Product Knowledge Management (PKM) - baipharma.com · Product Knowledge Management (PKM) Providing...
24
June 5, 2009 GCG 1 Product Knowledge Management (PKM) Providing product and process data across an enterprise ACHEMA – June 2006
Transcript of Product Knowledge Management (PKM) - baipharma.com · Product Knowledge Management (PKM) Providing...
June 5, 2009 GCG 1
Product Knowledge Management (PKM)
Providing product and process data across an enterprise
ACHEMA – June 2006

June 5, 2009 GCG 2
PKM – What is it? PKM is a visionary approach to how product and process data is
shared across the enterprise and across the entire product lifecycle (Development Commercialization Retirement)
First hand experience with 6 of the top 10 pharmaceutical companies has shown that PKM is a vision shared by all but none have achieved
June 5, 2009 GCG 3
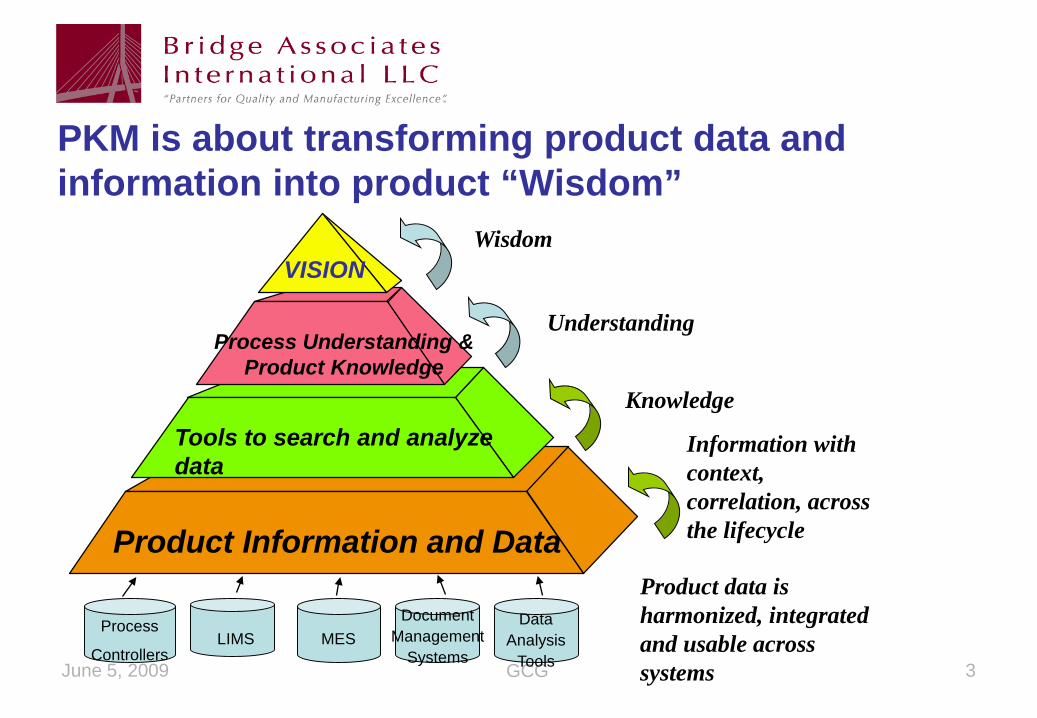
Product data is harmonized, integrated and usable across systems
Product Information and Data
Tools to search and analyze data
Process Understanding &Product Knowledge
VISION
Information with context, correlation, across the lifecycle
Knowledge
Understanding
Wisdom
DataAnalysis
Tools
DocumentManagement
SystemsMESLIMS
Process
Controllers
PKM is about transforming product data and information into product “Wisdom”

