Projectile loom.docx
32
Projectile Loom Features of projectile loom: 1. Accumulator used to reduce tension. 2. Power consumption=3 kw-hr. 3. No.of projectile=11 to 17 4. Width minimum=190cm 5. Width maximum=540cm 6. Multiple fabric produce. 7. Double beam. Single fabric can be produced in projectile. Advantage of projectile loom: Fashionable: It has broad range of applications and the possibility of varying the fabric widths over wide limits. Reed widths: From 33cm with multi-width of weaving and depending on the width of the machine type up to 220, 283, 334, 393 or 540 cm with single widths. Produces top quality fabrics: The weft and warp stop motions actuate first and reliably. The machine’s mode of operation enables thread breakage to be required quickly and without any trace. Consequently, the fabric has fewer faults. Transport and storage are renationalized to a great extent. Mechanical weaving preparations i.e. drawing-in, pinning of drop wires and knotting are accepted practices. Simple to operate and maintain. Disadvantages: Require skilled personnel. High initial investment. It lasted long. Weft insertion system in SULZER loom (Projectile loom): Main parts of weft insertion mechanisms are: o Projectile o Projectile feeder o Tensioner
-
Upload
mehedi1115 -
Category
Documents
-
view
150 -
download
2
description
Details about projectile loom
Transcript of Projectile loom.docx
Projectile Loom
Features of projectile loom:
1. Accumulator used to reduce tension.2. Power consumption=3 kw-hr.3. No.of projectile=11 to 174. Width minimum=190cm5. Width maximum=540cm6. Multiple fabric produce.7. Double beam. Single fabric can be produced in projectile.
Advantage of projectile loom:
Fashionable: It has broad range of applications and the possibility of varying the fabric widths over wide limits.
Reed widths: From 33cm with multi-width of weaving and depending on the width of the machine type up to 220, 283, 334, 393 or 540 cm with single widths.
Produces top quality fabrics:
The weft and warp stop motions actuate first and reliably. The machine’s mode of operation enables thread breakage to be required quickly and without any trace. Consequently, the fabric has fewer faults.
Transport and storage are renationalized to a great extent. Mechanical weaving preparations i.e. drawing-in, pinning of drop wires and knotting are
accepted practices. Simple to operate and maintain.
Disadvantages:
Require skilled personnel. High initial investment. It lasted long.
Weft insertion system in SULZER loom (Projectile loom):Main parts of weft insertion mechanisms are:
o Projectileo Projectile feedero Tensionero Weft brakeo Selvedge grippero Scissoro Tucking needleo Receiving unito Guide
o Picking sticko Accumulator
(figure)
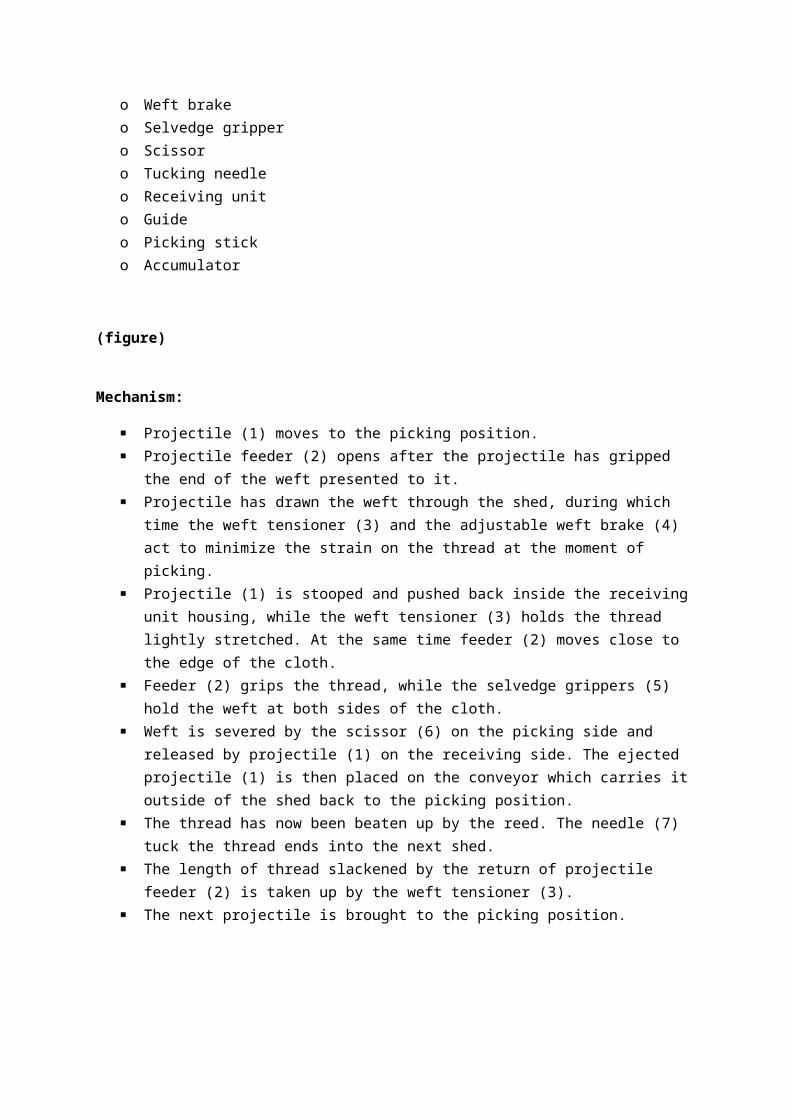
Mechanism:
Projectile (1) moves to the picking position. Projectile feeder (2) opens after the projectile has gripped the end of the weft presented to
it. Projectile has drawn the weft through the shed, during which time the weft tensioner (3)
and the adjustable weft brake (4) act to minimize the strain on the thread at the moment of picking.
Projectile (1) is stooped and pushed back inside the receiving unit housing, while the weft tensioner (3) holds the thread lightly stretched. At the same time feeder (2) moves close to the edge of the cloth.
Feeder (2) grips the thread, while the selvedge grippers (5) hold the weft at both sides of the cloth.
Weft is severed by the scissor (6) on the picking side and released by projectile (1) on the receiving side. The ejected projectile (1) is then placed on the conveyor which carries it outside of the shed back to the picking position.
The thread has now been beaten up by the reed. The needle (7) tuck the thread ends into the next shed.
The length of thread slackened by the return of projectile feeder (2) is taken up by the weft tensioner (3).
The next projectile is brought to the picking position.
Torsion bar picking mechanism:
Main parts:
o Cam shafto Picking camo Antifriction rollero Toggle levero Pivoto Torsion rodo Linko Torsion levero Picking lever
o Pickero Roller fixed to the cam-2o Curved contour of toggle lever-4o Oil brake
Mechanism:It is only used in projectile loom. And loom successful is fully depending on this mechanism. Torsion rod in the twisted important part on this mechanism. The torsion rod is twisted around the fixed position and the twisting is maximum 30. And the picking mechanism is function of this rod, it is made by alloy metal. The twisting of tension rod is provided by the side way movement of the toggle lever-4. When cam pushes the antifriction roller the side way movement is performed. The roller fixed to the cam-2 will prevent the opposite movement. When the rollers (2) just free from the curved contour then the side way movement of the toggle lever is released and picking is done. Oil brake prevents the unlimited movement of the picking lever.
Picking force depends on the twisting of torsion rod. Twisting increases with the width of the loom and coarseness of the weft yarn.
Cam beat-up mechanism or how the weft yarn is release from the projectile guide during beat up:
Mechanism: When projectile runs through the guide unison with weft yarn lay in to the guide. The two antifriction rollers follow the two cams it means antifriction roller-1 follow the outer profile of cam-1 and antifriction roller-2 so on. The nose of the cam-2 pressed the antifriction roller-2 at left side direction. At instant the antifriction roller-2 moves downward by the curvature portion of cam. So the sley right side and as a result the weft yarn releases from the guide by the slot of the guide and at a time reed beat-up the newly inserted weft to the fell of the cloth.If should be noted that two cams are used to limit the movement of the sley. Here smooth beat-up is obtained by the rotary motion of cam and there is no eccentric motion.
