Process Optimization Using Design of Experiments | An Albemarle Fine Chemicals Case Study
2
The challenge: Can you validate my cGMP process and get my product to market faster at a lower cost? How we said yes: Albemarle has extensive expertise in the Design of Experiments (DoE) approach—the modern alternative to single-variable experimentation. In our research facilities, DoE is used to conduct process optimization in a rapid, responsive fashion, while supporting efforts for cGMP process validation. (The DoE approach can also be applied to non-GMP process development.) In our experience, DoE is an excellent course for facilitating reduced costs and time to market. Current Trends in ICH Guidelines Albemarle's DoE methods fully support the FDA ICH Quality by Design (QbD) initiative. FDA publications that have had an impact on our work: • PAT — A Framework for Innovative Pharmaceutical Development, Manufacturing, and Quality Assurance (Final) Sept. 2004 • ICH Q7 — Good Manufacturing Practice Guidance for Active Pharmaceutical Ingredients (Final) August 2001 • ICH Q8 (R2) — Pharmaceutical Development (Final) Nov. 2009 • ICH Q9 — Quality risk management (Final) June 2006 • ICH Q10 — Quality systems (Final) April 2009 • Process Validation: General Principles and Practices (Final) Jan 2011 Fine Chemistry Services Case Study E: Process optimization using Design of Experiments OFAT v. DoE Approaches OFAT (One Factor At a Time) Central composite DoE Single variable experimentation results in limited ability to rapidly investigate process design space Our approach for this particular client included: STEP 1: Conducting a thorough quality risk review of the process as per the FDA's Q9 approach to risk analysis: • Identified relevant Critical Quality Attributes (CQAs); • Initiated a 3-factor, 21-experiment central composite DoE to understand the relative impacts of the putative Critical Process Parameters (CPPs); and • Performed the DoE on one of Albemarle's parallel reactor systems, drastically shortening the amount of time required to complete the study. Factor Y Factor Y Factor X Factor X Factor Z Factor Z Source: Owen, M. R.; et.al. Org.ProcessRes.Dev. (2001), 5, 308-323
-
Upload
albemarle-fine-chemistry-services -
Category
Documents
-
view
1.265 -
download
1
Transcript of Process Optimization Using Design of Experiments | An Albemarle Fine Chemicals Case Study

The challenge:Can you validate my cGMP process and get my
product to market faster at a lower cost?
How we said yes:Albemarle has extensive expertise in the Design of
Experiments (DoE) approach—the modern
alternative to single-variable experimentation. In
our research facilities, DoE is used to conduct
process optimization in a rapid, responsive fashion,
while supporting efforts for cGMP process
validation. (The DoE approach can also be applied
to non-GMP process development.) In our
experience, DoE is an excellent course for
facilitating reduced costs and time to market.
Current Trends in ICH GuidelinesAlbemarle's DoE methods fully support the FDA
ICH Quality by Design (QbD) initiative. FDA
publications that have had an impact on our work:
• PAT — A Framework for Innovative Pharmaceutical
Development, Manufacturing, and Quality Assurance
(Final) Sept. 2004
• ICH Q7 — Good Manufacturing Practice Guidance for
Active Pharmaceutical Ingredients (Final) August 2001
• ICH Q8 (R2) — Pharmaceutical Development
(Final) Nov. 2009
• ICH Q9 — Quality risk management (Final) June 2006
• ICH Q10 — Quality systems (Final) April 2009
• Process Validation: General Principles and
Practices (Final) Jan 2011Fine Chemistry Services
Case Study E: Process optimization using Design of Experiments
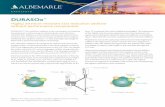
OFAT v. DoE Approaches
OFAT(One Factor At a Time)
Central composite DoE
Single variable experimentation results in limited
ability to rapidly investigate process design space
Our approach for this particular client included:
STEP 1: Conducting a thorough quality risk review of the
process as per the FDA's Q9 approach to risk analysis:
• Identified relevant Critical Quality Attributes (CQAs);
• Initiated a 3-factor, 21-experiment central composite
DoE to understand the relative impacts of the putative
Critical Process Parameters (CPPs); and
• Performed the DoE on one of Albemarle's parallel
reactor systems, drastically shortening the amount of
time required to complete the study.
Factor Y Factor Y
Factor X Factor X
Factor ZFactor Z
Source: Owen, M. R.; et.al. Org.ProcessRes.Dev. (2001), 5, 308-323

The information presented herein is believed to be accurate and reliable, but is presented without guarantee or responsibility on the part of Albemarle Corporation. It is the responsibility of the user to comply with all applicable laws and regulations and to provide for a safe workplace. The user should consider any information contained herein, including information about any health or safety hazards, only as a guide, and should take those precautions that are necessary or prudent to instruct employees and to develop work practice procedures in order to promote a safe work environment. Further, nothing contained herein shall be taken as an inducement or recommendation to manufacture or use any of the herein described materials or processes in violation of existing or future patents.
Find out how we say yes to hundreds of fine chemistry projects annually.
Albemarle is experienced and equipped to provide custom manufacturing for customers worldwide.
To experience the difference of a committed fine chemistry partner, contact your Albemarle Representative.
www.albemarle.com
A M E R I C A S
Fine Chemistry Services
Tel: +1 225 388 7402
E U RO PE , M I D D L E E A ST, A F R I C A
EMA Fine Chemistry Services
Tel: +32 10 48 1711
FCS-0011 (01/11)
The yes formula direct customer benefits:• The Albemarle DoE determined that performing
the reaction at a higher concentration could save
time and money.
• A distillation step was removed.
• The process was improved when relative Green
Metrics were analyzed.
• The customer gained a better understanding
of the process.
• The Albemarle DoE facilitated the process validation
according to the FDA's guidance on the topic (Quality
by Design). As a result:
> Our team has firm grasp on the process
design space.
> We have the confidence to operate this
process, which is characterized by very
high raw material input costs.
> We minimized the risk of encountering a
quality-related incident due to the DoE work.
> Albemarle has created value by applying
“big pharma” industry and FDA-endorsed
best practices for process optimization and
subsequent validation.
STEP 2: Three factors were tested in the context of the
DoE. The process was a bimolecular reaction (A + B > C):
• Relative amount of input B
• Reaction concentration
• Reaction temperature
STEP 3: Three responses were tested in each of the 21
parallel experiments:
• Amount of isomer of C found
• Overall conversion to C
• Product purity assay
STEP 4: The DoE results were verified on 2-L equipment,
then the information was explicitly applied to validations
at 1,000- and 4,000-gallon scale.