Process Strategy. Process, Volume, and Variety Process focus projects, job shops,(machine, print,...
65
Process Strategy
-
Upload
lambert-holland -
Category
Documents
-
view
225 -
download
3
Transcript of Process Strategy. Process, Volume, and Variety Process focus projects, job shops,(machine, print,...
Process Strategy

Process, Volume, and Variety
Process focusprojects, job shops,
(machine, print, carpentry)
Standard RegisterRepetitive
(autos, motorcycles)Harley Davidson
Product focus(commercial baked goods, steel, glass)
Nucor Steel
High VarietyOne or few units per run, high variety(allows customization)
Changes in modulesModest runs, standardized modules
Changes in attributes (such as grade, quality, size, thickness, etc.) Long runs only
Mass Customization
(difficult to achieve, but
huge rewards)
Dell Computer
Poor strategy
Low-Volume(Intermittent)
Repetitive Process(Modular)
High-Volume(Continuous)

Process Strategies
Involve determining how to produce a product or provide a service
Objectives:Meet or exceed customer requirementsMeet cost & managerial goals
Has long-run effectsProduct & volume flexibilityCosts & quality
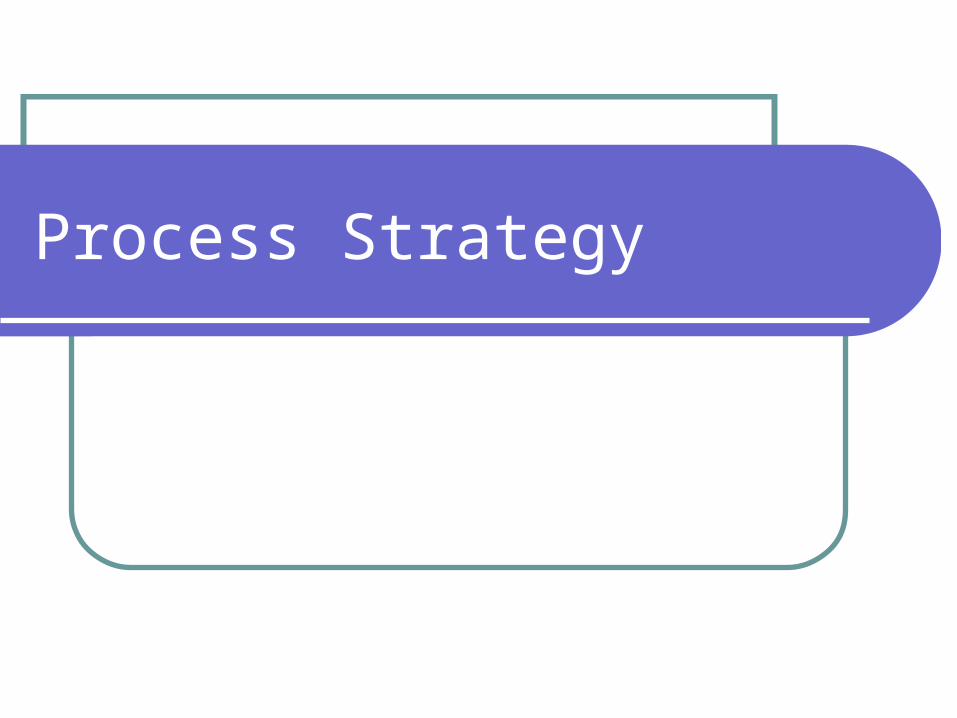
Types of Process Strategies
ContinuumContinuum
Process strategies that follow a continuum Within a given facility, several strategies may
be used These strategies are often classified as:
Repetitive-Focused
Product-FocusedProcess-Focused
Process Focused Strategy
Facilities are organized by processSimilar processes are togetherFocus is on the work, tools, etc.Low volume, high variety products‘Jumbled’ flow
OperationProduct A
Product B
1111 2222 3333Other names
Intermittent process Job shop

Process Focus

Process Focus Pros & Cons
AdvantagesGreater product flexibilityMore general purpose equipmentLower initial capital investment
DisadvantagesHigh variable costsMore highly trained personnelMore difficult production planning & controlLow equipment utilization (5% to 25%)
Repetitive Focused Strategy
Facilities often organized by assembly lines
Characterized by modules Parts & assemblies made previously
Modules combined for many output options
Other names Assembly line Production line