Air jet loom
Feature of air jet loom:
Power consumption less. Much production std. fabric & light to medium fabric produced. Air jet std. width 190 cm. Highest weft insertion performance Multi-color weft insertion up to 8.
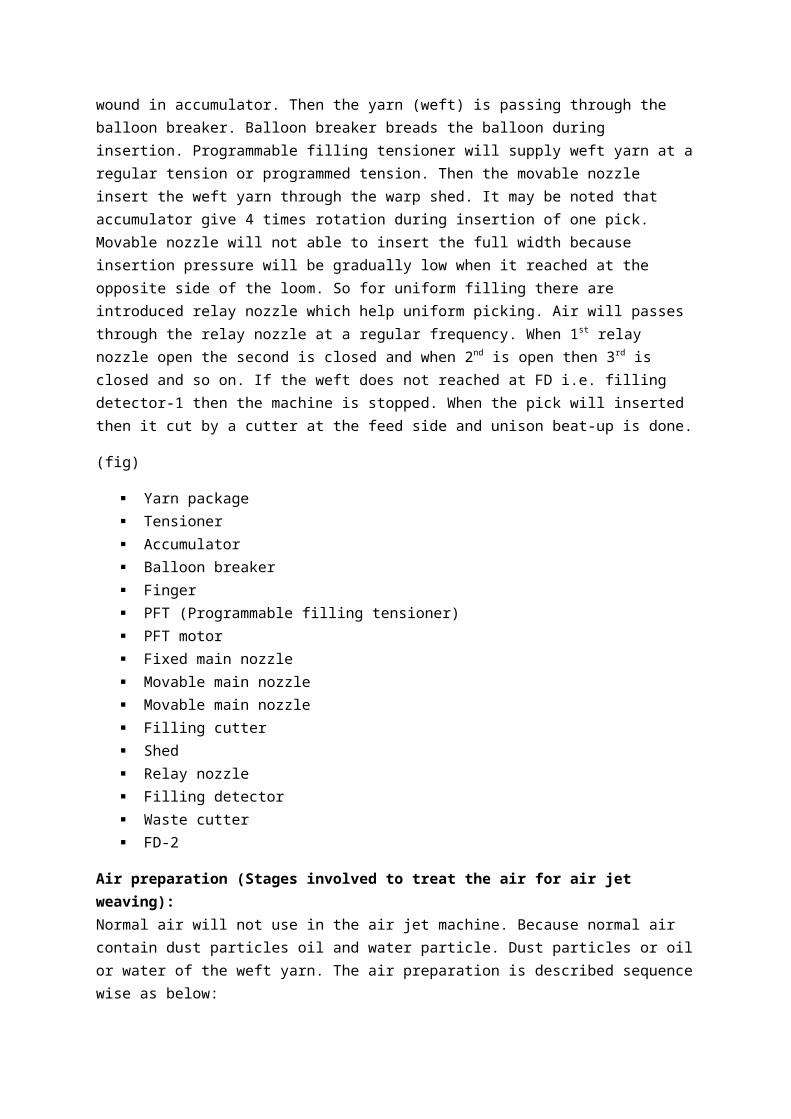
Weft insertion mechanism of air jet machine:Weft insertion in air jet machine is completed by air flow. Firstly yarn is reserved in accumulator. About two and a half picks yarn are wound in accumulator. Then the yarn (weft) is passing through the balloon breaker. Balloon breaker breads the balloon during insertion. Programmable filling tensioner will supply weft yarn at a regular tension or programmed tension. Then the movable nozzle insert the weft yarn through the warp shed. It may be noted that accumulator give 4 times rotation during insertion of one pick. Movable nozzle will not able to insert the full width because insertion pressure will be gradually low when it reached at the opposite side of the loom. So for uniform filling there are introduced relay nozzle which help uniform picking. Air will passes through the relay nozzle at a regular frequency. When 1st relay nozzle open the second is closed and when 2nd
is open then 3rd is closed and so on. If the weft does not reached at FD i.e. filling detector-1 then the machine is stopped. When the pick will inserted then it cut by a cutter at the feed side and unison beat-up is done.
(fig)
Yarn package Tensioner Accumulator Balloon breaker Finger PFT (Programmable filling tensioner) PFT motor Fixed main nozzle Movable main nozzle Movable main nozzle Filling cutter Shed Relay nozzle Filling detector Waste cutter FD-2
Air preparation (Stages involved to treat the air for air jet weaving):
Normal air will not use in the air jet machine. Because normal air contain dust particles oil and water particle. Dust particles or oil or water of the weft yarn. The air preparation is described sequence wise as below:
1. Receive: Natural air is received in this section.2. Filtration: Natural air contains dust particles large foreign matter i.e. paper, leaf, branches of
tree etc. In filtration chamber there is removed large feign matter.3. Compressed the air: The air is compressed in this section; the pressure of the compressed air is
6 bars. 4. Drying: The moisture in air is dangerous for nozzles. In drying section moisture is removed. At
first cooling is done. In cooling water & oil particles are condensed.5. Separation: The condensed water and oil particles are separated in this section.6. Micro filtration: Very fine water, oil and dust particles are removed by micro filtration.7. Reserver: Then the clean and saturated compressed air is reserve in reserver. The air pressure in
reserve is 8 to 10 bars.
Attempts have been made to control uniform air jet pressure in air jet weaving. 1. Auxiliary jet: The pressure in jet is very important for accurate picking. To maintain this pressure
uniformly there is used auxiliary jet with main jet. The no of auxiliary jet per unit length is increased with increasing of width of the loom.
2. Special construction of jet path: In this case, there are two metal plates both in upward and downward of the warp line. This plate will place horizontally. It is wider in the feed position of jet. As a result the flow path is formed as a triangular path. There may occur deflection in the triangular passage which controls the air pressure.
3. Metal plates: In many looms there are used a series of thin very fine metal plates on the sley. These plates are placed at right angle with weft line at a regular interval. There are holes in the plates and at the ejecting side the holes are wider and gradually lower, which make a triangular passage. By this triangular passage air jet is controlled. There is a slit in the plate. By which weft are released during beat-up.
4. Hollow rapier insertion: Two hollow rapiers are inserted at every side of the loom. Air jet passed through this hollow tube. Weft yarn is passing uniformly with this jet. By this air jet is regularly controlled.
5. Relay nozzle system: The latest and more active system is relay nozzle system. Relay nozzles are placed at a regular interval on the sley. This jet of relay nozzle carries the weft from one side to another. By this system jet is regularly controlled.
Defects occur in air jet weaving:
The main defect in air jet weaving is due to air resistance there form pile up and buckle tip of yarn.
Sometimes there is formed loop of weft yarn along weft direction due to variation of air pressure.
Excess main nozzle pressure and low filling tension made snarl which is a fabric fault. Due to variation of air pressure there is occurred filling stop which is also a weaving defect. Due to setting of air pressure there occurs double pick which is a defect in weaving b air jet. Excess air pressure of main nozzle causes miss pick or broken pick.
Rapier weaving
Feature of Rapier loom:
1. Fancy fabric produced.2. Production costly.3. Power consumption moderate.4. Simple mechanism.5. Suitable for weft patterning.6. Std. rapier width 190 cm.
