PROBLEMS AND COUNTERMEASURES OF THE QUALITY OF …seaisi.org/file/S4 P1 Dr_ Taweep.pdf · TCVN...
43
PROBLEMS AND COUNTERMEASURES OF THE QUALITY OF FABRICATED STEELWORK IN THAILAND By Assoc. Prof. Taweep Chaisomphob Sirindhorn International Institute of Technology
Transcript of PROBLEMS AND COUNTERMEASURES OF THE QUALITY OF …seaisi.org/file/S4 P1 Dr_ Taweep.pdf · TCVN...

PROBLEMS AND COUNTERMEASURES
OF THE QUALITY OF FABRICATED
STEELWORK IN THAILAND
By
Assoc. Prof. Taweep Chaisomphob
Sirindhorn International Institute of Technology

IntroductionThe fabricated steelwork has sparked concern over the quality of
fabricated steelwork in Thailand when sourced from foreign countries.
Therefore, these companies may not be able to fully control the quality of
fabricated steelwork. This is true especially for the case of imported
steelwork.
This situation has placed greater responsibility on Construction site
(typically Professional Engineers), as the technical expert relied upon by
Building Control Authorities and the third party to ensure steelwork for
Thailand building projects meets the requirements of the international
standard such as welding standard or fabrication standard.

Propose of this study
PEB as the latest trend in building construction are increasingly confirmed
their outstanding advantages in industrial and commercial projects such as
factory, warehouse, cold storage, showroom, office, supermarket, school,
stadium.
The propose of this study as following:
• To establish the construction checklist for inspecting the quality of
fabricated steel structures
• To inspect and evaluate PEB imported from foreign country
• To help Authorities and the third party better understand their role

Three-dimension view of PEB

Components of PEBConnecting by bolting at
construction sites

Data CollectionWe have visited four companies to collect data on PEB
such as design, fabrication, erection and also interviewed
engineers who are responsible for design and construction.
• Company A is visited and collected data in foreign country
• Company B, C, D are visited and collected data in the branch
of Thailand

DesignFor the design method, most of the companies use the
Allowable Strength Design (ASD) and loading conditions as
follows:
• Dead load consists of the weight of all material of
construction incorporated into the building.
• Roof Live Loads, for built-up frames minimum uniformly
distributed live load on roof is 0.57kN/m2 according to
MBMA.
• Collateral loads are included in roof live loads that arise
due to sprinklers, ducts, lighting fixtures and ceilings
• Wind loads are governed by wind speed, roof slope, eave
height and open wall conditions of the building .PEB are
designed for a minimum wind speed of a 110 km/h.

FabricationFlow chart of fabrication process

These components are connected by bolted at the site of
construction. As shown in figure below. The fabricated steel parts
are the components of rafters and columns which will be ready to
be imported to Thailand.
Rafter Components Column Components

Material SpecificationFrom the results of collecting data at 4 companies, it was found that
the international standards such as USA and Japan are used for material
selection of the frame structure.
Material Company A Company B Company C Company D
1.Built-up
member
ASTM A572 Gr
50
ASTM A572
Gr 50Q 345 (GB)
Q 345 (GB) or
ASTM A 572
Gr.50
2.X-Bracing rod ASTM A 36JIS G3101 or
SS400ASTM A36
JIS SS 400 or
ASTM A36
3.Anchor boltASTM A 36
(Gr. 4.6)
TCVN 1916-
1995
ASTM A36
(Gr. 4.6)
ASTM A36
(Gr. 4.6)
4.High strength
bolt
ASTM A 325
(Gr 8.8)
ASTM A490
(Gr 10.9)
ASTM A325
(Gr8.8)
ASTM A325
(Gr8.8)

Result and DiscussionFive construction sites were visited : two construction sites in a foreign
country (site no.1, 2) and three construction sites in Thailand (site no. 3, 4,
5). The dimension and some description of the visited sites are show in
below.

Description of visited sites
Site No. Type Description of SiteDimension of PEB
X (m) Y (m)
1 Garment FactoryFabricated by company A
Erected in the foreign country 60 10
2 Warehouse Fabricated by company A
Erected in the foreign country 60 6
3 WarehouseFabricated by company B
Erected in Thailand 60 14.4
4 WarehouseFabricated by company C
Erected in Thailand 48 8
5 WarehouseFabricated by company D
Erected in Thailand 30 9.8

Picture during construction Site 1 to 5
13
Site 1
14
Overview of construction site

Site 1
15
Rafter componentAnchor bolt using double nut and 1 washer

Site 2
16Overview of construction site

Site 2
17Rafter and column connected by bolt
Anchor Bolts 3 nuts & 2 Washers

Site 3
18Overview of construction site

Site 3
19
Lifting rafter for installation Erection rafter and purlin

Site 4
20Overview of construction site

Site 4
21Rafter and column connected by bolt
Component of rafter, purlin and roof after installation