Repetitive Focus

Repetitive Focus Considerations
More structured than process-focused, less structured than product focused
Enables quasi-customizationUsing modules, it enjoys economic
advantage of continuous process, and custom advantage of low-volume, high-variety model
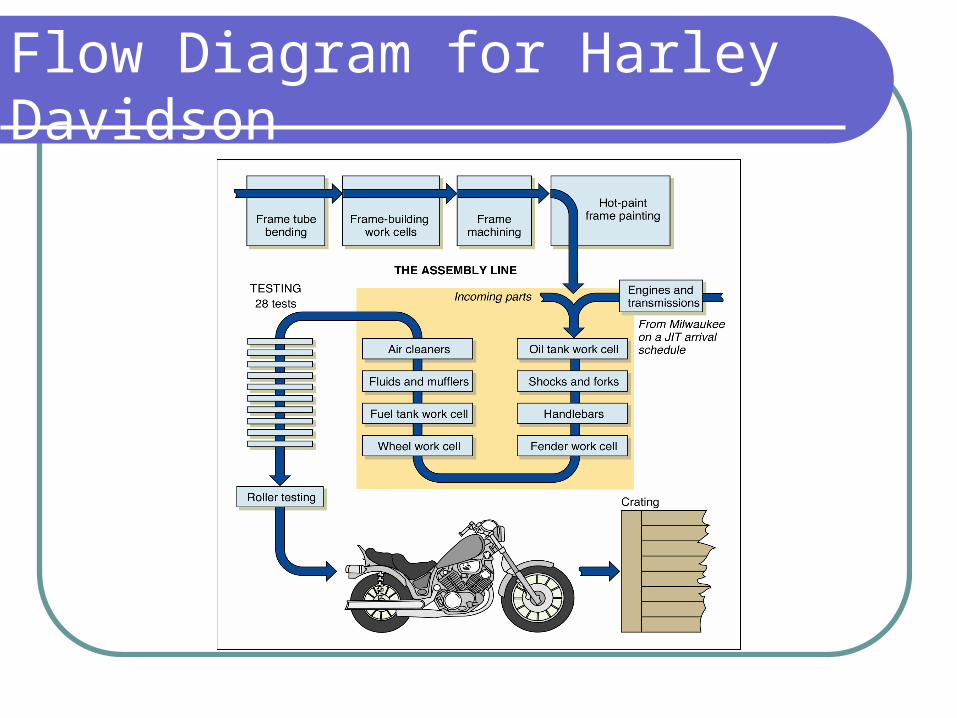
Flow Diagram for Harley Davidson
Product Focused Strategy
Facilities are organized by productHigh volume, low variety productsWhere found
Discrete unit manufacturing Continuous process manufacturing
Operation
Products A & B
11 22 33
Other names Line flow production Continuous production
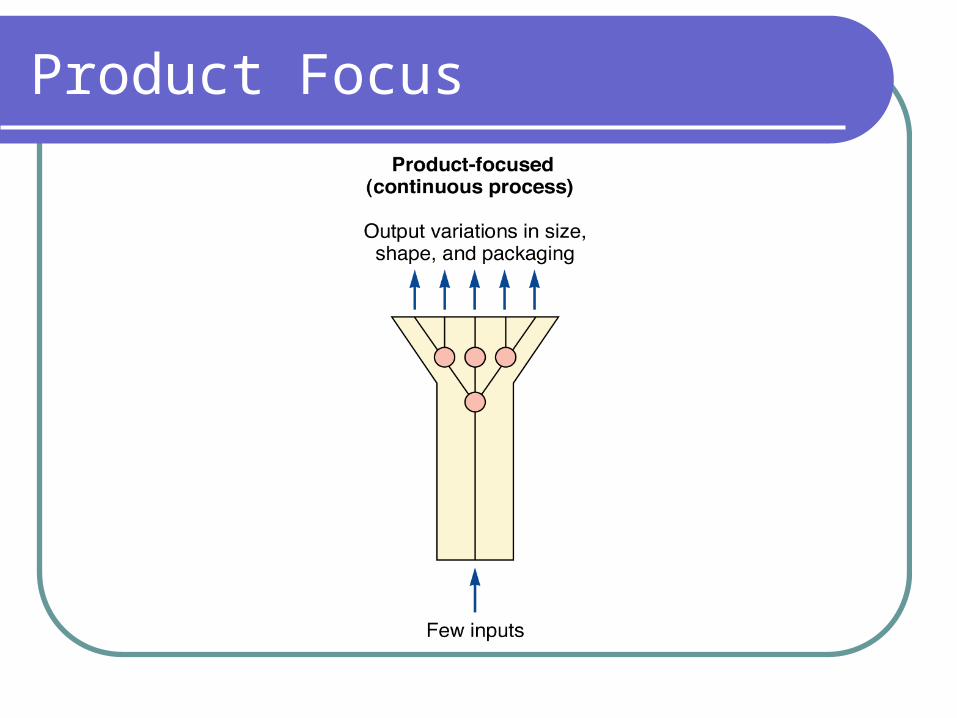
Product Focus
Product Focus Pros & Cons
AdvantagesLower variable cost per unitLower but more specialized labor skillsEasier production planning and controlHigher equipment utilization (70% to 90%)
DisadvantagesLower product flexibilityMore specialized equipmentUsually higher capital investment

