Fermented and Pickled Foods - University of Nebraska–Lincoln
FOOD MICROBIOLOGY III
TASK: FERMENTED FOODS 2010
DAIRY PRODUCTS: Butter (cultured) Buttermilk Cheese – hard
o Cheddar (HACCP Class Test 1)o Emmentalo Pecorino (Practical)
Cheese – softo Cottage cheese (Practical)o Ricotto Cheese (Practical)
Sour cream Yoghurt – set (Practical)
OTHER FERMENTED FOODS: Bread
o Rye o Sourdougho Yeast leavened (Practical)
Beer o Aleo Laager
Wineo Redo Whiteo Sparkling – Traditional
Vinegaro Traditionalo Modern
Fermented vegetableso Sauerkraut (Practical)o Vegetable pickles (cucumber)o Olives
Fermented meat products – salami (Practical)
1
PRODUCT: CULTURED BUTTER
Table 1: Product Description
Product Description
1. Product Name(s) Cultured butter
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
aw=0.904,pH 4.1-4.6,Lightly salted (0.3%) or not salted
3. How it is to be used Spread on bread and baking
4. Packaging Butter is packaged either as a bulk block (wrapped in waxed paper) of a net weight of 25 kg or as blocks (wrapped in waxed paper or aluminium foil) of a net weight of 250 g. The waxed paper and aluminium foil act as opaque and airtight packaging materials in order to protect the butter from reduction in quality
5. Shelf Life -15°C last up to 4 - 6 months, -10°C-3 months
6. Consumer Adults and children above 3 years
7. Where it will be sold All retail stores
8. Labelling Instructions According to the content of milk fat, a distinction is made between butter (at least 80 and at most 90 % milk fat), "three-quarter-fat butter" (60 to 62 %) and "half-fat butter" (39 to 41 %).Feed which contains raw materials or additives derived from genetically modified organisms (GMO) must be labelled. Conversely, food such as milk
9. Special Distribution
2

2
Add organic cream into bowl
Addition of culture (naturally soured milk, cream or yoghurt)
Stir and whip the cream mixture
Fermentation
Cool the butter in the fridge at -15°C
After about a minute it whipped up to, essentially, sour whipped cream.
Whip it up until it begins form
Separate into butter and butter milk, filter the milk from butter
Filter the milk from butter
Processing and packaging
Figure 1: Flow diagram for the production of cultured butter
3

3
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Addition of cream/milk Pour cream in bowl
Addition of culture The addition of sour milk from the fridge into the cream
Sour milk has lactobacillus and milk has 30% milk fat which we need for the butter
Stir and whip the cream mixture
Use a mixer to stir the mixture To mix the contents and to distribute culture
fermentation Cover with plastic let it site over night
To produce lactic acid for taste
Cool(refrigerate)@ -15°C
Place the mixture in the fridge for few minutes
makes the finished butter firmer
Whip the mixture Stir up the mixture until it foams To thicken the mixture However when you stir it up the matrix breaks (as with yogurt) and it becomes soupier.
4
Separate mixture ull minute and it showed signs of breaking
To get butter milk and butter
filter the milk from butter
Use a serf to get clean butter To get butter milk and butter
Packaging Butter is packaged either as a bulk block in wax or foil
In order to protect the butter from reduction in quality
STARTER CULTURE INFORMATION:
Cultured butter has beneficial bacteria that increase metabolism. The bacteria are mesophilic lactobacillus and lactic acid bacteria to add flavour to the butter. butyricum, These bacteria begin with butanoate fermentation as described above, but, when the pH drops below 5, they switch into butanol and acetone production in order to prevent further lowering of the pH. Two molecules of butanol are formed for each molecule of acetone.
The change in the pathway occurs after acetoacetyl CoA formation. This intermediate then takes two possible pathways:
acetoacetyl CoA → acetoacetate → acetone, or acetoacetyl CoA → butyryl CoA → butanal → butanol
TYPICAL SPOILAGE: spoiled butter literally smells like vomit, it becomes yellow to brown and the flavour becomes harsh .Butyric acid produces butter's distinctive flavor but also causes the rancid smell in spoiled butter Due to its high water content, the size of the water droplets in the water-in-oil emulsion being less than 6 µm, butter is subject to rapid microbiological spoilage at normal temperatures or to Streptococcus lactis in poorly cooled milk.
SAFETY CONCERNS: butter has beneficial bacteria that increase metabolism and it is safe to consume
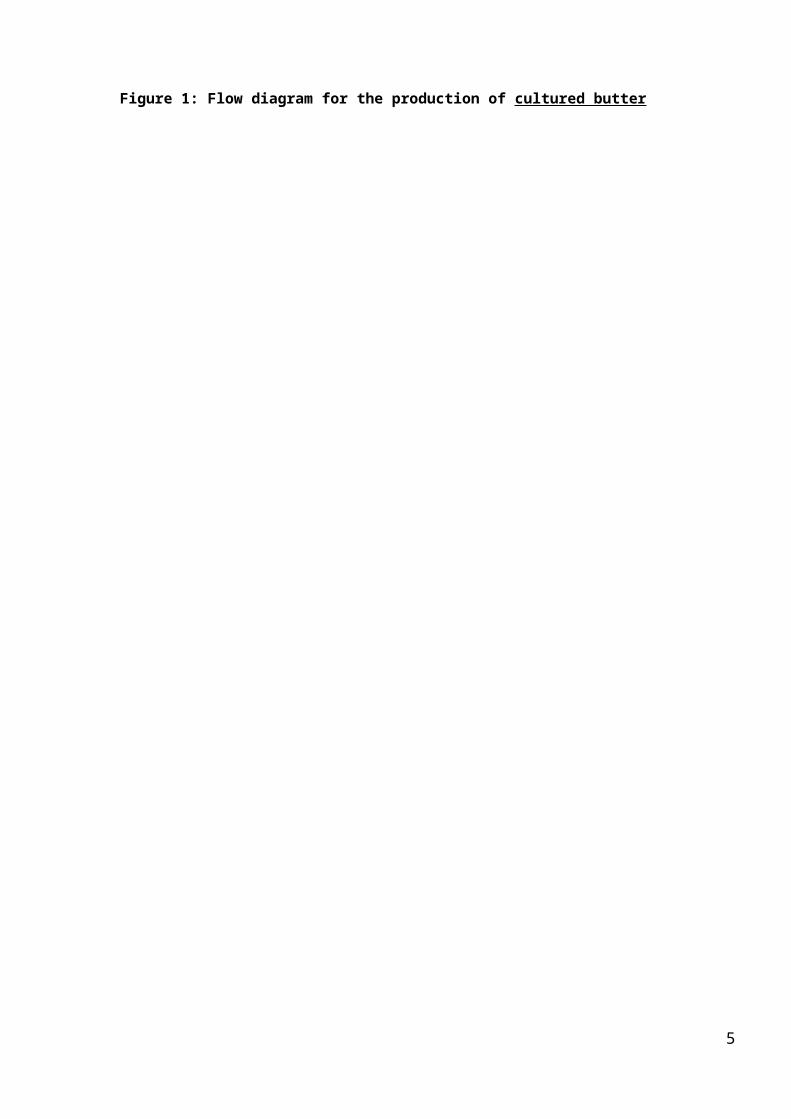
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Cultured Butter
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
Escherichia coli 3 5 10 101 103
Streptococcus lactis XLactococuss lactis
3 5 10 0 102
Lactobacillus 3 5 125 101 103
Staphylococcus aureus 3 5 101 101 103
Clostridium butyricum 3 5 25 101 103
5

PRODUCT: BUTTERMILK
Table 1: Product Description
Product Description
1. Product Name(s) - BUTTERMILK
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
- Texture: Smooth thick body & pour easily- Colour: White- Produced from partially skim milk- Taste: Acid- High degree of aroma-free preservatives just 0.18%salt added-product shelf life stable:
On refrigeration at 4.40C for 3 months’
3. How it is to be used - For cooking and backing to add flavour- can be used as thirst quenching refreshing drink
4. Packaging - Packaged in plastic bags or boxes
5. Shelf Life - Depends on packaging and storage- 2 weeks if not refrigerated- 3-4 months if stored at 4.40C
6. Consumer - General population inclusive of children and elderly, excluding infants
7. Where it will be sold - Dairy section of supermarkets and also at restaurants
8. Labelling Instructions - Keep refrigerated- Production date- Sell by date and use by date
9. Special Distribution - Refrigerated distribution at 4.40C
6

Standardise(Mix 10% MSNF, 0.5% Milk fat)
Pasteurise 85 ۫C for 30min
1% bulk starter frozen concentrateHomogenise 2000Psi
Ripening tank -22 ۫C to Ph 4.5 for 14-16 hours
0.18% salt
Butter flakesCultured butter milk
Blend, cool to 4.4 ۫C
Packaging
Store at 4.4 ۫C for 3-4 weeks
7
Figure 1: Flow diagram for the production of _BUTTERMILK
8

3
Table 2: INFORMATION:
STEP DESCRIPTION
Ingredients
Butterflakes Full cream milk Cultures Colorant Salt
Pasteurisation850C /30 min
Mild heat treatment below 1000C Destroy all pathogenic micro-organisms Reduce the overall number of contaminating micro-
organisms to acceptable level
Homogenisation -2000psi Ensure the fat globules are evenly dispersed
Cooling (720C)
Temperature of inoculation for Starter culture
Too high temperature will destroy starter culture Too low temperature will slow down activity of
starter culture
Addition of starter culture
Lactococcus lactis sub-sp. lactis /Lactococcus lactis sub-sp. cremoris / Lactococcus lactis sub-sp. lactis
biovar diacetylactis/Leuconostoc mesenteroides sub-sp. Cremoris/Leuconostoc lactis
Acid Production and Flavour 1% bulk stater frozen concentrate lactococcus lactis
subsp.lactis/cremoris With or without streptococcus thermophilus Mesophilic (optimum 25 -340C/ Able to survive high temperature of cooking while
other bacteria are destroyed. Action as below
Lactate hydrolysis by galactoisidase of leuconostoclactose glucose D lactate +co2 + acetate (or ethanol)citrate metabolism by leuconostoc spcitrate co2 + Diacetyl + acetaldehydelactose hydrolysis by galactosidase in lactoccocus sp lactose glucose pyruvate
L lactate
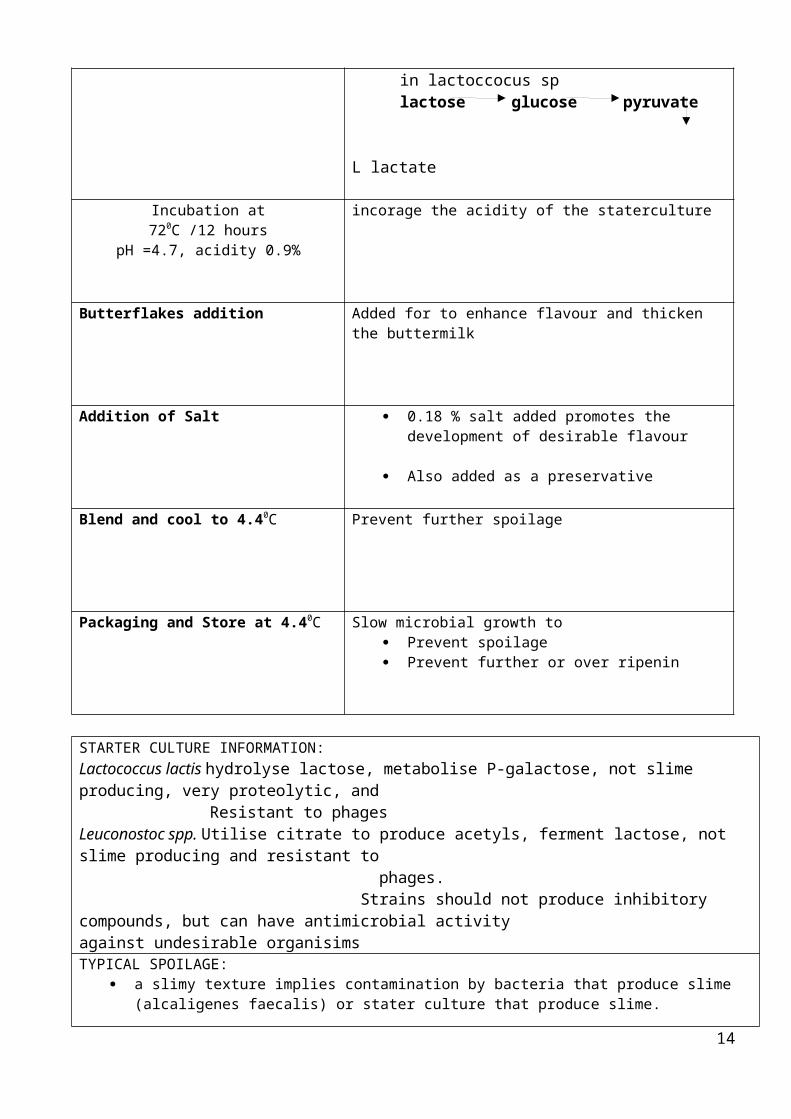
Incubation at720C /12 hours
pH =4.7, acidity 0.9%
incorage the acidity of the staterculture
9

Butterflakes addition Added for to enhance flavour and thicken the buttermilk
Addition of Salt 0.18 % salt added promotes the development of desirable flavour
Also added as a preservative
Blend and cool to 4.40C Prevent further spoilage
Packaging and Store at 4.40C Slow microbial growth to Prevent spoilage Prevent further or over ripenin
STARTER CULTURE INFORMATION:Lactococcus lactis hydrolyse lactose, metabolise P-galactose, not slime producing, very proteolytic, and Resistant to phagesLeuconostoc spp. Utilise citrate to produce acetyls, ferment lactose, not slime producing and resistant to phages. Strains should not produce inhibitory compounds, but can have antimicrobial activity against undesirable organisims
TYPICAL SPOILAGE: a slimy texture implies contamination by bacteria that produce slime (alcaligenes faecalis) or
stater culture that produce slime. A yeast flavour implies contamination with lactose fermenting yeasts. And a cheesy flavour implies contamination with proteolytic psychrotrophs (during storage) Proteolysis can also cause bitter flavour development.and moulds
SAFETY CONCERNS: ingesting bad buttermilk can lead to nausea,vomotting ,diarrhea,and upset stomach
Green (yogurt falvour): due to too much acetaldehyde production (especially if biovar diacetylactis is used)
10

PRODUCT: EMMENTAL CHEESE
Table 1: Product Description
Product Description
1. Product Name(s)
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
pH=6.8
Preservative is sodium propionate which occurs naturally.
Water content=55% and salt=1.5%
Formation of holes due to propiniobacterium
3. How it is to be used It is used for baking, adds savoriness without overshadowing the other ingredients. It is also traditionally used in French onion soup. It is also used in chicken. It is a fine table cheese, and when grated, it is often used with salads and pastas.
4. Packaging Cheese may be cut and packaged into blocks or it may be waxed.
5. Shelf Life Swiss last about 24-28 days in the fridge.
6. Consumer Consumer require swiss cheese of best quality or else t demand a refund
7. Where it will be sold 90% of swiss cheese is sold in Japan
8. Labelling Instructions Most cheese products should list the ingredients on the label.
9. Special Distribution Due to mass production for quick distribution, it is aged only about 4 months and generally has a much milder flavor than the real thing.
11
2
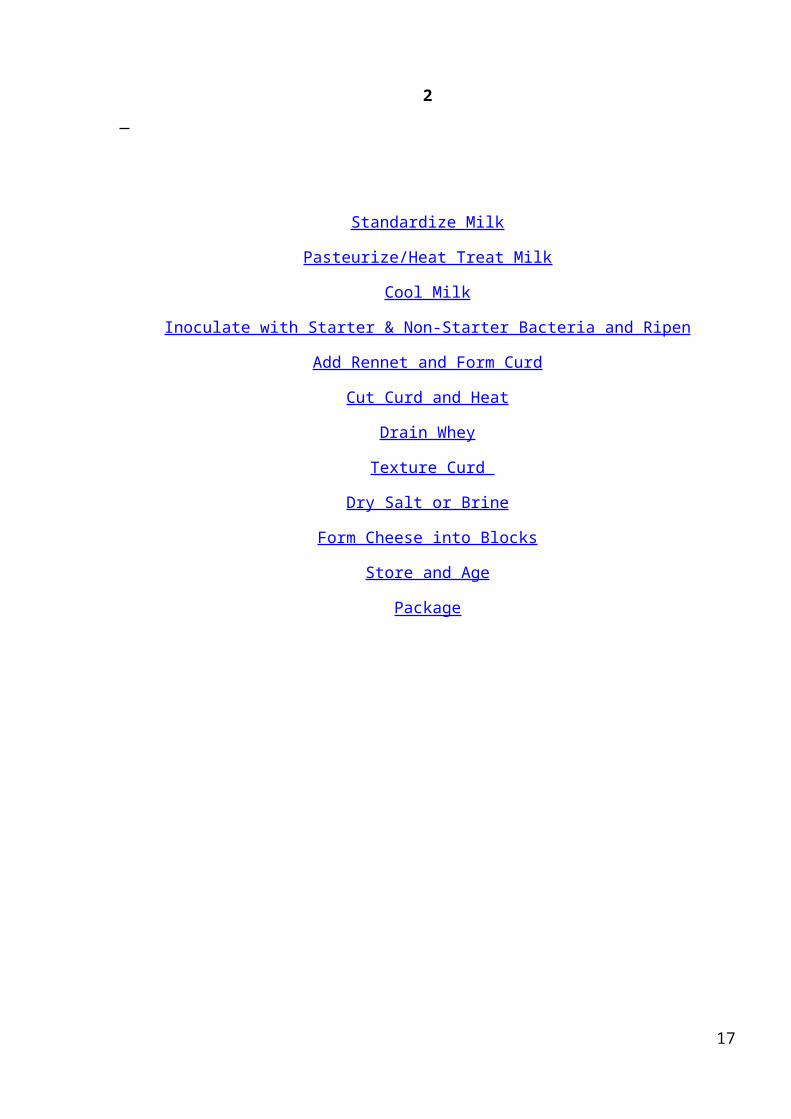
Standardize Milk
Pasteurize/Heat Treat Milk
Cool Milk
Inoculate with Starter & Non-Starter Bacteria and Ripen
Add Rennet and Form Curd
Cut Curd and Heat
Drain Whey
Texture Curd
Dry Salt or Brine
Form Cheese into Blocks
Store and Age
Package
Figure 1: Flow diagram for the production of SWISS CHEESE
12
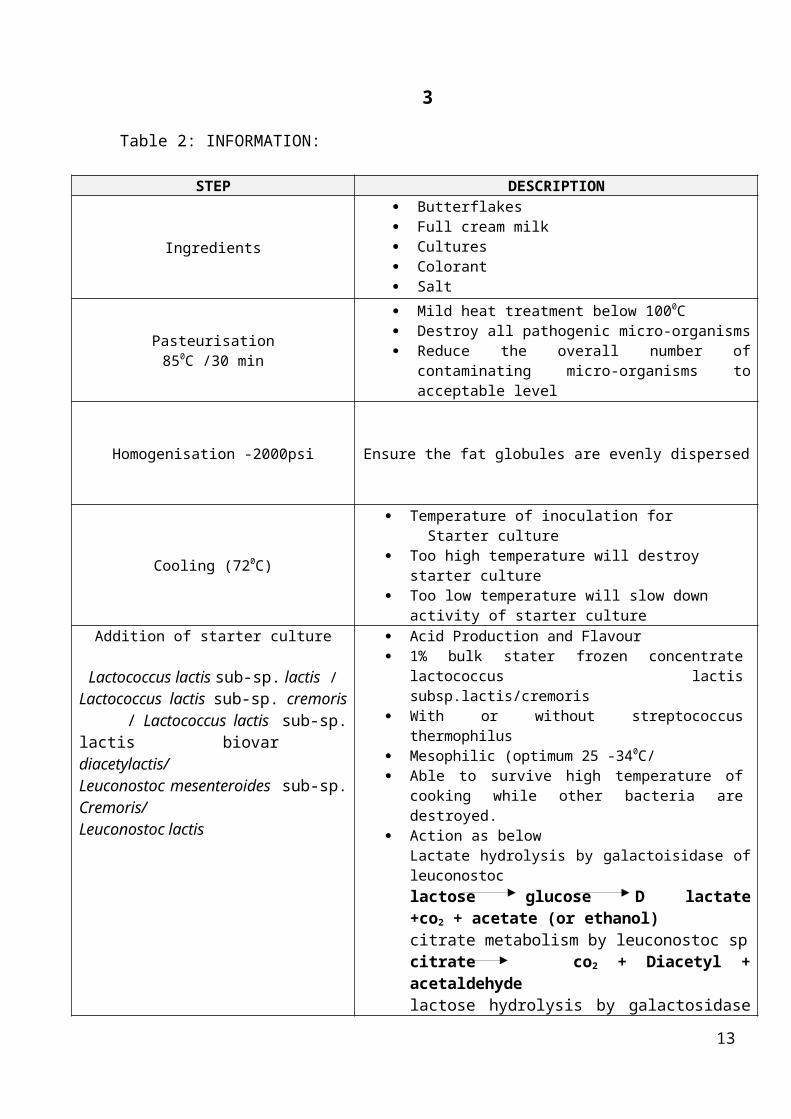
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
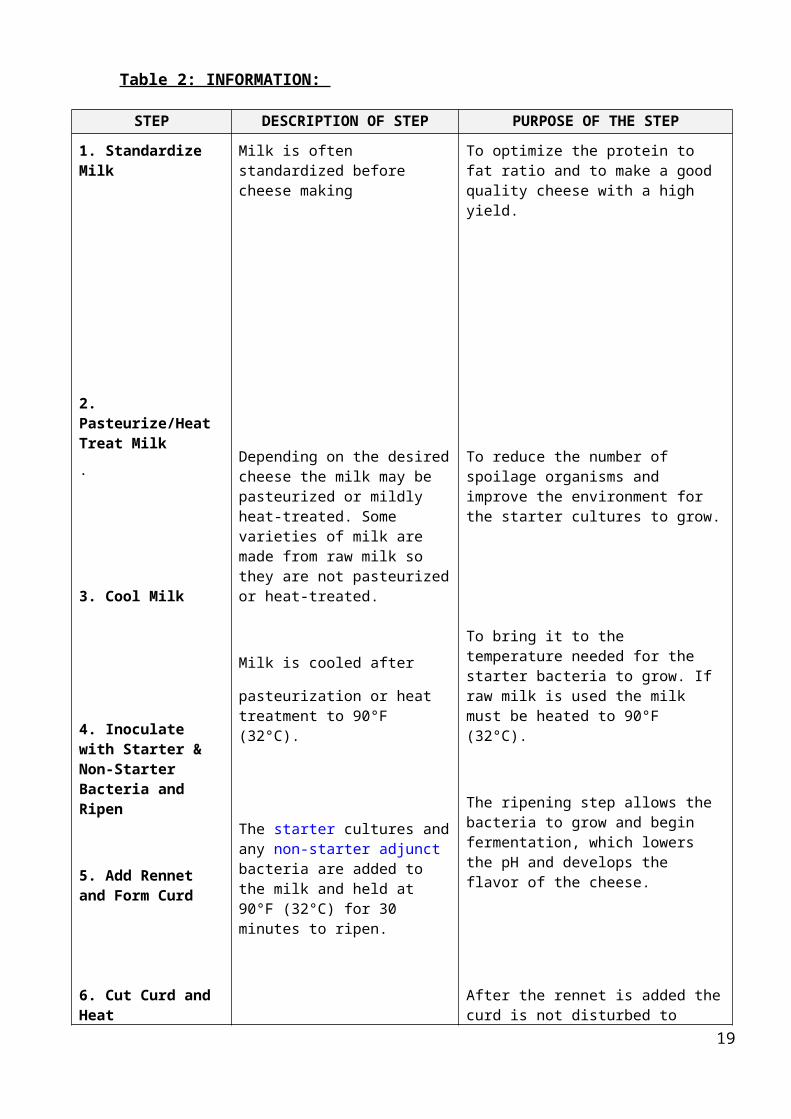
1. Standardize Milk
2. Pasteurize/Heat Treat Milk
.
3. Cool Milk
4. Inoculate with Starter & Non-Starter Bacteria and Ripen
5. Add Rennet and Form Curd
6. Cut Curd and Heat
7. Drain whey
Milk is often standardized before cheese making
Depending on the desired cheese the milk may be pasteurized or mildly heat-treated. Some varieties of milk are made from raw milk so they are not pasteurized or heat-treated.
Milk is cooled after
pasteurization or heat treatment to 90°F (32°C).
The starter cultures and any non-starter adjunct bacteria are added to the milk and held at 90°F (32°C) for 30 minutes to ripen.
The rennet is the enzyme that acts on the milk proteins to form the curd.
The curd is allowed to ferment
To optimize the protein to fat ratio and to make a good quality cheese with a high yield.
To reduce the number of spoilage organisms and improve the environment for the starter cultures to grow.
To bring it to the temperature needed for the starter bacteria to grow. If raw milk is used the milk must be heated to 90°F (32°C).
The ripening step allows the bacteria to grow and begin fermentation, which lowers the pH and develops the flavor of the cheese.
After the rennet is added the curd is not disturbed to obtain a firm coagulum.
The heating step helps to separate the whey from the curd..
13
8. Texture curd
9. Dry Salt or Brine
10. Form Cheese into Blocks
11. Store and Age
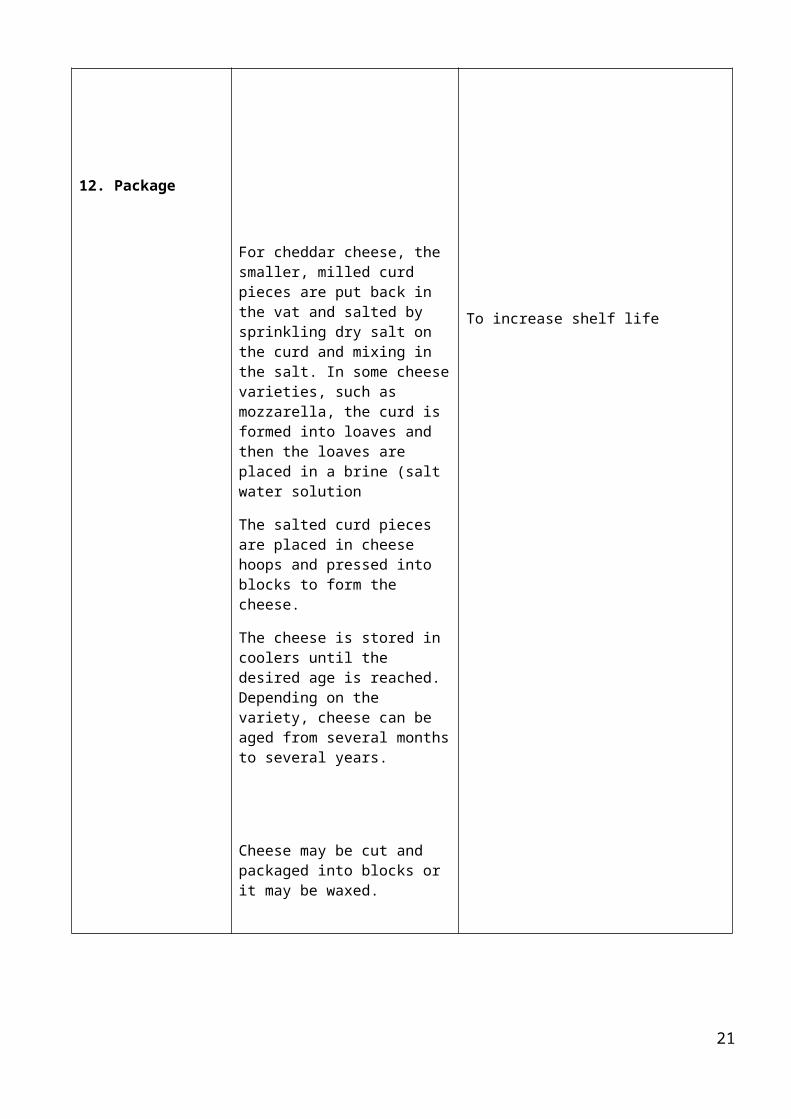
12. Package
until it reaches pH 6.4. The curd is then cut with cheese knives into small pieces and heated to 100°F (38°C).
The whey is drained from the vat and the curd forms a mat.
The curd mats are cut into sections and piled on top of each other and flipped periodically. This step is called cheddaring.
NOT IN SWISS CHEESE
For cheddar cheese, the smaller, milled curd pieces are put back in the vat and salted by sprinkling dry salt on the curd and mixing in the salt. In some cheese varieties, such as mozzarella, the curd is formed into loaves and then the loaves are placed in a brine (salt water solution
The salted curd pieces are placed in cheese hoops and pressed into blocks to form the
Cheddaring helps to expel more whey, allows the fermentation to continue until a pH of 5.1 to 5.5 is reached, and allows the mats to "knit" together and form a tighter matted structure. The curd mats are then milled (cut) into smaller pieces
To increase shelf life
14

