Progress in NDE Inspection Qualification for Steam ......Progress in NDE Inspection Qualification...
33
O N T A R I O P O W E R G E N E R A T I O N Progress in NDE Inspection Qualification for Steam Generator Tubes at Ontario Power Generation
Transcript of Progress in NDE Inspection Qualification for Steam ......Progress in NDE Inspection Qualification...

O N T A R I O P O W E R G E N E R A T I O N
Progress in NDE Inspection Qualification for Steam
Generator Tubes at Ontario Power Generation

O N T A R I O P O W E R G E N E R A T I O N
2
by
P. Kwan, S. Sullivan, T. Malkiewicz
and
A. Chen, J. Huggins
5th International CANDU In-Service Inspection /
NDT in Canada 2014 Conference,
Toronto, Ontario, Canada June 17-18, 2014
Progress in NDE Inspection Qualification for Steam
Generator Tubes at Ontario Power Generation

O N T A R I O P O W E R G E N E R A T I O N
3
� OPG Overview
� Inspection Qualification Background
� Qualification Body
� Qualification Process
� OPG Nuclear Steam Generators and Active Degradation
Mechanisms
� Inspection Methods to be Qualified
� Qualification Packages
� Experience with Qualifying Body and Process
� Summary
Presentation Outline

O N T A R I O P O W E R G E N E R A T I O N
OPG Overview
� More than 19000 MW of generation capacity
� 2 Nuclear Stations
� 5 Thermal Stations
� 65 Hydro Electric Stations
� In-house NDE Inspection and Specialized Maintenance
Organization (IMS)
4

O N T A R I O P O W E R G E N E R A T I O N
OPG Nuclear Fleet
� Pickering Nuclear
� 6 CANDU Reactor Units, 515 MW Each
� Darlington Nuclear
� 4 CANDU Reactor Units, 900 MW Each
5

O N T A R I O P O W E R G E N E R A T I O N
Inspection Qualification Project at OPG
� Multi-year project (2008-2016) to qualify NDE
systems governed by CSA-N285.4, Periodic
Inspection of CANDU Nuclear Power Plants
� Reactor Fuel Channels
� Steam Generators
� Reactor Feeder Piping
� Piping Welds
� Dry Storage Containers for Spent Fuel
6

O N T A R I O P O W E R G E N E R A T I O N
7
� Inspection qualification of NDE systems is a requirement under CSA-
N285.4, Periodic Inspection of CANDU Nuclear Power Plant
Components, clause 3.6(e) requires that the Owner “demonstrate
the adequacy of the procedures and the proficiency of the assigned
personnel using the assigned equipment to detect and size flaws in
representative samples.”
� Compliance with the standard is a requirement of the Power Reactor
Operating Licenses for the Darlington and Pickering Stations.
� CSA N285.4 Clause 3.6e has been part of the standard since 1994.
Inspection Qualification Background

O N T A R I O P O W E R G E N E R A T I O N
SG IQ Work to Date
� Until recently, NDE flaw characterization performance has been
documented in various engineering reports within OPG, by CANDU
Owners Group (COG) project documents, and by individual contracts
with external vendors. As a result, there has not been a uniform,
consistent, approach to NDE qualification.
� Various technical reports on ET/UT probe capability are based on
pulled tubes and simulated flaws
� UT results are used to validate the ET for volumetric type flaws
� Certified Analysts (CGSB or equivalent)
� SSPD Training and Testing
� Written Inspection procedures/instructions
8

O N T A R I O P O W E R G E N E R A T I O N
IQ Background […continued]
� A pilot study completed by OPG in 2001 reviewed the optimal
approach to demonstrate compliance with CSA N285.4 clause 3.6(e).
� Pilot study proposed a process based on Recommended Practices
followed by the European Network for Inspection Qualification
(ENIQ) to complete inspection qualification.
� ENIQ invokes an engineering approach to address qualification.
� The benefits of ENIQ method are its flexibility to include a variety of
evidence in addition to performance demonstration to qualify
inspections. For example, lab studies, mathematical modeling, and
other technically supported arguments.
9

O N T A R I O P O W E R G E N E R A T I O N
CANDU Inspection Qualification Bureau (CIQB)
� CANDU Inspection Qualification Bureau (CIQB) was established
within the CANDU Owners Group (COG) which acts as a qualifying
body to provide independent assessment of qualification document
package for participating COG members
� CIQB will also facilitate the development of Inspection Specifications
when requested by two or more participants.
� CIQB facilitates Peer Reviews of NDE qualification documentation
that verifies that the documented NDE Performance meets or
exceeds requirements of the Engineering Inspection Specifications
for various degradation mechanisms.
10

