Příručka uživatele - moldmasters.de€¦ · Mold-Masters Application Engineering; Engineering;...
79
Příručka uživatele
Transcript of Příručka uživatele - moldmasters.de€¦ · Mold-Masters Application Engineering; Engineering;...

Příručka uživatele

Obsah příručky
iUpdates are available online at www.moldmasters.com© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ
Obsah příručkyKapitola 1 Úvod ................................................................................................................................1-1Záruky a dokumentace ........................................................................................................................1-1Publikování dodatků ............................................................................................................................1-1Ochranné značky a patenty .................................................................................................................1-2
Kapitola 2 Celosvětové zastoupení .................................................................................................2-1Výrobní závody ...................................................................................................................................2-1Regionální zastoupeni .........................................................................................................................2-1Mezinárodní zastoupení ......................................................................................................................2-2
Kapitola 3 Bezpečnost ......................................................................................................................3-1Bezpečnost ..........................................................................................................................................3-1Ovládání formy ....................................................................................................................................3-1Poznámky ............................................................................................................................................3-1Výstraha ..............................................................................................................................................3-2Výstraha – topné elementy ..................................................................................................................3-2
Kapitola 4 Příprava ............................................................................................................................4-1Délka šroubů .......................................................................................................................................4-1Potřebné nářadí ...................................................................................................................................4-2Vybalení ...............................................................................................................................................4-3Čištění .................................................................................................................................................4-3Stanovení typu vašeho systému..........................................................................................................4-3Typické provedení systému ...............................................................................................................4-4HY8300 Hydraulická jednotka - použité komponenty ..........................................................................4-5HY8300 Hydraulická jednotka - použité komponenty ..........................................................................4-6PY8300 Pneumatická jednotka - použité komponenty ......................................................................4-7PY8300 Pneumatická jednotka - použité komponenty ......................................................................4-8
Kapitola 5 Montáž ..............................................................................................................................5-1Opracování těsnění vtoku....................................................................................................................5-3Instalace termočidla rozvaděče ...........................................................................................................5-4Instalace hydraulické jednotky.............................................................................................................5-7Instalace jehly .....................................................................................................................................5-9Montáž hliníkových kanalů ................................................................................................................5-11
Kapitola 6 Zkouška elektrického zapojení ......................................................................................6-1Zkouška zapojení ................................................................................................................................6-1Zkouška zkratu na kostru ....................................................................................................................6-1Zkouška termočlánku na správnost zapojení ......................................................................................6-2Zkouška zkratu na termočlánku...........................................................................................................6-2Zkouška správnosti (výkonu a odporu) topných elementů ..................................................................6-2
Obsah příručky
iiUpdates are available online at www.moldmasters.com© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ
Kapitola 7 Instalace systému ...........................................................................................................7-1Montáž Fusion G2-série systému ........................................................................................................7-1Instalace rozvaděče - vybalení ............................................................................................................7-2Příprava tvarové desky na montáž .....................................................................................................7-3
Kapitola 8 Zahřátí systému & jeho vypnutí .....................................................................................8-1
Kapitola 9 Změna barvy ....................................................................................................................9-1Změna barvy u systému s torpédem/otevřeným vtokem .....................................................................9-1Změna barvy u jehlového systému ......................................................................................................9-2Lokalizace zdroje znečištění................................................................................................................9-1
Kapitola 10 Řešení problémů .........................................................................................................10-1Případy spojené s vlhkostí.................................................................................................................10-2Vlhkost obsahující granulát ...............................................................................................................10-2Problémy spojené se sušením ..........................................................................................................10-2Důležitost předsušení hmoty .............................................................................................................10-2Prevence před lisováním ...................................................................................................................10-3History ...............................................................................................................................................10-3Material ..............................................................................................................................................10-3Hardware ...........................................................................................................................................10-3Nadstavení ........................................................................................................................................10-3Stanovení původní příčiny problému .................................................................................................10-4Definice závady ................................................................................................................................10-4Typy závad, příčin a nápravných opatření .........................................................................................10-5

Updates are available online at www.moldmasters.com© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ
Úvod
1-1
Kapitola 1 ÚvodChtěli bychom Vám poděkovat za nákup Mold-Masters® Fusion-Series™ horkého systému. Tato příručka ma za cíl Vám usnadnit zabudování, integraci horkého systému Mold-Masters do formy, jeho provoz a údržbu. Tento manuál je navržen a obsahuje většinu možných konfigurací. Pro další informace, prosím kontaktujte Vašeho zástupce nebo přímo kancelář f. Mold Masters.
Zodpovědnost za bezpečnost osob, které přicházejí do styku s našími výrobky, je výlučně na zaměstnavateli. Je povinnost zaměstnavatele, aby řádně proškolil a připravil své zaměstnance na bezpečnost práce se zařizeními včetně údržby a účelem a správným použitím všech ochranných pomůcek své zaměstnance. Dále zaměstnavatel musí zajistit svým zaměstnancům potřebné ochranné pomůcky, zejména ochrany očí, obličeje a teplotně odolné rukavice. Všechny školící a vzdělávací materiály dodané Mold-Masters pro výrobu a údržbu zařízení nezbavují zaměstnavatele z výše uvedených povinnosti a Mold-Masters odmítá jakoukoliv odpovědnost za poranění osob použivajících dodavané zařízení.
Záruka a dokumentace
Prosím zkontrolujte dodanou dokumentaci pro detaily záručních podmínek.
Důležité: Prosím nevracejte žádné díly do Mold-Masters aniž by to bylo dopředu dohodnuto a při vracení uveďte vždy referenční číslo horkého systému dodaného Mold-Masters.
Dodaná dokumentace by měla obsahovat následující položky:
Rozpiska (kusovník),který obsahuje všechny komponenty systému. Společně s výkresem sestavy • systému, je rozpiska rozhodující pro objednávaní náhradních dílů (označení a pozice).Kompletní sestava systému pro zabudování horkého systému do formy. • Výkres horké poloviny pro zabudování horké poloviny do formy.•
Když objednáváte tento manuál, prosím použijte označení: MMFSUM/CZ
Publikování dodatků
Dokument # vydání datum VerzeMMFSUM02 July 2010 01/CZ
Tento dokument byl zkontrolován: Mold-Masters Application Engineering; Engineering; Sales and Marketing; Service.
Tento horký system by měl být používán ve spojení příslušným TempMaster Regulátorem teploty.
Updates are available online at www.moldmasters.com© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ
Úvod
1-2
Trademarks and PatentsOchranné značky a patenty
ACCU-VALVE, DURA, FLEX-DURA FLEX-SERIES, FUSION-SERIES, HOT EDGE, INJECTIONEERING, MAS-TERPROBE, MASTER-SHOT, MOLD-MASTERS, MELT-DISK, MOLD-MASTERS ACADEMY, MASTER-SE-RIES, MASTERSOLUTION, MASTERSPEED, MERLIN, MOLD-MASTERS SYSTEM, SCAN-MASTER, STACK-LINK, jsou registrované ochranné značky MOLD-MASTERS (2007) LIMITED.
Uvedené informace vznikly na základě nejlepších znalostí, předpokladů a přesnosti, a všechna doporučení a návrhy platí ale jako nezávazný návod bez záruky. Jestliže podmínky použití a užití výrobků leží mimo naše kon-trolní možnosti, odmítá Mold-Masters® jakoukoliv zodpovědnost ve spojení s použitím našich výrobků a všech zde předložených informací. Žádná osoba není pověřena podávat stanoviska a provádět doporučení na úpravy a návrhy, které nejsou obsaženy v katalogu. Jestliže takovéto vyjádření budou udělány, jsou tyto pro Mold-Masters® nezávazné a Mold-Masters® nemůže být pro toto žalován. Dále nic zde použitého nemůže být použito jako doporučení pro aplikaci v nějakém výrobku, pokud to je v rozporu ochranou patentu nebo ochranou použití a nemá licenci, která je v patentních právech obsažena nebo skutečně spadá pod ochranu jiného patentu.
Žádný díl této brožury nesmí bez písemného povolení firmy MoldMasters® v jakékoliv formě (elektronické nebo mechanické, včetně fotokopie,nahrávek nebo jinou metodou) uchovaván a rozmnožován. Všechny detaily, stan-dardy a specifikace můžou být v souvislosti s technickým rozvojem bez dřívějšího oznámení změněny.
Výroba se může realizovat podle jednoho nebo několika dále uvedených U.S.patentů:
4941249, 4945630, 4981431, 5000675, 5002480, 5007821, 5015170, 5022846, 5028227, 5030084, 5046942, 5049062, 5061174, 5094603, 5106291, 5118279, 5118280, 5122050, 5125827, 5135377, 5142126, 5148594, 5206040, 5217730, 5223275, 5227596, 5227181, 5235737, 5238378, 5238391, 5268184, 5269676, 5282735, 5284436, 5299928, 5312242, 5326251, 5334008, 5334010, 5346388, 5366369, 5366370, 5387099, 5405258, 5421716, 5427519, 5429491, 5437093, 5441197, 5443381, 5460510, 5474440, 5494433, 5496168, 5507635, 5507636, 5536165, 5591465, 5599567, 5614233, 5641526, 5644835, 5652003, 5658604, 5695793, 5700499, 5704113, 5705202, 5707664, 5720995, 5792493, 5795599, 5820899, 5843361, 5849343, 5853777, 5935615, 5935616, 5935621, 5942257, 5952016, 5980236, 6009616, 6017209, 6030198, 6030202, 6062841, 6074191, 6077067, 6079972, 6095790, 6099780, 6113381, 6135751, 6162043, 6162044, 6176700, 6196826, 6203310, 6230384, 6270711, 6274075, 6286751, 6302680, 6318990, 6323465, 6348171, 6350401, 6394784, 6398537, 6405785, 6440350, 6454558, 6447283, 6488881, 6561789, 6575731, 6625873, 6638053, 6648622, 6655945, 6675055, 6688875, 6701997, 6739863, 6752618, 6755641, 6761557, 6769901, 6776600, 6780003, 6789745, 6830447, 6835060, 6840758, 6852265, 6860732, 6869276, 6884061, 6887418, 6890473, 6893249, 6921257, 6921259, 6936199, 6945767, 6945768, 6955534, 6962492, 6971869, 6988883, 6992269, 7014455, 7018197, 7022278, 7025585, 7025586, 7029269, 7040378, 7044191, 7044728, 7048532, 7086852, 7105123, 7108502, 7108503, 7115226, 7118703, 7118704, 7122145, 7125242, 7125243, 7128566, 7131832, 7131833, 7131834, 7134868, 7137806, 7137807, 7143496, 7156648, 7160100, 7160101, 7165965, 7168941, 7168943, 7172409, 7172411, 7175419, 7175420, 7179081, 7182591, 7182893, 7189071, 7192268, 7192270, 7198740, 7201335, 7210917, 7223092, 7238019, 724418, 7252498, 7255555, 7258536, 7270538, 7303720, 7306454, 7306455, 7314367, 7320588, 7320589, 7320590 7326049, 7344372, 7347684, 7364425, 7364426, 7370417,7377768, 7381050, 7396226, 7407379, 7407380, 7410353, 7410354, 7413432, 7416402, 7438551, 7462030, 7462031, 7462314, 7465165, 7470122, 7507081, 7510392, 7513771, 7513772, 7517214, 7524183, 7527490, 7544056, 7547208, 7553150, 7559760, 7559762, 7565221 D525592, RE38265, RE38396, RE38920, RE39935, RE40478,+ Pending.
© 2010 MOLD-MASTERS (2007) LIMITED. Všechna práva jsou vyhražena.

Celosvětové zastoupení
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 2-1Updates are available online at www.moldmasters.com
Kapitola 2 Celosvětové zastoupeníMold-Masters kontakty celosvětově,navštivte nás na at www.moldmasters.com evntuálně www.moldmasters.cz
GLOBAL HEADQUARTERCANADAMold-Masters Limited233 Armstrong AvenueGeorgetown, OntarioCanada L7G 4X5tel: +1 (905) 877 0185fax: +1 (905) 873 [email protected]
EUROPEAN HEADQUARTERGERMANY / SWITZERLANDMold-Masters Europa GmbHPostfach/P.O. Box 19 01 4576503 Baden-Baden, GermanyNeumattring 176532 Baden-Baden, Germanytel: +49 7221 50990fax: +49 7221 [email protected]
ASIAN HEADQUARTERCHINA/HONG KONG/TAIWANMold-Masters (KunShan) Co, LtdZhao Tian RdLu Jia Town, KunShan CityJiang Su ProvincePeople’s Republic of Chinatel: +86 512 86162882fax: +86 [email protected]
SOUTH AMERICAN HEADQUARTERBRAZILMold-Masters do Brasil Ltda.Rua Hum, 1106 e 1126 -Jd. Manchester - Nova VenezaSumarÈ - São Paulo BrasilCEP 13178-440tel: +55 19 3922 4265fax: +55 19 3922 [email protected]
INDIAMold-Masters Technologies Private Limited# 247, Alagesan Road, Shiv Building, Saibaba Colony.Coimbatore T. N.India 641 011tel: +91 422 423 4888 - 20fax: +91 422 423 [email protected]
JAPANMold-Masters K.K.1-4-17 Kurikidai, AsaokuKawasaki, KanagawaJapan, 215-0032tel: +81 44 986 2101fax: +81 44 986 [email protected]
UNITED KINGDOMMold-Masters UK Netherwood RoadRotherwasHerefordHR2 6JUtel: +44 1432 265768fax: +44 1432 [email protected]
U.S.A.Mold-Masters Injectioneering LLC103 Peyerk CourtRomeo, MI 48065tel: +1 800 450 2270 (USA)tel: +1 (586) 752-6551fax: +1 (586) 752 [email protected]
AUSTRIA / HUNGARYMold-Masters Handelsges.m.b.H.Pyhrnstrasse 16A-4553 SchlierbachAustriatel: +43 7582/51877 fax: +43 7582/51877 [email protected]
FRANCEMold-Masters France ZI la Marinière, 2 Rue Bernard Palissy91070 Bondoufletel: +33 1 82 05 00 80fax: +33 1 82 05 00 [email protected]
KOREAMold-Masters Korea Ltd708 Byucksan Digital Valley 5 Cha,60-73 Gasan-dong, Geumcheon-gu,Seoul,153-788,South KoreaTel:+82 2 2082 4755Fax:+82 2 2082 [email protected]
Výrobní závody
Regionální pobočky
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 2-2Updates are available online at www.moldmasters.com
Celosvětové zastoupení
MEXICOMold-Masters MexicoAv. Palmira 407Villas Palmira, Lomas del MarquesQueretaro, Qro. Mexico 76146Tel: +52 442 [email protected]
SINGAPORE / MALAYSIAINDONESIA / THAILANDMold-Masters Singapore PTE. Ltd.No 48 Toh Guan Road East #06-140 Enterprise HubSingapore 608586 Republic of Singaporetel: +65 6261 7793fax: +65 6261 [email protected]
SPAINMold-Masters EspañaSerennia Business CenterBuenos Aires 37-2908902 Hospitalet de LlobregatBarcelona, Spaintel: +34 93 802 36 01fax: +34 93 802 49 [email protected]
UNITED KINGDOMMold-Masters (UK) LimitedUnit 28, The GatewayBirmingham AirportBirmingham B26 3QDUnited Kingdomtel: +44 121 781 7800fax: +44 121 782 [email protected]
CZECH REPUBLICMold-Masters Europa GmbH Hlavni 82375654 ZubriCzech Republictel: +420 571 619 017fax: +420 571 619 [email protected]
POLANDMold-Masters Europa GmbH Skr. Pocztowa 5900-908 WarszawaPolandtel: +48 (0) 66 91 80 888 fax: +48 (0) 66 91 80 [email protected]
Mezinárodní zastoupení AustraliaComtec I P E1084 South Road,Edwardstown, South Australia 5039PO Box 338, Magill,South Australia 5072tel: +61 8 8374 4633fax: +61 8 8299 [email protected]
BulgariaMold-Trade OOD62, Aleksandrovska St.Ruse CityBulgariatel: +359 82 821 054fax: +359 82 821 [email protected]
Denmark, Norway, SwedenH. & G. Englmayer A/SSkenkelsoevej 9, Postbox 35DK - 3650 Oelstykke, Denmarktel: +45 46 733847fax: +45 46 [email protected]
FinlandOy Scalar Ltd.Mestarintie 5SF-12100 Oitti, Finlandtel: +358 19 783 191fax: +358 19 783 [email protected]
IsraelASAF INDUSTRIES Ltd.29 Habanai StreetPO Box 5598 Holon 58154Israeltel: +972 3 5581290fax: +972 3 [email protected]
ItalyCommerciale Isola SPAVia G.B. Tiepolo 335010 Cadoneghe, (Padova), Italytel: +39 49 706600fax: +39 49 [email protected]
PortugalGecim LDARua Fonte Dos Ingleses, No 2Engenho2430-130 Marinha Grande, Portugaltel: +351 244 575600fax: +351 244 [email protected]
RomaniaInternational Mold Trade Co. SRLStr. Constantin Aricescu, Nr. 21Bl. 20, Sc. 2, Apt. 20Bucharest - Sector 1, Romaniatel: +4 021 230 60 51fax : +4 021 231 78 43 [email protected]
RussiaOOO PortmoldGefsimanskie prudy 4, office 2141312 Russian FederationMoscow regionSergiev Posadtel: 007 495 743 48 65fax: 007 496 549 25 [email protected]
TurkeyMMG Consulting & EngineeringYesil Çesme Sok No:30/3Çiftehavuzlar 81060, Istanbul, Turkeytel: +90 216 357 0783fax: +90 216 385 [email protected]
VietnamLotus Chemical Technology393 Dien Bien Phu St., Ward 4, Dist. 3, HoChiMinh City, Vietnam tel: +84 8 832 7605,fax: +84 8 832 [email protected]
Regionální pobočky - pokračování

