
Precision Folding Technology Precision Folding Technology · PDF filePrecision Folding...
12
Precision Folding Technology Precision Folding Technology Precision Folding Technology Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last 50 years. Precision sheet material shaping, however, has not improved to the same degree. Industrial Origami, LLC, (“IOI”) Precision Fold Technology is a new way to form sheet metal and can be used for thin and thick materials. It enables significantly better accuracy and lower cost than is possible with current processes. More complex shapes can be made, often allowing several parts to be combined into a single one, thus avoiding joining issues and reducing part and operations count. The process scales from prototype to production quantities and because the processes involved are the same throughout, transition from one to the other is seamless. All these benefits are achieved using existing equipment and processes to implement the IOI technology. Adoption is therefore straightforward and low cost. 1. Background Three dimensional sheet metal structures can be formed using two fundamental classes of manufacturing processes: 1) Bending and stamping: a sheet is deformed into a non-planar shape 2) Joining and assembly: separate parts, maybe formed by bending, are joined together to make a single part Bending and stamping are excellent for efficient high volume production. The problems are accuracy and the need for tooling, in particular expensive part specific tooling. Achievable shape complexity is also an issue and is often highly part dependent. Joining and assembly include bolting, riveting, welding, bonding and a variety of other methods for attaching different parts together. Complex parts can be made from a number of subcomponent parts but this is inconvenient and the need for fasteners adds to the inconvenience. Joining processes usually require some form of fixturing to align the parts to be joined and the joints usually have properties significantly different from the bulk material, making design more difficult. The IOI Precision Fold Technology offers a new combination of features that may be very beneficial in a number of existing applications and may enable new ways of doing
-
Upload
nguyenliem -
Category
Documents
-
view
228 -
download
0
Transcript of Precision Folding Technology Precision Folding Technology · PDF filePrecision Folding...
Precision Folding TechnologyPrecision Folding TechnologyPrecision Folding TechnologyPrecision Folding Technology Industrial Origami, Inc.
Summary
Nearly every manufacturing process has experienced dramatic improvements in accuracy
and productivity as well as declining cost over the last 50 years. Precision sheet material
shaping, however, has not improved to the same degree.
Industrial Origami, LLC, (“IOI”) Precision Fold Technology is a new way to form sheet
metal and can be used for thin and thick materials. It enables significantly better accuracy
and lower cost than is possible with current processes. More complex shapes can be
made, often allowing several parts to be combined into a single one, thus avoiding joining
issues and reducing part and operations count. The process scales from prototype to
production quantities and because the processes involved are the same throughout,
transition from one to the other is seamless. All these benefits are achieved using existing
equipment and processes to implement the IOI technology. Adoption is therefore
straightforward and low cost.
1. Background
Three dimensional sheet metal structures can be formed using two fundamental classes of
manufacturing processes:
1) Bending and stamping: a sheet is deformed into a non-planar shape
2) Joining and assembly: separate parts, maybe formed by bending, are joined together to
make a single part
Bending and stamping are excellent for efficient high volume production. The problems
are accuracy and the need for tooling, in particular expensive part specific tooling.
Achievable shape complexity is also an issue and is often highly part dependent.
Joining and assembly include bolting, riveting, welding, bonding and a variety of other
methods for attaching different parts together. Complex parts can be made from a number
of subcomponent parts but this is inconvenient and the need for fasteners adds to the
inconvenience. Joining processes usually require some form of fixturing to align the parts
to be joined and the joints usually have properties significantly different from the bulk
material, making design more difficult.
The IOI Precision Fold Technology offers a new combination of features that may be
very beneficial in a number of existing applications and may enable new ways of doing

things that will provide significant benefits. Specifically, Precision Fold Technology
enables greater accuracy and shape complexity as well as reduced joining and part
counts. Together these features can lead to improved quality and lower costs in existing
products. New features include the capability to separate the fold line defining step from
the folding step, enabling parts to be stored and shipped more efficiently in the flat as
well as occupying less factory floor space as work in progress, ready for subsequent
folding and assembly. The low fold forces required, together with the possibility of
eliminating joining operations, enable much easier prototyping and make design iteration
faster.
2. Process Description
2.1 Fundamentals
The patented Precision Fold Technology (PFT) is based on the creation of fold defining
features along a fold line. These features, called “smiles”, control the folding and are
responsible for the beneficial properties of IOI folds.
The smiles are placed along the fold line, on alternating sides, as shown in Figure 1.1.
The fold line runs through the center of the plate and is determined by the position of the
smiles. The diagonal strips of material between the ends of neighboring smiles are called
straps.