cheese.
The cheese is stored in coolers until the desired age is reached. Depending on the variety, cheese can be aged from several months to several years.
Cheese may be cut and packaged into blocks or it may be waxed.
STARTER CULTURE INFORMATION: Lb. delbrueckii subsp. Bulgaricus and Streptococcus thermophilus are used but Lb.helveticus can also be used in combination with L.Bulgaricus.Chemical pathway Glucose Pyruvate
Methylmalonyl-coA Oxalacetate Propionyl-coA LactateSuccinate Anaerobicaly Propionate Propionate,Acetate,C02
TYPICAL SPOILAGE:Lactic acid production /souring
Abnormal fermentation which causes gassiness, ropiness, Proteolysis, Lipolysis and Sweet curdling
SAFETY CONCERNS: Since milk is from animal origin,salmonella is a major cause of concern.Staphylococus by cross contamination from dirty equipment and or utensils.
15

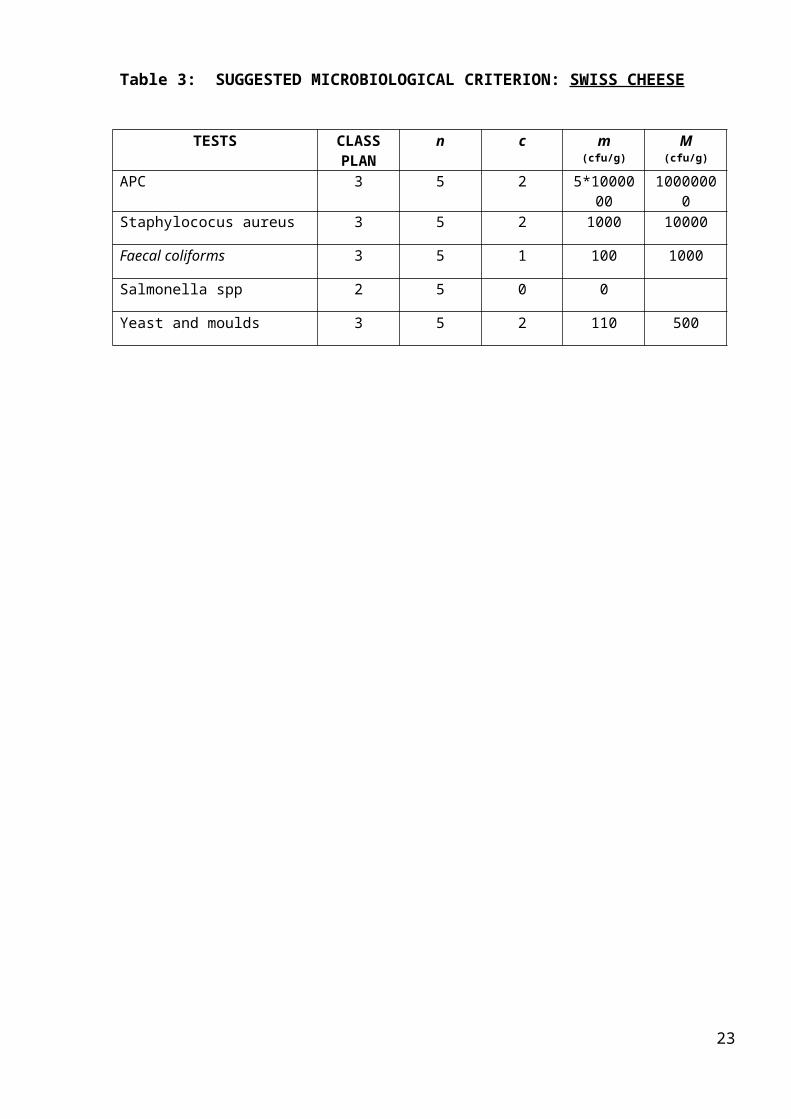
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: SWISS CHEESE
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 5*1000000
10000000
Staphylococus aureus 3 5 2 1000 10000
Faecal coliforms 3 5 1 100 1000
Salmonella spp 2 5 0 0
Yeast and moulds 3 5 2 110 500
16
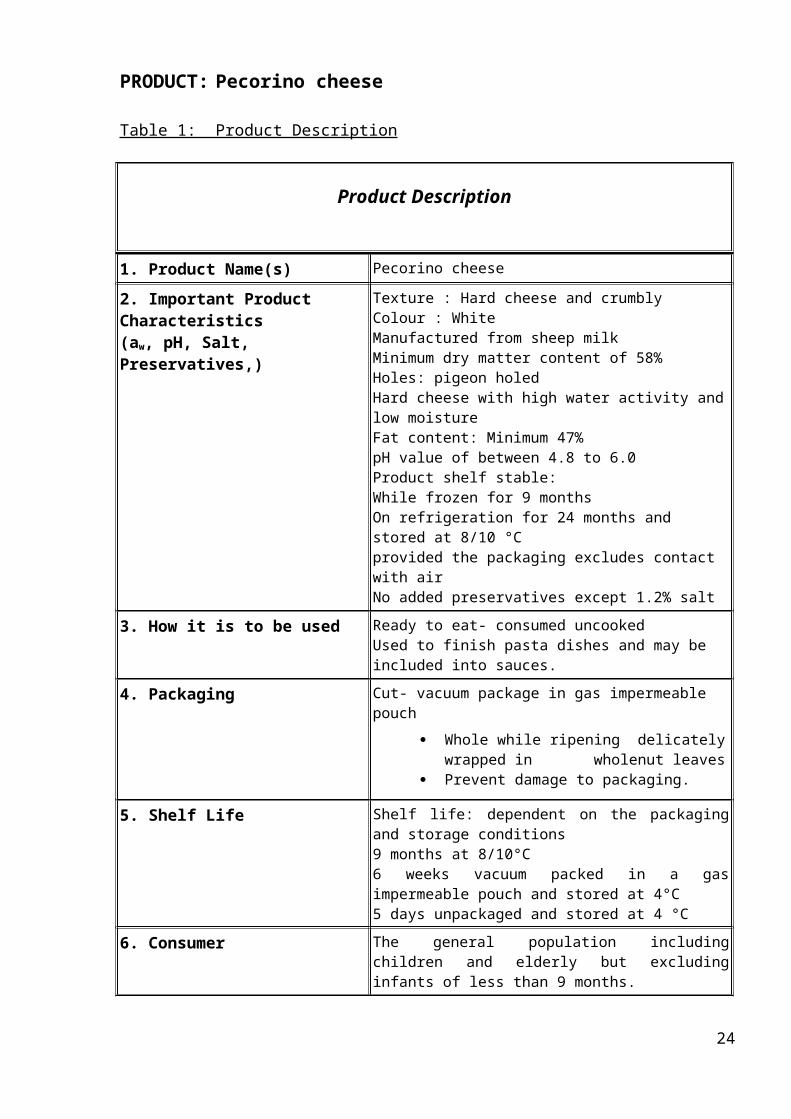
PRODUCT: Pecorino cheese
Table 1: Product Description
Product Description
1. Product Name(s) Pecorino cheese
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Texture : Hard cheese and crumblyColour : White Manufactured from sheep milkMinimum dry matter content of 58%Holes: pigeon holedHard cheese with high water activity and low moistureFat content: Minimum 47%pH value of between 4.8 to 6.0Product shelf stable:While frozen for 9 monthsOn refrigeration for 24 months and stored at 8/10 °Cprovided the packaging excludes contact with airNo added preservatives except 1.2% salt
3. How it is to be used Ready to eat- consumed uncookedUsed to finish pasta dishes and may be included into sauces.
4. Packaging Cut- vacuum package in gas impermeable pouch
Whole while ripening delicately wrapped in wholenut leaves
Prevent damage to packaging.
5. Shelf Life Shelf life: dependent on the packaging and storage conditions9 months at 8/10°C6 weeks vacuum packed in a gas impermeable pouch and stored at 4°C5 days unpackaged and stored at 4 °C
6. Consumer The general population including children and elderly but excluding infants of less than 9 months.
7. Where it will be sold Market, hotels, restaurants and retails.
8. Labelling Instructions “Keep refrigerated”Production date, sell by and use by date
9. Special Distribution Refrigerated distribution at 4°C to 7 °C
17

Ingredients Milk (sheep)
↓
Pasteurisation
72°C /15 seconds
↓
homogenisation
↓
Cooling (36°C)
↓
Incubation 37°C and 30 minutes
↓
Addition of enzyme(rennet and Calcium chloride and stir for 3 – 5 minutes)
↓
Coagulation for 90 minutes
↓
Cut the curd and allow to stand for 10 minutesAnd separate whey
↓
Cook the curd at 42°C for 15 to 20 minutes until the pH is 4.8
↓18
Washing the curd
↓
Drain the whey
↓
Moulding and pressing for (1-3 days)
↓
Cheddaring
↓Brine salting
↓
Vacuum packaging
↓Storage (10-15°C for 9 months)
Figure 1: Flow diagram for the production of Pecorino cheese
19
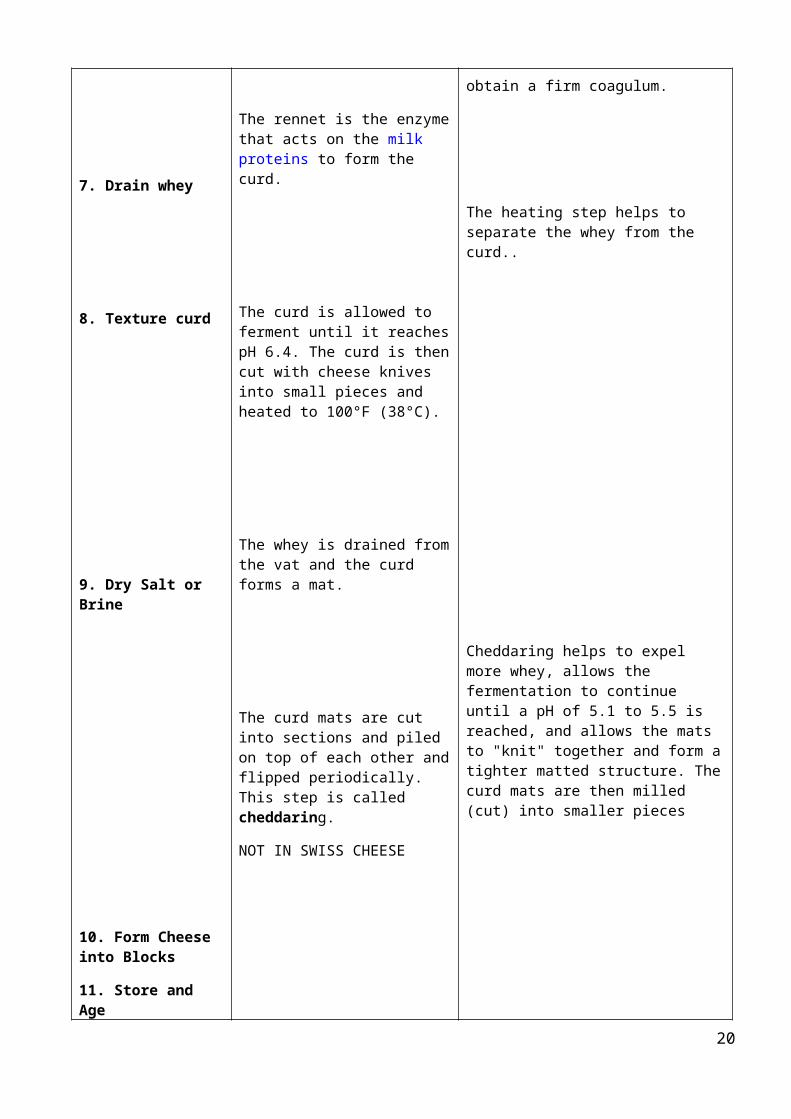
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Ingredients Milk (sheep) Pour milk into the tank. For the production of cheese solids.
Pasteurisation
72°C /15 seconds
Heat the milk at the required temperature and checking the temperature using a thermometer.
To reduce the number of pathogenic microorganisms present initially in milk and for a uniform product.
Homogenisation Blending the mixture To break fat globules and clumps to a small size.
Cooling (36°C) Reduce the heat until it reaches 36°C and check the temperature using a thermometer
To create an optimum environment for starter culture
Incubation 37°C and 30 minutes
By increasing the temperature to 37°C
So that fermentation can take place and to allow the starter culture to move from lag phase to exponential phase for maximum function
Addition of enzyme(rennet and Calcium chloride and stir for 3 – 5 minutes
Adding 1-2% of the enzyme and addition of 50 ml (40 g of calcium in water up to 100 ml)
For milk coagulation, chlorine is destruction of rennet in water used dilution purposes
20
Coagulation for 90 minutes
By increasing the heating temperature for 90 minutes
To form a gel that entraps fat and allows separation
Cut the curd and allow to stand for 10 minutesAnd separate whey
Cut the curd using the horizontalwired knife driven through the curd followed by linear movements of a vertical wired knife
To expel moisture
Cook the curd at 42°C for 15 to 20 minutes until the pH is 4.8
By increasing the heating temperature
Curd shrink and expel more whey, while the warm speed up metabolism of the starter culture trapped in the curd
Washing the curd Use clean water to wash the curd , pour the water into the vat and release the used water
To remove excess lactic acid
Drain the whey Drain the whey by passing through a metal strainer in the vat exit gate
Separation of whey from the curd
Moulding and pressing for (1-3 days)
We mould by putting the curd into the mould net container and put the lid on top
Form the loose curd particles into a compact mass and expel whey and also molted for shape.
Cheddaring (1 hour)ONLY USED FOR CHEDDAR!
Cutting matted curd into blocks Allow acid formation and squeeze whey from curd
21

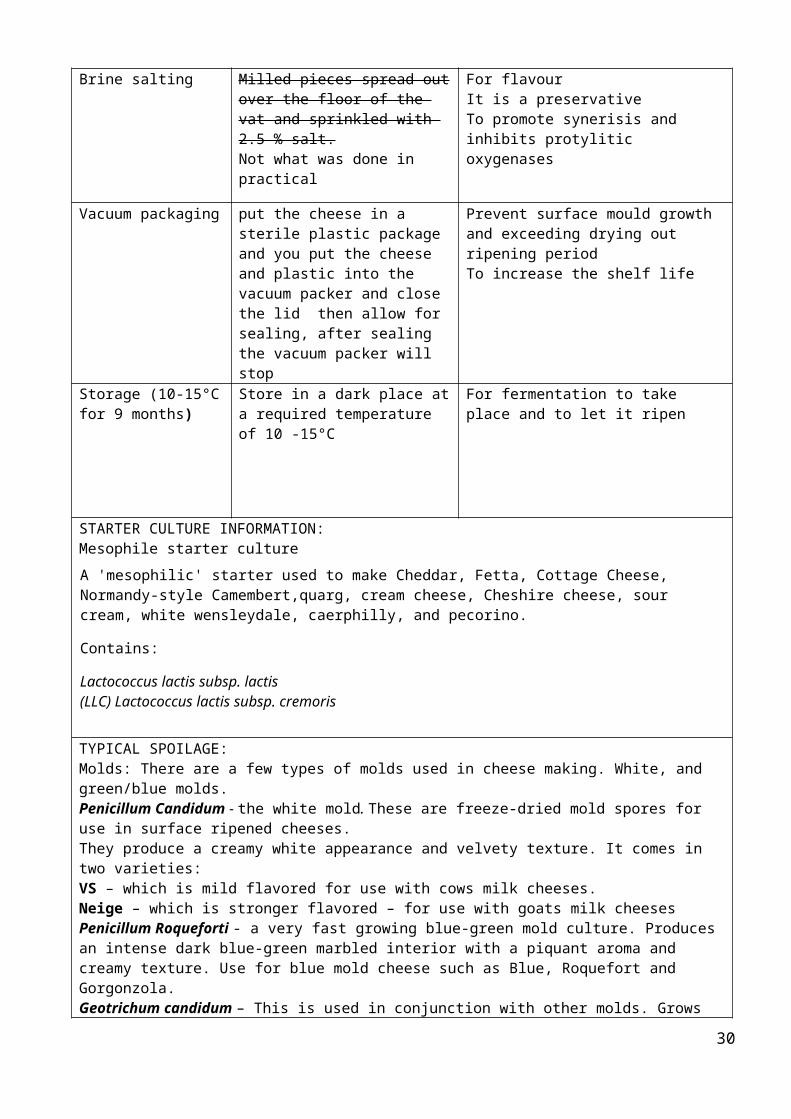
Brine salting Milled pieces spread out over the floor of the vat and sprinkled with 2.5 % salt.Not what was done in practical
For flavour It is a preservativeTo promote synerisis and inhibits protylitic oxygenases
Vacuum packaging put the cheese in a sterile plastic package and you put the cheese and plastic into the vacuum packer and close the lid then allow for sealing, after sealing the vacuum packer will stop
Prevent surface mould growth and exceeding drying out ripening periodTo increase the shelf life
Storage (10-15°C for 9 months)
Store in a dark place at a required temperature of 10 -15°C
For fermentation to take place and to let it ripen
STARTER CULTURE INFORMATION: Mesophile starter culture
A 'mesophilic' starter used to make Cheddar, Fetta, Cottage Cheese, Normandy-style Camembert,quarg, cream cheese, Cheshire cheese, sour cream, white wensleydale, caerphilly, and pecorino.
Contains:
Lactococcus lactis subsp. lactis (LLC) Lactococcus lactis subsp. cremoris
TYPICAL SPOILAGE:Molds: There are a few types of molds used in cheese making. White, and green/blue molds.Penicillum Candidum - the white mold. These are freeze-dried mold spores for use in surface ripened cheeses.They produce a creamy white appearance and velvety texture. It comes in two varieties: VS – which is mild flavored for use with cows milk cheeses. Neige – which is stronger flavored – for use with goats milk cheesesPenicillum Roqueforti - a very fast growing blue-green mold culture. Produces an intense dark blue-green marbled interior with a piquant aroma and creamy texture. Use for blue mold cheese such as Blue, Roquefort and Gorgonzola.Geotrichum candidum – This is used in conjunction with other molds. Grows rapidly on cheese surface first and aids in the formation of Penicillium candidum and Brevibacterium linens. It will produce a thick, velvety surface to really give your other molds a foothold.SAFETY CONCERNS:Starter culture amounts are a key parameter in cheese making so use the appropriate amounts.If any spoilage occurs discard the whole product.
22
4
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Pecorino cheese
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 5 x 105
1 x 103
Total coliforms 3 5 2 50 1 x 106
Escherichia coli 3 5 2 10 50
Salmonella spp. 2 5 0 0
Yeast and moulds 3 5 2 1 x10² 1 x 10³
By Makhananesa M.B 200816716And Makhura N.M 200582479
23
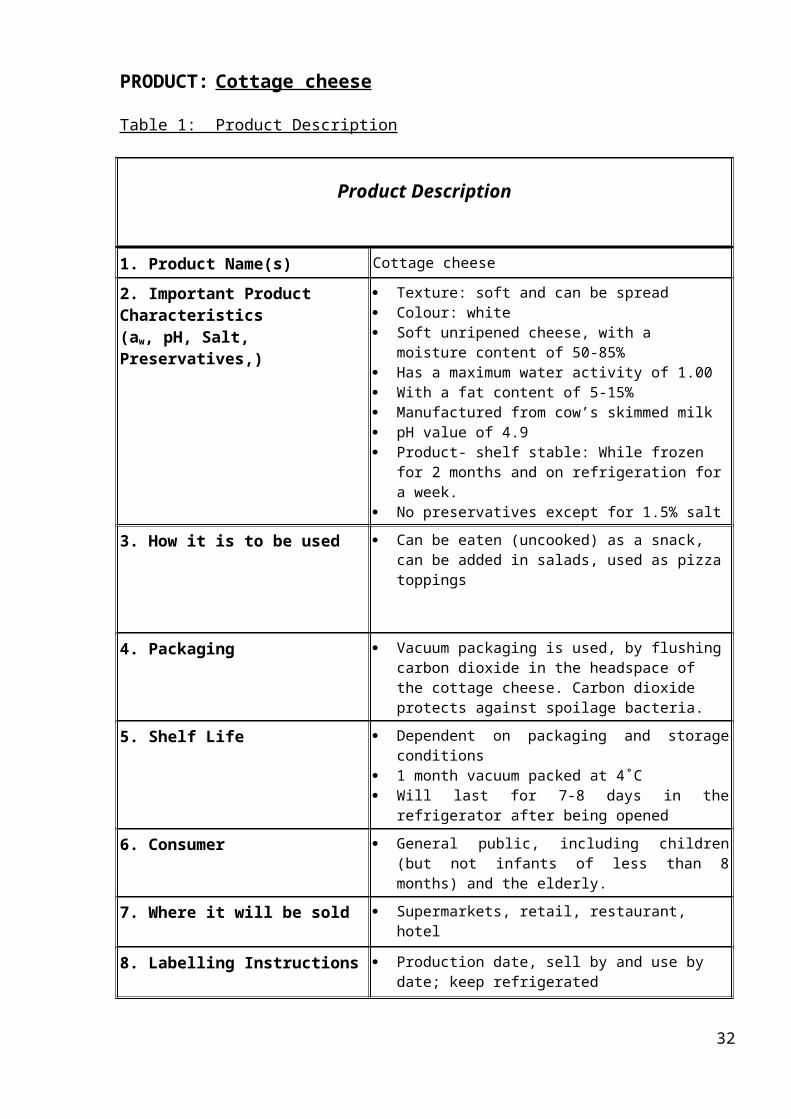
PRODUCT: Cottage cheese
Table 1: Product Description
Product Description
1. Product Name(s) Cottage cheese
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Texture: soft and can be spread Colour: white Soft unripened cheese, with a moisture content of
50-85% Has a maximum water activity of 1.00 With a fat content of 5-15% Manufactured from cow’s skimmed milk pH value of 4.9 Product- shelf stable: While frozen for 2 months
and on refrigeration for a week. No preservatives except for 1.5% salt
3. How it is to be used Can be eaten (uncooked) as a snack, can be added in salads, used as pizza toppings
4. Packaging Vacuum packaging is used, by flushing carbon dioxide in the headspace of the cottage cheese. Carbon dioxide protects against spoilage bacteria.
5. Shelf Life Dependent on packaging and storage conditions 1 month vacuum packed at 4˚C Will last for 7-8 days in the refrigerator after being
opened
6. Consumer General public, including children (but not infants of less than 8 months) and the elderly.
7. Where it will be sold Supermarkets, retail, restaurant, hotel
8. Labelling Instructions Production date, sell by and use by date; keep refrigerated
9. Special Distribution Refrigerated distribution at 4˚C
24

