Principles of Boiler Operations
35
AL-JUBAIL PETROCHEMICAL COMPANY KEMYA UTILITIES and OFFSITES AREA SPECIFIC TRAINING COURSE CODE : P-20 PRINCIPLES OF BOILER OPERATIONS PREPARED BY : NATHAN.MKC
description
Principles of Boiler Operations
Transcript of Principles of Boiler Operations

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES and OFFSITES
AREA SPECIFIC TRAINING
COURSE CODE : P-20
PRINCIPLES OF BOILER OPERATIONS PREPARED BY : NATHAN.MKC

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 2 of 35
Table Of Contents
No Description PAGE # 1 Objectives. 3 2 Safety. 4 3 General Information. 5 4 Heat Transfer and Design. 6 5 Water Tube Boilers. 7 - 12 6 Fuels, Firing and Combustion. 13 – 17 7 Combustion Safeguards and Controls. 18 – 20 8 Instruments and Controls. 21 – 24 9 Safety Devices. 25 – 26 10 Boiler Operations. 27 – 31 11 Boiler Water Treatment. 32 - 35

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 3 of 35
1. OBJECTIVES
1.1 To provide an overview of the basic principles involved in Boiler operations for UOD personnel.
1.2 To increase the awareness and quality of job performance by
understanding the basic principles involved in boiler operations and adopting them in their daily operational work practices.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 4 of 35
2. SAFETY
2.1 Dangers associated with steam are due to pressure and temperature. The super high-pressure steam normal operating temperature is 510°C. Physical contact with any equipment or piping that is not insulated with this steam or any other steam source will cause severe burns. Personnel working around steam systems should wear long sleeve shirts at all times to lessen the exposure of burns.
2.2 Superheated steam cannot be seen. When steam is seen, it is actually the condensation of the steam that is being seen. Steam is colorless. It is possible to walk into a superheated steam leak without visibly seeing the leak. Other senses have to be developed along with awareness of where you are and what you are doing in order to provide for your own safety.
2.3 Steam and hot condensate pose severe burn potentials for the operators in the performance of this job. Temperatures of the various systems range from 160 to 510oC. Burns may occur at temperatures above 46°C.
2.4 Equipment damage is also to be avoided by preventing water hammer (a pressure shock) during heating and cooling of the systems. The headers and drums containing steam and condensate have to be heated up slowly and cooled slowly to prevent water hammer from occurring.
2.5 When draining equipment, be sure the equipment is well vented to prevent vacuum pull on systems.
2.6 If hot equipment is cooling down, be sure to vent any systems before they completely depressurize to prevent vacuum formation.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 5 of 35
3. GENERAL INFORMATION 3.1 Definitions:
3.1.1 A boiler is a closed pressure vessel in which a fluid is heated for use external to itself by the direct application of heat resulting from the combustion of fuel or by the use of electricity or nuclear energy.
3.1.2 A steam boiler is a closed pressure vessel in which steam is generated for use external to
itself by the direct application of heat resulting from the combustion of fuel or by the use of electricity or nuclear power.
3.1.3 Conduction is the transfer of heat from one part of a material to another or to a material with
which it is in contact.
3.1.4 Convection is the transfer of heat to or from a fluid (liquid or gas) flowing over the surface of a body. Convection is of two types namely Free and Forced.
3.1.4.1 Free convection is natural convection causing circulation of the transfer fluid due to a
difference in density resulting from temperature changes. 3.1.4.2 Forced convection is one in which circulation of the fluid is made positive by some
mechanical aids like pumps or fans.
3.1.5 Radiation is a continuous form of interchange of energy by means of electromagnetic waves without a change in the temperature of the medium between the two bodies involved.
3.1.6 Heating Surface in a boiler is the fireside area exposed to the products of combustion. This
area is usually calculated on the basis of areas on the following boiler element surfaces – tubes, fireboxes, shells, tube sheets and projected area of headers. Heating surface is another method of measuring boiler output.
3.1.7 Heating value of a fuel is the heat liberated by the complete and rapid burning of a fuel per
unit weight or volume of the fuel. 3.2 The 5 important factors to be considered while selecting a boiler are - type of fuel available, capacity
& pressure required, available space conditions, cost and boilers performance experience.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 6 of 35
4. HEAT TRANSFER and DESIGN 4.1 Heat transfer by means of three ways – Conduction, Convection and Radiation. The basic laws say
that when energy is transferred from one body to another, a temperature difference should exist and heat may be transferred from a high temperature region to one of lower temperature, but not vice versa.
4.2 Heat given off by the fuel when burned is transferred through the boiler tube walls and absorbed by the
boiler water. Any deposits formed on either side (water or fire) impose a resistance to effective heat transfer. Overheating of the boiler tubes can result and lead to eventual failures.
4.3 Majority of the heat transfer surfaces do not feel the direct radiant heat of the burning fuel but rather
absorb heat from the hot combustion gases as they pass through the boiler fireside. 4.4 Each 40-50°C drop in flue gas temperature constitutes a 1% improvement in thermal efficiency of the
boiler. 4.5 Boiler types based on Heat Transfer:
4.5.1 Fire tube boilers 4.5.2 Water tube boilers
4.6 A fire tube boiler is one in which the products of combustion (flue gases) pass on the inside of tubes
and tubes are contained within the shell or drum.
Fire tube boiler

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 7 of 35
5. WATER TUBE BOILERS
5.1 A water tube boiler is one in which water passes on the inside of tubes and tubes are located outside the shell or drum.