O N T A R I O P O W E R G E N E R A T I O N
CIQB Qualification Process
Inspection Specification
Inspection Procedure
Technical Justification
Training and Personnel Qualification Material
11
IQ Package
Reviewed by team of experts
assembled by CIQB in field of
NDE suited to submission
Collaborative approach
between ISP and
review team to
disposition feedback
Typically Submitted by
Inspection Service
Provider (ISP) to CIQB
Approval Given
by CIQB after all
disposition is
accepted
CIQB

O N T A R I O P O W E R G E N E R A T I O N
Inspection Specification
� Describes the component and environment
� Observed or Postulated Degradation mechanism(s)
� Inspection Requirements
� Defines the requirement for the Inspection Technique to
detect and quantify the degradation
� Probability of Detection (POD)
� Flaw sizing capability, depth, length…,
� Guidelines for Inspection personnel and qualification
requirements
12

O N T A R I O P O W E R G E N E R A T I O N
Inspection Specification […continued]
� Generic Inspection Specification (IS) for
CANDU Steam Generator Tube was
produced as a COG Joint Project on IQ
� Utility Engineering specifies the specific
degradation mechanisms and level of
qualification per the generic IS and any
supplemental requirements
13

O N T A R I O P O W E R G E N E R A T I O N
Technical Justification
� Provides justification that the procedure/technique and
training plan meet the requirements of the Inspection
Specification
� Analyzes and documents the essential parameters
� Provides the required evidence (such as field results, lab studies,
mathematical modeling and/or physical reasoning) to demonstrate
that Inspection Procedure and training plan meets the intent of
the Inspection Specification
� The Inspection Service Provider typically produces the
Technical Justification document .
14

O N T A R I O P O W E R G E N E R A T I O N
Pickering Units 1 & 4 Steam Generators:
Typical Degradation Mechanisms
15
� 12 Steam Generators per
Reactor Unit
� 2600 tubes in each Steam
Generator
� Tube diameter nominally
12.6 mm [0.5”]
� Tube wall thickness
nominally 1.25 mm [0.049”]
� Tube material is High
Magnetic Permeability
Monel 400 (Unique!!)

O N T A R I O P O W E R G E N E R A T I O N
Pickering Units 5 to 8 Steam Generators:
Typical Degradation Mechanisms
� 12 Steam Generators per
Reactor Unit
� 2573 tubes in each Steam
Generator
� Tube diameter nominally
12.6 mm [0.5”]
� Tube wall thickness
nominally 1.25 mm [0.049”]
� Tube material is Variable
(Low to High) Magnetic
Permeability Monel 400
16

O N T A R I O P O W E R G E N E R A T I O N
Darlington Steam Generators: Typical Degradation Mechanisms
17
� 4 Steam Generators per
Reactor Unit
� 4663 tubes in each Steam
Generator
� Tube diameter nominally
15.88 mm [0.625”]
� Tube wall thickness
nominally 1.13 mm [0.044”]
� Tube material is Incoloy 800

O N T A R I O P O W E R G E N E R A T I O N
Inspection Methods to be Qualified
18
Eddy Current Testing (ET) using
Zetec Probes and Equipment
Bobbin Probe
and Array (X-Probe)
Ultrasonic Testing (UT)
Tiny Rotating Ultrasonic Tube
Inspection Equipment (TRUSTIE™)
Magnetic Biasing Bobbin and X-Probes for
Pickering SG Tubes

O N T A R I O P O W E R G E N E R A T I O N
Inspection Methods
� Eddy Current Testing (ET) is the primary method due to
its high acquisition speed.
� Ultrasonic Testing (UT) using TRUSTIE is a supplemental
method
� High-resolution characterization of flaws
� Accurate flaw imaging
� UT results provide evidence on field flaws to validate ET for
Inspection Qualification of Volumetric Flaws
19

O N T A R I O P O W E R G E N E R A T I O N
Ultrasonic Inspection using TRUSTIE
20

O N T A R I O P O W E R G E N E R A T I O N
TRUSTIE Probes
21
Typical UT probe connected to a flexible drive shaft.
Straight-leg Probe U-bend Probe

O N T A R I O P O W E R G E N E R A T I O N
22
TRUSTIE Probe Types
Planar (Crack-like) Flaws
Volumetric Flaws

O N T A R I O P O W E R G E N E R A T I O N
23
Eddy Current and Ultrasonic Inspection
UT C-Scan Image
Photograph of Flaw in
Pulled Tube
ET Signal from Preheater Volumetric Flaw
• ET for Basic Detection and Sizing
• UT for Enhanced diagnosis and sizing with
higher accuracy – similar to Metallography

