Professor, Department of Food Science McGill University ...€¦ · Thermal Processing Objectives...
45
Trends in Thermal Processing Pasteurization and Commercial Sterilization Hosahalli S. Ramaswamy Professor, Department of Food Science McGill University, Canada Food Processing and Safety – Food Industry Meeting MAC Campus, June 8, 2012
Transcript of Professor, Department of Food Science McGill University ...€¦ · Thermal Processing Objectives...

Trends in Thermal Processing
Pasteurization and Commercial
Sterilization
Hosahalli S. Ramaswamy
Professor, Department of Food Science
McGill University, Canada
Food Processing and Safety –
Food Industry Meeting
MAC Campus, June 8, 2012
Presentation Outline
Public Safety – Food Microbiological Issues
Thermal Processing Principles
Focus on pasteurization and sterilization
Novel approaches in thermal processing
Non-Thermal Processing
Conclusions

Micro-organisms & Food
• Food Pathogens – public health concern
because they enter the human system through food
and cause various disease
• Food Poisoning Micro-organisms – these
are not pathogens but produce toxins in foods which
when ingested cause harm to public health
• Food Spoilage Microorganisms – these are
not of public health concern, but they cause spoilage
of foods

Common Food Pathogens
• Clostridium perfringens
• Salmonella, Bacillus cereus
• Escherichia coli O157:H7
• Listeria monocytogenes
• Shigella
• Staphylococcus
• Streptococcus faecalis, faecium
• Vibrio; Yersinia
• Clostridium botulinum (proteoletic)

Micro-organisms of Safety Concern
Bacteria Producing Exotoxins
• Clostridium botulinum
• Clostridium perfringens
• Staphylococcus aureus
• Bacillus cereus

Food Processing Objectives
Primary Objectives
Safety and Stability (Preservation)
Safety Concern
Eliminate or Disable Pathogens
Stability
Eliminate or Disable Spoilage Organisms
Inactivate enzymes
Suppress chemical reactions

Thermal Processing
Good Old Technology, Old is Gold
• To make the product safe & shelf-stable
• Objective is to reduce microorganisms of public health concern to a statistically small level
• Most serious & heat resistant (low acid)
Clostridium botulinum
Level: Survivor probability 1 in 1012
Botulinum Cook
• Create conditions that prevents the activity of spoilage bacteria

Vacuum Sealed Cans/Pouches (Prevents the growth of Obligate Aerobes
pH pH < 4.5
High Acid Foods
pH > 4.5
Low Acid Foods
Sterilization:
severe treatment
>110oC
Pasteurization:
mild treatment
< 100oC
Controls pathogenic &
Spooilage vegetative forms.
Spore formers in-active.
Shelf-stable products for
fruits & acidified
foods
Only pathogens
controlled.
Spores are active Provides Short-term
storage at refrigerated
conditions
Spores killed: Public health concern:
Clostridium botulinum; Bot Cook
- 12D Process is implemented.
Spoilage: Mesophiles are killed.
Heat resistant thermophiles are not
killed but controlled by storing the
product below 30oC
Thermal Processing Principle Overview
Pasteurization:
mild treatment
< 100oC

Pasteurization
Mild heat treatment
Destruction of pathogenic microorganims
Temporary shelf-life extension
Product refrigerated to control spoilage
Sterilization or Appertisation
More severe heat treatment
Control of pathogenic and spoilage bacteria
Shelf life extension & safety
Long term preservation
Product not fully sterile – it is a “misnomer”
Considered to be practically sterile because of stability
Pasteurization vs Sterilization

Pasteurization (CFIA) The processes is normally developed by a process authority.
The target organism depends on the product storage
temperature and safety parameters.
Targeting non-proteolytic Clostridium botulinum will control both spore and
non-spore formers in a refrigerated product.
Targeting L. monocytogenes prevents the growth of other non-spore formers but does
not prevent growth of spore formers.
The pasteurization must result in one of the following (CFIA):
a) A 5 log reduction of Listeria monocytogenes where:
D value at 65 C=1.18 minutes and; Z value = 6.7 C, or;
b) A 6 log reduction of non-proteolytic Clostridium botulinum where:
F value at 90 C = 10 minutes and; Z value = 10 C (F90 10 min process)