Site 5
22Overview of construction site

Site 5
23
2 Rafter and 1 column connecting by boltAnchor bolt using double nut and 1 washer

Results of personnel interviewFor fabrication process
• Check welding defects
• Check sweep/camber/waviness of built-up member
• Check dimensions and locations of fit up components
• Check primer paint which has been tough up
• Check NDFT

Results of personnel interview
For the erection process
• Check all bracing in position and tightened
• Check bolts tightened to correct tension
• Check dimensions and locations of column and rafter
• Check misdrilled screws
• Check all roof penetrations for weather tightness

Inspection resultIn the inspection and evaluation process, we adopted the
inspection criteria based on international standards such as welding
standard and fabrication standard.
Site inspection was mostly carried out by using
• Visual inspection (VT)
• Bolt inspection
• Steel thickness
• Nominal Dry Film Thickness (NDFT)
This method does not affect on the surface of steel structures.
Interview the personnel at the site construction was done to obtain
information about the indirect and root causes of the problems and
damage of steel structures imported from foreign countries.

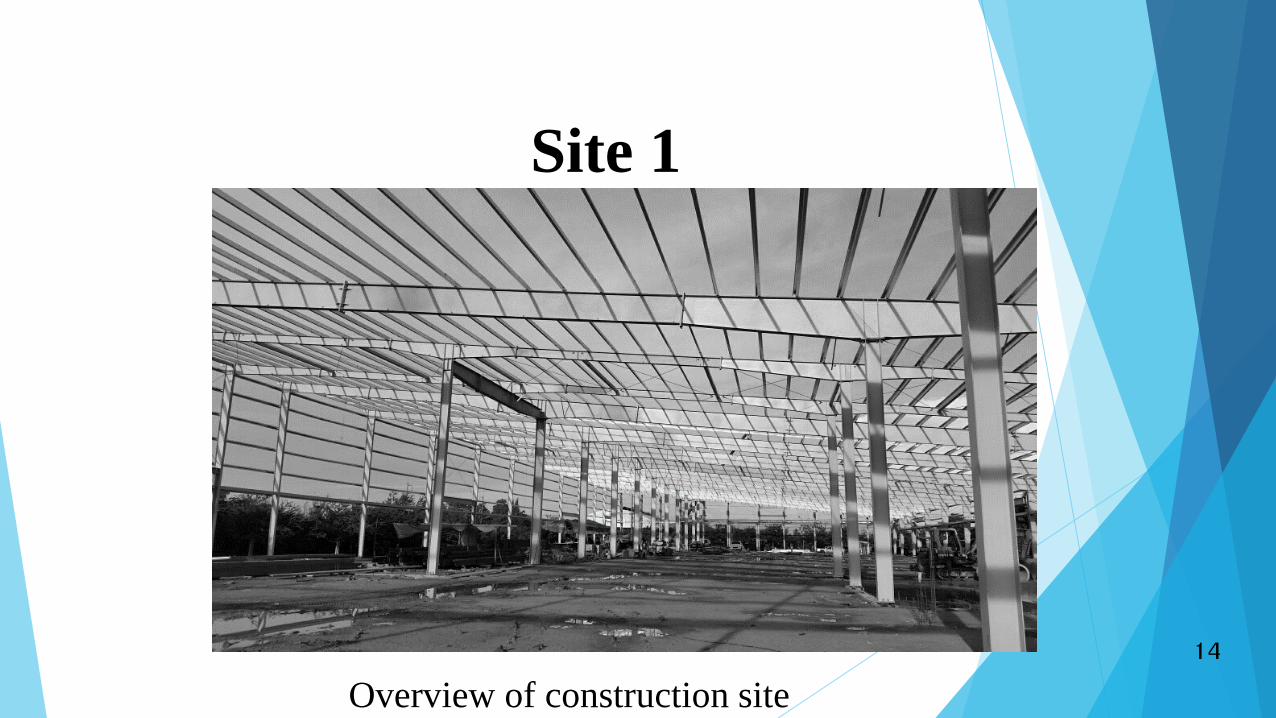
Welding Defects
• Some steel structures have defects of welding on the steel surface, especially
incomplete fusion, spatter, porosity, and undercut.
• The evaluation of the weld defects was classified as unacceptable by
according to DPT 1561 (Department of Public Works and Town & Country
Planning, Thailand)or equivalent to AWS D1.1/D1.1M .
Examples of the welding defects
Incomplete fusion
Undercut
Spatter
28

Porosity
Imperfect weld
Examples of the welding defects
29

Examples of the defects of anchor bolt• Defects of anchor bolt at some sites, which was evaluated that the bolt
were unacceptable are shown below
Remaining screw length less than
position of nut
Single nut30

Defects of Fabrication ProcessThe Fabricator’s design primary responsibility is to
ensured that structural steelwork is manufactured
according to the requirements. However, from inspection
results, it was found that there are defects on steel
structures at sites no.4.