Bezpečnost
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 3-1Updates are available online at www.moldmasters.com
Kapitola 3 BezpečnostPři provozování horkých vtoků jsou používány vysoké vstřikovací tlaky a vysoké teploty. Pro ochranu obsluhy strojů zajisti, aby všechny ochranné zařízení byly nainstalovány na stroji.
• Dbej, aby všechny varovné nadpisy byly umístěny na stroji a formě. • Prověř pokyny výrobce lisů pro bezpečný provoz a prověř, jsou-li dodrženy podle specifikací uve-
dených v manuálu.
Poznámky Pro usnadnění používání manuálu jsme použili poznámky,které vás upozorní na důležité informace.Viz níže.
Bezpečnostní varováníBezpečnostní varování signalizuje potenciální rizikové situace, pokud se jim nevyhneme, mohou být výsledkem vážná zranění nebo smrt.
VýstrahaVýstraha signalizuje, že hrozí poškození zařízení, pokud nebude postupováno podle instrukcí.
DůležitéDůležité signalizuje užitečné dodatkové informace nebo je používán jako připomínka důležitých informací.
Hlavní bezpečnostní varování
Dodané zařízení je dodáno pro provoz za vysokých vstřikovacích tlaků a vysokých teplot. Zajisti, aby extrémní pozornost byla věnována při práci a údržbě horkého systému a vstřikovacího lisu.
Nikdy nedovol rušení nebo obcházení bezpečnostních zařízení a předpisů.• Je vysoce doporučeno, aby všichni pracovníci měli ochranu tváře a vysoce teplotně odolné • rukavice, když pracují na lise, plní násypky, čistí lis anebo čistí vtoky na formě. Kontroluj často, je-li to možné, těsnost na únik vody/oleje. Docházi-li k úniku, zastav stroj a • oprav jej.Odstraňuj zbytky plastu, zmetky z lisování ze stroje pokud možno okamžitě. • Nikdy se nedotýkej nebo kontroluj topnou zónu, když je elektřina zapnuta a regulátory • zapojeny. Vypni regulátor ze zásuvky před údržbou.Vždy zakryj oblast pásma vhodnou ochrannou pokrývkou před jakýmkoliv testováním pásma • nebo testováním uvnitř formy. Vysoké napětí a kabely pro připojení proudu jsou připojeny k regulátoru (220VAC). Je zde také • připojení vysokonapěťového kabelu mezi servo-motorem a regulátorem.Vypni regulátor před výkonem údržbové práce •
Bezpečnost
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 3-2Updates are available online at www.moldmasters.com
Hlavní bezpečnostní varování - pokračování Hadice upevněné k formě obsahují horké nebo chladnější tekutiny a vzduch nebo hydrauliku • pod tlakem. Obsluha musí zastavit a uzavřít tyto okruhy, tak jako uvolnit všechny přetlaky v rozvodu než se začne pracovat s těmito hadicemi.Nikdy neprováděj nějakou praci na formě, pokud není zastaven hydraulický okruh, je tam • nulový tlak oleje.Vysoké napětí a kabely pro připojení proudu jsou připojeny k regulátoru (220VAC). Je zde • také připojení vysokonapěťového kabelu mezi servo-motorem a regulátorem.Voda nebo hydraulické přípojky na formě mohou být poblíž elektrickým konektorům a • zařízením. Proto může znečištění vodou způsobit elektrický zkrat. Znečištění olejem může způsobit nebezpečí požáru. Vždy mějte přípojky vody a hydrauliky včetně hadic v bezvadném stavu, aby se zabránilo znečištění.Všechny zásahy a údržba na výrobcích Mold-Masters by měly být prováděny řádně • proškolenou osobou, znalou a proškolenou i na místní zákony, vyhlášky a předpisy. Elektrické výrobky musí být řádně uzemněny, než jsou zapojeny a spuštěny, aby se zabránilo potencionálnímu nebezpečí nebo elektrickému zkratu.
Hlavní bezpečnostní zásady Zkontroluj všechna chladící media, hydrauliku a vzduchové potrubí stejně jako elektrické • kabely, aby nepřekážely pohybujícím se částem formy, stroje nebo robotu. Tyto vedení musí být dostatečně dlouhé, aby nebyly natahováno nebo tlačeno, když se forma otevírá a zavírá.Pro vodou chlazené vložky, a Fusion-Serie rozvaděče medií, taky vodou chlazené, musí být • brán zřetel na správné složení směsi, aby se zabránilo korozi, usazení vodního kamene a tím zablokování okruhu..Musí se dbát na to, aby zakončení přívodu topení k tryskám nepřišlo do styku s hydraulickým • mediem. Trysky se můžou poškodit nebo zkratovat.Nikdy nezaměň elektrické kabely topení s kabely od termočlánku. Tyto nejsou navrženy pro • proudové zatížení a jsou určeny jen pro přesné odčítání teploty ve své aplikaci. Pro maximální životnost topných elementů a komponentů, musí být horký vtok řízen a • provozován v bezpečných pracovních oblastech. Mold Masters přísně doporučuje řízení teploty u každého topného elementu včetně topných desek, a to vhodným regulátorem teploty a měkkým startem (Rampa 1 na cca 110°C).
Všechny Mold Masters topné komponenty jsou vyrobeny standardně pro zajištění bezpečné a spolehlivé funkce, pokud jsou dodrženy následující podmínky:
Vždy provozuj systém se správně instalovanými termočidly typu “J” zapojené s vhodným • regulátorem teploty s ochranou měkkým startem.Nepoužívej pro řízení systému dlouhodobě ruční režim.• Postupuj velmi opatrně, když používáš ruční režim, použij minimální výkon potřebný pro • proces, aby se zabránilo přehřátí a tím poškození komponentů.Vždy vyměň zkratované nebo poškozené termočidla.• Když spojuješ topné elementy dohromady a řídíš pak jedním termočlánkem vice jak jeden • okruh společně, buď si jist, že použité komponenty jsou ze stejného materiálu, výkonu, velikosti a jsou vystaveny stejným teplotním podmínkám. Dále musí být topné prvky umístěny pokud možno vedle sebe.Když nahrazuješ topné desky nebo jiné topné elementy, vždy si buď jist, že použiješ originální • Mold-Masters komponent, stejného typu a velikosti, jak je originálně specifikováno v Mold-Masters dokumentaci k systému.
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-1Updates are available online at www.moldmasters.com
Kapitola 4 PřípravaSection 4 - Preparation
ÚvodNásledující kapitola popisuje krok za krokem postup přípravy vašeho Mold-Masters Fusion G2 systému na montáž.
Délka šroubů
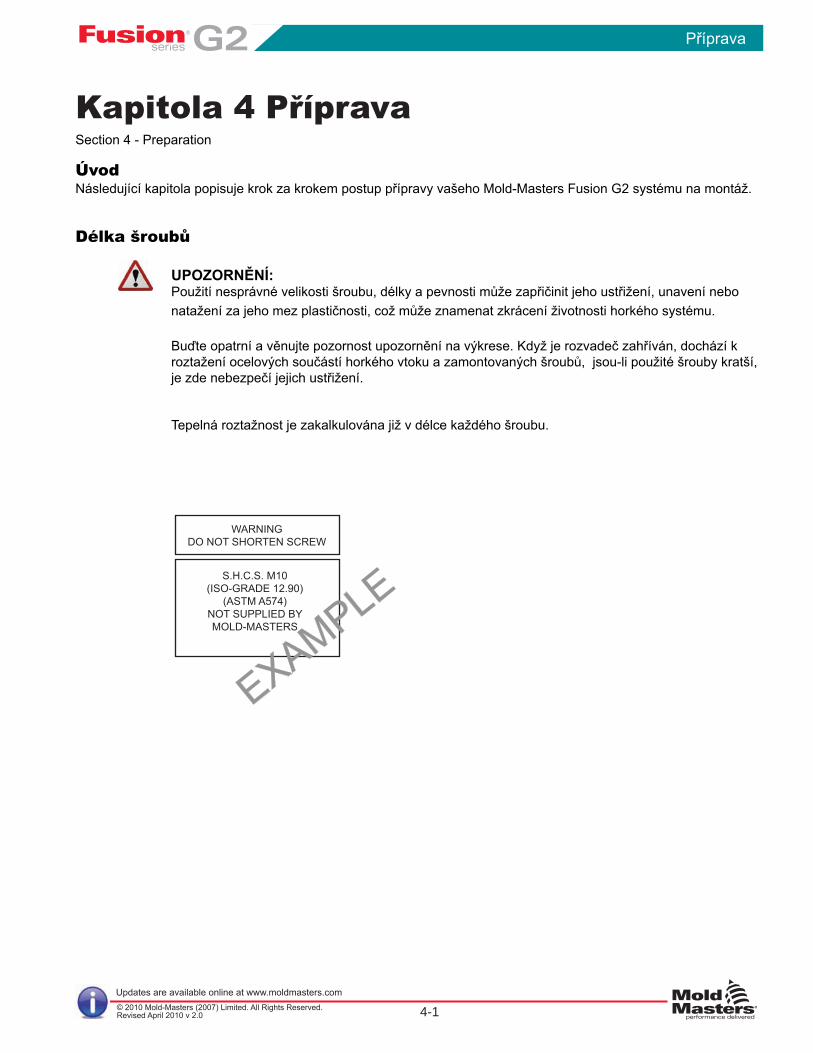
UPOZORNĚNÍ: Použití nesprávné velikosti šroubu, délky a pevnosti může zapřičinit jeho ustřižení, unavení nebo
natažení za jeho mez plastičnosti, což může znamenat zkrácení životnosti horkého systému.
Buďte opatrní a věnujte pozornost upozornění na výkrese. Když je rozvadeč zahříván, dochází k roztažení ocelových součástí horkého vtoku a zamontovaných šroubů, jsou-li použité šrouby kratší, je zde nebezpečí jejich ustřižení.
Tepelná roztažnost je zakalkulována již v délce každého šroubu.
WARNINGDO NOT SHORTEN SCREW
S.H.C.S. M10(ISO-GRADE 12.90)
(ASTM A574)NOT SUPPLIED BYMOLD-MASTERS
EXAMPLE
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-2Updates are available online at www.moldmasters.com
Potřebné nářadí V závislosti na velikosti a komplexitě vašeho horkého systému, budete potřebovat většinu z nářadí níže uve-dených.
Imbusové klíče – sadu palcových a metrických klíčů velikost 4, 5, 6, 8 a 10 mm pro použití jak na pal-• cových, tak na metrické šrouby (záleží na systému)
Anti-oxidační komponenty – pro zabránění oxidace závitů šroubů, což umožňuje je použít a vystavit • vysokým teplotám
Rozpouštědlo (denaturovaný alkohol) – pro vyčištění korozních činitelů•
Momentový klíč – pro zajištění stejného utahovacího momentu v celém systému•
Hloubkoměr – pro kontrolu hloubek děr•
Modřidlo – pro kontrolu dotyku ploch•
Zásuvky•
Plastové nebo gumové kladivo•
Vybalení
Opatrně vyjmi všechny komponenty z dodané bedny a zkontroluj, jestli všechny komponenty uvedené na 1. rozpisce jsou dodányZkontroluj, jestli všechny základní rozměny vyrobené na formě jsou správné a odpovídají výkresům sestavy2.
Čištění Všechny trysky, rozvaděče a komponenty horkých vtoků musí být čisté a bez známky koroze užívaných v závodě.
d všech těsnění vtoku. 1.
Odděl pásku od vstupu a vyčisti. 2.

Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-3Updates are available online at www.moldmasters.com
Fusion G2 komponenty hydraulické válce
Montáž hydraulického válce
Nainstaluj rod seal – těsnící kroužek – RODSEAL06 1. (skládá se ze dvou dílů).
Zatlač kroužky do tělesa válce. 2.
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-4Updates are available online at www.moldmasters.com
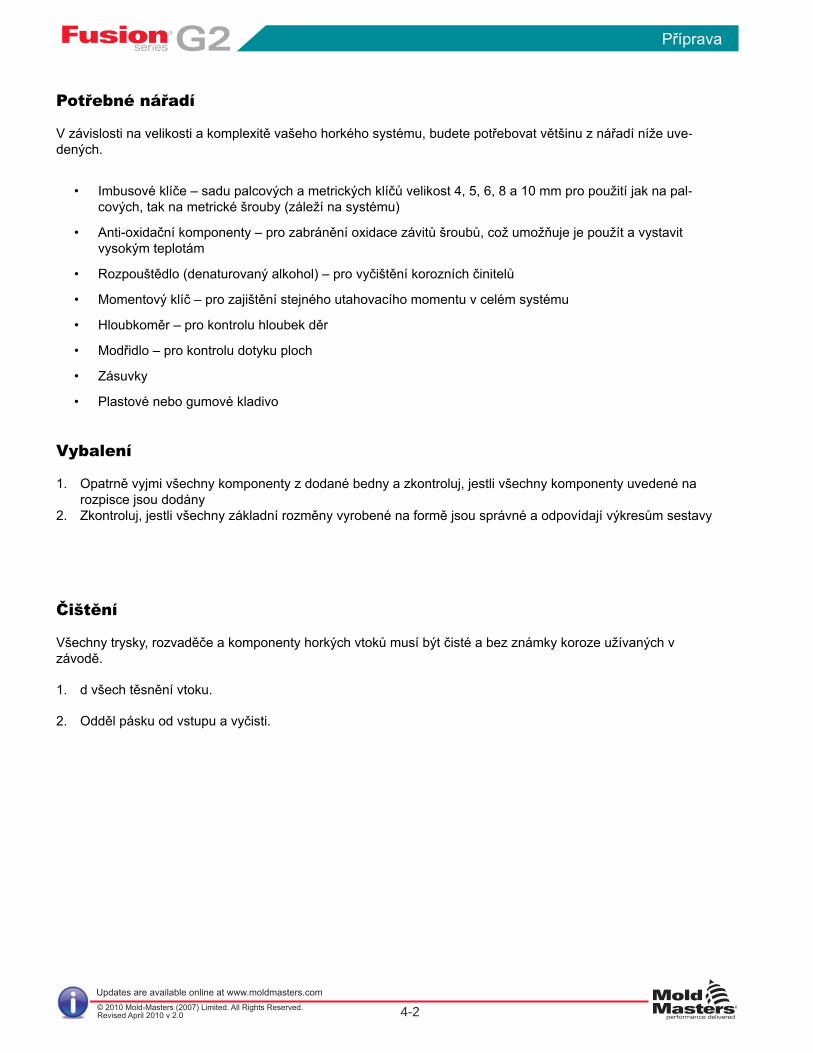
Nainstaluj pojistný segerový kroužek – RGN130029. 3.
Nainstaluj trubicovou ucpávku vodního okruhu (použij 4. těsnící teflonovou pásku nebo těsnící hmotu)

Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-5Updates are available online at www.moldmasters.com
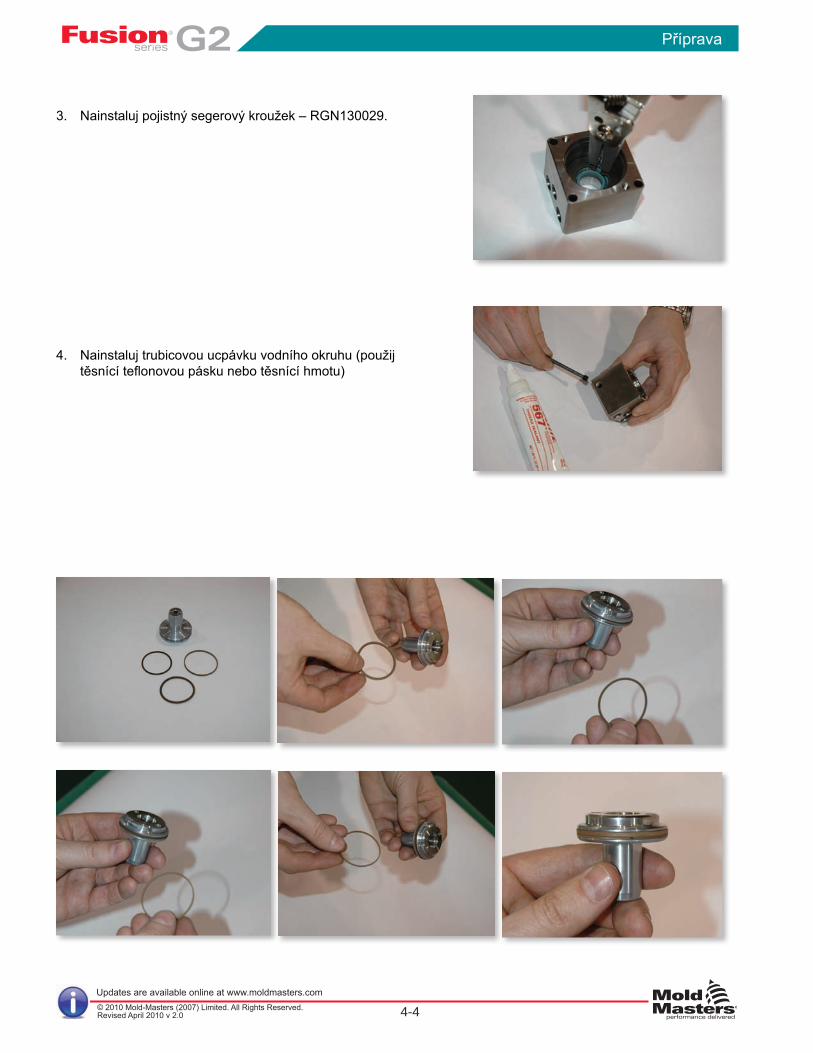
Nainstaluj kroužky pístu – PS0003 (skládá se ze 5. tří dílů).
Nainstaluj jehlu do pístu válce. 6.
Vlož vymezovací podložku jehly – SPACER42. 7.
Našroubuj víčko jehly – HHPL-6HP50N-S. 8.
Přitáhni víčko jehly. 9.
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-6Updates are available online at www.moldmasters.com
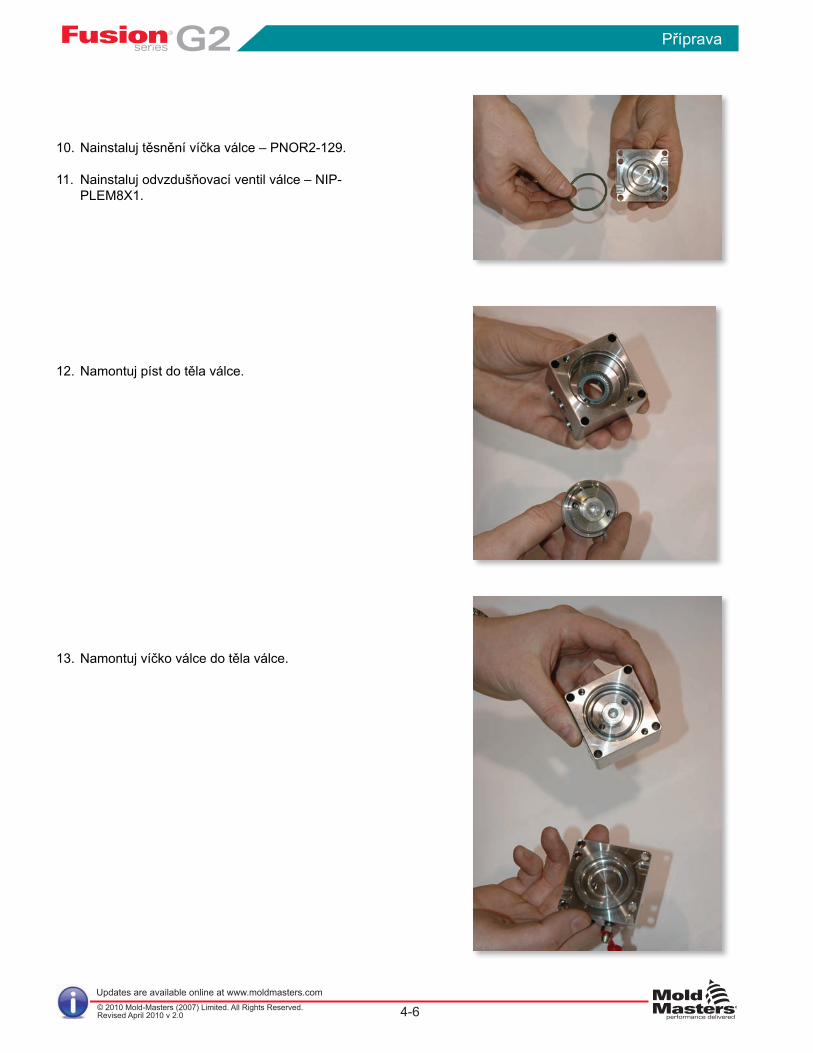
Nainstaluj těsnění víčka válce – PNOR2-129. 10.
Nainstaluj odvzdušňovací ventil válce – NIP-11. PLEM8X1.
Namontuj píst do těla válce. 12.
Namontuj víčko válce do těla válce. 13.

Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-7Updates are available online at www.moldmasters.com
Použij uvolňovací pastu na závity. 14. Našroubuj do víčka válce šrouby. 15.
Namontuj válec na rozvaděč. 16.
Použij uvolňovací pastu na šrouby. 17.
Utáhni kroutícím momentem všechny šrouby do 18. kříže.
Fusion G2 komponenty hydraulické válce - w/ antirotační
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-8Updates are available online at www.moldmasters.com
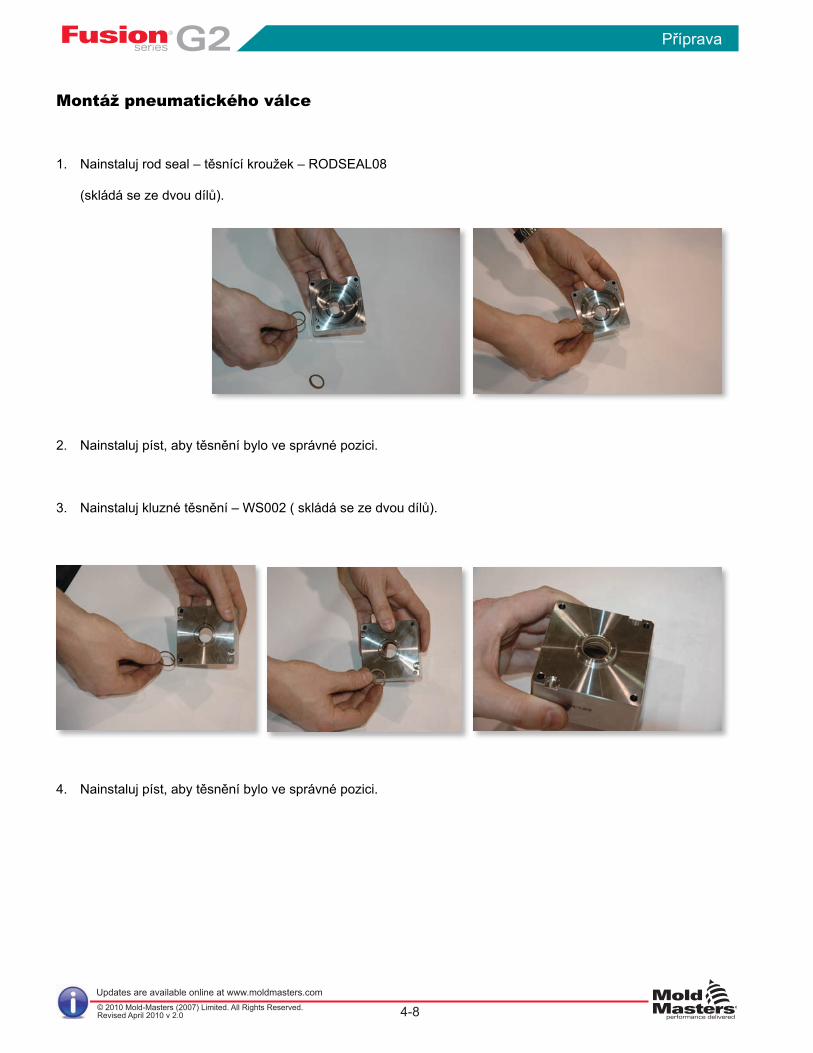
Montáž pneumatického válce
Nainstaluj rod seal – těsnící kroužek – RODSEAL08 1.
(skládá se ze dvou dílů).
Nainstaluj píst, aby těsnění bylo ve správné pozici. 2.
Nainstaluj kluzné těsnění – WS002 ( skládá se ze dvou dílů). 3.
Nainstaluj píst, aby těsnění bylo ve správné pozici. 4.

Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-9Updates are available online at www.moldmasters.com
Nainstaluj těsnění pístu – PS0012 ( skládá se ze 5.
dvou dílů).
Nainstaluj šroub víčka pístu – HHPL-6HP50N-S.6.
Utáhni šroub víčka pístu kroutícím momentem. 7.
Namontuj píst do těla válce. 8.
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-10Updates are available online at www.moldmasters.com
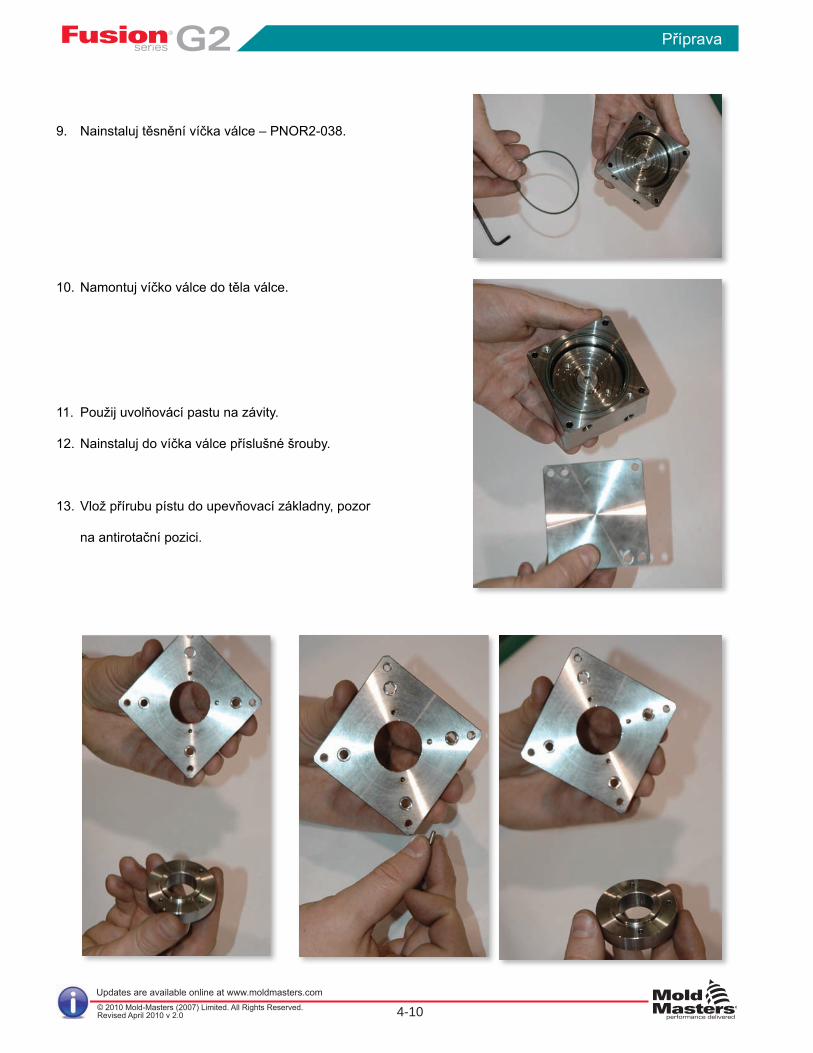
Nainstaluj těsnění víčka válce – PNOR2-038. 9.
Namontuj víčko válce do těla válce. 10.
Použij uvolňovácí pastu na závity.11.
Nainstaluj do víčka válce příslušné šrouby. 12.
Vlož přírubu pístu do upevňovací základny, pozor 13.
na antirotační pozici.
Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-11Updates are available online at www.moldmasters.com
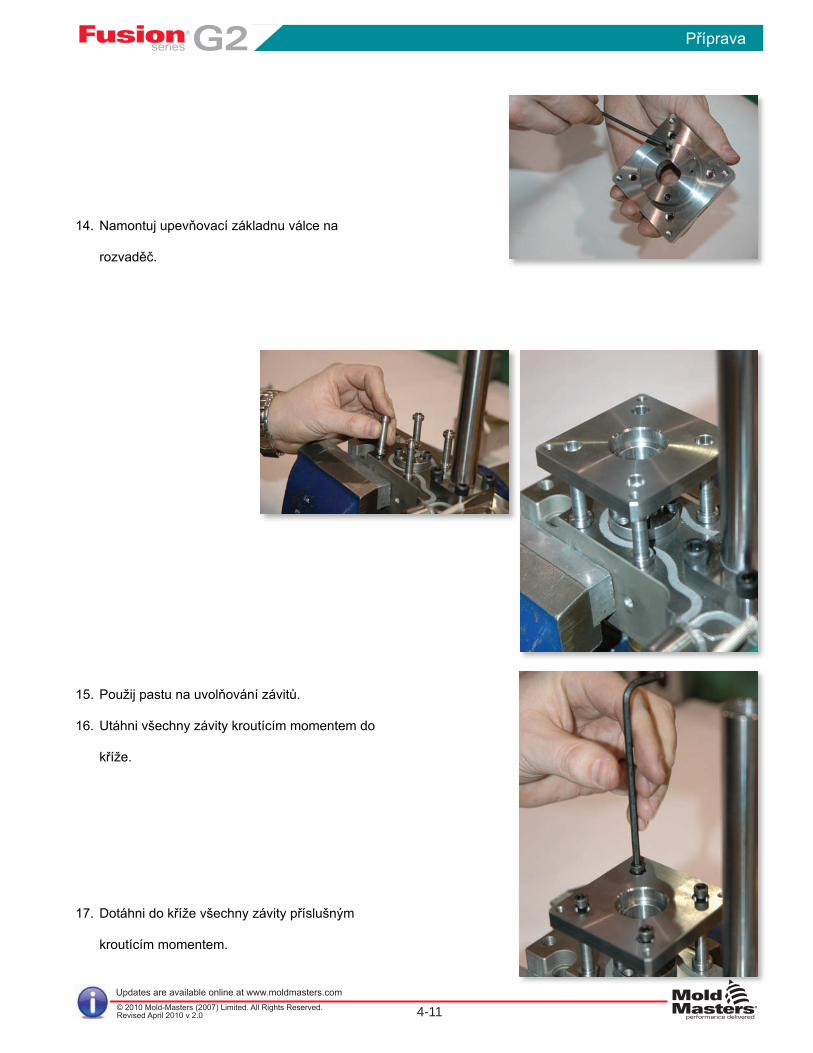
Namontuj upevňovací základnu válce na 14.
rozvaděč.
Použij pastu na uvolňování závitů.15.
Utáhni všechny závity kroutícím momentem do 16.
kříže.
Dotáhni do kříže všechny závity příslušným 17.
kroutícím momentem.