Comparison of Criteria
Sterilization
Pasteurization
Target micro-organism Clostridium botulinum
Target micro-organism Streptococcus faecalis
Reference temperature = 121C
Reference temperature = 70C
Characteristics: D121 = 0.25 min and z = 10C
Characteristics: D70 = 2.95 min and z = 10C
Estimated number of micro-organisms No = 1/g
Estimated number of micro-organisms No = 10
7/g
Number desired in final product N = 1/10
12g = 10
-12/g
Number desired in final product N = 1/10
6g = 10
-6/g
Treatment effectiveness n = log (1/10
-12) = 12
Treatment effectiveness n = log (10
7/10
-6) = 13
Minimum sterilization value at 121C
Fo = n x D = 12 x 0.25 = 3 min
Minimum pasteurization value at 70C
Pm = n x D = 13 x 2.95 = 38 min

Thermal Processing Objectives
Safety vs Quality
FROM A SAFETY ASPECT
Need to monitor the temperature and establish the process at:
coldest point in the container placed at the coldest location in the retort.
FROM A QUALITY POINT OF VIEW
Need to minimize the bulk cooking.
Product near or at the surface of the container will be cooked more than the product near the centre.

Retort Temperature Distribution - Very important as it affects the retort performance
- It can compromise safety
- It can compromise quality
- Must be assessed by a process authority
Large temperature fluctuations warrant modifications to the
retort equipment or loading practice
Two major issues in temperature distribution
1) Temperature stability with respect to Time Controller / System limitations
2) Temperature stability with respect to Space Distribution / Loading pattern limitations

125
122 122
125
119
124
126 127
124
123
Spatial Retort Temperature Distribution
Local mean temperatures
during cook time

119
124
126
123
Average local retort temperatures as a function of time
Time
T
e
m
p
Transient Temperature Distribution

Quality Optimization in Thermal
Processing
• All techniques used improve the heat transfer to the product which reduces the cooking time and hence improve the quality in thermally processed foods
x
TkAq q = h A

Quality Optimization: 1) Increase T
Rel
ativ
e D
val
ue
Temperature
Nutrient
Microbial Spore
Vegitative bacteria

Illustration of high temperature short time (HTST)
heating principle
Bot cook
Nutrient Destruction
90%
50%
10%
5%
3%T1 T2 T3 T4
Temperature (C )
Rel
ativ
e ti
me
t1
t2
t3
t4
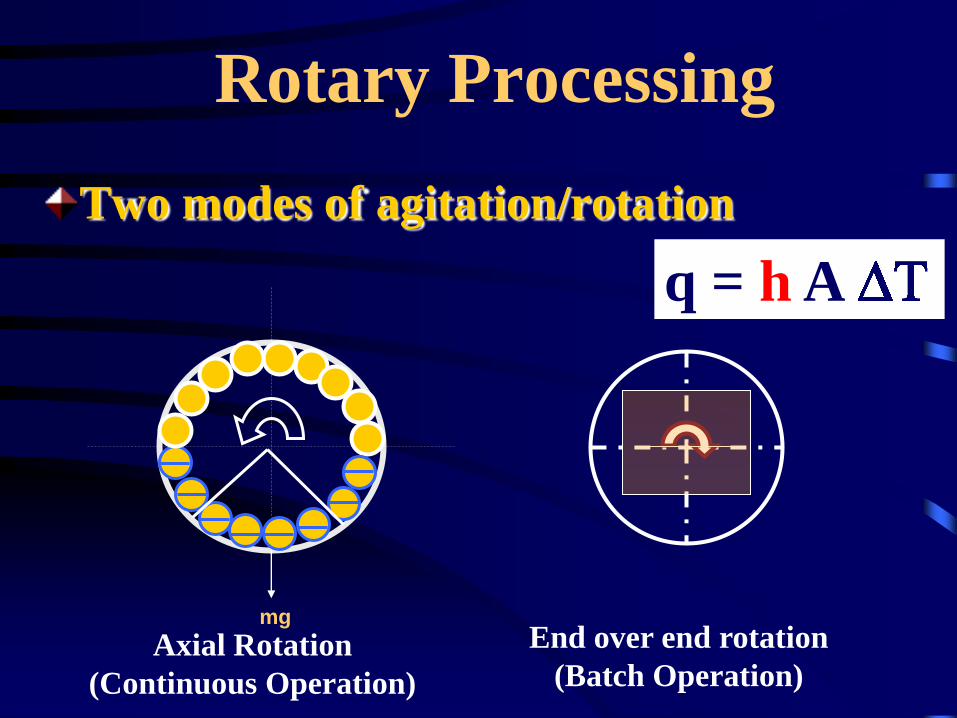
Rotary Processing
mg
Axial Rotation
(Continuous Operation)
End over end rotation
(Batch Operation)
Two modes of agitation/rotation
q = h A

