Profit = Global - Saskatchewan Health Authority · The pillars of the SGC production system are...
83
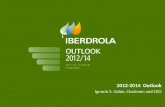
Global Production System Product/Patient Quantity Analysis Kaizen Kaikuku Just-in-Time Measures Standard Operations Heijunka (Leveling) Continuous Flow Total Productive Maintenance Poka-yoke (mistake proofing) Kanban Setup Reduction Changeover Multi-process Operations Jidoka (human automation) GPS MUDA MUDA Visual Control Andon TAKT TIME ONE PIECE FLOW PULL PRODUCTION R e d e p l o y m e n t Committed Leaders Profit = Price - Cost TAKT Time Map Capacity Tables Cost Reduction By Eliminating Waste GPS Depth Study NVA/VA- Functions/Mgrs Quality Cost Delivery Morale Safety Value Stream Mapping 5S • Sorting • Simplifying • Sweeping • Standardizing • Self Discipline 3P Prod Prep 7 Flows Medicine 7 Wastes RPIW 7 Flows Factory 4 No’s © 1996-2013, John Black and Associates LLC (modified from Hiroyuki Hirano, Productivity Press). Global Kanban System Module 09-B
Transcript of Profit = Global - Saskatchewan Health Authority · The pillars of the SGC production system are...

Global Production System
Product/Patient Quantity Analysis
Kaizen Kaikuku
Just-in-Time
Measures
Standard
Operations
Heijunka
(Leveling)
Continuous
Flow
Total
Productive
Maintenance
Poka-yoke (mistake
proofing)
Kanban
Setup Reduction
Changeover
Multi-process
Operations
Jidoka (human
automation)
GPS
MUDA MUDA
Visual
Control
Andon
TAKT TIME ONE PIECE FLOW PULL PRODUCTION
R
e
d
e
p
l
o
y
m
e
n
t
Committed Leaders
Profit =
Price - Cost
TAKT Time Map
Capacity Tables
Cost Reduction By Eliminating Waste
GPS Depth Study
NVA/VA-
Functions/Mgrs
Quality Cost Delivery
Morale Safety
Value Stream Mapping
5S • Sorting
• Simplifying
• Sweeping
• Standardizing
• Self Discipline
3P Prod Prep
7 Flows Medicine
7
Wastes
RPIW
7 Flows
Factory
4 No’s
© 1996-2013, John Black and Associates LLC
(modified from Hiroyuki Hirano, Productivity Press).
Global
Kanban
System
Module 09-B

I. SGC Production System
II. What is Global Kanban System?
III. The Origin of Kanban System
IV. Common Production System V. Pull Production System VI. Operation of Kanban System VII. Concepts of Transportation
VIII. Heijunka Production and Kanban System IX. Case Study & Simulation
Global Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 2

Basics
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 3

I. SGC Production System
The pillars of the SGC production system are Just in Time and Autonomation .
Heijunka is a prerequisite to support the two pillars of the SGC-PS
Autonomation
(Jidoka)
Stops by itself if
an irregularity
occurs
Just In Time
Heijunka Production
Make or transport
what is needed,
when needed,
in the amounts
needed
SGC
Production System Production System SGC
Cost reduction based on waste elimination
Manpower
Materials
Machinery
Standard
Work
Standard
WIP/Kanban
Andon
Operational
availability
Takt Time
1 piece flow
Supermarket
Pull System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 4

Heijunka Production (Prerequisites)
Autonomation a. Build quality into processes
a. Manpower reduction
Equipment stops at irregularities, Use of Andons, problems are notified
Operational availability
PM (Preventive Maintenance)
Operator work vs. machine work
a. Continuous flow processing
(Flow production)
b. Takt time production
c. Pull system
Process sequence layout, 1-piece flow,
synching, connection, cross-functional
operator development
Kanban and supermarket,
small lot production
SGC-PS
Two Pillars
Fundamental
principles
Tangible
tools/tactics
Just In Time Standard work, Flexible staffing
I. SGC Production System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 5

I. SGC Production System
Taiichi Ono(1912-1990) The Two Pillars of TPS
“Jidoka” by Sakichi Toyoda
“Just In Time” by Kiichiro Toyoda
Establishment of TPS
(The Essence of TPS)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 6
“Cost reduction by thorough
elimination of waste”
Basic philosophy of TPS
How to manufacture cheaply what is needed(sold),
when it is needed(sold), in the amount needed(sold)”.

II. What is Global Kanban System?
Just-In-Time
One of two pillars to support SGC-PS
“Manufacturing and transportation (purchase) of only what is
needed, when it is needed, in the amount needed”.
Major Premise : Heijunka
Three Basic Principles ① Flow Production
② Takt Time Production(decide Takt by required numbers)
③ Pull Production System
“Kanban System” is a tool to realize “Pull Production System” and “Replenishment Production System”.
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 7

II. What is Global Kanban System?
The Elements of Kanban
①Tool to realize Just-In-Time
Production Order, Transportation Order, Purchasing Order
②Prevention of Muda of “over-production”
Production control by proper number of Kanban
③Quality Improvement
100 % Good Products are formed in production system.
④Tool of Kaizen
The problems become evident.
⑤Visual control is enhanced
Production status and production urgency (priority) become visible.
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 8

III. The Origin of Kanban System
• At the supermarket, customers take only “what they need, when they need it, in the amount needed”.
• The supermarket must stock all kinds of goods so customers may buy whatever / whenever / in quantity.
• The Kanban System introduces a supermarket model to the production line. (1954 This idea came from the US supermarket.)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 9

