Presentation 1
42
-
Upload
soumen-mandal -
Category
Documents
-
view
135 -
download
1
Transcript of Presentation 1




Typically consists of 6 steps:• Charging of Scrap Metal• Charging of Hot Metal• Blowing of Oxygen• Sampling• Tapping of Steel• Slag off

Once adequate concentration of carbon in bath, tilt furnace to get molten steel out Molten steel melts plug, flows into ladleLadle moves onto Ladle Metallurgy and Vacuum Degassing
Tapping & Slag Off

Many variables can contribute to operability and flexibility, including:
Amount of scrap or hot metal
charged Temperature of hot metal
being charged Temperature of furnace (the
bath itself) Composition of the bath
Operating Variables

Operability: Operating Window
•Critical parameters for our operating window are % [C] and Blowing Time (essentially amount of oxygen)

Basic Oxygen Furnace


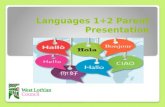
• The basic oxygen furnace (BOF), whose profile is shown in the figure, is a tiltable vessel lined with refractories such as magnesia carbon brick.
• Auxiliary equipment includes a chute for scrap charging, hoppers for alloys and fluxes, a lance for injecting pure oxygen gas, a sublance for measuring the temperature and carbon concentration of the molten steel, lifting devices for the lance and sublance, equipment for tilting the vessel, and equipment for recovering and cleaning the exhaust gas.
• The BOF capacity is expressed as the weight of crude steel that can be decarburized per heat. Most BOFs in Japan have a capacity of 150-300 tons.

The main function of the BOF is to decarburize the hot metal using pure oxygen gas. In the top-blown BOF, pure oxygen is injected as a high-velocity jet against the surface of the hot metal, allowing penetration of the impinging jet to some depth into the metal bath.
Under these conditions, the oxygen reacts directly with carbon in the hot metal to produce carbon monoxide. The pure oxygen top-blown BOF can decarburize 200 tons of hot metal from 4.3% C to 0.04% C in about 20 minutes.
As a result of this high productivity, the BOF replaced the open hearth furnace, which was a much slower process.

• The injected pure oxygen gas first oxidizes silicon and then carbon in hot metal. When the carbon concentration of the hot metal is decreased to about 1%, the oxidation of iron begins in parallel with that of carbon.
• The oxidation of iron becomes marked at carbon concentrations of less than 0.1%, decreasing both the oxygen efficiency for decarburization and the decarburization rate, while increasing iron loss into the slag.

The problem with the top-blown BOF is thus the
oxidation of iron when a low carbon concentration is
reached, and the resulting decrease in the decarburization
rate. When the iron oxide content of the slag increases
excessively, it can react too quickly with carbon in the
molten steel and cause sudden gas evolution, forming a
mix of slag and molten steel that sometimes erupts from
the vessel in a phenomenon called "slopping" or "spitting".

• The use of an oxygen lance with multiple holes at the tip has proven very effective in delocalizing the oxygen supply and increasing the decarburization rate while restraining excessive oxidation of the molten steel and preventing slopping and spitting.
• However, the effectiveness of this lance was still inadequate, and the bottom-blown oxygen process was developed, in which pure oxygen gas is injected into the molten steel from the bottom of the BOF.

The bottom blowing enhances the stirring of the
hot metal and thereby shortens the average mixing
time in the molten steel bath, and promotes
transport of solute carbon in the bath, preventing
the over-oxidation of slag, which is the cause of
slopping and spitting

• The top-and-bottom blown BOF, which combines the advantages of both types of BOF, has recently become prominent in oxygen steel making The combined blowing BOFs mostly use bottom-blown inert gases in place of oxygen gas for stirring.
• Various methods of bottom-blowing have been adopted. As one example, a ceramic plug with embedded multiple small pipes or multiple slits is used in the bottom tuyeres.

Irrespective of the type of the BOF, the exhaust
gas, which is high in CO content, is either combusted
in the throat of the BOF and passes through a
waste-heat boiler installed in the upper part of the
throat to recover the sensible heat and the heat of
combustion, or is recovered un combusted through
exhaust-gas recovery equipment and stored in a gas
tank for later use as fuel.