Natural Circulation Water-Tube Boiler – Water Circuit 5.2 Advantages of water-tube boilers:
5.2.1 Higher capacity / pressure and thus larger heating surfaces are exposed to the radiant heat of the fire.
5.2.2 Shell / drum not exposed to the radiant heat and can be constructed of heavier plate / designed for higher pressures.
5.2.3 Most parts of the boilers are accessible for cleaning, repair and inspection. 5.2.4 Higher operating efficiency. 5.2.5 Various fuels usage without making any alterations. 5.2.6 Large water tube boilers can carry much greater overloads and respond more readily to sudden
fluctuations / changes in demand. 5.3 Advantages of bent tubes in water-tube boilers:
5.3.1 Allows more heating surface to be exposed to the radiant heat of the flame. 5.3.2 Allows free expansion and contraction of the assembly, usually on the lower mud drum end, as
the upper drum is separated or suspended by steel structures. 5.3.3 They enter the drum radially to allow many banks of tubes to enter the drum. 5.3.4 Allow greater flexibility in boiler tube arrangement.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 8 of 35
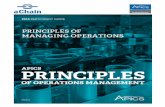
5.4 Diagram below shows some common bent tube boilers water and gas circulation paths. Circulation of water and gas in water-tube boilers 5.5 Boilers have some parts in common. They are:
5.5.1 Unheated Steam drum located outside the flue gas path. 5.5.2 Casing. 5.5.3 Large unheated Downcomers. 5.5.4 Feeders and risers. 5.5.5 Fully convection Superheater tubes and vents. 5.5.6 Integral economizer. 5.5.7 Continuous and Intermittent blowdown valves. 5.5.8 Level controls. 5.5.9 Safety valves. 5.5.10 Firebox. 5.5.11 Mud drum. 5.5.12 Burners. 5.5.13 Blowdown valves. 5.5.14 Drum vents. 5.5.15 Level sight glasses. 5.5.16 Steam non-return valves.
5.6 It is necessary to understand how these parts are connected and related to each other to
properly operate a boiler. All pressure parts are drainable. Normally boilers have interface with the BFW system and Fuel system.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 9 of 35
5.7 Steam Drum:
Steam drum internals 5.7.1 Essential functions of steam drum internals:
5.7.1.1 Separates steam from water to provide downcomer system with steam free water for proper and safe circulation.
5.7.1.2 Separates moisture from steam to provide high steam quality.
5.7.2 The internal pressure generated in the vessel as the water is converted to steam causes the steam to flow through a set of cyclone separators. The steam flow circles through the cyclone, which forces the entrained water to the outside due to the forces of centrifugal force. The water contacts the side of the cyclone separator and drops back into the water level in the steam drum.
5.7.3 The steam comes out the ends of the cyclone separators and enters the Chevron Dryers. This drying system is a set of plates arranged near the top of the steam drum centerline where the steam changes directions as it flows upwards and continues to drop out moisture that is entrained with the steam.
5.7.4 The third fitting that the steam comes in contact with to complete the saturation drying of the steam is the Dry Box. The steam changes directions again. Drains on the bottom of the Dry Box direct any remaining water into the water level in the steam drum.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 10 of 35
Steam drum cross sectional view
5.7.5 Water level is maintained in the steam drum by a multi-element steam drum level control. These elements control the valve in the BFW inlet piping.
5.7.6 Elements that control the steam drum level valve are:
5.7.6.1 Steam drum level 5.7.6.2 Feed water flow 5.7.6.3 Steam outlet flow Typically these are referred to as three-element steam drum level controllers.
5.7.7 Sight glass is the most reliable means to determine the water level in the steam drum. Sight glass cutout valves are usually of the type that will check off or stop the flow of water from them if the glass should break. The valves have a particular way they must be operated for them to be effective.
5.7.8 Feed water enters the steam drum through the internal feed distributor in the steam drum. This feed pipe is 3 inches in diameter and runs basically the length of the steam drum. There are openings along the length of the pipe, which allows the water to flow into the drum at a direction / angle that does not allow the water to spray upwards into the steam vapor space above the water level.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 11 of 35
5.7.9 Basically two types of tubes connect to the steam drum. They are:
5.7.9.1 Downcomer tubes where the water flow is down to the bottom of the boiler and to the mud drum.
5.7.9.2 Generating tubes or Risers where the water / steam flow is upwards to the steam drum.
5.7.10 When inspecting the internals of steam drum, check the condition of ¼’’ diameter holes in the collecting pipes – they must be free / clear. Plugged driers on collecting pipes could lead to restrictions of the safety valves openings which in turn reduces the relieving capacity flow and creates a hazardous situation.
5.8 Economizer and Superheaters: Superheaters
5.8.1 The basic purpose of Superheaters and Economizer is to extract all possible heat from the flue gas, thus lowering the exit temperature of flue gas going up the stack.
5.8.2 Economizers serve as traps for removing heat from flue gases at moderately low temperature,
after they have left the steam generating and superheating sections of the boiler.
5.8.3 The general classification is
5.8.3.1 Horizontal or vertical tube, based on the direction of gas flow with respect to the tubes in the bank.
5.8.3.2 Parallel flow or counter flow, with regard to the relative direction of gas and water flow. 5.8.3.3 Steaming or non-steaming, according to thermal performance. 5.8.3.4 Return-bend or continuous-tube types. 5.8.3.5 Plain tube or extended-surface types, according to the details of design and form of
heating surface. 5.8.3.6 Each fuel burnt has a dew point temperature, which can cause moisture accumulation
on the economizer and corrode the surface in a short time.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 12 of 35
5.9 Waterwalls:
5.9.1 Waterwalls consist of relatively close spaced vertical tubes forming the four walls of the furnace, basically to cool and protect the furnace lining.