Structure of Supermarket and Kanban System
Supermarket
Warehouse Transportation Goods Cashier
Kanban System
Preceding process Transportation Line-side parts store
Kanban post
Kanban
Line
III. The Origin of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 10

Push Production
Preceding Process(Supplier)
Following Process(Hospital)
Process 1 Process 2 Process 3
Production
Planning
Warehouse
Customer
Warehouse
IV. Common Production System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 11
“Make as many as possible of whatever is possible”

Preceding Process Following Process
Hospital
Storage Sickroom
Exam. Room
C
A
B
Exam. Room
Storage
Warehouse
Sickroom
A following production process “pulls” only what is needed, when
needed, in the amount needed” from the preceding process.
The preceding process buys(transports) only in the amount “used”.
V. Pull Production System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 12

Process
1
Process
2
Process
3
Process
1 Process
2
Process
3
One-piece at–a-time flow
Customer
Customer
V. Pull Production System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 13

A. Prerequisites for Implementation
1. Continuous production
Not suitable for non-continuously production (one-time or occasionally-produced items)
2. Smaller lot-sized and Heijunka implemented production
3. Reduction of production lead time
Production lead time = processing time + holdup time (queue)
(inventory, transportation and inspection)
Investigate equipment and operator
Cost reduction
Heijunka production
Lot production Quantity
Time ( days)
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 14

4. Seiryu-ka (streamline) of processes
5. Employment of Kanbans in all processes
Streamlined flow Confused flow
Branch Confluence
Flow of information
Process
Flow of materials
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 15

Process
1 Process
2
Process
3
Process
1
Process
2
Process
3
Process
1
Process
2
Process
3
1. Do not let Kanban rotate among multiple processes
B. Important Considerations for the Implementation
Delivery
Delivery
Delivery Finish
Finish
Finish
• A few kinds
• Short lead time Many kinds
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 16

2. Stabilization of processes
100 % Good Product
Send only good product to following process
Producing rejects ;
① materials, equipment, labor and energy are used in vain
② Because Kanban System don’t work well, more than
necessary inventory occur
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 17

Roles Rules of Practice
1
“Pull information” or “transport
instructions information”
Following process pulls only the products
which Kanban shows were removed
2 “Production instructions information” Produce only the amount indicated in a
removed Kanban, according to its
sequence in the preceding process
3 Prevention of “over-production” and
“over-transportation”
Don’t produce and don’t transport when
there is no Kanban
4 Necessary work as “sheet of actual
materials”
Kanban must be attached to actual
materials
5 Immediate recognition and remedy for
any defective product / process
100 % good product
6 Tools for “revealing problems” and
“Controlling inventory”; tools for Kaizen
Reduce the number of Kanbans gradually
C. The Elements of Kanban and Rules of Practice
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 18

Kanban
1. Pull Kanban
a. Intra-Process Kanban
(instructions within process)
b. Signal Kanban
(batch process instructions)
a. Inter-process Kanban
(transport instructions)
b. Supplier Kanban
(parts delivery instructions)
2. Production Kanban
D. Types of Kanban
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 19

Information contained on Kanban:
Part number and part name
Storage location
Quantity per container
Line name and preceding / following process name
Total number of Kanbans and Kanban serial number
Delivery time (only for Supplier Kanban)
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 20

1. Pull Kanban
a. Inter-process Kanban (transport instructions)
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 21

b. Supplier Kanban (parts delivery instructions)
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 22

2. Production Kanban
a. Intra-process Kanban (instructions within process)
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 23

b. Signal Kanban (batch process instructions)
Line name Part number
Part name Material storage
Type of container
Following process
Reorder point
Lot size
(quantity)
Finished products storage
Quantity
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 24

1. Circulate of Pull Kanban and Production Kanban
Flow with parts store Remove
Production
Kanban
Pick up parts with Kanban 1
Put parts at the
designated place
Change
Kanban 2
3
4
Transport
c
c
b
a
c
A
B
C
a b
Production
instruction
2
3
c
1
a
b
c
A
B
C
store
c
Fo
llow
ing
pro
ce
ss
Preceding process
~ Flow of Pull Kanban
~ Flow of Production Kanban
1 4
1 3
c
VI. Operation of Kanban System
E. How to circulate Kanban
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 25

2. Supplier Kanban
a. Delivery Cycle
How many times?
(number of deliveries)
1 2 4
What is delivery interval?
(number of days)
What is the number of delivery
intervals to send the Kanban
back?
= (transportation interval of
Kanban’s return) 2 – 1 – 1
1 – 4 – 2
1 – 2 – 2
1 – 2 – 1
1 – 1 – 1
MON TUE WED Cycle
Example:
①②
①②
①②③④
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 26

b. How to circulate Supplier Kanban
2
6
A
B
C
(Put on cart and
place in the proper
sequence) 5
Assembly line
Parts rack
Kanban Post
Kanban sorting rack
3
4
Supplier
Delivery vehicle
1
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 27
VI. Operation of Kanban System

