo y emisión resultan muy influidas por la
planificación técnica y operativa de cada proceso a nivel de cada operación unitaria. Por lo tanto, algunas
MTDs se refieren a esta cuestión. Cuando no se puede evitar el consumo y las emisiones, la MTD es reducir su
impacto sobre el medio ambiente mediante la aplicación de procesos técnicos y operativos.
Por ejemplo, hay oportunidades para evitar el uso innecesario de agua en muchas operaciones
unitarias y a veces ello también puede conllevar ahorro de energía; por ejemplo, una reducción en el consumo
de agua caliente no sólo reduce el consumo de agua, sino también la energía necesaria para calentarla. Al
evitar el contacto innecesario del agua con las canales y subproductos animales y realizar limpieza en seco se
minimiza la contaminación del agua.
Siendo el objeto del proyecto el ahorro energético en la industria cárnica, vamos a centrarnos en
aquellas medidas que nos permitan reducir el consumo de energía eléctrica y térmica. Para ello se procederá a
describir la técnica adoptada, seguida de una descripción de la mejora ambiente a la que se acompaña con
ejemplos prácticos. Dichas técnicas están recogidas en el manual “BREF Mataderos” [8] siendo estas técnicas
que vamos a describir aplicables en las operaciones y procesos generales para todos los mataderos e
instalaciones de subproductos animales.
Por último, se describe en la parte final de este proyecto un anexo en el que se incluyen una serie de
fichas para facilitar la consulta y aplicabilidad de MTD de carácter específico en la industria cárnica. En ellas
se desciben brevemente la descripción de la técnica y la mejora ambiental; no se han conseguido encontrar
ejemplos prácticos para mejorar su explicación. Estas MTD están localizadas en una guía de dominio público
del Ministerio de Agricultura, Alimentación y Medio Ambiente, “Guía de Mejores Técnicas Disponibles en
España del sector cárnico” [4].

Ahorro y Eficiencia Energética
74
74
5.4.2.1 Utilización de un programa de mantenimiento planificado
Descripción
La utilización de un programa de mantenimiento planificado, el cual incluye el cambio de partes y el
chequeo rutinario de la función del equipamiento, puede reducir significativamente los niveles de emisión y
consumo. Esto puede implicar la designación de un individuo competente con responsabilidad para el
mantenimiento de la gestión en cooperación con los directivos de operaciones. La labor del director de
mantenimiento también puede supervisarse. Se pueden usar los registros de inspecciones, planos, permisos y
otras informaciones relevantes para supervisar las mejoras y anticiparse a las acciones requeridas, tales como
el reemplazo de partes.
Beneficios ambientales logrados
Reducción en los niveles de emisión y consumo y reducción en el riesgo de accidentes en toda la
planta.
Efectos cruzados
Ninguno.
Cuestiones operativas
El tener actualizados los planes de los sistemas de drenaje en los mataderos puede ayudar al
mantenimiento y a la operación del tratamiento de aguas residuales aplicado. La dirección tiene que asegurar
que hay programas de inspección regulares en el recinto para analizar la contención de los tanques, la
integridad de los tanques subterráneos y del drenaje y las canalizaciones sobre el suelo. Algunos ejemplos de
las causas comunes de fugas son las conexiones de tuberías dañadas, bridas y recambios, válvulas gastadas,
inundaciones en tanques de agua, válvulas de cisterna y tuberías y tanques corroídos.
Para un matadero que sacrifica 18.000 pavos al día, igual a 38 aves por minuto, se ha comunicado el
siguiente ahorro potencial en agua: 1.000 m3/año con un ahorro financiero de 625 GBP
27/año (o £/año), por la
reparación de una válvula de bola en un tanque de escaldado; 4.000 m3/año con un ahorro financiero de 2.495
GBP/año, por la reparación de una válvula de bola en una cadena de lavado y 1.000 m3/año con un ahorro
financiero de 625 GBP/año por la reparación de una válvula de bola en un limpiador a presión.
Si los gerentes aseguran que los equipos tales como las calderas se mantienen adecuadamente para
funcionar a su máxima eficiencia de combustión, entonces disminuirán las emisiones a la atmósfera. En
general, las calderas deberían dar un color de humo menor o igual al número 1 de la tabla Ringelmann,
excepto durante los periodos de inicio. Dichos periodos de puesta en marcha no deberían superar los 30
minutos en cualquier período de 24 horas. Además, si se sigue una política de elección de combustibles con el
mínimo potencial contaminador, se reducirá aún más las emisiones. Un ejemplo lo constituye la utilización de
fueloil con poco contenido de azufre, es decir, que contiene menos del 1% en peso de azufre.
Aplicabilidad
Es aplicable a todos los mataderos e instalaciones de subproductos animales.
27 GBP: Libra esterlina británica
75
75 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Motivación para la puesta en práctica
Reducción del tiempo de inactividad debido a averías y accidentes. La consideración rutinaria del
impacto ambiental puede ayudar a conseguir menores niveles de emisión y consumo, dando lugar a ahorro en
costes y al incremento de la confianza de la autoridad reguladora.
Referencias
[33, WS Atkins-EA; 34, ETBPP; 35, WS Atkins Environment/EA]
5.4.2.2 Medida específica de consumo de agua
Descripción
Si se utilizan medidores específicos, el consumo de agua puede medirse a nivel de una operación
unitaria específica en vez de sólo a nivel de la instalación. Se pueden identificar las áreas de sobreconsumo
debido a razones técnicas u operativas y entonces tomarse acciones para optimizar el consumo. Se ha sugerido
que deben tomarse lecturas frecuentes en operaciones unitarias submedidas y anotarlas una vez cada 10
minutos. La utilidad de tales medidas frecuentes depende de la complejidad de los procesos reales y de las
operaciones unitarias y del tamaño y frecuencia de los cambios en el consumo de agua.
Beneficios ambientales logrados
En un recinto, la comparación del consumo real de agua con los valores recomendados llevó a una
reducción en el consumo del 13%. Como consecuencia, el volumen de aguas residuales, que habría tenido que
tratarse también se redujo. Además, dado que un 45% del agua se calentaba 60 ºC, el consumo de energía
también disminuyó.
Efectos cruzados
No se espera ninguno.
Cuestiones operativas
Un caso de una planta de estudio preparó un mapa de su uso de agua. Se instalaron medidores y se
modificaron algunas tuberías para permitir la medida individual del consumo de agua en cada área. Se midió el
consumo de agua caliente y fría separadamente. El mapa permitió resaltar las áreas en las que las mejoras se
podían hacer inmediatamente, por ejemplo, detener el lavado del área de estabulación con agua caliente.
Se estableció un objetivo para tasas de consumo. Se preguntó a los proveedores de equipamiento la
cantidad de agua a utilizar en condiciones óptimas para cada pieza de los equipos. Se instalaron caudalímetros
y se dieron instrucciones a los empleados de mantener la presión entre unos límites de ajuste previo mínimo y
máximo.
Al consultar con los proveedores de equipamiento, resultaron evidentes potenciales de ahorro
inmediato. Por ejemplo, se descubrió que cierto equipo se había dotado de tuberías de 5 cm de diámetro de
admisión para cubrir la extraña ocasión en que la presión del agua cayera súbitamente, pero para el
funcionamiento normal del día a día las tuberías con 2,5 cm de diámetro de admisión ya resultaban adecuadas.
El programa de formación para nuevos empleados se actualizó para abarcar los métodos de
minimización de consumo de agua. Se incluyeron informes de fugas, derrames y válvulas defectuosas y una
formación sobre la tarea en el uso de medidores de flujo en línea.
Aplicabilidad
Aplicable a todos los mataderos e instalaciones de subproductos animales.
Ahorro y Eficiencia Energética
76
76
Aspectos económicos
En el caso de la instalación de estudio, los caudalímetros costaban entre 200 y 300 £ cada uno. La
modificación de tuberías y la instalación de 20 metros de ellas tuvieron un coste total de 30.000 £. Esto
condujo a una reducción de cerca de 23.000 £ /año en el agua de la empresa y en la factura de vertido. No se
dispone de información sobre los ahorros de energía asociados. En la última revisión, se informó de que
habían submedidores disponibles a un coste de aproximadamente 30 € cada uno.
Motivación para la puesta en práctica
Reducir el consumo de agua y, por tanto, ahorrar dinero.
Plantas de ejemplo
Como mínimo un matadero de ganado bovino y ovino y un matadero de cerdos en el Reino Unido.
Referencias
[36, DoE; 34, ETBPP]
5.4.2.3 Puesta en práctica de sistemas de gestión energética
Descripción
La mejora de la eficiencia energética puede llevar a importantes ahorros financieros.
Beneficios ambientales logrados
Uso reducido de energía y reducciones potenciales de otros niveles de emisión y consumo asociados
con algunas operaciones unitarias. Por ejemplo, el menor consumo de agua caliente puede implicar un menor
consumo tanto de energía como de agua. La adopción de una aproximación formal para evaluar el consumo e
identificar las áreas de mejora potencial puede servir para identificar las áreas que de otro modo se pasarían
por alto; por ejemplo en los mataderos, una proporción significativa del consumo global de energía es para la
refrigeración en los períodos en que no se sacrifica.
Efectos cruzados
Ninguno.
Cuestiones operativas
Se dispone de métodos formales que proporcionan una aproximación estructurada para valorar la
situación actual e introducir sistemas mejorados para la gestión de las mejoras en curso. Uno de estos métodos
se resume en la Tabla 32. Proporciona un sistema de puntuación basado en 6 criterios de realización que al
analizarse se pueden utilizar para identificar los puntos fuertes y débiles de las organizaciones y cuáles son las
prioridades para la mejora. Incluye referencias a los costes y ahorros financieros, por lo que pueden captar la
atención de la alta dirección para quienes el rendimiento de la organización suele tener una alta prioridad. La
puntuación obtenida indica la mejora potencial para cada criterio y puede utilizarse para planificar y priorizar
las mejoras. El sistema de puntuación puede repetirse periódicamente para supervisar cualquier mejora.
Las mejoras en cualquier criterio de realización pueden conllevar a facilitar la información,
instrucción y formación para motivar el cambio en todos los niveles de la organización.

