Process Controls in Aseptic Manufacturing: An...
44
PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland Process Controls in Aseptic Manufacturing: An Overview Jörg Zimmermann
Transcript of Process Controls in Aseptic Manufacturing: An...

PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Process Controls in AsepticManufacturing: An Overview
Jörg Zimmermann

Overview
2 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Introduction
Aseptic Process Designs
Conventional Clean Room, RABS, Isolator
Automation: Automatic Loading of Lyophilizers
Process controls
fill volume
Stopper and closure part position
Microbiological Monitoring
Conclusions

Introduction: Regulatory Expectations
3 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
EC Guide to Good Manufacturing Practice, Annex 1
FDA Guidance for Industry: Sterile Drug Products Produced by Aseptic Processing — Current Good Manufacturing Practice
Maximum product contamination control
Maximum environmental control
Minimum operator interference with product

4 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Conventional Clean Room
Definition and Design Features
> Laminar flow cover, curtains, etc.
> Operator handling in ISO 5 environment
> Manual transfer steps
> Most common operation still
> Currently approx. 2200 lines in operation worldwide
> Likely to become unapprovable for new lines in coming years

5 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Process Design: Conventinal Clean Room
Courtesy of: J. Lysfjord, ex. Bosch Packaging Technologies
6 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Conventional Clean Room
Pros
Cheap
Simple set-up
Easily adaptable for process changes
Useful for early clinical work
Useful for terminally sterilized products

7 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Conventional Clean Room
Cons
Manual processes need much more monitoring than automized processes
Manual processes need much more supervision than automized processes
Expectations for the aseptic process are the same: product must be sterile!

8 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Conventional Clean Room
Cons
Media Fill validation can be challenging
Manual processes difficult (impossible) to validate
Reduced sterility assurance

9 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Isolator
Definition
> Full isolation of machinery from environment
> Handling on the line via gloves
> Chemical disinfection after batches, usually with H2O2
> Currently approx. 400 lines in use worldwide

Isolator
10 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Courtesy of: J. Lysfjord, ex. Bosch Packaging Technologies

11 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Isolator
Pros
> Highest level of separation of operator and product
> Automized, validated decontamination
> Best solution for high potent drugs

12 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Isolator
Cons
> Requires well running processes to avoid opening of the isolator
> Less classified area as background (ISO 8)
> Time consuming change over procedures reducing running time

13 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Isolator
Operational aspects
> Validation of H2O2-decontamination well established by now (i e with support of the isolator-vendors)
> Focus these days on rapid decontamination
> Decontamination is always on top of dismanteling/cleaning/set-up of the line
> Campaigning of production

ISPE RABS Definition
14 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Definition developed in 2005, by a group
led by J. Lysfjord ( then Bosch Packaging Technologies)
Members: Rick Friedman, FDA
Michael Porter, Merck
John Shabushnik, Pfizer
Ian Symonds, GSK
Jörg Zimmermann, Vetter
Industry Feedback was considered
Final Definition issued on www.ispe.org
ISPE RABS Definition: Key Features
15 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Rigid wall enclosure
ISO 5 LAF environment
Gloves
Automation
Sterilisation of all equipment
High level disinfection
Rare open door interventions
Currently approx. 250 lines in use worldwide

ISPE RABS Definition: Diagram
16 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Courtesy of: J. Lysfjord, ex Bosch Packaging Technologies

17 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
RABS in Operation

18 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
RABS in Operation
Best Practise in using RABS
19 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
No open door interventions allowed> Open door leads to full line clearance/line cleaning
High level disinfection after each production batch using a sporicidal agent
Gloves tested and steam sterilized after each batch
Maximum automation of the process

Daily Operation of a RABS Filling Line
20 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
1st step in set-up: installation of steam sterilized gloves
Installation of all filling equipment using the gloves
All manipulations using the gloves
Disassembly of the line at the end of the fill, cleaning of the line with sporicidal agent, integrity testing of the gloves