Flow Diagram for NUCOR

A Comparison (1)
Process Focus
(Low volume, High variety)
Repetitive Focus
(Modular)
Product focus
(High-volume, low-variety)
Mass Customization
(High-volume, high-variety
1. Small quantity, large variety of products
Long runs, standardized product, from modules
Large quantity, small variety of products
Large quantity, large variety of products
2. General purpose equipment
Special equipment aids in use of assembly line
Special purpose equipment
Rapid changeover on flexible equipment

A Comparison (2)
Process Focus Repetitive Focus
Product focus
Mass Customization
3 Broadly skilled operators
Modestly trained employees
Operators less broadly skilled
Flexible operators trained for customization
4 Many instructions because of change in jobs
Reduced training and number of job instructions
Few work orders and job instructions
Custom orders require many instructions
5 Raw material high relative to product value
JIT techniques used
Raw material low relative to product value
Raw material low relative to product value

A Comparison (3)
Process Focus Repetitive Focus
Product focus Mass Customization
6 WIP high relative to output
JIT techniques used
WIP low relative to output
WIP driven down by JIT, kanban, lean production
7 Units move slowly thru plant
Movement measured in hours & days
Units move swiftly thru facility
Goods move swiftly thru facility
8 Finished goods made to order, not stored
Finished goods made to frequent forecasts
Finished goods made to forecast, then stored
Finished goods made to order

A Comparison (4)
Process Focus Repetitive Focus
Product focus Mass Customization
9 Scheduling complex and concerned with trade-off between inventory, capacity, and customer service
Scheduling based on building models from a variety of forecasts
Scheduling relatively simple, concerns establishing sufficient rate of output to meet forecasts
Scheduling sophisticated to accommodate customization
10 Fixed costs low, variable costs high
Fixed costs dependent on flexibility of facilities
Fixed costs high, variable costs low
Fixed costs high; variable costs must be low

A Comparison (5)
Process Focus Repetitive Focus
Product focus Mass Customization
11 Costing, done by job, is estimated prior to doing job but only known after doing job
Costs usually known based on experience
Because of high fixed costs, cost dependent on utilization of capacity
High fixed costs and dynamic variable costs
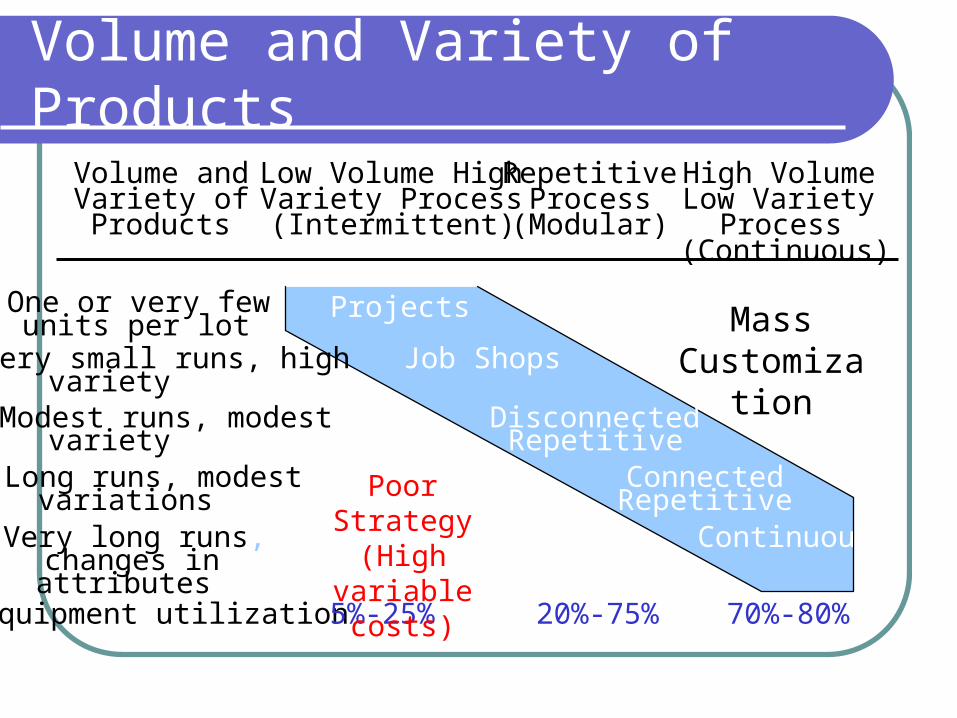
Volume and Variety of Products
Volume andVariety ofProducts
Low Volume HighVariety Process
(Intermittent)
RepetitiveProcess
(Modular)
High VolumeLow Variety
Process(Continuous)
One or very fewunits per lot
Projects
Very small runs, highvariety
Job Shops
Modest runs, modestvariety
DisconnectedRepetitive
Long runs, modestvariations
ConnectedRepetitive
Very long runs,changes inattributes
Continuous
Equipment utilization 5%-25% 20%-75% 70%-80%
Poor Strategy(High variable
costs)
Mass Customization