Standardize Milk
↓
Pasteurize/Heat Treat Milk to 62.8°C
↓
Cool Milk to 32°C
↓
Inoculate with Starter & Non-Starter Bacteria and Ripen at (32°C) for 30 minutes
↓
Add Rennet and Form Curd
↓
Cut Curd and Heat
↓
Drain Whey
↓
Add water and drain three times
↓
Dry Salt or Brine
↓
Package
Figure 1: Flow diagram for the production of cottage cheese
25
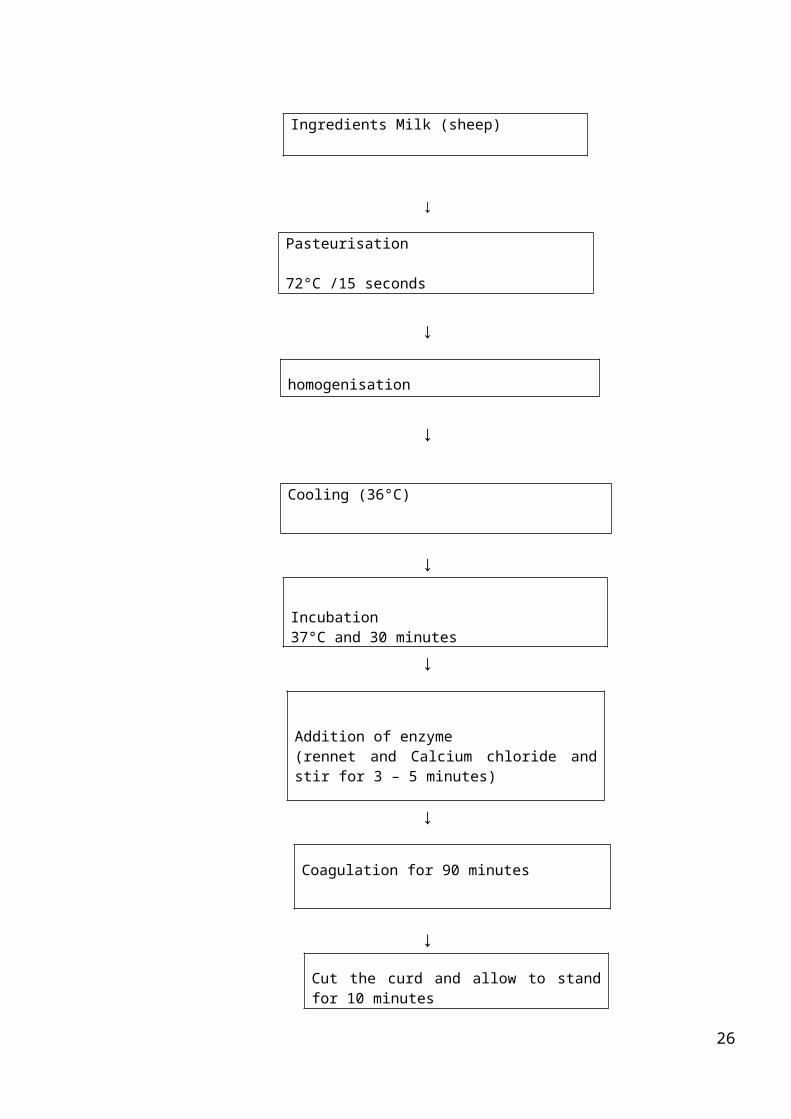
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
1. Standardize Milk Standardized milk Milk is often standardized before cheese making to optimize the protein to fat ratio to make a good quality cheese with a high yield
2. Pasteurize/Heat Treat Milk
the milk may be pasteurized or mildly heat-treated at 62.8°C
Pasteurized or mildly heat-treated to reduce the number of spoilage organisms and improve the environment for the starter cultures to grow.
3. Cool Milk Milk is cooled after pasteurization or heat treatment to 32°C
pasteurization or heat treatment of milk to 90°F (32°C) to bring it to the temperature needed for the starter bacteria to grow
4. Inoculate with Starter & Non-Starter Bacteria and Ripen
The starter cultures and any non-starter adjunct bacteria are added to the milk and held at 90°F (32°C) for 30 minutes
Held at (32°C) for 30 minutes to ripen. The ripening step allows the bacteria to grow and begin fermentation, which lowers the pH and develops the flavour of the cheese.
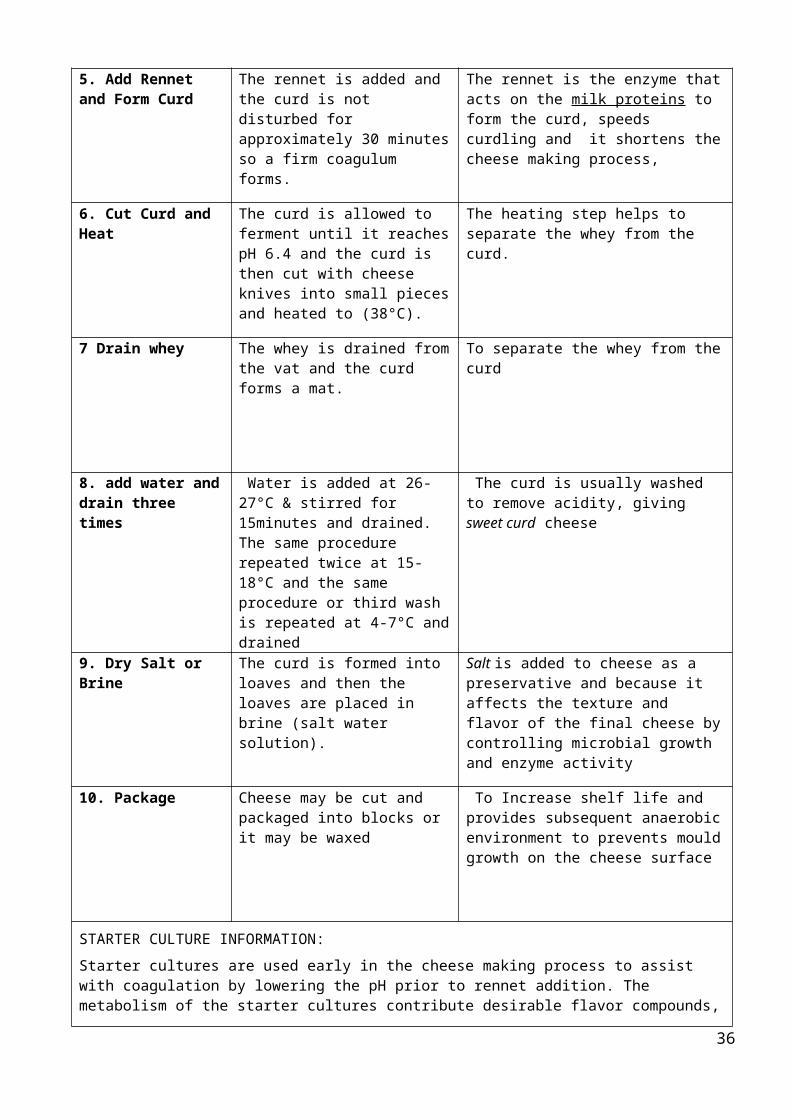
5. Add Rennet and Form Curd
The rennet is added and the curd is not disturbed for approximately 30 minutes so a firm coagulum forms.
The rennet is the enzyme that acts on the milk proteins to form the curd, speeds curdling and it shortens the cheese making process,
6. Cut Curd and Heat The curd is allowed to ferment until it reaches pH 6.4 and the curd is then cut with cheese knives into small pieces and heated to (38°C).
The heating step helps to separate the whey from the curd.
26

7 Drain whey The whey is drained from the vat and the curd forms a mat.
To separate the whey from the curd
8. add water and drain three times
Water is added at 26-27°C & stirred for 15minutes and drained. The same procedure repeated twice at 15-18°C and the same procedure or third wash is repeated at 4-7°C and drained
The curd is usually washed to remove acidity, giving sweet curd cheese
9. Dry Salt or Brine The curd is formed into loaves and then the loaves are placed in brine (salt water solution).
Salt is added to cheese as a preservative and because it affects the texture and flavor of the final cheese by controlling microbial growth and enzyme activity
10. Package Cheese may be cut and packaged into blocks or it may be waxed
To Increase shelf life and provides subsequent anaerobic environment to prevents mould growth on the cheese surface
STARTER CULTURE INFORMATION:
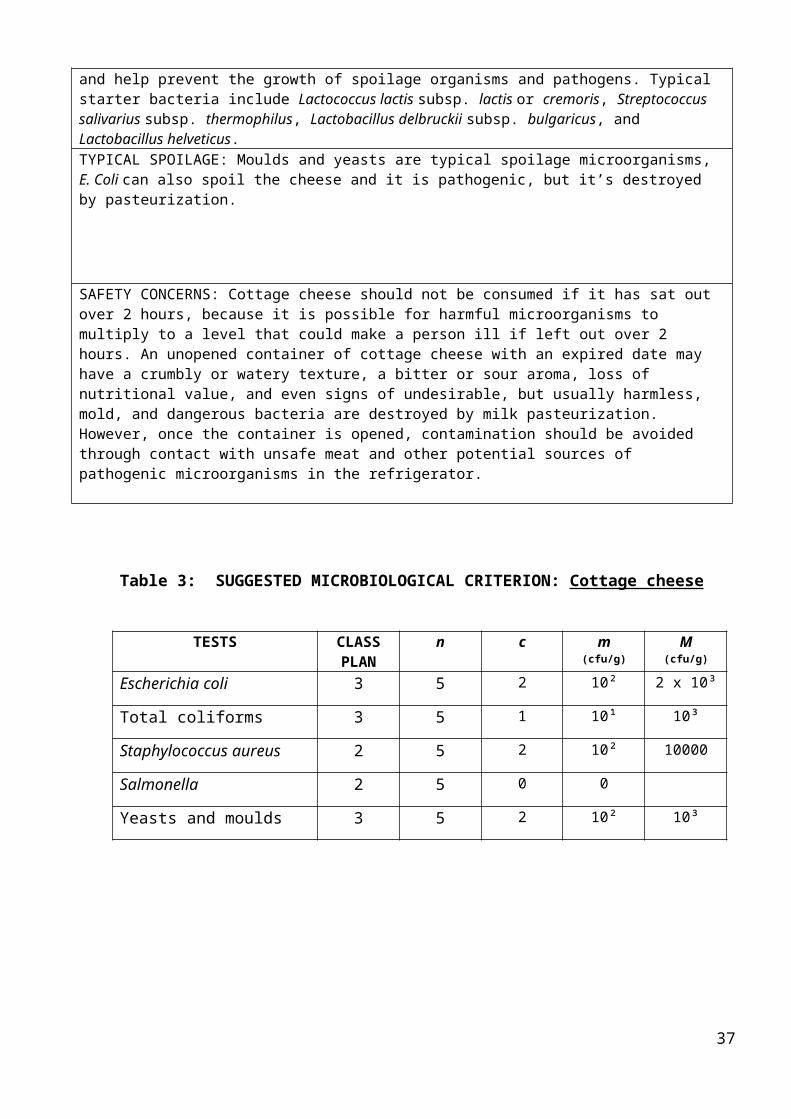
Starter cultures are used early in the cheese making process to assist with coagulation by lowering the pH prior to rennet addition. The metabolism of the starter cultures contribute desirable flavor compounds, and help prevent the growth of spoilage organisms and pathogens. Typical starter bacteria include Lactococcus lactis subsp. lactis or cremoris, Streptococcus salivarius subsp. thermophilus, Lactobacillus delbruckii subsp. bulgaricus, and Lactobacillus helveticus.
TYPICAL SPOILAGE: Moulds and yeasts are typical spoilage microorganisms, E. Coli can also spoil the cheese and it is pathogenic, but it’s destroyed by pasteurization.
SAFETY CONCERNS: Cottage cheese should not be consumed if it has sat out over 2 hours, because it is possible for harmful microorganisms to multiply to a level that could make a person ill if left out over 2 hours. An unopened container of cottage cheese with an expired date may have a crumbly or watery texture, a bitter or sour aroma, loss of nutritional value, and even signs of undesirable, but usually harmless, mold, and dangerous bacteria are destroyed by milk pasteurization. However, once the container is opened, contamination should be avoided through contact with unsafe meat and other potential sources of pathogenic microorganisms in the refrigerator.
27
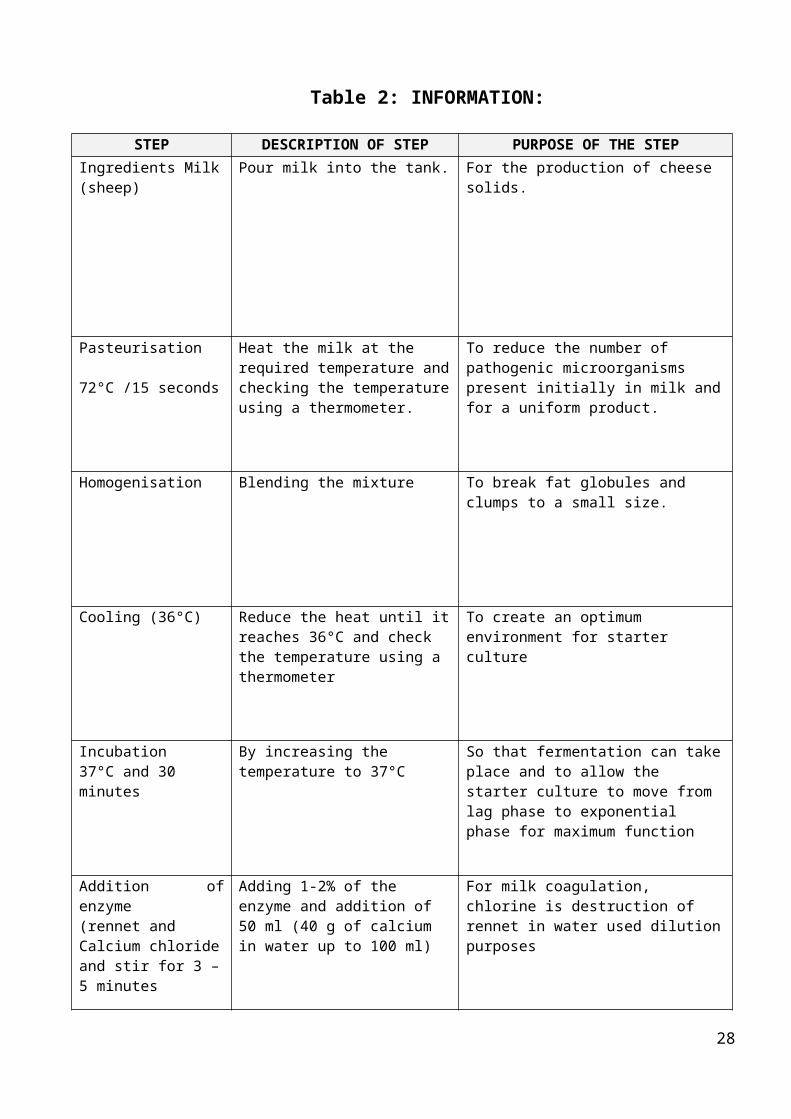
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Cottage cheese
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
Escherichia coli 3 5 2 10² 2 x 10³
Total coliforms 3 5 1 10¹ 10³
Staphylococcus aureus 2 5 2 10² 10000
Salmonella 2 5 0 0
Yeasts and moulds 3 5 2 10² 10³
28

PRODUCT: Ricotta Cheese
Table 1: Product Description
Product Description
1. Product Name(s) Ricotta Cheese
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Texture: grainy texture Taste: slightly sweet taste Colour: creamy white in appearance Soft cheese with moisture content of greater than
50% and maximum aw 1. Minimum dry matter content is 50% or less. Manufactured from cow’s milk or sheep’s milk
(whey). Fat content: Min 5% pH value ≥ 6 product shelf stable: On refrigeration maximum of 8 days
3. How it is to be used Ready to eat- consume uncooked In desserts, such as cheesecakes and cannoli In various type of different cookies In savory dishes, including pasta, pizza, lasagna
and ravioli In traditional egg or tuna salad, as a substitute for
mayonnaise As a sauce thickener
4. Packaging Packaging: Polyproperlyne container which withstand
refrigeration temperature throughout the shelf life. In moisture resistant packages
5. Shelf Life 1-2 weeks packaged in a tightly moisture resistant container (tub) stored at 4°C
6. Consumer General population, including children and elderly but excluding infants of less than 4 years.
7. Where it will be sold Retail Hotel, Restaurant, Institutional
8. Labelling Instructions “Keep refrigerated” Production date, sell by and use by date
9. Special Distribution Refrigeration distribution at 4°C to 7°C
29
Raw materials (Collect whey, salt, lactic acid)
↓
Bring whey/milk mixture to 85 °C
↓
Check the pH and adjust it with lactic acid (4.5)
↓
Add salt
↓
Cool and settle the mixture (at ambient temperature)
↓
Place the formed curd in a mould or piece of cloth to drain
↓
Allow to drain for (1 hour)
↓
Package
Figure 1: Flow diagram for the production of Ricotta Cheese
30

3
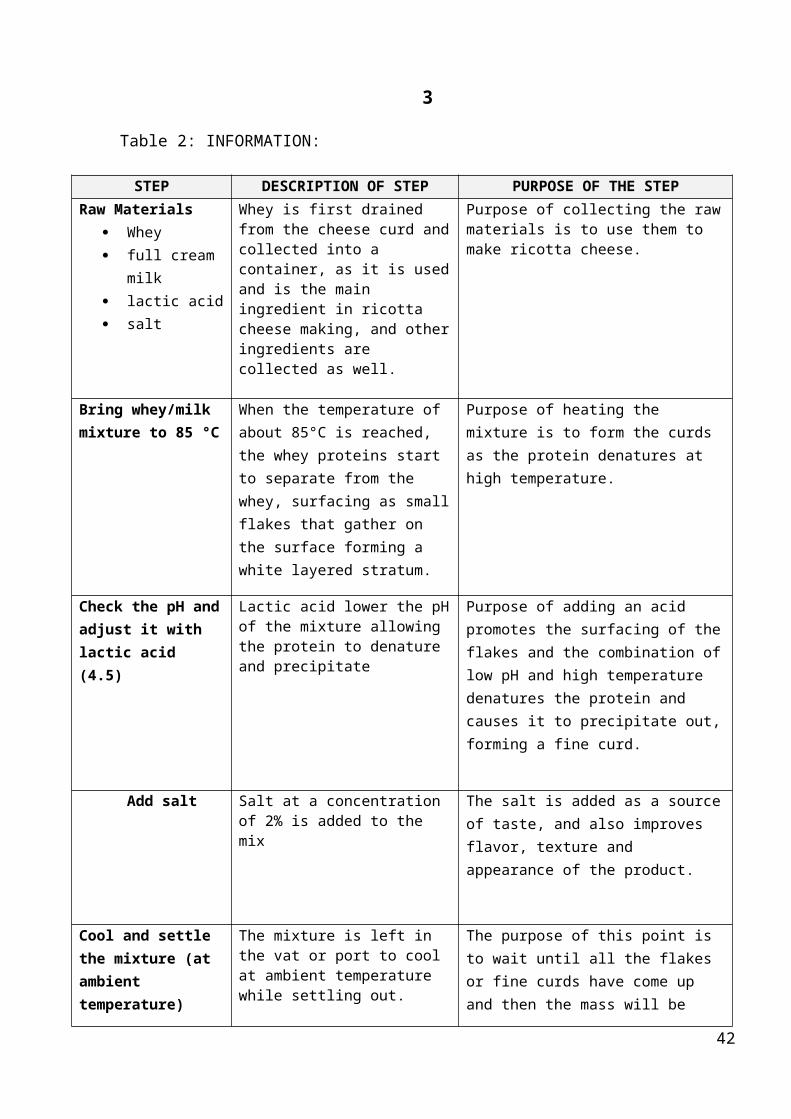
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Raw Materials Whey full cream milk lactic acid salt
Whey is first drained from the cheese curd and collected into a container, as it is used and is the main ingredient in ricotta cheese making, and other ingredients are collected as well.
Purpose of collecting the raw materials is to use them to make ricotta cheese.
Bring whey/milk mixture to 85 °C
When the temperature of about 85°C is reached, the whey proteins start to separate from the whey, surfacing as small flakes that gather on the surface forming a white layered stratum.
Purpose of heating the mixture is to form the curds as the protein denatures at high temperature.
Check the pH and adjust it with lactic acid (4.5)
Lactic acid lower the pH of the mixture allowing the protein to denature and precipitate
Purpose of adding an acid promotes the surfacing of the flakes and the combination of low pH and high temperature denatures the protein and causes it to precipitate out, forming a fine curd.
Add salt Salt at a concentration of 2% is added to the mix
The salt is added as a source of taste, and also improves flavor, texture and appearance of the product.
Cool and settle the mixture (at ambient temperature)
The mixture is left in the vat or port to cool at ambient temperature while settling out.
The purpose of this point is to wait until all the flakes or fine curds have come up and then the mass will be easily pulled out.
Place the formed curd in a mould or piece of cloth to drain
The formed curd (mass) is pulled out into a cloth.
The purpose of this step is to place the mass in cloth so that it will be able to be drained.
31
Allow to drain for (1 hour)
Mass in cloth is allowed to drain The purpose of this step is to allow the whey which has not precipitated out of the mass.
Package The ricotta cheese is now package in tubs or preferred containers.
The purpose of this step is to package the ricotta in the packaging that is suitable for protection and to sustain the required shelf life.
STARTER CULTURE INFORMATION: there is no starter culture used at this process
TYPICAL SPOILAGE: Ricotta cheese tends to be spoilt by bacteria, fungi and moulds. Listeria might grow in the ricotta cheese due to high moisture content.
SAFETY CONCERNS: Highly regulated ‐ farm to plant Good manufacturing practices Heat treatments (pasteurization) Hurdle technology Operating HACCP systems Active lactic acid cultures
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Ricotta Cheese
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
E. coli 3 5 2 10*4 5×10*4
Listeria monocytogenes 2 5 0 0
Coliforms 3 5 2 <10 270
32