21 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Automated Loading of Lyophilizers
Manual loading of lyophilizers problematic with no LAF in the lyophilizer, temperature differences between air and shelf etc.
Automated loading is expectation of authorities for newlines
Various loading systems on the market for vials and syringes

Loading system for a Lyophilizer
22 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Loading a freeze-dryer: tray system, row-by-row
Transfer of the units fromfilling line to the lyophilizer via a monorail system

In Process Controls
23 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Fill volume:
100% check-weighs for vials inline
In-line fill-weigh checks for syringes (non-destructive)
Expellable volume for syringes off-line (destructive)
Stopper position and total length
Visualization of all parameters directly in the cleanroom

Visualization of IPC-results in the cleanroom
24 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Configured as Monitoring Station:
All FreeWeigh.Net Monitoring Functions are available at the filling machine
All values of the IPC Lab are available online
The operators have an better overview about the IPC parameters
The same views as the supervisors of the IPC Lab:
> All Trends and statistics are indicated
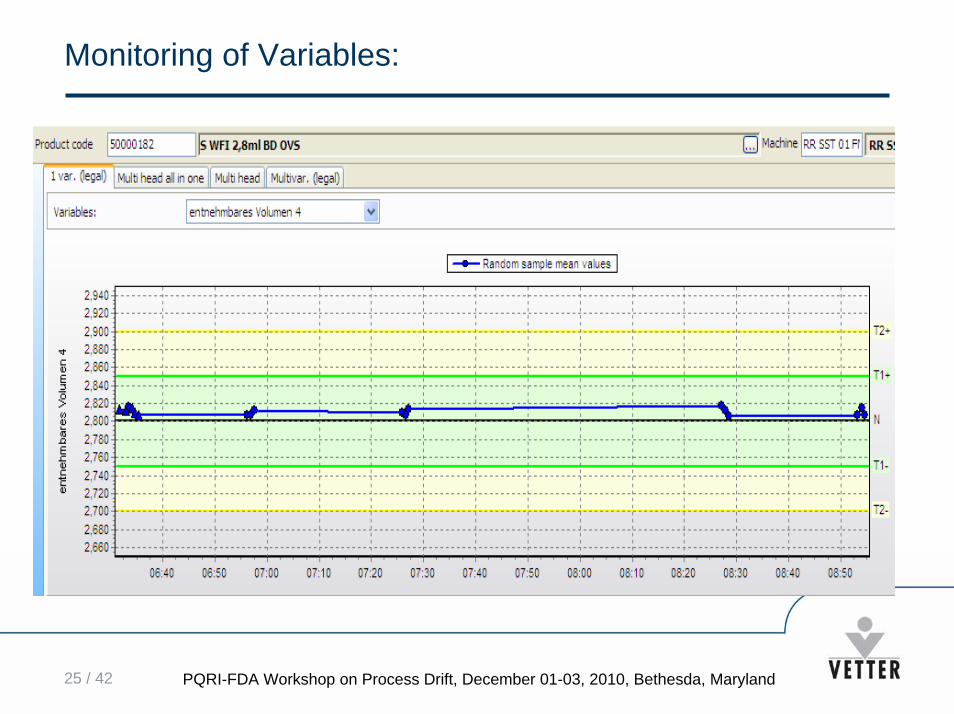
Monitoring of Variables:
25 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
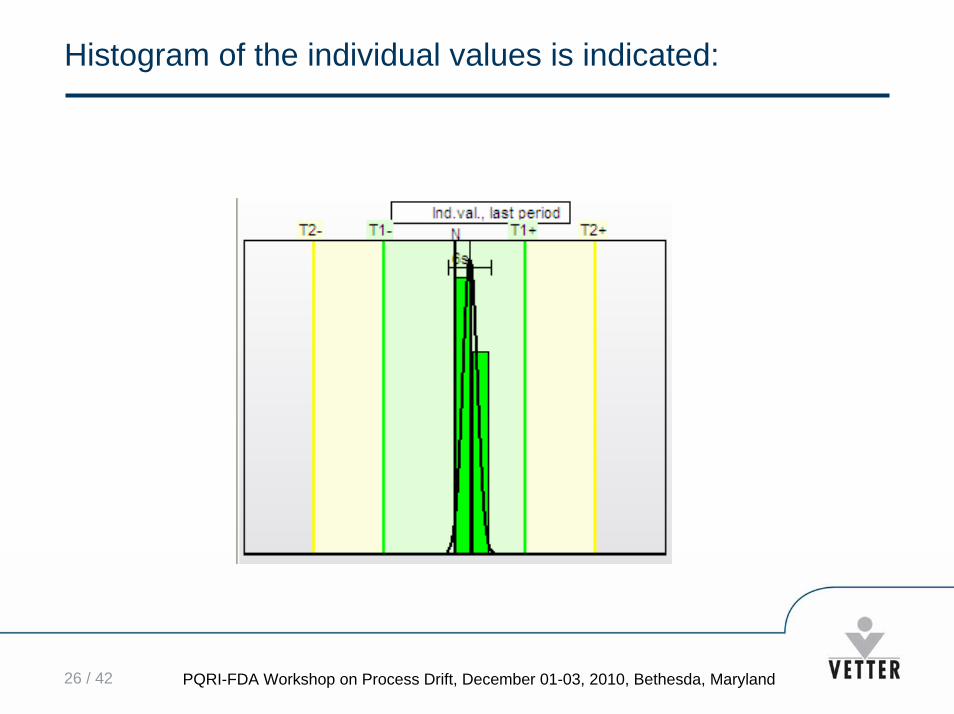
Histogram of the individual values is indicated:
26 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland

Monitoring of Multi-Head Filling-Lines:
27 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland

Separate Trends of every Filling Head
28 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
29 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
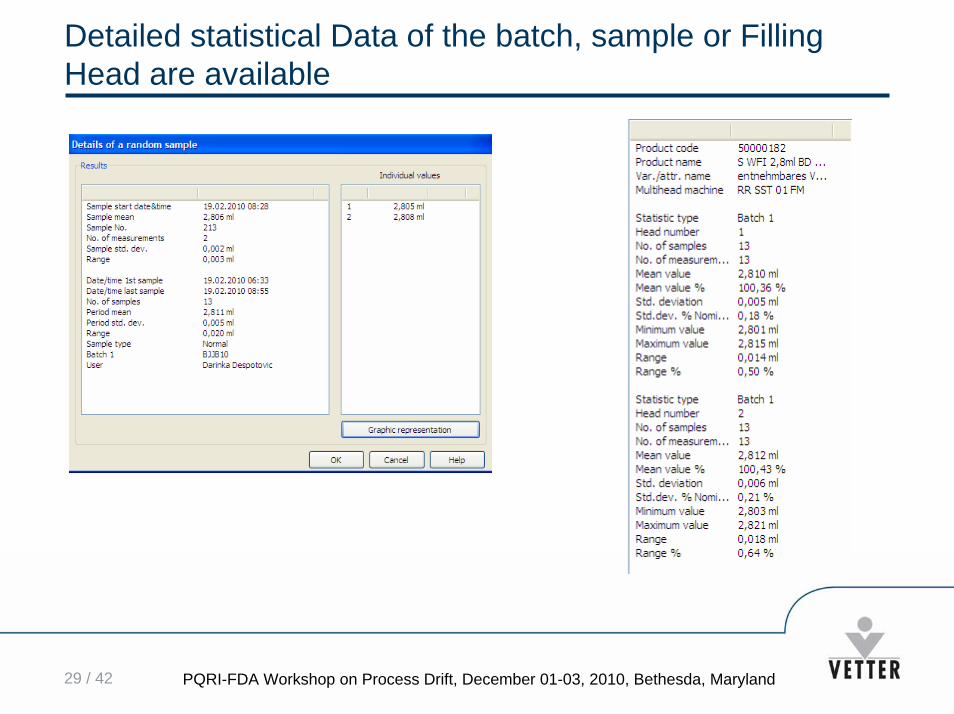
Detailed statistical Data of the batch, sample or Filling Head are available