Types of Rapier loom: Mainly two types-
1. Rigid rapier.a. Single rapierb. Double rapier
i. Dewas systemii. Gabler system
2. Flexible rapiera. Single rapierb. Double rapier
i. Dewas systemii. Gabler system
Schematic diagram of weft insertion system in different rapier loom: (Principle of rapier loom)
(fig)
Rapier driving system: A rigid rapier drive from a cam:Description: The cam is off centered. The bowl follows the cam profile. When the cam pushes the bowl as well as it lever is pivoted, thus the bowl moves downward. The driving lever which is fulcrum at the middle position is joined with the bowl lever by a link. For the downward movement of bowl lever the right side of the driving lever also moves downward. This downward movement gives drive to the rapier by driving arm. The last end of the driving arm is pivoted with a knuckle joint.By this mechanism the time of rapier movement is controlled, the maximum velocity can be kept lower, although the rate of acceleration is greater. It is however possible to allow the rapier enter later and go into an open shed. (Fig)Direct drive from eccentric: (fig)Description: The above figure illustrated the direct eccentric arrangement mainly for rigid rapiers. In this mechanism a eccentric is oscillated unison with main shaft. The driving arm is connected with a connecting arm. The driving arm is pivoted at one end with knuckle joint. When main shift rotates the eccentric pushes the connecting arm as well as the driving arm at right side. As the driving arm pivoted with a knuckle joint, the rapier gives smooth straight movement through the warp shed.
The mechanism operates vertically in double rapier machines, but there is insufficient space from the floor to the weaving height which a full width single rapier is used.The eccentric is thus made to operate horizontally under the warp shed.
Cylcloidal gear drive or epicyclic gear drive:Description: The rapier is connected directly to the cycloidal gear driving cam. This attached to the driving gear, which revolves round the main gear, which in turn is driven from the main shaft of the loom. The need to use an intermediate driving arm, a pivot arm and an oscillating fulcrum is eliminated. The crank drive will give the rapier a movement approaching simple harmonic.
Telescopic rapier driving system: The telescopic Rapier driving system is illustrated in the figure below: (fig)Description: By using the telescopic expansion principle space can be saved. This system is used on the versomat loom. The main outer body of the rapier is driven by the eccentric through the connecting and driving arms but the inner body is fasten to a tape at its outer end. The tape is attached to a fixed point on the loom and it passes round four pulleys, two of which are mounted in each end of the outer rapier body. The result is that when the rapier is out of the shed the inner rapier is withdrawn inside the outer rapier but as the outer rapier is driven towards the centre of the loom the tape is made to slide round the rollers so that the inner rapier moves in the same direction at an even faster rate.
The weft insertion and transfer mechanism by Dewas double rapier: The Dewas double rapiers system is shown in the figure: (fig)Description: In this system the yarn is gripped in each rapier head. The gripping unit usually consists of a fixed point against which a spring loaded clamp presses to trap the meets a fised point on the loom or sley mounting. These points open the clamps when the weft is to be picked up or released outside the selvedge. The right hand head thus traps the weft at A and pulls it though the shed until the rapiers meet. The head is then guided round point B and as the left hand head withdraws the thread is trapped at C and pulled across the loom to complete insertion. In some looms the spring in the delivery head is opened at the time of transfer. This is done by the special shaped profile of the left hand rapier head and it will minimize the weft breaks at transfer. Furthermore, there is no chance of the wefts being pulled out of the receiving spring.
The weft insertion system by Gabler lobule rapier system: The Gabler double rapiers system is shown in the figure: (FIG)Description: In Gabler system the weft is never gripped. It is placed opposite the cut-out A in the right and rapier head and as the rapier advances towards the centre of the loom, the yarn passes from its clamped position round the rapier head to the heads meet at the centre of the loom the smaller left hand rapier head enters the yarn carrying right hand head. The thread at A is passed under the spring loaded cover guide repositions the weft as C. The yarn can then slide through the left hand rapier head as it is withdrawn so that the hair pin is straightened out.
Non woven Fabric
Introduction: Non-wovens are a sheet web or bat of natural and or man-made fibres or filaments excluding paper that have not been covered into yarns and that are bonded to each other by any of several means.
Non-woven: Non-woven are flexible porous product consisting of one or more fibre layers. The separate fibres be preferently or oriented in one direction or may be deposited in a random manner. They are bonded by chemical or mechanical processes into textile products. Non-woven are mainly planner structures.This relatively young of the textile industry has expanded enormously after the second world way because of the high production rates and the resulting cost savings.
Important economic advantages included:
No weaving or knitting process and preparatory stages to those process. No mechanical spinning process since non-wovens are made from carded fibre vebs
pneumatically made fibre webs. Very high production layers for example up to more than ten meters per minute for dry-laid
non-woven. Saming of labour force and machinery. Production of cheap articles and also dispensable items (one time use) such as nappies, briefs,
towels, napkins, aprons, blankets, industrial clothing etc.
Non-wovens are mainly applied in:
Clothing and domestic articles Upholstery fabrics Technical applications in the automotive and as insulation materials. Packing industry etc.
Compare to paper like fabrics non-woven have:
A better absorption capacity A better wet strength A appearance as can be expected of a textile material
Compare to woven or knitted fabrics:
A smoother surface A good dimensional stability Almost identical elongation in all direction and allow easier manufacturing because e non-
woven do not frog.
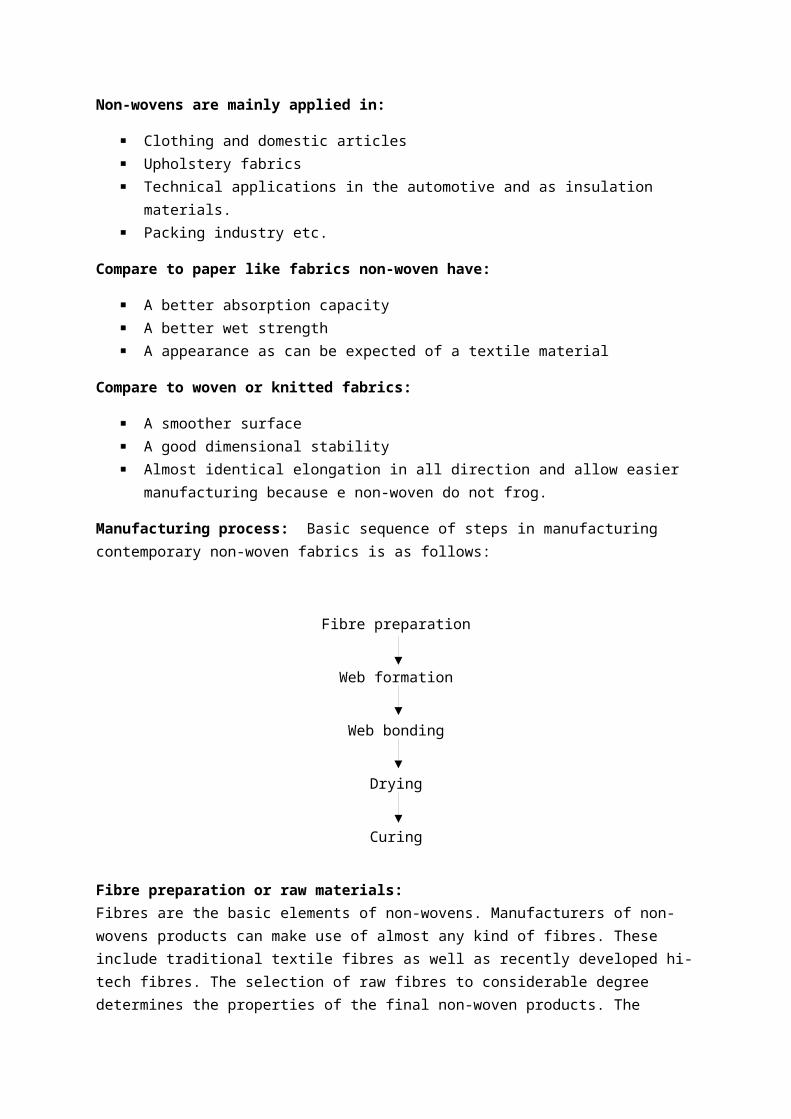
Manufacturing process: Basic sequence of steps in manufacturing contemporary non-woven fabrics is as follows:

Fibre preparation
Web formation
Web bonding
Drying
Curing
Fibre preparation or raw materials:Fibres are the basic elements of non-wovens. Manufacturers of non-wovens products can make use of almost any kind of fibres. These include traditional textile fibres as well as recently developed hi-tech fibres. The selection of raw fibres to considerable degree determines the properties of the final non-woven products. The selection of fibres also depends on customer requirements cost process ability changes of properties because of web formation. The fibres can be in the form of filament staple fibre or even yarn. The following table shows the significant fibres used in the non-wovens industry all over the world. Polyester is the most frequently used fibre in the United States. Olefin and nylon are used for their strength. Cotton and rayon are used for absorbency. Some acrylic, acetate and vinyon are being used.