Figure 1.1: Generic smile geometry
During folding, the straps bend and pull the material on either sides of the smiles together
into an edge-to-face contact. The leverage created by this contact controls the mechanics
of folding and forces the fold to occur along the desired fold line.
The smiles can be produced either by laser cutting or by stamping.
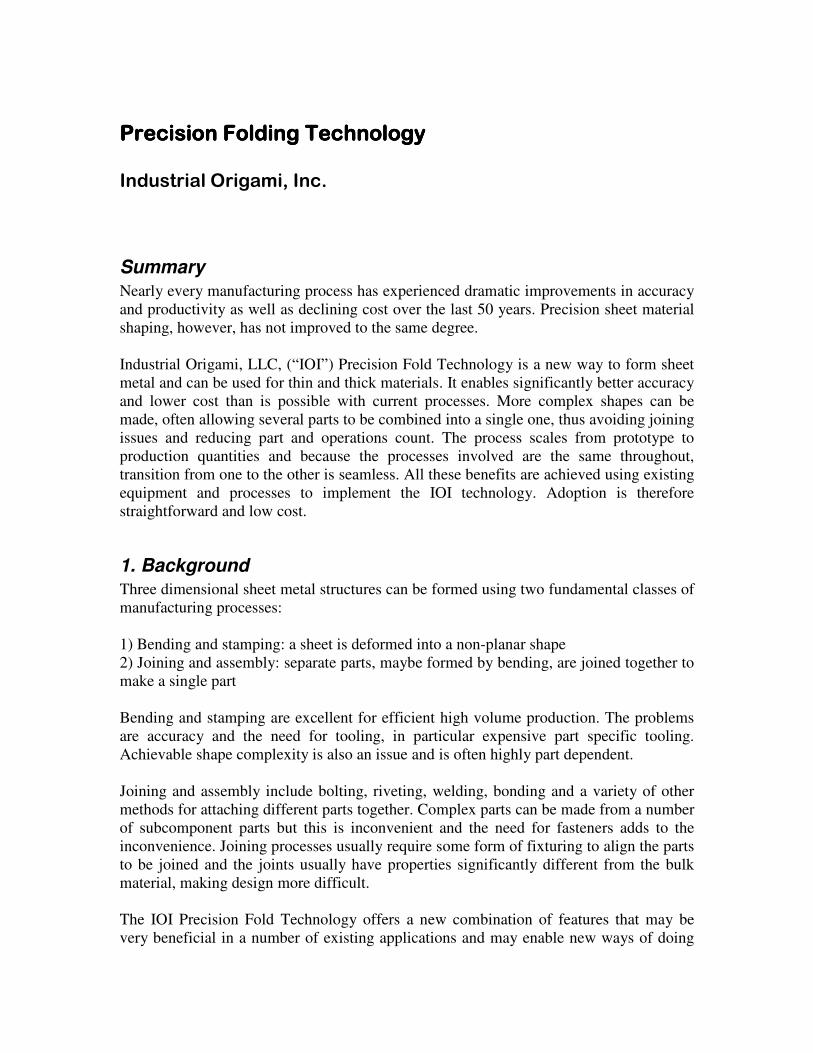
Laser When using a laser, the smiles are generated by cutting their shapes through the sheet.
Figure 1.2 shows an example of an IOI fold in 1/2” stainless steel.
Figure 1.2: Example of a laser IOI fold in 1/2” stainless steel
The main advantage of the laser based IOI process is flexibility. Because it is easy to
reprogram the cutting path it is easy to change part geometries, change smiles and
experiment with different configurations. Laser cutting can be used on a wide range of
materials and sheet thicknesses making it suitable for many different application areas.
The main disadvantage of the laser process is speed. Laser cutting is a serial process and
high throughput is therefore difficult to achieve.