• The figure shows an example of the material balance of a top-and-bottom blown BOF. The low scrap ratio operation normally practiced in Japan consists of the following sequence
• A small amount of scrap is charged in advance of the pretreated low-silicon hot metal as the main raw material, and the melt is refined by blowing pure oxygen gas.
• To produce 1 ton of molten steel, 1,033 kg of hot metal, 28 kg of scrap, 11kg of ferro alloys, 23 kg of burnt lime, and 50 Nm3 of pure oxygen gas are required.

• In the area where higher scrap operation is more economical, the scrap ratio can be increased up to about 15wt %.
• After blowing for 20 minutes, the carbon concentration is decreased from about 4% to 0.05%, and the temperature rises from 1,473K (1,200 ) to 1,903K (1,630 ).
• The purpose of blowing in the BOF is to decarburize and attain a sufficiently high tapping temperature. Hence, blowing is finished when the carbon concentration and temperature of the molten steel have reached these target values..

• On tapping, alloys and deoxidizers such as silicomanganese and/or aluminum are added to the molten steel in ladle.
• In the subsequent secondary refining process, the molten steel is degassed and alloys are added to make the final adjustments needed to reach target compositions

• The operation of the BOF starts with tilting of the vessel. Scrap and then hot metal are charged into the vessel, the vessel is returned to the upright position, and the multi-hole lance for top-blowing pure oxygen is inserted from the throat and lowered to near the surface of the hot metal.
• Blowing starts with a supersonic jet of pure oxygen gas impinging on the metal bath and, at the same time, an inert gas is blown from the furnace bottom to stir the bath.

• In the initial stage of blowing, the silicon in the hot metal is oxidized to form silica which reacts with the burnt lime and iron oxide additions and forms a CaO-SiO2-FeO slag. At the same time, the temperature in the furnace rises and the scrap starts to melt.
• The carbon concentration of the hot metal is high in the initial stage of blowing, so the pure oxygen gas reacts efficiently with the carbon to form carbon monoxide and decarburization proceeds. At this stage, decarburization is controlled by the pure oxygen feed rate, and the bath temperature rises progressively as decarburization proceeds.

• With the progress of decarburization and the consequent decrease in carbon concentration, the decarburization reaction is controlled by the rate of carbon transfer in the molten steel to the oxygen gas/molten steel interface.
• If the transfer of carbon by the stirring of the molten steel is insufficient, the pure oxygen gas is consumed to oxidize iron rather than reacting with carbon.
• This results in an increase of iron oxide in the slag and a decrease in the yield of iron. To prevent this, gas blowing from the furnace bottom is increased.

• Oxygen blowing from the main lance was controlled in the past by using a static blowing model, which incorporates the composition and temperature of the charged materials, thermodynamic quantities of reactions involved, the degree of wear of the furnace refractories, the combustion ratio of the exhaust gas, and other factors.
• The model was based on the material balance, heat balance, and calculated thermodynamic factors and reaction rates.

In the static blowing model, the quantity of pure oxygen gas to be blown in is determined by computing these balances and fine tuned by inputting heat data to the model each time blowing is carried out.
It is more common now to use, on top of the static control, dynamic control in which the carbon concentration and temperature are measured by the sublance near the end of the blowing.
The amount of pure oxygen gas to be injected is then adjusted using measured values, and blowing comes to an end when the target value has been attained.

• The essential points of BOF operation include:• (i) How to raise the rate of hitting the target values of
carbon concentration and temperature at the end of blowing with only one blowing operation.
• (ii) How to raise the oxygen efficiency for decarburization, the yield ratio, and production performance.
• (iii) How to reduce wear of the furnace refractories, the consumption of auxiliary raw materials and pure oxygen gas, and heat loss.