Web formation: It is a creation of loosely joined structure by laying down fibres in one of several techniques including but not limited to wet and dry laid webs spun bonding and casting films. Both staple and filament fibres are used to form the web which is usually too weak to be used without additional processing. Some well known web formation process describe below:
1. Wet-laid webs: Wet-laid non-wovens are made by modified papermaking process. Heat is the fibres to be used are suspended in water. A major objective of wet laid non-woven manufacturing is to produce structures with textile fabric characteristics primarily flexible and strength at speeds approaching those associate with papermaking. Specialized paper machines are used to separate the water from the water from the fibres to form uniform sheet of material which is then honded and dried. In the roll good industry 5-10% of non-wovens are made by using the wet laid technology.It is formed by depositing and aqueous suspension of fibres onto a screen belt or a perforated drum. Originally a paper making technique the process has been adapted to fibre webs. It permits manufactures to use vary short fibres even those less than 0.5 inches long.Wet laid are formed quite rapidly and can be less expensive than other non-woven if waste fibre is used. The fibres are first suspended in water and then deposited onto a support where water is removed and the web formed and dried. A bonding agent such as thermo sensitive fibres or an adhesive may be incorporated in the suspension to bind the web together as it dries.
Alternatively, following formation the web can be sprayed with a binder which seals the fibre together once the web dries.Water removal on drying is one of the most important steps in the wet-laid process. Pressure, vacuum and heat are used to remove water from the sheet.
2. Dry-laid webs: A dry laid formed by a process similar to that used to produce a card sliver in spinning. Fibres can be separated by suspending then in air stream in an air stream and blowing then on to a belt or by using a mechanical card to form a uniform web on a moving belt. The fibrics may be some what parallel to each other in a random web. They can be made perpendicular alternating layers of fibres at right angles or the web may have parallel fibre arrangement similar to that of a combed yarn web. Fibre bonding is achieved either through the use of a binder sensitive or by the inclusion in the blend of heat sensitive fibres which soften and fuse with other fibres helping to seal the final fabric.
3. Direct laid webs: In this process web are made for fibers upun from molten polymer. The direct laid processes are: (a) Spun bonding (b) Melt blowing.
Spun bonding: Spun bond fibers are produced by depositing extruded spun filaments onto a collecting belt in a uniform random followed by bonding the fibres. The fibres are separated during the web laying process by air jets or electrostatic charges. The collecting surface is usually perforated to prevent the air stream from deflecting and carrying the fibres in an uncontrolled manner. Bonding imparts strength and integrity to the web by applying heated rolls or hot needles to partially melt the polymer and fuse the fibres together. Since molecular orientation increases the melting point of fibres that are not highly drawn can be used as thermal binding fibres. Polyethylene or random ethylene-propylene copolymers are used as low melting bonding sites. Spun bond products are employed in carpet backing, geo-textiles and disposable medical or hygienic products. Since the fabric production is combined with fibre production the process is generally more economical than when using staple fibre to make non-woven fabric.It is a process by which fabrics are produced directly from thermoplastic polymer such as polyester, nylon, polypropylene, polyethylene. The molten polymer is extruded though a spinneretcooled slightly in the air and laid on a moving conveyor belt to form a continuous web. As the web cools the fibre bonded.The pattern of the spun bonded fabrics and arrangement of the fibres can be varied in several ways. The spinneret can be rotated to deliver filaments in different patterns and arrangements a jet of air can be introduced to a angle the filaments and the conveyor of filaments at selected locations.
Fabric made by this process including Mirafi 140 made from nylon and polypropylene, Celestra from polyethylene, Typar from polypropylene, Bondtex from polyester and Cerex from nylon and Bidien from polyester.
Melt Blowing: Melt blowing (MB) is a process for producing fibrous webs or articles directly from polymers or resins using high velocity air or another appropriate force to attenuate the filaments. The MB process is one of the newer and least developed non-woven processed. This process is unique because it is used almost exclusively to produce micro fibres rather fibre of the size of normal textile fibres.
In this process, the molten polymer is forced through a spinneret into a high velocity air stream (ATOMIZER). The impact of the air breaks the filament into short fibres, which then collect on a moving belt to form a web. Thermal bonding secures the web.
Film fibrillation: It is a process that mechanical a plastic film so that it can be stretched and brooding to form an open net. The embossing produces a weak ended area in the film so that stretching the film along both axes creates opening in the film a non-woven net.
Web bonding: After the web is formed bonds between the fabrics must be strengthened and stabilized. Webs are bonded by one of the following process:
Chemical bonding Thermal or heat bonding Mechanical bonding
Chemical bonding: In most instances the web is coated with a heat activate substance. When the web is heated the substance forms a spot-weld effect at point of contact between fibres any solvents that are present evaporate at higher temperatures leaving behind a structures of fibre seated together at the weld points because no extraneous material is left on the fabric soften materials are softer and have better draping properties than those bonded with adhesives. Binders and adhesives used in making non-woven fabrics include acrylic latexes, polyvinyl acetate co-polymers, polyvinyl chlorides co-polymers, nitriles, ethylene vinyl chloride and vinyl acetate-ethylene.Their singular characteristics reduce different properties in non-woven fabrics. Acrylic latexes produce fabrics with softeners resilience high abrasion resistance and a good hand.Fabrics design to disintegrate such as disposable diapers and sanitary products are often produced with polyvinyl acetate, acetate co-polymer.Nitriles, which retain their flexibility at low temperatures, are frequently selected for baggage foot wear and simulated leather. Ethylene vinyl chloride is used in medical and surgical products vinyl acetate ethylene is used mostly in wet wipes, towels and other products designed for one time use.
Thermal bonding: Heat and pressure can be applied to bind fibres into a web. The two common thermal bonding methods are calendaring and air heating.
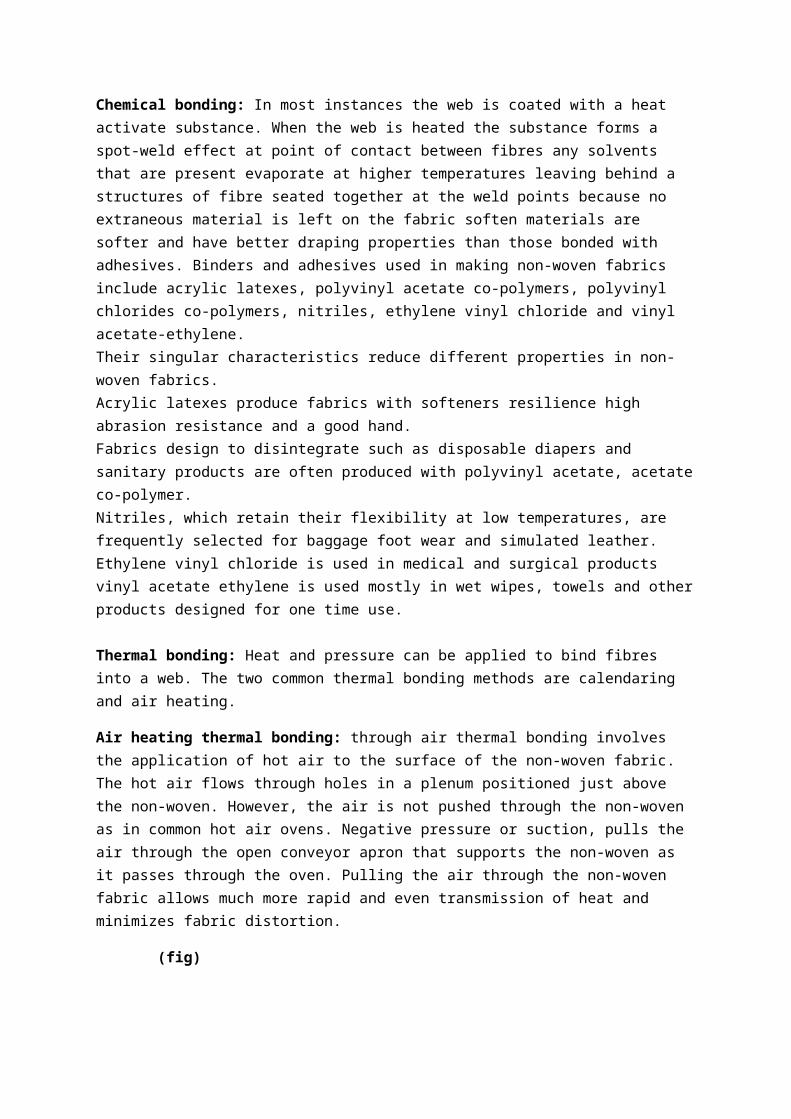
Air heating thermal bonding: through air thermal bonding involves the application of hot air to the surface of the non-woven fabric. The hot air flows through holes in a plenum positioned just above the non-woven. However, the air is not pushed through the non-woven as in common hot air ovens. Negative pressure or suction, pulls the air through the open conveyor apron that supports the non-woven as it passes through the oven. Pulling the air through the non-woven fabric allows much more rapid and even transmission of heat and minimizes fabric distortion.