5.9.2 Essential functions of Waterwalls:
5.9.2.1 Protect the insulated walls of the furnace. 5.9.2.2 Absorb heat from the furnace to increase the units generating capacity. 5.9.2.3 Make the furnace airtight.
5.9.3 Heat is transferred to the waterwall tubes as radiant heat from the zone of highest temperature
in the furnace. Because of the great amount of heat absorbed by that part of the boiler, feed water must be of best quality. Also circulation of water must be rapid and plentiful to ensure positive flow through each tube at all times.
5.9.4 Under no circumstances a waterwall header not to be blown down while the boiler is
operating. If blown, the boiler normal circulation will be upset and the overheated tubes will bulge or rupture.
5.10 Downcomer:
5.10.1 Downcomer is a large vertical tube or pipe for circulating water from the water space of the steam drum to waterwall headers.
5.10.2 The downcomer is always placed outside the boiler casing so that it does not absorb heat from
the furnace or boiler proper. If it absorbs heat, the natural gravity circulation of the cooler water downward will be disturbed.
5.10.3 It is critical that the generating tubes, downcomers, mud drum and headers must be full
of water at all times when a fire is in the firebox. Continuing to fire a boiler when the level is low will cause severe damage to the boiler and endangers personnel.
5.11 Causes of tube failures in water-tube boilers:
5.11.1 Solid deposits, corrosion and low water level. 5.11.2 Slagging of gas passages, which restrict normal heat transfer. 5.11.3 High heat concentration in some tube areas. 5.11.4 Stress corrosion and flame impingement. 5.11.5 Poor circulation and steam cutting / erosion / corrosion by sootblowers that are improperly
located or in poor condition.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 13 of 35
6. FUELS, FIRING and COMBUSTION 6.1 For proper chemical reaction to take place in combustion, the following three requirements are
needed:
6.1.1 Proper proportioning of fuel and oxygen with the fuel elements as shown by chemical equations.
6.1.2 Thorough mixing of fuel and oxygen so a uniform mixture is present in the combustion zone and every fuel particle has air around it to support the combustion.
6.1.3 The ignition temperature must be established and monitored so that the fuel will continue to ignite itself without external heat when combustion starts.
6.2 For fuel to be burnt efficiently:
6.2.1 The furnace must have adequate combustion space to ensure a thorough mixing of air and fuel. 6.2.2 The furnace must also maintain a high enough temperature for complete combustion. 6.2.3 Furnace must be tight so that air cannot leak into or out of the casing, thus affecting the air / fuel
ratio. 6.2.4 Too high furnace temperature to be avoided, as this can lead to rapid deterioration of linings or
possible overheating of vital pressure parts. 6.2.5 Reaction of combustion should be completed before the flue gases leave the combustion
chamber so as to avoid flame impingement on tubes and possible overheating. 6.2.6 Complete combustion also depends on the distance traveled, the speed and whether the flow is
turbulent or not. 6.3 Chief heat producing elements in fuels are carbon, hydrogen and their compounds. Sulfur when
rapidly oxidized is also a source of some heat energy, but its presence in a fuel has bad effects. 6.4 Nitrogen occupies 79% by volume of air used in burning fuels and it increases the amount of air
required to support combustion. Also it will absorb released heat and thus it affects combustion by means of temperature and time needed to complete the burning of the fuel.
6.5 Natural gas is the main gaseous fuel for boilers. Methane is the major component and ethane /
nitrogen in smaller amounts. 6.6 Fuel oil chief combustible ingredients are carbon and hydrogen. Hydrogen has a much higher heating
value and lower atomic weight than the other principal elements in the fuel oil; the proportions of carbon and hydrogen affect both specific gravity and heating value.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 14 of 35
Dual fuel burner 6.7 Functions of an oil burner:
6.7.1 In addition to proportioning fuel and air and mixing them, oil burners must prepare the fuel for combustion by two ways – oil may be gasified / vapourized by heating within the burner or may be atomized by the burner so vapourization can occur in the combustion space.
6.7.2 If oil is to be vaporized in the combustion space in the instant of time available, it must be
broken up into many small particles to expose as much surface as possible to the heat.
6.7.3 Atomization is effected in three basic ways – by using steam / air under pressure to break the oil into droplets or by forcing oil under pressure through a nozzle or by tearing an oil film into drops by centrifugal force.
6.7.4 Burner must provide good mixing of fuel and air so that complete combustion of the oil droplets
is achieved. Steam atomizing burner-external mixing Steam atomizing burner-internal mixing

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 15 of 35
Air registers control excess air for oil burner 6.8 Steam atomizing burners possess the ability to burn out almost any fuel oil, of any viscosity and at
almost any temperature. Burners can be classified into two types – Internal mixing or external mixing. 6.9 Primary air is the air mixed with the fuel at or in the burner. It ensures instant combustion as the fuel
enters the furnace. 6.10 Secondary air is the air usually brought in around the burner or through the openings in a furnace wall.