Mass Customization
Using technology and imagination to rapidly mass-produce products that cater to sundry unique customer desires.
Under mass customization the three process models become so flexible that distinctions between them blur, making variety and volume issues less significant.
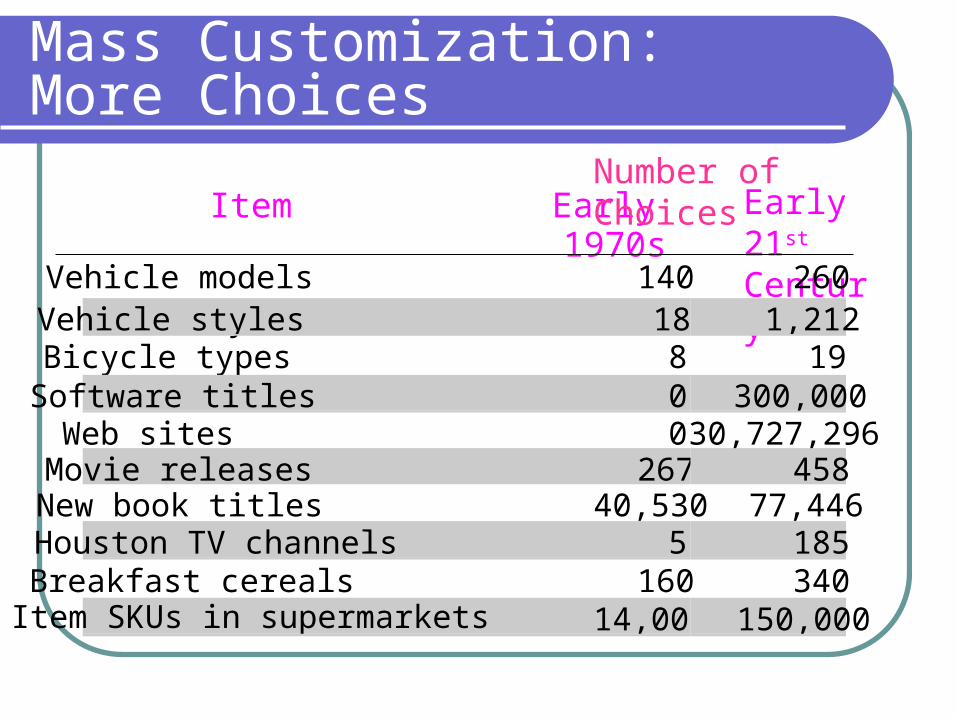
Mass Customization: More Choices
Early 21st Century
Item Early 1970s
Vehicle models 140 260Vehicle styles 18 1,212Bicycle types 8 19Software titles 0 300,000Web sites 0 30,727,296Movie releases 267 458New book titles 40,530 77,446Houston TV channels 5 185Breakfast cereals 160 340Item SKUs in supermarkets 14,000 150,000
Number of Choices

Process Strategies
Rapid throughput techniques
Mass Customization
Modular techniques
Repetitive FocusModular design
Flexible equipment
Product-focusedLow variety, high volume
High utilization (70% - 80%)Specialized equipment
Process-focusedHigh variety, low volume
Low utilization (5% - 20%)General purpose equipment
Effective scheduling techniques

Process Analysis and Design
Is the process designed to achieve competitive advantage in terms of differentiation, response, or low cost?
Does the process eliminate steps that do not add value?
Does the process maximize customer value as perceived by the customer?
Will the process win orders?