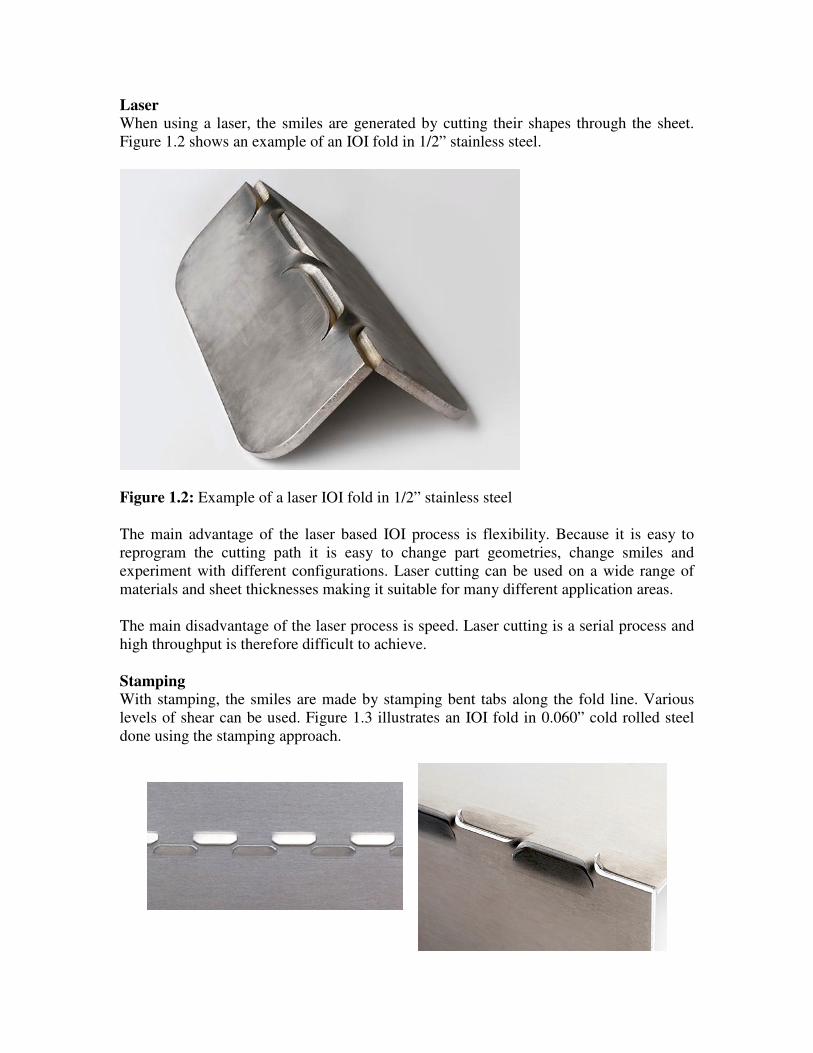
Stamping With stamping, the smiles are made by stamping bent tabs along the fold line. Various
levels of shear can be used. Figure 1.3 illustrates an IOI fold in 0.060” cold rolled steel
done using the stamping approach.
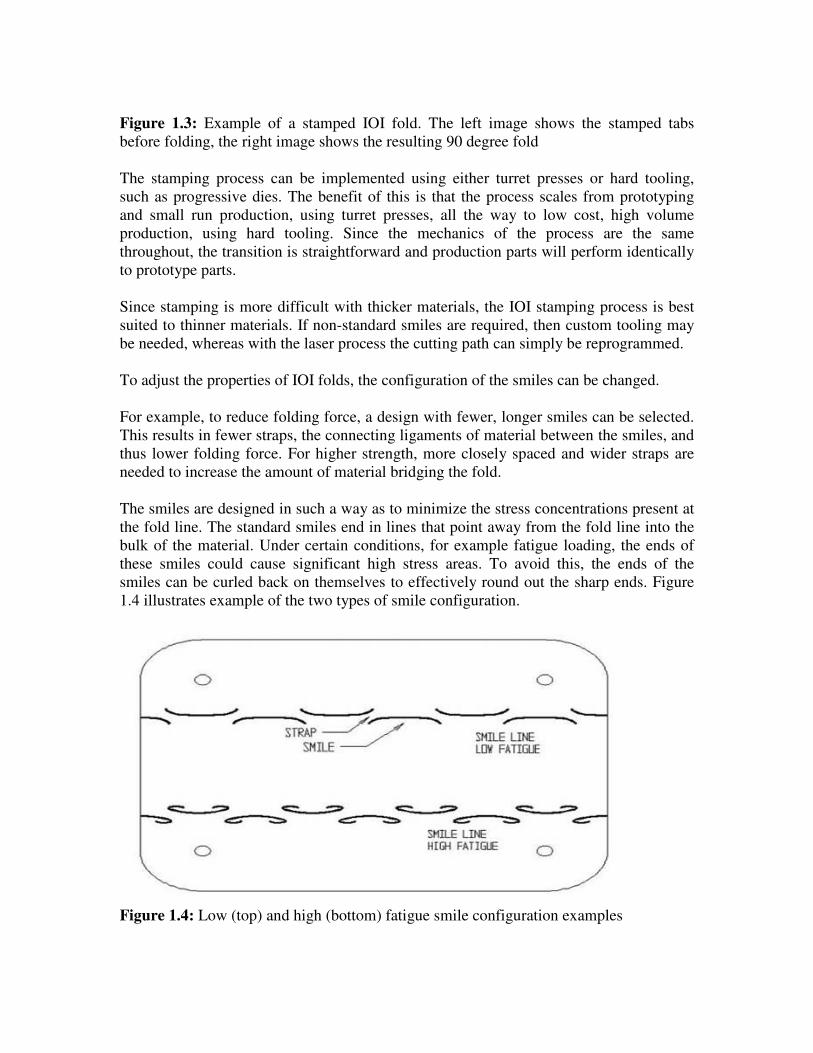
Figure 1.3: Example of a stamped IOI fold. The left image shows the stamped tabs
before folding, the right image shows the resulting 90 degree fold
The stamping process can be implemented using either turret presses or hard tooling,
such as progressive dies. The benefit of this is that the process scales from prototyping
and small run production, using turret presses, all the way to low cost, high volume
production, using hard tooling. Since the mechanics of the process are the same
throughout, the transition is straightforward and production parts will perform identically
to prototype parts.