(fig)
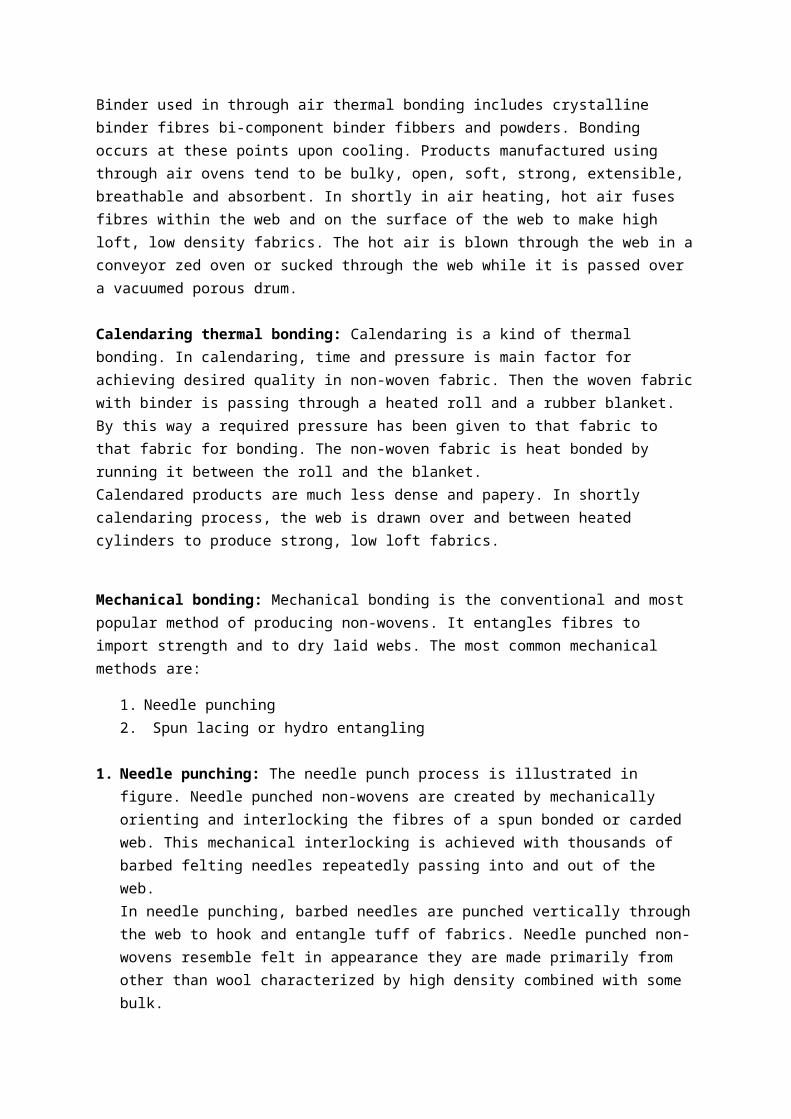
Binder used in through air thermal bonding includes crystalline binder fibres bi-component binder fibbers and powders. Bonding occurs at these points upon cooling. Products manufactured using through air ovens tend to be bulky, open, soft, strong, extensible, breathable and absorbent. In shortly in air heating, hot air fuses fibres within the web and on the surface of the web to make high

loft, low density fabrics. The hot air is blown through the web in a conveyor zed oven or sucked through the web while it is passed over a vacuumed porous drum.
Calendaring thermal bonding: Calendaring is a kind of thermal bonding. In calendaring, time and pressure is main factor for achieving desired quality in non-woven fabric. Then the woven fabric with binder is passing through a heated roll and a rubber blanket. By this way a required pressure has been given to that fabric to that fabric for bonding. The non-woven fabric is heat bonded by running it between the roll and the blanket.Calendared products are much less dense and papery. In shortly calendaring process, the web is drawn over and between heated cylinders to produce strong, low loft fabrics.
Mechanical bonding: Mechanical bonding is the conventional and most popular method of producing non-wovens. It entangles fibres to import strength and to dry laid webs. The most common mechanical methods are:
1. Needle punching2. Spun lacing or hydro entangling
1. Needle punching: The needle punch process is illustrated in figure. Needle punched non-wovens are created by mechanically orienting and interlocking the fibres of a spun bonded or carded web. This mechanical interlocking is achieved with thousands of barbed felting needles repeatedly passing into and out of the web.In needle punching, barbed needles are punched vertically through the web to hook and entangle tuff of fabrics. Needle punched non-wovens resemble felt in appearance they are made primarily from other than wool characterized by high density combined with some bulk.
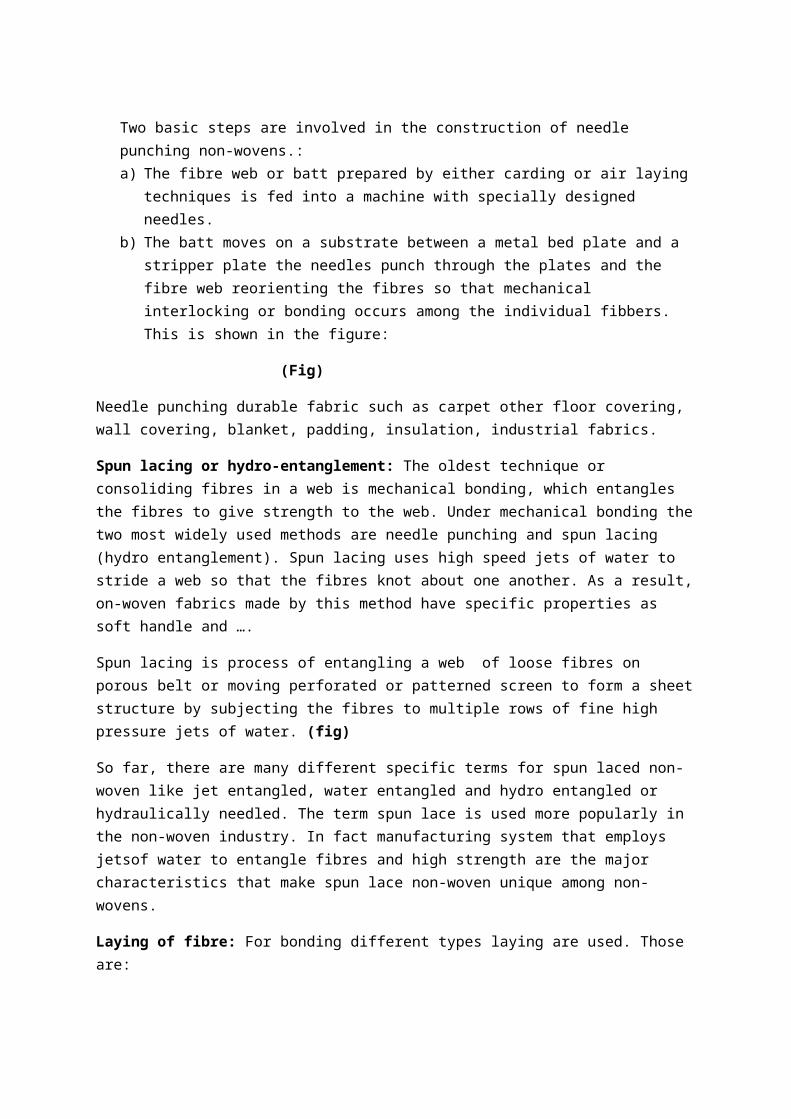
Two basic steps are involved in the construction of needle punching non-wovens.:a) The fibre web or batt prepared by either carding or air laying techniques is fed into a
machine with specially designed needles.b) The batt moves on a substrate between a metal bed plate and a stripper plate the needles
punch through the plates and the fibre web reorienting the fibres so that mechanical interlocking or bonding occurs among the individual fibbers. This is shown in the figure:
(Fig)
Needle punching durable fabric such as carpet other floor covering, wall covering, blanket, padding, insulation, industrial fabrics.