77
77 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Tabla 32. Matriz de la gestión energética [8]
Aplicabilidad
Es aplicable a mataderos e instalaciones de subproductos animales.
Aspectos económicos
Se ha constatado que la gestión mejorada de la energía podría reducir la cantidad de dinero gastado en
energía a nivel nacional en el Reino Unido en un 20%. El dinero ahorrado podría entonces utilizarse para
financiar actividades centrales, bajar los costes de operación y aumentar los beneficios, mejorar los productos
o servicios o para mejorar las condiciones de trabajo para reducir el impacto de las organizaciones en el medio
ambiente.
Motivación para la puesta en práctica
Consumo reducido de energía y de los costes consecuentes.

Ahorro y Eficiencia Energética
78
78
Referencias
[37, ETSU]
5.4.2.4 Gestión energética en una planta de carne roja
Esta “técnica” se resume en el informe de un caso de estudio de un proyecto de ahorro de energía y
agua llevado a cabo en una instalación donde se sacrifica ganado bovino y ovino. En este recinto también se
llevan a cabo ciertos deshuesados de la carne y aprovechamiento de los subproductos. El proyecto incorporó
varias técnicas generales cuya aplicación puede ser considerada en mataderos e instalaciones de subproductos
animales. Se describirán algunas de las técnicas individuales bajo apartados separados. Se presenta el proyecto
global por tres razones: 1) ilustra el método utilizado para identificar aquellas operaciones unitarias que eran
grandes consumidoras y/o grandes emisoras, donde se podían realizar mejoras; 2) muestra la importancia del
compromiso de la gestión ante tal iniciativa, asegurando que se ponga en práctica con éxito; 3) también
muestra que para que exista este compromiso, los gerentes deben comprender las cuestiones y los potenciales
beneficios derivados de la investigación en la prevención de la contaminación y en las técnicas de control.
Nótese, no obstante, que no se calcularon para cada técnica individual presentada todos los beneficios
ambientales y financieros.
Descripción
Se llevó a cabo una estrategia de ahorro energético en una planta de carne roja mediante la utilización
de un sistema informático “Monitoring and Targeting”. El sistema monitoriza continuamente el aceite, la
electricidad, el agua caliente y fría, las temperaturas en cámaras de refrigeración y áreas de trabajo frías, si la
planta más fría está en funcionamiento o no, si la caldera está encendida o apagada y las temperaturas en la
planta de grasa y en la planta de subproductos. También se utiliza para obtener datos en el consumo de
combustible y agua en áreas específicas de la instalación.
El vapor, el agua caliente, el agua fría y la electricidad se miden individualmente en las salas de
matanza, en las salas de deshuesado, el bloque de oficinas, la planta de grasa y la planta de subproductos. Los
objetivos de utilización están fijados. Se ha constatado que esto es particularmente exitoso para el uso de agua
caliente. Este éxito parece deberse a que el uso de agua caliente es el servicio más personalmente atribuible y
se ha observado que ha conducido a un espíritu competitivo entre los trabajadores, a nivel departamental.
El consumo de electricidad, combustible, aceite y agua estaban ligados a los niveles de producción
mediante un programa informático de hoja de cálculo. Como resultado, la alta dirección se interesó mucho por
la reducción energética. Se invirtió en medidas de ahorro energético. El éxito del proyecto estuvo asegurado
por el entusiasmo generado en los trabajadores de planta. La técnica sirvió para probar la efectividad de las
medidas de ahorro energético introducidas y, por ello, alentó más acciones. La supervisión continua de
consumo de combustible y agua permitió la investigación y redirección de lecturas anómalas y, por tanto, se
evitaron los costes excesivos.
Las principales mejoras técnicas realizadas fueron las siguientes. Se instalaron tanques de
esterilización para los cuchillos empleados en el sacrificio y el deshuesado. Se instalaron cubas para la
limpieza de manos y delantales. Se racionalizaron y aislaron las tuberías de vapor, agua y aire comprimido. Se
instalaron paneles de control eléctrico selectivo. Se instalaron controles de tiempo en la planta de refrigeración
para tener en cuenta los requerimientos reales de los procesos. Se instalaron válvulas de aislamiento
controladas informáticamente para los suministros de agua caliente y vapor. Se introdujo un sistema
informático para desconectar las alarmas cuando las puertas de la sala de refrigeración y las puertas de carga
exteriores se dejaban abiertas y para medir durante cuánto tiempo se dejaban abiertas.
Entre otras acciones adicionales de ahorro energético que se podrían haber tomado está el aislamiento
de paredes y techos frente al calentamiento y el enfriamiento. Cerca del 25 – 40% del calor se pierde a través
de las paredes exteriores debido a que el edificio está poco aislado. Un buen aislamiento puede reducir esta
pérdida hasta un 75%.

79
79 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Beneficios ambientales logrados
Menor consumo de energía y agua.
Efectos cruzados
No se constataron impactos ambientales negativos.
Cuestiones operativas
Se constató en la instalación descrita en el caso de estudio que el uso reducido de combustible, aceite y
electricidad ahorró 6.914 GJ y 820 GJ, respectivamente, por año. La reducción en las emisiones a
consecuencia del uso reducido de combustible en la instalación fue de aproximadamente 561 toneladas de CO2
y de 9,7 toneladas de SO2 por año, y debido al menor uso de electricidad, hubo una reducción de
aproximadamente 164 toneladas de CO2 y 2,8 toneladas de SO2 en la central eléctrica. Se comunicó una
reducción en el uso de agua de entre 116.000 m3 y 95.000 m
3, es decir, 21.000 m
3 por año. Esto también
quedó reflejado en una reducción en la descarga de efluentes, si bien esto no se puede cuantificar ya que
precedió a la instalación de un medidor para la supervisión de los vertidos, que se instaló después de haber
hecho las medidas del caso de estudio y después de que se instalara una nueva planta de vertidos. La nueva
planta de vertidos resultó tener una reducción de la DQO y de sólidos en suspensión en la descarga.
Aplicabilidad
Aplicable a todos los mataderos e instalaciones de subproductos animales.
Aspectos económicos
Los costes de puesta en práctica, ahorros anuales reales en energía y agua, ahorros financieros reales y
tiempo de retorno de la inversión se muestran en la Tabla 33.
Motivación para la puesta en práctica
Al aumentar los costes energéticos de la compañía, se buscó e identificó un método para reducirlos
sistemáticamente. El método era atractivo, ya que la reducción en los costes energéticos se podía medir y,
además, relacionar con los niveles de producción.
Plantas de ejemplo
Un matadero de ganado bovino y ovino en el Reino Unido.
Referencias
[36, DoE; 38, CE]

Ahorro y Eficiencia Energética
80
80
Tabla 33. Resumen de costes y ahorros asociados con las mejoras ambientales [8]
5.4.2.5 Puesta en práctica de sistemas de gestión de la refrigeración
Descripción
Se ha constatado que la mayoría de plantas de refrigeración se pueden mejorar para ahorrar hasta un
20% de su consumo energético. El estudio de la planta puede conducir a la identificación de las posibilidades
técnicas y operativas para mejorar la eficiencia energética y ahorrar dinero.
Una planta puede ser fiable y aun así ser ineficiente. Una planta diseñada y operada para ser eficiente,
sin embargo, inevitablemente es más fiable; por ejemplo, el compresor no tiene que trabajar tan intensamente
en una planta eficiente, lo cual lo hace menos propenso a la avería y, por tanto, más fiable.
Beneficios ambientales logrados
Menor uso de energía. Reducción en las emisiones de refrigerantes, generalmente de pequeñas fugas y
accidentes importantes.
Efectos cruzados
Ninguno.

81
81 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Cuestiones operativas
Cada componente de la planta puede investigarse separadamente para medir o estimar su consumo
energético y los costes operativos asociados. También puede ser útil para identificar qué es lo que se enfría
exactamente.
Los costes de operación se pueden calcular para cada elemento de la planta bien mediante la
intensidad de la corriente en todos los medidores y consumidores de potencia o bien, con unos resultados
menos precisos, midiendo los tiempos de funcionamiento y combinándolos con la información de potencia
facilitada por el fabricante. Pueden incluirse otros costes tales como el mantenimiento, el llenado de
refrigerante, labores rutinarias y el tratamiento del agua. Esto permite poner como objetivo y supervisar tanto
la energía como el ahorro en los costes.
Se pueden distinguir dos tipos de carga para refrigerantes: 1) cargas de producto, es decir, lo que hay
que enfriar, y 2) cargas parásitas, es decir aquéllas no relacionadas directamente con el producto, como calor
generado por luces o motores en espacios fríos. Esta distinción es útil porque las acciones que deben realizarse
para minimizar los dos tipos de carga son distintas.
Aplicabilidad
Es aplicable en todos los mataderos y a aquellas instalaciones de subproductos animales que tienen
una planta de refrigeración.
Aspectos económicos
Se ha comunicado que una inversión para ahorrar hasta un 20% de energía normalmente tiene un
tiempo de recuperación de la inversión inferior a dos años.
El ahorro logrado en la planta del caso de estudio se muestra en la Tabla 34. La inversión total fue de
30.000 £. El coste adicional para las características de ahorro energético fue de 4.000 £. El período de
recuperación de la inversión para el coste marginal de las características de ahorro energético fue de 9 meses.
Tabla 34. Resumen de las principales características de ahorro energético en un almacén de frío modificado [8]
Motivación para la puesta en práctica
Menores costes energéticos.
Plantas de ejemplo
Una compañía de distribución de alimentos refrigerados en el Reino Unido.