Since stamping is more difficult with thicker materials, the IOI stamping process is best
suited to thinner materials. If non-standard smiles are required, then custom tooling may
be needed, whereas with the laser process the cutting path can simply be reprogrammed.
To adjust the properties of IOI folds, the configuration of the smiles can be changed.
For example, to reduce folding force, a design with fewer, longer smiles can be selected.
This results in fewer straps, the connecting ligaments of material between the smiles, and
thus lower folding force. For higher strength, more closely spaced and wider straps are
needed to increase the amount of material bridging the fold.
The smiles are designed in such a way as to minimize the stress concentrations present at
the fold line. The standard smiles end in lines that point away from the fold line into the
bulk of the material. Under certain conditions, for example fatigue loading, the ends of
these smiles could cause significant high stress areas. To avoid this, the ends of the
smiles can be curled back on themselves to effectively round out the sharp ends. Figure
1.4 illustrates example of the two types of smile configuration.
Figure 1.4: Low (top) and high (bottom) fatigue smile configuration examples
A feature of IOI folds is that their folding force is much lower than that of a
corresponding press brake bend. This is advantageous in that hand folding, low force
folding or, in the case of heavier gauge materials, light folding equipment can be used.
The drawback is that the folds can’t resist unfolding as well as a press brake bend. This
issue is overcome by designing bracing features into the structure. In many cases, for
example in box like structures, the bracing occurs naturally due to the corners. The three
planes come together and brace each other. In other cases, bracing structures can be
designed into the part to strengthen and stiffen the structure. The design of bracing
structures is usually highly part dependent, but the complex shape capability of the IOI
process makes this relatively straightforward.
2.2 Properties / Performance
2.2.1 Dimensional Accuracy
Press brake bending typically achieves a bend location accuracy of +/- 0.015”. In parts
with several bends, subsequent bends are often formed relative to the first bend, so the
error can accumulate across bends.
With Precision Fold Technology, the features that define the folds are all created in the
flat state using either laser cutting or stamping. The positioning accuracy for these
processes is typically +/- 0.005” across the entire part. Each fold line is therefore defined
with an absolute tolerance of +/- 0.005”. The folding process may introduce some further
error, but fold position is typically better than +/-0.010”, irrespective of the number of
folds.
The angular precision of IOI folds is determined not by the fold itself but by the closure
used to fix the fold angle.
2.2.2 Mechanical Properties
Since the smiles cut the material along the fold line, IOI folds will be weaker than
standard press brake bends that leave the material mostly intact. It is worth noting,
however, that the IOI process can sometimes be used with materials that are difficult to
bend using normal approaches. For example, 6061-T6 aluminum can be folded into a
tight radius fold using the IOI process whereas it will often tear using standard press
brake bending.
Since the material is cut along the fold line, the folding force is greatly reduced relative to
standard bending and low force folding equipment can be used. Materials up to 1/8” thick
can usually be folded by hand, for example. This is particularly beneficial during
prototyping because less heavy equipment is needed. The low folding force also means
that IOI folds are not very stiff in the folding direction and parts must be designed with
bracing in mind. With most box-like structures this occurs naturally and results in a
strong structure.
Comprehensive mechanical performance data is not yet available for IOI folds, however
preliminary testing indicates that the technology is capable of producing strong
structures. An advantage over welding, for example, is that there will be no heat affected
zones (or very minimal ones in the case of the laser-based process). In certain cases and
materials, this could be a significant advantage both mechanically and for corrosion
properties.
2.2.3 Electrical Properties
If electrical shielding is a concern, then the stamping process variant will be the better
choice since it does not require through cuts. Even with the stamped process, it is
possible for small gaps to be present along the fold line. Different smile configurations
will produce different results and other effects such as sealing around access panels will
affect the overall performance.