VI. Operation of Kanban System
c. Determination of the number of Supplier Kanban (1) Delivery Cycle [Ex.] 1-4-2 delivery cycle
Inventory Circulation of Kanban Ⅰ
Quantity of
receiving parts
per delivery
Minimum inventory
① ② ③ ④ Delivery
Quantity of inventory is at the maximum
immediately after delivery
Immediately after receiving
with
dra
wa
l w
ithdra
wa
l
①
②
③
④
①
②
③
④
A
B
C
D
1st shift
2nd shift
Inve
nto
ry
A
c ①
Delivery ①
Returned d
C
A
B
Su
pp
lier
(N-1)day N day
1st shift 2nd shift
with
dra
wa
l
a
b
c
d
with
dra
wa
l w
ithdra
wa
l
with
dra
wa
l w
ithdra
wa
l w
ithdra
wa
l
Ⅱ
Ⅲ
Kanban to
be returned
to supplier
by the last delivery(④)
Kanban is circulated
in the group of
(transportation interval
of Kanban’s return +1)
1 – 4 – 2
Circulated within
I . II. III group
∥
↓
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 28

x = # of days
y = # of deliveries
z = transportation interval
of Kanban’s return
(2) Formula to calculate the number of Kanbans in Circulation
Number of parts consumed per day: 120 Number of parts contained per box: 10 Delivery cycle: 1 - 4 - 2 (x) (y) (z) Buffer rate: 0.2 day Number of Kanbans in circulation: 1 2
[Example]
i. Number of Kanban used per day:
# of parts consumed per day (120) / # of parts contained per box (10) = 12 / day
ii. Number of Kanban loaded per delivery:
# of Kanban used per day (i) (12) / times of delivery (y) (4) = 3 / delivery
iii. Group of Kanban:
Transportation interval of Kanban’s return (z) (2) + 1 = 3 groups
iv. Buffer stock:
# of Kanbans used per day (i) (12) x 0.2 = 2.4 → 3 (Round it up)
v. Number of Kanbans in circulation:
(ii) x (iii) +(iv) = 3 x 3 + 3 = 12
vi. Inventory:
0 1st 2nd 3rd 4th
Maximum inventory: 6
# of Kanbans loaded / delivery
Minimum inventory (Buffer stock) : 3
The number of Kanbans
in circulation
# of parts consumed per day X x
# of parts contained per box
(z + 1) y
+ Buffer rate (Round it up) = X
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 29

3. Signal Kanban (Triangle Kanban)
a. What is “Signal Kanban”?
Signal Kanban is used as a production order in processes where many different parts are made and changeover takes a long time (batch process), such as press, die casting, resin molding, etc.
Items to be indicated on a Signal Kanban are lot size and reorder point:
Lot size is the quantity produced at a time when a Signal Kanban is removed.
Reorder point (reference quantity) indicates timing when a Signal Kanban is removed, and, unlike lot size, depends on setup time and production time.
Reorder point shows how many hours the inventory lasts and when to start production, or within how many hours after a Signal Kanban is removed.
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 30

Figures in brackets ( ) are for a
sample Kanban at left
Lot size:
quantity produced at one time (1,000)
Reorder point (reference quantity):
quantity of products shipped from the time
a Signal Kanban is removed to end of
operation (300)
Qty.:
quantity of parts contained in one
container (10)
Finished product store:
address of store (1 - 1)
Finished product
storage 1-1
Line
name
500 Ton Material
store
Lot size Qty. 10
1,000 Container
Part
number
300
Following Process
Reorder
point
Part name
b. Signal Kanban
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 31

Production sequence
Press process Production
control board
1-1 1-2
Finished product store
shipment
Following process
Take sequentially
from the upper row
of the left side block
Production
Kanban Signal Kanban
Reference quantity
(reorder point)
c. How to circulate “ Signal Kanban”
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 32

d. How to decide the lot size and the reorder point
i. Lot size: determined by the production volume. It is ideal to produce the lot size of one product more than once a day.
If the changeover time ratio is over 20%, more than 1 / day production is difficult.
Changeover time ratio = { (changeover time x # of times) / total working time } x 100
*Try to reduce changeover time if the ratio is over 20%.
ii. Reorder point (reference quantity) = (Processing time to produce the quantity indicated in removed Signal Kanban + changeover time)
Takt time (following process)
(unit: second)
iii. Buffer stock: used in actual operation, and determined by clearly defined needs for volume change, equipment failure, defects, etc. The number of the buffer stock should be
reduced as much as possible.
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 33

e. How to calculate reorder point (reference quantity)
[Example]
Takt time: 2.0 min. (120 sec.)
Press processing time: 4.2 sec. / 1 sheet (press stroke)
Lot size: 1,000 sheets
Changeover time: 10.0 min. (600 sec.)
Quantity per container: 20 sheets / 1 container
Reorder point: 40 sheets (2 containers)
20 sheets
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 34

i. When a Signal Kanban is removed for one part:
Processing time per lot = 4.2 sec. x 1000 = 4,200 sec. (70 min.)
Reorder point (reference quantity) = Processing time per lot (4,200 sec.) + Changeover time (600 sec.) / Takt time (120 sec.) = 40
In the actual production lines, there may be more than one Kanban removed at a time because multiple parts are used; therefore, add that number in this case.
Indicate due time on production control boards.
ii. Change of Inventory Level Max.
1,000
Qty.
Lot size
(1000)
0
Min.35 40
965 = 1000-35
Time
965+35
Take from the upper row
on the left side.
Reorder
point
Lot size
Consumed quantity
during press processing
Kanban removing point
(40 Sheets)
Starting pressing point
(35 Kanbans)
Press processing time
(70 min.) Changeover time
(10 min.)
Consumed quantity
during changeover
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 35