Ahorro y Eficiencia Energética
82
82
Referencias
[39, ETSU; 40, ETSU]
5.4.2.6 Control de los tiempos de funcionamiento de la planta de refrigeración
Descripción
Se hizo uso de controles secuenciales y temporales para que las operaciones de refrigeración encajaran
con los requerimientos del proceso.
Beneficios ambientales logrados
Menor uso de energía.
Efectos cruzados
No se informó de ningún impacto ambiental negativo.
Cuestiones operativas
Se constató un ahorro energético anual de 269 GJ en un matadero de ejemplo, de ganado bovino y
ovino en el Reino Unido.
Aplicabilidad
Es aplicable en todos los mataderos e instalaciones de subproductos animales que tienen una planta de
refrigeración.
Aspectos económicos
Los costes de puesta en práctica, el ahorro real en energía y agua, el ahorro financiero real y el tiempo
de retorno de la inversión se muestran en la Tabla 32.
Motivación para la puesta en práctica
El incremento de los costes energéticos y la identificación de un método para reducirlos
sistemáticamente de modo que puedan medirse a la vez que relacionarlos con los niveles de producción.
Plantas de ejemplo
Un matadero de ganado bovino y ovino en el Reino Unido.
Referencias
[36, DoE]

83
83 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
5.4.2.7 Recuperación del calor de plantas de refrigeración
Descripción
Existen posibilidades para la recuperación del calor de grandes instalaciones frigoríficas centrales, por
ejemplo del refrigerante comprimido y de la condensación del refrigerante.
Beneficios ambientales logrados
Consumo de energía reducido. El calor recuperado puede utilizarse para precalentar agua caliente. Un
funcionamiento reducido del ventilador del condensador tiene como consecuencia menos ruido.
Efectos cruzados
Ninguno.
Aplicabilidad
Es aplicable a todos los mataderos.
Aspectos económicos
El tiempo de recuperación de la inversión es de 3 – 6 años.
Motivación para la puesta en práctica
Costes energéticos reducidos.
Referencias
[41, Países nórdicos; 42, Pontoppidan O.]
5.4.2.8 Aislamiento de servicios de vapor y agua
Descripción
Las válvulas de aislamiento instaladas en las tuberías para suministrar fluido en forma de vapor, agua
caliente (a 42 °C y a 82 °C) y agua fría, ligadas a un control de tiempo informatizado en varias áreas, dio como
resultado una reducción en las pérdidas de agua. El sistema facilitó identificar y detener las fugas y los grifos
dejados abiertos en horas de no funcionamiento. La prevención del derroche de agua calentada también ahorró
energía.
Beneficios ambientales logrados
Un ahorro anual de agua de 2.700 m3 y un ahorro de energía de 1.891 GJ.
Efectos cruzados
No se informó de ningún impacto ambiental negativo.
Ahorro y Eficiencia Energética
84
84
Aplicabilidad
Plenamente aplicable.
Aspectos económicos
Los costes de puesta en práctica, el ahorro real en energía y agua, el ahorro financiero real y el tiempo
de recuperación de la inversión se muestran en la Tabla 32.
Motivación para la puesta en práctica
El incremento de los costes energéticos y la identificación de un método para reducirlos
sistemáticamente, de modo que puedan medirse a la vez que relacionarse con los niveles de producción.
Plantas de ejemplo
Un matadero de ganado bovino y ovino en el Reino Unido. Varias plantas de aprovechamiento en
Alemania.
Referencias
[36, DoE; 43, Alemania]
5.4.2.9 Uso de válvulas mezcladoras para vapor y agua controladas con termostato
Descripción
Las válvulas mezcladoras de vapor y agua controladas con termostato que controlan automáticamente
la temperatura del agua pueden eliminar el riesgo de que un operador poco formado o con un exceso de
prudencia establezca unas temperaturas del agua demasiado altas y, como consecuencia, se usen cantidades
excesivas de energía.
Beneficios ambientales logrados
Consumo de energía reducido. Las grasas en las aguas residuales son más fáciles de retirar a
temperaturas más bajas.
Efectos cruzados
Ninguno.
Cuestiones operativas
Si el agua caliente se suministra mezclando vapor con agua fría en el punto de utilización, la
temperatura del agua se controla a menudo manualmente ajustando las válvulas mezcladoras de vapor y agua.
La presión del vapor y la presión del agua pueden variar a lo largo del día, con lo que la temperatura también
puede variar. Para asegurar que se alcanzan los requisitos mínimos de temperatura, no necesariamente
requeridos por ley, en el agua de lavado o aclarado, un operario puede abrir lo suficiente las válvulas del vapor
para que el agua siempre permanezca por encima de cierta temperatura. Esto conduce a temperaturas
innecesariamente altas cuando la presión del vapor es alta o la presión del agua es baja. Si se utilizan válvulas
mezcladoras para vapor y agua controladas con termostato, éstas pueden controlar automáticamente la
temperatura del agua y liberar al operario de la responsabilidad de juzgar cuál es el ajuste correcto.

85
85 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
A continuación se muestra el cálculo de ahorro energético derivado de una disminución de la
temperatura del agua de limpieza en un puesto mediante la instalación de una válvula mezcladora para vapor y
agua controlada automáticamente.
Este cálculo presupone una temperatura inicial de 100 ºC y un caudal de 83,3 l/min. La temperatura
del punto de impacto del agua de limpieza es de 60 ºC. Se utiliza gas en una caldera de vapor con un coste de
4,67 $/GJ). Se asume que la eficiencia del sistema es del 70% y que se utiliza la manguera durante 2 horas/día,
250 días/año. El ahorro anual calculado es de 2.698 $28. Otro ejemplo muestra el ahorro en energía y coste al
utilizar agua con una temperatura de entrada de 16 ºC y al bajar la temperatura a la que se calienta el agua de
71 ºC a diversos valores más bajos. El ejemplo asume un uso de agua de 831 l/min, 6 horas/día durante 250
días/año. La Tabla 35 muestra algunos ejemplos de ahorro.
Tabla 35. Ahorro anual en energía y coste por manguera al bajar la tempertura desde 71 ⁰C [8]
Aplicabilidad
Es aplicable en todos los mataderos e instalaciones de subproductos animales.
Aspectos económicos
Se sabe que las válvulas cuestan 450 – 700 $ y que el retorno de la inversión depende de los ajustes
previos de temperatura del agua y de la variación de la temperatura por encima de estos valores.
Motivación para la puesta en práctica
Costes de energía reducidos.
Referencias
[44, Ockerman H. W. y Hansen C. L.]
5.4.2.10 Puesta en práctica de sistemas de gestión de la iluminación
Descripción
Se puede redistribuir la disposición de las luces fluorescentes existentes en salas normalmente
ocupadas que cuentan con reflectores inefectivos o con ninguno y que usan dos tubos fluorescentes. Se trata de
incorporar un reflector y de utilizar un solo tubo fluorescente de ahorro de energía. Otra opción que se está
llevando más a cabo y resulta más eficiente, es la de incorporar luminarias de tipo LED. Se puede ahorrar
energía sin reducir la eficiencia en la iluminación.
28 USD: Dólar Estadounidense

Ahorro y Eficiencia Energética
86
86
En salas que no están ocupadas de forma regular, como el almacén de empaquetado de materiales y la
sala de pieles, la iluminación puede estar controlada con sensores.
Beneficios ambientales logrados
Consumo de energía y agua reducido.
Efectos cruzados
Ninguno.
Cuestiones operativas
No se debe comprometer ningún requerimiento para la iluminación de emergencia, la salud y
seguridad o las medidas antiincendio.
Aplicabilidad
Es aplicable en todos los mataderos e instalaciones de subproductos animales.
Motivación para la puesta en práctica
Consumo de energía y costes asociados reducidos.
Plantas de ejemplo
Como mínimo un gran matadero de ganado bovino danés y un matadero avícola en el Reino Unido
han incorporado luces accionadas con sensores en salas que no se ocupan regularmente. En particular, el
matadero avícola del Reino Unido ha instalado reflectores acoplados a tubos únicos de ahorro de energía.
Referencias
[41, Países nórdicos; 45, Clitravi -DMRI]

87
87 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
6 CASO PRÁCTICO
6.1 Introducción
En Portugal, la industria alimentaria sigue la tendencia europea, representando un 13,2% del conjunto
total en la industria de este país. Dentro de la industria alimentaria, el sector más importante corresponde a la
industria cárnica. En 2010 este sector estaba representado por 1159 industrias con un volumen de ventas de
1130 millones de euros o dicho de otra manera, el 12,3% del volumen de ventas de la industria alimentaria
[46].
Los embutidos son los principales productos en la industria cárnica portuguesa. De acuerdo a las
estadísticas del año 2012 estas industrias produjeron 87400 toneladas de productos embutidos, representando
el 46,8% de toda la producción cárnica del país y generando un volumen de ventas de 249,4 millones de euros
[47].
En general, las industrias de este sector utilizan dos tipos de energía: electricidad y combustibles
fósiles. La electricidad se usa principalmente en los sistemas de enfriamiento para cumplir con los requisitos
de seguridad alimentaria [48]. En el caso particular de las industrias de embutidos, alrededor del 25% de la
energía total se usa para procesos de enfriamiento y refrigeración y un 48% para el procesado del producto.
Sin embargo, pueden existir periodos en los que los sistemas de enfriamiento pueden llegar a consumir entre el
45-90% de la electricidad total.
El consumo de energía en las industrias de embutidos depende de varios factores como el tipo de
producto procesado, el tamaño y la estructura del producto, las propiedades físicas y químicas de las materias
primas, la tecnología usada o cómo de eficiente funciona la industria.
Dado que los costes energéticos suelen ser bastante elevados en una industria de estas características,
resulta un reto para los propietarios mantenerse en una posición competitiva. Para ello, estas industrias usan las
BAT´s (Best Avaliable Techniques) con el objetivo en mente de mejorar su eficiencia energética.
Los indicadores de eficiencia energética estudiados anteriormente en el capítulo 4 nos permiten
realizar una evaluación del uso energético (eléctrico y térmico) de una industria y a su vez compararla con otra
del mismo sector. Estos indicadores nos ayudarán a encontrar las mejores técnicas disponibles para reducir el
consumo final de energía.
En Portugal, el sector de la industria alimentaria se compone mayoritariamente por pequeñas y
medianas empresas, las cuales al tener un consumo energético inferior a 500 toe (tonnes of oil equivalent) no
requieren por el gobierno una evaluación de su rendimiento energético.
En este capítulo se presenta un estudio con los resultados de encuestas a 20 industrias de embutidos
localizadas en la región central de Portugal. En él, se analizan las características de las infraestructuras, los
sistemas de refrigeración, el consumo de energía, el rendimiento energético y los posibles ahorros de energía.
6.2 Estudio del caso práctico
A continuación se presenta un caso real con el objetivo de demostrar cómo son evaluados los
principales puntos del consumo de energía y las medidas de ahorro y eficiencia energéticas. Empezamos por
describir el diagrama del proceso de producción del subsector de embutidos en Portugal.
6.2.1 Proceso Productivo
Existe una amplia variedad de productos embutidos en Portugal. Esto depende de la materia prima
usada, de los tipos de condimentos y de los procesos usados.