Spun lacing or hydro-entanglement: The oldest technique or consoliding fibres in a web is mechanical bonding, which entangles the fibres to give strength to the web. Under mechanical bonding the two most widely used methods are needle punching and spun lacing (hydro entanglement). Spun lacing uses high speed jets of water to stride a web so that the fibres knot about one another. As a result, on-woven fabrics made by this method have specific properties as soft handle and ….
Spun lacing is process of entangling a web of loose fibres on porous belt or moving perforated or patterned screen to form a sheet structure by subjecting the fibres to multiple rows of fine high pressure jets of water. (fig)
So far, there are many different specific terms for spun laced non-woven like jet entangled, water entangled and hydro entangled or hydraulically needled. The term spun lace is used more popularly in the non-woven industry. In fact manufacturing system that employs jetsof water to entangle fibres and high strength are the major characteristics that make spun lace non-woven unique among non-wovens.
Laying of fibre: For bonding different types laying are used. Those are:
1. Parallel laying: This process is done at carding machine for dry laid.2. Cross laying: This process is done in carding machine at crossing technique for mechanical
bonding.3. Random laying: Randomly laying is done for wet laid and direct laid.
Characteristics of non-woven fabrics: The range of characteristics is wide. Some characteristic is given below:
The appearance of non-woven fabric may be paper like, felt like or similar to that of woven fabrics.
They may have a soft, resilient hand or they may hard stiff or boardly with the little pliability. They may be as this as tissue paper of many times thicker. Non-wovens may be translucent opaque. Their porosity may be range from low tear and butt strength to very tensile strength. They may be fabricating by gluing, heat bonding or sewing (punching). The drapibility of non-wovens varies from good to none at all. Some non-wovens have excellent launder ability, others have none. Some may be dry-cleaned.
Bonding agent: Appropriate bonding of non-wovens is central to non-woven design and manufacture. Bonding agents are as important as those of either the fibres or the structure. The hydrogen bonding which is typical of paper products results in stiff structures with little or no wet strength. Neither of these characteristic is desirable in non-woven product. In order to supply wet and dry strength and resilience a great number of bonding materials and processes have tried experimentally and commercially.
Bonding agent can be added to a non-woven during its manufacture using a size press as a liquid or foam or foam or spraying or by rotary screen printing. The properties of webs bonded in this way depend on the base web structure and properties the characteristics of the bonding agent polymer (relative stiffness or softness, relative strength and resilience) the relative properties of the bonding agent and substrate web after drying and cross linking and the method of addition. Generally size press impregnation products a relatively dense product with superior binder distribution while spray foam and print bonding produce thicker softer less dense webs that are somewhat weaker.
The most common bonding agent used in wet-laid non-wovens is a water-based emulsion or dispersion. Its name is latex.

Use of non-woven fabrics: In general, on-woven may be divided into two groups, durable and divided into two groups, durable and disposable.Durable non-wovens have wide applications. These include apparel, such as for caps interlinings home furnishings such as for draperies upholstery, mattress padding and carpet backing. Industrial uses such as filters insulation and road bed stabilization sheeting. Disposable non-wovens are essentially for one time uses but some such as dust cloths may be laundered and reused a few times. General applications include diapers sanitary napkins, surgical and industrial masks bandages and towels.
Specially non-woven prodact:
1. Fusible (Interlining)2. Film fabrics3. Coated fabrics
Bounding agent: The term of bounding agents:
In the form of powder: Polymers thermoplastic or thermosetting are spread onto non-wovens in powder form and treated thermally the boonding is good and chooses is limited. It is applied to lower quality of filling materials car doors, panels, packing materials.
In the form of dispersion: Polymers are in collard dispersed form (emulsion) as aqueous phase. Such systems are most often used. The aqueous phase can contain arrange of other components. Such as protective collards, softening agents, pigments, anti-oxidants, anti static agents, water repellent agents etc. such polymer dispersion usually have an anionic nature the polymers particle size range between 0.1-0.5 micrometer. The ph of the dispersion can be between 2-10.
Characteristics of bonding agents:
1. Adhesive powder: Both for the chemically bonded and for mechanically bonded non-wovens the bonding agent must add to the strength of the article. Hence a bonding agent must first place that have good adhesion with fibre. A bonding agent with a cellulosed because of formations of hydrogen bonds. Polymers that do not possess this reactive group must assure adhesion through vender wales bonding force.
2. Strength: The harder the bonding agent the harder and stronger the article and lower the tear strength. Supple non-woven is less strong but have a higher tear strength. At the moment of the best compromise must be found between supple non-woven can be increased of swelling agents.
Finishing of non-woven fabric:Finishing technique of non-woven fabrics are limited. Dyeing is usually done after the fabric has been formed. They may be calendared for smoothness or embossed for textured effects. They may also be printed of flocked. Softness may be added to remove the hand.
Compared to woven and knitted fabrics non-woven has:
A smoother surface. A good dimensional stability. Almost identical elongation in all direction. Allow easy manufacturing.
Bonding agent effect on:Bonding agents from the adhesive which binds the web firmly together in a non-woven, they determine the following properties of the non-woven:
Strength and elongation. Stiffness and bendibility. Handle. Resistance to washing and chemical cleaning. Resistance to chemicals. Resistance to ageing. Light and heat resistance. Flame resistant properties. Hydrophilic or hydrophobic properties.