Crossover Charts
$$$
Fixed cost Variable cost
Fixed cost Process A
Fixed cost Process B
Fixed cost Process C200,000
300,000
400,000
$ Total process C costs
Total p
roces
s A
costs
Process A Process B Process C
V1 V2 Volume
Total process B
costs

Crossover Chart Example #1
Process Fixed CostVariable Cost
per Unit
A $10,000 $5
B 15,000 3
C 20,000 2

Example #1 Solved

Example #1 Chart

Crossover Chart Example #2
Process Fixed CostVariable Cost
per Unit
A $10,000 $8
B 30,000 3
C 40,000 2

Example #2 Solved

Example #2 Chart
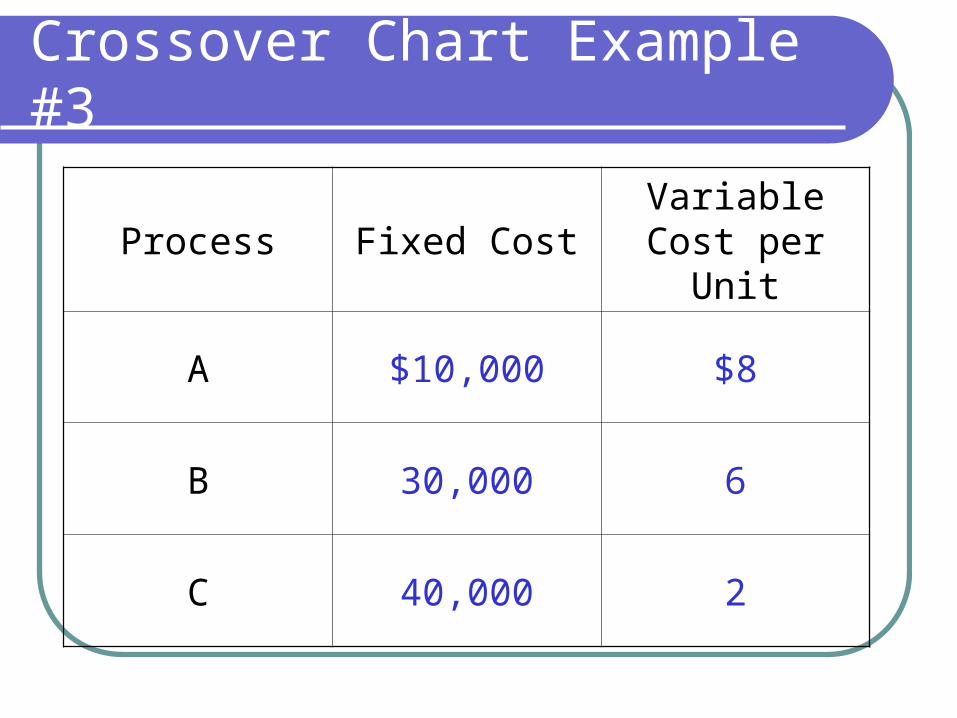
Crossover Chart Example #3
Process Fixed CostVariable Cost
per Unit
A $10,000 $8
B 30,000 6
C 40,000 2