Caso Práctico
88
88
La elaboración de los embutidos por escaldado y secado comprende varios pasos consecutivos, los
cuales incluyen: recepción de la materia prima, conservación de la carne en cámaras frigoríficas o de
congelación, la descongelación de la carne, cortado, mezclado, maduración (24 – 48 horas), sazonado de la
carne, secado y la estabilización final del producto. Una vez terminado el ciclo, el producto está preparado para
ser empaquetado y transportado a los centros de venta [49], [50].
Figura 27. Diagrama del proceso productivo de embutidos en Portugal [23]
El proceso productivo típico de este subsector cárnico se muestra en la Figura 27. Resulta interesante
comentar que el proceso de elaboración presenta cuatro niveles distintos de temperaturas. Congelado de la
carne (-18 ⁰C), enfriamiento y maduración de la carne (0 – 6 ⁰C), refrigeración de las cámaras donde se
realizan operaciones como corte, mezclado o llenado (12 - 14 ⁰C) y salas de cocción y secado (temperaturas
por debajo de 26 ⁰C).
6.2.2 Datos de Partida
Para evaluar el consumo eléctrico en el subsector cárnico de los embutidos y caracterizar sus sistemas
de refrigeración se realizaron auditorías energéticas en 20 diferentes instalaciones, todas ellas localizadas en la
región central de Portugal. Estas industrias, llamadas en el caso práctico como CS1 – CS20 realizan el mismo
tipo de actividad y tienen un sistema de producción similar.
Las auditorías se desarrollaron en dos fases. En la primera de ellas, cada compañía fue visitada con el
objetivo de cumplimentar una serie de cuestiones predefinidas. Específicamente aspectos relacionados con la
infraestructura de la planta, el tipo de proceso llevado a cabo, niveles de consumo en ese momento,
identificación y caracterización de los sistemas de refrigeración.
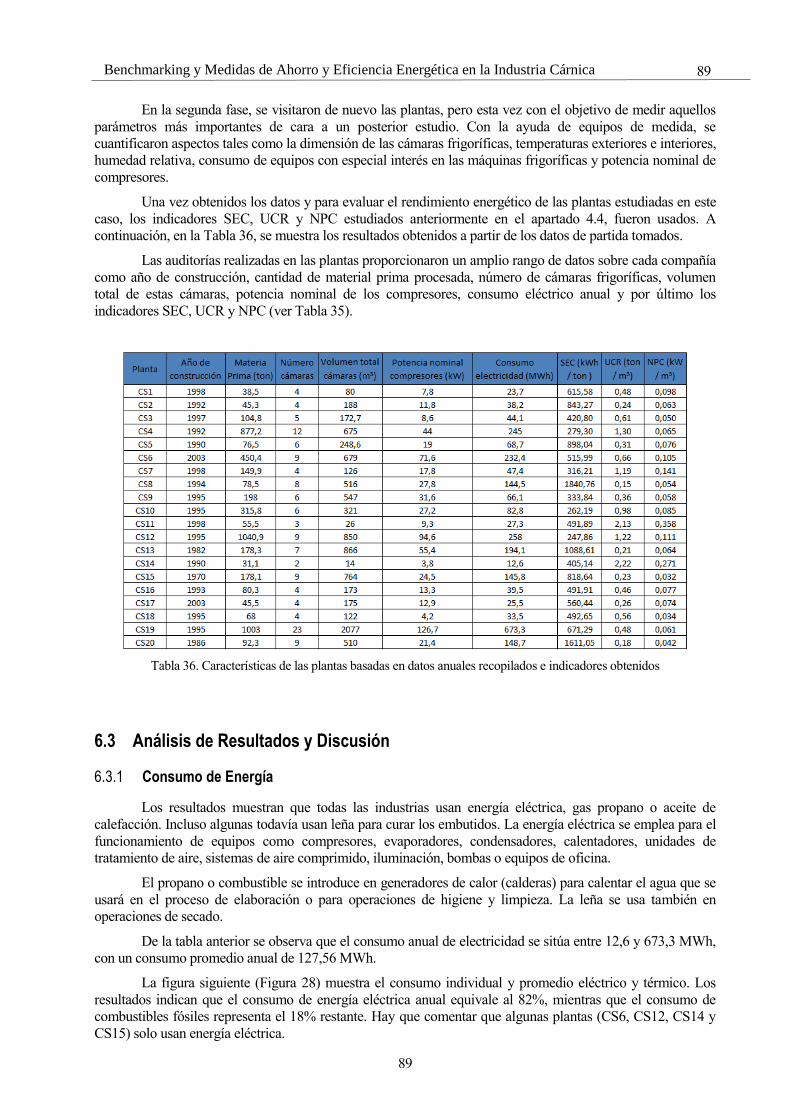
89
89 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
En la segunda fase, se visitaron de nuevo las plantas, pero esta vez con el objetivo de medir aquellos
parámetros más importantes de cara a un posterior estudio. Con la ayuda de equipos de medida, se
cuantificaron aspectos tales como la dimensión de las cámaras frigoríficas, temperaturas exteriores e interiores,
humedad relativa, consumo de equipos con especial interés en las máquinas frigoríficas y potencia nominal de
compresores.
Una vez obtenidos los datos y para evaluar el rendimiento energético de las plantas estudiadas en este
caso, los indicadores SEC, UCR y NPC estudiados anteriormente en el apartado 4.4, fueron usados. A
continuación, en la Tabla 36, se muestra los resultados obtenidos a partir de los datos de partida tomados.
Las auditorías realizadas en las plantas proporcionaron un amplio rango de datos sobre cada compañía
como año de construcción, cantidad de material prima procesada, número de cámaras frigoríficas, volumen
total de estas cámaras, potencia nominal de los compresores, consumo eléctrico anual y por último los
indicadores SEC, UCR y NPC (ver Tabla 35).
Tabla 36. Características de las plantas basadas en datos anuales recopilados e indicadores obtenidos
6.3 Análisis de Resultados y Discusión
Consumo de Energía 6.3.1
Los resultados muestran que todas las industrias usan energía eléctrica, gas propano o aceite de
calefacción. Incluso algunas todavía usan leña para curar los embutidos. La energía eléctrica se emplea para el
funcionamiento de equipos como compresores, evaporadores, condensadores, calentadores, unidades de
tratamiento de aire, sistemas de aire comprimido, iluminación, bombas o equipos de oficina.
El propano o combustible se introduce en generadores de calor (calderas) para calentar el agua que se
usará en el proceso de elaboración o para operaciones de higiene y limpieza. La leña se usa también en
operaciones de secado.
De la tabla anterior se observa que el consumo anual de electricidad se sitúa entre 12,6 y 673,3 MWh,
con un consumo promedio anual de 127,56 MWh.
La figura siguiente (Figura 28) muestra el consumo individual y promedio eléctrico y térmico. Los
resultados indican que el consumo de energía eléctrica anual equivale al 82%, mientras que el consumo de
combustibles fósiles representa el 18% restante. Hay que comentar que algunas plantas (CS6, CS12, CS14 y
CS15) solo usan energía eléctrica.
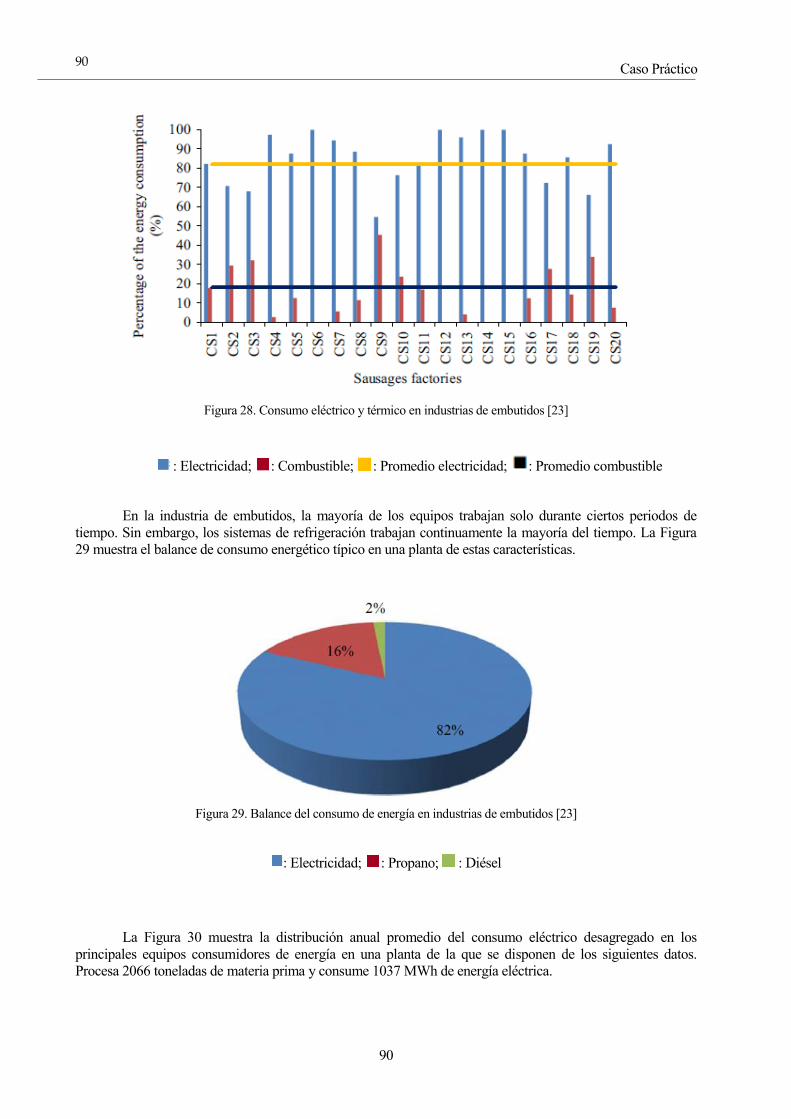
Caso Práctico
90
90
Figura 28. Consumo eléctrico y térmico en industrias de embutidos [23]
: Electricidad; : Combustible; : Promedio electricidad; : Promedio combustible
En la industria de embutidos, la mayoría de los equipos trabajan solo durante ciertos periodos de
tiempo. Sin embargo, los sistemas de refrigeración trabajan continuamente la mayoría del tiempo. La Figura
29 muestra el balance de consumo energético típico en una planta de estas características.
Figura 29. Balance del consumo de energía en industrias de embutidos [23]
: Electricidad; : Propano; : Diésel
La Figura 30 muestra la distribución anual promedio del consumo eléctrico desagregado en los
principales equipos consumidores de energía en una planta de la que se disponen de los siguientes datos.
Procesa 2066 toneladas de materia prima y consume 1037 MWh de energía eléctrica.