It provides the oxygen to complete the combustion in the furnace. 6.11 Burning should always be with excess air to ensure that all the fuel is properly burnt and better
efficiency in heat release is achieved. This also reduces smoke formation and soot deposits, thus avoiding environmental pollution. Usual percentage of excess air in burning with oil or gas is 10 to 30%.
6.12 If air supplied is less, than the mixture is rich in fuel. High fuel will cause an incomplete combustion
resulting in long / smoky flame, less heat and the flue gas will have unburned fuel such as carbon particles or carbon monoxide, instead of carbon dioxide.
6.13 If air supplied is more, than the mixture is rich in air. This will result in a shorter flame and clean fire.
Excess air takes away some of the heat released from the furnace to the stack. 6.14 When flue gas comes out of a stack as black smoke, it is an indication of insufficient air. If air is
high, it usually causes a dense, white smoke on the stack. A faint, light-brown haze coming from the stack is a sign of a reasonably good air/fuel ratio. Exact analysis can be done with a flue gas analyzer (Orsat flue gas analyzer).
6.15 With oil, some carbon formerly associated in hydrocarbon compounds breaks away as free carbon.
Incomplete combustion of carbon is the germ of smoke and soot.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 16 of 35
6.16 To calculate the amount of air required for combustion:
Amount of oxygen required (as calculated from the combustion equation)
% Oxygen in air by weight (0.2315)
6.17 Flue gas analyzer measures the % of volume of carbon dioxide, carbon monoxide and oxygen. The maximum % of CO2 in flue gas possible is 21%. Any unburnt oxygen (excess) will reduce the % of CO2 in the flue gas.
6.18 A high percentage of CO2 in boiler flue gas is a good thing, within limits and not because of perfect
combustion. A low percentage of CO2 is a proof that the flue gas is heavily diluted with excess air. Since this excess air goes as waste to the stack at fairly high temperature, it is a great loss in efficiency.
6.19 Sulfur in fuel is harmful because sulfur burns to sulfur dioxide, which when mixed with water or water
vapour forms sulfurous acid and this acid is corrosive to tubes, breechings and economizer sections on large boilers.
6.20 Draft:
6.20.1 Draft provides the differential pressure in a furnace to ensure the flow of gases. Without draft the process of combustion will stop due to lack of air. Draft overcomes the resistance to flow of the tubes, furnace walls, baffles, dampers and the chimney lining.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 17 of 35
6.20.2 A chimney into which the boiler exhausts produces natural draft.
6.20.3 Mechanical draft is produced artificially by means of forced or induced draft fans.
6.20.3.1 A forced draft fan forces air into the furnace usually at a pressure higher than
the atmospheric pressure. 6.20.3.2 An induced draft fan draws the air out of furnace by creating partial vacuum
on the suction side of the fan. The blades of induced draft fans are prone to rapid wear because they have to handle hot, corrosive gases and flyash. So it requires periodic cleaning and dynamic balancing to avoid excessive vibrations.
6.21 Boiler efficiency:
6.21.1 Can be calculated by 2 ways:
6.21.1.1 It can be figured directly from the total fuel burnt in a given period of time and the total water evaporated into steam in the same period.
6.21.1.2 From the data on heat lost up the stack, as per the formula
Fuel energy input - energy lost up stack
= Boiler efficiency. Fuel energy input

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 18 of 35
7. COMBUSTION SAFEGUARDS and CONTROLS 7.1 Furnace explosion: Ignition and instantaneous combustion of explosive or highly inflammable gas,
vapor or dust accumulated in a boiler setting is known as furnace explosion. 7.2 Conditions necessary to cause a furnace explosion:
7.2.1 Accumulation of unburnt fuel. 7.2.2 Air and fuel in an explosive mixture. 7.2.3 A source of ignition.
7.3 Reasons for increase in furnace explosions in modern boilers:
7.3.1 Boilers are larger, calling for higher burner capacity and more efficient boiler operation. 7.3.2 Boiler capacity has been increased while furnace size has been held to a minimum; so firing
conditions are more critical. 7.3.3 Many boilers of waterwall type are being used and the firebox temperatures are lower. 7.3.4 Using of natural and plant process gases mixture as fuel.
7.4 Main causes of firebox explosions:
7.4.1 Flame failure due to liquids or inert gases entering the fuel system. 7.4.2 Insufficient purge before lighting the first burner. 7.4.3 Human error. 7.4.4 Faulty automatic fuel regulating controls. 7.4.5 Fuel shutoff valve leakage. 7.4.6 Unbalanced fuel / air ratio. 7.4.7 Faulty fuels supply systems. 7.4.8 Loss of furnace draft. 7.4.9 Faulty pilot igniters.
7.5 Human error causes are primarily due to incompetent or poor training of operators. Understanding of
the equipment is highly essential to recognize a dangerous condition. The quality and quantity of safety control system maintenance is very important to ensure proper functioning and reliability of the safety instrument.
7.6 Burners using an auxiliary pilot to ignite a main burner always present the hazard of the pilot
going out accidentally before the main burner goes on. Pilot proving flame detectors have now become a mandatory on larger boilers and on small gas fired units.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 19 of 35
Causes of firebox explosion and preventive measures 7.7 Basic precautions needed to prevent furnace explosions:
7.7.1 Periodic checking of the boiler for proper operation. 7.7.2 If burner goes off accidentally, purge out the system before attempting ignition. Always find out
the cause and rectify the fault. 7.7.3 Keep burners and all associated equipments clean. 7.7.4 Do not attempt to secure excessively high CO2 by using too rich air / fuel ratio or by inadequate
secondary air supply. 7.7.5 Keep the temperatures and pressures for fuel oil at the right levels. 7.7.6 Never allow an unstable flame condition to continue uncorrected.