Defects of Fabrication ProcessIt was evaluated that the built-up section was not
good because fabrication process is not up to the
fabrication standard according to MBMA For example, the
distortion of area in steel structure as shown in below.

Steel thickness• The results of steel thickness measurement are compared with
the thickness specified in the as-built drawing.
• The measured steel thickness is more than the thickness
specified in the drawing, and the results are acceptable.
Ultrasonic Thickness Gauge33

Result of steel thickness
Inspected part
Thick.
Specied
in the
drawing
(mm)
Measured Value (mm)
Average
(mm)S.D. (mm)
Difference
(%)Evaluation
x1 x2 x3 x4 x5
Site no.1
ColumnWeb 6 5.98 5.9 6.5 6.2 6.7 6.7 0.13 1% OK
Flange 8 8.07 8.2 8.6 7.9 8.5 8.2 0.29 3% OK
Site no.2
ColumnWeb 6 6 5.5 6 6.2 6.1 6.2 0.26 0% OK
Flange 8 8.6 8.2 8.7 8.9 8.2 8.5 0.32 7% OK
Site no.3
ColumnWeb 10 11.7 11.6 11.4 11.2 12.6 11.6 0.34 16% OK
Flange 10 11.5 10.6 11.1 11.9 10.7 11.2 0.54 12% OK

Result of steel thickness
Inspected part
Thick.
Specied
in the
drawing
(mm)
Measured Value (mm)
Average
(mm)S.D. (mm)
Difference
(%)Evaluation
x1 x2 x3 x4 x5
Site no.4
ColumnWeb 8 8.7 8.7 8.9 8.9 8.7 8.8 0.1 10% OK
Flange 10 10.8 10.5 10.5 10.6 11.5 10.8 0.4 8% OK
RafterWeb 8 9.8 9.1 9.3 9.4 9.2 9.2 0.16 15% OK
Flange 10 10.9 10.8 10.7 10.9 10.6 10.8 0.12 8% OK
Site no.5
ColumnWeb 5 5.3 5.7 5.9 5.3 5.6 5.6 0.24 11% OK
Flange 10 10.3 11.7 10.9 10.4 10.9 10.8 0.57 8% OK
RafterWeb 5 5.7 5.7 5.9 5.5 6 5.7 0.27 14% OK
Flange 10 10.8 10.5 10.3 10.6 10.6 10.7 0.18 6% OK