Material flow
Production Kanban flow
Signal Kanban flow
Process name
Pull Kanban flow
Annual Production plan
Sequence
Monthly Production plan
Weekly or 10-day Production plan
Body
Body
Start
Body
Finish
Starting
Order
Sheet
Painting Assembly
Casting Forging Machining Parts
suppliers Molding
Paint
Finish
Line
Off
Domestic
& Overseas
Dealers
Information
Heijunka
Daily order system
Production Planning
Parts A
Parts B
Press Machine
2
3
1
Receiving Order -Planning-Producing-Shipping
VI. Operation of Kanban System
F. Flow of Material and information
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 36

Shipping Board
9:00
14:00
22:00
3:00
A Plant
Empty containers
Shipping station
Finished products storage
Shipping control
board Exchange Vendor /
Production Kanbans Heijunka post
Kanban post
No.1
No.2
Empty box
storage
Delivery C.B.
10:00
15:00
23:00
4:00
Receiving station
Supply lane
Kanban sorting rack
by customer 8:00
9:00
10:00
11:00
A1
B1
C1
A1
a1
c1
e1
f1
t1
b1
d1
g1
T1
S1
X1
Y1
Delivery control board
Touch panel
& lift key
Kanban sorting rack
by supplier
3rd track 4th track
2 shift 1shift
16H
Delivery schedule table Time:10:00
Station: No. 1
Kanban post
Kanban sorter
B Plant Transport of empty containers and supplies
Scheduled
supply
A
B
A-2
A-1
Final assembly line
Parts processing line
In the cases of
1 – 4 – 2
1 – 4 – 4
1 – 2 – 1
Simulation
How does material
and information flow
change?
Supplier (A) ~ Assembly Plant (B)
Material Flow
Supplier Flow
Parts Handler Flow
Kanban Collector Flow
Information Flow
Supplier Kanban Flow
Production Kanban Flow
(Intra-process)
2nd track 1st track
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 37

1. Rules a. Production Kanban
After a Kanban is removed, produce only what the removed Kanban indicates in sequence of Kanbans removed
Attach Kanbans to all products on delivery
Never produce what does not have Kanban
b. Pull Kanban
Kanban is removed when the first piece or set quantity is used
Bring Kanbans when picking up parts
Exchange Pull Kanban with Intra-process Kanban at a store where the pull Kanban is brought
Never pick up what does not have Kanban
G. Rules of Practice
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 38
VI. Operation of Kanban System

2. Reminders for operation of Kanban System
Minimize lot size per Kanban as much as possible
Circulate only the necessary number of Kanbans
Bring and collect Kanbans frequently as much as possible
Assume all parts are good
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 39

3. Visual control with Kanban
Kanban enables you to :
① determine the capability of a process
② track the inventory status of a process
③ properly allocate staff in a process
④ grasp the progress of a following process
⑤ identify the urgency of a following process (priority of work)
Following Process
Preceding Process Production
control board Finished
products
store
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 40

4. Role as accelerator of Kaizen System
At High Tide (many Kanbans)
The seabed is unknown
(problems are hidden)
At Ebb Tide (fewer Kanban)
Bumps and potholes become visible
(problems become obvious)
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 41
Problem Problem

[Example]
(1) Too many Kanbans
All problems are hidden
(2) Reduce by one Kanban
A problem becomes obvious
Take measures
Problem: Shortage
Reason: Delay in delivery
Reason: Lack of loading lifts
True cause: Failure of Heijunka in
delivery transportation system
Problem
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 42

(3) Reduce by another Kanban
(4) Eliminate one more Kanban again
Problem is revealed again.
Then Kaizen is endless…….
Another problem becomes obvious
Take measures
Problem: Shortage
Reason: Heijunka failure
True cause: The part concerned was
not subject to Heijunka
Problem
Problem
VI. Operation of Kanban System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 43

Transportation designed for Just-In-Time
Transportation designed for efficiency
Aiming at smooth production through timely production process, transport what is needed, when needed, and quantity needed.
There is a limit on frequent delivery by a single supplier.
Study better transportation methods.
Consider
the
Balance !
Just-In-
Time
Transport
Efficiency
Aiming at efficient transportation, transport larger quantity with a large vehicle.
VII. Concepts of Transportation
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 44

VII. Concepts of Transportation
Relationship with transportation
Frequent transportation to frequently collect production information
Mixed-load transportation to consolidate a small quantity of various
products at a time
1. Principles of transportation
① Fixed quantity variable schedule transportation:
Pull materials when a certain quantity is used, following
the principle of "pull what is needed, when needed, in the
amount needed."
② Fixed schedule variable quantity transportation:
Apply this system if it is difficult for the following process
to pull materials when they reach a certain level. It is based on the
elapsed time instead of usage (pull quantity).
Kanban and Transportation System
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 45

VII. Concepts of Transportation
2. Styles of transportation
Frequent and effective transportation:
① One set transportation
② Sequential transportation
③ Truck-change transportation
④ Intermediary Transportation
⑤ Round transportation
⑥ Frequent/Mixed Transportation
⑦ Scheduled supply
⑧ On-call supply
⑨ Unpackaged part supply
⑩ Return transportation of
empty containers
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 46

Production control board
Preceding process
Following process ① One set transportation
Make a set of supplies
for one truckload
① ② ③
A B F
B B B
C C D
D C E
E E A
F E C
C B B
E E C
①
②
②
①
③
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 47
VII. Concepts of Transportation

② Sequential transportation
In cases where parts are large and diverse, and not all types can be kept at line side
C
A
A
B
C
D
C B
D
D B A
Following process
Supply parts according to production
sequence
Downstream processed can get by
without having unsafe inventory
issues © 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 48
VII. Concepts of Transportation

③ Truck-change transportation
Supplier Plant
Assy. Plant
Unloading
Transporting
Loading
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 49
VII. Concepts of Transportation
This method is to separate
transportation by truck from
loading. When the driver
arrives at the destination,
there is a truck already
loaded waiting for the driver.
He simply switches trucks.