June 5, 2009 GCG 4
PKM - Summary of AS IS landscape at most Pharma companies Product Information (both data and documents) resides in many
disparate electronic systems and some manual systems A common global data model across Research and Manufacturing is
not well developed There is very little standardization of application platforms across the
enterprise (ERP, MES, LIMS, ERP, EDMS) There is little or no standardization of integration platforms across the
enterprise
June 5, 2009 GCG 5
PKM - Vision
Provide rapid and comprehensive access to product and process knowledge to maximize performance, assure quality and optimize resource utilization…through information systems that are fully and securely networked across all of R&D and Operations.Provide real-time access on a common user interface to data and
documents anywhere in the network.Develop tools for data mining, robust searching and analysis that can
convert output into information knowledge understanding wisdom which allows for data-driven decisions.
Development of products and processes utilizing quality by design principles to meet emerging regulatory requirements
Use the common information model, the Enterprise Service Bus (ESB) and global data standards that enable data transformation and translation across systems
June 5, 2009 GCG 6
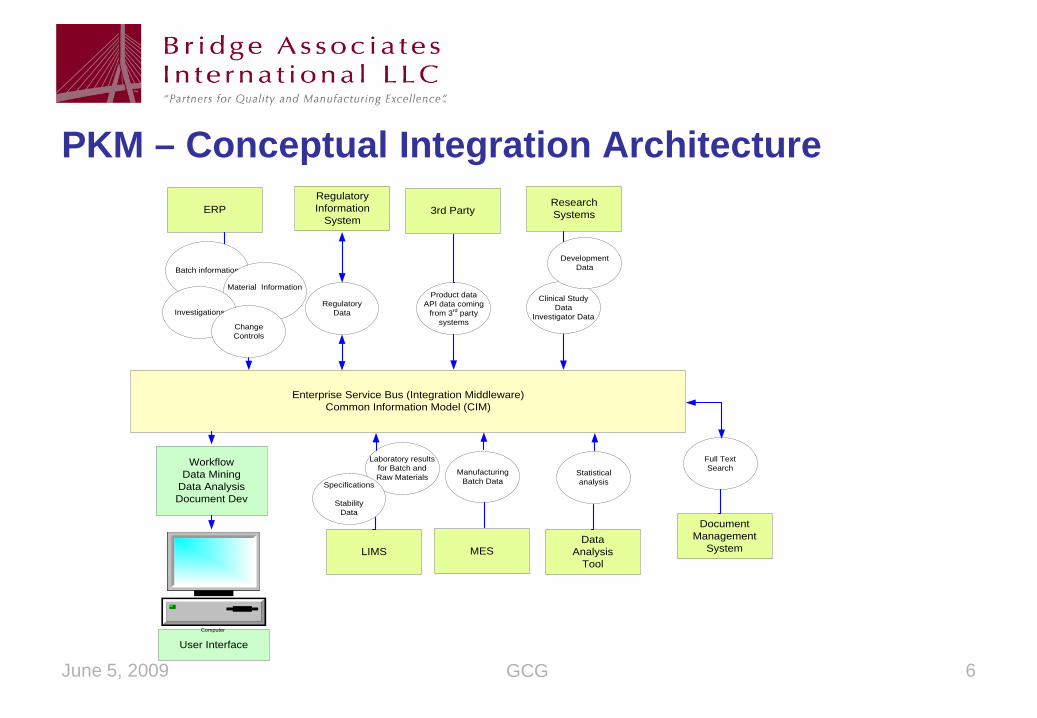
PKM – Conceptual Integration Architecture
Enterprise Service Bus (Integration Middleware)Common Information Model (CIM)
ERP
Batch information
RegulatoryInformation
System
Regulatory Data
Workflow Data Mining
Data AnalysisDocument Dev
User InterfaceComputer
Material Information
Investigations
Change Controls
MES
Manufacturing Batch Data
DocumentManagement
System
Full Text Search
Product data API data coming
from 3rd party systems
3rd PartyResearchSystems
Clinical Study Data
Investigator Data
LIMS
Laboratory results for Batch and Raw Materials
Specifications
Stability Data
DataAnalysis
Tool
Statisticalanalysis
DevelopmentData
June 5, 2009 GCG 7
What are the benefits if the vision is reached? What if you could ask the following questions and get a “real-time” response:
Has Product X ever had a problem (in Development or post launch) with black specs on the surface of the tablet after coating?
Do any Development documents and/or Validation documents for Product Y identify a problem with stability failures at elevated temperatures?
Did the Development group ever experience a problem with an unidentified peak at wavelength 725nm for Raw Material Z?
What is the most current (best practice) template for an IQ/OQ Validation Protocol for a new syringe filling machine?
Has there ever been a Laboratory Investigation Report (LIR) for the Agilent 1200 series HPLC unit for detector drift?
How can I get a statistical summary of all manufacturing and laboratory data for the 3 validation batches of Product M so I can write my Validation report?
What formulation of Product D is registered in China? Does tablet hardness for Product Z exhibit a seasonal trend if hardness data from
the last 3 years is analyzed?