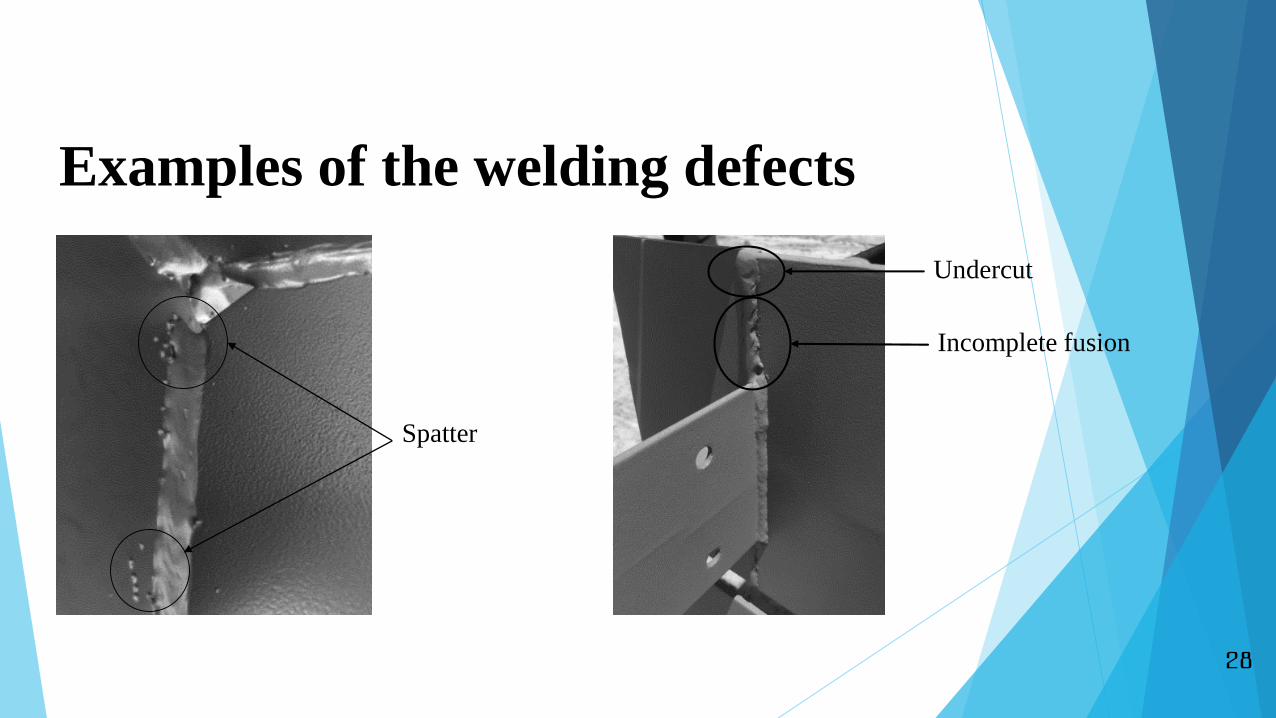
Coating thickness• Coating thickness at some sites is less than the required
thickness.
• Quality control on coating process must be properly
implemented at the fabrication factory.
Coating Thickness Gauge
36
Result of coating thickness
Inspected part
Thick.
specied in
the
drawing
(µm)
Measured Value (µm)
Average
(µm)S.D. (µm)
Difference
(%)Evaluation
x1 x2 x3 x4 x5
Site no.1
ColumnWeb
8087 88.4 90.2 85.7 100 90.3 5.7 13% OK
Flange 80.5 82 94.5 81.7 92.4 86.2 6.7 8% OK
Site no.2
ColumnWeb
80100.4 107.2 102.8 83 82 95.1 11.8 19% OK
Flange 102 89.2 102.2 91.4 95.4 96 6 20% OK
Site no.3
ColumnWeb
660935 883 1052 1224 979 1014.6 132 54% OK
Flange 510 666 636 640 603 611 60.7 -7% NG

Result of coating thickness
Inspected part
Thick.
specied
in the
drawing
(µm)
Measured Value (µm)
Average
(µm)S.D. (µm)
Difference
(%)Evaluation
x1 x2 x3 x4 x5
Site no.4
ColumnWeb
660
256.3 249.8 258.8 253.1 215.5 246.7 17.8 -63% NG
Flange 179.9 222.1 209.1 193.8 188.2 198.6 16.9 -70% NG
RafterWeb 263.4 236.6 230.3 239.3 218.5 237.6 16.5 -64% NG
Flange 202.4 185 230.8 218.8 210.7 209.5 17.3 -68% NG
Site no.5
ColumnWeb
80
105 115.6 102.4 110 111.2 108.8 5.2 36% OK
Flange 91.1 101.1 100 95.4 96.3 96.8 4 21% OK
RafterWeb 80.2 85.4 90.5 90 88.5 86.9 4.3 9% OK
Flange 98.4 95.2 94.6 96.3 98.2 96.5 1.8 21% OK

Conclusions and Recommandations• Four PEB international companies which are the manufacturers of
fabricated steel structures imported to Thailand.
• Five construction sites, including two sites in a foreign country and three
sites in Thailand, were visited.
• The inspections of each site are welding defect, steel thickness and coating
thickness.
• Some sites, there are some defects in the fabricated parts before and after
the parts are delivered to Thailand. for example, welding defects were
unacceptable mainly because of undercut and porosity.
• Erection of the steel structure at the site is not good, and hence there is
some defects in anchor bolts. Coating thickness was unacceptable because
of less values than the required thickness.39
Suggestion of SolutionsThe proposed countermeasures for quality control of
fabricated steel structures were divided into two schemes
as follows:
1. Fabricator Accreditation
2. Checklist for Inspection the Quality of Fabricated
Steel Structures.
Fabricators AccreditationThe structural steel fabricators accreditation scheme is also important.
The Structural Steel Fabricators Accreditation Scheme by Singapore
Structural Steel Society (SSSS) will classify the fabricator according to their
capability, financial status, skilled technical, human resource and the
standard of the fabrication plants. There will be three categories of
fabricators accreditation as follows:
1. Category S1: Large Company
2. Category S2: Medium Company
3. Category S3: Small Company
Checklist for Inspection the Quality of
Fabricated Steel Structures
Thailand needs to have a system in place to ensure quality
of steel structures for inspect the steel structure practically by
using this system. So, we should have proposed guideline to
provides official with a tool to ensure quality and public safety
involved steel structures.
The checklist for steelwork will include six main items as
follows: Material selection, Fabrication, Welding, Welding
Inspection, Coating and Erection

THANK YOU
FOR
YOUR ATTENTION43