④ Intermediary Transportation Supplier Plant A
Supplier Plant B
Supplier Plant C Intermediary
Plant
Mixed Load
Transport
Assy. Plant
B
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 50
VII. Concepts of Transportation

⑤ Round transportation
Process C
Place of Dispatch
Process A
Process B
Multiple processes are
visited in a circuit, in a
set order, and required
parts are pulled
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 51
VII. Concepts of Transportation

⑥ Frequent/Mixed Transportation This means a transport method where units of parts are considered, transportation
frequency is increased and is used to decrease inventory between downstream and
upstream processes. However, so as not to simply increase the transport vehicles number
of runs/loads and decrease vehicle load efficiency, it‘s necessary to mix loads and take
considerations to not increase the total number of runs/loads of the transport vehicle. *case where 4 types of parts are transported, each has demand of 1 day and 1 vehicle's worth of
parts
Bad ex. of freq. mixed load transport Good ex. of frequent mixed load transport
1st shipment
A only A B C D
2nd shipment
B only A B C D
3rd shipment
C only A B C D
4th shipment
D only A B C D
Each product -- transported once / day
Inventory quantity -- 1 day
Each product -- transported 4 times / day
Inventory quantity -- 1 / 4 day
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 52
VII. Concepts of Transportation

⑦ Scheduled supply
Delivery Supply lane
Supply of
fixed schedule
variable quantity
Supply schedule table
Following process
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 53
VII. Concepts of Transportation
Supply parts in the delivery sequence at the fixed time on fixed
schedule

Delivery Store On-call supply
⑧ On-call supply
Following process
Because delivery timing wasn't known, the forklift was driving around taking orders
The driver receives a call from the line side and supplies parts
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 54
VII. Concepts of Transportation

Delivery
On-call supply
or
scheduled supply
only parts
⑨ Unpackaged part supply
Store
Following process
In case there‘s no space at the line side and its not possible to supply packing units as delivered, only parts are supplied to the following process.
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 55
VII. Concepts of Transportation

⑩ Return transportation of empty containers
A A
A A
Empty bins + Kanban
Put Kanban and
empty bins
Parts
(with Kanban)
C
C C C B
B
B B A
A
A A
Line-side
flow rack
Empty bin
return
C C C C
B B B B
A A A A
Empty box storage
Delivery lane
Following
process
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 56
VII. Concepts of Transportation
To eliminate wasteful trips only to collect empty boxes, deliver
parts to the lines and pick up empty boxes and bring them back
on the return trips. It is the basic rule.

A. The need for Heijunka production
Time
If you try to establish operational capacity based on your peaks
there will be a lot of waste in manpower, materials and machinery
In Heijunka production, items are made in a leveled
fashion
Work
quantity
Required
operational
capacity
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 57
VIII. Heijunka Production and Kanban System

B. Relationship between the customer and the Gemba
Customer
Gemba
If there's no breakwater, the Gemba will be significantly affected
An enormous amount of waste is created
Incoming order
fluctuation
Do NOT send the waves to the
production processes!
Break-
water
Production
fluctuation
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 58
VIII. Heijunka Production and Kanban System

Product
A
B
C
Total
9,600
4,800
2,400
16,800
240
120
60
420
Takt time
2 min.
4 min.
8 min.
1.1 min.
Production
ratio
4
2
1
Symbol
Heijunka Production
A
B
C
A
B
Dango Production
Output / shift Output / month
C
C. Heijunka Production and Dango Production
Preceding process
Following progress
*(20 days / month, 2 shift, 480 minutes / shift)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 59
VIII. Heijunka Production and Kanban System

D. Two importance of Heijunka
① If following process withdraws parts in batch, what will happen? Preceding process will be in trouble
Part A
Part B
Part C
Machining process (preceding process)
A B C A B C A B C………...
A A A B B B C C C………...
Case I
Case II
Assembling line (following process)
Takt time
1 minute
Case I : With Heijunka
Machining process (A, B, C) can be operated at 3 minutes of Takt time
Case II : Without Heijunka
Machining process (A, B, C) should be operated at 1 minute of Takt time
or all parts must be stocked for assembly line between processing process and
assembly line
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 60
VIII. Heijunka Production and Kanban System

70” 70”
50” 50”
60”
70” 70”
50”
60” 60”
70”
50” 50”
60” 60”
A A A A A B B B B B C C C C C
Working time A : 70”
(Cycle time) B : 50”
C : 60”
・・・・・
ケース Ⅰ
ケース Ⅱ
70”
50”
60” 60” 60” 60”
A B C A B C A B C A B C A B C ・・・・・
70” 70” 70” 70”
50” 50” 50” 50”
60”
Average
Assembly line
Takt time : 1 minute
A B C A B C A B C A B C A B C...
A A A A A B B B B B C C C C C..
② If a group of parts flow at a time, what will happen? O V E R S T U F F E D
Staffing to meet 60 seconds on
average is possible.
Manpower must be added during 70- second cycle to meet production demand.
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 61
VIII. Heijunka Production and Kanban System