Příprava
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised April 2010 v 2.0 4-12Updates are available online at www.moldmasters.com
Namontuj válec na upevňovací základnu.18.
Použij pastu na uvolňování závitů.19.
Utáhni všechny závity kroutícím momentem do 20.
kříže.
Dotáhni do kříže všechny šrouby kroutící silou.21.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-1Updates are available online at www.moldmasters.com
Kapitola 5 Montáž ÚvodTato kapitola krok po kroku popisuje montáž Vašeho horkého systému Mold-Masters Fusion G2.
Opracování těsnění vtoku Většina trysek je dodávána s nainstalovaným těsněním vtoku, které nepotřebuje další opracování ( s výjimkou vtoků Hot Valve a Hot Sprue, které musí být doupraveny nástrojárnou).
Poznámka: Těsnění vtoku dodávaná s Vaším systémem by měla být upravena podle tolerance vycházející z typu
materiálu a chlazení v okolí vtoku. Řiďte se podle Vašeho Mold-Masters výkresu detail montáže těsnění vtoku pro určení, jestli je nutná úprava těsnění vtoku. Jedná se zejména o změnu kontaktní výšky těsnění s dutinou formy. Podle montážního výkresu zjistíte, jakou úpravu vtoku je nutno provést.
Hot Valve / Hot Sprue / F TypHot valve a hot sprue systémy jsou dodávány s těsněním vtoku, která mají přesah v délce. Tato musí být mechan-icky upravena při instalaci do formy.
Poznámka:
Tepelné rozpětí trysky musí rovněž být bráno v potaz.
Tvar těsnění vtoku musí být nejlépe dodělán za teploty procesu.
Prověřte dle schéma na výkresu hlavní montáže, pro zjištění požadované délky a kontaktní výšky.
Polymerová struktura Kontaktní výška “H”Amorfní plněné minerály nebo skelným vláknem 4.00 mm
Semi-krystalické plněné minerály nebo skelným vláknem 3.00 mmKrystalické plněné minerály nebo skelným vláknem 2.00 mm
Viz kontaktní výška „H“ v tabulce níže.
Upozornění:Ensure the thermocouple is not damaged during machining
Obrázek 5.1 Hot Valve/Hot sprue systém
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-2Updates are available online at www.moldmasters.com
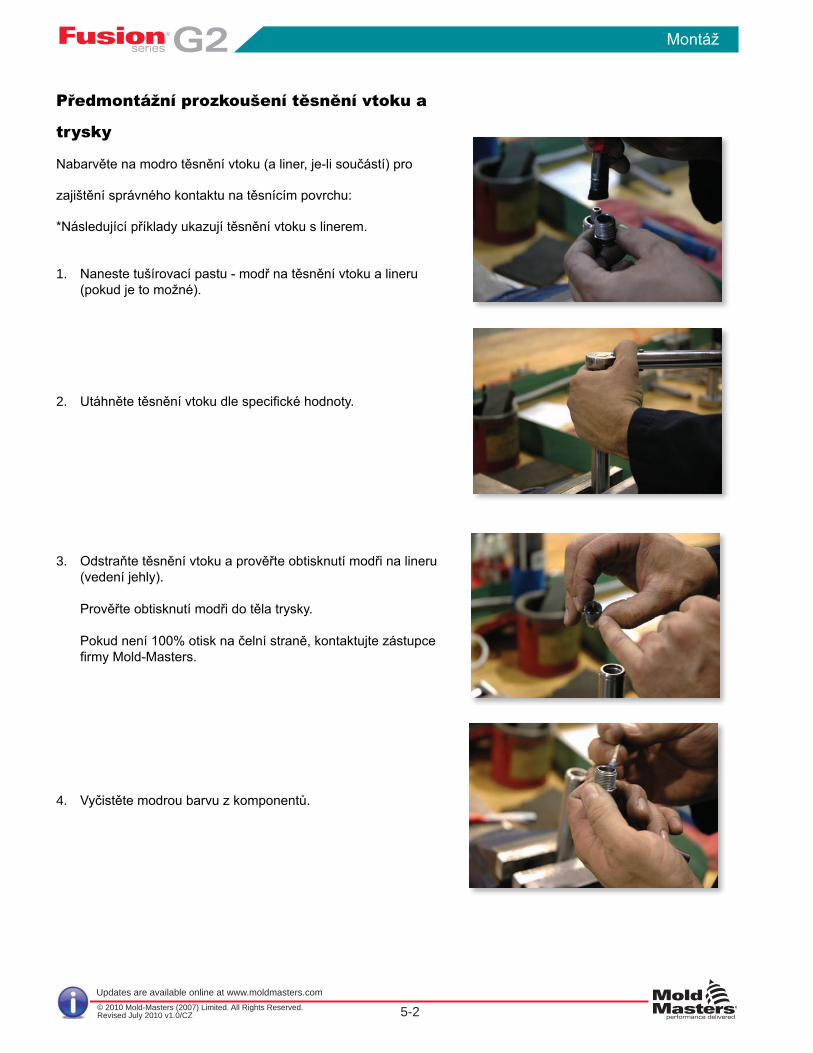
Předmontážní prozkoušení těsnění vtoku a
trysky
Nabarvěte na modro těsnění vtoku (a liner, je-li součástí) pro
zajištění správného kontaktu na těsnícím povrchu:
*Následující příklady ukazují těsnění vtoku s linerem.
Naneste tušírovací pastu - modř na těsnění vtoku a lineru 1. (pokud je to možné).
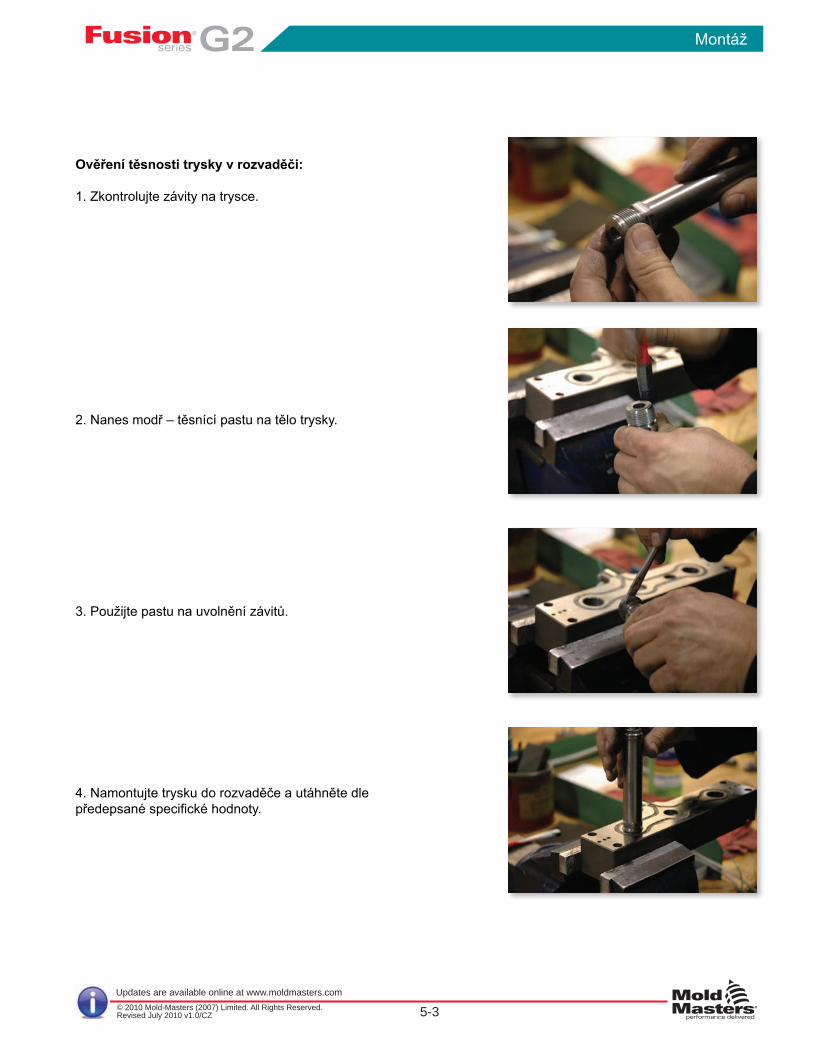
Utáhněte těsnění vtoku dle specifické hodnoty. 2.
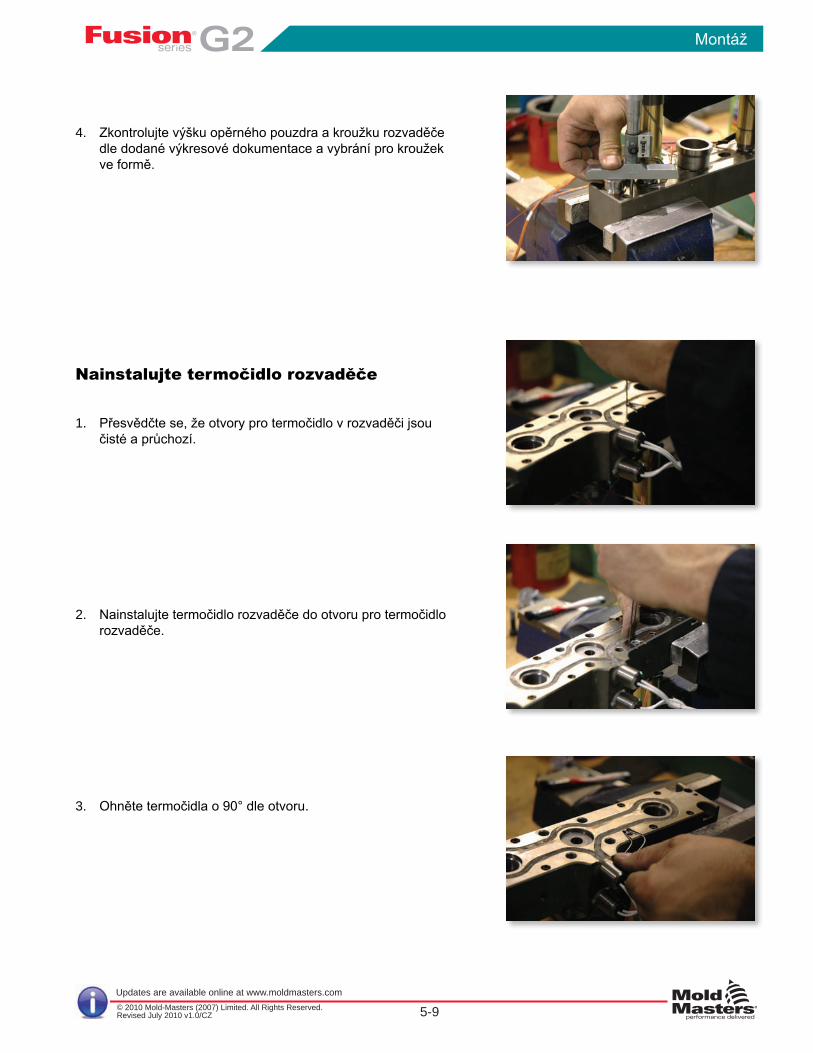
Odstraňte těsnění vtoku a prověřte obtisknutí modři na lineru 3. (vedení jehly). Prověřte obtisknutí modři do těla trysky. Pokud není 100% otisk na čelní straně, kontaktujte zástupce firmy Mold-Masters.
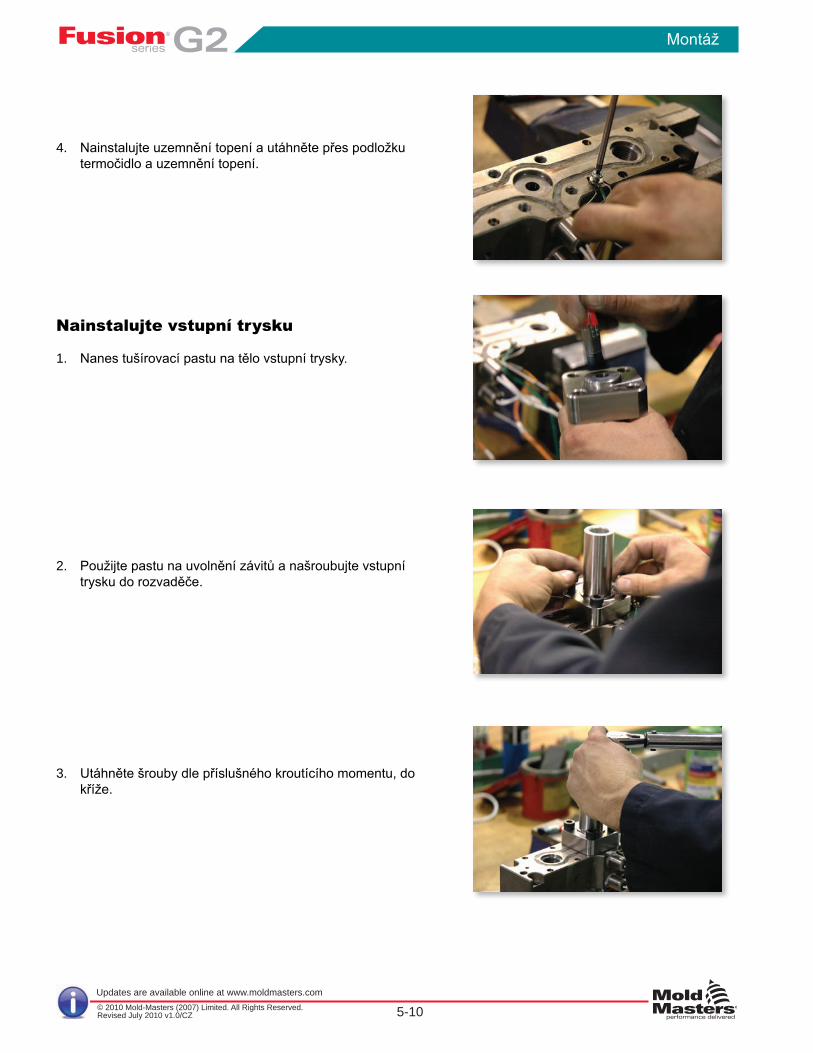
Vyčistěte modrou barvu z komponentů.4.
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-3Updates are available online at www.moldmasters.com
Ověření těsnosti trysky v rozvaděči:
1. Zkontrolujte závity na trysce.
2. Nanes modř – těsnící pastu na tělo trysky.
3. Použijte pastu na uvolnění závitů.
4. Namontujte trysku do rozvaděče a utáhněte dle předepsané specifické hodnoty.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-4Updates are available online at www.moldmasters.com
5. Prověřte otisk modři z těla trysky na rozvaděč.
6. Vyčistěte modrou barvu z obou komponentů.
Montáž těsnění vtoku do trysky
Použij pastu na uvolnění závitů do všech závitových částí. 1.
Přesvědčte se, že všechny těsnící plochy jsou čisté a suché. 2.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-5Updates are available online at www.moldmasters.com
Nainstalujte těsnění vtoků a liner. 3.
Utáhněte dle specifické hodnoty.4.
Montáž trysky Zabudujte topení trysky a pouzdra1. Zabudujte topení a pouzdra podle specifického výkresu.
Zabudujte termočidlo
Vlož termočidlo do otvoru pod dnem topení. 1.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-6Updates are available online at www.moldmasters.com
Ohni termočidlo o 180°. 2.
Zachyť termočidlo do záchytné klipsny.3.
Nainstalování zajišťovací pojistné segerovky topení.
Použitím kulatých segerových kleští roztáhněte segerovu 1. pojistku a nainstalujte ji do drážky trysky.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-7Updates are available online at www.moldmasters.com
Montáž systému
Montáž trysky do rozvaděče
Proveďte předmontážní zkoušku popsanou v 1. předešlé kapitole.
Použijte pastu na uvolnění závitů trysky. 2.
Namontuj trysku do rozvaděče. 3. Utáhněte trysku dle do specifické hodnoty kroutícího momentu.
Instalace středícího kroužku rozvaděče
Použijte pastu na uvolnění závitů a nanes ji na 1. šroub.
Nainstalujte kroužek do rozvaděče a utáhněte 2. šroub dle specifické hodnoty.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-8Updates are available online at www.moldmasters.com
Zkontrolujte výšku kroužku rozvaděče dle dodané výkres-3. ové dokumentace a vybrání pro kroužek ve formě.
Nainstalujte podpěrná pouzdra
Použijte pastu na uvolnění závitů pro šrouby. 1.
Nainstalujte opěrná pouzdra do rozvaděče a přitáhněte 2. šrouby dle specifické hodnoty.
Opakujte to takto s dalšími opěrnými pouzdry (typická ap-3. likace bude vyžadovat 1 opěrné pouzdro na trysku)
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-9Updates are available online at www.moldmasters.com
Zkontrolujte výšku opěrného pouzdra a kroužku rozvaděče 4. dle dodané výkresové dokumentace a vybrání pro kroužek ve formě.
Nainstalujte termočidlo rozvaděče
Přesvědčte se, že otvory pro termočidlo v rozvaděči jsou 1. čisté a průchozí.
Nainstalujte termočidlo rozvaděče do otvoru pro termočidlo 2. rozvaděče.
Ohněte termočidla o 90° dle otvoru. 3.
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-10Updates are available online at www.moldmasters.com
Nainstalujte uzemnění topení a utáhněte přes podložku 4. termočidlo a uzemnění topení.
Nainstalujte vstupní trysku
Nanes tušírovací pastu na tělo vstupní trysky. 1.
Použijte pastu na uvolnění závitů a našroubujte vstupní 2. trysku do rozvaděče.
Utáhněte šrouby dle příslušného kroutícího momentu, do 3. kříže.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-11Updates are available online at www.moldmasters.com
Demontujte vstupní trysku pro prověření těsnosti trysky s 4. rozvaděčem, není – li 100% otisk na čelní straně, kontaktujte zástupce firmy Mold Masters.
Vyčištěte modř ze vstupní trysky a rozvaděče. 5.
Znovu nainstalujte vstupní trysku. Přitáhněte šrouby do 6. kříže postupně až předepsaným kroutícím momentem.
Naneste tušírovací pastu na vstupní matici a prověř, jestli 7. těsní na závitu ve vstupní trysce.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-12Updates are available online at www.moldmasters.com
Vyčisti vše od tušírovací pasty. 8.
Nainstaluj topení na vstupní trysku a pouzdro dle 9. příslušného výkresu.
Použij tušírovací pastu na závity a našrubuj vstupní 10. matici trysky.
Utáhni matici dle předepsaného kroutícího mo-11. mentu.
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-13Updates are available online at www.moldmasters.com
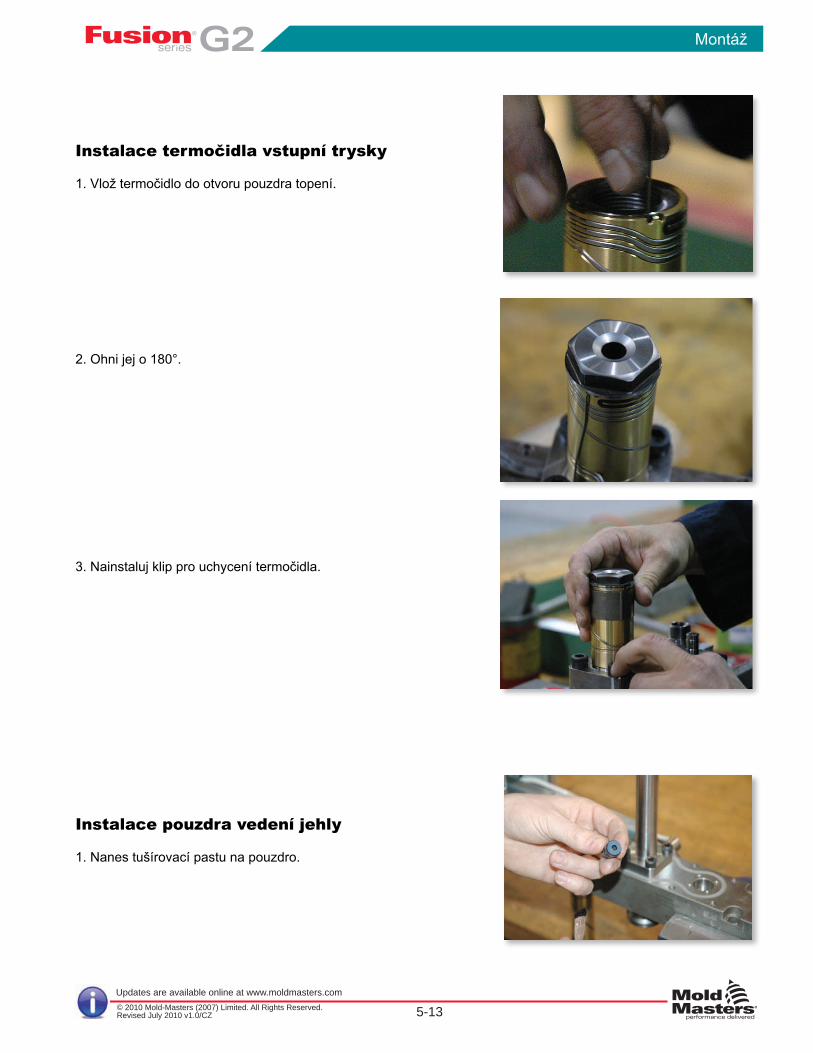
Instalace termočidla vstupní trysky
1. Vlož termočidlo do otvoru pouzdra topení.
2. Ohni jej o 180°.
3. Nainstaluj klip pro uchycení termočidla.
Instalace pouzdra vedení jehly
1. Nanes tušírovací pastu na pouzdro.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-14Updates are available online at www.moldmasters.com
2. Nainstaluj pouzdro do otvoru pro pouzdro v rozvaděči.
3. Použij pastu na uvolňování závitů a nanes ji na šrouby.
4. Zašroubuj šrouby do kříže.
5. Demontuj pouzdro vedení jehly, ověř, je-li pasta na těsnících plochách.
6. Vyčisti modř ze všech dílů.
7. Znova nainstaluj a postupně přitáhni do kříže. 8. Nainstaluj jehlu do pouzdra a ověř, její funkčnost, je-li správně zabudována.
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-15Updates are available online at www.moldmasters.com
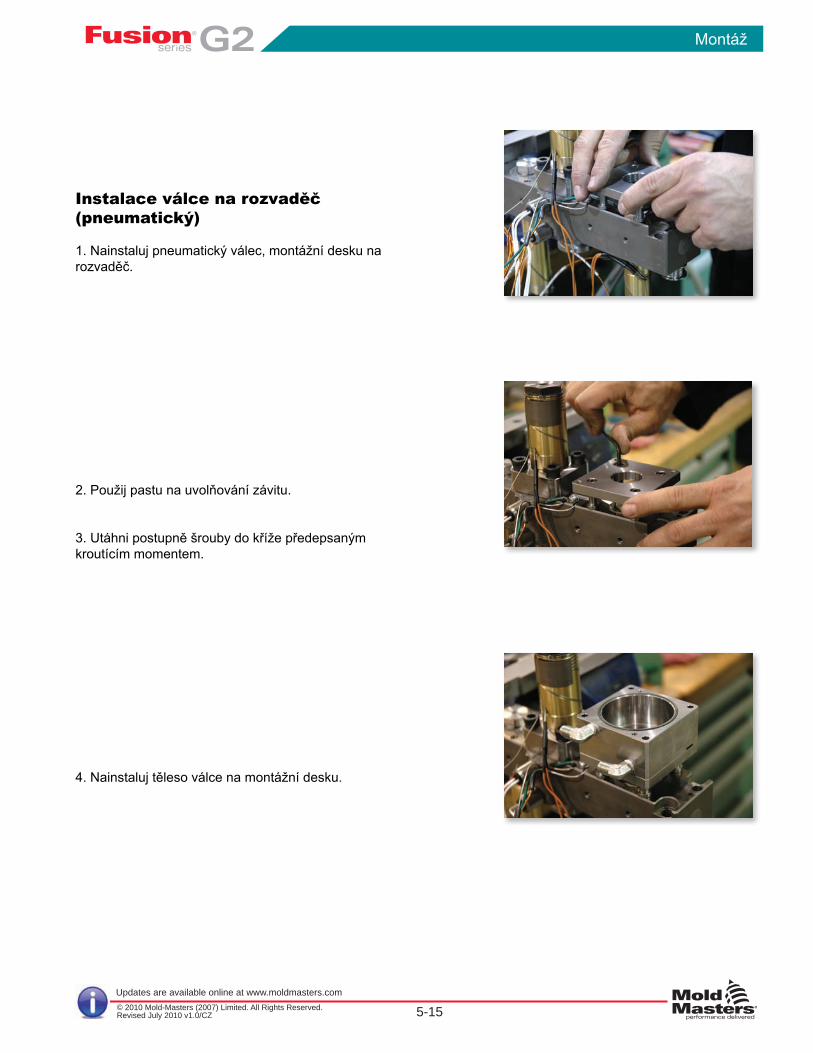
Instalace válce na rozvaděč (pneumatický) 1. Nainstaluj pneumatický válec, montážní desku na rozvaděč.
2. Použij pastu na uvolňování závitu.
3. Utáhni postupně šrouby do kříže předepsaným kroutícím momentem.
4. Nainstaluj těleso válce na montážní desku.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-16Updates are available online at www.moldmasters.com
5. Vlož jehlu s pístem do válce.
6. Použij pastu na uvolňování závitu na šrouby víčka.
7. Utáhni šroub jehly do pístu.
8. Vlož píst do válce.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-17Updates are available online at www.moldmasters.com
9.Vlož do víčka válce příslušné O-kroužky
10. Nainstaluj víčko válce.
11. Použij pastu na uvolňování závitu na šrouby víčka
a zašroubuj je do kříže postupně až dle předepsaného
kroutícího momentu.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-18Updates are available online at www.moldmasters.com
Instalace elektrokabeláže systému
Připevni výstuhu kabeláže na stranu rozvaděče
1. Použij pastu na uvolňování závitů na připevňovací šrouby.
2. Nainstaluj šrouby přes příslušné otvory ve výstuze. 3. Přidej vymezovací podložky.
4.Přišroubuj výstuhu k rozvaděči.
Elektrokabeláž
1. Spoj termočidlo a topné kabely dohromady a vlož je do ochranné kabeláže.
2. Označ čísly všechny topení a termočidla.

Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-19Updates are available online at www.moldmasters.com
3. Použij vysoceteplotně odolnou pásku a spoj kabely dohromady, aby se zabránilo ztracení čísel.
4. Uprav tak všechny zóny.
Propojení kabeláže do elektroboxu
1. Zapoj termočidla a topení do konektoru dle elektrick-ého schématu.
2. Zabuduj konektory do elektroboxu.
Montáž
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 5-20Updates are available online at www.moldmasters.com
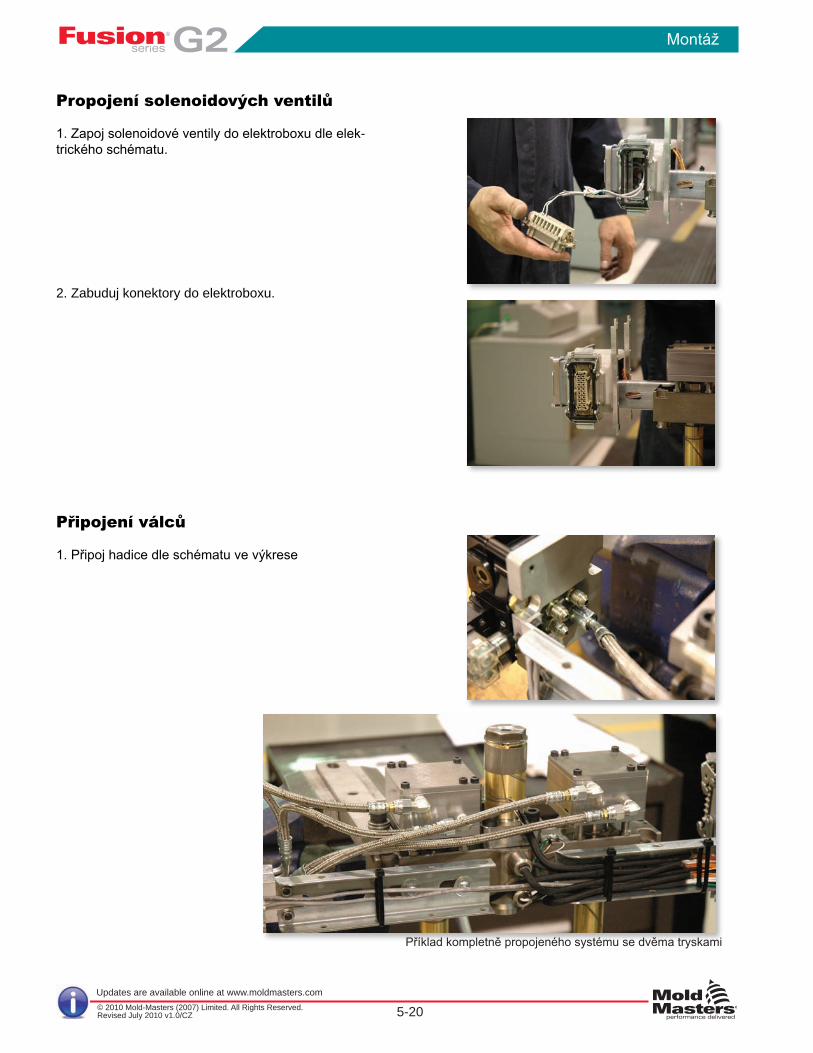
Propojení solenoidových ventilů
1. Zapoj solenoidové ventily do elektroboxu dle elek-trického schématu.
2. Zabuduj konektory do elektroboxu.
Připojení válců
1. Připoj hadice dle schématu ve výkrese
Příklad kompletně propojeného systému se dvěma tryskami
elektrického zapojení
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 6-1Updates are available online at www.moldmasters.com
Kapitola 6 Zkouška elektrického zapojeníÙvod
Tato kapitola obsahuje testovací proces pro ověření Vašeho Mold-Masters horkého systému.
Upozornění: Pro zabránění popálení použivejte bezpečný oděv, který se skládá z ochranného pláště, teplotně od
olných rukavic a chráněného obličeje s ochrannými brýlemi. Použij dostatečnou ventilaci pro odsá vaní případných plynů.
Kontakt s horkými komponenty může způsobit vážné spáleniny. Použij viditelné označení místa tab
ulkou: „Nebezpečí: Nedotýkat se.”
Před zapojením elektrického proudu a započetím všech prací, zkontroluj, zdali je horký systém uzemněn a regulátor vypnut, rozpojeno elektrické vedení vedoucí do formy. Chybné jednání může způsobit vážné zranění nebo smrt..
Zkouška zapojení
Důležité: Zajisti, aby kvalifikovaný elektrikář provedl zapojení všech kabelů.
Zkontroluj, zdali všechny termočidla a kabely topení mají číslo zóny.1. Zkontroluj, zdali všechny kabely od jednotlivých zón jsou spojeny páskou. 2. Zkontroluj, zdali jsou všechny kabely zajištěny v kabelovém vedení. 3. Propoj kabely topení a termočidel do konektoru na formě. 4.
Upozornění: Demontovanátryskamůžebýtpřipojenakelektrickémunapětíjenpokud jetryskařádněukostřenanebobezpečnostníodizolovynýtransformátorjepoužit...
Zkouška zkratu na kostru
Použij Ohmmetr pro kontrolu zkratu na kostru, proměř každý vývod všech zón topení s povrchem formy, ocelí. 1.
Přístroj musí ukazovat 0 ohm, dále viz bod 2..
Proměř odpor mezi každým pinem na konektoru topení formy (viz obr. 6-1) a zemí (ocel formy). Výsledný 2.
odpor musí být nekonečno. Může se ale stát, že topné elementy akumulují vlhkost, což snižuje odpor na
hodnoty od 100KΩ do 10MΩ. Regulátor teploty musí být tak navržen, aby během startu a zahřivání topných
elementů vlhkost byla odstraněna.Nikdy nepoužij plný výkon na topení, jestliže odpor na kostru je po 100KΩ.
Odpor topení na kostru nad 500KΩ je již akceptovatelný.
Je-li to nutné, odstraň přebytečnou vlhkost z topné zóny než zapojíš regulátor (ohřevem v peci na cca 110°C).3.
elektrického zapojení
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 6-2Updates are available online at www.moldmasters.com
Zkouškasprávnosti(odpor)topnýchelementůZměř odpor mezi vývody topení jednotlivých zón na konektoru formy a zaznamej si je.
Porovnej hodnoty naměřené s hodnotami na dodaných výkresech.Kde:
R = odpor V = napětí P = topení
PopisprovedenítermočlánkůTermočlánky jsou typu “J”, uzemněny a barva je dle normy ASA standardů (bílý “+” / červený “- “).• Konec termočlánku nesmí být zkracován nebo zmáčknutý, a musí se dotýkat dna díry, aby správně měřil • požadovanou teplotu.Každá topná zóna by měla mít svůj uzavřený okruh regulace vytápění, aby se dosáhla požadovaná teplota.• Jestliže není dostatečný počet topných zón, výjimečně topné okruhy, které mají stejný výkon a působí ve ste-• jném místě a prostředí, můžou být propojeny mezi sebou.
KontrolaohřevuregulátoremteplotyNikdy nezačni ohřev s výkonem větším než 40% výkonu.• Zůstaň minimálně 5 minut na teplotě 100°C, než začneš zvyšovat teplotu• Kontroluj ohřev systému a sleduj nárust teploty pro minimalizaci rizika poškození.•
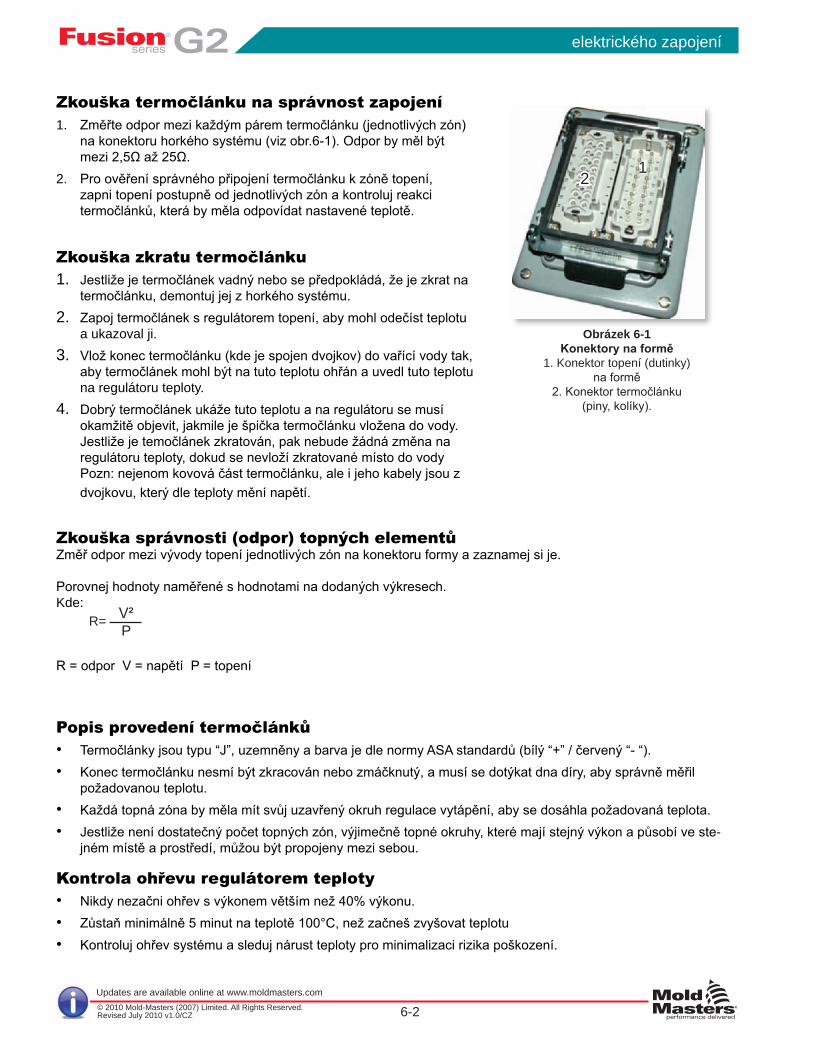
ZkouškatermočlánkunasprávnostzapojeníZměřte odpor mezi každým párem termočlánku (jednotlivých zón) 1. na konektoru horkého systému (viz obr.6-1). Odpor by měl být mezi 2,5Ω až 25Ω.Pro ověření správného připojení termočlánku k zóně topení, 2. zapni topení postupně od jednotlivých zón a kontroluj reakci termočlánků, která by měla odpovídat nastavené teplotě.
ZkouškazkratutermočlánkuJestliže je termočlánek vadný nebo se předpokládá, že je zkrat na 1. termočlánku, demontuj jej z horkého systému.Zapoj termočlánek s regulátorem topení, aby mohl odečíst teplotu 2. a ukazoval ji.Vlož konec termočlánku (kde je spojen dvojkov) do vařící vody tak, 3. aby termočlánek mohl být na tuto teplotu ohřán a uvedl tuto teplotu na regulátoru teploty.Dobrý termočlánek ukáže tuto teplotu a na regulátoru se musí 4. okamžitě objevit, jakmile je špička termočlánku vložena do vody. Jestliže je temočlánek zkratován, pak nebude žádná změna na regulátoru teploty, dokud se nevloží zkratované místo do vody Pozn: nejenom kovová část termočlánku, ale i jeho kabely jsou z dvojkovu, který dle teploty mění napětí.
Obrázek 6-1 Konektory na formě
1. Konektor topení (dutinky) na formě
2. Konektor termočlánku (piny, kolíky).
R= V²P
12
Instalace systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 7-1Updates are available online at www.moldmasters.com
Kapitola 7 Instalace systému
Úvod
Následující sekce pojednává o instalaci krok po kroku Vašeho Mold Masters Fusion G2 Systému do existující připravené formy a Systém s přítlačnými podložkami..
Montáž Fusion-Serie G2 horkého systému
Varování: Buď si jistý, že použitá oka, řetěz nebo lano a jeřáb jsou dostatečně dimenzovány na hmotnost Fu-
sion systému. Porucha, zřícení systému může způsobit vážné poranění osob.
1. Prověř, že použitý jeřáb je dimenzovaný na hmotnost systému a desek formy.
2. Zkontroluj, zdali jsou všechny lana upevněna.
Upozornění: Neprováděj montáž/demontáž desky dutiny bez předchozího vyjmutí jehel systému. Jehly musí být vytaženy před instalací desky dutiny.
Upozornění: Je zde nebezpečí zkratu kabelů. Prověř, zdali všechny kabely jsou řádně upevněny v držácích a nemůže dojít k jejich poškození. Chyba a porucha může vest ztrátu výroby díky poruše horkého systému.
Nebezpečí: Buď si jist, že stroj je uzamčen a připojení na stroj odpovídá dokumentaci lisu a příslušnému postupu montáže. Chyba může vést k vážnému zranění nebo smrti.
Poznámka:Vždy kontroluj a postupuj při montáži dle dodaných výkresů systému.

Instalace systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 7-2Updates are available online at www.moldmasters.com
Instalace rozvaděče
Vybalení
Opatrně otevři bednu s horkým vtokem a prověř obsah. Za-1. jisti případně vypadlé díly a zkontroluj případné poškození, dále dokumentaci a zabalené náhradní díly a uvolni horký systém z držáků (obr. 1).
Po uvolnění všech překážek a úchytů, připevni a zvedni 2. pomocí jeřábu smontovaný rozvaděč z přepravní bedny. (obr. 2)
Ověř všechny rozměry a tolerance a připrav rozvaděč na 3. montáž do formy, připraveného vyfrézovaní (obr. 3).
Připrav dutinu formy na vložení Fusion-Series G2 série 4. rozvaděče. Forma může připravena pro montáž systému s mezideskou složenou z vloženými ocelových bloků - úspornější (obr. 4) nebo klasicky vyfrézovaná mezideska (obr. 5), do které se vloží horký systém s rozvaděčem.
Vyčisti všechny povrchy a dutiny, ujisti se, že tam nejsou 5. žádné nečistoty, návarky, špony z frézovaní, nebo jiný ma-teriál, který může ovlivnit montáž systému do formy. Odjehli hrany, je-li nutné a použij vzduch na vyčištění všech dutin.