IOI is engaged in testing to better quantify and address EMI shielding issues.
2.3 Finishing
IOI folds can be finished using standard metal finishing processes.
Initial testing indicates that for stamped parts, it may be possible to paint in the flat state
after stamping but before folding. However this will require a flexible paint with good
adhesion to the sheet material. Laser cut parts should be painted after folding because it is
very difficult to get paint to penetrate inside the narrow laser cuts.
Plating processes are being tested with IOI folds, but the prevalence of sharp corners and
edges may result in non-uniform coverage of the plating.
2.4 Benefits
IOI Precision Fold Technology is aimed at sheet metal applications involving the
fabrication of three dimensional structures such as enclosures, beams, brackets and in
general, anything for which a flat shape conversion into a finished component is feasible.
The three key benefits of the technology for these applications are:
1) Precision: IOI fold location is more accurate and repeatable
2) Reduced parts count: complex parts can be made, often combining several
existing components into a single part and reducing the need for joining
3) Reduced manufacturing process: fewer parts and less joining reduces the
number of manufacturing operations required and simplifies the overall
manufacturing process, eliminating sources of error and increasing quality
4) Implementation: the IOI folding technology can be implemented using
conventional manufacturing processes thus eliminating the need to purchase
additional equipment and allowing it to integrate into existing process flows
Precision
Bend positioning accuracy is determined by two factors: absolute positioning accuracy
and tolerance accumulation. With press brake bends, for example, the absolute
positioning accuracy is typically +/-0.015” in thin materials. Subsequent bends are
typically located relative to an earlier bend, so their +/-0.015” positioning accuracy is in
addition to that of the first bend. This tolerance accumulation is problematic for
maintaining high precision over multiple bends.
With IOI folds, the fold line is defined by the smiles. The smiles are created either by
laser cutting or punching, both of which can typically locate features within +/-0.005”.
This is significantly better than what can be achieved with press brake bending.
Reduced Parts Count / Shape Complexity
Because the smiles are all created while the material is in the flat state, there are no
access issues and it is possible to fold up intricate shapes with many folds that could not
be made using standard bending processes. In addition to enabling the fabrication of
complex shapes, this capability also allows parts that previously had to be made in
several pieces to be made as one piece now. Fewer parts lead to fewer joining operations,
fewer fasteners and fewer parts to keep track of and manage. All of this leads to reduced
bill of materials and lower cost.
Reduced Manufacturing Process
By combining multiple parts into one and eliminating, or at least greatly reducing joining
operations, it is possible to simplify the overall manufacturing process. Fewer materials,
parts and fasteners need to be managed. Fewer manufacturing operations are needed to
make each part. Reducing the number of factors that may influence final part quality
makes it easier to reduce errors and manage quality. Eliminating a joining operation, for
example, eliminates at least one part and one fastener or joining process. IOI parts can
usually be designed such that they only fold up correctly in one way, so it is obvious if
the part is folded wrong, eliminating the possibility of error.
Implementation
The IOI Precision Fold Technology relies on industry standard processes: laser cutting
and stamping. Because these are established, well understood processes and equipment is
either already installed or readily available, implementing the IOI process is relatively
straightforward. It is merely an issue of reconfiguring the equipment to create smiles.
Because IOI folding uses existing equipment, it is easy to incorporate the technology into
existing manufacturing flows, either as an alternative to existing options or in addition to
them.
Flexibility
The IOI technology can be implemented in a very flexible way, using either laser cutting
or turret presses. Either option can easily be modified to adjust to design changes simply
by changing the programming involved. Custom tooling is only needed if creating non-
standard smiles with the IOI stamping process. This ability to change quickly enables
rapid design iteration and makes the process viable for low production volume
applications. Since parts made from lighter gauge materials can easily be folded,
prototypes or short run production parts can be made without requiring heavy machinery.
Furthermore, whether using laser or stamping, the production parts will be virtually
identical to the prototype parts and so minimal adjustments will be needed to transition
from prototyping to production.
Storage and Shipping in the Flat
Once the smiles have been formed, the configuration of the folded part is defined. This
definition of the shape is done independently from the folding process itself. The beauty
of this distinction is that parts can be shipped and stored in the flat state, with the smiles
already formed. This is much more space efficient than dealing with formed products.
Work in progress (WIP) can be handled and stored much more efficiently during the
fabrication process. Parts in the flat state are also less likely to be damaged during
handling, storage and shipping. The folding can be performed right before the assembly
process. Another option is to populate components, such as electrical components, onto
the flat sheet and then fold up the structure with the components already attached. This
makes component placement easier by virtually eliminating access issues and simplifies
the fabrication process.