PRODUCT: SOUR CREAM
Table 1: Product Description
Product Description
1. Product Name(s) Sour cream
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
18-20% butterfatRipened 14-16 hours @ 22 degrees chilled and aged 12-48 hoursBacterial action thicken the cream into a semisolid and adds a tangy flavourNutrition highlightsSour cream 12gCalories 26Protein 0.4gCarbohydrates 0.5gTotal fat 2.5gFibre 0.0gNo added preservatives and additives
3. How it is to be used Traditional topping for baked potatoes Added cold along with cold chivesSalad dressing,BakingDesserts with fruits
4. Packaging Polypropylene tubsSize: 228-455gTamper-evident seal under the tubs lid.Plastic seal should adhere tightly to the lip of the lid
5. Shelf Life Open or unopened is good for upto three weeks after the sell by date.Discard if develops mold or off colour
6. Consumer General population (adult)Not ideal for infant feeding
7. Where it will be sold SupermarketsBakeries
8. Labelling Instructions Dairy products must be properly labelled to identify the nature of the product, volume, ingredients and butterfat concentrations. Plants must obtain packaging approval from the CFIA. The label and package must not be misleading, deceptive or give an erroneous impression regarding the dairy product character, quantity or composition. Any product that is mislabelled is subject to recall by the regulatory agencies. Keep chilled at temperatures of <10˚C
9. Special Distribution The delivery vehicle should have a temperature of 4 degreesIt should be free from contaminantsCool and dry storage and transport is necessary to prevent mold spoilage
33

Pasteurization(optional)
Separation, discarding of skim milk
Pasteurization
Addition of starter culture, storage at 16˚-21˚C for >4h till pH drops to 4.5-4.7
Cooling to 3˚-5˚C and holding for >4h to allow crystallization of fat
Churning, discarding of milk
Addition of salt (optional)
Working mechanically to give the required physical structure
34
Raw milk stored at 5˚C
Cream
Pasteurized cream
Soured creampH 4.5-407
Cream with crystallized fat
Churned cream
FINAL PRODUCTSour cream

Figure 1: Flow diagram for the production of sour cream
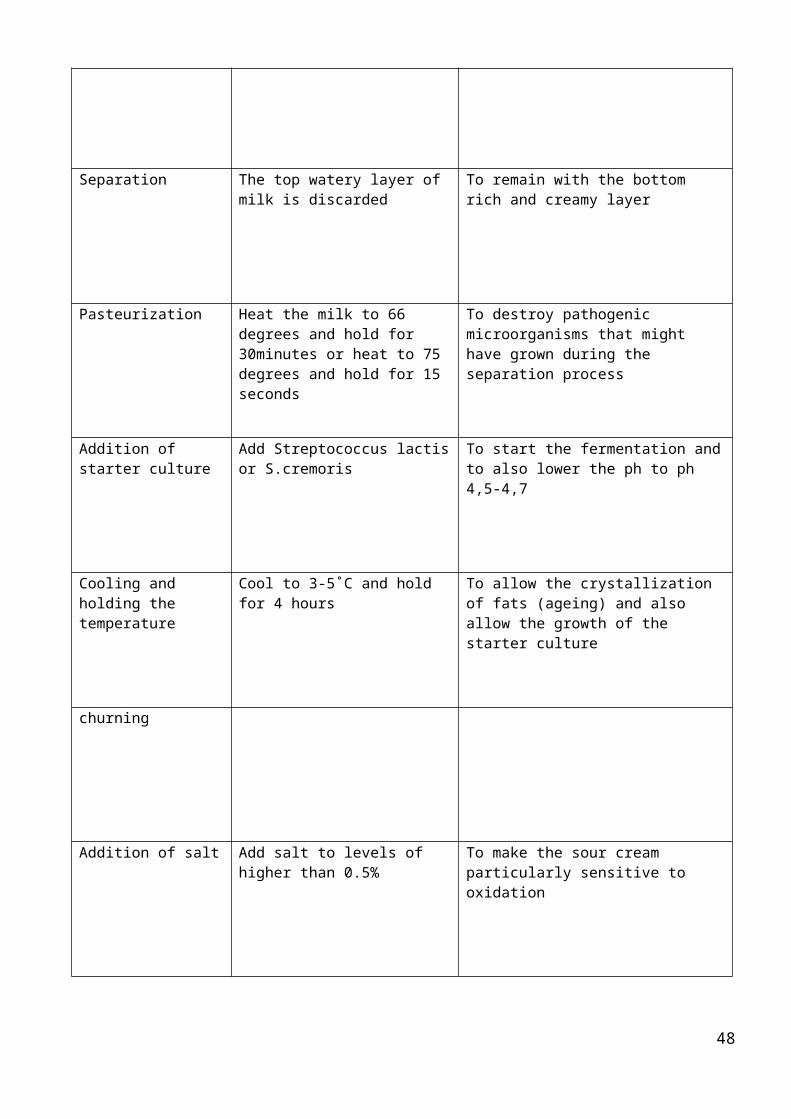
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Storage of raw milk Store the raw milk in the refrigerator
To prevent souring caused by the growth of Lactococcus lactis
Pasteurize standard milk
Heat the milk to 66 degrees and hold for 30minutes or heat to 75 degrees and hold for 15 seconds
To destroy pathogenic microorganisms (spore forming microorganisms)
Separation The top watery layer of milk is discarded
To remain with the bottom rich and creamy layer
Pasteurization Heat the milk to 66 degrees and hold for 30minutes or heat to 75 degrees and hold for 15 seconds
To destroy pathogenic microorganisms that might have grown during the separation process
Addition of starter culture
Add Streptococcus lactis or S.cremoris
To start the fermentation and to also lower the ph to ph 4,5-4,7
Cooling and holding the temperature
Cool to 3-5˚C and hold for 4 hours
To allow the crystallization of fats (ageing) and also allow the growth of the starter culture
35
churning
Addition of salt Add salt to levels of higher than 0.5%
To make the sour cream particularly sensitive to oxidation
STARTER CULTURE INFORMATION:Streptococcus lactis and S. cremorisLarge numbers 107 -108 per gram to produce acid
TYPICAL SPOILAGE:Colour: yellowish or green tintScent: smells sourTaste: taste of yeast or rancidSeparation: separates into discolored, watery or acrid layersTexture :gritty, grainy or lumpyCommon dairy spoilage microorganisms: salmonella, Listeria monocytogenes, Yersinia enterocolitica, Campylobacter jejuni, E.Coli, S.aureusSAFETY CONCERNS:Pathogenic or harmful bacteria such as Listeria monocytogenes, Campylobacter jejuni, E. coli O157:H7, and Salmonella can be shed by animals into milk at the farm, and since milk is a nutritionally complete substance, it becomes an ideal environment for bacterial growth. Infections from these pathogenic bacteria, especially in persons with compromised immune systems, can cause severe diarrhea, cramps, fever, nausea, vomiting, headache, and dehydration. Infections in children, the elderly, and others with compromised immunity can be particularly severe and can lead to complications such as hemolytic uremic syndrome.
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: SOUR CREAM
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
Salmonella 2 5 0
E.Coli 2 5 2
Listeria monocytogenes 2 5 3
Campylobacter jejuni 2 5 2
Total bacterial individual producer must not exceed 100.000/mL Commingled not exceeded 300.000/mL
Somatic cell count not exceed 750.000/MlDrugs or antibiotics no positive test on drug residue detection
36
Coliforms not exceeded 10/Ml
37

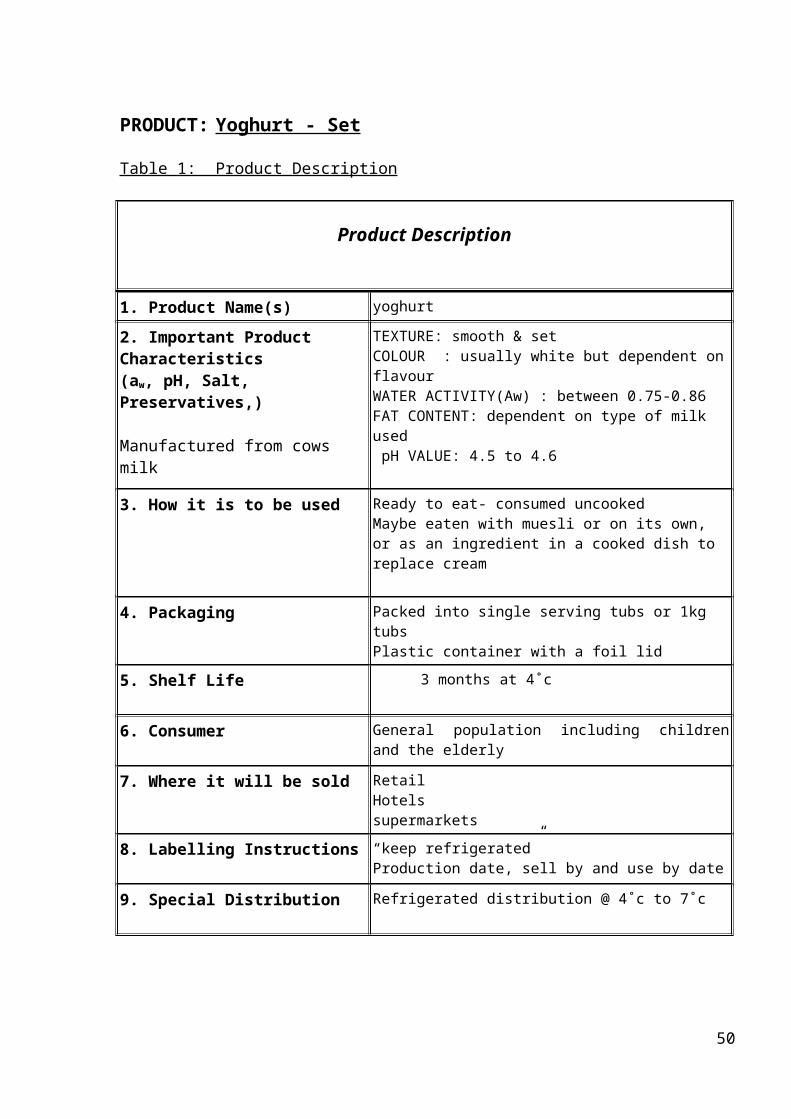
PRODUCT: Yoghurt - Set
Table 1: Product Description
Product Description
1. Product Name(s) yoghurt
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Manufactured from cows milk
TEXTURE: smooth & setCOLOUR : usually white but dependent on flavourWATER ACTIVITY(Aw) : between 0.75-0.86FAT CONTENT: dependent on type of milk used pH VALUE: 4.5 to 4.6
3. How it is to be used Ready to eat- consumed uncookedMaybe eaten with muesli or on its own, or as an ingredient in a cooked dish to replace cream
4. Packaging Packed into single serving tubs or 1kg tubsPlastic container with a foil lid
5. Shelf Life 3 months at 4˚c
6. Consumer General population including children and the elderly
7. Where it will be sold Retail Hotelssupermarkets
8. Labelling Instructions “keep refrigerated”Production date, sell by and use by date
9. Special Distribution Refrigerated distribution @ 4˚c to 7˚c
38
2
Adding Raw materials
Mixing/blending
Pasteurization
homogenisation
cooling 40-44˚c
addition of starter culture
incubation 42˚c / 30-60 mins
addition of colour ,flavour, fruit pastes
package
refrigeration @ 4˚c
Figure 1: Flow diagram for the production of set yoghurt
39

3
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
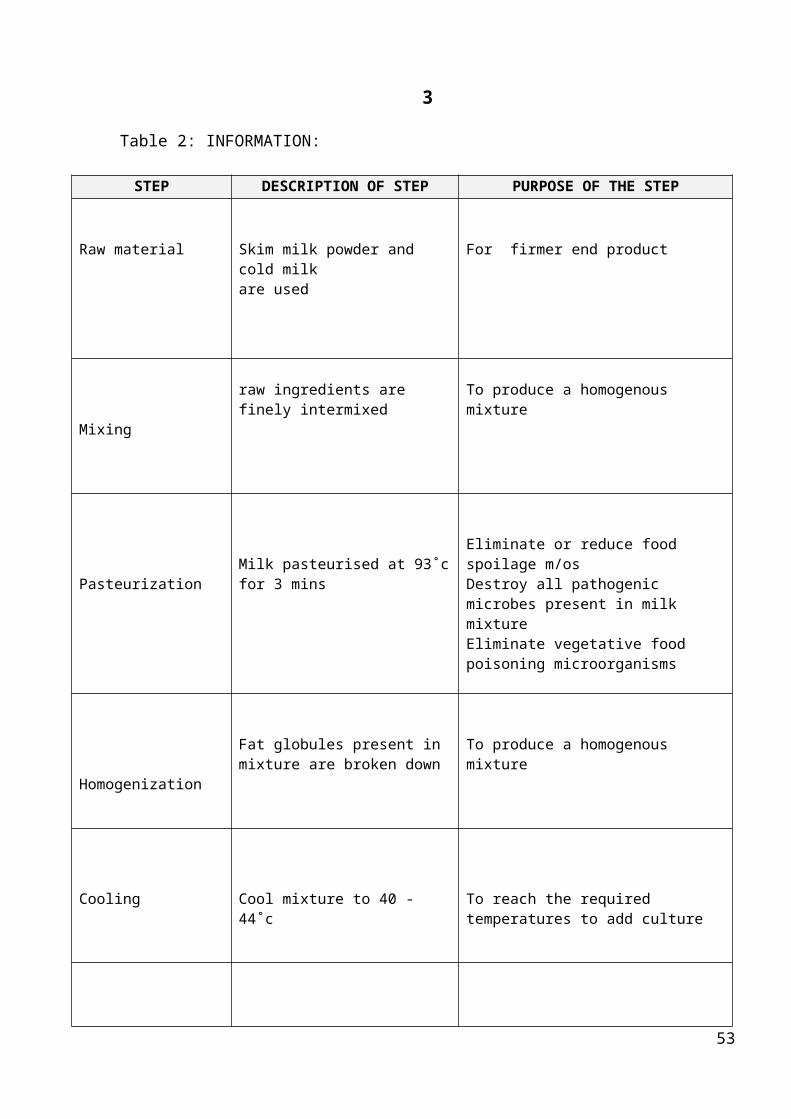
Raw material Skim milk powder and cold milk are used
For firmer end product
Mixing
raw ingredients are finely intermixed
To produce a homogenous mixture
PasteurizationMilk pasteurised at 93˚c for 3 mins
Eliminate or reduce food spoilage m/os Destroy all pathogenic microbes present in milk mixtureEliminate vegetative food poisoning microorganisms
Homogenization
Fat globules present in mixture are broken down
To produce a homogenous mixture
Cooling Cool mixture to 40 - 44˚c To reach the required temperatures to add culture
Innoculation Inoculated with either Lactococcus thermophilusLactobacillus bulgaricus
Convert lactose to lactic acid
Enhance flavor
40

IncubationMilk is incubated at 43 ˚c for 2-3 hours
An acid level of Ph 4.1 to 4.2 is desirable fermentation
Addition of colouring and flavour
Adding of different colourings and flavours
For variety
To obtain the desired flavour /colour of yoghurt
PackagingYoghurt is packed into suitable packaging material
Limits spoilage
Refrigeration Yoghurt kept in the refrigerator at temperatures of about 7˚c
To extend shelf life
STARTER CULTURE INFORMATION:Lactobacillus bulgaricus and Streptococcus thermophilus.Function of the starter culture is to ferment lactose (milk sugar) to produce lactic acid. The increase in lactic acid decreases ph and causes the milk to act or form the soft gel that is characteristic of yoghurt
TYPICAL SPOILAGE: Yeasts (candida or Saccharomyces spp. moulds
SAFETY CONCERNS:none
41
4
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: set yoghurt
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 5x105 107
Staphylococcus aureus 3 5 2 103 104
Faecal coliforms 3 5 1 102 103
Salmonella spp. 2 5 0 0
Yeast and moulds 3 5 2 11 500
42

PRODUCT: YEAST LEAVENED BREAD
Table 1: Product Description
Product Description
1. Product Name(s) Happiness yeast leavened bread
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
A w=0.95
pH of about 5.3 - 5.8Salt that acts as a preservative adding flavor, retards fermentation at a certain point during baking (has an osmotic effect). Ascorbic acid is used as a Preservative.
3. How it is to be used Breads may be eaten plain or topped with butter, peanut butter, or other nut butter; preserves or sweet spreads such as jam, jelly, marmalade, or honey; or savoury spreads such as Marmite or Vegemite. It is also used as an enclosure for sandwiches. Once baked, bread may be subsequently toasted. Bread can be served ranging anywhere from room temperature to hot. Fresh
4. Packaging MAP (Modified atmosphere packaging)
5. Shelf Life Fresh Bread has a shelf life of four days
6. Consumer Middle aged group
7. Where it will be sold Bakery, supermarkets, delis and everywhere where groceries are sold
8. Labelling Instructions Store at ambient temperatures
9. Special Distribution ambient vehicles(trucks with canopy)
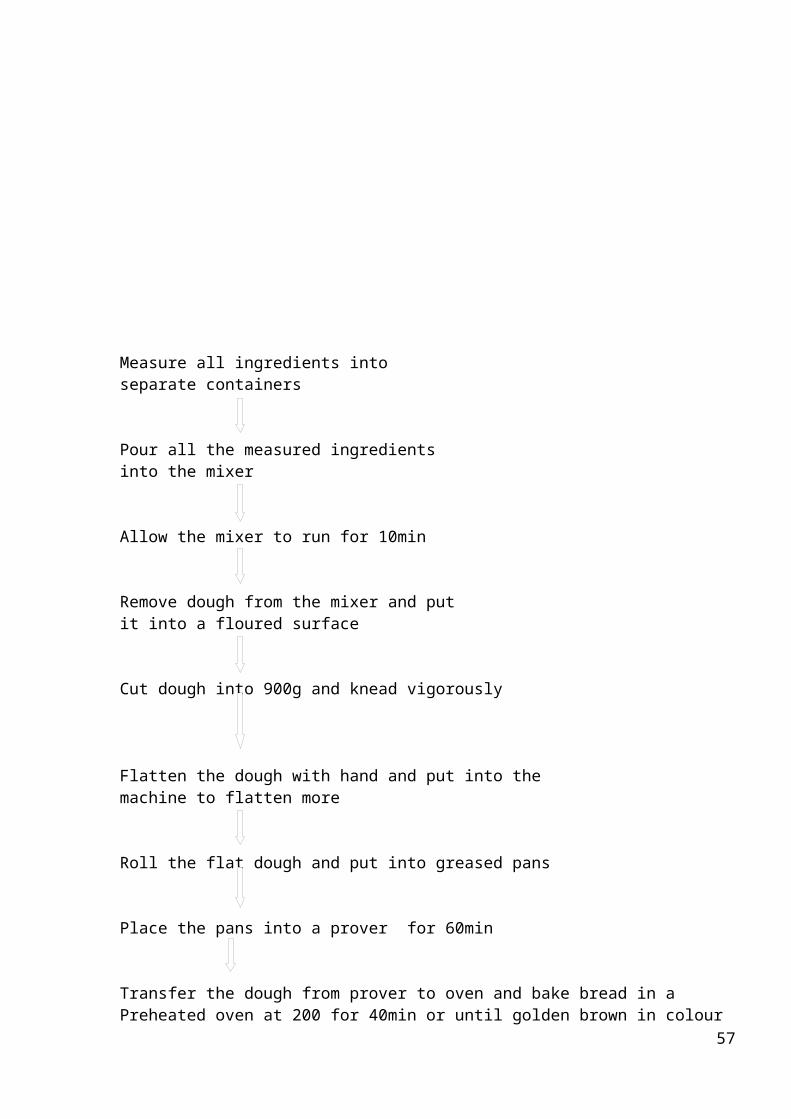
Measure all ingredients into
43

separate containers
Pour all the measured ingredients into the mixer
Allow the mixer to run for 10min
Remove dough from the mixer and put it into a floured surface
Cut dough into 900g and knead vigorously
Flatten the dough with hand and put into the machine to flatten more
Roll the flat dough and put into greased pans
Place the pans into a prover for 60min
Transfer the dough from prover to oven and bake bread in a Preheated oven at 200 for 40min or until golden brown in colour
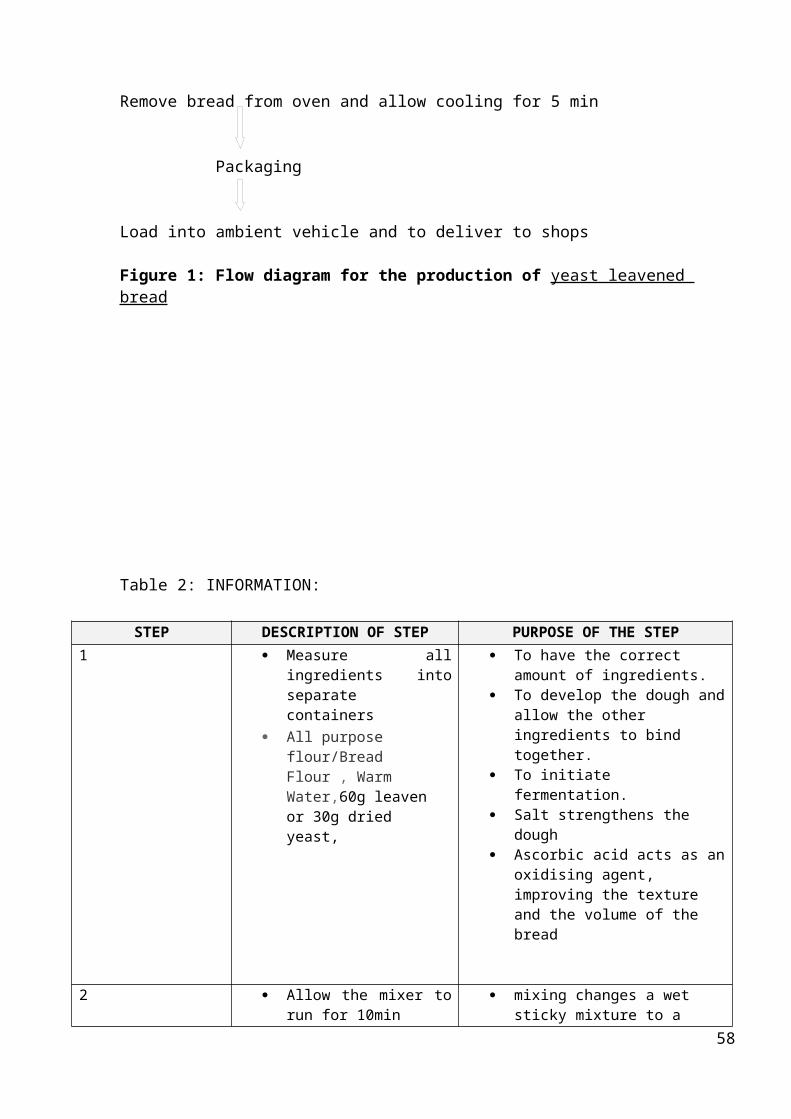
Remove bread from oven and allow cooling for 5 min
Packaging
Load into ambient vehicle and to deliver to shops
Figure 1: Flow diagram for the production of yeast leavened bread
44

Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
1 Measure all ingredients into separate containers
All purpose flour/Bread Flour , Warm Water,60g leaven or 30g dried yeast,
To have the correct amount of ingredients.
To develop the dough and allow the other ingredients to bind together.
To initiate fermentation. Salt strengthens the dough Ascorbic acid acts as an
oxidising agent, improving the texture and the volume of the bread
2 Allow the mixer to run for 10min
mixing changes a wet sticky mixture to a cohesive viscoelastic mass
mixing stretches the gluten structure without ripping it
3 Remove dough from the mixer and put it into a floured surface
This is for the dough to rest, and so
that the gas reproduction may
progress
4 Cut dough into 900g and knead vigorously
This is done to develop the gluten structure.
Gentle stretching and folding of hydrated mass.
To get the desired weight to be baked
5 Flatten the dough with hand and put into the machine to flatten more
Forces out CO Equalize dough Any large gas holes that may
have formed during rising are released by kneading. A more even distribution of both gas bubbles and temperature also results.
6 Roll the flat dough and put into greased pans (this is the moulding process)
the dough regains the elasticity lost during fermentation and the resting period
7 Place the pans into a prover Starts gas fermentation this is the
45

for 60min bulk secondary fermentation.
8 Transfer the dough from prover to oven and bake bread in a preheated oven at 200 for 40min or until golden brown in colour
This is where dough changes into bread
Changes that take place are-Evolution of gases, Coagulation of gluten, starch gelatinization, Partial dehydration, Flavor development,Colour changes, Crust formation and darkening
9 Remove bread from oven and allow cooling for 5 min
To obtain the crust texture To evaporate the saturated
steam To slice the bread without
damaging it
10 Packaging Prevent moisture loss and gain Protect from mechanical
damage To protect from contaminants
STARTER CULTURE INFORMATION: The most favoured yeast cells for leavening are the Saccharomyces cerevisiae, the very same specie used for alcoholic fermentation. These yeast cells ferment all the carbohydrates in flour and produce carbon dioxide. These cells have an advantage of producing uniform, quick and reliable results.The fermentation chemical pathway
glucose
2ATP ATP
pyruvate
CO2
2H
ethanol
acetic acid
co2 +H2o
46