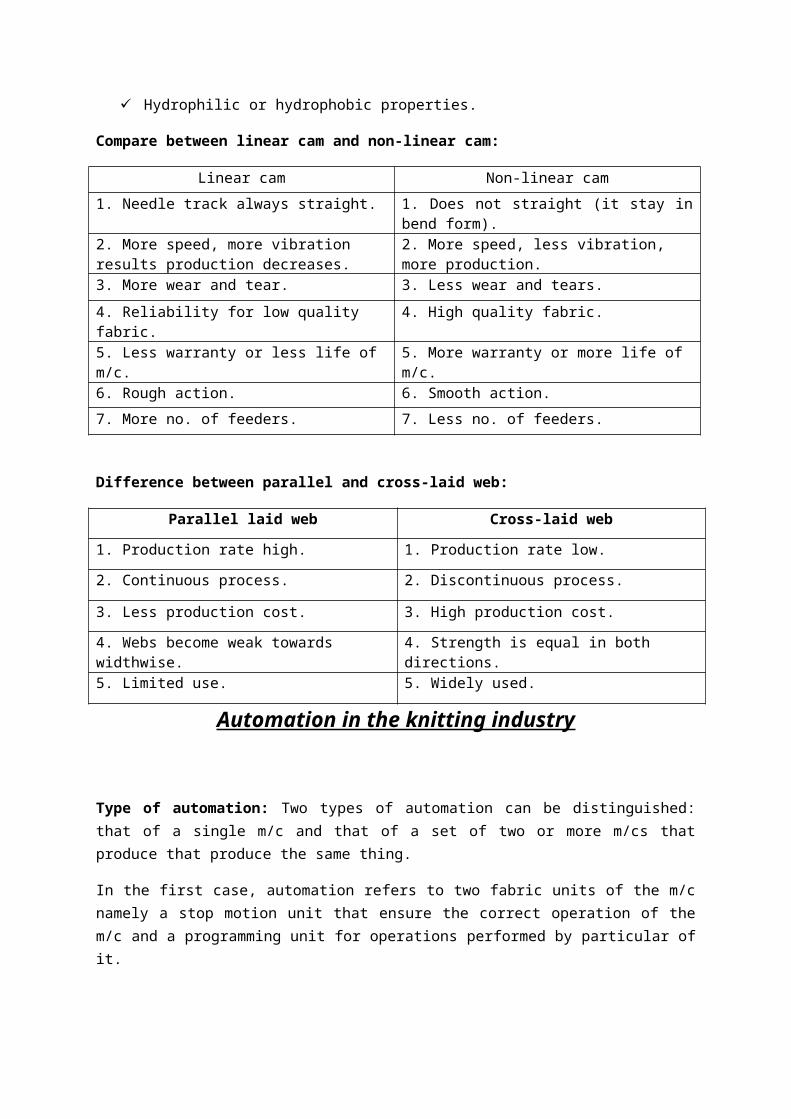
Compare between linear cam and non-linear cam:
Linear cam Non-linear cam
1. Needle track always straight. 1. Does not straight (it stay in bend form).
2. More speed, more vibration results production decreases.
2. More speed, less vibration, more production.
3. More wear and tear. 3. Less wear and tears.
4. Reliability for low quality fabric. 4. High quality fabric.
5. Less warranty or less life of m/c. 5. More warranty or more life of m/c.
6. Rough action. 6. Smooth action.
7. More no. of feeders. 7. Less no. of feeders.
Difference between parallel and cross-laid web:
Parallel laid web Cross-laid web
1. Production rate high. 1. Production rate low.
2. Continuous process. 2. Discontinuous process.
3. Less production cost. 3. High production cost.
4. Webs become weak towards widthwise. 4. Strength is equal in both directions.
5. Limited use. 5. Widely used.
Automation in the knitting industry
Type of automation: Two types of automation can be distinguished: that of a single m/c and that of a set of two or more m/cs that produce that produce the same thing.
In the first case, automation refers to two fabric units of the m/c namely a stop motion unit that ensure the correct operation of the m/c and a programming unit for operations performed by particular of it.
Stop motion unit: Object of the stop motion: Automation of the stop motion unit is aimed at improving the control of:
Yarn feeding by stopping the m/c case in case of yarn breakage excessive knots in the yarn excessive tension and that like.
Working element that take direct part in knitting (Cams, needles that like). Fabric quality which is eliminating the causes of defects in the fabric such as variation in
tightness. Yarn tension control and the signaling of yarn breakage are performed on the yarn section
between the bobbin and the feeding unit. But the furnishing reeds and the feeder yarn control in taken over by another set of stop motion units that control yarn tension and feeding speed and signal yarn breakages before the yarn reaches the needles.
These stop motion unit operate on mechanical or electron mechanical principles.
Principles: The yarn controlling element is a set of balanced lever. A yarn breakage unbalances it causing the emission of a light signal that indicates the fault and sheet off the motor. In both interlock and warp knitted fabrics holes causes by yarn breakage are comparatively small so a rather sensitive stop motion device must be used to detect them. Photo electric cell devices for this purpose have been introduced recently. The principle of operation of such a device consists in throwing a beam of light on the fabric. When a hole appears the light passes through it and sets the photo electric cell into operation. The photo electric current after amplification switches off the electric motor and stop the machine. In interlock m/c, the light beam is thrown through the rotating fabric and in warp knitting m/c the photo electric cell passed over the entire width of the fabric beneath which there is a mirror when a hole in the fabric appears the light in reflected setting the photo electric cell into operation.
Control of fabric tightness in performed by means of isotopic device.
Programming Unit: Automation of programming unit concerns the operation of the main element of the knitting m/c that is needles, sinkers, presser, transfer needles, feeders and the like. An automatic programming unit consists of three functionally coupled basic elements: a control element, a transmitting element and an adjusting element.Mechanically operating control element can consist of chains, tapes, discs, drawn and cam or combinations of cams and drawn, discs and drums or tapes and drums, controls elements of this kind are suitable for production area.
The size of the pattern depends on the number of needles selectors that are appropriate to the size of programming unit. Recently electronic programming elements have been introduced. The morafronic m/c which is built by the moral company (German) is unexampled of an electronically programs and knitting m/c a film tape is used on which 26 rows of point are marded. A light beam is thrown through this tape on to a set of photo diodes in which an electrical signal is generated. After amplification this current is transmitted unit signals by potentiometers.After further amplification the signals are used for the selection of needles in the cam boxes.Another example of programming automation is the production of fully fashioned garments; such as stockings. The designed shape of the garment is obtained by means of loop transfer (Narrowing and widening) or by changing the needle workers in the m/c. Very complex patterns can be obtained by combining these two methods. Narrowing and widening of the fabric by loop transfer is commonly used on fully fashioned and automation V bed m/c. A special transfer mechanical is used for this purpose. Control in pusses is transferred for the m/c from a central control unit that consists of a drum and a chain. Loop transfer is used to produce garments of the relatively simple shape if a more complicated shape is required other knitting elements are used namely feeders of pressers. Needle selection is also possible in flat and circular knitting m/c. By means of jack and needle selection some of the needles may be switched off while the others continue knitting. In this way the knitted fabric can be made to pre-selected shape and sizes.
Advantages of automation: Preservation of the optimum knitting condition by maintaining the uniform functioning of m/c components.
Exploitation of the optimum operating conditions of m/cs that produce a variety of knitted fabrics with different features.
Improvement of fabric quality by reducing breakage of needles yarns. Shortening the production process and increasing of machine efficiency by eliminating some
technical operation. More efficient use of factory space by reducing the area occupied by m/c (especially in the
case of continuous line). Reduction of labour input and reduction of production cost.
The production of knit goods from yarns containing man made fabric
Knitting conditions: Knitting elements: Before knitting it is necessary to examine carefully the conditions and functional correctness of all elements of the machine that into contact with the yarn or that participate in the loop forming process. This particularly concerns the cams, needles guide and yarn holders. Here the damaged or imperfectly working elements should be replaced. The surfaces of needles and holders should be smooth so as to avoid snagging the yarn passing through them.These precautions are especially important in the knitting of textured and high-bulk yarns which have a strong tendency to snag. Good results can be obtained by the use of chromium guides which are twice as resistant to damage as the conventional guides.
Yarn tension: The uniformity and stability of yarn tensions in all working system of m/cs are of great importance in the processing of manmade fabrics. Good results may be obtained by using compensatory feeding devices with control adjustments the optimum yarn tension measured near the feeder during the knitting process should not excess 0.1 to 0.2 g/den (0.9 to 1.8gm/tex)
Fibrous dust: The fibrous dust given off from the yarn during processing must be removed from the m/c by means of a pneumatic installation such as a membrane compressor which prevents it from setting in neighboring m/cs. The condition of the air should be as given above when air humidity is below 40% fibre rigidity and fragility increase simultaneously with a decrease in its possibility.