O N T A R I O P O W E R G E N E R A T I O N
IQ Package Summary
IQ Packages Qualified
� ET Pickering B OD pitting (qualified 2012)
� UT Darlington OD support fretting (qualified 2012)
� UT Darlington OD pitting (qualified 2012)
� UT Pickering OD pitting (qualified 2012)
� UT Pickering Volumetric Flaws (qualified 2013)
� UT Darlington Volumetric Flaws (qualified 2013)
� ET Darlington OD support fretting (qualified 2014)
Submitted and in review with CIQB
� ET Pickering Volumetric Flaws (submitted Q1 2013)
� ET Darlington Volumetric Flaws (submitted Q1 2014)
24

O N T A R I O P O W E R G E N E R A T I O N
IQ Technical Justifications and
Submission Packages in Development
Eddy Current
� Pickering: ET Crack
� Pickering: ET IGA
� Darlington: ET Crack
UT
� Pickering: UT Crack
� Darlington: UT Crack
Procurement of cracked specimens will be beneficial for Qualification of ET
and UT crack packages
25

O N T A R I O P O W E R G E N E R A T I O N
Qualification of ET Volumetric Flaws
� Based on comparison of ET flaw signals
with destructive evaluation (DE) of pulled
tube flaws, simulated flaws, and
comparison with UT Results.
26

O N T A R I O P O W E R G E N E R A T I O N
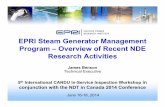
ET Detection Capability for Hydrodynamic Flaws in Darlington
SG Tubes
27
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 10 20 30 40 50 60
PO
D
Flaw Depth [% through-wall]
Darlington X-Probe & Bobbin Preheater Volumetric Flaws POD
X-Probe Bobbin X-Probe POD Bobbin POD
Bobbin &
X-Probe: 111
Data Points

O N T A R I O P O W E R G E N E R A T I O N
ET Sizing Accuracy for Hydrodynamic Volumetric Flaws in
Darlington SG Tubes
28
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60 70
X-P
rob
e D
ep
th E
stim
ate
(%
th
rou
gh
-wa
ll)
UT Depth Measurement (% through-wall)
Ideal Sizing Reference
Data Points

O N T A R I O P O W E R G E N E R A T I O N
Qualification of UT Volumetric Flaws
� Qualification of UT Volumetric Flaws is based on:
� Pulled Tube Information
� Performance on Simulated Flaws
� Mathematical Modeling (COG R&D study)
29

O N T A R I O P O W E R G E N E R A T I O N
y = 0,9908xR² = 0,9916
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0% 20% 40% 60% 80% 100%
Meta
llu
rgy M
easu
rem
en
t (%
tw
)
UT Measurement (% TW)
UT versus Metallurgy - Volumetric flaws in DNGS & PNGS removed tubes
DNGS & PNGS Volumetricflaws
Linear (DNGS & PNGSVolumetric flaws)
UT Results – Depth Sizing Volumetric Flaws
30

O N T A R I O P O W E R G E N E R A T I O N
UT Results – Length Sizing Abrupt Flaws in Darlington and
Pickering SG Tubes
31
y = 0,9051x + 1,0663
R² = 0,9832
0,0
5,0
10,0
15,0
20,0
25,0
30,0
0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0
De
stru
ctiv
e E
xa
min
ati
on
Le
ng
th M
ea
sure
me
nt
(mm
)
UT Length Measurement (mm)
UT Length Versus DE Measurements
Met Length (mm)
Linear (Met Length (mm))

O N T A R I O P O W E R G E N E R A T I O N
Experience with CIQB IQ Process
� Packages were reviewed by a very knowledgeable team assembled by the
CIQB with expertise in the field of NDE and its application to Steam
Generator tube inspection.
� Initial ET and UT packages submitted in 2011 took over a year to qualify.
Large number of comments needed disposition as well as competing
priorities with field work.
� Recent UT submission for Pickering Volumetric Flaws was qualified more
quickly due to the experience gained from previous UT submissions.
� Independent expert review by CIQB review team has resulted in
improvements to Inspection procedures overall.
� Collaborative discussions with review team has provided a deeper
understanding of technique and capabilities.
� The Technical Justifications developed to date provide useful summaries of
Essential Parameters.
� A better approach has been established to deal with impact of changes to
procedures/equipment on qualified procedures.
32

O N T A R I O P O W E R G E N E R A T I O N
Summary
� OPG in a multi-year project to qualify steam generator tube NDE
� IQ is a requirement of CSA N285.4 Periodic Inspection of CANDU
Nuclear Power Plants
� CIQB established within COG to act as qualifying body
� Provides Licensees/Inspection Service Providers with a consistent
process for IQ (ENIQ adopted by CIQB and accepted by CNSC) for
inspection procedures required for N285.4
� Overall the IQ process is healthy for verifying the capabilities of NDE
techniques
� 7 SG IQ Packages have been Qualified so far
� Future submissions are planned for Volumetric Flaws, Cracking and
IGA.
33