June 5, 2009 GCG 8
Use Cases Product data & information from Development Sites, Manufacturing Sites and the
Laboratories can be compared and analyzed Including the ability to perform full text searches of Development & Validation
documents in DMS for key words Traceability of a reoccurring product problem across the entire lifecycle of the
product Ability to merge information from Development documents into a database
with manufacturing and laboratory data and perform statistical trending 3rd party manufacturing
Get manufacturing and lab data from 3rd Party systems (MES and LIMS) and bring it into a database. Ability to analyze and correlate the 3rd Party data with Development, Manufacturing and Laboratory data
Validation Reports Retrieve all relevant manufacturing and laboratory data needed to generate
Validation Reports Get the most current Global template for a Validation report
Root Cause Analysis Compile and analyze Development, Manufacturing and Laboratory data to
assist in RCA
June 5, 2009 GCG 9
PKM Roadmap – What are the phases?
Phase 1 – Requirement Gathering Description of the AS IS environment
• What systems exist?• Does integration middleware exist?• Data standards and harmonization?
User Requirements Specifications Project checkpoint:
• Project concept• Project justification• Proposed budget• Proposed timeline for design, build and test
Phase 2 – Design, Build and Test Phase 3 – Deploy and Maintain
June 5, 2009 GCG 10
A Strategic Vision for Manufacturing ScienceHow Process Analytical Technology, Product Robustness, Data Acquisition & Recording Technology can revolutionize how we
manufacture pharmaceuticals
ACHEMA – June 2006
Presenter
Presentation Notes
All the pieces of a very complex puzzle have finally come together. What do I mean my that? I mean that all the pieces have come together that will allow Pharmaceutical Manufacturing to move into the 21 century. I have been in the Pharmaceutical industry for 35 years, and for the first time in my career I am seeing that the technology…the improvement methodologies…the systems…and the regulatory climate are all coming together to encourage real progress in how we manufacture and control our processes and products. In the next few minutes, I will try and describe a vision of pharma manufacturing in this new environment and what systems and technologies that can allow this vision to become a reality.

June 5, 2009 GCG 11
Definition of Manufacturing Science
It includes PAT (Process Analytical Technology) PR (Product Robustness) Methodologies such as: 6 Sigma, SPC, Cpk,
Black Belt, etc. DA+EBR (Data Analysis & Data Acquisition System + Electronic Batch
Record) It may also include concepts like:
Risk Based approach to compliance Different process technologies (make the technology fit the process
instead of the process fit existing technology) Development Robustness (using PR methodology during the product
development process in R&D)

June 5, 2009 GCG 12
Pharma ManufacturingToday Future
Quality 2 sigma 6 sigma
Technology Islands of automation Integrated automation
Data Static Dynamic
Documentation Paper based Electronic
New technology Conservative Aggressive
PR Tools Some SPC, Cpk, 6σ, Black Belt
Data Analysis As needed Real-time
Presenter
Presentation Notes
And the future can really be NOW…everything is in place.
June 5, 2009 GCG 13
Vision"PAT uses Data Acquisition/Analysis tools and the Electronic Batch Record platform and integrates Product Robustness methodology to achieve Manufacturing Science“Ideally we would apply Manufacturing Science to both new products (process design) and existing products.
June 5, 2009 GCG 14
Objectives of Manufacturing Science Regulatory processes are optimized Real-time control of processes Management of variability Control the parameters that control the Quality All relevant data is stored and available for analysis using a
strong set of data analysis tools Analysis of data leads to process understanding that leads to
making changes that IMPROVE our processes

June 5, 2009 GCG 15
Expectations from implementing MS Shifting quality control from off-line lab based “testing to document
quality” to on-line, real-time continuous quality assurance and control that prevents quality deviations at the source.
Enhancement of Quality Assurance achieved through a broad application of various PAT applications
Electronic acquisition, storage, retrieval and analysis of batch processing data instead of the current paper based systems
Standardized hardware and software tools for storage, retrieval and analysis of processing data
Standardized tools and methodology for the assessment of processing data
Standardized tools and methodology for use of processing data to improve our products and processes