TYPICAL SPOILAGE: Rope caused by B. subtilis Mould growth caused by fungiYeast growth on the bread surface (Pichia butonii)
SAFETY CONCERNS: Control measures to minimize the presence of moulds and mycotoxins should be implemented at the grain handling, transportation, storage and milling stages. Once at the bakery, control measures will include proper flour storage, good manufacturing practices (GMP), process control (e.g. proper cooling prior to packaging ) and the use of antimycotics (e.g. propionates). Post-baking contamination can be controlled with proper GMP (e.g. sanitation, employee training). Recent technologies such as MAP (Modified atmosphere packaging) can be employed to increase shelf life stability. Similarly, higher risks will occur in tropical countries as opposed to temperate ones due to climate conditions.
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION:
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
Total aerobic count 3 5 2 101 103
Coliforms 3 5 2 0 102
Yeasts 3 5 2 1×102 103
Moulds 3 5 2 1×104103
Bacillus cereus 3 5 2 1×103 1×104
47
PRODUCT: Light rye breadTable 1: Product Description
Product Description
1. Product Name(s) Light rye bread
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Light in texture, colour and taste Water activity of between 0.97-0.95 pH of between 4.4-4.6 Slightly sour but not sharp tasting Characteristic seeded appearance Manufactured from rye flour, white flour and bread
flour Water content (grams per 100g) 37.3
Calorie content of Food (kcals per 100g/3.5oz) 259
Protein content (grams per 100g) 8.5 Fat content (lipids) (grams per 100g) 3.3 Ash content (grams per 100g) 2.5 Carbohydrate content (grams per 100g) 48.3 Dietary Fiber content (grams per 100g) 5.8 Sugar content (grams per 100g) 0.26
Product-shelf stable:o 3 days with no visible growth on sale.
No added preservatives expect 2 teaspoons of salt. Rye flour produces a tangy-flavoured, chewy,
robust loaf. Most mass-produced ryes rely on caramel colour to mask the high wheat content and, therefore, lack a genuine rye taste or texture
3. How it is to be used Can be used with substrates like smoked fish and caviar or as sandwich bread.
4. Packaging Packaged in a transparent plastic bag for prolonged storage or brown paper bag if bread is to be consumed immediately
5. Shelf Life 3 days with no visible growth on sale
6. Consumer General population except children under 10 years of age or individuals allergic to seeds
7. Where it will be sold Sold at kiosks, tuck shops and supermarkets
8. Labelling Instructions Store in a cool dry place Consume before expiry date Can be frozen at -40C Do not re-freeze upon thawing
9. Special Distribution There is no special distribution by during transportation in the truck, the truck must be cool and dry in the inside.
48
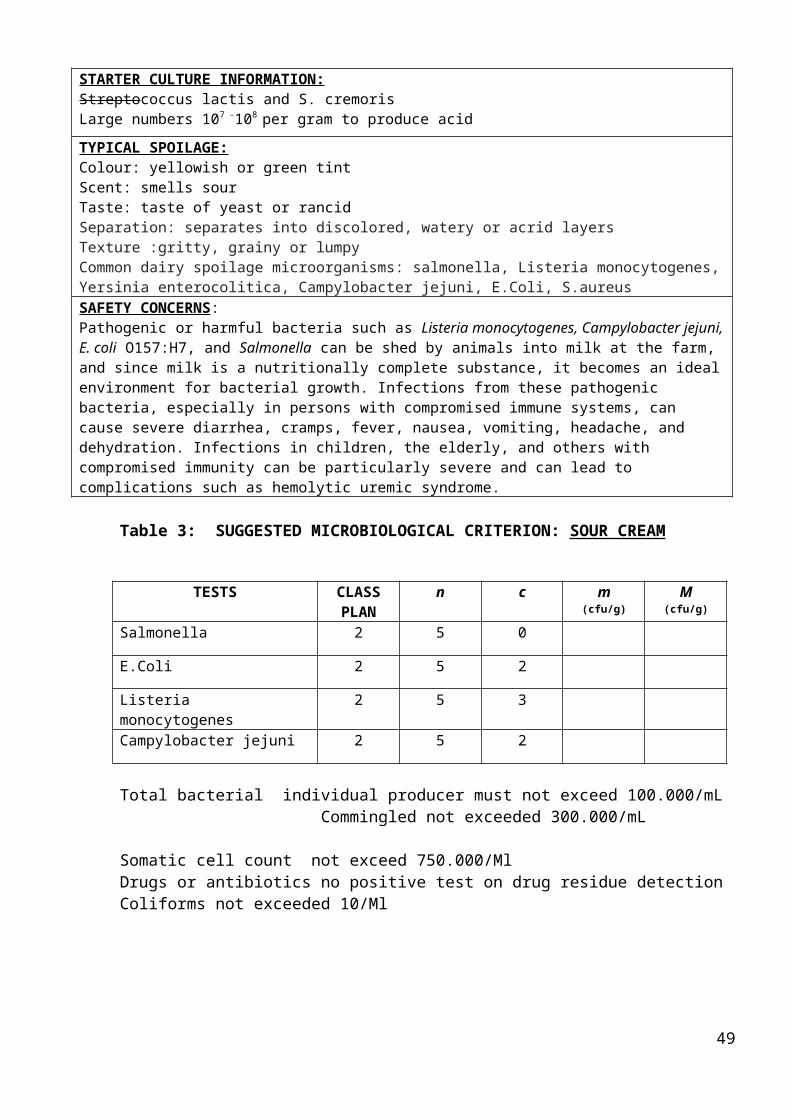
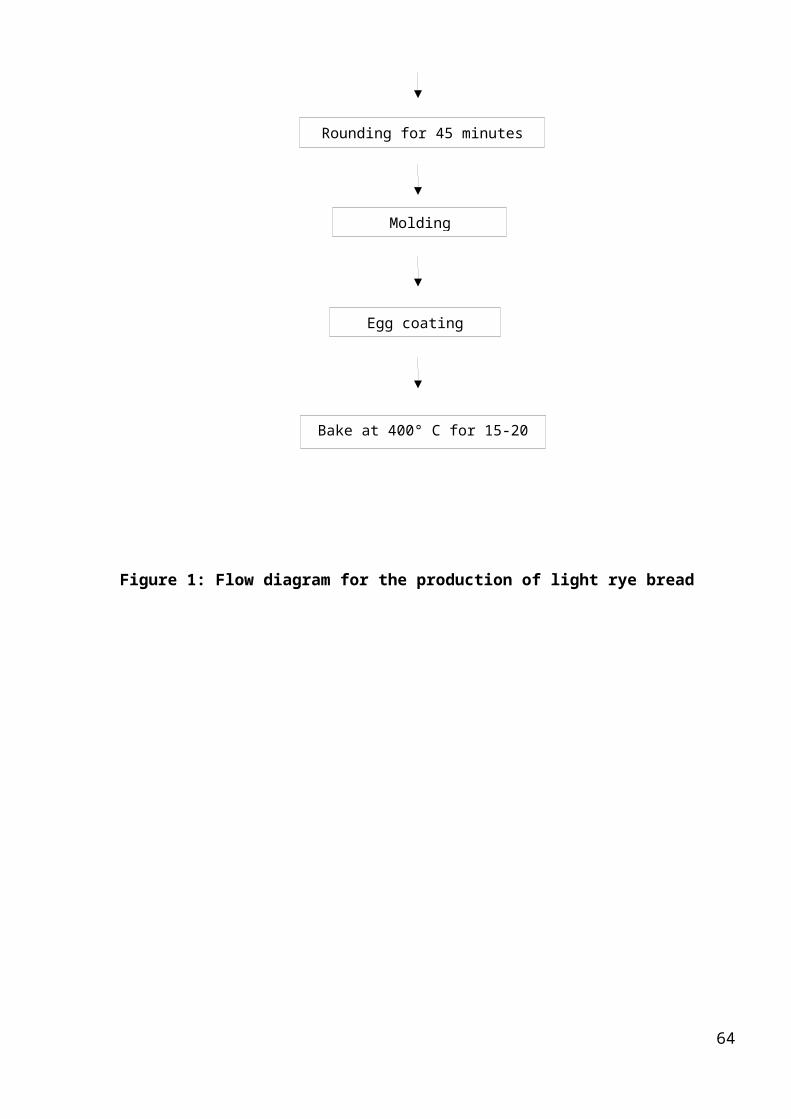
Figure 1: Flow diagram for the production of light rye bread
49
Proof the yeast
Add 2 teaspoons sugar and 1 cup white flour
Add 1 cup the rye, 1 cup bread flour, and2 teaspoons salt
Knead the dough for 5-10 minutes
Coat the dough with olive oil
Proof the dough for 1-1/2 hours
Rounding for 45 minutes
Molding
Egg coating
Bake at 400° C for 15-20 minutes
3
Table 2: INFORMATION:
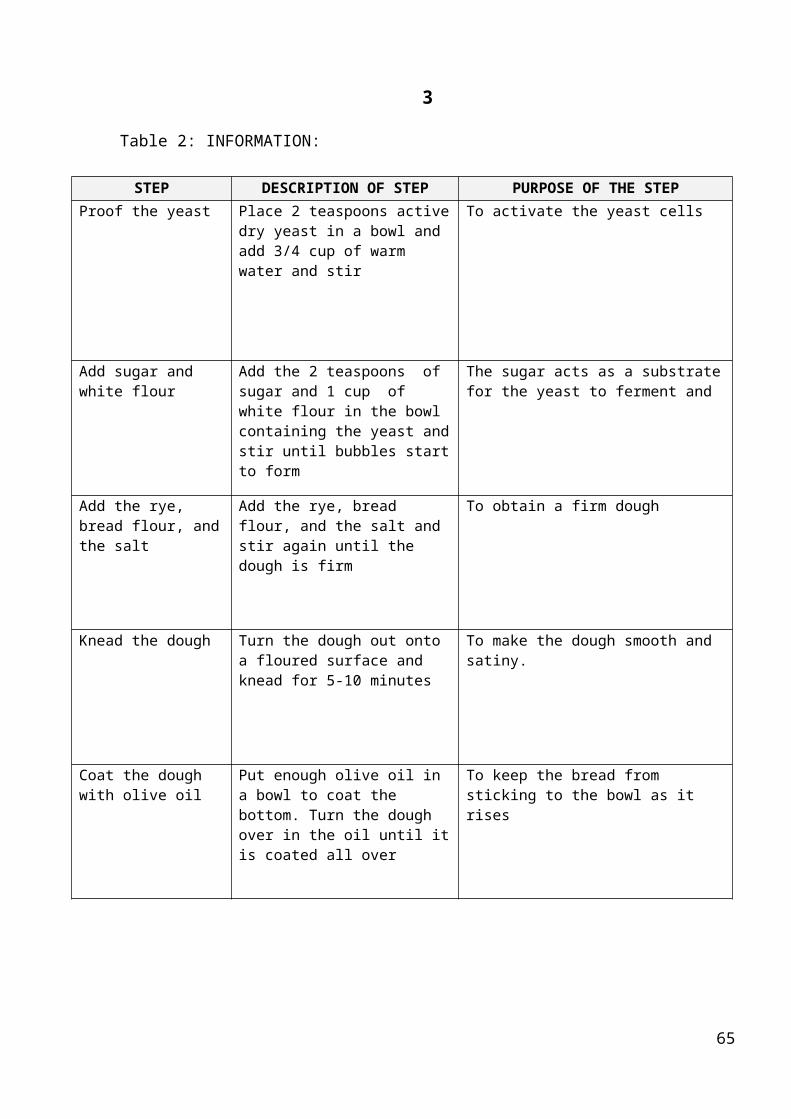
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Proof the yeast Place 2 teaspoons active dry yeast in a bowl and add 3/4 cup of warm water and stir
To activate the yeast cells
Add sugar and white flour
Add the 2 teaspoons of sugar and 1 cup of white flour in the bowl containing the yeast and stir until bubbles start to form
The sugar acts as a substrate for the yeast to ferment and
Add the rye, bread flour, and the salt
Add the rye, bread flour, and the salt and stir again until the dough is firm
To obtain a firm dough
Knead the dough Turn the dough out onto a floured surface and knead for 5-10 minutes
To make the dough smooth and satiny.
Coat the dough with olive oil
Put enough olive oil in a bowl to coat the bottom. Turn the dough over in the oil until it is coated all over
To keep the bread from sticking to the bowl as it rises
Proof the dough Cover the bowl with plastic wrap or a damp towel and Place the bowl someplace warm for about 1-1/2 hours
To keep the surface of the dough from drying out and preventing it from rising and allow the yeast to ferment the sugar
50

Rounding Round the dough and leave it another 45 minutes for the second rise.
To allow the dough to rise sufficiently
Molding Once the dough has doubled in size again, about 45 minutes, slash the top with a serrated knife
To allow the top to expand and rise more as it bakes
Egg coating Separate the egg and beat the white together with a tablespoon of water to make an egg wash and Brush the egg wash onto the top of the bread before transferring it to the pizza stone
To give the dough a shiny appearance
Bake at 400° for 15-20 minutes
To check that it’s done lift the loaf using a spatula, flip it upside-down into your other hand (use a pot holder or towel — it’s hot!) and tap on the bottom. It should sound hollow
To produce the final rye bread product and destroy all spoilage and pathogenic microorganisms
STARTER CULTURE INFORMATION:The starter culture used is the yeast Saccharomyces cerevisiae, it is acid intolerant and it obtains its energy through a process called cellular respiration, which involves the oxidation of organic molecules.
The chemical pathway used by Saccharomyces cerevisiae during anaerobic respiration
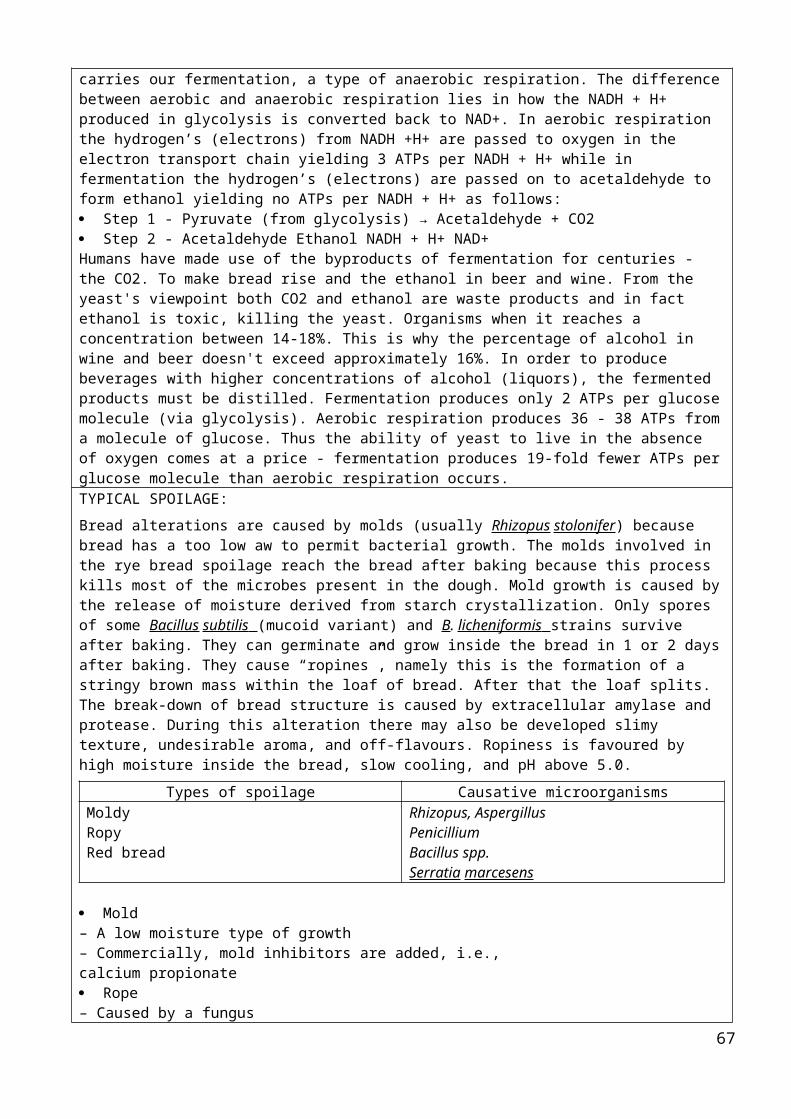
Aerobic and anaerobic respiration. When oxygen is unavailable, yeast carries our fermentation, a type of anaerobic respiration. The difference between aerobic and anaerobic respiration lies in how the NADH + H+ produced in glycolysis is converted back to NAD+. In aerobic respiration the hydrogen’s (electrons) from NADH +H+ are passed to oxygen in the electron transport chain yielding 3 ATPs per NADH + H+ while in fermentation the hydrogen’s (electrons) are passed on to acetaldehyde to form ethanol yielding no ATPs per NADH + H+ as follows: Step 1 - Pyruvate (from glycolysis) → Acetaldehyde + CO2 Step 2 - Acetaldehyde Ethanol NADH + H+ NAD+Humans have made use of the byproducts of fermentation for centuries - the CO2. To make bread rise and the ethanol in beer and wine. From the yeast's viewpoint both CO2 and ethanol are waste products and in fact ethanol is toxic, killing the yeast. Organisms when it reaches a concentration between 14-18%. This is why the percentage of alcohol in wine and beer doesn't exceed approximately 16%. In order to produce beverages with higher concentrations of alcohol (liquors), the fermented products must be distilled. Fermentation produces only 2 ATPs per glucose molecule (via glycolysis). Aerobic respiration produces 36 - 38 ATPs from a molecule of glucose. Thus the ability of yeast to live in the absence of oxygen comes at a price - fermentation produces 19-fold fewer ATPs per glucose molecule than aerobic respiration occurs.
51
TYPICAL SPOILAGE:
Bread alterations are caused by molds (usually Rhizopus stolonifer) because bread has a too low aw to permit bacterial growth. The molds involved in the rye bread spoilage reach the bread after baking because this process kills most of the microbes present in the dough. Mold growth is caused by the release of moisture derived from starch crystallization. Only spores of some Bacillus subtilis (mucoid variant) and B. licheniformis strains survive after baking. They can germinate and grow inside the bread in 1 or 2 days after baking. They cause “ropines”, namely this is the formation of a stringy brown mass within the loaf of bread. After that the loaf splits. The break-down of bread structure is caused by extracellular amylase and protease. During this alteration there may also be developed slimy texture, undesirable aroma, and off-flavours. Ropiness is favoured by high moisture inside the bread, slow cooling, and pH above 5.0.
Types of spoilage Causative microorganismsMoldyRopyRed bread
Rhizopus, AspergillusPenicilliumBacillus spp.Serratia marcesens
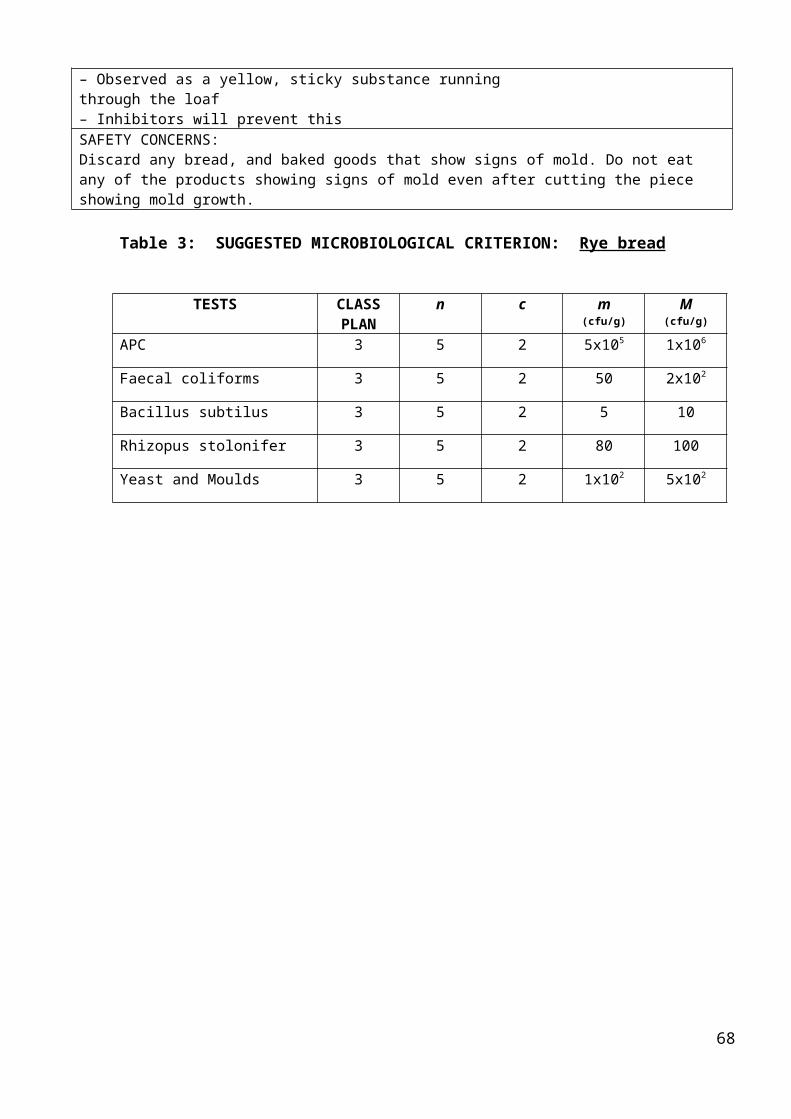
Mold– A low moisture type of growth– Commercially, mold inhibitors are added, i.e.,calcium propionate Rope– Caused by a fungus– Observed as a yellow, sticky substance runningthrough the loaf– Inhibitors will prevent thisSAFETY CONCERNS:Discard any bread, and baked goods that show signs of mold. Do not eat any of the products showing signs of mold even after cutting the piece showing mold growth.
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Rye bread
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 5x105 1x106
Faecal coliforms 3 5 2 50 2x102
Bacillus subtilus 3 5 2 5 10
Rhizopus stolonifer 3 5 2 80 100
Yeast and Moulds 3 5 2 1x102 5x102
52
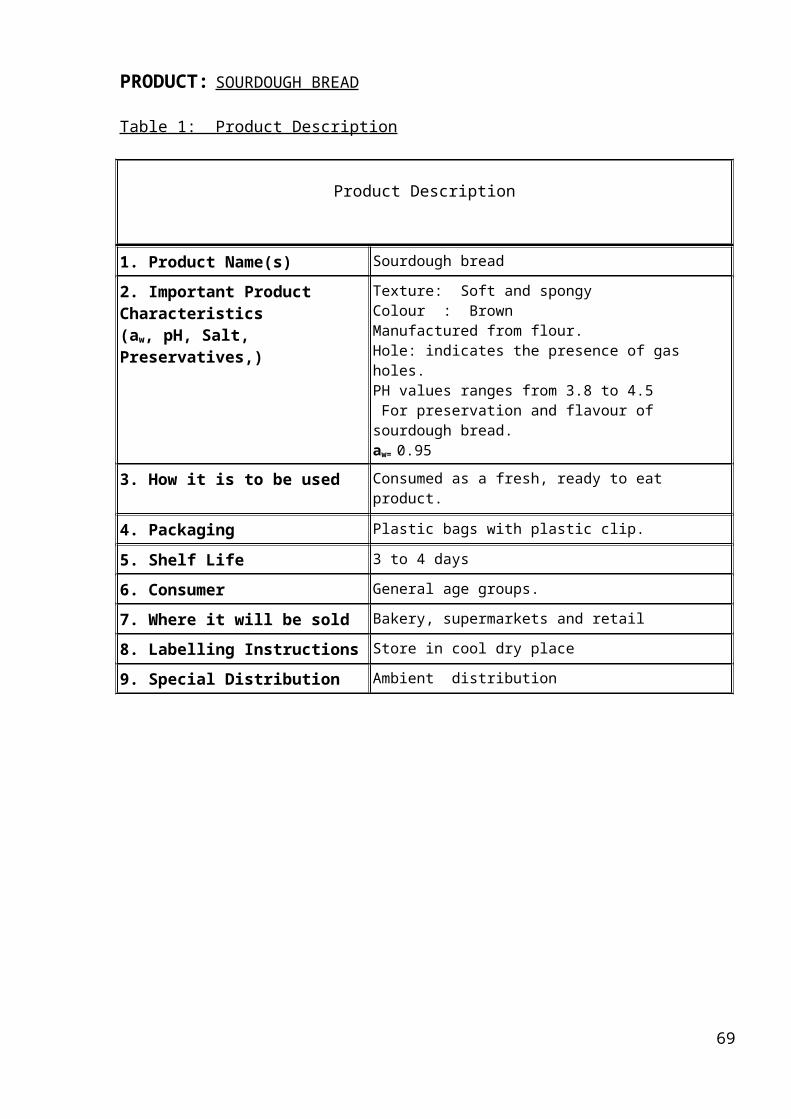
PRODUCT: SOURDOUGH BREAD
Table 1: Product Description
Product Description
1. Product Name(s) Sourdough bread
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Texture: Soft and spongyColour : Brown Manufactured from flour.Hole: indicates the presence of gas holes.PH values ranges from 3.8 to 4.5 For preservation and flavour of sourdough bread.aw= 0.95
3. How it is to be used Consumed as a fresh, ready to eat product.
4. Packaging Plastic bags with plastic clip.
5. Shelf Life 3 to 4 days
6. Consumer General age groups.
7. Where it will be sold Bakery, supermarkets and retail
8. Labelling Instructions Store in cool dry place
9. Special Distribution Ambient distribution
53