Steristar rotary retort (Courtesy Malo Inc.)
End-over-
end
Agitation
processing,
steam/air
or steam

A cutaway view of the continuous rotary
turbo cooker (FMC)

Aseptic processing
Aseptic
Environment
Fillin
g &
Sea
ling
Aseptic Product
Sterilization Sterilization
q = h A

Thin Profile Process
Retort Pouch
Outer
layer
Middle
layer
Inner
layer
Outer layer: strength and
printability
Middle layer: barrier
properties
Inner layer: heat sealing,
food contact
x
TkAq

Semi-Rigid Plastic Containers
Light weight, easy storability, thin profile,
easy end use preparation and disposal, microwavable
Slow filling and sealing, labor intensive

Microwave Heating: Two Modes
Ionic Polarization Dipole Rotation
Novel Methods of Heating

Applications
Heating, Reheating and Cooking
Pasteurization and Sterilization
MW Tempering and Thawing
MW Blanching
Enhancing reaction kinetics
Microwave assisted extraction

Ohmic heating
VR
Food Product
Electrode
Electrode
An electrical circuit analogue
Also called Direct resistance heating Joule effect heating Electro-conductive heating Electro-resistive heating Principle Heat generation occurs when an electric current is passed through an electrically conducting food product.
Novel Heating Techniques….

Typical Time Temperature Profiles
under Ohmic Heating Conditions
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25
Time (min)
50v
60v
70v
80v
100v
Tem
pera
ture
(oC
)
~

Advantages of Ohmic Heating
Very rapid heating
No need for a heat transfer surface
Gentle handling of particulates
No moving parts
Quiet operation
Easy process control
Better energy conservation than MW
Easier tailoring of particle/liquid heating
Easy adaptability to Aseptic Processing of Particulates

High Pressure Processing
l An emerging and Novel
technology
l Gaining tremendous
popularity

HP Characteristics and
Advantages
Results in fresh-like
product
Environmentally
friendly (less wastage)
Process Independent of
product shape and size
Can destroy
microorganisms and
inactivate enzymes

High Pressure Application Areas
• Pasteurization: Juices, milk
• Sterilization: High and low acid foods
• Texture modification: Fish, egg, proteins, starches
• Functional changes: Cheese, yogurt , surimi
• Specialty processes: Freezing, thawing,
fat crystallization, enhancing
reaction kinetics

Equipment
Avure
STANSTED
NC Hyperbaric
HP Dynamics Inc
ACB

High Pressure Pilot Plant at McGill

High Pressure Processing
Pasteurization
and
Sterilization

HP Pasteurization
Well studied Guidelines have been developed (USDA - FDA)
Processes now must demonstrate 5 log reduction in
pressure resistant pathogens
Examples: Listeria monocytogenes,
E. coli 0157:H7, Salmonella sp.
1 min at 500 - 550 MPa adequate for juices
Safe - shelf stable high quality product

HP Sterilization
Shelf-stable product
Spores of both spoilage and public health concern
need to destroyed, requires high pressure and high
temperature
High pressure accelerates the destruction kinetics.
Permits the use of lower processing temperatures:
Quality advantage
Most unique feature: Adiabatic heating

Temperature change ( T) due to adiabatic compression
Substance (25 C) T ( C) per 100MPa
Water ~ 3
Mashed potato ~ 3
Orange juice ~ 3
2%-fat milk ~ 3
30%-fat Cheese ~ 5 ^
Salmon ~ 3.2
Water/glycol (50/50) 4.8 ~ 3.7 *
Beef fat ~ 6.3
Olive oil 8.7 ~ 6.3 *
Soy oil 9.1 ~ 6.2 *
^ Observed by Shao and Zhu (2002). * T decreases as pressure increase.
T 3-5°C/100MPa for high moisture foods Large T for fat-rich foods

HP sterilization: Principle
Pack and
Bring initial
temperature
to 90C
Load sample
and quickly
pressurize
chamber to 700
MPa
Compression
heating
increases
sample
temperature
to 125C
Hold until
sterility is
achieved: 1-
5 min
Depressurize.
Sample cools to
90C
instantaneously
Delivery of target
lethality - Safe
product
Rapid heating &
cooling - High
quality product

Effect on HP treatment on
quality
Salami, before and after

Effect on HP treatment on
quality
Milk and strawberry, before and after

Effect on HP treatment on
quality
Cheese and Milk, before and after


Effect on HP treatment on quality
Salmon, Chicken, beef and pork before and after

Thank you