Example #3 Solved

Example #3 Chart
Tools for Process Design
Flow DiagramsProcess ChartsTime-Function/Process MappingWork Flow Analysis
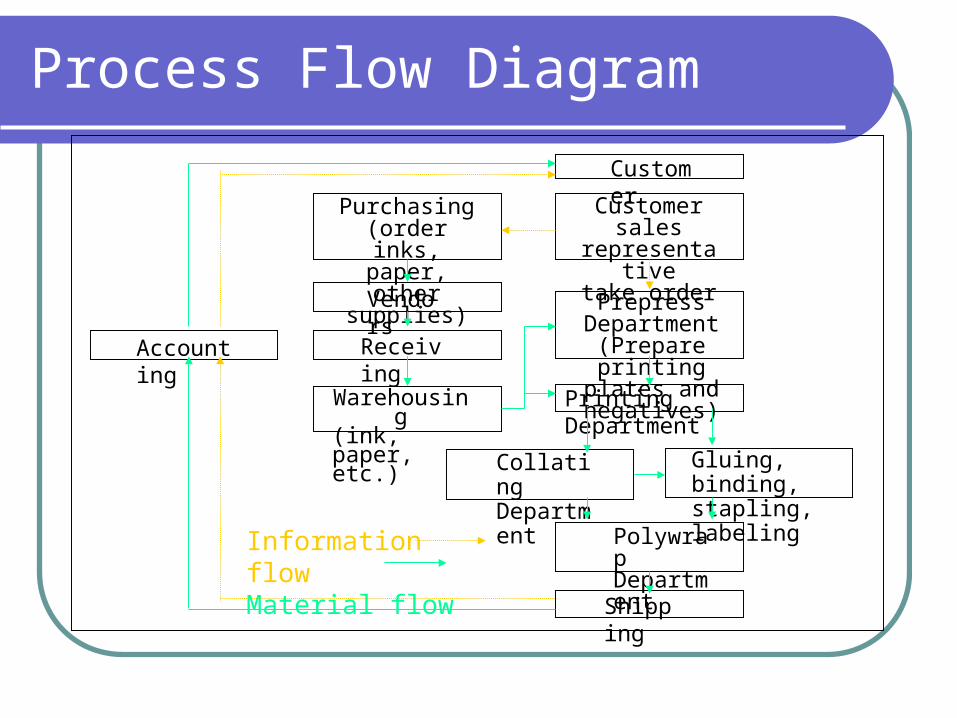
Process Flow Diagram
Shipping
Customer
Customer sales representative
take order
Prepress Department(Prepare printing
plates and negatives)
Printing Department
Collating Department
Gluing, binding, stapling, labeling
Polywrap Department
Purchasing(order inks, paper,
other supplies)
Vendors
Receiving
Warehousing(ink, paper, etc.)
Accounting
Information flowMaterial flow
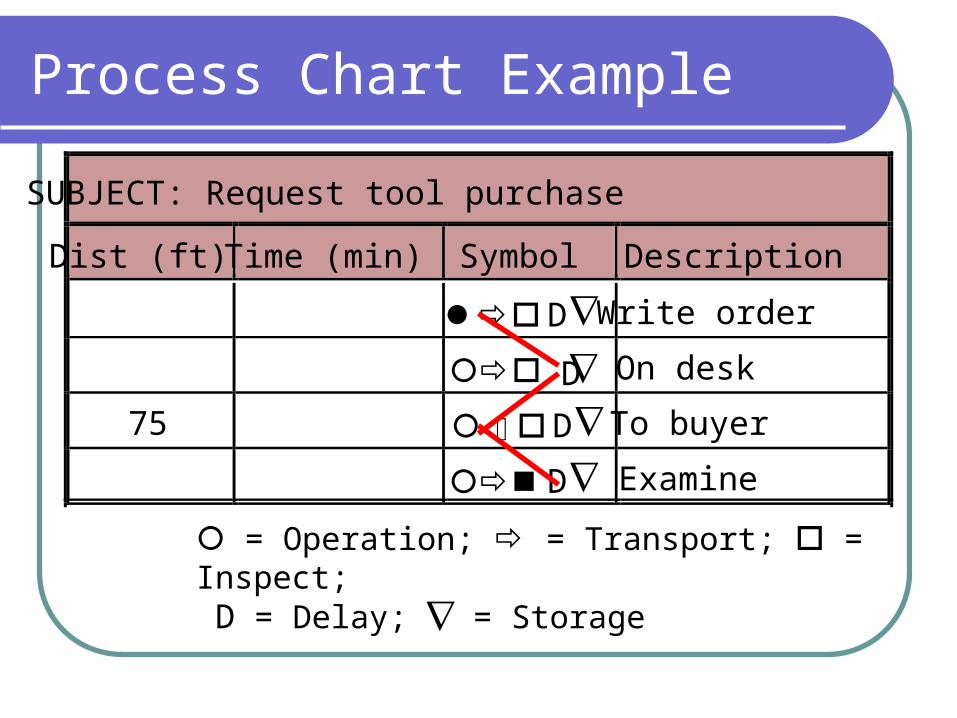
SUBJECT: Request tool purchase
Dist (ft) Time (min) Symbol Description
D Write order
D On desk
75 D To buyer
D Examine
= Operation; = Transport; = Inspect; D = Delay; = Storage
Process Chart Example