Visualization of IPC data in the cleanroom
30 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland

Optimization using the visualization
31 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Before: communication via telefone
After: visualization in the cleanroom
UEG
OEG
USG
OSG
Soll
0,3050,3060,3070,3080,3090,31
0,3110,3120,3130,3140,3150,3160,3170,3180,3190,32
0,3210,3220,3230,3240,325
0 5 10 15 20 25 30 35 40 45 50 55 60
B1 B2 B3 B4 B5 B6
UEG
OEG
USG
OSG
Soll
0,3050,3060,3070,3080,309
0,310,3110,3120,3130,3140,3150,3160,3170,3180,319
0,320,3210,3220,3230,3240,325
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75
B1 B2 B3 B4 B5 B6
• fill volume not on target
• batch-to-batch variation
• outliers
• fill volume consistently on target
• no batch-to-batch variation
• no outliers
Batch change Batch change

Microbiological Environmental Monitoring
32 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
air monitoring:
Gelatine-membrane-filtration (GMF):
correlation to volume
Sedimentationsplates:
correlation to exposure time
surface monitoring
personel monitoring

Example for a monitoringplan:
33 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland

34 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Monitoring plates and how they are packed:
Tripple baged Double baged Single baged
All plates are labeled with the product and expiry date
35 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
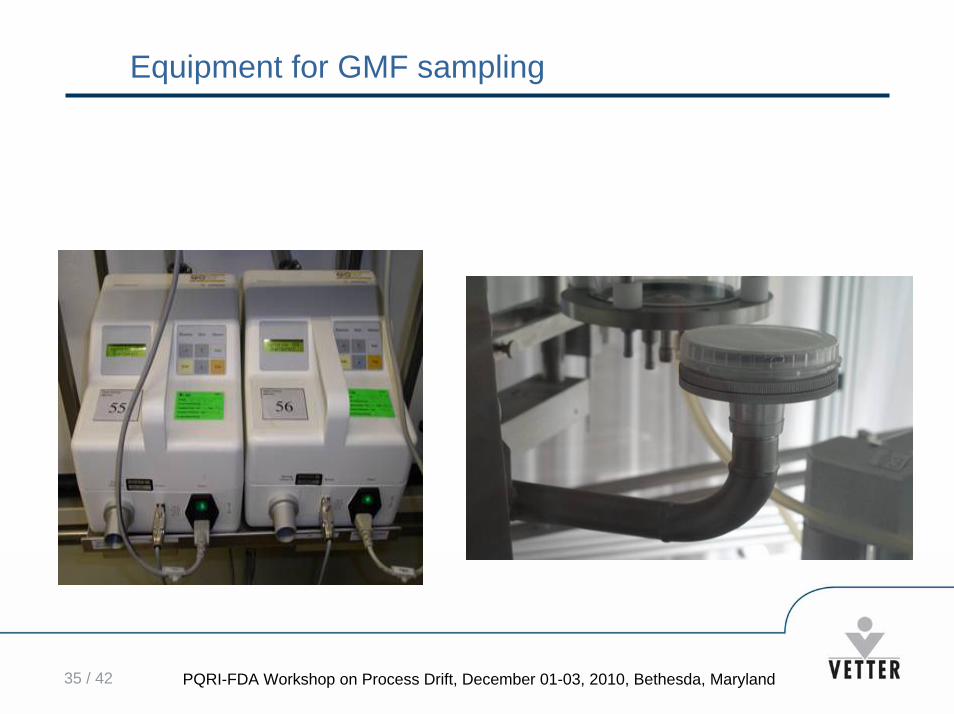
Equipment for GMF sampling
Air sampler MD8 (Sartorius) Sampling point

36 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
GMF sampling for class A
1 m³ is sucked through the filter in approx. 10 min.