Ingredients(Dry and liquid form)
Mixing and kneading the dough
fermentation at 24 degrees Celsius
foldinding and resting(15minutes)
proofing(for 1 ½ to 2 hours at 40 degrees Celsius
Baking(200 degrees Celsius for 30-35 minutes.)
Cooling for 5 min
Slicing Packaging
Distribution
Figure 1: Flow diagram for the production of sourdough bread
54

Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
1 Ingredients (Dry and liquid form)
Flour, water, and baker’s barm (mixture of yeast and lactic acid bacteria)
Baker’s yeast used is Saccharomyces cerevisiae.
weigh the ingredients Salt added for the preservation
of the bread and to control the growth of yeast.
2 Mixing and kneading the dough Growth of yeast
produces gas bubbles.
To make dough, the mixture is called gluten and gives the bread its elasticity.
3 Fermentation at 24 degrees Celsius
At room temperature of 24 degrees Celsius for approximately 18 hour.
For flavour of the sourdough bread.
For better development of yeast and starter culture.
Fermentation doubles the sourdough size.
4 Folding and resting(15minutes)
Cover with plastic and let the dough rest for 15 minutes.
To for dough pieces in to a regular shape which enables further processing.
The dough is shaped to fit in to the baking pan.
The dough is covered with plastic for further fermentation.
5 Proofing (for 1 ½ to 2 hours at 40 degrees Celsius
Proofing is the final rise of dough before baking.
Facilitates the maximum gas production by the yeast cells.
To allow some moisture to evaporate from the surface of the dough.
6 Baking (200 degrees Celsius for 30-35 minutes.)
Texture depends on final PH.
Crust darkening due to Maillard browning reactions
To obtain crispy crust of the sourdough bread.
Gives gaze to the surface of the bread crust , and ensures symmetrical lift to the expanding loaf thus prevents excess evaporation therefore maintaining dough weight.
55

7 Cooling for 5 min 5 minutes to cool to room temperature.
For better slicing of the bread.
For packaging in plastic bags, because if packaged straight after baking it will increase moisture content.
8 Slicing Packaging Slicing the bread into consistent size pieces.
Pre-printed plastic bags.
The bread is sliced for better packaging.
For shelf –life of the bread. To prevent the bread from
getting moist during storage.
9 Distribution Ambient distribution temperature
To reach the retailer or consumer in good condition.
STARTER CULTURE INFORMATION: Sourdough starter also called natural leaven, levain, or pre-ferments consist of a symbiotic culture of Lactobacillus sanfrancinsis and yeast such as Candida milleri or Saccharomyces exiguous. This yeast doesn’t need sugar because they use the complex carbohydrates (pentosans) in the flour to produce gas, and Lactobacillus produces the acid environment needed by the yeast.TYPICAL SPOILAGE: Spoilage of fresh dough: Ropiness (Bacillus subtilus and B. mesentericus).Spoilage of baked sourdough bread: Growth of moulds (Rhizopus nigricans) on the surfaces of the bread, wrapping/ packaging in plastic bags and incorrect storage. Ropiness due to growth of Bacillus and Chalky bread due to growth of Trichosporum.
SAFETY CONCERNS: control the processing of sourdough bread by establishing control measures to minimize the presence of yeasts and moulds, mycotoxins and spoilage bacteria. Those control measures include proper flour storage, good manufacturing practices (GMP), process control (e.g. proper cooling prior to packaging ) and the use of antimycotics (e.g. propionates). Post-baking contamination can be controlled with proper sanitation and hygiene practices. Recent technologies such as MAP (Modified atmosphere packaging) can be employed to increase shelf life stability.
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: SOURDOUGH BREAD
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 5000 10 000
Faecal coliforms 3 5 2 60 100
Bacillus subtilus 3 5 2 8 20
Rhizopus stolonifer 3 5 2 50 100
56
Yeast and moulds 3 5 2 100 400
57
PRODUCT: Beer
Table 1: Product Description
Product Description
1. Product Name(s) Beer
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Texture: Bubbly, spume and dense head and a creamy mouth feel.
Color: Beer color is determined by the malt. The most common color is a pale amber produced from using pale malts
Water is a very substantial ingredient of beer, composing of 90-95 percent of beer by mass.
pH: Beer has a pH of about 4 when fresh, but this can drop to 3.5 or below if the beer is exposed to oxygen such that it sours, as is inevitable in a traditional cask after dispense. Fresh ciders may have a pH as low as 3.3 and, when oxidized, even below 3
Beer does not contain preservatives as such, as both draught and packaged beers are pasteurized to prevent the development of off-flavors resulting from microbiological infection.
3. How it is to be used Usually consumed after refrigeration – may be used in various ways (i.e. as a refreshing drink or as part of the culture of beer-drinking nations and is associated with social traditions such as beer festivals, as well as a rich pub culture involving activities like pub crawling and pub games such as bar billiards.
4. Packaging Most beers are cleared of yeast by filtering when packaged in bottles and cans. However, bottle conditioned beers retain some yeast—either by being unfiltered, or by being filtered and then reseeded with fresh yeast.
5. Shelf Life General rule of thumb is that beer will have a shelf life of approximately 8 to 12 months if refrigerated properly and kept away from direct light, or 4 to 6 months at room temperature.
6. Consumer General population, This includes a minimum age restriction which varies between 16 and 25 years, depending upon the country which in South Africa is 18 years.
7. Where it will be sold Retail markets, Pubs, taverns, clubs and restaurants in possession of a liquor license issued by the government.
8. Labelling Instructions Keep refrigerated, Production date, sell by and use by date. Not to be sold to persons younger than 18 years. And a warning message not to drink and drive.
9. Special Distribution Refrigerated distribution at 7 °C to 9 °C.
58

59

2
Figure 1: Flow diagram for the production of Beer
60
Malt Intake
Malt Storage
Milling
Adjuncts Storage
Whirlpool
Wort boiling
Lautering
Mashing
Maturation
Filtration
Fermentation
Pasteurization(optional)
Packaging
Beer
Fermentation in bottle
Water
Spent grain
Hop
Steam
Yeast
Spent yeast
Yeast

Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Mashing Combining a mix of milled grain, malted barley with corn, sorghum, rye or wheat, and heating this mixture in a vessel called a "mash tun”
To allow the enzymes in the malt to break down the starch in the grain into sugars, typically maltose to create a malty liquid called Wort
Lautering Done in two ways/stages :First wort run-off, during which the extract is separated in an undiluted state from the spent grains, and Sparging, in which extract which remains with the grains is rinsed off with hot water either in a mash tun outfitted with a false bottom, a lauter tun, or a mash filter.
To separate the wort from the grains
Boiling Boiling the malt extracts, called Wort, The boil lasts between 50 and 120 minutes, depending on its intensity, the hop addition schedule, and volume of water the brewer expects to evaporate.
To ensure sterility, and thus prevents a lot of infections and the hops added contribute to bitterness, flavour, and aroma compounds to the beer, and, along with the heat of the boil, causes proteins in the wort to coagulate and the pH of the wort to fall
Whirlpooling At the end of the boil, the wort is set into a whirlpool
To allow the so-called teacup effect to force the denser solids (coagulated proteins, vegetable matter from hops) into a cone in the centre of the whirlpool tank.
Hopback A hopback is a sealed chamber that is inserted in between the brewing kettle and counter-flow wort chiller. Hops are added to the chamber, the hot wort from the kettle is run through it, and then immediately cooled in the wort chiller before entering the fermentation chamber
It facilitates maximum retention of volatile hop aroma compounds that would normally be driven off when the hops come into contact with the hot wort. The volatile hop compounds are trapped in the hot wort, and then the wort is immediately cooled, which keeps the volatile compounds in solution.
61

Wort cooling After the whirlpool, the wort is brought down to fermentation temperatures (20-26°Celsius) before yeast is added through a plate heat exchanger.
To bring the temperature to a suitable
growth temperature of microorganisms
or the yeast/starter cultures
Fermenting The wort is cooled and aerated usually with sterile air, yeast is added to it, and it begins to ferment.
It is during this stage that sugars from the malt are metabolized into alcohol and carbon dioxide, and the resulting product can be called a beer
Conditioning At this stage, the beer is cooled to around freezing, When the sugars in the fermenting beer have been almost completely digested and the fermentation has slowed down and the yeast has settled to the bottom of the tank
Encourages settling of the yeast, and causes proteins to coagulate and settle out with the yeast and enhances flavour development to occur
Filtering Filters come in many types. pre-made filtration media such as sheets or candles or fine powder made of, e.g. diatomaceous earth, which is introduced into the beer and recirculated past screens to form a filtration bed
Filtering the beer stabilizes the flavor, and gives beer its polished shine and smooth taste
Packaging Putting the beer into bottles, aluminium cans and kegs.
To extend shelf life and/or prevent from foreign materials.
STARTER CULTURE INFORMATION:Various strains of Saccharomyces carlsbergensis and Saccharomyces cerevisiae are used. Saccharomyces carlsbergensis is a bottom fermenting yeast while Saccharomyces cerevisiae have bottom as well as top fermenting strains. Yeast strains are specially selected for their ability to flocculate at the proper time near the end of the fermentation. Yeast cells from a previous fermentation are usually employed if they have not been contaminated (especially by wild yeast), and if they have not lost their vigor. When certain species of yeast (e.g., Saccharomyces cerevisiae) metabolize sugar they produce ethanol and carbon dioxide. The chemical equation below summarizes the conversion:C6H12O6 → 2 CH3CH2OH + 2 CO2.
TYPICAL SPOILAGE:Rapiness: condition in which liquid becomes viscous and pours as an oily stream. Caused by Acetobacter spp. , Lactobacillus and P. Cerevisae.Sarcinade Sickness: Produces a honey like odour when diacetyl production combines with normal beer odour. Caused by P. Cerevisae.Sourness: Oxidation of ethanol to lactic acid. Caused by Acetobacter spp.Turbidity: Produces an off odour flavour in beer, encourages bacteria to grow at pH 4.5. Caused by zynmomonas anaerobes and Saccharomyces spp.
62

SAFETY CONCERNS:Beer is considered a safe beverage; however, its degree of safety may be comparable to many other food products. Many hazardous situations may arise during the production of beer. It is uncommon to hear about a beer contaminated with a pathogen such as E. Coli, or the presence of glass fragments in bottled beer, or contaminating mycotoxins in a freshly brewed beer. Although unusual, these hazards may occur and the processor should be ready to prevent these situations
4
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Beer
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 5X104 1X105
Total Coliforms 3 5 2 50 1X102
Lactobacillus 2 5 0 0 0
Streptococcus 2 5 0 0 0
Yeast and moulds 3 5 2 1X102 1X103
63
PRODUCT: Wine red and white
Table 1: Product Description
Product Description
1. Product Name(s)
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
3.6
3. How it is to be used To be consumed with meals .
4. Packaging Bottles with
5. Shelf Life 5-7 years
6. Consumer No under eighteens
7. Where it will be sold Retail stores and wine sellers
8. Labelling Instructions Store in cool dry place
9. Special Distribution Intoxification is inevitable
64
White wine
Grapes/harvest
Transport/cooling/handling
Destemming/crushing stems ,leaves
Addition / adjustments
Optional maceration
Draining /pressing pormace
Settling /remove solids lees
yeast Fermentation
Malo-lactic fermentation
Ranking/clarification
Storage/blending
Clarification/fining
Cold stabilization
Membrane filtration
Bottling/ labelling
The difference between red wine and white wine with regard to the flow diagram. is this:Red wine has a fermentation on skins and white wine has fermentationRed wine under goes draining and pressing after fermentation white wine does have step but after optional macreration
65

Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Pre-fermentation Includes grape harvesting. The grapes are picked at commercial maturity, which is usually determined by both their acid and the sugar content. As grapes mature, their acid content decreases and their sugar content increase
Transport handling and cooling
Taking the grapes from one point to another without any bruises, handling and cooling them are also important to maintain their quality.
To avoid damage that would encourage the growth of undesirable micro-organisms and lead to oxidative browning.Hence, hand-picked grapes are generally placed in shallow containers to prevent them pressed under their own weight.They are kept cool and transported to the winery for processing with minimal delay.When using a mechanical harvester, it is important to avoid damaging the fruit.
De-stemming/crushing
Involves the removal of stems, grape,stalks and leaves.
Minimizing the extraction of phenols and compounds considered undesirable in the wine.Some of the wines may impart bitterness and astringency to wine,whilst others some of the compounds can give off flavours or haze in the wine.Crushing which is done immediately after de-stemming ,which may be done as gentle as possible since the pressure may damage seed,which will lead to the extraction of excees of compounds(phenols) that due to their bitter and astringent properties ,would tend to give a harsh wine.Crshing release the juice from the grapes,this facilitates the onset of fermentation,since the yeast has easy access to sugar-containg juce.
Addition\adjustment To enhance the wine e.g. sweetening or acidifying it.
Sulphur dioxide ha several functions. It protects the juice against both
browning reactions and, to an extent, unwanted micro-organisms.it also damage s the grape skin, and therefore enhances extraction of compounds from the skins.
66
It assist wines from cold regions to containing insufficient sugar to ensure have an adequate alcohol content in the finished wine may receive an addition of dry sugar. In a process called Chaptalization, and was first introduced in France by M Chaptal in 1801.
Tartaric acid may also be added; otherwise the wines may taste flat and may have a high a high pHs
Maceration This is the process of steeping or soaking the skins and seeds of the grapes in the grape juice released from the grapes during crushing.
In this process the phenols, including the coloured ones (anthocyanins), and the flavour compounds from the grape skins, the seeds and the residual grape stems are dissolved into the juice.Efficiency of maceration depends on the temperature, the length of time and the amount of agitation the macerating mash receives.
Fermentation Process in which fermentable sugars (glucose and fructose) present in the grape juice (including any added sugar0 are converted by yeast into ethanol (ethyl alcohol) and carbon dioxide, with the generation of heat.
To an extent that depends on temperature fermentation also produces many of the aromatics characteristics of the finished wine.
Draining and pressing
Putting pressure on the grapes to produce more juice out of the remining juice grapes,usually refered to as pomace.
The pressed juice tends to contain more tannins than the free run juice. Pressed juice must be kept separate from the free run juice for lighter wines, made to drink early, the pressed juiced is kept separate ,and often used for distillation.White wine pressed before fermentation while red wine is pressed after fermentation.
Malo- lactic fermentation
A type of second fermentation(Refer to fermentation)
Malo-lactic fermentation usually occurs in wine ,in which the lactic acid bacteria convert the harsh tasting malic acid into the softer tasting lactic acid,producing a small amount of carbon dioxide
Post fermentationRanking fermentation
Referee to fermentation for further maturation of the wine .
67
Bulk storage storage For storing of the wine and maturing and it assists in development of flavours.
Barrel ageing ageing Maturation takes place in large wooden barrels but if typically wood flavour is required the process is more effective in small barrels
blending Colouring and sweetening Blending can be done simply to sweeten a wine, by adding some specially prepared sweetening wine or to colour a wine by adding some specially prepared colouring wine.
Clarification or fining Process of making the wine clearer.
Ensures the wine stability so that it remains clear without the development of unsightly hazes or deposits in the bottle.Wines may be finned to precipitate specifically compounds that may affect the long term stability of the wine or they may be filtered or both.
Cold stabilisation Stabilising the wine by use of low temperatures.
This is a futher treatment that prevents tartrate salt from being soluble during storage leading to the occurrence of glass-like crystals of the tartrates in the wine that are sometimes found in the cork or at the bottom of the botle.This involves chilling the wine to near its freezing point, which generally deposits tartrates and other compoundswhich are then removed by filtration or centrifugation.
Membrane filtration or pasteurisation
To reduce the number of microbial growth for the extended shelf life.
Prior to bottling, all yeasts and other microorganisms have to be removed to ensure the microbial stability of the wine this is done by sterile filtration. In addition the bottles are injected with nitrogen to minimise exposure to oxygen.
Bottling or labelling a suitable packaging for wines Often a small addition of sulphure dioxide is made just before bottling to protect the wine from oxygen, to prevent browning and to reduce the
68
risk of contaminating microorganisms. The wine bottle is sealed with either cork or a screw cap. A cork usually gives an air tight seal especially if the bottle is stored lying down at a cool temperature of about 16 degree celcius
Bottle ageing Maturation of the wine A further type of maturation that may be used.this is used to affect the quality of the wine.
STARTER CULTURE INFORMATION:
yeast is the primary agent of grape ‘must’ this is what is called. To make wine several kinds of yeast may be involved in vilification,but the most important is Saccharomyces (genus) cerevisiae (species) some oxygen is required for yeast to synthesis sterols and long chain fatty acids need for the cell membranes of the yeast. fermentation by the yeast doesn’t require oxygen. wine yeast grows fairly well under anaerobic conditions but with a lower yeald.
Lactic Acid bacteria found in wine belong to three genera, namely: 1. Leuconostoc - Heterofermentative cocci, oval or spherical, occur in pairs or chains. 2. Pediococcus - Homofermentative cocci, often found in tetrads. 3. Lactobacillus - Homofermentative or heterofermentative rods, found singly or in chains. These organisms are gram positive, catalase negative, nonsporing cocci, coccobacilli or rods. They are microaerophilic that means they grow well under conditions of low oxygen content. Since they can grow under low oxygen conditions, they can grow throughout the wine (as opposed to on the surface of the wine) even though the container is kept full. The bacteria can metabolize sugars, acids and other constituents in wine and produce several compounds. Some of these are undesirable and constitute spoilage. (Barker and Clark,2004)
TYPICAL SPOILAGE:
Nature of Spoilage by Lactic Acid Bacteria The nature and the extent of wine spoilage by LAB depends on several factors such as the type of bacteria, composition of the wine and vinification practices. Based on the substrate used lactic spoilage has been classified as follows:
1. Fermentation of Sugars LAB, including those involved in MLF, metabolize sugars such as glucose and fructose, and produce lactic acid and acetic acid. The resulting wine acquires a sour vinegar-like aroma due to high VA levels. This is a serious spoilage and occurs in must with stuck fermentation or wines with higher residual sugars (sweet wines). A less serious form of lactic spoilage can occur in dry wines. In these wines the LAB utilizes pentose sugars, trace amounts of glucose and fructose, and produces lactic and acetic acid as a by-product. When sugars are attacked by LAB, lactic and acetic acids are produced. Formation of these acids increases the titratable acidity and lowers the pH. The decrease in pH restricts the growth of those organisms.
2. Degradation of GlycerolBreakdown of glycerol by LAB results in the formation of lactic acid, acetic acid and acrolein. The wine smells acetic, butyric and acquires a bitter taste due to acrolein.
69

3. Fermentation of Tartaric Acid. In this kind of spoilage, the LAB ferments tartaric acid and forms lactic acid, acetic acid and carbon dioxide. Degradation of tartaric acid occurs especially in wines with low acidity and high pH (pH above 3.5). The titratable acidity is further reduced and the wine acquires an acetic aroma and disagreeable taste. In advanced cases the wine is sometimes referred to as mousy.
4. Fermentation of Citric Acid Citric acid content of a wine can decrease during MLF. Depending on the species of bacteria and the wine pH. Citric acid degradation has been positively correlated with the formation of diacetyl and acetone as well as acetic acid.
5. Ropiness Certain species of Leuconostoc have been found to produce dextran slime or mucilaginous substances in wine. The wine appears oily and may not necessarily have high volatile acidity. In general, the lactic acid bacteria (as a group) are involved in the fermentation of malic acid and other wine constituents. Their activity results in the formation of several components that impart off flavors to wine. Some of the terms used in describing the lactic spoilage in wine include: acetic or sour, buttery, cheesy, sauerkraut-like, bitter, pickle aroma, mousy and geranium.
http://www.winebusiness.com/wbm/?go=getArticle&dataId=43878
SAFETY CONCERNS:
Although contamination with oil, hydraulic fluid or other such chemicals has been known to occur on very rare occasions, affected grapes are not used in wine making for qualitative as well as food safety reasons.
Sulphur dioxide may cause allergic reactions or exacerbate asthma in susceptible individuals.
Dimethyl dicarbonate may increase methanol levels in wine. However, it is very rarely used in winemaking. The Food Standards Code requires that usage must remain within 200 mg/kg and that the total level of methanol in wine is no more than
3g of methanol per litre of ethanol. Excessive use of sorbic acid and its salts may increase the human metabolic level. The
Food Standards Code requires that usage must remain within 200 mg/kg. Residues of fining agents with animal protein derivatives can cause allergic reactions in
susceptible individuals. Used glass bottles are very rarely, if ever, used by wine makers because they are more
susceptible to breakage and lack the aesthetic qualities of new glass bottles. If used, must have a specification or procedure to ensure suitable for winemaking.
Sulphite added in the field is beyond the control of the winemaker.
http://www.agwine.adelaide.edu.au/wine/microbial/accesedTable 3: SUGGESTED MICROBIOLOGICAL CRITERION: White and red wine
Tests Class n c m M
70
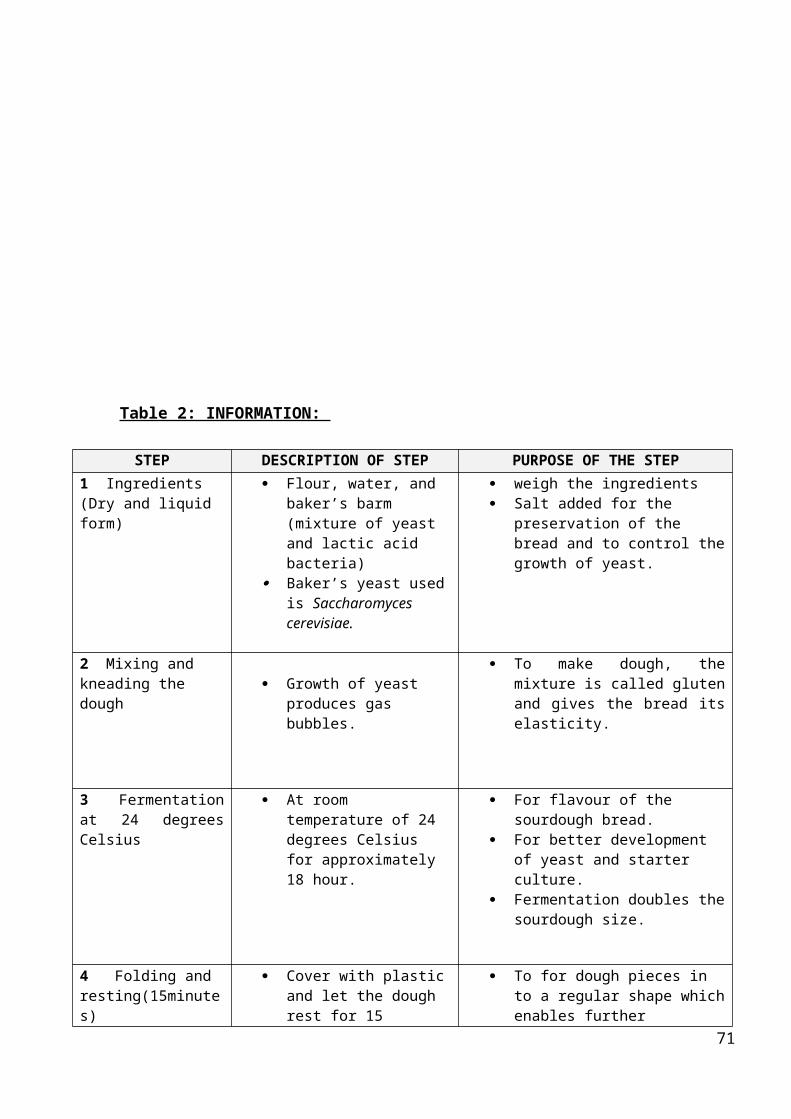
planStandard plate count
3 5 2 5×102 5×104
Faecal Coliforms
3 5 1 10 10×101
Yeast 3 5 2 10 10×101
Mould 3 5 2 10 10×101
References
http://www.winebusiness.com/wbm/?go=getArticle&dataId=43878 accessed on the 13/10/2010
http://www.agwine.adelaide.edu.au/wine/microbial/accesed on the 13/10/2010
Barker J; Clark J.R (2004),Wine Flavour Chemistry, Blackwell Publishing Ltd pp 8-21
71