Scalability with Thickness
The IOI folding process scales well with sheet thickness, particularly for the laser
process. Parts can be made from thin sheet materials as well as thick structural plate. The
laser process has been tested on materials ranging in thickness from 0.001” to 2”. The
stamping process is best suited to thinner materials and has been tested on materials up to
0.060” thick. The scalability makes it possible to produce prototype parts from thinner
materials before committing to full sized parts.
2.5 IOI Compared to Other Processes
IOI Precision Fold Technology is a means to manufacture three dimensional structures.
In some cases it will be used by itself, but in most cases it will be used in combination
with other processes. The following sections compare standard processes with Precision
Fold Technology to illustrate both the relative benefits of PFT as well as where it can be
used together with existing options.
In general, Precision Fold Technology is best suited to applications requiring a
combination of high precision and low cost. The precision is better than press brake
bends, but although it does not match that of machining, IOI parts can be used in some
cases as substitutes for machined parts. The shape complexity capability enables
combining several conventionally made parts into one, which can result in substantial
savings by reducing parts count, fasteners and joining operations.
2.5.1 Press Brake Bending
Three dimensional structures can be made using press brake bending, however the
complexity of the individual pieces is severely limited by tooling access issues. In order
to create a feature, the tool has to be able to reach it without interfering with an existing
feature. Dimensional accuracy is also not as good as might be needed because each new
fold is typically positioned relative to a previous fold and thus the tolerance errors
accumulate.
Precision Fold Technology does not suffer from either of these limitations. Since the fold
lines are defined by the smiles, which are created together in the flat state, there is no
tolerance error accumulation. The fold line locations are defined within the precision of
the smile creating process which is typically quite accurate. Furthermore, since the smiles
are created in the flat state, there is no tool access issue. The folding itself can usually be
performed in a sequence such that tool access isn’t difficult.
Since more complex parts can be made using IOI folding, there is a reduced need for
joining. This reduces process steps and part count and eliminates many of the associated
issues.
Since the folding force is much lower with Precision Fold Technology, this allows parts
made in lighter gauge materials to be folded using light, low force equipment. This is not
necessarily useful for volume production but it can be very helpful during the prototype
stage or even for low volume production. In all cases, lighter duty folding equipment can
be used relative to standard press brake bends.
Press brake bends will be stronger than IOI folds because the material isn’t cut along the
fold line. This could be a concern in structural applications but it is important to consider
what the failure mode is and whether the failure tends to occur at the folds or elsewhere.
If failure is not occurring at the folds, then it may be possible to use IOI folding instead
of press brake bends to achieve cost savings without sacrificing part performance.
2.5.2 Stamping
Stamping can be used to make three dimensional structures and it can also be used as a
means of implementing Precision Fold Technology, simply by stamping the smiles as
part of the process.
Stamping can produce intricate parts, for example using progressive dies, but as with
press brake bending there are limitations on the complexity of the shapes that can be
achieved using stamping. Tooling and set up costs are usually high. Stamping is ideally
suited to volume production but is not usually practical for short run or prototyping
purposes.
When combined with Precision Fold Technology, stamping provides a means for
efficient high volume production. The smiles can be stamped into the sheet as part of the
stamping process flow. IOI folds can easily be mixed with standard features, or they can
be substituted for conventional bends where appropriate.
A benefit of using Precision Fold Technology is that the smiles can be stamped as part of
a progressive die operation, for example, without having to actually fold the folds within
the progressive die station. This allows tall features to be created without needing to have
a large die opening. The tall features can be folded up subsequently to maximize the
efficiency of the progressive die operation.
During the prototyping stage, a turret press can be used to produce the stamped IOI
features. This avoids the initial time and cost investment in custom tooling yet produces
virtually identical results to those produced by the final hard tooling. This enables
prototyping with confidence and allows fast and effective design iteration.
2.5.3 Welding
Welding can be used to make complex shapes however the heating involved in the
process produces heat affected zones and can lead to warpage. The heat affected zones
generally have inferior properties to the unaffected material and can result in significant
weakening of the structure as well as being susceptible to corrosion. The thermal
expansion due to heating can lead to warpage of the structure and this becomes more
problematic as the structure becomes larger and more complex. Loss of precision may be
significant. Making complex shapes using welding often involves difficult fixturing that
can be labor intensive and slow. In many cases it is also difficult to be certain of the weld
quality because it is hard to inspect.
Because IOI technology can be used to make complex shapes from a single piece of
material, without needing to join separate pieces together, the need to weld can be
reduced or eliminated entirely. This avoids the issues associated with heat affected zones
and the lack of warpage due to heating increases precision.