Typical interlock system

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 20 of 35
7.8 Mechanical and electrical interlocks play a vital role in operating a boiler in proper sequence.
They immediately shutdown the unit if any one of the components is not operating within set limits. 7.9 Flame safeguarding system:
7.9.1 A flame safeguard system is an arrangement of flame detection systems, interlocks and relays which will sense the presence of o proper flame in furnace and cause fuel to be shut off to the furnace if a hazardous condition develops.
7.9.2 Functions of modern flame safeguarding system:
7.9.2.1 Senses the presence of a good flame or proper combustion 7.9.2.2 Programs the operation of a burner system so that motors, blowers, ignition and fuel
valves are energized only when they are needed and then in proper sequence. 7.10 Two control parameters are usually considered in a flame failure system to prevent furnace
explosions:
7.10.1 Control the input composition so that it cannot accumulate to an explosive batch or mixture and it is known as Input control.
7.10.2 Ignite in proper sequence all combustible combinations of fuel & air as they enter the furnace, it
is known as Ignition control. 7.11 As a rule of thumb, a fuel-air mixture greater in volume than 30% of the volume of the combustion
chamber may be a damaging mixture. 7.12 Ultraviolet radiation is the latest flame detector based on the phenomenon of sensing the strength of
UV radiation in a flame. When radiation from a flame passes through the typical quartz-viewing window of one of these detectors into the flame sensing tube, the tube becomes electrically conductive. The strength of the detector signal or the current passed through the sensing tube, depends on the kind of fuel, size / temperature of the flame and distance between the flame detector & flame.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 21 of 35
8. INSTRUMENTS and CONTROLS 8.1 Modern day boilers are equipped with safety features that protect the equipment and the personnel from
harm due to unsafe conditions in the boiler operations. 8.2 Safety controls are those that limit energy input and thus shut down the equipment when unsafe
conditions develop. They are:
8.2.1 Pressure / Temperature limit switches. 8.2.2 Low water / Fuel cut off. 8.2.3 Flame failure safeguard systems. 8.2.4 Automatic ignition controls. 8.2.5 Oil and gas fuel shut off valve controls. 8.2.6 Air and fuel pressure interlock controls. 8.2.7 Feed water regulating controls.
8.3 Safety controls guard against:
8.3.1 Overpressure leading to explosions from the waterside or steam side. 8.3.2 Overheating of metal parts, possibly also leading to explosion in a fired boiler 8.3.3 Fireside explosions due to uncontrolled combustible mixtures on the firing side.
8.4 Difference between Operating controls and Safety controls:
8.4.1 Operating controls regulate the boiler so it operates under certain set conditions involving load, feed water and combustion. The aim is to obtain the most efficient output from the boiler for each pound of fuel burnt. They can be also considered as governing controls that make adjustments of feed water, fuel, air, flue gas and steam flow as demanded by the load.
8.4.2 Safety controls provide the upper / lower limits set for the safe operation of the boiler. If the
variable conditions involving the boiler go beyond a certain limit, an alarm warns that corrective actions must be taken or the boiler is shut down.
8.5 Instruments are important in any unit because they indicate the condition of the unit. Any
deviations from design or stipulated conditions serve as warnings of impeding danger or inefficient operation. To capture these deviations indicated by instruments, knowledge about the normal operating parameters and permissible variations in the readings observed is the most important requirement / responsibility of any operator.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 22 of 35
Operating and Safety controls used on boilers 8.6 Primary measurements used in controlling boilers:
8.6.1 Steam pressure and flow 8.6.2 Furnace pressure and draft 8.6.3 Air pressure and flow 8.6.4 Feed water flow and pressure 8.6.5 Flue gas flow and composition 8.6.6 Proper ignition and burner flame control
8.7 Common components used in an automatic control loop used on boilers:
8.7.1 A control loop is usually made up of:
8.7.1.1 Primary measurement elements 8.7.1.2 An error detector or comparator which compares the measurement with prefixed set
points and makes adjustment signals to get the measured values to preset points. This is actually the controller.
8.7.1.3 An actuator, which responds to the controller signals showing deviation from set points.
8.7.1.4 The final control element (Valves, damper etc) that makes adjustments as signaled from the controller and actuator so as to bring the variable within preset limits.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 23 of 35
8.8 Mode of control is the manner in which the automatic controller acts and reacts to restore a variable
quantity on a boiler, such as pressure, flow or temperature to a designed control or desired value. The three control systems used for control are pneumatic, electric and electronic.
8.9 It is vital for a DCS operator to understand the boiler oil / gas firing controls in order to operate the
controls of the boilers. The fuel flow to the boiler will not increase until the airflow increases and that signal has been transmitted to the total fuel low selector relay telling it that there is sufficient air in the boiler to support an increase in fuel flow.
8.10 Packaged boilers use a positioning control system for combustion control, in which the steam
pressure is the measured variable and a master pressure controller responds to changes inn header pressure and positions the forced draft damper to control airflow and the fuel valve to regulate fuel supply. An independent controller positioning the uptake damper maintains furnace draft within the desired limits.
Typical fuel-air ratio control system 8.11 Pressure variations in a boiler is caused by:
8.11.1 Load on the boiler – an increase in load without additional fuel input causes a pressure drop. A decrease in load without an accompanying decrease in fuel input causes a pressure rise.