Surface monitoring
37 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Contact for 5-10 sec.
Correct: lid is held without exposing the inside wrong: lid is held exposed

38 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Surface monitoring
Surfaces in class B need to be disinfected directly after monitoring
Sterile wipe is sprayed with IPASurface is wiped.
One wipe per monitoring point. Do not fold.
39 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
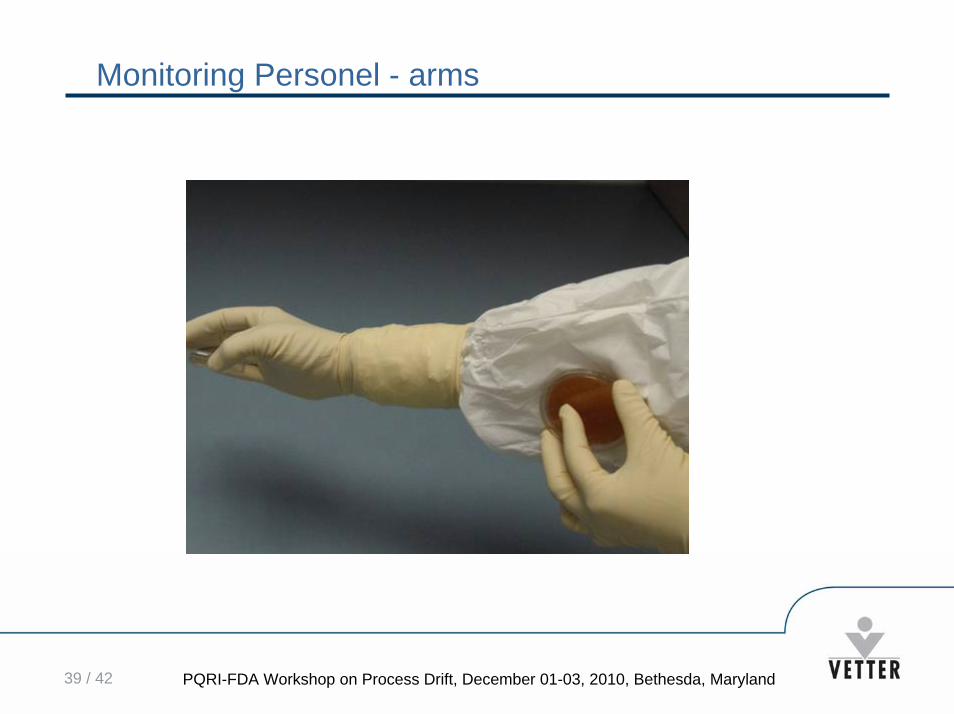
Monitoring Personel - arms
40 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
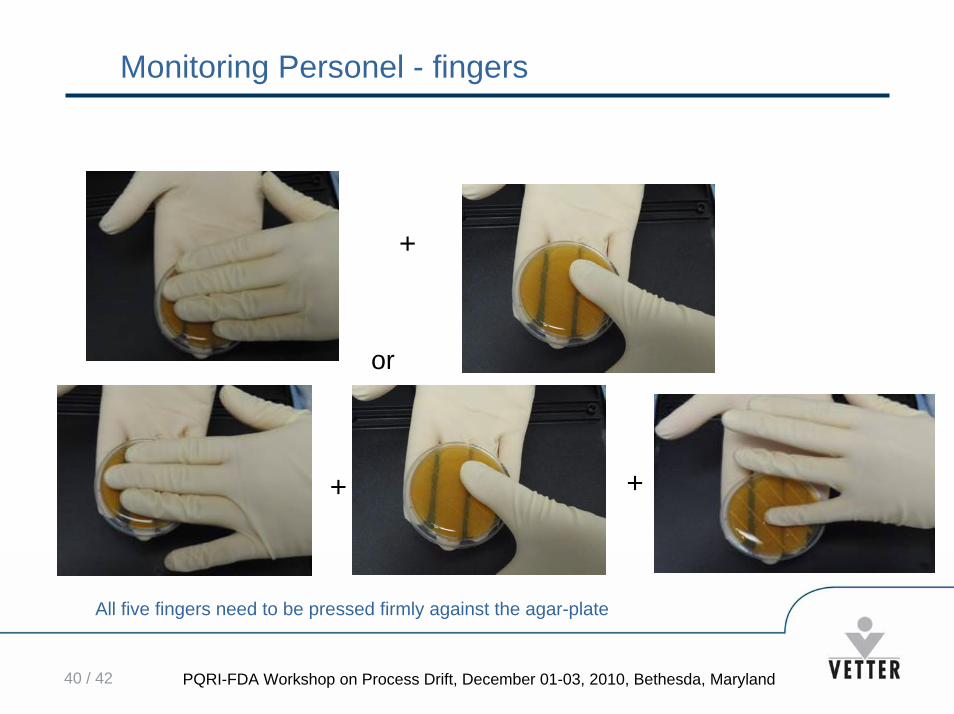
Monitoring Personel - fingers
+
or
++
All five fingers need to be pressed firmly against the agar-plate.
41 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