Instalace systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 7-3Updates are available online at www.moldmasters.com
Příprava na instalaci
Ověř všechny rozměry, tolerance, úhly, závity, přesné díry, atd. 1. na formě, porovnej s výkresem dodaného systému a montážního výkresu. Zaznamenej si naměrené hodnoty pro pozdější kontrolu (I přímo na formu je doporučeno), použij popisovač nebo vhodný psací prostředek.
Ověř středy, tolerance hloubek, radiusů a porovnej s výkresem 2. systému.
Instalace středící opěrky rozvaděče
Použitím hloubkoměru ověř hloubku vybrání pro středící opěrku 1. rozvaděče a porovnej ji s jeho výškou a údaji uvedenými na výkrese systému.
Použij a nanes na šrouby pastu na uvolňování závitů. 2.
Zabuduj středící opěrku rozvaděče.3.
Instalace systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 7-4Updates are available online at www.moldmasters.com
Instalace systému
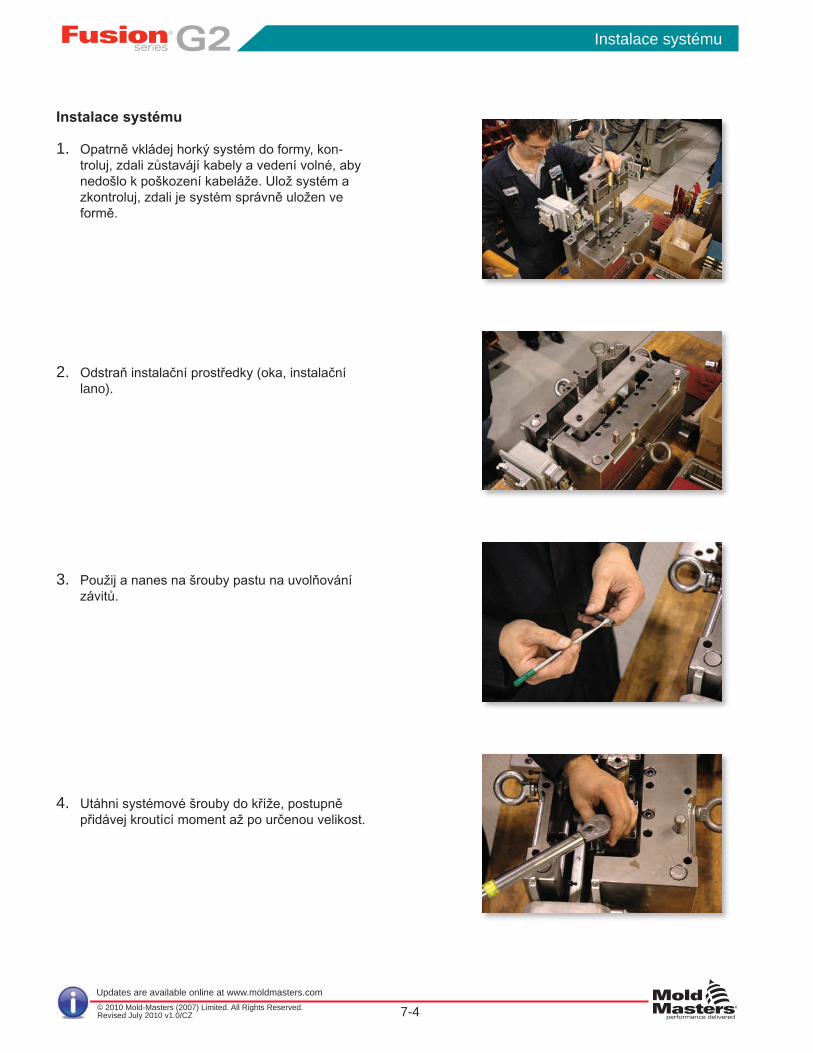
Opatrně vkládej horký systém do formy, kon-1. troluj, zdali zůstavájí kabely a vedení volné, aby nedošlo k poškození kabeláže. Ulož systém a zkontroluj, zdali je systém správně uložen ve formě.
Odstraň instalační prostředky (oka, instalační 2. lano).
Použij a nanes na šrouby pastu na uvolňování 3. závitů.
Utáhni systémové šrouby do kříže, postupně 4. přidávej kroutící moment až po určenou velikost.

Instalace systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 7-5Updates are available online at www.moldmasters.com
Zašrubuj šrouby elektrický box a solenoidové 5. ventily k deskám formy.
Nainstaluj upínací desku.6.

Zahřátí systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 8-1Updates are available online at www.moldmasters.com
Úvod
Tato kapitola objasňuje jak zahřát a vypnout Váš Fusion-Series horký systém.
Příprava na lisování
1. Upni formu na vstřikovací lis, zapoj ji.
POZNÁMKA: Ujisti se, že tryska lisu má nejvíce o 1 mm menší průměr než vstupní tryska horkého systému.
2. Propoj všechny vodní hadice a vyzkoušej. Teplota vody by neměla být větší než 30°C. Připojení do válců jehlových uzávěrů by měla být připojena před tím, než je aktivováno topení systému.
3. Zapoj všechny hydraulické / pneumatické okruhy (jestliže je systém obsahuje).
POZNÁMKA: Po instalaci horkého systému na vstřikovací lis se ujisti, že hydraulické okruhy maji vysáty všechny vzduchové bubliny. Vzduch v hydraulickém okruhu může způsobit vysoký vtokový zbytek, jehla správně neuzavírá.
VÝSTRAHA: Zkontroluj, zdali je systém zahříván na teplotu procesu. Chybná nastavená teplota může způsobit poškození jehel systému. Voda musí být zapojena na okruhu válců než se začne systém vytápět. Teplota vody u okruhu válců nesmí překročit 30°C.
4. Vyzkoušej všechny jehlové uzávěry (jsou-li na systému), jen pokud je systém vyhřát na provozní teplotu.
5. Zapoj všechny elektrické komponenty.
Zahájení lisování
NEBEZPEČÍ: Uvědomte si, že systém je po celou dobu provozu přetlakován a horký. Chybné jednání může způsobit vážné poranění nebo smrt.
Kapitola 8 Zahřátí systému & jeho vypnutí
Zahřátí systému
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 8-2Updates are available online at www.moldmasters.com
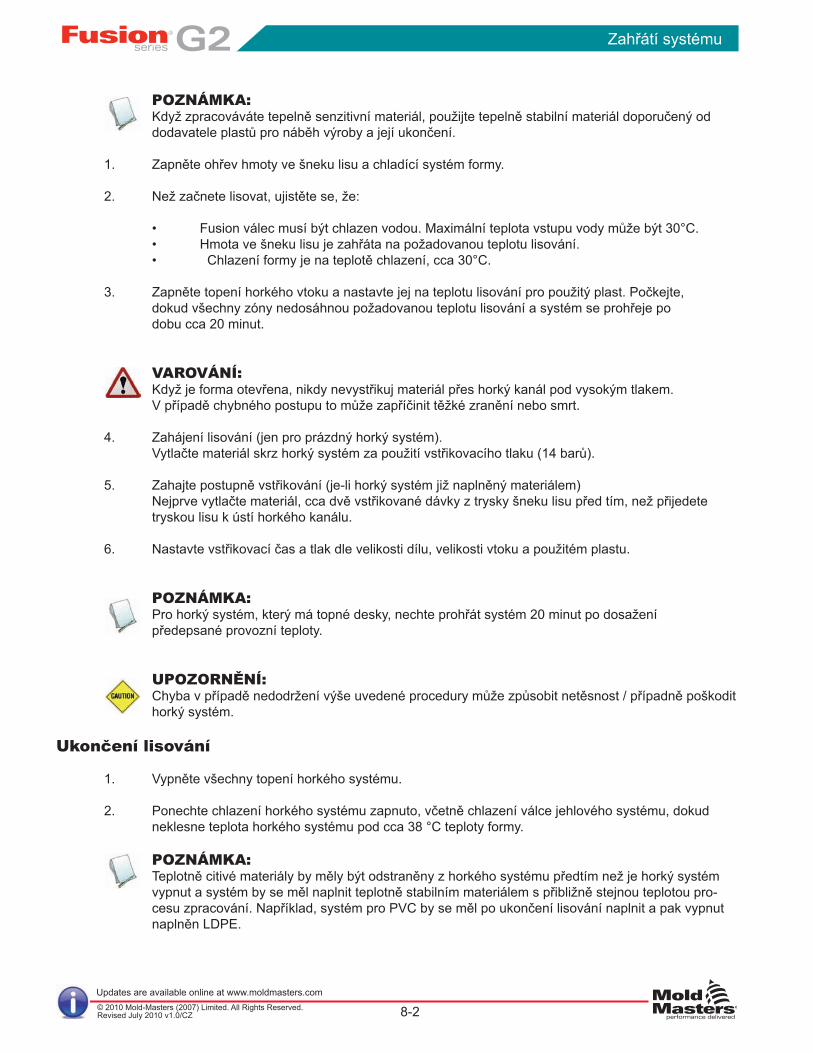
POZNÁMKA: Když zpracováváte tepelně senzitivní materiál, použijte tepelně stabilní materiál doporučený od dodavatele plastů pro náběh výroby a její ukončení.
1. Zapněte ohřev hmoty ve šneku lisu a chladící systém formy.
2. Než začnete lisovat, ujistěte se, že:
• Fusion válec musí být chlazen vodou. Maximální teplota vstupu vody může být 30°C. • Hmota ve šneku lisu je zahřáta na požadovanou teplotu lisování. • Chlazení formy je na teplotě chlazení, cca 30°C.
3. Zapněte topení horkého vtoku a nastavte jej na teplotu lisování pro použitý plast. Počkejte, dokud všechny zóny nedosáhnou požadovanou teplotu lisování a systém se prohřeje po dobu cca 20 minut.
VAROVÁNÍ: Když je forma otevřena, nikdy nevystřikuj materiál přes horký kanál pod vysokým tlakem. V případě chybného postupu to může zapříčinit těžké zranění nebo smrt.
4. Zahájení lisování (jen pro prázdný horký systém). Vytlačte materiál skrz horký systém za použití vstřikovacího tlaku (14 barů).
5. Zahajte postupně vstřikování (je-li horký systém již naplněný materiálem) Nejprve vytlačte materiál, cca dvě vstřikované dávky z trysky šneku lisu před tím, než přijedete tryskou lisu k ústí horkého kanálu.
6. Nastavte vstřikovací čas a tlak dle velikosti dílu, velikosti vtoku a použitém plastu.
POZNÁMKA: Pro horký systém, který má topné desky, nechte prohřát systém 20 minut po dosažení předepsané provozní teploty.
UPOZORNĚNÍ: Chyba v případě nedodržení výše uvedené procedury může způsobit netěsnost / případně poškodit
horký systém.
Ukončení lisování 1. Vypněte všechny topení horkého systému.
2. Ponechte chlazení horkého systému zapnuto, včetně chlazení válce jehlového systému, dokud neklesne teplota horkého systému pod cca 38 °C teploty formy.
POZNÁMKA: Teplotně citivé materiály by měly být odstraněny z horkého systému předtím než je horký systém
vypnut a systém by se měl naplnit teplotně stabilním materiálem s přibližně stejnou teplotou pro-cesu zpracování. Například, systém pro PVC by se měl po ukončení lisování naplnit a pak vypnut naplněn LDPE.
Změny barvy
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 9-1Updates are available online at www.moldmasters.com
Kapitola 9 Změna barvyÚvod
Tato kapitola vysvětluje, jak postupovat u Vašeho horkého Fusion Systému při změně barvy.
Změna barvy
V případě potřeby změny jedné barvu na jinou, je nutné vyčistit všechny zbytky původní barvy z horkého systému a trysky lisu. Postupujte dle následujícího postupu pro dosažení rychlé změny barvy.
Než začnete měnit barvu, prosím věnujte pozornost následujícím upozorněním.
VAROVÁNÍ: Vážným popáleninám při lisování můžou zamezit bezpečné pracovní pomůcky, jako je ochranný teplotně odolný plášť, teplotně odolné rukavice a plně chráněný štítem obličej a bezpečnostními brýlemi. Použij odpovídající ventilaci pro ostranění kouře a zplodin.
VAROVÁNÍ: Nedívej se přímo do násypky granulátu. Neočekavaný únik hmoty může způsobit vážné popáleniny. Použij zrcadlo. Chybné jednání může způsobit vážné zranění.
VAROVÁNÍ: Nikdy neber do ruky zbytky plastu nebo kuličky plastu pokud nejsou kompletně ochlazeny. Zbytky
můžou být pořád horké a způsobit vážné zranění. Změna barvy u otevřeného vtoku (I s torpédem)
1. Systém je v provozu a běží s jednou barvou.
2. Vyjeďte s násypkou zpět,vyprázdněte ji a naplňte novou barvou.
3. Zvyšte teplotu horkého topného systému o 30°- 40°F / 16°- 22°C nad teplotou procesu.
4. Zvyšte vstřikovací rychlost.
5. Nalisujte 10 až 15 zdvihů. 6. Odjeďte s vstřikovací jednotkou zpět a vypněte všechny topné okruhy horkého topného systému.
7. Nechejte vychladit horký topný systém.To povede k odlepení starého materiálu od stěn kanálů a umožní promíchání starého a nového materiálu.
8. Zapněte systém a zahřejte na teplotu vstřikování.
9. Najeďte s násypkou nazpět.
10. Zvyšte rychlost vstřikování a lisujte tak dlouho,než je vyměněná barva akceptovatelná.
11. Pokračujte dále v lisování, během čehož teplota horkého topného systém a rychlost lisování dosáhne normální hodnoty.

Změny barvy
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 9-2Updates are available online at www.moldmasters.com
Upozornění: Některé materiály uvolňují plyny, které můžou být životu nebezpečné.Řiďte se doporučeními
výrobců materiálů.Berte zřetel na příslušné bezpečnostní informace. Přesvěčte se, zda je prostor lisovny dobře odvětrán. Chybný postup může vést k vážným zraněním případně až k smrti.
Změna barvy u vtoku s jehlovým systémem
1. Když je systém v provozu a běží s jednou barvou, odjeďte s vstřikovací jednotkou nazpět,vyprázdněte ji a naplňte novou barvou.
2. Začněte s lisováním nové barvy, až je velký díl staré barvy vyprázdněn z horkého systému.
3. Odjeďte s lisovací jednotkou zpět a vypněte všechny okruhy horkého topného systému.
Pozor: Neaktivujte jehlový uzávěr horkého topného systému pokud nedosáhne normální teploty procesu. To by mohlo vést k poškození jehel a vtoku.
4. Nechejte systém vychladnout. Starý materiál se tím odlepí od stěn a umožní promíchaní starého a nového materiálu.
5. Vytopte systém a začněte s lisováním.
Lokalizace zdroje znečištění u původní barvy
1. Vyčištěte horký systém od původního materiálu dle výše uvedených instrukcí dle typu systému: • Změna barvy u otevřeného vtoku • Změna barvy u vtoku s jehlovým systémem
2. Naplň násypku druhou barvou (je rozdílná od požadované, další třetí barvy pro další lisování).
3. Pokračuj v čištění, dokud se 1 barva objevuje.
4. Vyčisti násypku a začni čistit 2. barvu, podle dále uvedených instrukcí.
5. Naplň násypku 3. barvou, konečnou, určenou pro lisování.
6. Vyčisti 3. barvou vstřikovací jednotku od 2. barvy, zahřej a začni lisovat.
7. Pokračuj v čištění, dokud se ještě objevuje první barva. 8. Jestliže se 2. barva objevuje ve výliscích, pak je problém ve vstřikovací jednotce lisu.
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-1Updates are available online at www.moldmasters.com
Kapitola 10 Řešení problémů při lisováníKapitola 10 Řešení problémů při lis-ováníÚvod
Tyto informace o řešení problému předpokládají, že horký systém je schopný provozu, funkční.
Základní pravidla řešení problému jsou:
• Definování problému; to co je vidět je jenom symptonem, příznak probíhajicího problému. • Výviň metody na izolování, odloučení problému.
• Odzkoušení jednoho opatření pro zkontrolování výsledku.
• Monitorování a ověření výsledného řešení pro kontrolu, že daný problem byl vyřešen. Opakování výskytu stejného symptomu může znamenat, ukazovat na jiné problémy.
• Dokument, že daným řešením se může zamezit opakováním případu velmi rychle.
• Konzultace s jinými zdroji, například podklady uvedenými zde v tomto manuálu. Jeden z nejlepších zdrojů múže být dodavatel plastu, konzultace.
Poznámka: Vracíme se zpět do sekce 3: Musí být jistota, že bude následovat správný process.
Varování: Vyskytuje se extremní teplo u horkých vtoků, proto zabraň kontaktu s teplými povrchy. Zabraň
vážnému popálení bezpečným oblečením obsahující odolný vysoké teplotě a vysoké teplotě odolné rukavice. Použij adekvátní ventilaci pro kouřové zplodiny. Výpadek ve ventilaci může způsobit vážné zranění.
Buď si jist, že stroj je zapojen a označen v souladu s dokumentací a požadavky výrobce stroje. Chyby mohou vést k vážnému zranění.

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-2Updates are available online at www.moldmasters.com
Případy spojené s vlhkostí
Mnoho společných problémů při lisování bývá zapřičiněno vlhkostí obsažené ve dodaném granulátu. Všeobecně, vyrobený plast je dodán od výrobce v podobě granulí které jsou dodány ve vzduchotěsně uzavřených kontejnerech, pytlích. Dodržuj pokyny výrobce pro skladování plastů, zejména uchovávaní v suchu a dodaných kontejnerech, aby byly připraveny pro použití.Před použitím granulátu musíš dodržet pokyny od výrobce plastů a případně vstřikovacího lisu na jejich vysušení.
Vlhkost obsahující granulát
Vlhkost se může dostat do granulátu několika způsoby:
• během dopravy
• vystavování povětrnostním vlivům (zestárnutí)
• selhání sušícího zařízení
• extrémní vlhkost v atmosféře
• nedostatečný zdroj napětí a proudu
Problémy spojené se sušením
Během sušení plastu (je-li možné), přesvědčíme se že:
• granule plastu nejsou spečeny
• je dostatečná cirkulace vzduchu
• sušící system je dostatečně utěsněn, dle pokynů výrobce
Důležitost předsušení plastu
Termoplastický polymer je hydroskopický, schopný absorvovat vlhkost ze vzduchu. Za normálních pracovních podmínek to může vest k degradaci polymeru během lisování.Přerušením řetězce polymeru se změní jeho vlast-nosti, může nastat střibření, vznik pásů a pruhů, jiných defektů, které jsou dale popsány v této kapitole.
Recyklovaný polymer může mít větší náchylnost k absorbci vlhkosti díky většímu povrchu a měl by se sušit odděleně od normálního čerstvého granulátu.
Jestliže problémy s vlhkostí jsou časté, pokračuj dle další kapitoly a postupu uvedeném v další kapitole.