8.11.2 Fuel input to the boiler – Too high input will cause a pressure rise and too low input will cause a pressure drop.
8.11.3 Pressure regulation and fuel regulation or combustion controls are directly related and for this reason combustion controls are geared for modulation by pressure variations within close limits.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 24 of 35
8.12 Feed water control:
Typical three-element feed water control system

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 25 of 35
9. SAFETY DEVICES 9.1 The most important boiler appliance is the safety valve. It prevents the boiler pressure from going
above a safe predetermined pressure by opening to allow the excess steam to escape into the atmosphere when the set point is reached. It also guards against a possible explosion from excessive pressure.
9.2 Safety valves capacity must be such as to discharge all the steam the boiler can generate without
allowing pressure to rise more than 6% above the highest pressure at which any valve is set. In no case more than 6% above the maximum allowable working pressure.
9.3 All safety valves used on steam boilers must be of the direct spring loaded pop type. The
pressure settings must match the maximum allowable pressure for which the boiler is designed.
High pressure, high temperature steam safety valve
9.4 Difference between Relief Valve, Safety valve and Safety Relief valve:
9.4.1 A relief valve is primarily used for liquid service and is an automatic relief device actuated by the static pressure upstream of the valve, which opens farther with an increase in the pressure over the opening pressure (no pop up).
9.4.2 A safety valve is used for gas or vapour service and is an automatic relief device actuated by
the static pressure upstream of the valve, which opens with a full pop action once the upstream pressure activates the valve.
9.4.3 A safety relief valve is a combination of features of relief and safety valves.
9.5 Blowdown of a safety valve is the difference between the opening and closing pressure of the
safety valve.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 26 of 35
9.6 Code rules for range of pressure settings for two or more safety valves on a HP steam
boiler:
9.6.1 One or more safety valves must be set at or below the maximum allowable pressure. 9.6.2 Highest-pressure setting of any safety valve cannot exceed the maximum allowable working
pressure by more than 3% 9.6.3 Range of pressure settings of all the saturated steam safety valves on the boiler cannot exceed
10% of the highest pressure setting to which any valve is set. 9.7 Every Superheater attached to a boiler with no intervening valves between the Superheater and
the boiler requires one or more safety valves on the Superheater outlet header. 9.8 The Superheater safety valves should always be set at a lower pressure than the drum safety
valves so as to ensure steam flow through the superheater at all times. If the drum safety valves blow first, the superheater could be starved of cooling steam leading to possible superheater tube overheating and rupture.
9.9 At the outlet of the boiler, a large steam block valve is installed. This valve is unique in nature in that it
is kept open by the flow of steam leaving the boiler and the internal pressure within the boiler. In the event of a MFT the pressure will immediately drop in the steam drum. Gravity plus the header pressure being higher will slam the non-return valve closed thereby eliminating any reverse flow from the header to the boiler. One of the reasons this is important is, if there were a ruptured tube in the boiler and there was no way to stop the reverse flow of steam to the boiler that had the problem, the header would backflow to the boiler and depressurize the entire steam system into the firebox of the down boiler.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 27 of 35
10. BOILER OPERATIONS
Typical steam generation system 10.1 It is necessary to clean the waterside of a new boiler or of a boiler suspected of being contaminated with
oil to remove oxide films formed on steel during fabrication / erection. Whenever a new system is started up process of boil out and flushing / blowing piping has to be done to remove the foreign matter deposited inside and to avoid undue strains on piping. Elbows, bends and other dead pockets in piping are dangerous spots and must be thoroughly cleaned.
10.2 Precautions while filling an empty boiler:
10.2.1 When filling remember that the boiler pressure is zero and feed line pressure is high. This causes a large quantity of water to flow with the feed valve only partially open. Make sure that feed water supply to other boilers is not affected / disturbed.
10.2.2 Always fill with hot deaerated or treated water. This practice allows to check the rise of water
level by the temperature rise of drums and headers. Also it helps to check whether blowdown valves or other valves are leaking through, by the increase in temperature of piping caused by warm up

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 28 of 35
10.3 Warming up and cooling down of boilers:
10.3.1 Most manufacturers suggest that the warming up and cooling down rates of water in boilers should not exceed 30°C / hr, with the superheater elements kept properly cooled by steam flow through them.
10.3.2 If rapid cooling is necessary, always open the superheater outlet header drains enough to maintain a cooling steam flow through the superheater elements.
10.3.3 Circulate air through the setting at about one-fourth capacity or greater. 10.3.4 Continue to add feed water to the boiler to maintain proper water level until all the pressure is
off the unit. 10.4 In case of sudden tube leak during boiler operation:
10.4.1 Immediately stop firing. 10.4.2 Use all measures to protect the firing equipment. 10.4.3 Keep the airflow same, to speed up cooling of the unit. 10.4.4 Partially open the superheater outlet header drain and remove boiler from header. 10.4.5 Maintain feed water to other boilers and also to damaged unit, by starting additional feed
pumps as required. 10.4.6 When the pressure is off and the furnace is sufficiently cooled down, secure the boiler and
identify leaking tube. 10.4.7 An authorized boiler inspector should approve repairs. 10.4.8 After repair, carry out hydrostatic test to 1½ times the allowable pressure and check for other
weak tubes. Replace the tubes as needed until a hydrostatic test shows no leaks 10.5 A boiler out of service for over 24 hrs is subject to corrosion, storing dry or filling completely with
water does not minimize the corrosion attack. Never completely empty a hot boiler because the solids will bake on the interior surfaces. When removing the boiler from service, be sure to blowdown frequently to remove mud and suspended solids. Cool down gradually.