91
91 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Figura 30. Distribución anual del consumo eléctrico típico en industrias de embutidos [23]
: Sistemas de refrigeración; : Motores; : Iluminación; : Aire comprimido; : Otros
Atendiendo a las figuras anteriores, la energía eléctrica es la principal fuente de energía en la industria
de embutidos y los sistemas de refrigeración son los mayores consumidores de energía (48,5%) seguido de los
motores eléctricos (38,7%).
Por otro lado, para industrias con menor actividad, la distribución del consumo cambia. Los sistemas
de enfriamiento asumen un rol aún más protagonista. Por ejemplo, para una planta que procesa 104,8
toneladas de materia prima y consume 4,42 MWh de energía eléctrica, el consumo eléctrico correspondiente a
los sistemas de enfriamiento equivale al 79,2%; mientras que los motores eléctricos un 11,1%.
Análisis de los Indicadores de Eficiencia Energética 6.3.2
El consumo específico de energía (SEC) de las industrias estudiadas en este capítulo está comprendido
entre 248 y 1840 𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀−1 , con un valor promedio de 660,27 𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀
−1 , tal y como se muestra en la
siguiente figura (Figura 31).

Caso Práctico
92
92
Figura 31. Valores de SEC para las plantas estudiadas [23]
: Valores índice SEC para cada planta; : Valor medio SEC para las plantas estudiadas; : Valor
referencia SEC encontrado en la bibliografía [23]
Como se puede observar en la figura anterior, existe un amplio rango de valores de SEC entre las
distintas factorías estudiadas. Para profundizar en el caso práctico, las plantas con mayor y menor SEC fueron
analizadas en detalle. Comparando los distintos valores de SEC obtenidos, es posible comprobar qué planta
funciona de manera más eficiente y cuáles son los factores que contribuyen a la diferencia entre ellas.
Una de las plantas con menor SEC fue la CS10, construida en el año 1995. Tiene los cerramientos
exteriores construidos con panel de poliuretano con un espesor de 120 mm y la cubierta con paneles de 40
mm. Además, la altura en la zona de trabajo permanece prácticamente constante (4 metros) y está bien
ventilada.
Esta industria utiliza energía térmica de una caldera que se encuentra en las unidades de tratamiento de
aire empleadas en la operación de secado. Incluso posee de un sistema para regular la producción diaria, lo que
le permite minimizar el uso de los sistemas de refrigeración.
La suma de estos factores positivos lleva a la planta a tener un SEC de 262,19 𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀−1 . Este
resultado permite afirmar que la calidad de los materiales de la infraestructura, los cerramientos en muros,
cámaras frigoríficas, cubiertas y tejados son factores importantes de cara a conseguir estos resultados. Además,
el modo de utilización de la energía térmica para la curación de embutidos y el buen uso y mantenimiento de
los equipos de refrigeración contribuyen a mejorar la eficiencia energética.
La industria con el mayor índice SEC fue la CS8. Esta planta fue construida en el año 1994 con
albañilería y con una placa de cubierta metálica. Las cámaras frigoríficas están revestidas por paneles de
poliuretano con 60 mm de espesor. Existe también un altillo sin ventilación, donde se alcanzan temperaturas
por encima de los 50 ⁰C.
La planta cuenta con un sistema de refrigeración compacto instalado dentro del recinto, lo cual
conduce a unas pérdidas de calor del condensador como resultado de la defectuosa colocación del equipo. Para
mantener las condiciones adecuadas de funcionamiento de los equipos, la temperatura se fija en 8 – 10 ⁰C (por
debajo de la temperatura estándar de 12 ⁰C).
Como se puede ver en la Tabla 35 esta industria posee el menor índice UCR (0,15 𝑡𝑜𝑛𝑅𝑀 𝑚−3). Por
otro lado, también es una de las de menor valor del índice NPC (0,054 𝑘𝑊 𝑚−3).
Una instalación incorrecta de los equipos de refrigeración y el uso de baja temperatura de
evaporación, combinada con grandes pérdidas de calor dentro de la instalación, hacen que los sistemas de
enfriamiento presenten un alto consumo de energía eléctrica. Todos estos factores contribuyen a que la planta

93
93 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
CS8 presente el mayor SEC (1840,76 𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀
−1 ), bastante alejado del consumo medio de 660,27
𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀−1 .
El análisis de las dos plantas mostrado anteriormente ha servido para demostrar cómo influyen
distintos factores en el rendimiento energético en el subsector de la industria de embutidos. Estos resultados
permiten afirmar que existen potenciales de ahorro que pueden ser determinados si las ineficiencias detectadas
son corregidas.
Volviendo al caso práctico y asumiendo que todas aquellas plantas con un SEC por encima de la
media (ver Figura 31) implementaran medidas de ahorro para mejorar la eficiencia energética hasta alcanzar
este valor medio, se debería esperar un total del 24% de reducción del consumo de energía eléctrica.
Pasamos a analizar los resultados del índice UCR. La Figura 32 muestra que no todas las plantas
utilizan las cámaras frigoríficas de una manera adecuada. Un bajo valor del índice UCR equivale a decir que
no se utiliza todo el volumen de almacenamiento disponible. Consecuentemente, estas plantas que trabajan por
debajo de su capacidad de almacenamiento nominal presentan valores altos del índice SEC, lo que lleva a una
disminución de su eficiencia energética.
Figura 32. Valores de UCR para las plantas estudiadas [23]
De este análisis llegamos a la conclusión que el volumen y modo de almacenamiento en las cámaras
frigoríficas es un factor determinante en la búsqueda de la mejora de la eficiencia energética. El valor medio
del índice UCR en este caso es de 0,713 𝑡𝑜𝑛𝑅𝑀 𝑚−3.
Por último pasamos a analizar los resultados del índice NPC que se muestran en la Figura 33. En ella
se puede observar que existe cierta uniformidad en los valores obtenidos, de lo que se deduce que el tamaño y
capacidad de los sistemas de refrigeración presentan una cierta estandarización.

Caso Práctico
94
94
Figura 33. Valores de NPC para las plantas estudiadas [23]
Sin embargo, existen dos plantas, la CS11 y la CS14 que tienen un valor del índice NPC mucho
mayor que el resto. A la vez, estas dos instalaciones son las que mayor índice UCR presentan y a partir de ahí
que estos resultados sean coherentes. Finalmente, el valor medio del índice NPC vale 0,096 𝑘𝑊 𝑚−3.
6.4 Mejores Técnicas Disponibles
Los siguientes puntos en cuanto a desarrollo sostenible energético de la industria de embutidos
están basados a partir de los fallos e ineficiencias de las distintas plantas encontradas a lo largo de este
estudio. Algunas de las medidas propuestas están relacionadas con la búsqueda en el estudio de “Evans et
al. Specific energy consumption values for various refrigerated food cold stores” y “Assessment of
methods to reduce the energy consumption of food cold stores” [24], [51].
Las medidas de ahorro energético que adoptaremos se realizan con el objetivo de reducir costes
energéticos y de mantenimiento, mejorar las medidas de seguridad, aumentar la productividad y
competitividad y mejorar el impacto medioambiental de la compañía.
A continuación se desglosan aquellas medidas que se han considerado más importantes de cara a un
potencial ahorro.
Infraestructuras
El nivel de aislamiento de las paredes exteriores del edificio y la cubierta del mismo son factores
importantes en términos de eficiencia energética. Algunas auditorías revelaron los principales problemas que
los clasificaron en tres tipos.
1) Baja resistencia térmica debida al reducido espesor de las paredes exteriores y/o pobre calidad del
material aislante.
2) Alta conductividad térmica en los materiales de techo.
3) Recintos cerrados.
Como se muestra en el estudio de “Evans et al. Assessment of methods to reduce the energy
consumption of food cold stores” [51], aunque las medidas asociadas con la infraestructura junto a nuevos
diseños proporcionen potenciales de ahorros de energía elevados (alrededor del 15%), el retorno de la
inversión (payback) es tan largo que no se considera una medida de ahorro a corto plazo.
Cámaras Frigoríficas
Las paredes de las cámaras frigoríficas deben estar construidas con buenos materiales aislantes como
paneles de poliuretano con su adecuado espesor dependiendo de las condiciones ambientales requeridas en el

