Presentation to APPA Climate Change Task Force Oct. 17, 2006 FutureGen and Technology Challenges for...
22
Presentation to APPA Climate Change Task Force Oct. 17, 2006 FutureGen and Technology Challenges for Climate Change Michael J. Mudd Chief Executive Officer FutureGen Industrial Alliance
-
Upload
ross-jefferson -
Category
Documents
-
view
214 -
download
0
Transcript of Presentation to APPA Climate Change Task Force Oct. 17, 2006 FutureGen and Technology Challenges for...

Presentation toAPPA Climate Change Task Force
Oct. 17, 2006
FutureGen and Technology Challenges for Climate Change
Michael J. MuddChief Executive Officer
FutureGen Industrial Alliance

GasifierGasifier
Coal, Water and OxygenCoal, Water and Oxygen
Sulfur RemovalSulfur Removal
Solids and Co-ProductsSolids and Co-ProductsSulfurSulfur
Clean SyngasClean Syngas
Other Chemical ProductsOther Chemical Products
ElectricityElectricity
ElectricityElectricity
SteamSteam
WaterWater
Cooling WaterCooling WaterAirAir
Advantages of IGCC• Potential for lower emissions and higher efficiencies
• Allows coal to benefit from gas turbine technology improvements
• Easier to permit than new pulverized coal
• Versatile - feedstock flexibility and multiple products (electricity, chemicals - including hydrogen, transportation fuel, or "synthetic" natural gas)
• Potential to reduce incremental cost of CO2 capture
Advantages of IGCC• Potential for lower emissions and higher efficiencies
• Allows coal to benefit from gas turbine technology improvements
• Easier to permit than new pulverized coal
• Versatile - feedstock flexibility and multiple products (electricity, chemicals - including hydrogen, transportation fuel, or "synthetic" natural gas)
• Potential to reduce incremental cost of CO2 capture
IGCC: Innovative Technology

Transitioning from NGCC to IGCC Adds Cost and Complexity
CombinedCycle
GASTURBINE
STEAMTURBINE
CONDENSER
TO STACK
HP, SUPERHEATEDSTEAMCONDENSATE
Heat Recovery Steam GeneratorCO
CA
TALY
ST
SC
R
POWER
Natural gas
POWER

TRIG™ Simplified Flow Diagram
CombinedCycle
GASTURBINE
STEAMTURBINE
CONDENSER
TO STACK
HP, SUPERHEATEDSTEAMCONDENSATE
Heat Recovery Steam GeneratorCO
CA
TALY
ST
SC
R
POWER
POWER
GasifierIsland
COAL PILE
PROCESSAIR
COMPRESSOR
PARTICULATECOLLECTION
HIGHTEMPERATURE
SYNGASCOOLING
LOWTEMPERATURE
SYNGASCOOLING
SULFURREMOVAL AND
RECOVERY
COALMILLING &DRYING
HIGHPRESSURE
COALFEEDING
SOURWATER
TREATMENT
AMMONIARECOVERY
SYNGASRECYCLE
SYNGAS
SYNGAS
SYNGAS
VENT GASANHYDROUS
AMMONIA
SULFURSYNGAS
G-ASH HP BFW
HP STEAM
MERCURYREMOVAL
TRANSPORTGASIFIER
AIR
F-ASH
EXTRACTION AIR

GasifierIsland
CombinedCycle
COAL PILE
PROCESSAIR
COMPRESSOR
PARTICULATECOLLECTION
HIGHTEMPERATURE
SYNGASCOOLING
CO2 and SULFURREMOVAL AND
RECOVERY
COALMILLING &DRYING
HIGHPRESSURE
COALFEEDING
SOURWATER
TREATMENT
AMMONIARECOVERY
GASRECYCLE
GASTURBINE
STEAMTURBINE
LOWTEMPERATURE
GASCOOLING
CONDENSER
SYNGAS
Hydrogen/ Nitrogen
EXTRACTION AIR
VENT GASANHYDROUS
AMMONIA
SULFUR
GAS
G-ASH
G-ASH
HP BFW
HP STEAM
TO STACK
HP, SUPERHEATEDSTEAMCONDENSATE
MERCURYREMOVAL
TRANSPORTGASIFIER
AIR
Heat Recovery Steam GeneratorCO
CA
TALY
ST
SC
R
POWER
POWER
F-ASH
WATER GASSHIFT
REACTION
CO2
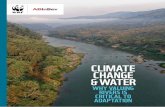
TRIGTM with Carbon Separation Technology Added