A A A A A A A A
B B B B B B B B
Line A
Line B
A A A A A A A A
B B B B B B B B
Line A
Line B
AB AB AB AB AB AB AB AB
100 100 100 100 100 100 100 100
A A A A B B B B
AM PM
AM PM
AM PM
AM PM
50
200
50 50 50 50 50 50 50 50
50 50 50 50 50 50 50 50
50 50 50 50 50 50 50 50
100 100 100 100 100 100 100 100
(units)
50 50 50 50 50 50 50 50
E. Heijunka Production and Inventory
Preceding process
(units)
Case I: Heijunka in following process
Case II: Not Heijunka in following process
Preceding process
(units)
(units)
Following process
Following process
(units)
(units)
Inventory status of part A
Inventory status of part A
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 62
VIII. Heijunka Production and Kanban System

Production Plan Table
F. Heijunka Scheduling
A
B
C
160
80
40
280
4
2
1
Symbol
40
20
10
70
8
4
2
14
Daily base
Mon. Tue. Wed. Thu. Fri.
14 / day 14 / day 14 / day 14 / day 14 / day
Weekly
base
Mon. Tue. Wed. Thu. Fri.
14 / day 14 / day 14 / day 14 / day 14 / day
Daily base
Mon. Tue. Wed. Thu. Fri.
14 / day 14 / day 14 / day 14 / day 14 / day
Example of production schedule based on the above table
[Ex.]
Output / month Output / week Output / day Production ratio
Total
Item
(# of operating days: 20 days / month)
①
②
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 63
VIII. Heijunka Production and Kanban System

[Ex.] Production ratio
4
2
1
Item
A
B
C
Total
Output / month
160
80
40
280
Symbol Output / week
40
20
10
70
Output / day
8
4
2
14
Production Plan Table :
(稼働日数: 20 日 / 月)
① ②
A B C
4 2 1
1st
2nd
3rd
4th ×
5th
6th
7th
⑤ ④
③ ③ Production ratio
Item
⑥
合計 4 2 1 ⑦
Regular intervals
Heijunka Cycle Table :
Production Sequence Flow
1st Day
1 4 5 6 7 8 9 10 11 12 13 14 3 2 ⑧
2 nd Day
①
②
③
④
⑤
⑥
⑦
⑧
How to do the Heijunka scheduling: Heijunka scheduling is created with the Heijunka cycle table
Calculate the amount of production (output) per day.
Calculate the production ratio of other items (A and B) to
smallest production item (Item C) of which the reference
value is 1, and then fill in the Production Ratio column
with these numbers.
Fill in the column of Item (A, B, C) and Production Ratio
(4, 2, 1) with figures from the Heijunka Production data
table.
Fill in the numbers up to the total number of production
ratio (4 + 2 + 1 = 7) in the Production Sequence column
as the left table. This is the one production cycle to be
repeated.
Assign the number of each production ratio to each
production sequence.
Assign each of the items at regular intervals.
Confirm if the number of the assigned item corresponds
to the total number of production ratio.
Determine the production sequence of the total daily
production amount (14) based on the Heijunka Cycle
table created.
(# of operating days: 20 days / month)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 64
VIII. Heijunka Production and Kanban System

① When delivery orders
come with Kanban
1 2 3 4 5 6 7 8
A
B
C
D
① Arrival of Kanban and
boxes
② Put Kanban in the Heijunka post
⑤ Store temporarily in the
yard until shipment
④ Produce
⑥ Shipment
③ Pull by delivery
Kanban Orders
Delivery
Create own
Heijunka plan
using Heijunka
post for collected
Kanbans.
store
Delivery
Delivery
Delivery
Delivery
A: Every 4 days, ship after reaching eight boxes. B: Every 3 days, ship after reaching five boxes.
A
B
(Day)
2 boxes
4 boxes
6 boxes
5 boxes shipment 4 boxes
2 boxes
8 boxes shipment
Machining line
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 65
VIII. Heijunka Production and Kanban System
G. Concept of Heijunka Pull

② When delivery orders come without Kanban
⑤ Store temporarily in the
yard until shipment
Create own
Heijunka plan
based on a batch
of orders.
2 boxes
4 boxes
6 boxes
5 boxes shipment 4 boxes
2 boxes
Machining line
① Order
② Create Heijunka pull system planning table
④ produce
⑥ Shipment
③ Pull by Heijunka pull
system planning table Orders
1 2 3 4 5 6 7 8
8 8
2 2 2 2 2 2 2 2
5 5
2 2 1 2 2 1 2 2
A
B
Shipping
Pull
4 4 3 4 4 3 4 4 Total of Pull
Store
8 boxes shipment
Shipping
Pull
A
B
(Day)
Unit: Qty.
Phone
Fax
etc.
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 66
VIII. Heijunka Production and Kanban System

Practice
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 67

Production Kanban flow
Pull Kanban flow
Material flow
Signal Kanban flow
Parts a
Parts b
2 3
1
Press
Assembly
Plant
Supplier Supplier Supplier
Machine
IX. Case Study & Simulation (Kanban Overviews)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 68