95
95 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
interior. Se recomienda que las cámaras que usan paneles de poliuretano tengan espesores entre 100 y 120 mm
para productos enfriados y congelados respectivamente.
En cuanto a las medidas de ahorro, existen varias técnicas, unas más intuitivas y menos costosas y
otras más complejas con el consecuente aumento económico. Como modo de ejemplo, se presenta la siguiente
opción. Las puertas de las cámaras deben permanecer cerradas el mayor tiempo posible. Ésta es una medida
muy sencilla y práctica, la cual solo requiere el cuidado por parte de los operarios que trabajan en la planta. El
retorno de la inversión es inmediato.
Las luminarias de las cámaras deben permanecer apagadas cuando no haya nadie en su interior. Una
opción es usar dispositivos electrónicos para el alumbrado de todas las secciones de la planta. La sustitución de
luminaria incandescente por tubos fluorescentes o luminaria LED sería una opción interesante y permite un
ahorro sustancial eléctrico (70 – 80%) con un payback alrededor de 4 años [51].
La utilización de cortinas de aire es apropiada para prevenir fugas de aire frío dentro de las cámaras,
eliminando la necesidad de una constante aportación de frío y con la consecuente disminución del consumo. El
ahorro estimado con esta inversión es de un 6% y tiene un payback medio de 2 años.
Otra práctica bastante sencilla está relacionada con la correcta distribución de los productos dentro de
la cámara frigorífica, con el objetivo de proporcionar un enfriamiento uniforme de los productos. La buena
práctica por parte de los operarios incrementa la seguridad alimentaria del producto e influye en la operación
de los sistemas de refrigeración.
Como se determinó anteriormente en la relación entre los índices UCR y SEC, el uso de las cámaras a
carga parcial conlleva gasto de energía. Sin embargo, no se recomienda exceder el máximo de capacidad para
el cual el sistema de refrigeración fue diseñado.
Sistemas de Refrigeración
A continuación se presentan una serie de propuestas de cara a mejorar la eficiencia energética de los
sistemas de refrigeración.
Los conductos de las máquinas deben estar bien aislados para prevenir posibles sobrecalentamientos,
con las consiguientes pérdidas de calor y la reducción de la eficiencia del ciclo de refrigeración. El ahorro de
energía se estima entre un 1 – 1,5%, aunque el payback puede ser largo.
Sustituir aquellos sistemas de refrigeración con más de 10 años, principalmente los compresores más
antiguos por unos nuevos de mayor eficiencia. El ahorro de ahorro de energía puede ir del 30 al 40%, pero esta
medida presenta el mayor payback.
Instalar los condensadores en zonas sombreadas, ventiladas y que sean de fácil acceso para el
apropiado mantenimiento del equipo. Es posible reducir el 2 – 3% de energía si se reduce la temperatura de
condensación 1 ⁰C. Adquirir condensadores ligeramente sobredimensionados conduce a la reducción de la
temperatura de condensación y provoca un ligero sub-enfriamiento del refrigerante. Todo ello se estima en un
ahorro de energía del 1 – 4% y un payback de 2 años.
Implementar un sistema de gestión energético. Diseñar una metodología de control de la energía y
planificar con tiempo las medidas a implantar. Esta medida tiene el objetivo de alcanzar un 13% de ahorro
energético.
También existen otros aspectos que no deben ser descuidados. Por ejemplo, la cualificación y
formación de los profesionales porque se requiere atención y especial cuidado para trabajar con este tipo de
maquinaria tan compleja y costosa.
Aire Comprimido
El aire comprimido es la segunda fuente de energía más utilizada en esta industria, solo superada por
la energía eléctrica. Aunque algunas fugas de aire son inevitables, se debe detectar y reparar con regularidad
estas posibles fugas.
Caso Práctico
96
96
Una medida clave es la elección del compresor en función de la velocidad de flujo y de la presión de
aire. Si es posible, debería contar con un “arranque suave”, variadores de velocidad (VSD, por sus siglas en
inglés Variable Speed Drive) y trabajar con aire seco. La elección de controladores VSD proporciona ahorros
de energía del 20% con un payback de 3 años [52], [53].
Generadores de Vapor
Las revisiones periódicas de los componentes que forman el equipo son críticas de cara a mejorar su
rendimiento, aumentar la vida útil de funcionamiento y reducir el consumo de combustible. Se recomienda
realizar inspecciones para regular la combustión de la caldera con las correspondientes operaciones de
limpieza que pueden transformarse en potenciales ahorros de energía.
Se debe asegurar que la mezcla de combustible y aire llegue a través del sistema de alimentación al
quemador bajo unas condiciones de temperatura y presión adecuadas para evitar pérdidas en la combustión.
Energías Renovables
Siempre que sea posible, el uso de energías renovables como la solar térmica, la biomasa y solar
fotovoltaica sería bastante interesante. Aunque el periodo de retorno de la inversión para estas medidas suele
ser bastante elevado, el ahorro energético que se produce a diario es sustancial.
Todas las medidas mostradas anteriormente son claves para el desarrollo sostenible de la energía en
este tipo de industria, pero también son aplicables a otros sectores. Muchas técnicas presentadas son
económicas y proporcionan significantes ahorros de energía. La mayoría de ellas están relacionadas con
revisiones periódicas en las que se incluyen mantenimiento, supervisión y diferentes tareas de servicio.
Adicionalmente, existen algunas prácticas con retorno de la inversión por debajo de 4 años (lo cual es
un payback adecuado para las compañías) que podrían proporcionar oportunidades importantes de ahorro
energético.
6.5 Conclusiones
Este proyecto ofrece un estudio relacionado con el consumo de energía, medidas de eficiencia
energética e indicadores de energía en la industria alimentaria. El análisis mostrado recoge datos desde el
sector industrial general hasta el específico del procesado de carne. El trabajo se complementa con el estudio
real de 20 plantas de embutidos localizadas en la región central de Portugal. En dicho estudio se analizan
aspectos relacionados con la infraestructura, procesos de producción, sistemas de refrigeración, consumo de
energía y evaluación de indicadores de eficiencia energética.
Las instalaciones estudiadas en este caso práctico y generalmente en Portugal son pequeñas industrias,
las cuales procesan una cantidad media de 255 toneladas al año y tienen una superficie de 2000 m2. Las
cámaras frigoríficas están construidas con paneles de poliuretano con un espesor de 60 – 80 mm y tienen un
volumen de almacenamiento de 67 m3.
El principal tipo de energía usada en esta industria es la electricidad (82%) y los combustibles fósiles
en menor escala (18%). Los sistemas que consumen mayor cantidad de electricidad son los equipos de
refrigeración (48,5 – 79,2% del consumo total de energía).
El valor del índice SEC varía entre 248 hasta 1840 𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀−1 , con un valor medio que se sitúa en
660 𝑘𝑊ℎ 𝑡𝑜𝑛𝑅𝑀−1 . Estos resultados están en el rango de distintos SEC para otros países que se encontraron en
la bibliografía del proyecto.

97
97 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
A través de unos estudios realizados con posterioridad, está previsto que aquellas industrias que
consumían más cantidad de energía y por lo tanto, tenían mayor valor del índice SEC, adoptaran medidas de
ahorro energéticas para reducir su consumo. Esta reducción está prevista en torno al 24% de su consumo
eléctrico, lo que equivale a una disminución de 337 MWh anuales.
Durante el estudio, se identificaron algunas ineficiencias que influían de manera negativa en el
proceso productivo de las industrias. Entre estas ineficiencias nos encontramos entre otras con:
- Infraestructura con aislamiento térmico deficiente.
- Espesor de aislamiento reducido (60 mm) de las paredes de las cámaras frigoríficas.
- Zonas sin ventilación, en las que se llegaban a los 50 ⁰C.
- Equipos de refrigeración mal colocados, especialmente los condensadores que se localizaban en el
interior del recinto o cerca de focos de calor.
- Equipos de refrigeración con bastante antigüedad y sin mantenimiento adecuado.
- Continuas vibraciones y pérdidas de refrigerante de los equipos.
Se presentan varios puntos clave en el desarrollo sostenible de la energía para el subsector de la
industria de embutidos. Las prácticas que se presentan se basan en fallos e ineficiencias detectadas durante el
trabajo de campo y en estudios relacionados con otras industrias que se encontraron y que están referenciadas
en la bibliografía.
Estas prácticas de eficiencia energética pueden ofrecer ahorros considerables en diferentes aspectos,
tales como reducir los costes de energía y mantenimiento, mejorar las medidas de seguridad, aumentar la
productividad y competitividad de la empresa y mejorar el impacto medioambiental de la compañía.
Aquellas medidas más efectivas que pueden llegar al 15% de ahorro energético están relacionadas con
controles periódicos de mantenimiento y servicios de vigilancia. Por otro lado, existen otras medidas
aplicables con mayor ahorro de energía, pero con mayor periodo de retorno de la inversión. Cada planta
requiere de un análisis detallado para determinar el mayor ahorro energético posible con la menor inversión
económica.
Todos los resultados se han presentado en este proyecto con el objetivo de poder ayudar y aconsejar a
otras compañías de otros países con las mismas ineficiencias en cuestiones relacionadas con el desarrollo
sostenible energético en la industria cárnica.