Time Function Map (Baseline)
Customer
Sales
Production control
Plant A
Warehouse
Plant B
Transport
Order Product
Process Order
Extrude
Receive product
Wait
Move
Wait Wait Wait
Move
Ord
er
Ord
er
WIP
WIP
WIP W
IP
Prod
uct
Prod
uct
Prod
uct
12 days 1 day 1 day 1 day 1 day13 days 4 days 10 days 9 days
52 days
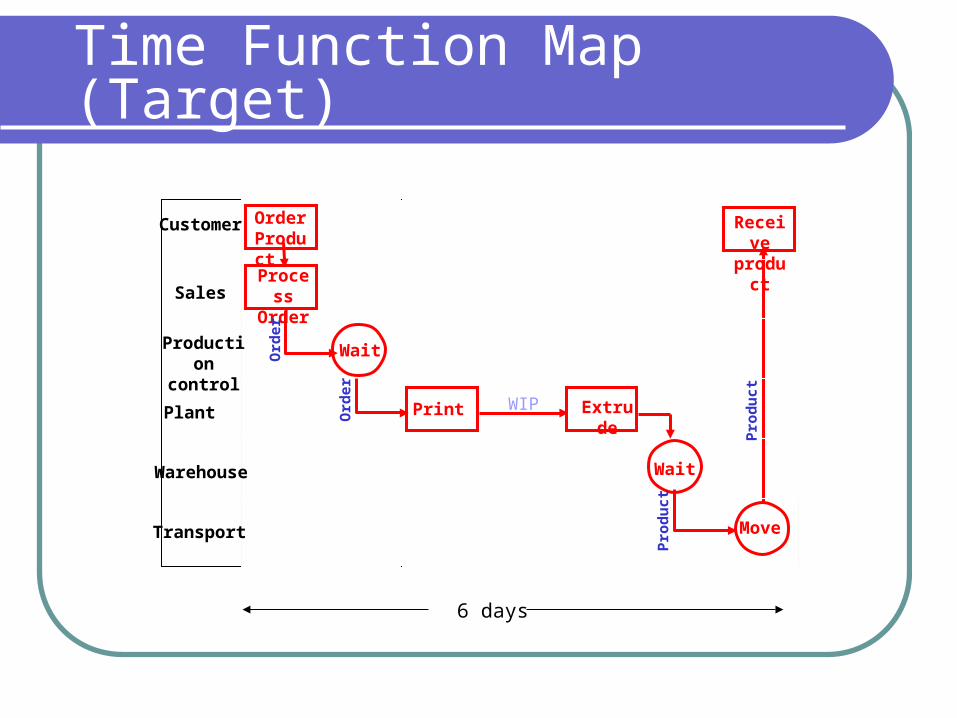
Time Function Map (Target)
1 day 1 day 1 day1 day 2 days
Customer
Sales
Production control
Plant
Warehouse
Transport
Order Product
Process Order
Print Extrude
Receive product
Wait
Wait
Move
Ord
er
Ord
er
Prod
uct
Prod
uct
WIP
6 days
Work Flow Analysis - 4 PhasesRequest from a customer or an offer to provide
services by a performerNegotiation, allowing the customer and the
performer to agree on how the work should be done and what will constitute customer satisfaction
Performance of the assignment and completionAcceptance, closing the transaction provided the
customer expresses satisfaction and agrees that the conditions were met.

Attaining Lean Production
Focus on inventory reductionBuild systems that help employeesReduce space requirementsDevelop close relationships with suppliersEducate suppliersEliminate all but value-added activitiesDevelop the workforceMake jobs more challengingSet sights on perfection!