2 Bin System is the way to supply parts by rotating two boxes per part, and is transformed system of inter-process Kanban
(Pull Kanban) in Kanban System.
The system is nice for operation at close range
(EX:between warehouse and production line in a plant, between production line and production line)
The number of parts contained per box is determined by Supply Lead Time, the number of parts consumed per day and buffer
rate.
Empty box is collected(supply instruction) periodically, fixed numbers of parts are replenished in the box and the box is supplied
in flow rack of production line side.
It is better to prepare a flow rack that we can consume parts in production order and can return the empty box easily.
By rotating two boxes of 2 bin system, Muda of inventory is eliminated and the system for parts supply is simplified and efficient.
Kanban System
*Set up 2 bin system
(From the collection of Supplier Kanban
to the order and parts supply)
(From the collection of empty box to replenishment and supply)
Supplier Warehouse Production Line
Delivery Lead Time Supply Lead Time
Empty Box
Consume
the parts
Return
empty box Empty Box
Supplier
Kanban
Replenish and supply
parts in the empty box
2 Bin System
Deliver for the
number of Supplier
Kanban
flow rack flow rack
IX. Case Study & Simulation (Case Study Ⅰ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 69

Part A Part B Part C
Parts consumed per day 5 10 3
Lead time from collection of empty box to supply 2 days 1 day 3 days
(Supply Lead Time)
Buffer rate
Variation of parts consumed per day 20 % 10 % 30 %
Supply(Transportation) timing variation
1). Check the number of parts consumed per day. 2). Count how many days it takes from the day the empty box is collected to the day it is supplied. 3). Calculate the number of parts consumed per Supply Lead Time 4). Determine Buffer rate 5). Determine Buffer stock 6). Determine the number of parts contained per box
Part A
5
2 days
10
20%
2
12
Part B Part C
IX. Case Study & Simulation (Case Study Ⅰ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 70

① ② ③=①×② ④ ⑤=③×④ ⑥=③+⑤ ⑦= ⑧ ⑨=⑧-⑦
Buffer Buffer
Rate Stock
A 5 2 days 10 20% 2 12 7
B
C
# of parts
contained per
box
Average
Stock
Current
StockExt. Inventry
Kanban Set-up Sheet(2 Bin System)
Part
Number
Part
NameSupplier
Price of
one part# of parts
consumed
per day
Lead Time# of parts consumed
per Lead Time
⑤+⑥
2
IX. Case Study & Simulation (Case Study Ⅰ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 71

Parts A Parts B
Press Processing Time 7.0 sec./sheet 6.0 sec./sheet
Takt Time (the following process)
120 sec. 60 sec.
Press Lot Size 600 sheets 480 sheets
Qty. per Container 30 sheets/box 30 sheets/box
Material Preparation Time 30.0 min. 24.0 min.
Setup Change Time 20.0 min. 18.0 min.
Reorder Point=
Parts B
Reorder Point= =60 120
4200+1800+1200
Parts A
Press Processing Time
Material Preparation Time
Setup Change Time
(2 boxes)
*Set up Signal Kanban
IX. Case Study & Simulation (Case Study Ⅱ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 72

① How to determine the reorder point of Signal Kanban 1). Check press processing time.
2). Determine the lot size for press, check on press processing time in the case of 1 lot being processed.
3). Determine the quantity per container.
4). Calculate how many boxes are needed from the lot size and quantity per container.
5). Check Takt time for the following process (check pulling speed)
6). Check preparation time for materials
7). Check setup change time
8). Calculate the reorder point
② How to work 9). Hang a signal Kanban on the pallet of the finished products store.
10). Create a Kanban Production board and hang a Kanban at the time and place of the Signal Kanban remove point.
11). Create a material Kanban, and when a signal Kanban is removed, take a material Kanban and prepare material.
Part A Part B
1. Case of Signal Kanban
IX. Case Study & Simulation (Case Study Ⅱ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 73

2. Case of Kanban being set up for each pallet
1). Create a Kanban for each pallet, and every time each pallet is used, collect a Kanban
and hang it on the Kanban production board.
2). Create a Kanban Production board, display the production starting point from the
reorder point calculated above to the board.
3). When it reaches the production starting point, take a material Kanban and prepare
material.
☆ Illustrate the change of inventory level, check if the parts flow continuously,
and then determine buffer stock.
IX. Case Study & Simulation (Case Study Ⅱ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 74

① Qty. when Signal Kanban is removed 60
② Time when Signal Kanban is removed and preparation for
material is finished
30 min.
Qty. consumed in the course of the process 15
③ Time when the setup change is finished 20 min.
Qty. consumed in the course of the process 10
What is the minimum Qty. 35
④ Time when 1Lot process is completed since press processing has
started
70 min.
⑤
Qty. consumed during the press processing
Buffer stock
35
① Qty. when Signal Kanban is removed
② Time when Signal Kanban is removed and preparation for material is finished
Qty. consumed in the course of the process
③ Time when the setup change is finished
Qty. consumed in the course of the process
What is the minimum Qty.
④ Time when 1Lot process is completed since press processing has started
⑤
Qty. consumed during the press processing
Buffer stock
Change of Inventory Level
Part B
Part A
600-35=565
15min.
10
70min. 20 30
600
60
35 0
sheet
Time
①
②
③
④
15 min.
10
70 min.
480
60
35 0
sheet
Time
①
②
③
④
IX. Case Study & Simulation (Case Study Ⅱ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 75