Knitting fabrics from synthetic yarn:In case of yarns containing polyester fibres the technical parameters are the same as those for knitted woolen fabrics. There is a tendency to dye polyester yarns that are some what finer than woolen yarns used for the same purpose this results from the greater strength of the polyester fibre as compared with woolen fibres as well as from the fact that and increase in the yarn count is usually associates with an increased twist factor which can produce a decrease in the pilling tendency.Yarns that contains polyester staple fibres can be knitted on nearly all types of m/cs. Interlock plain and pique knitted fabrics intended for outwear are the fundamental products polyester filament yarns are usually knitted on warp knitting m/c. the ranges of yarn count in from 40-70D.The basic product assortment consists of ladies underwear and shirts.
Polypropylene: The parameters adopted for fabrics knitted from natural fibres can be used with w polypropylene fibres. In designing knitted fabrics containing polypropylene fibres. The change of yarn diameter that results from their small specific weight (0.91gm/cm3) must be taken into consideration. Accordingly a finer count of polypropylene yarn must be used to obtain a knitted fabric of the same thickness and covering properties as when natural fibres are used.Until this time, propylene filament yarns habe not been generally used in the production of knitted under wear or outer wear. Knitted use fishing nets, packing, materials and knitted show fabrics are the chief products.
Poly vinyl alcohol: The parameters of the knitting process from those yarns are analogous to those used with natural fibre yarns. Polyvinyl alcohol yarns are used in under wear, outerwear or socks.
Knitted fabrics made from modified yarns:
1. High-bulk yarns: High bulk yarns are most often made from poly-acryl nitrile fibres. Bulked yarns adopted for knitting are used either in shrunk or in shrunk or non-shurnk form. The metric yarns counts range from 18 to 36 nm and for the non shrunk form. The metric yarn is used. If non-shrunk yarn is used the yarn after shrinkage will be 14-18% lower than the initial count with previously shrunk high bulk yarns, the density of the fabric should be from 15-20% lower than for stander yarns, taking into account the increase in yarn thickness after shrinkage.
How even when non-shrunk high bulk yarns are used the raw fabric should about 40% looser than the knitted fabric produced from standard yarn because as a consequence of shrinkage the stitch density of the knitted fabric will be increased about 25%. The residual density components for the increase of yarn diameter after shrinkage. During the knitting of reframing the stitch density must be from 15-20% greater than in body of the fabric. High bulk yarns are used in production of knitted fabrics on m/cs of the cottons patent type of on flat bed and circular latch needle m/c. These knitted are intended for use in outer wear.
2. Texture yarn: The changes of yarn stricture cause by texturing process cause an increase in volume. This increase difference according to the kind of yarn and the process used. The highest values are achieved with welanca yarn and the lowest value of undulated (Agilon) of looped (Tasin) yarns. Because of this increase in volume after the texturing process it is necessary to correct the factor relating to the yarn count taking into consideration the requirement connected to the cover factor. Outerwear, batching suits and hosiery constitute the essentials assessment of product made from textured yarns.
Yarn preparation for weft knitting
Technological functions:
1. To control and eliminate neps, knots, thick and thin places.2. Yarn lubrication.3. Construction of the yarn package for optimum running performance.
Objectives of yarn lubrication:
Reduced abrasion effects on surfaces important with _____ synthetics (PA,PE). Dissipation of static charged (Important with 100% synthetic yarn). Better cohesion of the filaments. Improved yarn pliability. Due to lubrication, yarn becomes softer and more pliable offering less resistance to the loop
formation.
Construction of the yarn package for optimum running performance:
Exact yarn length in the cone. Maximum capacity. Exact and optimum cone geometry. Optimum yarn package hardness yarn tension is high in harder package.
Some importance hardness value: Spun yarn: 30-350 shore.Filament yarn: 40-450 shore.
Lubrication of filament yarn: Generally fluids are used as lubricants. These include:
1. Substance (s) to reduce friction.2. Anti-statics anti-corrosive substances.
Important factor:
Apply about 0.5 to 2% of lubricant for good quality lubrication. Control the viscosity very carefully. Better cohesion of the filament.
Lubrication of spun yarn: Present practice is to apply a thin film of wax on to the yarn surface. Normally two systems for waxing applied. Those are:
1 point waxing system: (fig)
In this system a pin pass the yarn which is placed over a wax disc. By this way yarn is passing through the film of wax.
3 point waxing system: (fig)
In this processes yarn passing through some wax disc. There different pin at different position give pressure the yarn for coating wax.
Waxing parameters: The amount of wax deposited on to the yarn surface depends on the tension in the yarn. By controlling the yarn tension, we control the wax on the yarn.
Yarn material Composition Wax content in g/10,000m Optimum Cotton 100 0.15-0.25 0.12Wool 100 0.30-0.60 0.12Cotton/viscose 67/33 0.30-0.40 0.12PE/Cotton 67/33 0.30-0.40 0.15PE/Wool 55/45 0.30-0.40 0.17Acrylic 100 0.30-0.40 0.17
Important yarn properties:
Fineness (count) and its variation. Twist and its variation. Short fibre content/percentage. Neps. Thick and thin places. Yarn run-in properties. Winding faults.
Cost of quality:
Defect prevention costs. Testing costs. Defect costs.
Manufacturing cost:
Material cost. Labour cost. Production cost. Defect cost. Overhead and others.
Defect costs:
Cost originating from repairing fabric. Remarking Material loss. Value reduction of the product. Loss of production.
How to minimize defect cost: Defect fabric faults (needle marks, oil marks, holes, thick and thin places). Identify the sources of defects. Defect cost could amount up to 11%.
Importance of tightness factors:
1. Two fabrics knitted with the same, TF will be the same.2. If TF is higher than the knitted fabric will be stiff and rigid. 3. If TF is lower than the knitted structure will be sleezy and slack.
TF=√TexS . L
TF=11 very slack
TF=16.5 very tight
TF=14.6 ideal value.
Multi-axial fabric
Multi-axial fabric: A warp knitted construction in which 3 or more substantially straight threads are inserted at different angles to each other. For example: vertically, horizontally and diagonally.
Weaving of tri-axial fabric: A system of weaving that interlace two sets of warp ends and one sets of picks in such a way that the three sets of threads from a multitude of equilateral triangles. The resulting fabric has excellent bursting, tearing and abrasion resistance.
Fabric construction of multi-axial fabric:
Multi-axial fabric is a technical fabric. It is a warp knitted structure in which four yarn sets are inserted in different direction. Apart
from the normal warp and weft directions, two diagonals are placed at the required angles.(Fig)
The full fabric construction is schematically illustrated in fig. and as can be observed the four sets of straight and parallel are bound together by the knitting yarns (Performing a 1 and 2 lapping movement).
Uses of multi-axial fabrics: Multi-axial fabrics, composed of high tenacity yarns have raised great interest among the products of technical textiles.
There is no doubt that fabrics are suitable for reinforcement of composite materials and forecasted markets are the aviation, marine, auto and sports equipment industries.
Unfortunately, most of the experiments involved military organizations so that the amount of data is restricted. It is known however that extensive ballistic tests are being conducted to test the properties of the structure for personnel and armored vehicle protection.
Lightweight construction profiles are another example of the multi-axial use. Moulded shapes of multi-axial fabrics also used. The multi-axial arrangement of yarns provides the ideal reinforcement for such dome construction.
The multi-axial Rachel machine: The knitting of the structure combines four separate yarn sets which are connected in the following way:
1. A fully threaded ground guide bar knits a 1×1 lapping movement which is used to bind all other fabric elements together.
2. A fully threaded guide bar continuously mis-lapping is used to insert straight warp yarns into the structure. One yarn is inserted between each two wales.
3. The weft insertion magazine placed at the back of the m/c feed one straight weft yarn every knitted course. The principle of laying the yarn behind the back of the needle.
4. The diagonal placing elements are a new development which at the moment is used only on this m/c type.
Each guide bar by moving in the same direction places its yarn in a diagonal formation actor the width of the fabric.