PRODUCT:Traditional sparkling wine
Table 1: Product Description
Product Description
1. Product Name(s)
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Bubbly wine with a slightly sweet tasteAlcohol content =>8-14%pH =>3.3-4Preservatives=> Sulphur dioxide, Sodium dioxide, Sodium bisulphite, and Sodium meta- bisulphite.
Carbon dioxide content =>0.392 CO2/100ml of wine
3. How it is to be used Direct consumption
4. Packaging Contained in bottles capped with cork screws with a wire holding the cork in place
5. Shelf Life Up to 20years
6. Consumer General public-Adults (Above 18 years)Not intended for pregnant woman and children
7. Where it will be sold Retail stores, bars and restaurants
8. Labelling Instructions If wine labelling carries name of grape variety then the wine must be made from at least 75% of that grape varietyIf two grapes are named on the labelling then they must be stated in the order of importanceIf the labelling carries a name of place, region or sub-region; then 75% of the grapes must be from that region
9. Special Distribution World wide
Pressing
72
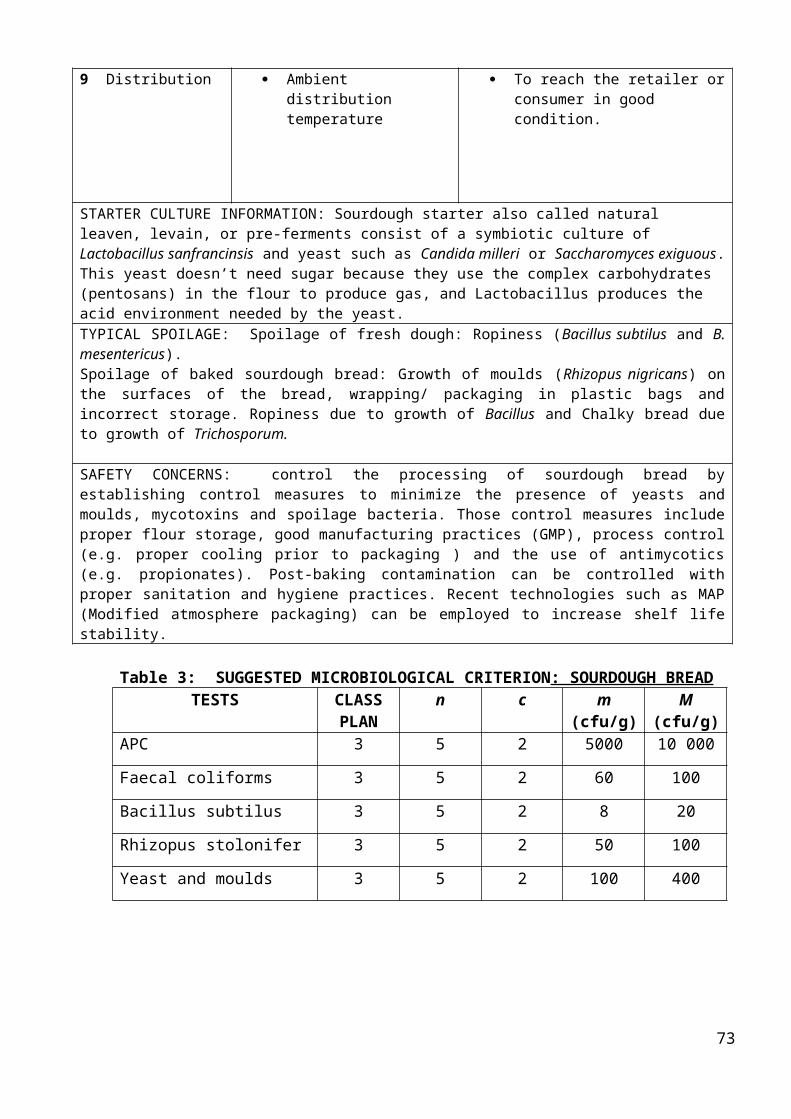
Addition of potassium metobosulfite
Primary fermentation
Addition of yeast and sugar
Bottling
Secondary fermentation
Riddling
Disgorging
Filtration
Dosage
Aging
Figure 1: Flow diagram for the production of: Traditional Sparkling wine
3
73
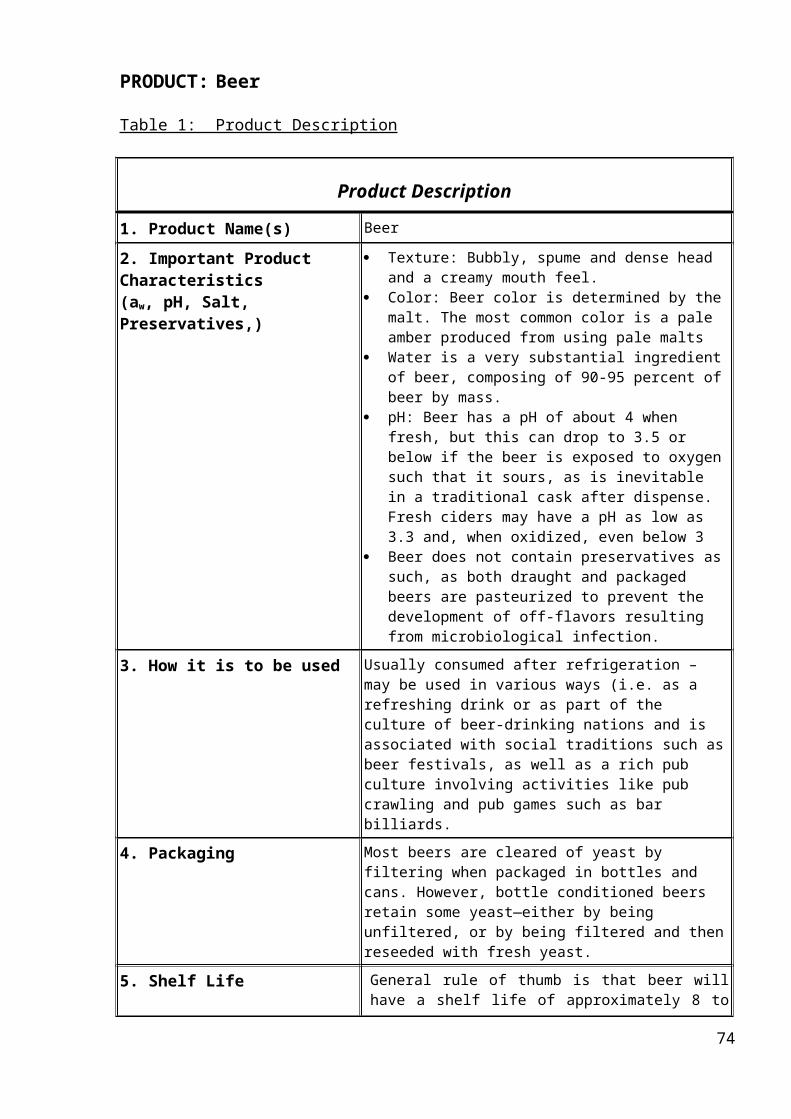
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Pressing The process were by the grapes are crushed
To extract the juice To increase the surface area for pimary fermentation
Primary fermentation After pressing a preservative is added e.g potassium metabosulfate.Fermentation done by Saccharomycess ellipsoidsT0 =>210C-310C
Preservative retards the growth of Lactobacillus spp. &wild yeast such as Candida &PachiaS.ellipsodes converts grape sugars to alcohol
Secondary fermentation
Saccharomyces cereviseae and sugar (liquer de tirage) are added to the cuvee T0 =>100C200C
Sugar acts as a substrate for the yeastYeast ferments the sugar and increase alcohol content and produce carbon dioxide
Riddling Involves the turning and tilting of the bottle in a specially designed wooden rack
To encourage the sediment in a bottle into the neck of the bottleTo sediment dead yeast cells and fining agents
Disgorging The neck of the bottle is frozen and ice plug containing some wine yeast sediment is formed at the neck of the bottle
To clarify the wine Freezing of sediment reduces loss of liquid during the removal of sediment
Filtration Bottle fermented wine is transferred under pressure back to tank. The wine is filtered back to a bottling tank and then placed into new bottles (final packaging)
To remove any remaining solid particles
Dosage A liquid sweetening solution is added to the bottle
To finish, address, smooth and protect the sparkling wine
Aging The wine is allowed to age at 200C-300C
To develop aromas and flavours
STARTER CULTURE INFORMATION:Primary fermentation => Saccharomycess ellipsoidsT0 =>210C-310CSecondary fermentation=> Saccharomyces cereviseae T0 =>100C200C
74
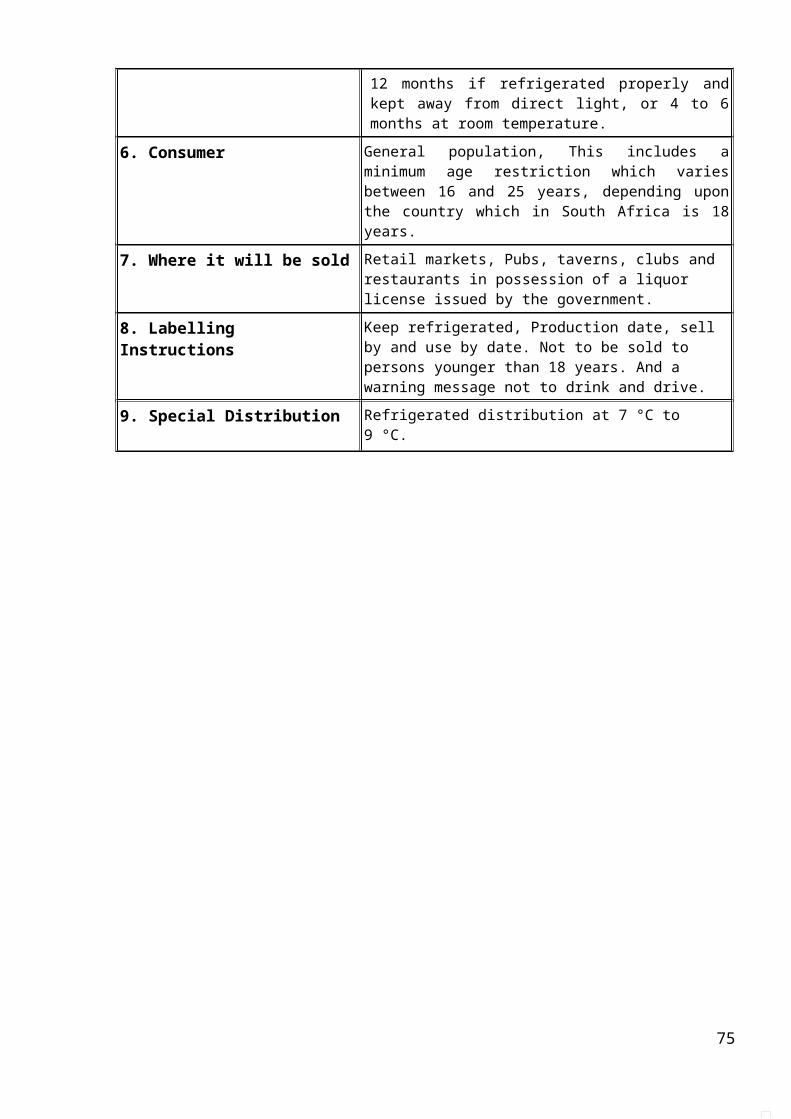
TYPICAL SPOILAGE:Bacterial and yeast spoilage. Candida valida is the most important yeast spoilage, it appears as a thin film in surfaces of wines. This yeast attacks alcohol and other constituents from this layer. Common bacteria is Acetobacter spp. Is responsible for the oxidation to acetic acid
SAFETY CONCERNS:Most common wine disease is tourne disease which is caused by facultative and anaerobes by increasing the volatile acidity by Biettanomyces of cloudiness.
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Traditional Sparkling wine
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
APC 3 5 2 100 1000
S.aureus 2 5 0 0
C.prefringens 2 5 0 0
E.coli 2 5 0 0
Yeast and molds 3 5 2 10 100
75

PRODUCT: Vinegar
Table 1: Product Description
Product Description
1. Product Name(s) Traditional and Modern Vinegar
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
pH of 2.4 Sulphur dioxide is used as a preservative Freezing Point is -2ºC Boiling Point is 100ºC Density is 1.01g/ml Sour taste Pungent Smell
All these characteristics apply to a 5% commercial vinegar
3. How it is to be used Used as a salad dressing Used to marinate meat and fish Used to add a sour taste in sauces and pickles Used as a flavourant
4. Packaging Packaged in plastic bottles and glass bottles
5. Shelf Life Store in a cool dry place to maintain the quality for 2 to 3 months
If stored in a refrigerator the shelf-life is about 6 to 8 months
6. Consumer Not to be consumed by children below the age of 5 years
Anyone above the age of 6 can consume the product
Not to be consumed by people with ulcers
7. Where it will be sold Sold in retail stores Super markets Ware house clubs Grocery stores
8. Labelling Instructions Store in a cool dry place Refrigerate to increase shelf-life after opening Use before the best before date
9. Special Distribution To be distributed to retail stores, distribution in truck, the vinegar should be stored in a dry cool place.
76
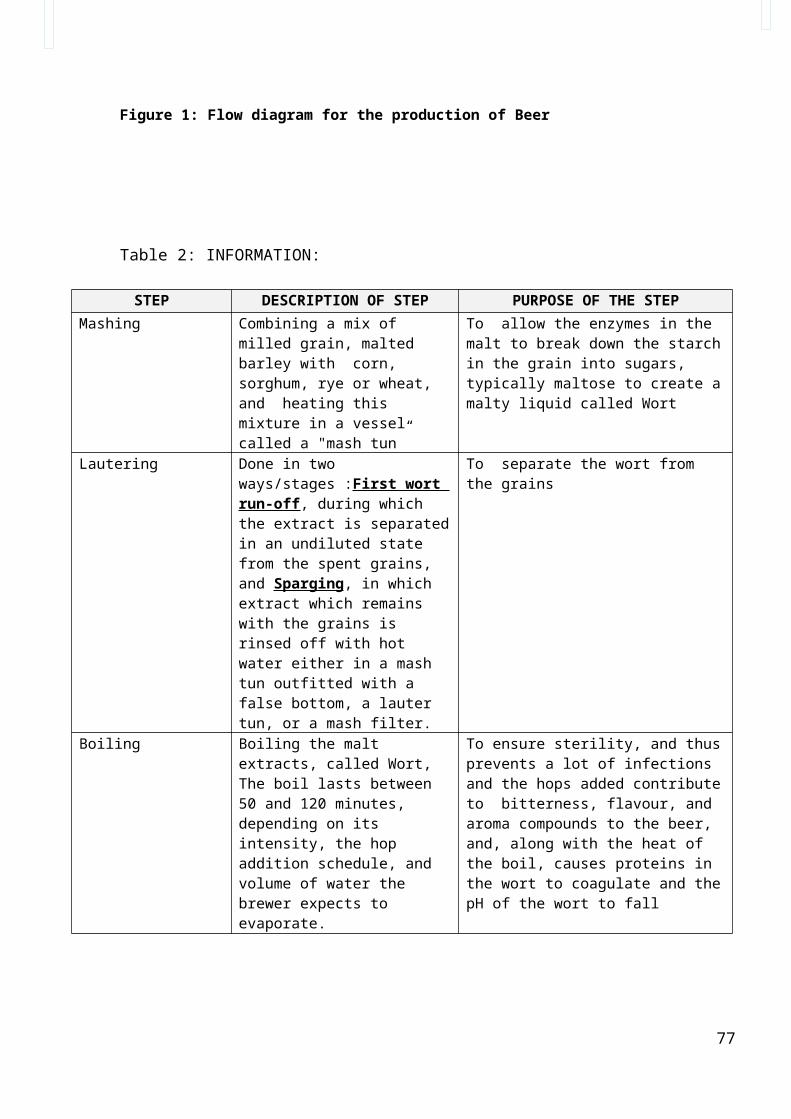
TRADITIONAL PROTOCOL MODERN PROTOCOL
77
Fermented Juice
Filtering
Mixing
Ferment Filtrate
Clear the fermented liquid of the culture
Standardize
Fill and seal
Label and store @ 25°C or refrigerate
Add the starter culture(Acetobacter)
Ethanol
Filtering
Oxidize Filtrate (to acetic acid)
Clear the fermented liquid of the culture
Standardize
Fill and seal
Label and store @ 25°C or refrigerate

Figure 1: Flow diagram for the production of vinegar (modern and traditional)
78
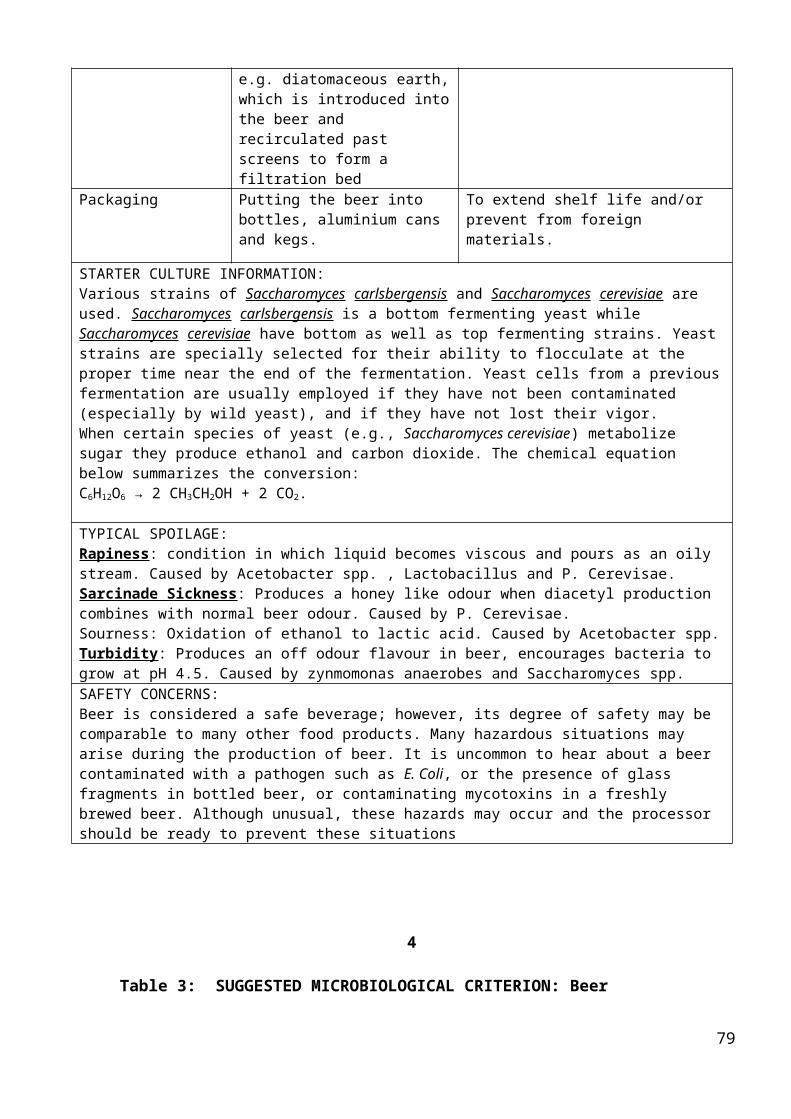
3
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
1. Receiving of the fermented juice
Fermented juice contains nutrients for the starter culture
For producing the vinegar
2. Filtering Removal of yeast from
the fermented juice To remove the Yeast from the
liquid used for the production of the vinegar
3. Mixing Mixing creates aeration
which introduces oxygen in the fermented liquid
To create aerobic growth conditions for the starter culture
4. Add the starter culture (Acetobacter)
The starter culture is responsible for the conversion of the fermented liquid to the product
To initiate the fermentation
process which will result in the formation of the product
5. Ferment the filtrate Conversion of the
substrate Fermentation by the starter
culture
6. Clear the fermented liquid of the starter culture
Removal of the starter culture cells
To remove the culture from the product and make it clear
79

7. Standardize to pH 2.4 Changing the pH of the
final product To adjust the pH of the final
product
8. Fill and seal Pour the vinegar into
bottles For packaging purposes
9. Label and store @ 25°C Distinguishing the
vinegar from other similar products
For distribution purposes
STARTER CULTURE INFORMATION:
Glucose + Yeast → ethyl alcohol + CO2( Traditional vinegar)
Ethyl alcohol + Acetobacter → Acetic acid + H2O(Traditional vinegar)Ethyl alcohol + Acetobacter → Acetic acid + H2O(Modern vinegar)TYPICAL SPOILAGE:
E. Coli is responsible for the spoilage of vinegar Mycoolerma vini (composed of yeast-like organisms forming a whitish film)
SAFETY CONCERNS: Store in a cool dry place
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: VINEGAR
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
MOULDS 3 5 2 1x102 1x106
YEASTS 3 5 2 1x105 1x109
E. Coli 3 5 2 50 100
80

PRODUCT: Sauerkraut
Table 1: Product Description
Product Description
1. Product Name(s)
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
pH 3.1 – 3.4, titrable acid 0.25% Salt 2.5%
3. How it is to be used Consumed in its raw state
4. Packaging 500g and 750g glass containers (wide mouth jars)
5. Shelf Life 3 – 6 weeks?
6. Consumer Germans
7. Where it will be sold Chain stores (shoprite checkers, pick ‘n pay)
8. Labelling Instructions Store at room temperature
9. Special Distribution
81

2Process flow diagram of Sauerkraut
↓
↓
↓
↓
↓
↓
↓
82
Receiving of raw materials
Washing of raw materials
Salting of shredded cabbage
Inoculation of starter culture
Incubation, fermentation
Packaging
Pasteurisation
Cooling

