Production part approval process ppt 1
34
PRODUCTION PART APPROVAL PROCESS (PPAP) GUIDELINES AND FORMATS INDER PAL DUA MANAGER-PRODUCT DEVELOPMENT & M.R. HARIOM PRECISION ALLOYS PVT . LTD. ALWAR
-
Upload
inder-pal-dua -
Category
Technology
-
view
184 -
download
4
Transcript of Production part approval process ppt 1

PRODUCTION PART APPROVAL PROCESS(PPAP)
GUIDELINES AND FORMATS
INDER PAL DUAMANAGER-PRODUCT DEVELOPMENT & M.R.HARIOM PRECISION ALLOYS PVT . LTD. ALWAR

WELCOME TO ALL DIGNITARIES, FACULTY MEMBERS

•Standard used to formally reduce risks prior to product or service release, in a team oriented manner using well established tools and techniques
•Initially developed by AIAG (Auto Industry Action Group) in 1993 with input from the Big 3 - Ford, Chrysler, and GM
•AIAG’s 4th edition effective June 1, 2006 is the most recent version
•PPAP has now spread to many different industries beyond automotive
•PPAP MEANS :-Production Part Approval
Process
WHAT IS PPAP

CUSTOMER
SUPPLIER
STARTS PRODUCTION
PERFORM INSPECTION ACTIVITIES
SUPPLY PRODUCT
WITH INSPECTION
REPORTS (NOT WITH PROCESS REPORTS)
CONVENTIONAL SUPPLY CHAIN

What may happen at the last? when customer gets material,may find :-- Material having defects and he can not supply parts to his final buyer- Due to defective parts his assembly line stops and inventory of other parts increases.- Have to bear penalties from final buyer and loss of business- Supplier will bear segregation cost- Supplier to make new lot in urgency by stopping all other production- May bear Air Freight/penalties etcIn language of LEAN generates –MUDA !!!!!
DRAWBACKS OF CONVENTIONAL SUPPLY
CHAIN

SUPPLY CHAIN WITH PPAP
CUSTOMER
SUPPLIER
ANALYSES ALL CRITICAL
PARAMETER AND DISCUSS WITH BUYER ,TAKE NECESSARY
ACTIONS ,ESTABLISH
PROCESS & START PRODUCTION
INSPECTION AS PER DRAWING,
PERFORM SPC,MSA,
MATERIAL TEST, PERFORMANCE
TEST ETC
SAMPLE FROM PRODUCTION
LOT WITH SUPPORTING DOCS ( PPAP)

PPAP Ensures that :- The client's requirements have
been understood The product supplied meets
those requirements The process (including sub
suppliers) is capable of producing conforming product
The production control plan and quality management system will prevent non-conforming product reaching the client or compromising the safety and reliability of finished product.
ADVANTAGES OF PPAP

WHEN IS A
PPAP
PACKAGE
REQUIRED?
INITIAL SUBMISSION FOR NEW
ITEM-VENDOR COMBINATION
DEVELOPMENT
CORRECTION IN
PREVIOUS
DISCREPANCY
ENGINEERING
CHANGE
CHANGE IN SOURCE OF
SUBCONTRACTED PART,
MATERIAL OR SERVICES
USE OF
OPTIONAL
MATERIAL
PRODUCTION FROM NEW
OR MODIFIED TOOLS OR
CHANGE IN PROCESS
CHANGE OF
MFG
LOCATION
WHEN A PPAP PACKAGE REQUIRED????

A New Product – To ensure
understanding of Product requirements.
Once PPAP has been approved by
Buyer ,customer has to inform and get
again PPAP approved in following
conditions.
Correction of Discrepancies on
previously submitted part – To ensure
proper corrective and preventive action
have been taken to correct
discrepancies
Product modification –To ensure that
modification done as required
Change of Manufacturing Location – To
ensure that same processes are
followed at new location also
Use of Optional Material or Construction
– To ensure that material did not
affected quality
When a PPAP Required