10.6 As combustion takes place, soot can build up on the firesides of the tubes. High-pressure steam is used
in sootblowers to remove the unwanted soot from the tubes. Soot (loose carbon) on the tubes reduces heat transfer, leads to poor economy and hot spots on the tubes.
10.7 Precautions during sootblowing:
10.7.1 If possible boiler to be cleaned to be operated at maximum design load. 10.7.2 Soot blown at low boiler loads, causes clouds of soot to enter the gas stream to form explosive
mixtures. So all tube surfaces and gas passes should be blown with the gas flow at or near maximum load.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 29 of 35
10.7.3 Always increase the furnace draft to help purge combustible gas pockets, before operating soot
blowers. 10.7.4 Normal soot blowing sequence is to follow the gas flow through the boiler.
10.8 Causes & hazards of fire going out while the burner is running:
10.8.1 Oil supply suddenly runs out. 10.8.2 Dirty or clogged oil line. 10.8.3 Metering valve clogged. 10.8.4 Piping or check valve clogged. 10.8.5 Water is in the oil. 10.8.6 Suction line develops a leak. 10.8.7 Low fire set too low. 10.8.8 Magnetic oil valve burned out. 10.8.9 Oil is too cold. 10.8.10 Fire burns away from the nozzle. The potential hazard of each malfunction is furnace explosion.
10.9 The following factors will prevent the burner shutting down:
10.9.1 Limit controls set too high. 10.9.2 Grounded control circuit wire. 10.9.3 Relays failure. The potential hazards of each malfunctioning are over pressure and dry firing.
10.10 Causes for fire puffs while starting:
10.10.1 Starting draft poor. 10.10.2 Firebox incorrect. 10.10.3 Wrong burner nozzle. 10.10.4 Lean fire. 10.10.5 Insufficient gas pilot or excessive gas pilot. 10.10.6 Water in oil. The potential hazard of each is a furnace explosion.
10.11 Causes for improper combustion:
10.11.1 Fire puffs or fluctuations from the fire burning away from the nozzle. 10.11.2 Poor draft. 10.11.3 Excessive oil temperature. 10.11.4 Water in the oil. 10.11.5 Unsteady oil pressure. 10.11.6 Carbon in the firebox from the wrong shape fire. 10.11.7 Improper firebox construction.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 30 of 35
10.11.8 Damaged atomizing cup. 10.11.9 Fire smoking from improper burner adjustment. The potential hazard of each is a furnace explosion.
10.12 Causes for burner starting and then lock out:
10.12.1 Combustion control is slow in making contact from sooted element. 10.12.2 Auxiliary air damper opens too slowly. 10.12.3 Oil supply fails or insufficient. 10.12.4 Magnetic oil valve is defective. 10.12.5 Insufficient time for ignition. 10.12.6 Insufficient time on safety lock out switch. 10.12.7 Poor draft or too little air. 10.12.8 Control contact is broken or dirty. The potential hazard of each is a furnace explosion.
10.13 Precautions to be observed in operating and maintaining an automatic burner system:
10.13.1 Always close all manual fuel valves before working on a burner. 10.13.2 Never stand in front of a burner or boiler when starting up. 10.13.3 Never manually push in relays. 10.13.4 Never permanently block in relays with rubber bands, sticks or other devices. 10.13.5 Never change the safety switch timing of a flame supervisory control. If the system is locking
out trouble shoot and correct the cause. 10.13.6 Never install jumper wires or bypass any safety interlock switches. 10.13.7 Regard every system lockout as a safety lockout until proved otherwise by competent
personnel. 10.14 Water hammering:
10.14.1 Water hammering can occur if the steam main is pitched incorrectly when the line is not dripped.
10.14.2 To prevent water hammering – pitch pipes properly, avoid undrained pockets and choose a
pipe size that prevents high steam velocity when condensate flows opposite to the steam or where condensate has a chance to collect during idle periods.
Water hammering

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 31 of 35
10.15 Oxygen in boiler feed water and entering a high pressure / high temperature boiler will cause a condition
known as Oxygen pitting. This can result in excess tube metal wall loss and tube failure. 10.16 Boiler feed water free of phosphate is injected between the primary and secondary superheater. A
second temperature control valve between the secondary and final superheater injects more feed water to control the final superheater outlet temperature at the desired set point.
10.17 There is a manual superheater vent block valve at the outlet before the non-return valve. The purpose of
this valve is, when the boiler trips an operator must quickly go to the manual superheater block valve and partially open it sending steam to the atmospheric vent silencer. This action maintains a flow through the superheater sections and prevents them from overheating. This must be done anytime the boiler experiences a MFT.
10.18 Boiling of water in a tube affects the heat transfer and pressure has an effect on the boiling / heat
transfer rate. With higher pressures, bubbles tend to give away to a situation called film boiling in which a film of steam covers the heated surface. This situation is very critical in boiler operation, as it often causes water tube failures due to starvation.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 32 of 35
11. BOILER WATER TREATMENT 11.1 The most damaging agent in boiler handling is either the lack of or improper use of feed water
treatment. An important part of feed water treatment is blowdown, to remove the solids deposited. 11.2 Solids in boiler water affect the quality of steam. Higher the concentration of solids, the wetter the steam
may be. Higher concentration of solids can also occur from over treatment, ending up as insulation on heating surfaces, thus promoting boiler failure.