In some cases welding may benefit from IOI folding. Instead of fixturing individual
sheets to be welded together, it may be possible to make the structure from one piece of
sheet material using IOI folds and then weld along the fold lines after folding. This
greatly simplifies the fixturing process and the welded joints in the final part will be
strong and sealed just like a standard welded joint.
2.5.4 Machining, Molding and Casting
Machining, molding and casting are not sheet processes but in many cases the parts they
are used to make could potentially be replaced by sheet metal parts. Comparing their
merits with those of Precision Fold Technology is therefore useful.
Molding and casting processes are usually used to produce parts that are very complex
shapes. They must also frequently be mechanically strong parts. Sheet metal parts can’t
achieve that level of shape complexity and usually aren’t as strong either. The advantage
that sheet metal parts hold is the possibility to convert a heavy and bulky cast part into a
much lighter folded structure that is still sufficiently strong for its intended application. In
these cases, the IOI technology is beneficial over other sheet metal options because it can
achieve higher shape complexity and is therefore more likely to be able to produce a part
that can replace an intricate cast part.
Machining is used primarily for high precision applications, often as a secondary step
after another forming process, such as casting. Machining is much more precise than
sheet metal processes, however it is expensive. Because of its greater accuracy, Precision
Fold Technology has the potential to replace lower tolerance machined parts that could
not previously be replaced by sheet metal parts. Such a replacement has the potential for
significant cost savings.
3. Implementation
3.1 Design
IOI folds and their smiles can be designed using IOI Designer, a software plug-in for
industry standard CAD/CAM applications. IOI Designer integrates with the CAD
application’s sheet metal features and allows the designer to specify folds as IOI folds.
Fold parameters, such as smile configurations, can be set and adjusted as necessary.
IOI Designer is currently available for SolidWorks. Versions for other CAD platforms
will be available in the future.
3.2 Manufacturing
The Precision Fold Technology can be implemented using standard equipment. The only
custom items required are dies for stamping.
The laser process can be implemented using any standard metal cutting laser system. The
laser can easily be reconfigured to cut different parts or use different smile
configurations, making it ideal for prototyping or short run production uses. The laser
process is also suited to thick materials that are impractical to process using stamping.
The stamping process can be implemented using either CNC turret presses or any of the
stamping processes that use part specific tooling, such as progressive dies. For prototypes
or small run production CNC turret presses are ideal because of their flexibility and ease
of setup. IOI folds can be generated smile by smile using single smile tools. For larger
production volumes, custom tooling can be produced and used, for example, in a
progressive die configuration. Because the forming process is identical, the transition
between prototype and volume production is particularly straightforward.
4. Case Studies
4.1 Electronic Controller Chassis
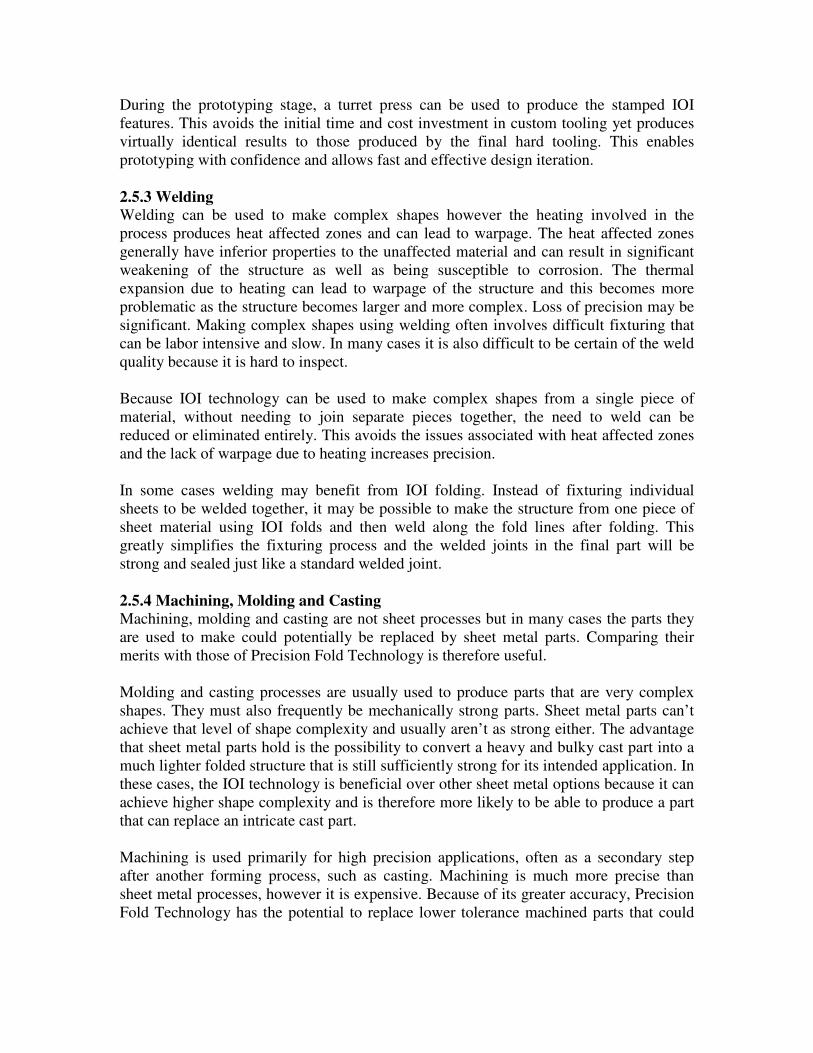
Figure 4.1 shows a complete electronic controller device together with its chassis.