Coal Gasification to Produce SNG(North Dakota)
Petcoke Gasification to Produce H2
(Kansas)
Sour
ce:
Dak
ota
Gas
ifica
tion
Sour
ce:
Che
vron
-Tex
aco
Examples of Syngas CO2 Capture Systems

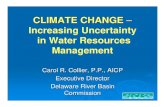
CO2 Storage
Variety of Reservoir Types
Courtesy of Peter Cook, CO2CRC

Commercialization Pathway
ExistingCommercial IGCC
IGCC w/CarbonCapture & Storage
Challenges: …………..
1. Verify Capex / OpEx2. Prove electricity costs3. Validate design decisions4. Verify operability
Carbon CaptureChallenges:
1. Incremental Capex and OpEx costs
2. Additional design andoperational complexity
Sequestration Challenges:
1. Uncertainty in sequestration science
2. Permitting and compliance for long-term.
AEP IGCC PlantFutureGen

• Commercial-scale, 275-MWe Plant
• Minimum of 1 million tons/year CO2 captured and sequestered
• Production of electricity from hydrogen• “Living laboratory” to test and validate cutting-edge
technologies• Public-private partnership• Stakeholder involvement• International participation
FutureGen ProjectKey Features

FutureGen Project Benefits
• Supports a technology-based climate change strategy
– Mitigates the financial risks of climate change
• Validates the cost and performance of an integrated near-zero emission coal-fueled power plant
– Advances IGCC technology
– Advances carbon capture, sequestration, and hydrogen-production technologies
– Sets groundwork for CO2 sequestration siting and licensing
• Creates the technical basis to retain coal U.S. energy mix with a long-term goal of zero emissions
• Enables the public and private sector to share the cost and risk of advanced technology demonstration
– Platform for emerging technology demonstration

The FutureGen Alliance
• An international, non-profit consortium of some of the largest coal and utility companies in the world
• Partnering with US Department of Energy to design, construct and operate the facility

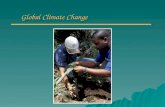
FutureGen Site Selection Underway
12 Sites in 7 States
C. Davidson 2006
Candidate Sites
FutureGen ProjectAddress the Technology Challenges
• Establish the technical, economic, and environmental viability of near-zero emission coal plants by 2015; thus, creating the option for multiple commercial deployments by 2020
• Adopting aggressive goals:
– Sequester >90% CO2 with potential for ~100%
– Extensive control of other emissions
• >99% sulfur removal
• <0.05 lb/mmbtu NOx
• <0.005 lb/mmbtu PM
• >90% Hg removal
– Integrate new equipment, yet achieve commercial availability
– With potential for a Nth plant commercial cost no more than 10% greater than that of a conventional power plant

FutureGenIndustry’s View of the Facility
Air
Advanced Electricity
Generation
Research “User Facility”
Advanced Gas Clean-Up
SyngasSyngas CO2H2
Advanced CO2 separation
O2 SyngasSyngas H2CO2Coal
Air
Slag
AirSeparation
UnitGasification Gas Clean-Up**
CO2 Separation**
ElectricityGeneration**
Transportation and
other H2 uses
CO2 Sequestration &
Monitoring
Electricity/Hydrogen Generation “Backbone” with CO2 Sequestration/Monitoring System
Advanced Oxygen
Separation
**Candidate for Multiple Technology Upgrades over FutureGen’s Lifetime.
Other Technologies
Electricity,H2, or
other Products
Advanced Coal
Conversion
Full-Scale Gasification
Research Platform
Sequestration
Sub-scaleResearch
User Facility
POWER
H2
POWER

• Requires diffusion type burner due to H2 flame speed• Operations will require fuel flexibility
H2, syngas, NG
• 15 ppm NOx is achievable with H2 / diluent Will need SCR
• Combustor technology improvements needed:– Fuel flexibility– Catalytic & premix based combustion
H2 / N2 Flame
Hydrogen Combustion Is Challenging