Material
Kanban
Empty pallet store
Press processing
Finished products
Material
1-1 1-2 1-3 1-4 1-5
Body processing
Line side store
Kanban
Post 1
3
2
4
5
6
8
7
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Signal Kanban : Material Kanban: Flow of parts :
Cutting processing
Production
control board Finished products store
Production
control board
Flow of material and information
IX. Case Study & Simulation (Case Study Ⅱ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 76

Part A Part B Part C
Parts consumed per day 10/day 30/day 2/day
Parts qty per container 4/box 3/box 2/box
Lead time from parts order to delivery(Delivery Lead Time)
2 days
1 day
5 days
Buffer rate
Variation of parts consumed per day
Delivery(Transportation) variation
20%
30%
20%
*Set Up Supplier Kanban ・Delivery instructions to the supplier are by computer
IX. Case Study & Simulation (Case Study Ⅲ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 77

Part A Part B Part C 1. Create a Kanban set up sheet
1). Check the number of parts consumed per day.
2). Check the number of parts contained per box.
3). Count how many days it takes from the day the
parts are ordered to the day they are delivered. (Delivery Lead Time)
4). Determine Buffer Rate
① Check variations of the number of parts
consumed per day
② Check variations in delivery (transport)
5). Determine the delivery lot size
6). Determine the buffer stock.
7). Determine the parts reorder point.
8). Create a Kanban set up sheet of parts order.
(another page)
9). Enter the information of the sheet in the computer.
IX. Case Study & Simulation (Case Study Ⅲ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 78

Kanban Set-up Sheet (Signal Kanban)
Part
Name
① ② ③ ④≧①×③ ⑤ ⑥=①×③×
⑤ ⑦=①×③+⑥ ⑧
⑨=(Max+Min)/2 ⑩ ⑪=⑩-⑨
Price of
one part
(Minimum) Stock
Part
Number Supplier # of parts
consumed
per day
# of parts
contaied per
box Lead Time Lot Size
Buffer
Rate Buffer Stock Reorder Point ④+⑥ ⑥
Average
Stock
Current
Stock Ext.
Inventory MAX MIN
A 10 4 2 days 20 20% 4(1 Box) 24(6 Boxes) 24(6 Boxes) 4(1 Box) 14
B
C
IX. Case Study & Simulation (Case Study Ⅲ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 79

Change of Inventory Level Part A
Part B
Part C
① Delivery Lot Size 20
② Delivery Lead Time 2 days
③ Buffer Stock 4
④ Reorder Point 24
⑤
⑥
Stock
Average stock
24
4
14
MAX
MIN
① Delivery Lot Size 20
② Delivery Lead Time
③ Buffer Stock 4
④ Reorder Point 24
⑤
⑥
Stock
Average stock
4
14
MAX
MIN
① Delivery Lot Size 20
② Delivery Lead Time
③ Buffer Stock 4
④ Reorder Point 24
⑤
⑥
Stock
Average stock
24
4
14
MAX
MIN
0 1 2 3 4 5 6 7 0
5
10
15
20
25
30
date
quantity
35
40
0 1 2 3 4 5 6 7 0
5
10
15
20
25
30
date
quantity
20
24
4
12
date 0 1 2 3 4 5 6 7
0
5
10
15
20
8 9 10 11
5
quantity
IX. Case Study & Simulation (Case Study Ⅲ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 80

Delivery Control Board
Mon Tue Wed Thu Fri Sat Sun 1 2 3 4 5 6
7 8 9 10 11 12 13
14 15 16 17 18 19 20
21 22 23 24 25 26 27
28 29 30 31
2. Create and operate supplier Kanban
○
Part # Name
Delivery lot size Location
Reorder
point Supplier
Delivery date
1). Create supplier Kanban.
① Fill out parts number and name
② Fill out delivery lot size
③ Fill out location of store
④ Fill out reorder point
⑤ Fill out delivery date (scheduled)
⑥ Fill out name of supplier
2). Determine the location for stores and set up Kanban at the
reorder point.
3). Set up a Kanban collection box and when it reaches the re-
order point, put out Kanban.
4). The parts order person collects Kanban, order the parts
through computer, and enter the delivery scheduled date in
the column of Kanban delivery number (expected).
5). Create a Delivery Control Board and hang a Kanban on the
delivery scheduled date.
6). When the parts are delivered, remove Kanban from the
Delivery Control Board, and take the parts and Kanban to
the store, and set Kanban at re-order point.
7). Illustrate the change of inventory level. (another page)
IX. Case Study & Simulation (Case Study Ⅲ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 81

Kanban
Kanban Box
Store
Production Line
Flow of material and information
Delivery Control Board
IX. Case Study & Simulation (Case Study Ⅲ)
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 82

Licensing agreement between the Province of Saskatchewan, as
represented by the Minister of Health and Shingijutsu Global Consulting USA Inc. & John Black and Associates LLC.
Global Kanban System
Shingijutsu Global Consulting USA, Inc. I John Black and Associates LLC. All rights reserved.
First edition: March 2011 Propriety of Shingijitsu Global Consulting USA Inc. & John Black and
Associates LLC. Any copy or distribution of whole or part of the contents is strictly
prohibited without prior written approval by Shingijutsu Global Consulting USA Inc. & John Black and Associates LLC.
© 2013 Shingijutsu Global Consulting USA, Inc. & John Black and Associates LLC. Licensed Materials – USA Copyright Laws Apply 83