After the end of blowing, the vessel is tilted and the molten steel is poured from the taphole into a ladle. At this time, ferro alloys, and deoxidizing and desulfurizing agents are added to the molten steel in the ladle.
In the final stage of tapping, various kinds of slag stoppers are used to prevent the BOF slag from flowing into the ladle, since the slag has a strong oxidizing power and re oxidizes the molten steel.

Electric arc Furnace




The electric arc furnace operates as a batch melting process producing batches of molten steel known "heats". The electric arc furnace operating cycle is called the tap-to-tap cycle and is made up of the following operations:
• Furnace charging • Melting • Refining • De-slagging • Tapping • Furnace turn-around
Modern operations aim for a tap-to-tap time of less than 60 minutes. Some twin shell furnace operations are achieving tap-to-tap times of 35 to 40 minutes.

Heating in an electric furnace is made by electric energy. Raw ferrous materials consist mostly of scrap, some cold pig iron and DRI. For this reason, the electric furnace plays an important role in the recovery and recycling of waste iron resources.
In areas where an abundant supply of scrap and electric power are available, the proportion of steel making via the electric furnace route is relatively high, because both energy consumption and equipment investment are substantially smaller than via the integrated route using a BF and BOF to produce steel from ore.

Electric furnaces are classified as arc furnaces or
induction furnaces, according to the heating
method. The arc furnace is used far more
extensively for steel making because its capacity is
large and production efficiency is high.

In addition to melting, both oxidation refining and
reduction refining are possible in the arc furnace; the
former is used for decarburization, dephosphorization,
and dehydrogenation, and the latter for
desulfurization and deoxidation.
The arc furnace is also capable of melting a higher
fraction of alloy scraps. For this reason, it is often used
to refine high-alloy steels, such as stainless steel.

However, with the introduction of secondary refining processes such as the argon oxygen decarburization (denoted AOD hereinafter) and vacuum oxygen decarburization (VOD) processes, which are exclusively used for refining stainless steel, the role of the arc furnace has been limited to high-efficiency melting in the upstream process.
Even with commercial grades of carbon steel, it is common to conduct high-efficiency melting and decarburization in the arc furnace and to finish the process with a separate secondary refining furnace.

The efficiency of heating, melting, and decarburization in the arc furnace has been substantially increased by adopting an ultra high-power transformer and oxy-fuel burner, as well as by injecting coal powder and pure oxygen gas.
Cooling and protecting the furnace walls and ceiling with water-cooled panels has also been enhanced, enabling an increase in production efficiency from 80 to 120 ton/h.
Recent trends have seen a shift from the alternating-current arc furnace to the direct-current arc furnace, the introduction of preheating and continuous charging equipment for scrap, and the adoption of the eccentric furnace-bottom tapping.

The DC arc furnace offers lower unit consumption of power, electrodes, and refractories, and both noise and flicker are also lower.
The preheating and continuous charging equipment for scrap decreases the energy consumption because preheating is carried out by the high-temperature exhaust gas, and heat loss by opening the furnace lid during conventional scrap charging can be prevented.
The eccentric bottom-tapping allows efficient tapping without tilting the vessel, and is desirable for maintaining the cleanliness of the molten steel, because the carry over of oxidizing slag into the ladle during tapping can be prevented.

• a. The arc regulation system controls the distance of the electrode tip and thefurnace charge. If improperly adjusted, long and inefficient melt cycle can occur.
• b. Arc furnaces are sensitive to incoming variation in electrical power. This canaffect the maintenance of the arc causing excessive electrode wear andproductivity. Monitoring of incoming power voltage and frequency may be necessary.
Arc Furnace Energy Saving Concepts:

• c. Interruptions in melting cycles waste energy. Minimize the metal holding time in the furnace. Arc furnaces are most efficient operating as melters, not holding furnaces.
• d. Arc furnaces are most efficient if the time between recharging is minimized.Radiation losses from the walls and roof occur when the furnace is empty and the heat has to be recovered during next melt cycle.
• e. Adding supplemental oxygen/gas burners are reported to reduce power consumption by 34 to 58 kWh/ton and increase output up to 7%.