Gen
H2 / Diluent 24%
Air - 100%
Gas Turbine
Natural Gas 2%NG Exhaust 102%
H2 Exhaust 124%
Hydrogen Fuel Affects Gas Turbine Operations
• Gas turbines are 'mass flow' machines– More mass throughput = more power – Current design geometries based on NG
• Fuel input is part of total mass flow through hot section
– Changing from NG to H2 affects flows and output
– H2 / Diluent has higher mass flow
– Unbalanced mass flow in turbine section can impact compressor stability
• Turbine impacts of H2 firing:
– Higher H20 in exhaust reduces life
– Requires reduced firing temperatures (lost efficiency)

Other Required Process Operations
• Water Gas Shift Reactors– convert CO in syngas to
CO2 and H2
Syngas in
Absorption at processpressure
CO2-lean solvent
Pure CO2
Steam
Clean gas out
CO2-rich solvent
Regeneration T/P depends on solvent properties
Compression
~830°F
~550°F
~555°F
~600°F
~550°F
~550°F
Syngas in
water quench or steam addition
CO + H2O CO2 + H2
COS + H2O CO2 + H2S
• Carbon Separation Equipment– remove CO2 and H2S
from H2

+53%+38%+63%Cost of
Electricity
-20 to 25%-18% to 22%-30% to 35%Efficiency
+85% to 90%+30% to 40%+65% to 75%Capital Cost
NGCCIGCCPulverized Coal
Impact of Adding CO2 Capture
CO2 Capture - Eastern Coal
Carbon capture (“scrubbing”) is a difficult and expensive process:– CO2 is a very stable molecule– CO2 concentration is very low
in flue gases– Amine processes (MEA) are
the only currently proven approach - high capital cost
– A large amount of steam is required to regenerate the amine (strip the CO2 from the “carbon getter”) – large efficiency penalty
0
500
1000
1500
2000
2500
PC w/o CO2 PC w/CO2 IGCC w/oCO2 IGCC w/CO2
Capital Cost$/kW Heat Rate x10 (BTU/kWh)
Source: AEP , EPRI, and US DOE
3000

IGCC RD&D Implementation Path for Cost Reduction Case: Slurry-fed gasifier, Pittsburgh #8 coal, 90% availability, 90% CO2 capture, 2Q 2005 dollars
1200
1400
1600
1800
2000
2200
2005 2010 2015 2020 2025 2030
Near-Term • Add SCR• Eliminate
spare gasifier• F-class to
G-class CTs• Improved Hg
Detection
Mid-Term• ITM Oxygen• G-Class to H-class
CTs• Supercritical HRSG• CO2-Coal Slurry• Dry Ultra-low-NOX
combustorsLong-Term• Membrane
separation• Warm gas
cleanup
Longest-Term• Fuel cell
hybrids
To
tal P
lan
t C
ost
($/
kW)
Courtesy EPRI

IGCC RD&D Implementation Path for Efficiency Improvement Case: Slurry-fed gasifier, Pittsburgh #8 coal,
90% availability, 90% CO2 capture, 2Q 2005 dollars
30
32
34
36
38
40
2005 2010 2015 2020 2025 2030
Near-Term • Add SCR• Eliminate
spare gasifier• F-class to
G-class CTs• Improved Hg
Detection
Mid-Term• ITM Oxygen• G-Class to H-class
CTs• Supercritical HRSG• CO2-Coal Slurry• Dry Ultra-low-NOX
combustorsLong-Term• Membrane
separation• Warm gas
cleanup
Longest-Term• Fuel cell
hybrids
Pla
nt
Net
Eff
icie
ncy
(H
HV
)
Courtesy EPRI

FutureGenProject Schedule
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Alliance Established
Full Scale Plant Operations
Siting, Environmental Review & Permitting
Project Structuring and Conceptual Design
Design
Facility Construction
Plant Startup
Summary – Issues to address
• Barriers to commercialization of CCS
– Cost Penalty CO2 Capture
– Efficiency Penalty of CO2 Capture
– Need to prove integration of CCS systems
– Need to conduct meaningful injections (>1MTPY)
– Need to provide liability protection for first several projects
The FutureGen project is addressing many of these issues