Caso Práctico
98
98
99
99 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
7 BIBLIOGRAFÍA
[1] Industria alimentaria, la revolución de la comida [En línea]. Available in:
http://espasa.planetasaber.com/theworld/gats/article/default.asp?pk=841&art=59
[2] La producción de carne en Andalucía. – Sevilla: Conserjería de Agricultura y Pesca, Servicios de
Publicaciones y Divulgación; 2010.
[3] Wikipedia, La Industria Cárnica [En línea]. Available in:
https://es.wikipedia.org/wiki/Industria_c%C3%A1rnica
[4] Guía de Mejores Técnicas Disponibles en España del sector cárnico. Ministerio de Agricultura, Pesca
y Alimentación; 2005.
[5] Cruz, J. La situación del sector cárnico a nivel mundial. Eurocarne; 2009. Available in:
http://www.eurocarne.com/daal?a1=boletin_imagenes&a2=17301.pdf
[6] Cruz, J. Las industrias alimentarias y cárnicas se muestran positivas ante la evolución de su facturación.
Eurocarne; 2009. Available in:
http://www.eurocarne.com/daal?a1=boletin_imagenes&a2=22402.pdf
[7] Ranken, M. D. Manual de Industrias de la Carne.
[8] BREF on BATs in the Slaughterhouses and Animal By-Products Industries.
[9] UNEP & Danish EPA. Cleaner Production Assessment in Meat Processing; 2000.
[10] Estudio de Ahorro y Eficiencia Energética en Comunidad de Regantes en Industria Agroalimentaria de la
Ribera de Navarra.
[11] Wikipedia, Definición de Benchmarking. Available in:
https://es.wikipedia.org/wiki/Benchmarking
[12] N. R. Canada. Web de Natural Resources Canada. Available in:
http://www.nrcan.gc.ca/energy/efficiency/industry/cipec/5153?attr=24

Bibliografía
100
100
[13] A. C. G. N. K. P. D. A. C. Emerson Franco de Abreu. Benchmarking como instrumento dirigido al
Cliente. Invenio, vol. 9, nº 17, pp. 77-94, 2006.
[14] E. W. M. K. P. D. J. G. D. Saygin. Benchmarking the energy use of energy-intensive industries in
industrialized and in developing countries, Energy, vol. 36, nº 11, pp. 6661-6673, 2011.
[15] Chung, W. Review of building energy-use performance benchmarking methodologies, Applied
Energy, vol. 88, nº 5, pp. 1470-1479, Mayo 2011.
[16] Manene, L. M. Actualidad Empresa. Available in:
http://actualidadempresa.com/benchmarking-historial-definiciones-aplicaciones-y-beneficios-1a-
parte/.
[17] Fernández Pérez, A. A. Revisión de metodologías y aplicaciones de Benchmarking Energético en la
Industria. Sevilla, 2014.
[18] International Energy Agency. Indicadores de Eficiencia Energética: Bases Esenciales para el
Establecimiento de Políticas. París, 2015.
[19] Micheo, A. A. S. Naturaleza del benchmarking y su aplicación en una empresa de fabricación y
distribución de calzado, Caso práctico. Guatemala, 1999.
[20] Ramírez CA, Patel M, Blok K. How much energy to process one pound ofmeat? A comparison of
energy use and specific energy consumption in the meat industry of four European countries Energy
2006; 31(12):2047–63.
[21] Nanduri M, Nyboer J, Jaccard M. Aggregating physical intensity indicators: results of applying the
composite indicator approach to the Canadian industrial sector. Energy Policy 2002; 30(2):151–63.
[22] Nunes J, Neves D, Gaspar PD, Silva PD, Andrade LP. Predictive tool of energy performance of cold
storage in agrifood industries: the Portuguese case study. Energy Convers Manag 2014; 88:758–67.
[23] Nunes J, Silva PD, Andrade LP, Gaspar PD. Key Point son the energy sustainable development of
food industry – Case study of the Portuguese sausages industry. May, 2016.
[24] Evans JA, Foster AM, Huet J-M, Reinholdt L, Fikiin K, et al. Specific energy consumption values
for various refrigerated food cold stores. Energy Build 2014; 74: 141–51.
[25] COWI. Internal data. Denmark: COWI Consulting Engineers and Planners AS; 1999.
[26] OME. Meat and Livestock. Ontario, Canada: Ontario Ministry of the Environment (OME); 1999.
[27] UNEP. Cleaner production assessment in meat processing. Danish Ministry Environment and
Energy; 2000.
[28] IFC. Environmental, health, and safety guidelines for dairy processing. Washington, USA: World
Bank Group; 2007.

101
101 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
[29] Definición Eficiencia Energética
http://www.definicionabc.com/medio-ambiente/eficiencia-energetica.php
[30] http://www.soyresponsable.es/eficiencia-energetica/la-paradoja-la-eficiencia-energetica/
[31] Victoria S. Energy efficiency best practice guide industrial refrigeration. Melbourne, Australia: State
Government, Sustainability Victoria; 2009.
[32] Review of Energy Efficiency Utilisation Benchmarks & Technologies for Australian Red Meat
Processing; October 2013.
[33] WS Atkins-EA (2000). "Model Approach for Producing BAT Guidance for Specific Sub-sectors
within the Food and Drink Industry, Red Meat Abattoirs".
[34] ETBPP (2000). "Reducing water and effluent costs in red meat abattoirs", Guía de Buenas Prácticas
GG 234.
[35] WS Atkins Environment/EA (2000). "BAT Guidance for Specific Sub-sectors within the Food and
Drink Industry, Poultry Processors".
[36] DoE (1994). "Energy Management at a Red Meat Plant", Estudio de caso 225.
[37] ETSU (1998). "Aspects of energy management - energy management guide".
[38] CE (2001). "(Draft) Common position adopted by the Council with a view to the adoption of a
Regulation of the European Parliament and of the Council laying down health rules concerning
animal by-products not intended for human consumption".
[39] ETSU (2000). "Running refrigeration plant efficiently - a cost effective guide for owners", Guía de
buenas prácticas 279.
[40] ETSU (1999). "A new refrigeration system in a small coldstore".
[41] Países nórdicos (2001). "Best Available Techniques (BAT) in Nordic Slaughterhouses".
[42] Pontoppidan O. (2001). "Techniques to consider in the determination of BAT - slaughter".
[43] Alemania (2002). "Comments on first draft of the "Slaughterhouses and animal byproducts BREF"".
[44] Ockerman H. W. and Hansen C. L. (2000). "Animal by-product processing and utilisation", 1-56676-
777-6.
[45] Clitravi - DMRI (2002). "Comments on first draft of the "Slaughterhouses and animal by-products
BREF"".
[46] INE. Statistical yearbook of Portugal. Lisbon, Portugal: Statistics Portugal (INE); 2011.
[47] INE. Annual survey on industrial production. Lisbon, Portugal: Statistics Portugal (INE); 2010.
[48] Wang L. Energy efficiency and management in food processing facilities. Boca Raton, FL., USA:
CRC Press; 2008.
[49] F. Toldrá (ed.), Manufacturing of dry-cured ham. In: Dry-cured meat products. Trumbull,
Connecticut, USA: Food & Nutrition Press Inc; 2002. p. 27–62.

Bibliografía
102
102
[50] Arnau J, Serra X, Comaposada J, Gou P, Garriga M. Technologies to shorten the drying period of
dry-cured meat products. Meat Sci 2007; 77:81–9.
[51] Evans JA, Hammond EC, Gigiel AJ, Foster AM, Reinholdt L, Zilio C. Assessment of methods to
reduce the energy consumption of food cold stores. Appl Therm Eng 2014; 62:697–705.
[52] Abdelaziz EA, Saidur R, Mekhilef S. A review on energy saving strategies in industrial sector.
Renew Sustain Energy Rev 2011; 15(1):150–68.
[53] Dempsey P, Bansal P. The art of air blast freezing: design and efficiency considerations. Appl Therm
Eng 2012; 41:71–83.
[54] http://faostat3.fao.org/home/E
[55] Ministerio de Agricultura, Alimentación y Medio Ambiente.
http://www.magrama.gob.es/es/alimentacion/temas/industria-agroalimentaria/informacion-
economica-sobre-la-industria-agroalimentaria/

103
103 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
ANEXO. OTRAS MEJORES TÉCNICAS
DISPONIBLES
1. Instalación de sistemas para minimizar las fugas de frío en las cámaras
Descricpción
En todos los mataderos y centros productivos de elaborados cárnicos es imprescindible mantener
la cadena de frío en todo el proceso para mantener el producto en las condiciones de calidad y seguridad
alimentaria idóneas. Las posibles alteraciones que se puedan producir en la cadena de frío afectan no
solamente a la calidad y/o seguridad del producto, sino al consumo de energía eléctrica.
Las cámaras de refrigeración y congelación son puntos de elevada demanda energética, por tanto
hay que evitar al máximo las pérdidas de frío en estas instalaciones, más aún cuando las pérdidas se
producen por descuidos fácilmente evitables como es el cierre de los accesos tras su apertura.
Existen varias opciones para minimizar las pérdidas de frío en las cámaras, algunas más
automatizadas que otras:
- Sistema de cerrado controlado por célula fotovoltaica, de modo que una vez abierta la puerta y
pasados unos segundos, si la célula no detecta presencia, la puerta se cierra.
- Sistema de cerrado temporizado, que deja pasar un periodo de tiempo determinado una vez
abierta la puerta y se cierra pasado ese tiempo.
- Sistemas de aviso que se ponen en marcha cuando pasa el tiempo máximo permitido de apertura
de la puerta.
- Cortinas de aire y láminas de plástico.
Descripción de la mejora ambiental
Reducción del consumo de energía eléctrica. Si se dejan las puertas abiertas más tiempo del
necesario aumenta la temperatura del interior de la cámara, siendo necesario emplear más electricidad
para enfriar la cámara. Si se minimiza el tiempo que las puertas están abiertas, el consumo energético se
reduce.
En este caso el ahorro energético dependerá de factores como la frecuencia de uso de las cámaras,
el nivel de tráfico entre interior y exterior de las cámaras, el sistema de cierre seleccionado o el gradiente
de temperatura cámara-exterior.
2. Utilización de túneles de frío para la refrigeración de canales
Descripción
Debido a la alta demanda energética de los equipos de frío, una correcta medida ambiental es la
utilización de aquellos equipos o sistemas que tiendan a reducir el consumo eléctrico sin generar
variaciones indeseadas sobre el producto que están enfriando.