Production from new or modified Tooling /Equipment/Machine-
To ensure that tooling did not affect final product quality
Production after rearrangement of Existing Tooling/Equipment/Machine- To ensure that tooling did not affect final product quality
Machine Reconditioning/Location Change of Machine - To ensure there is no affect on final product quality
Change in Process or Method – To ensure its affect on product quality
Layout Change – to ensure its affect on process flow & product quality
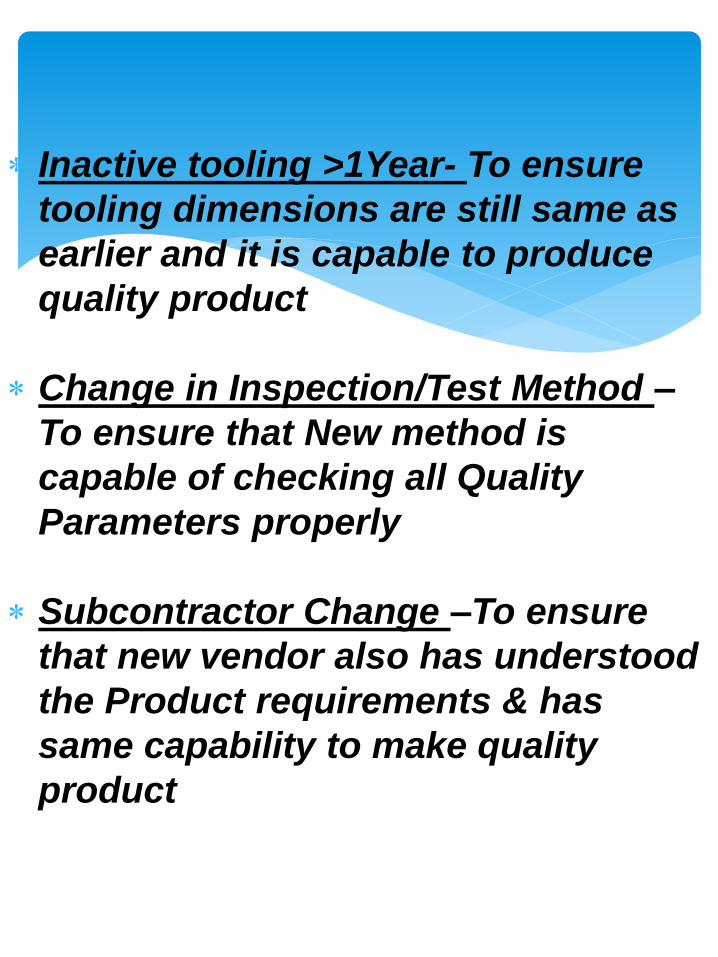
Inactive tooling >1Year- To ensure
tooling dimensions are still same as
earlier and it is capable to produce
quality product
Change in Inspection/Test Method –
To ensure that New method is
capable of checking all Quality
Parameters properly
Subcontractor Change –To ensure
that new vendor also has understood
the Product requirements & has
same capability to make quality
product

PPAP Elements ( 18 Nos as per Automotive Industry
Action Group (AIAG) Edition 4
Design RecordsSupplier to provide –
A printed copy of the latest drawing needs to be provided.
"Each and every feature must be “ballooned” or “road mapped” to correspond with the inspection results (including print notes, standard tolerance notes and specifications, and anything else relevant to the design of the part).

Authorized Engineering Change (note) DocumentsA document that shows the detailed description of the change which was not included in Drawing. Usually this document is called "Engineering Change Notice",
DFMEAA copy of the Design Failure Mode and Effect Analysis (DFMEA),if supplier is responsible for design also. If customer is responsible for design the list of all critical or high impact product characteristics should be shared with the supplier, so they can be addressed on the PFMEA and Control Plan.

PROCESS FLOW DIAGRAM(PFD) A copy of the Process Flow, indicating all steps and sequence in the production process, including incoming components
PFMEAA copy of the Process Failure Mode and Effect Analysis (PFMEA). The PFMEA follows the Process Flow steps, and indicate "what could go wrong" during the production and assembly of each component.

Control Plan ( CP)A copy of the Control Plan. The Control Plan follows the PFMEA steps, and provides more details on how the "potential issues" are checked in the incoming quality, assembly process or during inspections of finished products.
Measurement System Analysis Studies (MSA)MSA usually contains the Gage R & R for the critical or high impact characteristics, and a confirmation that gauges used to measure these characteristics are calibrated.
Dimensional Results A list of every dimension noted on the ballooned drawing. This list shows the product characteristic, specification, the measurement results and the assessment showing if this dimension is "ok" or "not ok". Usually a minimum of 6 pieces is reported per product/process combination.