Figure 4.1: Controller with components mounted and chassis by itself
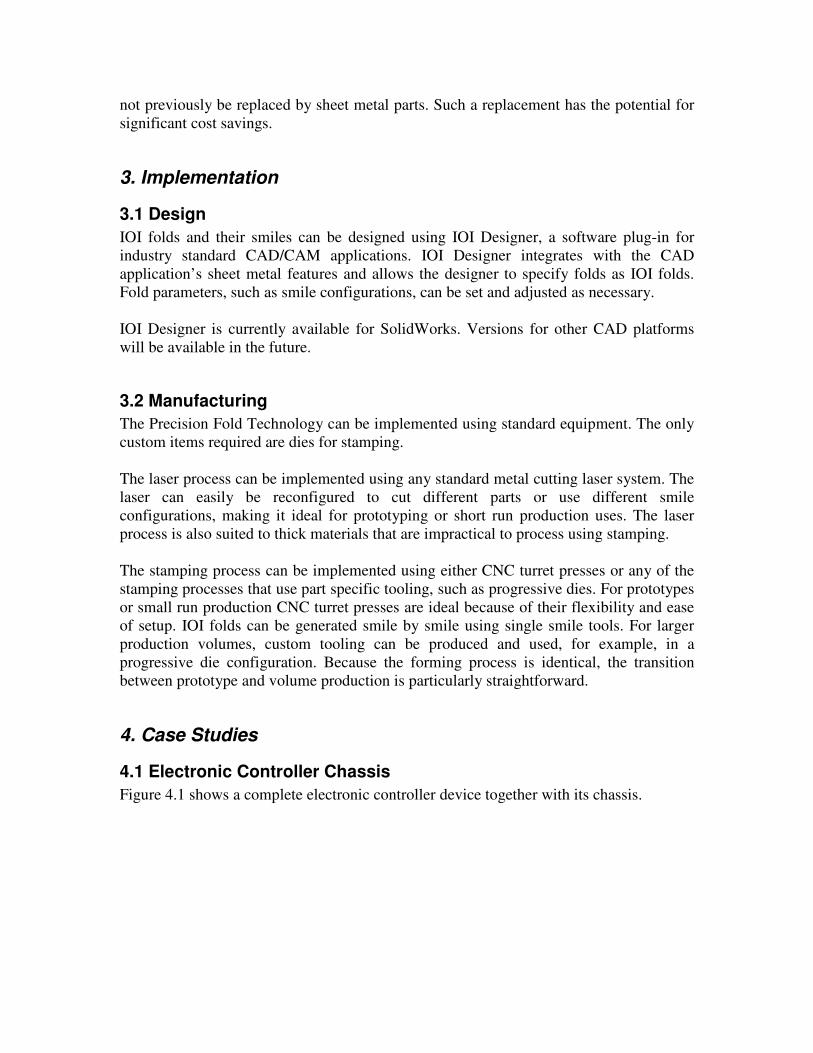
The chassis was designed to take advantage of IOI folding and was made from a single
piece of material. Figure 4.2 illustrates the folding sequence used to form the chassis.
Figure 4.2: Chassis folding sequence, top left to bottom right
The chassis fabrication involves no fasteners or joining processes other that a pair of
snaps that lock the planes together to form a rigid structure. The snaps are part of the
sheet and are made as tabs that lock into matching slots.
A benefit of the IOI approach to the controller fabrication is that it is possible to populate
the components on the chassis after laser cutting, while it is still in the flat state. This
makes component mounting much simpler as access issues are eliminated.


