Figure 1: Flow diagram for the production of Sauerkraut
83
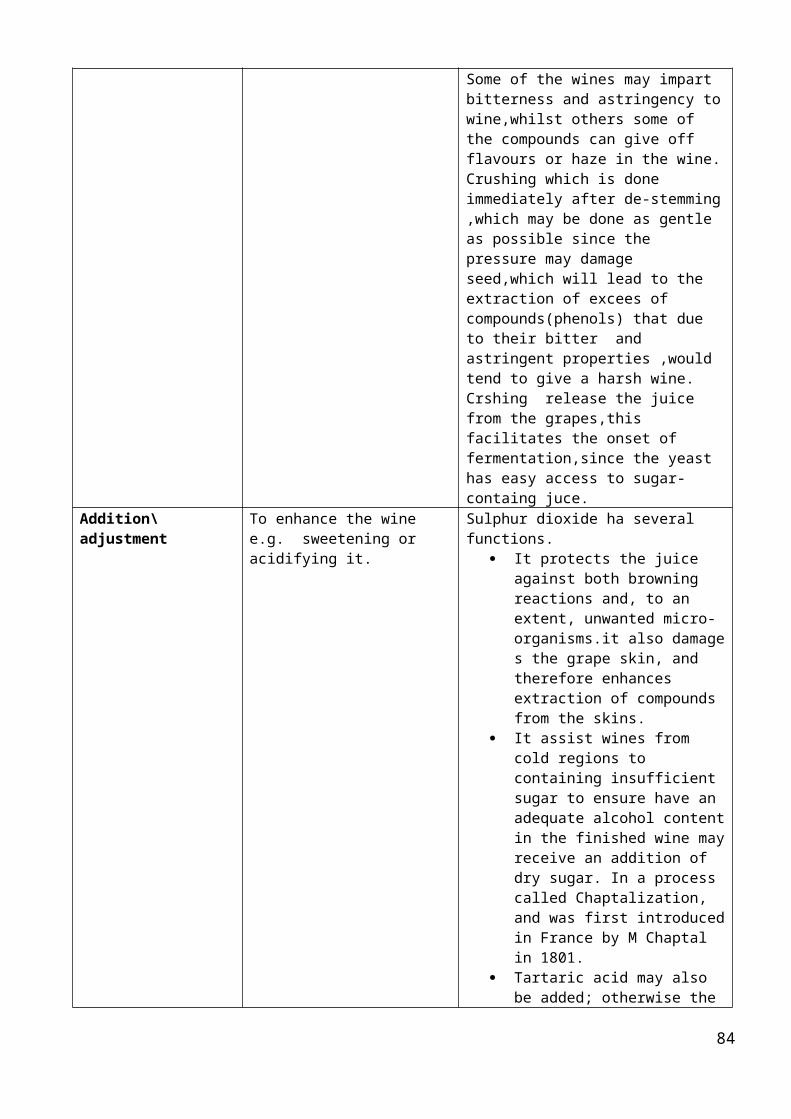
3
Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Receiving of raw materials
Is to ensure that the correct ingredients is received from suppliers which is used to start the sauerkraut process
Cleaning of raw materials
This ensures that undesired levels are removed and the cabbage are cleaned and stored into different sizes.
Salting of shredded cabbage
This is for the extraction of the juice from the cabbage to make the environment favorable for the fermentation process.
Inoculation of the starter culture
Inoculation of the starter cultures is to acidify the cabbage and to inhibit undesirable microbial growth.
Incubation, fermentation
Encouraging the actions of the starter culture and acidify the cabbage to 0.25%
Packaging The packaging of the sauerkraut is to protect it from oxidizing and it’s packed into 500g or into 750g cans.
84
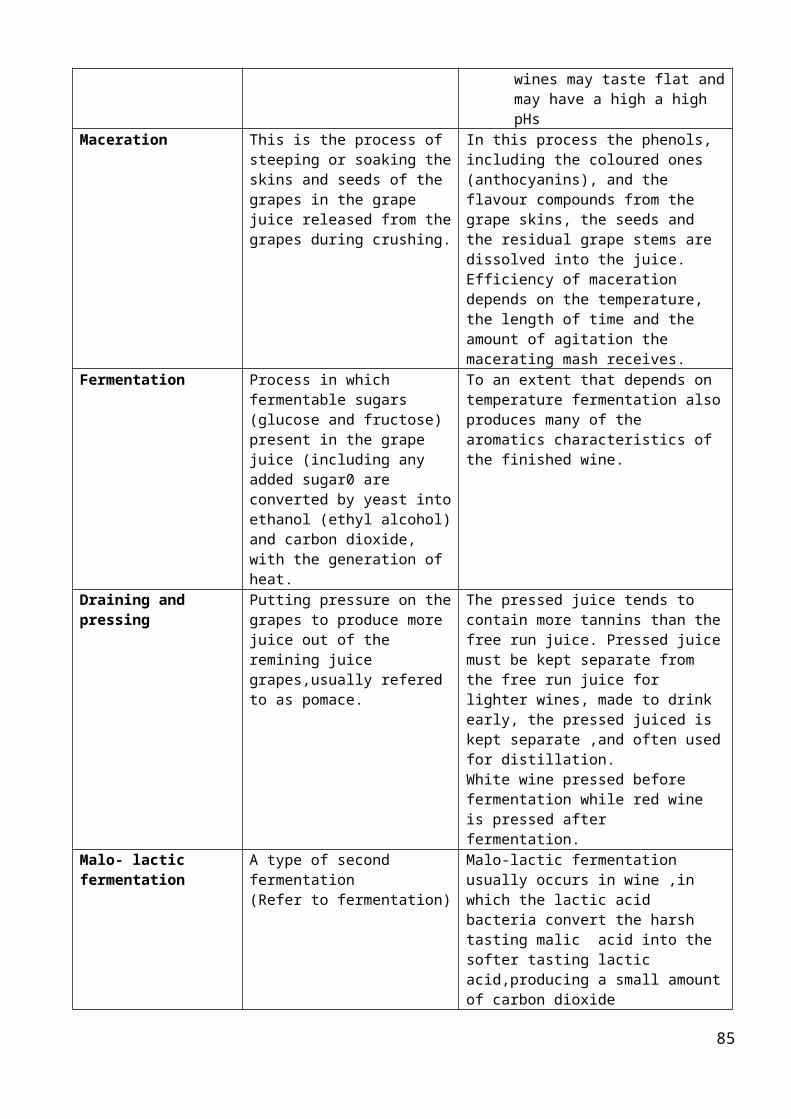
Pasteurization Heat treatment Pasteurization is done in order minimize, reduce or kill any pathogens present in the cans containing the sauerkraut and it could retard the starter culture.
Cooling The cooling process inactivates or retards the fermentation process by retarding the starter cultures.
STARTER CULTURE INFORMATION: Leuconostoc mesenteroides an acid and gas producing coccus
Lactobacillus plantarum and bacilli that produce acid and a small amount of gas
L. Cucumeris
Lactobacillus pentoaceticus acid and gas producing bacilli(L. Brevis)
TYPICAL SPOILAGE:The majority of spoilage in sauerkraut is due to aerobic soil micro-organisms which break down the protein and produce undesirable flavour and texture changesAnother problem encountered is the production of dark coloured sauerkraut. This is caused by spoilage organisms during the fermentation processPink kraut is a spoilage problem. It is caused by a group of yeasts which produce an intense red pigment in the juice and on the surface of the cabbage
SAFETY CONCERNS:
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: Sauerkraut
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
Total aerobic plate count 3 5 2 1.9 x 105 3.9x106
Yeasts and molds 3 5 2 20 70
85
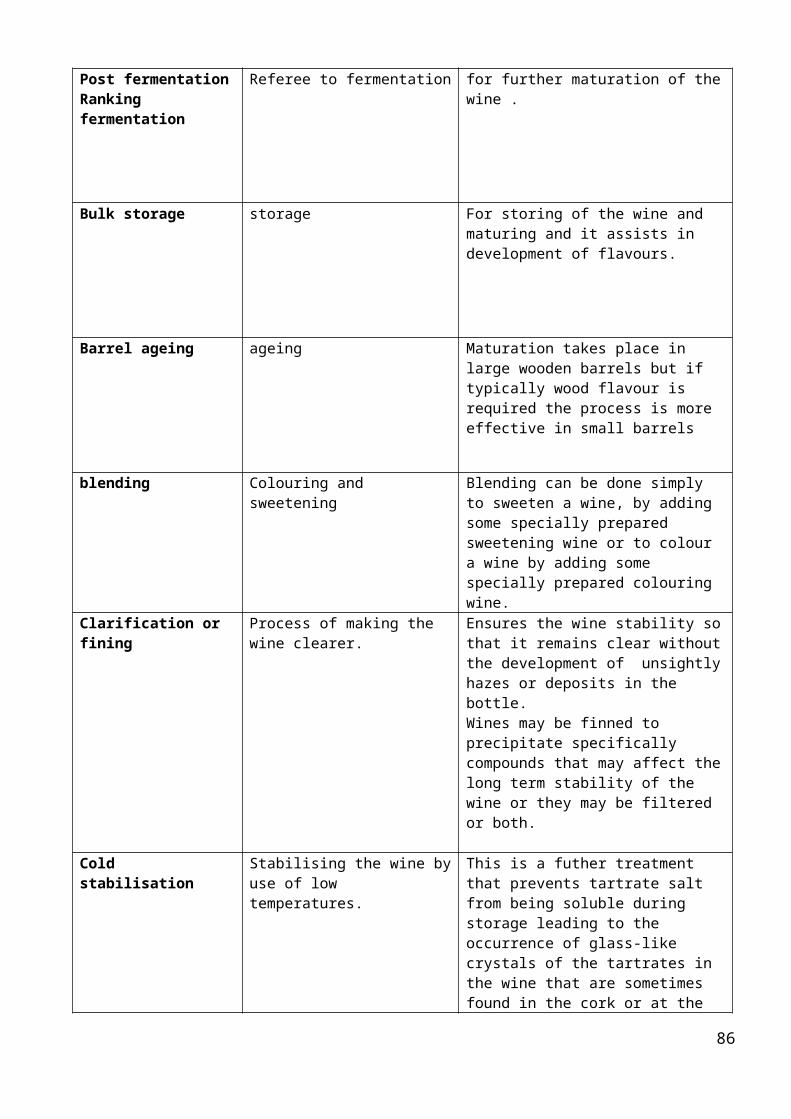
PRODUCT: Fermented meat products e.g Salami
Table 1: Product Description
Product Description
Fermented sausage
1. Product Name(s) Salami
2. Important Product Characteristics(aw, pH, Salt, Preservatives,)
Texture: Dry and firm on the outside but moist, tender and fatty on the inside
Colour: Brown to dark red with grey outer casing; and defined particles (6-8mm) of ground beef and pork with white fat show pieces on the interior.
Taste: mild to sharp acidic taste with pepper notes
Moisture:45% weight loss after drying pH value: 4.8 -5.2 Eh value: 200-400mv Typical size: 90mm calibrated casing Product shelf life: up to 5 months under correct
temperature conditions, but in SA 2months due to dryness not spoilage.
3. How it is to be used Ready- to -eat, may be used as a snack or included in dishes and sandwiches as a topping
4. Packaging Natural or synthetic protective casing Natural: animal gut (intestines) Synthetic: collagen, plastic or porous fiber
5. Shelf Life Dependant on packaging and storage conditions
Hurdle technology used is critical to reduce microbial spoilage
2 months at ambient temperature but up to 5 months outside SA
Refrigeration at 4 ۫C may prolong shelf-life Vacuum packaging when used as cold meat
may be stored for +/-10 days under refrigeration
6. Consumer General population, including children and the elderly but not for infant under the age of 4years.
7. Where it will be sold Retail (Supermarkets, butchery) Hotel and restaurants
8. Labelling Instructions Store below 15 ۫C in humidity controlled atmosphere or keep refrigerated.
9. Special Distribution Refrigerated
86
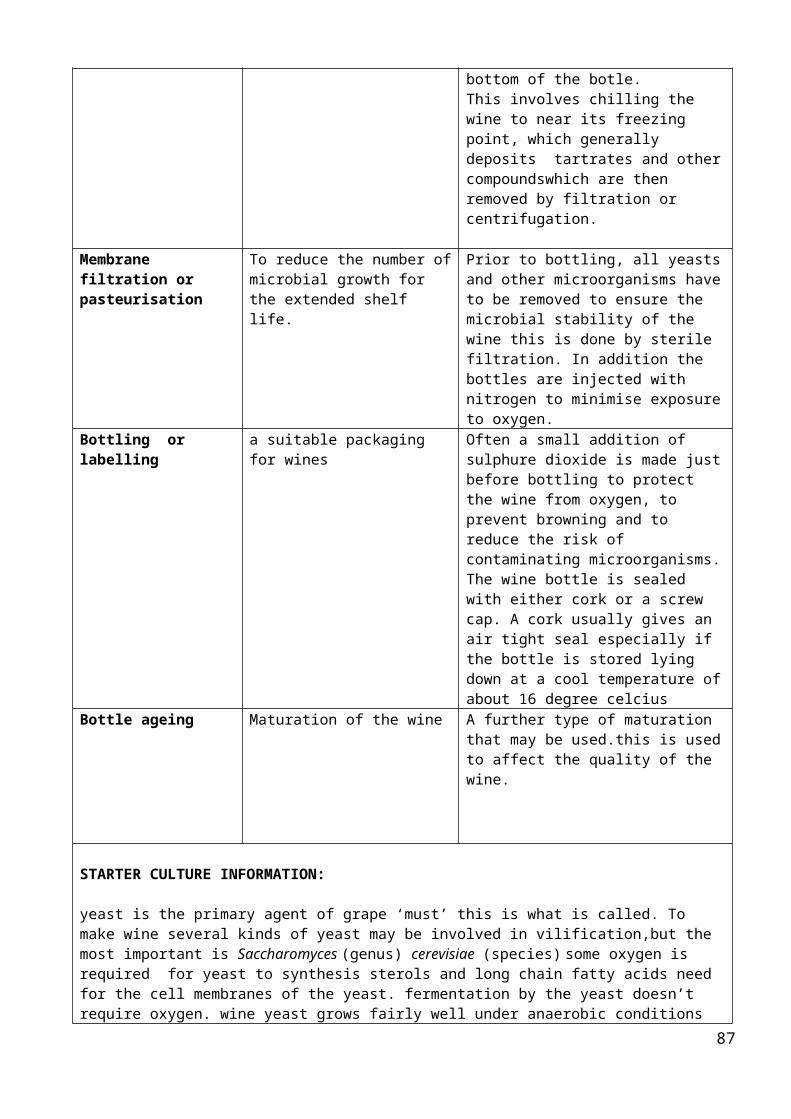
87
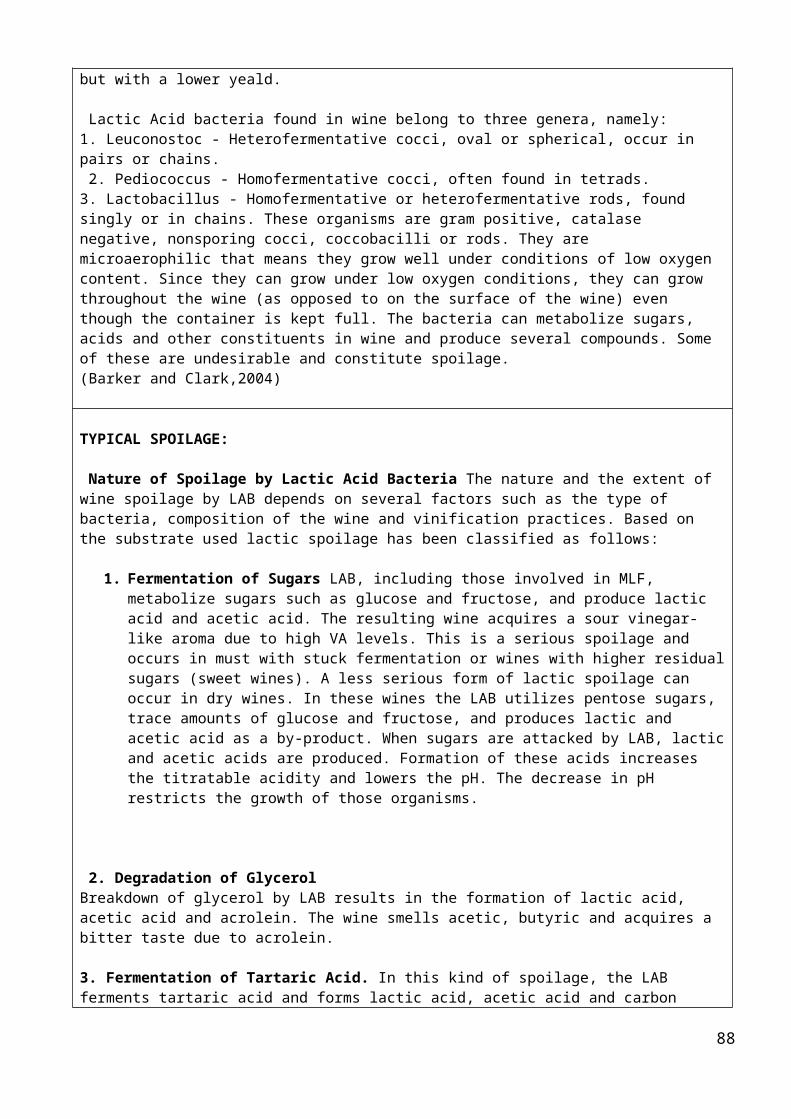
88
Receiving raw materials Meat Maturing mix and
curing agents Seasonings
Initial Chopping Frozen meat 8mm Fresh meat 6mm
Addition of starter culture (freeze dried becomes active when hydrated)
Lactobacillus cervatus
Staphylococcus curamosius
Saccharose
Addition of salt and seasonings
Addition of curing agents QRC- sodium nitrites Ascorbic acid

Figure 1: Flow diagram for the production of fermented meats- salami
89
Filling Into 90mm porous
fibrous casings
Final chopping and mixing (to 2 ۫C
Fermentation 3weeks, 45%
moisture and pH 4.8
Humidifier (80% at 25 ۫C)
Smoking (at 56 ۫C)
Storage and distribution

Table 2: INFORMATION:
STEP DESCRIPTION OF STEP PURPOSE OF THE STEP
Receiving raw materials
Meat Maturing mix
and curing agents
Seasonings
Beef (90/10)Pork (90/10)Pork belly (50/50)Pork backSaltQRCSalami spice packBitec LS3 cultureBlack pepperMaturing mixNadurot C
To ensure the processing of a high quality meat product with unique colour, flavour and textural characteristics. Fresh meat should be of high quality when received to ensure minimum growth of microbial contaminants.Supplier quality assurance should certify the absence of antibiotics in meat. The other minor ingredients should be received along with a COA to certify their processing under correct GMP and to state their microbial criteria which should be compatible to the meat manufacturer’s specifications.
Initial Chopping Frozen meat
8mm Fresh meat
6mm
Involves chopping of meat in a bowl cutter using sharp blades until desired particle sizes are achieved. Meat makes up a total of +/- 80% of the formulation
Size reductionFrozen meat: require longer chopping time, done to get 8mm particle.Fresh meat: cut to 6mm particle size. Meat is added for flavour, colour, moisture (fat) and show pieces.
Addition of starter culture (freeze dried becomes active when hydrated)
Lactobacillus cervatus
Staphylococcus curamosius
Saccharose
1/5 th of the pack is added according to supplier specifications
To provide the necessary microorganisms to ferment the sugars in the maturing mix.Allows for the development of a characteristic acidic flavour and to lower the pH of the meat thus prolonging its shelf-life.Saccharose is a sugar-carrier for the culture to make it easy for weighing and should contain no more than 7x109 CFU per gram.
Addition of salt and seasonings
Salt- 0.29%Salami spice pack-1.45%Black pepper-0.57%
Salt- flavour, lowers aw, protein extraction (primary, secondary and tertiary structures)Salami spice pack and black pepper- flavour.
Addition of curing agents
QRC- sodium nitrates
Ascorbic acid
QRC (sodium nitrite and salt)-0.29%Nadurot C- 0.19%
QRC- preservative, legislated because its carcinogenic and is not allowed in fresh meat. Necessary for colour development and interaction with starter culture.Vit C- prevents lipid oxidation that may result in rancidity
90
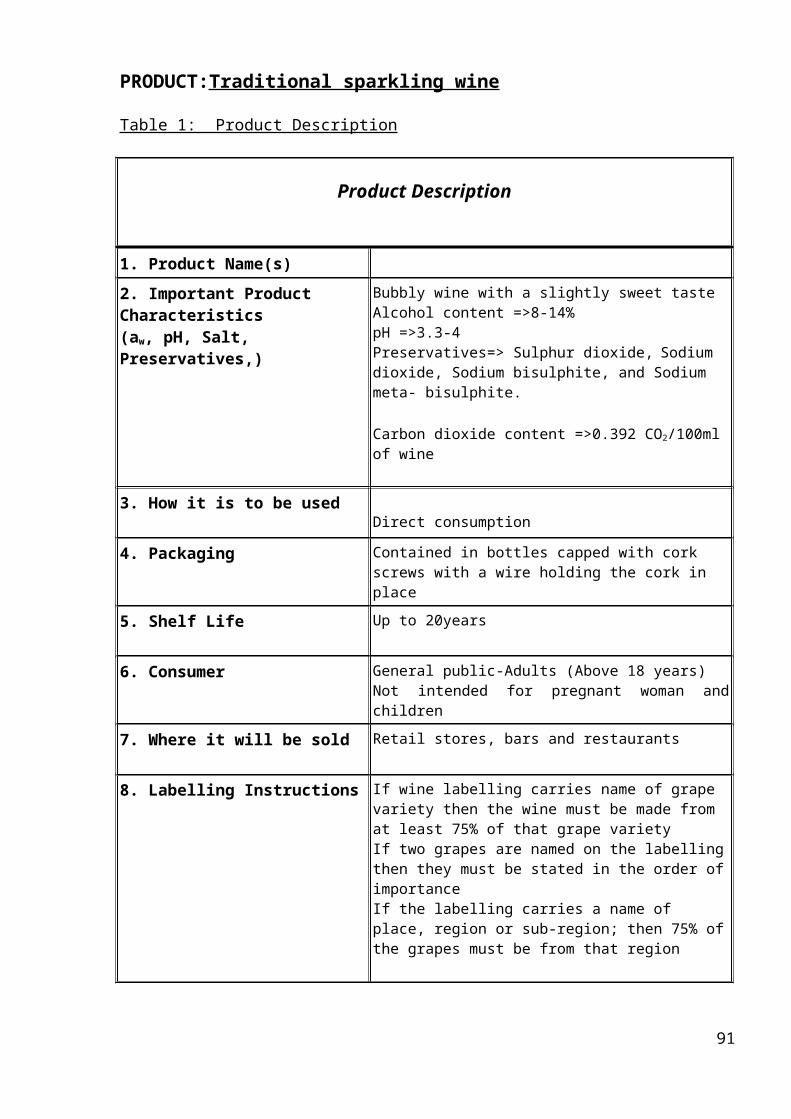
Final chopping and mixing (to 2 ۫C)
Mixing ensures that all ingredients are blended evenly into the formulation to form a heterogenous mass.Final chopping to be carried out at the correct temperature to prevent emulsion break down.
Filling Into 90mm
porous fibrous casings
Natural or synthetic may be used.Synthetic fibrous casings should be soaked in cold water for 10min to prevent breakage during filling.
Form of packaging, 90mm calibrated casing characteristic of salami to ensure efficient moisture loss gradient during humidification and fermentation.
Humidifier (80% at 25 ۫C)
Optimum temperature for the starter culture to activate
Prevent case hardening during fermentation to lower moisture content of the meat.
Fermentation 3weeks, 45%
moisture and pH 4.8
Use of starter culture to develop flavour and to lower pH of sausage
Allows bacteria to use up the sugar nutrients during the process of fermentation thereby reducing the pH to 4.8 within a period of 3 weeks. Moisture content is also reduced to 45%.These intrinsic factors retard microbial growth thus prolonging the products shelf-life.
Smoking (at 56 ۫C) Application of heat through burning of wood chips or liquid smoke.
Preservation and development of colour, flavour and aroma. Formation of a protective skin and protection from oxidation. Phenols offer anti-microbial activities which reduce the rate of spoilage.
Storage and distribution
Distribution < 25 ºC under controlled humidity.
Slow microbial growth to:Prevent spoilage by surface mould growth, prevent the migration of moisture.
STARTER CULTURE INFORMATION: Bitec LS3, contains the following microorganisms and sugar carrier; Lactobacillus cervatus, Staphylococcus curamosius, Saccharose.
Characteristics and reasons for use. Lactic acid bacteria play an essential role in the production of fermented meat products, Lactobacillus being the main species used in the type of fermented products. In order to ensure sensory quality and good colour formation, lactic acid bacteria are not sufficient and the contribution of Staphylococcus carnosus is needed
Chemical Pathway:
91
Glucose CO2
1ATP 2ATP
Phosphoketolase
Lactate Ethanol
TYPICAL SPOILAGE: Abuse of intrinsic factors (water activity, moisture content, pH, nutrients and reduction-oxidation potential) will result in the growth of yeast and moulds and some spoilage aerobic microorganisms.
SAFETY CONCERNS: Addition of 150ppm or less of nitrites is considered safe to prevent carcinogenic effects.
Table 3: SUGGESTED MICROBIOLOGICAL CRITERION: SALAMI
TESTS CLASS PLAN
n c m(cfu/g)
M(cfu/g)
Eschericia coli 3 5 1 10 100
Staphylococcus aereus 3 5 1 50 500
Salmonella 2 5 0 0 0
Campylobacter spp 2 5 0 0 0
Yersenia enterocolita 2 5 0 0 0
Listeria monocytogens 3 5 1 10 50
92