Records of Material / Performance TestsA summary of every test performed on the part. This summary lists each individual test, when it was performed, the specification, results and the assessment pass/fail.
Initial Sample Inspection Report (ISIR)The report for material samples which is initially inspected.
Initial Process StudiesIncludes all Statistical Process Controlcharts affecting the most critical characteristics. The intent is to demonstrate that critical processes have stable variability and that is running near the intended nominal value & process is capable/under control.

Qualified Laboratory DocumentationCopy of all laboratory certifications of the laboratories that performed the tests.
Appearance Approval ReportA copy of the AAI (Appearance Approval Inspection) form signed by the customer. Applicable for components affecting appearance only.
Sample Production PartsA sample from the same lot of initial production run. The PPAP package usually shows a picture of the sample and where it is kept (customer or supplier).
Master SampleA sample signed off by customer and supplier, that usually is used to train operators on subjective inspections such as visual.
Checking AidsWhen there are special tools for checking parts, this section shows a picture of the tool and calibration records, including dimensional report of the tool.

Customer-Specific RequirementsEach customer may have specific requirements to be included on the PPAP package. It is a good practice to ask the customer for PPAP expectations before even quoting for a job.
Part Submission Warrant (PSW)This is the form that summarizes the whole PPAP package. This form shows the reason for submission (design change, annual revalidation, etc.) and the level of documents submitted to the customer. There is a section that asks for "results meeting all drawing and specification requirements: yes/no" refers to the whole package. If there is any deviations the supplier should note on the warrant or inform that PPAP cannot be submitted.


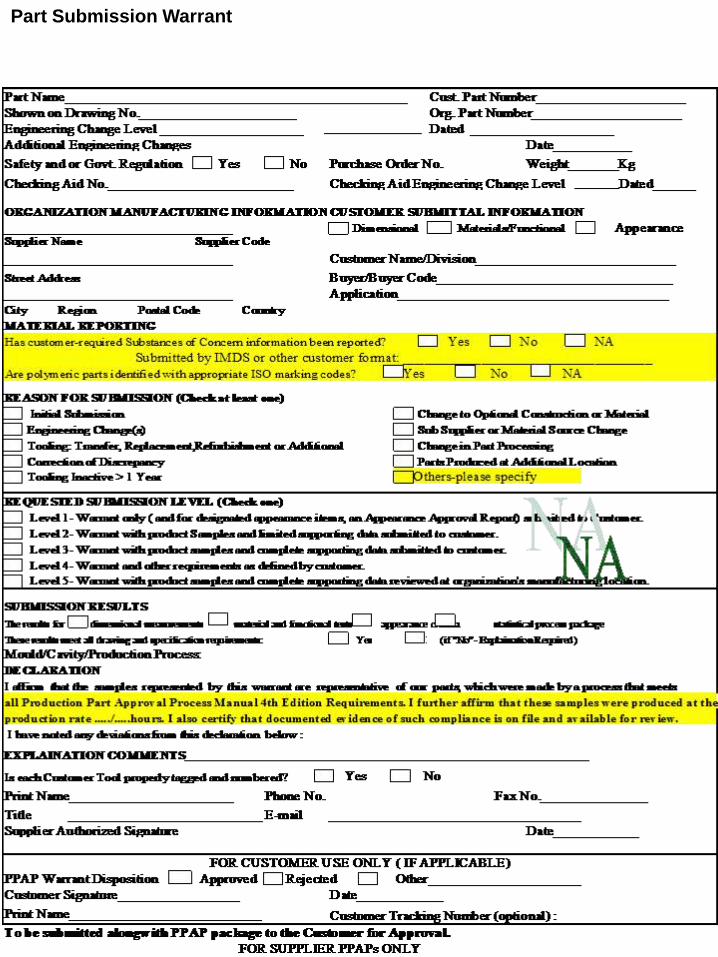
Part Submission Warrant

Supplier Name: DOC. No.:
Item Name : Rev. No.
Item Code: Rev. Date:
Symbol Used Storage Operation Inspection
Date Rev. No. Prepared By
PROCESS FLOW DIAGRAM
Approved ByRevision Details


Item Code:
Item Name:
OK Not OK
Date
Dimensional Inspection Report
Supplier Name:
StatusS.No. Specs.Parameter
Approved By ( Name & designation)
Name of the Inspector:
Dimensional Results







•The Production Part Approval Process is an extensive approval process for new or changed designs or processes
•It is very formalized, so it inevitably causes some administrative work
•Later changes to the product or process can be expensive and time-consuming!
PPAP Summary