11.3 Impurities that produce hard scale:
11.3.1 Calcium sulfate, Calcium silicate, Magnesium silicate and Silica. 11.4 Impurities that cause soft scale:
11.4.1 Calcium bicarbonate, Calcium carbonate, Calcium hydroxide, Magnesium bicarbonate, Iron carbonate and Iron oxide
11.5 Oxygen, CO2, Magnesium chloride, Hydrogen sulfite, Calcium chloride, Sodium chloride and certain oils
and organic matters cause corrosion. 11.6 Systematic feed water treatment is required to eliminate the problems caused by scale, corrosion and
carry over. Continuous usage of untreated water reduces the efficiency of any plant. Also the corroded metal may become so weakened that leaks develop.
11.7 For packaged boilers, high quality feed water is required as clean boiler surfaces are more critical when
operating at high evaporation rates. Scale builds up at a more rapid pace and their smaller steam space promotes priming and foaming. So treatment must be carefully selected and controlled to produce high quality feed water.
11.8 Treatment methods can be classified into three types namely mechanical, heat or chemical
treatment.
11.8.1 Mechanical treatment includes filtration and boiler blowdown. 11.8.2 Heat treatment includes make up distillation and steam purification. 11.8.3 Chemical treatment both internal and external is most widely used. 11.8.4 Internal treatment adjusts the boiler water analysis by feeding chemicals directly to the boiler.
11.9 Difference between corrosion and erosion:
11.9.1 Corrosion is an electrochemical attack. 11.9.2 Erosion is a mechanical action causing wear by abrasion.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 33 of 35
11.10 Carry Over:
11.10.1 Carry over is entrained moisture and associated solids passing from a boiler with the steam.
11.10.2 Main causes of carry over are priming, foaming or both.
11.10.3 These slugs of moisture cause erratic superheat and mechanical troubles with engines and turbines. Carry over also deposits solids in superheaters and on turbine blades.
11.11 Priming:
11.11.1 Priming is the surging of water into the steam outlet.
11.11.2 It is caused by too high water level, uneven fire distribution, load swings, too high steaming rate or faulty boiler design.
11.11.3 Remedies range from redesigning boiler or steam drum to install steam purifiers, lowering the
water level, improving firing distribution or reducing boiler load. Use of chemical antifoams is also useful.
11.12 Foaming is the formation of small, stable, noncoalescing bubbles through the boiler water. 11.13 Internal treatment:
11.13.1 Internal treatment is the process of treating water in the boiler while evaporation is taking place. The aim is to chemically adjust or balance the boiler water to prevent scale formation, corrosion, steam contamination and embrittlement.
11.13.2 Every internal treatment is designed to precipitate scale-forming salts of calcium and
magnesium in the most desirable form. This removes hardness but produces an equivalent amount of suspended solids or sludge that is controlled by blowdown.
11.13.3 Phosphate treatment to cut calcium and maintain the phosphate concentration in the boiler is
almost standard practice for low hardness feed water.
11.13.4 Phosphate injection systems are provided to maintain the boiler water pH at the specified value. The phosphate has a pH value that will control the water pH as it is injected and maintains a phosphate curve in the water. The purpose is to control water pH such that neither a low pH occurs to cause corrosion or a high pH where free caustic pockets could form in the tubes and cause tube failure.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 34 of 35
11.14 Blowdown:
11.14.1 Blowdown connection to the boiler must be at the lowest point of the boiler so as to drain it
properly. 11.14.2 Globe valve has a pocket where sediment can collect and might interfere with the proper
closing of the valve. A Y valve or angle valve may be used for blowdown service. 11.15 Functions of blowdown:
11.15.1 Rapidly lowers the boiler water level in case it accidentally rises too high. This action reduces the possibility of slugs of water passing on with the steam to wreck machinery.
11.15.2 Permits removal of precipitated sediment or sludge while the boiler is in service. Otherwise it
might be necessary to take the boilers off the line frequently to wash out the sludge accumulations.
11.15.3 Controls the concentration of suspended solids in the boiler. The solids would settle on metal
parts reducing heat transfer and causing metal overheating where the scale is located. Rupturing of tubes, shells and tube sheets may then occur.
11.16 Boilers blowdown should be done only during minimum steaming periods because circulation in
some boilers is very sensitive. Blowdown during maximum steaming conditions could upset the circulation so badly that some parts, especially tubes might be seriously damaged.
11.17 Intermittent blowdown:
11.17.1 Intermittent blowdown is taken from the bottom of the mud drum, waterwall headers or lowest point in the circulation system.
11.17.2 The blow off valve is opened manually to remove accumulated sludge when the boiler is
idle or on low steaming rate. Hot water is wasted and the control of concentrations is irregular.
11.18 Continuous blowdown:
11.18.1 Continuous blowdown automatically keeps the boiler water within desired limits. 11.18.2 Continuously removing a small stream of boiler water keeps the concentration relatively
constant.

AL-JUBAIL PETROCHEMICAL COMPANY
KEMYA UTILITIES & OFFSITES AREA SPECIFIC TRAINING
PRINCIPLES OF BOILER OPERATIONS
20-July-04 Page 35 of 35
Typical boiler blowdown system 11.19 To calculate blowdown rate:
CBFW
× 100 CBD – CBFW
Where CBFW = concentration in boiler feed water in ppm CBD = Concentration in boiler drum in ppm.
***** END *****