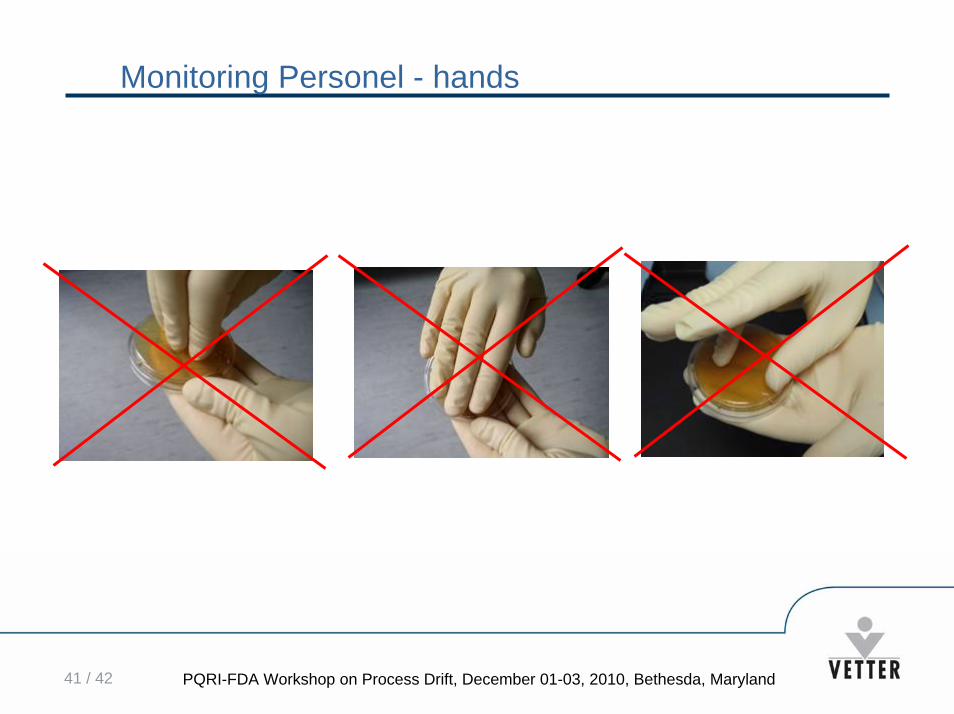
Monitoring Personel - hands
Wrong:
Only finger tips are in contact
One finger is not contacted
Fingers are contacted on the side.

Conclusions
42 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
RABS or Isolator:
both can be used for a safe, aseptic process
Proper aseptic technique is the basis
Automation: use it as much as possible
Process controls:
visualization helps operators run the lines
Non-destructive checks are coming more and more
43 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
THANK YOU:
Eva Zolg
Ute Pape
Matthias Piloty
44 / 42 PQRI-FDA Workshop on Process Drift, December 01-03, 2010, Bethesda, Maryland
Thank you for listening!
Jörg ZimmermannDirector Process Development and Process Implementation
Vetter Pharma-Fertigung GmbH & [email protected]