Customer Interaction and Process Strategy
Mass Service Professional Service
Service Factory Service Shop
Commercial Banking
General purpose law firms
Fine dining restaurants
Hospitals
Airlines
Full-service stockbroker
Retailing
Personal banking
Boutiques
Law clinics
Fast food restaurants
Warehouse and catalog stores
No frills airlines
Limited service stockbroker
For-profit hospitals
Degree of Interaction and Customization
Deg
ree
of L
abor
Inte
nsity
Low High
High Low
Improving Service Productivity
Separation
Self-service
PostponementFocus
Structure service so customers must go where service is offered
Self-serviceCustomizing at delivery
Restricting the offerings
Strategy Technique

Improving Service Productivity
Modules
Automation
Scheduling
Training
Modular selection of service.
Modular production Separating services that lend
themselves to automation
Precise personnel scheduling
Clarifying the service options Explaining problems Improving employee flexibility
Strategy Technique

Production Process & Technology Alternatives
# Different Products or Parts# Different Products or Parts
CIMCIMFlexible
Manufacturing System
Low HighHigh
General Purpose, NC, General Purpose, NC, CNCCNC
Volume of Products or PartsVolume of Products or Parts
Low
HighHigh
DedicatedDedicatedAutomationAutomation

Areas of Technology
Machine technologyAutomatic identification systems (AIS)Process controlVision systemRobotAutomated storage and retrieval systems
(ASRS)Flexible manufacturing systems (FMS)Computer-integrated manufacturing (CIM)

Machine Technology
Increased precisionIncreased productivityIncreased flexibilityDecreased pollutionDecreased sizeDecreased power requirements
Automatic Identification Systems
Improved data acquisitionIncreased scope of process automation
Process Control
Use of IT to monitor physical processesIncreased process stabilityIncreased process precisionReal-time provision of information for
process evaluationMulti-mode information presentation

Vision Systems
Particular aid to inspectionConsistently accurateNever boredModest costSuperior to individuals performing the
same tasks
Robots
Perform monotonous, or dangerous tasks, or those requiring significant strength or endurance
Enhanced consistency, accuracy, speed strength, power when substituted for human effort

Types of Robots
Automated Storage & Retrieval Systems (ASRS)
Automated placement and withdrawal of parts and products
Particularly useful in inventory and test areas of manufacturing firms

Automated Guided Vehicle
Electronically controlled movement of products and/or individuals

Flexible Manufacturing Systems
Electronic control of server DNC machines and robots or AGVs: Computer controls both the workstation and the material handling equipment
Computer control enhances flexibilityCan economically produce low volume at
high qualityStringent communication requirement
between components within it

Flexible Manufacturing Systems
AdvantagesFaster, lower cost changes from one part to
anotherLower direct labor costsReduced inventoryConsistent (and hopefully better) quality

Flexible Manufacturing Systems
DisadvantagesLimited ability to adapt to product or product
mix changesRequires substantial preplanning and
capital expendituresTechnological problems of exact component
positioning and precise timing

Computer Integrated Manufacturing
Extension of flexible manufacturing systems Backwards to engineering and inventory control Forward into warehousing and shipping Can also include financial and customer service
areas
Reducing the distinction between low-volume/high-variety, and high-volume/low-variety production
Heavy reliance on information technology

Computer Integrated Manufacturing

Technology in Services
Service ExampleFinancial services
Debit cards, electronic funds transfer, ATMs, Internet stock trading
Education Electronic bulletin boards, on-line journalsUtilities and government
Automated one-man garbage trucks, optical mail sorters, scanners, flood warning systems
Restaurants and foods
Wireless orders from waiters to kitchen, robot butchering, transponders on cars to track drive-thrus
Communication Electronic publishing, interactive TV
Hotels Electronic check-in/check-out, electronic key/lock systems

Technology in Services (cont.)
Service ExampleWholesale/retail trade
Point-of-sale terminals, e-commerce, electronic communication between store and supplier, bar coded data
Transportation Automatic toll booths, satellite-directed navigation systems, route planning, progress monitoring
Health care On-line patient monitoring, on-line medical information systems, robotic surgery, expert system diagnosis assistance
Airlines Ticketless travel, scheduling, Internet ticket sales, improved navigation and route planning

Process Reengineering
The fundamental rethinking and radical redesign of business processes to bring about dramatic improvements in performance
Relies on reevaluating the purpose of the process and questioning both the purpose and the underlying assumptions
Requires reexamination of the basic process and its objectives
Focuses on activities that cross boundaries…Not to be undertaken lightly – expensive!

Sensitivity to the Environment
Make products recyclableUse recycled materialsUse less harmful ingredientsUse light componentsUse less energyUse less materials
Factors Affecting Process AlternativesProduction flexibility
Product volumeProduct variety
TechnologyCostHuman resourcesQualityReliability
These factors These factors reduce the number reduce the number of alternatives!of alternatives!
These factors These factors reduce the number reduce the number of alternatives!of alternatives!
© 1984-1994 T/Maker Co.