Anexo. Otras Mejores Técnicas Disponibles
104
104
En este sentido, una alternativa tecnológica para la reducción del consumo de energía en las
operaciones de enfriamiento de canales, es el uso de túneles de enfriamiento por aire para ganado porcino.
Esta técnica supone una mejora respecto a las cámaras de enfriamiento, donde los tiempos de
enfriamiento suelen ser bastante largos y por tanto, la eficiencia energética es bastante menor que con el
empleo de túneles.
Los túneles de aire frío permiten reducir rápidamente la temperatura de las canales mediante la
circulación de aire a baja temperatura entre las mismas. Las canales atraviesan el túnel sobre una cinta
transportadora o suspendidos en un sistema de raíles que recorre el túnel en su parte superior,
encontrando una corriente de aire muy frío y húmedo, a elevada velocidad (5-15 m/s).
Los túneles de enfriamiento pueden funcionar por cargas o en continuo. En los túneles continuos,
las canales circulan colgadas por el interior del túnel, habiendo establecido una velocidad de avance del
sistema de transporte de modo que las piezas alcancen la temperatura deseada durante el tiempo de
permanencia en el túnel previamente establecido.
Descripción de la mejora ambiental
Menor consumo de energía.
3. Recuperación de calor de la planta de frío
Descripción
Los sistemas de generación de frío están compuestos por una serie de dispositivos en los que se
produce un intercambio continuo de calor entre distintos medios. El fin es extraer el calor contenido en
los productos cárnicos intermedios o elaborados y canales para mantenerlos a una temperatura que
garantice su conservabilidad en unas condiciones sanitarias y de calidad apropiadas hasta su llegada al
consumidor final.
Si la instalación de frío dispone de los elementos adecuados de intercambio y recuperación, se
puede recuperar y reutilizar ese calor, que de otro modo acaba siendo disipado a la atmósfera o eliminado
junto con el vertido de agua de refrigeración.
Por tanto, es posible recuperar el calor de instalaciones de refrigeración centralizadas de gran
tamaño. Los puntos de los que se puede recuperar calor son, por ejemplo, el refrigerante comprimido, el
agua de enfriamiento de los circuitos de condensación del refrigerante, etc.
Esta técnica es particularmente aplicable a instalaciones que tengan elevadas demandas de calor y
cuyos puntos de consumo de calor estén próximos a los centros de generación de frío, donde se produce
la recuperación de energía térmica.
En instalaciones existentes que no dispongan de sistemas de recuperación de calor, pueden existir
limitaciones a la aplicación de la técnica por motivos técnicos y/o económicos.
Descripción de la mejora ambiental
Reducción del consumo energético: El calor recuperado puede utilizarse, por ejemplo, para
precalentar agua. El ventilador del condensador funciona menos tiempo, por lo que la generación de ruido
es menor.
El nivel de mejora va a depender de diversos factores como las posibilidades reales de
recuperación de calor, la tecnología empleada para la recuperación, las necesidades de energía de menor
calidad, el tamaño de la planta o los medios técnicos y económicos disponibles.

105
105 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
4. Sistema centralizado de cierre de los puntos de agua
Descripción
En las industrias cárnicas y particularmente aquellas que incluyen actividades de matadero,
existen algunas zonas de trabajo que están claramente diferenciadas de otras por las distintas funciones
que cada una tiene, de manera que mientras una o varias están trabajando, otras pueden estar paradas. Tal
es el caso de las instalaciones donde existen zonas de recepción/estabulación, sacrificio, despiece,
tripería/casquería, elaborados cárnicos, o una combinación de ellas.
En estos casos, los horarios de trabajo de cada zona están bien definidos y en muchos casos se
suceden consecutivamente, casi sin llegar a solaparse. Cuando acaba la actividad en cada zona es posible
que por descuido se dejen abiertos grifos, mangueras, difusores, duchas de canales, etc. con el
consiguiente aumento del consumo de agua y agua residual, además de los riesgos de accidente o avería
de equipos. Además, se suman las posibles fugas de agua que puedan existir y que hayan escapado a la
atención del personal.
Para evitar estas pérdidas innecesarias de agua, es conveniente sectorizar las redes de suministro
de agua para cada zona de trabajo. De este modo, las duchas de línea, grifos y cualquier dispositivo de
suministro de agua están agrupados por zonas y pueden disponer de un sistema que permita cerrar de
forma conjunta la salida de agua durante aquellos periodos de tiempo y zonas en las que no es necesaria
debido a la ausencia de actividad. Mientras se ha cerrado la red de agua de las zonas paradas, se
mantienen abiertas las redes de suministro de agua en las zonas donde se está trabajando.
Con esta técnica se pueden ahorrar importantes volúmenes de agua debido a descuidos humanos,
rotura de tuberías o goteos o escapes de agua difíciles de detectar.
El cierre de la red de suministro de agua en cada zona de trabajo puede realizarse manualmente o
de modo automático mediante el empleo de temporizadores. Cada método tiene sus ventajas e
inconvenientes, así que cada instalación debe elegir el que mejor se adapte a sus condiciones particulares.
La aplicación de esta técnica no es posible en aquellas instalaciones existentes donde solo exista
una red de distribución de agua para todas las zonas de trabajo. Siendo tanto más impracticable cuanto
más extensa y compleja es la red de distribución, pues habría multitud de trabas técnicas y económicas
para sectorizar el suministro.
Descricpción de la mejora ambiental
Reducción del consumo de agua, al asegurar que no permanecerán puntos de agua
innecesariamente abiertos cuando acaba la actividad en cada zona de trabajo. Consecuentemente se
reduce el volumen de agua residual generado.
5. Aislamiento térmico de superficies frías y calientes
Descripción
En las industrias del sector cárnico se consume gran cantidad de energía para refrigeración en
unos casos y para calentamiento de agua en otros.
Consecuentemente habrá superficies que presenten un gradiente de temperatura importante con
respecto a la temperatura ambiente de la instalación. Estas superficies, si no están aisladas, suponen un
foco de pérdidas de energía que puede llegar a ser muy significativo.

Anexo. Otras Mejores Técnicas Disponibles
106
106
Cualquier superficie, equipo, tubería, depósito, etc., que se mantenga a temperaturas altas o bajas,
conviene que esté aislado térmicamente del exterior para evitar estas pérdidas de energía.
Los siguientes elementos deben estar normalmente aislados:
- Túneles de congelación.
- Partes de los sistemas de congelación.
- La conexión de los conductos a los equipos.
- Hornos de cocción.
Junto a los beneficios ambientales de la implantación de esta MTD, se cumplen mejor los
requisitos de temperatura, lo cual va asociado normalmente en el sector cárnico a requisitos higiénicos.
Además, se reduce el riesgo de quemaduras de los operarios al reducirse el número de superficies
calientes al descubierto.
Descripción de la mejora ambiental
Reducción del consumo de energía: Los elementos que se pueden calorifugar en una instalación
de gran tamaño son tan variados y la distribución de los mismos tan diferente que el valor de mejora
resultante va a depender del grado de aislamiento aplicado, de la situación inicial de la instalación, del
material aislante empleado, etc.
6. Mejora de la gestión del aire comprimido
Descripción
El sistema de aire comprimido consume cantidades importantes de energía eléctrica en las
industrias cárnicas. Para llevar a cabo una gestión más eficiente del aire comprimido y así reducir el
consumo energético pueden adoptarse varias medidas:
- El compresor principal para la generación de aire comprimido puede desconectarse al terminar
las operaciones de sacrificio. Puede utilizarse un compresor más pequeño para las operaciones de
limpieza.
- Un mantenimiento inadecuado de las instalaciones de aire comprimido puede conducir a la
aparición de fugas y a la pérdida de grandes cantidades de aire. Son habituales pérdidas del 20-
25% de la capacidad instalada, pudiéndose llegar al 30%. Aplicando un mantenimiento adecuado,
las pérdidas pueden mantenerse en un 7-8%.
- Las herramientas que funcionan con aire comprimido como sierras manuales, determinan la
presión requerida. Sin embargo, otras herramientas funcionan sistemáticamente a mayor presión
de la que necesitan.
- Optimización de la presión en la planta de aire comprimido: La presión en el sistema de aire
comprimido debería ser lo más baja posible. Si esta se disminuye desde 8 hasta 7 bares, el
consumo de electricidad de los compresores decrecerá en un 6%. Si una instalación ha sufrido
ampliaciones es posible que la presión del sistema no pueda reducirse por debajo de un cierto
valor por limitaciones del propio sistema de conducción neumática.
La inversión requerida es mínima o nula y pueden obtenerse importantes ahorros derivados del
menor consumo energético.
107
107 Benchmarking y Medidas de Ahorro y Eficiencia Energética en la Industria Cárnica
Descricpción de la mejora ambiental
Reducción del consumo de energía eléctrica: Son varias las medidas prácticas que se pueden
aplicar para optimizar el consumo energético de los compresores, y en consecuencia, el valor cuantitativo
de mejora asociado a esta técnica dependerá de la situación inicial en cada instalación, de las medidas de
optimización adoptadas y la pericia y habilidad de los responsables de la gestión del aire comprimido. Por
estos motivos, el grado de magnitud de la mejora vinculada a la aplicación de esta MTD, que se pueda
calcular en cada instalación particular, será difícilmente extrapolable a otras instalaciones similares.
7. Optimización de la eficiencia de ventilación
Descripción
La ventilación, aunque de forma más moderada que la refrigeración, es una operación
consumidora de energía. Para mantener el consumo al nivel más bajo posible, pueden adoptarse medidas
de optimización de la eficiencia de la ventilación como:
- Limpieza de los filtros: la caída de presión en filtros limpios puede mantenerse por debajo de 50
Pa. Los filtros deberían cambiarse cuando la caída de presión alcance los 100 Pa.
- Control del tiempo de funcionamiento de la ventilación: la instalación de controles de arranque y
parada automáticos puede utilizarse para evitar un uso innecesario del sistema. Por ejemplo, la
ventilación de confort sólo se conectaría en determinadas condiciones de temperatura y solamente
durante el tiempo en que transcurren las tareas para la que es necesaria.
La aplicación de esta técnica requerirá el uso de programadores horarios e interruptores
comandados por sensores de temperatura.
Descripción de la mejora ambiental
Reducción del consumo de energía: Normalmente se utiliza un exceso de energía para hacer pasar
el aire a través de filtros sucios.
Son varias las medidas prácticas que se pueden aplicar para optimizar la ventilación, y en
consecuencia, el nivel de mejora vinculado a esta técnica dependerá de la situación inicial en cada
instalación y de las medidas de optimización adoptadas.













![Chapter 1 Introduction - Universidad de Sevillabibing.us.es/proyectos/abreproy/70050/descargar_fichero/memoria.pdf · [7] Traditional SCADA systems are similar to Distributed Control](https://static.fdocuments.in/doc/165x107/5e6d4ee15bc2bd35681a9a3f/chapter-1-introduction-universidad-de-7-traditional-scada-systems-are-similar.jpg)