June 5, 2009 GCG 16
Economic Justification Better control of our processes and products = few, if any, batch difficulties
= lower costs = better regulatory compliance = no adverse findings from Regulatory agencies
On-line in-process testing & release = reduction of manufacturing cycle time = reduction of in-process material inventories = lesser need for plant capacity, improved cash flow
Reduced off-line testing = reduced costs More robust processes and products = 100% customer service and no
shortages Very tight processing limits = shorter time to market = more difficult for
products to be copied by someone else = extended product life cycle Fewer re-work and scrap = less risk of product recall No operator contact = improved EHS Efficient quality systems facilitate oversight and investigation

June 5, 2009 GCG 17
Architecture
Equipment
DCS/PLCs
MES LayerDAT EBR DHS
PATSensor
LAS
ERP Material Management
Production PlanningLIMS
Equipment
Equipment
Equipment
Lab Equipment
DCS/PLCsPATSensor
Presenter
Presentation Notes
This is a simplified view of what the system architecture might look like in a Manufacturing Science environment Notice that I tried to represent that PAT Sensors such as NIR, Raman, LIF can placed in different architectural levels within the process One main thing to notice is that all relevant processing and laboratory data are being captured electronically in one place (the Data Historian System) for not only real-time processing but also for data analysis & trending on an on-going basis
June 5, 2009 GCG 18
What would a MS Project look like? Could be a large project (Millions of EURO…many months)
Multiple systems at once (EBR & DA) + PAT initiative + PR methodologies training
Multiple sites Multiple products
Or it could be a pilot project of one product and one site

June 5, 2009 GCG 19
Important Factors Organization Standardization Regulatory Philosophy, Strategy & Principles Pre-requisites Milestones and project plan Education and Change Management
Presenter
Presentation Notes
Organization One Steering Committee Project Team Site(s) on-board Standardization Of sensors, equipment, systems, methodology Validation & Qualification Regulatory Philosophy, Strategy & Principles Pre-requisites Desire to improve Comprehensive analysis of process Milestones and project plan Education and Change Management

June 5, 2009 GCG 20
Potential pitfalls for a large MS project Need to have TOTALLY SEPARATE headcount for: Development
Team…Implementation Team…Support Team Not enough exposure with and/or commitment from Senior Management Communication mechanisms (both up and down) need to be started early and be
consistent The time needed to create and execute Test Scripts can be underestimated Need to find a good way to track the tasks of separate (but connected) parts of the
project…coordinated task and resource planning across multiple systems is really hard
The FAT (Factory Acceptance Test) not “rugged” enough…therefore you find too many bugs during the SAT (Site Acceptance Test) testing
Changes in the membership of Steering Committee and Site Management Future support organization not evaluated at the start of the project Business processes are not challenged, harmonized or streamlined enough Working from multiple locations makes communication hard
June 5, 2009 GCG 21
What might it look like if we achieve Manufacturing Science?
June 5, 2009 GCG 22
Annual Product Reviews are completed (start to finish) in 2 hours per product A supervisor faced with a problem batch can sit at his/her desk, extract data
on..compression hardness..60 minute dissolution..granulation moisture..raw material moisture for the last 20 batches and find a recent trend of increasing dissolution rates that is perfectly correlated with moisture levels of raw material and tablet hardness.
A Manufacturing Engineer can collect data from the last 50 production batches of a product and do statistical trending and analysis using data from BOTH the API Plant and the DP Plant.
In order to release batches you no longer perform wet chemistry analysis but rather, release based on real-time statistical analysis of 2 key parameters collected from NIR sensors during the process. And you have a 100.0% confidence level that this defines acceptable product.
The Supervisors and Lab Managers can go home ON TIME because the product processes are predicable, reproducible and “in statistical process control”
A vision of pharma manufacturing
June 5, 2009 GCG 23
THANK YOU for your attention
Are there any questions?
June 5, 2009 GCG 24
For one large Pharma company the vision and scope are:
VISION: To develop and implement product information standards, integrated business processes and supporting technology to enable efficient sharing and access to product information across Research and Manufacturing
SCOPE: Product Information (documents and related data) from development track through product divestiture across Research and operations in the Consumer, Nutri and Pharma businesses. (Regulatory and compliance processes that extend to affiliates are in scope.)