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-3Updates are available online at www.moldmasters.com
Prevence před lisováním
Před započetím výroby se prosím přesvědčte, zdali jsou následující zásady a podmínky splněny. Toto Vám pomůže snížit problémy s lisováním a sníží zmetkovitost výroby.
Historie
• Prověř dokumentaci spojenou se zakázkou na lisování týkající se použití formy, vstřikovacího lisu, termoplastického polymeru, nastavení příslušenství, atd.
• Prověř poznámky, připomínky, návrhy, deník formy, poznámky lisu a ostatní zdroje týkající se této zakázky.
• Ověř všechna nastavení jako vždy, teploty, tlak, materiál, atd., jestli je vše správně nastaveno.
Materiál
• Ujisti se, že použitý materiál je správné zrnitosti, byl skladován a připraven za dle výrobce předepsaných podmínek, sušen, připraven dle dodaných podmínek, specifikací.
• Ověř, že pigmenty (barviva) jsou použivány dle specifikací výrobce, a jsou kompatibilní s granulátem / vstřikovacím lisem / formou.
• Ověř, je-li přidán správný poměr recyklátu a nadstav přesně parametry.
Hardware
• Ujisti se, že forma byla řádně skladována a je suchá, čistá, nemá známky rzi, špíny, mastnoty, zbytky původního plastu, pigmentu a zádné ochranné povlaky.
• Zkontroluj, že teplotní regulátor splňuje požadavky nastavení, a je plně otestován a funkční.
• Vstřikovací lis je řádně udržován, čištěn, mazán, tolerance a rozměry jsou v tolerance o ověřeny.
• Ujisti se, že trysky, válce, jehly a vtoky a další pohyblivé součásti jsou vhodné pro lisovaná dané zakázky.
Nastavení
• Ujisti se, že tyto nastavené parametry jsou spravné:
• Teplota • Tlak • Vstřikovací rychlost • Dotlak

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-4Updates are available online at www.moldmasters.com
Zjištění původních hodnot
Tento odstavec by se měl použít jako doporučení pro řešení problémů při náhlých změnách.
Když byl systém (granulát, lis forma) nastaven přesně podle specifikace a fungoval normálně, ale náhle vyrabí nestandardní díly, údaje z následující stránky můžou být použity pro definování možné příčiny, ale měly by být použity jen jako návod na řešení.
Správné nastavení procesu, které bylo provedeno pro výrobu správných dílů, mající tolerance a své speci-fikace. Náhlá změna každého nadstaveného parametru znamená možnou chybu. Raději než měnit jiný nas-tavený parametr a kompenzovat touto změnou odchylku, doporučujeme zjistit, který z originálních nastavených parametrů byl změněn.
Nalezení chyb, jejich definice
Obsluha lisu potřebuje vyhodnotit všechny možné podmínky, které můžou způsobit chybu.
• Identifikovat problém
• Definovat frekvenci
• Je ten problém náhodný nebo ve stejném místě
• Prověř nedávnou historii na podobné případy a řešení.
Prověř nastavení lisu pro ujištění, že zde není žádná odchylka od původního nadstavení, za kterého byly vyráběny standardní díly.
Pro další analýzy týkající se poruch, prověř následující Kapitolu Problému lisování, která je na následujících stánkách.
• Vstřikovací rychlost • Teplota taveniny • Rychlost otáčení šneku • Přepnutí na dotlak • Teplota taveniny • Doby chlazení, velikost polštáře • Vstřikovací tlak, dotlak • Teplota formy
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-5Updates are available online at www.moldmasters.com
Typ závady, příčina a opatření k nápravě
Díl má tmavé skvrny, fleky Strana 10-6
Díl obsahuje puchýře a/nebo bubliny Strana 10-7
Díl má stopy po tečení hmoty Strana 10-8
Díly mají spáleniny Strana 10-9
Díl se štípe na vrstvy, laminuje Strana 10-10
Díl ma různé rozměrové odchylky Strana 10-11
Díly jsou různě zabarvené Strana 10-12
Díl obsahuje přetoky Strana 10-13
Díl má na povrchu stopy po tečení hmoty „Jetting“ Strana 10-14
Díly jsou důlkovité Strana 10-15
Povrch dílu je hrubý, efekt gramofonových desek Strana 10-16
Díl zůstavá v pevné části formy Strana 10-17
Díly zůstavají na jádře Strana 10-18
Díl není kompletně nastříklý Strana 10-19
Díl má propadliny Strana 10-20
Díl obsahuje skvrny Strana 10-21
Díl je pruhovaný Strana 10-22
Tažení vláken u vtoku Strana 10-23
Díly jsou zvlněné Strana 10-24
Díl má studené spoje Strana 10-25
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-6Updates are available online at www.moldmasters.com
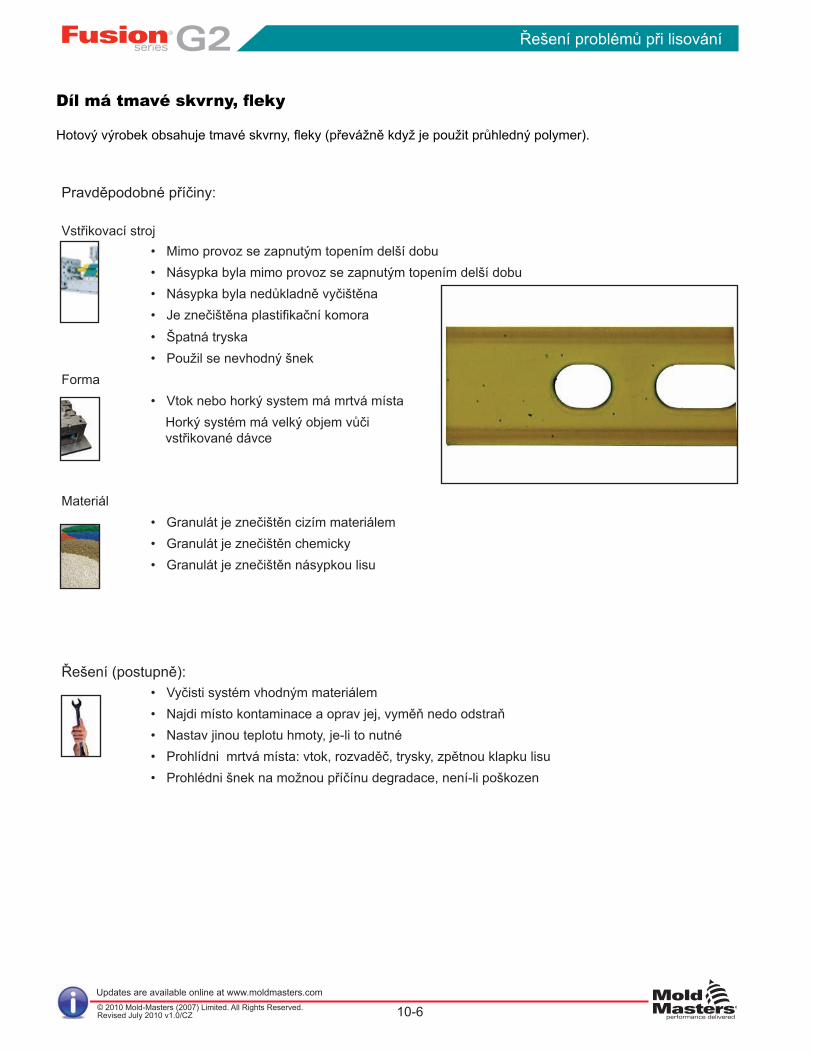
Díl má tmavé skvrny, fleky
Hotový výrobek obsahuje tmavé skvrny, fleky (převážně když je použit průhledný polymer).
Pravděpodobné příčiny:
Vstřikovací stroj• Mimo provoz se zapnutým topením delší dobu• Násypka byla mimo provoz se zapnutým topením delší dobu• Násypka byla nedůkladně vyčištěna• Je znečištěna plastifikační komora• Špatná tryska• Použil se nevhodný šnek
Forma• Vtok nebo horký system má mrtvá místa Horký systém má velký objem vůči vstřikované dávce
Materiál• Granulát je znečištěn cizím materiálem• Granulát je znečištěn chemicky• Granulát je znečištěn násypkou lisu
Řešení (postupně):• Vyčisti systém vhodným materiálem• Najdi místo kontaminace a oprav jej, vyměň nedo odstraň• Nastav jinou teplotu hmoty, je-li to nutné• Prohlídni mrtvá místa: vtok, rozvaděč, trysky, zpětnou klapku lisu• Prohlédni šnek na možnou příčínu degradace, není-li poškozen

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-7Updates are available online at www.moldmasters.com
Díl obsahuje puchýře a/nebo bubliny
Hotový výrobek obsahuje malé částečky plynu nebo kapsy vzduchu nebo prázdná místa.
Pravděpodobná příčína:
Vstřikovací lis• Malý vstřikovací tlak• Porucha zpětné klapky lisu• Dekomprese příliš dlouhá• Rychlá plastifikace• Zachycený vzduch ve šneku• Chybný šnek
Forma• Zachycený nebo těkavý vzduch• Nízká teplota formy• Špatý přechod tloušťky slabý/silný• Neodpovídající odvětrání
Materiál• Přehřátí polymeru
Řešení (postupně):• Ověř řízení na lise a zejména dotlak• Zvyš velikost dotlaku• Zvyš teplotu formy• Prověř zpětný ventil válce• Zajisti dostatečné odvzdušnění• Zvětši velikost vtoku• Zvětši délku odvětrání

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-8Updates are available online at www.moldmasters.com
Díl má stopy po tečení hmoty
Hotový díl má vzhledové vady, stopy po tečení hmoty, díky změnám teploty hmoty stoupající mezi tryskou lisu a vtokem do dílu. Chladný materiál v trysce lisu způsobuje v místě vtoku do dílu mezikruží.
Pravděpodobná příčina:
Vstřikovací lis• Špatná vstřikovací rychlost• Špatný vstřikovací tlak• Dotlak je příliš dlouhý
Forma• Nevyhovující temperace formy• Teplota v místě vtoku je příliš vysoká• Teplota formy je nízká pro daný plast• Velikost vtoku je příliš malá• Místo vtoku je nevhodně umístěno• Délka kontaktu špičky vtoku je velmi velká, vtok se ochlazuje• Nevhodný horký systém
Materiál• Teplota taveniny je příliš nízká
Řešení (postupně):• Nastav rychlost vstřikování• Uprav chlazení• Přidej chlazení na konec horkého systému • Změnte vtok ze studeného na horký s tryskami až do dílu• Identifikuj a odstraň místa mrtvých rohů

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-9Updates are available online at www.moldmasters.com
Díly mají spáleniny
Hotový výrobek obsahuje spáleniny, šmouhy. Tento typ závady je z důvodu přehřátí materiálu díky zachycenému vzdu-chu v plastu (diesel efekt), který může zesvětlit nebo ztmavnost barvu.
Pravděpodobná příčína:
Vstřikovací lis• Vysoká vstřikovací rychlost• Zpětný chod šneku je velký, rychlý. • Vysoký zpětný tlak
Forma• Zachycený nebo uvolněný vzduch• Spáleniny díky frikčnímu tření• Nesprávný průměr kanálu anebo vtoku
Materiál• Přehřátá/chladná tavenina, možnost smyk. tření
Řešení (postupně):• Prověř horký rozvod – rozvaděč a kanály• Sniž vstřikovací rychlost• Sniž vstřikovací tlak• Prověř funkčnost topení• Prověř funkčnost termočlánku• Sniž otáčky šneku• Sniž teplotu taveniny• Zvětši odvětrání formy• Zvětši vtok• Změň polohu vtoku nebo jeho velikost

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-10Updates are available online at www.moldmasters.com
Díl se štípe na vrstvy, laminuje
Hotový výrobek se rozlamuje na vrstvy, až se může loupat, povrchové vrstvy se odlamují. Nedostatečné spojení vrstev je výsledkem vysokého smykového tření a nebo nehomogenního materiálu.
Pravděpodobná příčina:
Vstřikovací lis• Vysoká vstřikovací rychlost
Forma• Studená forma• Vtok, horký rozvod má ostré hrany• Ostré hrany způsobují vysoké tření
Materiál• Granulát je znečištěn cizím materiálem• Granulát je znečištěn chemicky• Tavenina je příliš horká, případně špatně rozemletá• Vloženo nekompatibilní barvivo• Vysoké procento recyklovaného materiálu
Řešení (postupně):• Zvětšit teplotu taveniny• Zvětšit teplotu formy• Zvětšit vstřikovací rychlost• Odstranit znečištění• Změnit poměr recyklátu• Prověřit a změnit obsah vlhkosti v granulátu• Vyčistit systém• Ostré hrany u vtoku odstranit

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-11Updates are available online at www.moldmasters.com
Díl ma různé rozměrové odchylky
Hotový výrobek má rozdílné rozměry vůči původnímu návrhu anebo předešlému lisování.
Pravděpodobná příčína:
Vstřikovací lis• Malý vstřikovací tlak• Krátká doba dotlaku• Poškozen zpětný ventil na šneku lisu• Krátká doba lisování• Válec má velké tolerance, šnek netěsní• Poškozená horká tryska
Forma• Nastavená teplota příliš vysoká• Malý vtok, v důsledku čehož je velký vstřikovací tlak• Nesprávné umístění vtoku• Nesprávná velikost formy pro daný výlisek
Materiál• V podstatě nemůže být způsobeno materiálem, pokud nebylo použito mnoho recyklátu.
Řešení (postupně):• Zvětšit vstřikovací tlak• Zvětšit dobu chlazení• Zvýšit teplotu formy• Ujisti se, že čas cyklu je konstantní• Zkontroluj vstřikovací lis na poruchy• Omez poměr recyklátu• Zvětši průměr vtoku• Zvětši kontaktní výšku těsnění vtoku• Vybalancuj horký systém a vtoky• Zmenši počet dutin formy
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-12Updates are available online at www.moldmasters.com
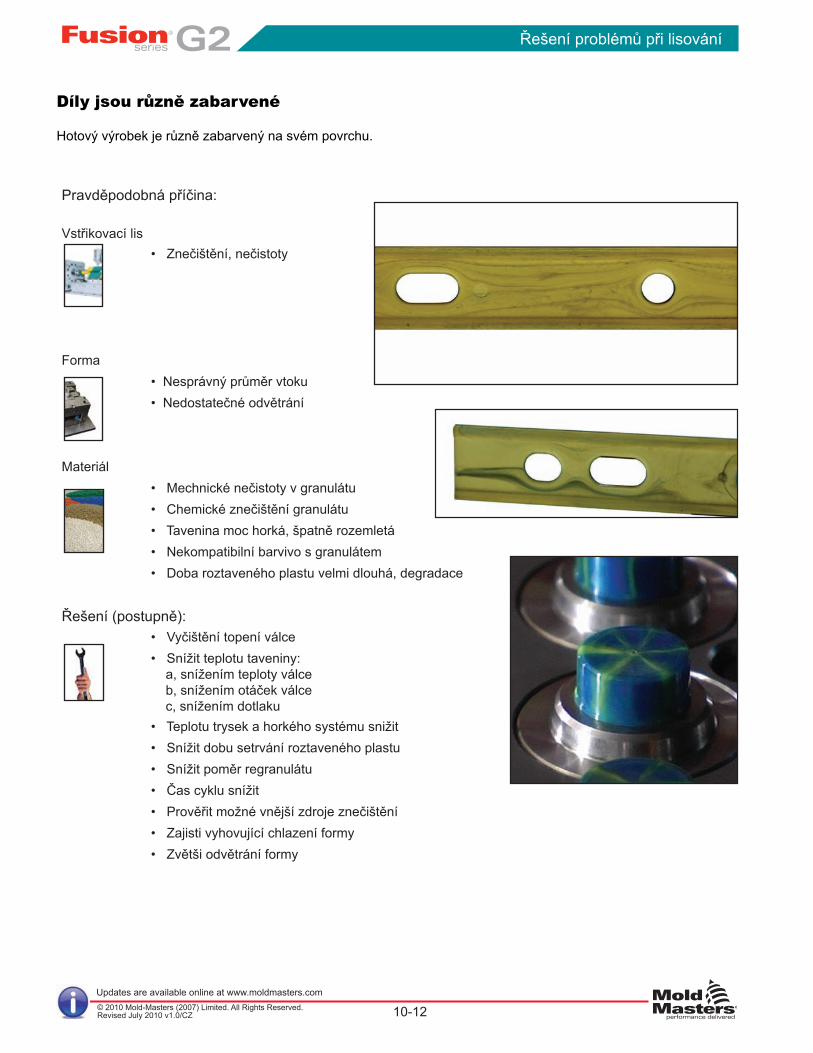
Díly jsou různě zabarvené
Hotový výrobek je různě zabarvený na svém povrchu.
Pravděpodobná příčina:
Vstřikovací lis• Znečištění, nečistoty
Forma• Nesprávný průměr vtoku• Nedostatečné odvětrání
Materiál• Mechnické nečistoty v granulátu• Chemické znečištění granulátu• Tavenina moc horká, špatně rozemletá• Nekompatibilní barvivo s granulátem• Doba roztaveného plastu velmi dlouhá, degradace
Řešení (postupně):• Vyčištění topení válce• Snížit teplotu taveniny: a, snížením teploty válce b, snížením otáček válce c, snížením dotlaku• Teplotu trysek a horkého systému snižit• Snížit dobu setrvání roztaveného plastu• Snížit poměr regranulátu• Čas cyklu snížit• Prověřit možné vnější zdroje znečištění• Zajisti vyhovující chlazení formy• Zvětši odvětrání formy

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-13Updates are available online at www.moldmasters.com
Díl obsahuje přetoky
Hotovy díl obsahuje tenký film materiálu, který je vytvořen v dělící rovině.
Pravděpodobná příčina:
Vstřikovací lis• Nízká uzavírací síla, nevhodný lis• Vysoký vstřikovací tlak• Vysoká vstřikovací rychlost
Forma• Malá tuhost formy• Malá uzavírací síla• Poškozená forma, deformovaná• Vstřikovací plocha je příliš velká pro použitý lis
Materiál• Nízká viskozita taveniny• Vysoká teplota taveniny
Řešení (postupně):• Sniž rychlost vstřikování• Sniž vstřikovací tlak• Sniž vstřikovací čas• Zvyš vstřikovací sílu• Prověř formu na souměrnost• Sniž teplotu taveniny• Prověř odvětrání formy, hloubku• Nastav větší uzavírací sílu lisu• Změň okamžik přepnutí na dotlak• Sniž dotlak

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-14Updates are available online at www.moldmasters.com
Díl má na povrchu stopy po tečení hmoty „Jetting“
Hotový výrobek obsahuje na povrchu stopy po tečení hmoty jako výsledek ochlazení taveniny před kompletním naplněním formy.
Pravděpodobná příčina:
Vstřikovací lis• Vysoká vstřikovací rychlost
Forma• Studená forma• Malý vtok• Špatná délka těsnění vtoku• Špatné umístění vtoku
Materiál• Studená tavenína
Řešení (postupně):• Sniž rychlost vstřikování• Ověř teplotu trysky, odpovídá-li nastavení• Zvyš teplotu formy• Zvyš teplotu taveniny• Zvětši velikost vtoku• Umísti vtok do jiného místa dílu

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-15Updates are available online at www.moldmasters.com
Díly jsou důlkovité
Hotové výrobky obsahují neroztavené částečky anebo malé díry na povrchu.
Pravděpodobná příčina:
Vstřikovací lis• Nesprávná nebo opotřebená rychlost šneku.• Nízká teplota taveniny.• Nízká vstřikovací rychlost.
Forma• Smykové tření ve vtoku• Ostré rohy v systému, dílu
Materiál• Použitý polymer není homogenní• Vnější znečištění
Řešení (postupně):• Snížit tření• Snížit dotlak• Snížit rychlost vstřikování• Změnit teplotu• Snížit poměr recyklátu• Změnit velikost vstřiku• Prověřit horký systém a trysky

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-16Updates are available online at www.moldmasters.com
Povrch dílu je hrubý, efekt gramofonových desek
Hotový výrobek obsahuje vady na povrchu výlisku podobný vlnkám na garmofonových deskách, díky rychlému ochlazení čela taveniny o povrch formy, kdy je překrýván novou čerstvou hmotou.
Pravděpodobná příčina:
Vstřikovací lis• Nízká vstřikovací rychlost• Malý vstřikovací tlak
Forma• Studená forma• Nepravidelnosti na povrchu formy, špatné leštění
Materiál• Studená tavenina
Řešení (postupně):• Zvyš vstřikovací rychlost, postupné zvyšování• Zvyš vstřikovací tlak• Zvyš teplotu taveniny• Zvyš teplotu formy• Prověř povrch formy
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-17Updates are available online at www.moldmasters.com
Díl zůstavá v pevné části formy
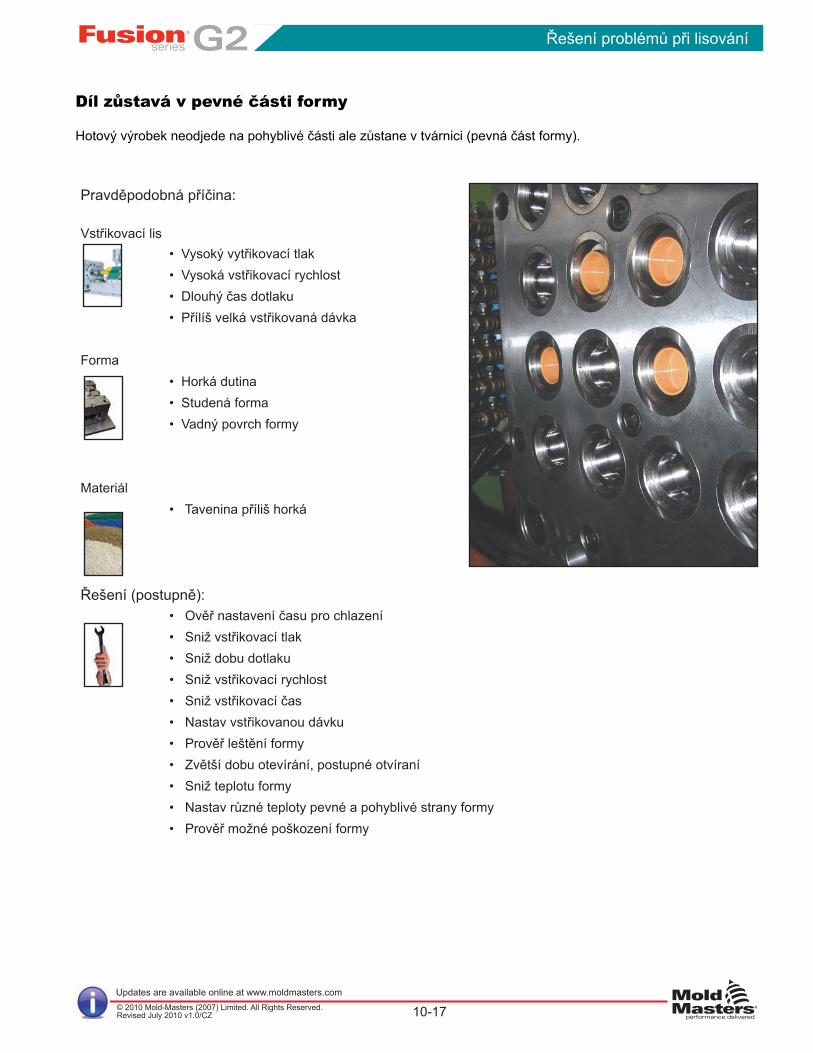
Hotový výrobek neodjede na pohyblivé části ale zůstane v tvárnici (pevná část formy).
Pravděpodobná příčina:
Vstřikovací lis• Vysoký vytřikovací tlak• Vysoká vstřikovací rychlost• Dlouhý čas dotlaku• Přílíš velká vstřikovaná dávka
Forma• Horká dutina• Studená forma• Vadný povrch formy
Materiál• Tavenina příliš horká
Řešení (postupně):• Ověř nastavení času pro chlazení• Sniž vstřikovací tlak• Sniž dobu dotlaku• Sniž vstřikovací rychlost• Sniž vstřikovací čas• Nastav vstřikovanou dávku• Prověř leštění formy• Zvětší dobu otevírání, postupné otvíraní• Sniž teplotu formy• Nastav různé teploty pevné a pohyblivé strany formy• Prověř možné poškození formy
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-18Updates are available online at www.moldmasters.com
Díly zůstavají na jádře
Hotový díl nejde vyhodit z pevné poloviny formy, zůstavá na jádře (tvárník).
Pravděpodobná příčina:
Vstřikovací lis• Vysoký vstřikovací tlak
Forma• Horké jádro• Jádro se ohýbá• Vyskytuje se vakuum, díl je přisátý
Materiál• Obyčejně není problém s materiálem
Řešení (postupně):• Prověř dobu chlazení dílu• Sniž vstřikovací tlak• Sniž dobu dotlaku• Sniž vstřikovací čas• Nastav vstřikovací dávku• Sniž čas otevírání formy• Zvyš teplotu jádra• Sniž teplotu trysky• Prověř úkosy jader a uprav je, drsnost jader• Ověř pevnost formy, možnost ohybu

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-19Updates are available online at www.moldmasters.com
Díl není kompletně nastříklý
Hotový výrobek není kompletně nastříklý.
Pravděpodobná příčina:
Vstřikovací lis• Špatná vstřikovací dávka• Nízký vstřikovací tlak• Nízká vstřikovací rychlost• Krátký vstřikovací čas• Špatná fukce zpětné klapky• Zlepši odvětrání formy
Forma• Nedostatečné odvětrání• Chladná forma
Materiál• Nízká teplota taveniny• Viskozní materiál
Řešení (postupně):• Zvyšte dávku• Zvyšte vstřikovací tlak• Zvyšte teplotu taveniny zvýšením teploty taveniny ve válci• Zvyšte vstřikovací čas• Zvyšte teplotu formy• Zvětšte průměr trysky• Prověřte správnost procesu, možné omezení• Zvětšete průměr vtoku a horkého systému
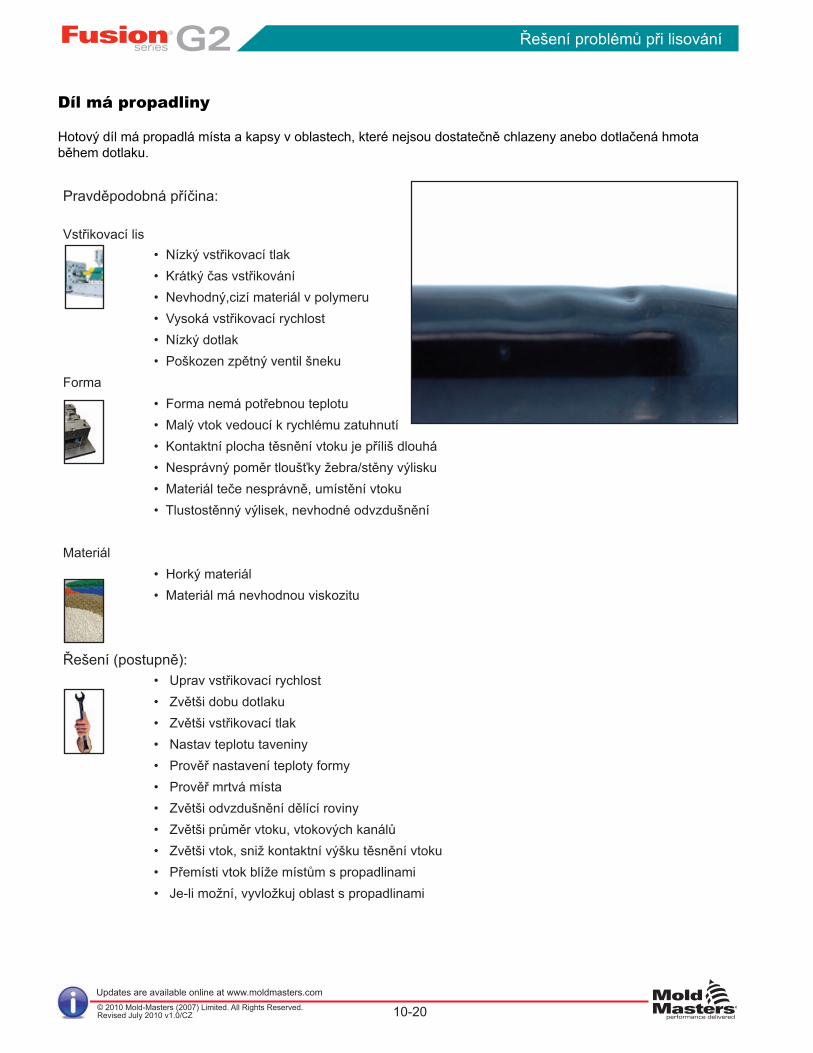
Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-20Updates are available online at www.moldmasters.com
Díl má propadliny
Hotový díl má propadlá místa a kapsy v oblastech, které nejsou dostatečně chlazeny anebo dotlačená hmota během dotlaku.
Pravděpodobná příčina:
Vstřikovací lis• Nízký vstřikovací tlak• Krátký čas vstřikování• Nevhodný,cizí materiál v polymeru• Vysoká vstřikovací rychlost• Nízký dotlak• Poškozen zpětný ventil šneku
Forma• Forma nemá potřebnou teplotu• Malý vtok vedoucí k rychlému zatuhnutí• Kontaktní plocha těsnění vtoku je příliš dlouhá• Nesprávný poměr tloušťky žebra/stěny výlisku• Materiál teče nesprávně, umístění vtoku• Tlustostěnný výlisek, nevhodné odvzdušnění
Materiál• Horký materiál • Materiál má nevhodnou viskozitu
Řešení (postupně):• Uprav vstřikovací rychlost• Zvětši dobu dotlaku• Zvětši vstřikovací tlak• Nastav teplotu taveniny• Prověř nastavení teploty formy• Prověř mrtvá místa• Zvětši odvzdušnění dělící roviny• Zvětši průměr vtoku, vtokových kanálů• Zvětši vtok, sniž kontaktní výšku těsnění vtoku• Přemísti vtok blíže místům s propadlinami• Je-li možní, vyvložkuj oblast s propadlinami

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-21Updates are available online at www.moldmasters.com
Díl obsahuje skvrny
Hotový díl má skvrny a šmouhy.
Pravděpodobná příčína:
Vstřikovací lis• Polymer je zdegradovaný z důvodu přehřátí• Válec obsahuje mrtvá místa• Material uniká u trysky lisu• Špatný vstřikovací tlak• Špatná vstřikovací rychlost• Nízký dotlak
Forma• Vzniká v místě vtoku, trysky nebo horkého rozvodu frikční tření.• Forma obsahuje nestabilní komponenty
Materiál• Horká tavenina• Kontaminovaný polymer (nečistoty, špína, organické části)• Degradovaný polymer
Řešení (postupně):• Vysuš plast dle pokynů dodavatele, prověř sušící zařízení na správnost funkce• Sniž teplotu trysek• Sniž teplotu plastu 1. sniž teplotu válce 2. sniž rychlost šneku 3. sniž dotlak• Sniž vstřikovací rychlost• Zvyš teplotu formy• Sniž nebo zruš dekompresi• Sniž čas cyklu• Zkontroluj na netěsnost• Zkontroluj na znečištění dutiny formy• Zvětši vtoky• Vyzkoušej vstřikovat menší dávky

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-22Updates are available online at www.moldmasters.com
Díl je pruhovaný
Hotový výrobek má dlouhé, tenké pruhy, které se objevují na povrchu.
Pravděpodobná příčina:
Vstřikovací lis• Kroužek zpětného vektilu šneku je poškozen
Forma• Mrtvé místa v rozvodu• Materiál zůstavá v některých místech
Materiál• Znečištění polymeru nebo lisu• Je-li vada opakující se ve stejném místě, příčinou je lis• Je-li vada náhodná, příčina je materiál nebo barvivo• Degradovaný nebo nestabilní materiál
Řešení (postupně):• Prověř polymer na znečištění • Vyčisti šnek a násypku• Prověř zpětný ventil šneku na opotřebení nebo praskliny• Prověř šnek na opotřebení a těsnost• Prověř šnek-násypku na těsnost• Prověř nastavované teploty• Ověř termočidla na správnost funkce

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-23Updates are available online at www.moldmasters.com
Tažení vláken u vtoku
Hotový výrobek obsahuje tažení vláken-vlasů poblíž vtoků.
Pravděpodobná příčina:
Vstřikovací lis• Vysoký dotlak• Vysoká teplota trysky
Forma• Nevhodná tryska
Materiál• Nestejnoměrná homogenita taveniny
Řešení (postupně):• Omezte dotlak• Upravte teplotu trysky• Změňte teplotní profil taveniny• Omezte přerušování vstřikování• Zvětšte dobu chlazení• Snižte teplotu formy u vtoku a I na vyhazovaci části formy

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-24Updates are available online at www.moldmasters.com
Díly jsou zvlněné
Hotový výrobek má tahové napětí/tlak na svém povrchu, zapřičiňující zvlnění dílu.
Pravděpodobná příčína:
Vstřikovací lis• Špatný chladící čas• Vysoký vstřikovací tlak
Forma• Vtok je umístěn v nevhodném místě• Úkosy jsou příliš velké• Dutina příliš horká• Díl je špatně navržen a příliš těžký
Materiál• Plnidla, vlákna mají špatnou orientaci• Nesprávný materiál
Řešení (postupně):• Přesvědč se, zdali v obou polovinách formy je stejná teplota• Prověř vyhazování dílu pro jeho rovnoměrnost• Prověř zacházení s dílem po jeho vyjmutí z formy• Prověř hmotnost dílu po vyjmutí z formy• Zvětši dotlak• Zvětši chladící čas• Nastav vstřikovací tlak• Nastav teplotu formy, nastav postupnou teplotu podle geometrie dílu• Prověř průměr vtoku, velikost a umístění• Změň díl, bude-li to nutné

Řešení problémů při lisování
© 2010 Mold-Masters (2007) Limited. All Rights Reserved. Revised July 2010 v1.0/CZ 10-25Updates are available online at www.moldmasters.com
Díl má studené spoje
Hotový výlisek má viditelné spoje po tečení hmoty, které se vytváří za otvory v dílu, u tenkých dílů, což zmenšuje jeho pevnost a možnost zlomení.
Pravděpodobná příčina:
Vstřikovací lis• Malá vstřikovací rychlost• Malý vstřikovací tlak • Je zde potřebný krátký vstřikovací čas
Mold• Nízká teplota formy• Špatné odvětrání• Špatná funkce zpětného ventilu/kroužku• Vtok je nevhodně umístěn daleko od postižené oblasti• Překreslit díl, formu
Materiál• Studená tavenina• Materiál má nevhodnou viskozitu
Řešení (postupně):• Zvýšit vstřikovací tlak• Zvýšit dotlak• Zvýšit vstřikovací rychlost• Zvýšit teplotu válce• Zvýšit teplotu formy• Prověř odvětrání• Uprav odvětrání v místě studeného spoje• Změňte umístění vtoku• Snižte délku kontaktu těsnění vtoku


Mold-Masters® and the Mold-Masters logo are registered trademarks of Mold-Masters (2007) Limited. © 2010. MMFSUM v1.0/CZ
Poznámky pro nástrojárnu:
Tato příručka uživatele byla připravena pro Vás, aby Vám usnadnila montáž, výrobu a vyřešení problému při lisování s Vaším Mold-Masters® Systemem.
Když byl Váš horký system zabudován do formy, prosím zajistěte, aby tato příručka byla předána spolu s formou lisovně nebo konečnému uživateli společně s formou.
www.moldmasters.com
![GC3800 series [03923] v3 Hi-res · ID Buku Petunjuk Pengguna TR Kullanım kılavuzu KK Пайдаланушы нұсқаулығы PL Instrukcja obsługi CS Příručka pro uživatele](https://static.fdocuments.in/doc/165x107/5e14de4950ec9444177a67be/gc3800-series-03923-v3-hi-res-id-buku-petunjuk-pengguna-tr-kullanm-klavuzu.jpg)