
Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel for growth and...
9
Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 83:1072–1080 (2008) Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel for growth and 1,3-propanediol production by Clostridium butyricum Asad-ur-Rehman, 1 Saman Wijesekara R.G, 2 Nakao Nomura, 1 Seigo Sato 1∗ and Masatoshi Matsumura 1,2 1 Life Sciences and Bioengineering, Graduate School of Life and Environmental Sciences, University of Tsukuba, Tennoudai 1-1-1, Tsukuba city, Ibaraki 305-8572, Japan 2 Sun Care Fuels Corporation, 4679-1 Kidamari, Tsuchiura City, Ibaraki 300-0026, Japan Abstract BACKGROUND: The objective of the present work is to report an efficient pre-treatment process for sunflower oil biodiesel raw glycerol (SOB-RG) and its fermentation to 1,3-propanediol. RESULTS: The growth inhibition percentages of Clostridium butyricum DSM 5431 on grade A (pH 4.0) and grade B (pH 5.0) phosphoric acid-treated SOB-RG were similar to those of pure glycerol at 20 g glycerol L −1 ; i.e., 18.5 ± 0.707% to 20.5 ± 0.7% inhibition. In grade A, growth inhibition was reduced from 85.25 ± 0.35% to 32 ± 1.4% (a 53.25% reduction) at 40 g glycerol L −1 by washing grade A raw glycerol twice with n-hexanol (grade A-2). The kinetic parameters for product formation and substrate consumption in anaerobic batch cultures gave almost similar values at 20 g glycerol L −1 , while at 50 g glycerol L −1 volumetric productivity (Q p ) and specific rate of 1,3-propanediol formation (q p ) were improved from 1.13 to 1.85 g L −1 h −1 and 1.60 to 2.65 g g −1 h −1 , respectively, by employing grade A-2 raw glycerol, while the yields were similar (0.5–0.52 g g −1 ). CONCLUSION: The results are important as the pre-treatment of SOB-RG is necessary to develop bioprocess technologies for conversion of SOB-RG to 1,3-propanediol. 2008 Society of Chemical Industry Keywords: biodiesel; Clostridium butyricum; free fatty acids; pre-treatment; 1,3-propanediol; raw glycerol NOTATION PD 1,3-Propanediol PTT Polytrimethylene terephthalate FFAs Free fatty acids SOB-RG Sunflower oil biodiesel raw glycerol Q p Volumetric productivity, grams 1,3-pro- panediol formed per litre per hour (g L −1 h −1 ) Y p/s Yield, grams 1,3-propanediol produced per gram glycerol consumed (g g −1 ) Y p/x Yield, grams 1,3-propanediol formed per gram biomass dry weight (g g −1 ) q p Specific rate of 1,3-propanediol formation, grams 1,3-propanediol produced per gram biomass dry weight per hour (g g −1 h −1 ) Q s Glycerol uptake rate, grams glycerol con- sumed per litre per hour (g L −1 h −1 ) Y x/s Yield, grams biomass dry weight produced per gram glycerol (g g −1 ) q s Specific rate of glycerol consumption, grams glycerol consumed per gram biomass dry weight per hour (g g −1 h −1 ) INTRODUCTION Glycerol is usually released as a by-product of oil and fat saponification. However, nowadays, biodiesel production on a large commercial scale has led to the accumulation of surplus raw glycerol in world markets. With the production of 10 kg biodiesel, 1 kg glycerol is produced. 1 This has resulted in a very sharp decline in raw glycerol prices over the past 2 years (from about 55 c kg −1 to about 5.5 c kg −1 , a 10-fold reduction), causing Dow Chemicals and Procter & Gamble to shut down their glycerol production plants, 2 thus attracting researchers’ attention to convert this feedstock to high-value added commodity chemicals. Glycerol bioconversion to other commodity and specialty chemicals is also essential to increase and maintain the ∗ Correspondence to: Seigo Sato, Life Sciences and Bioengineering, Graduate School of Life and Environmental Sciences, University of Tsukuba, Tennoudai 1-1-1, Tsukuba city, Ibaraki 305-8572, Japan E-mail: [email protected] (Received 29 November 2007; revised version received 15 January 2008; accepted 16 January 2008) Published online 26 March 2008; DOI: 10.1002/jctb.1917 2008 Society of Chemical Industry. J Chem Technol Biotechnol 0268–2575/2008/$30.00
-
Upload
asad-ur-rehman -
Category
Documents
-
view
215 -
download
2
Transcript of Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel for growth and...
Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 83:1072–1080 (2008)
Pre-treatment and utilization of rawglycerol from sunflower oil biodiesel forgrowth and 1,3-propanediol productionby Clostridium butyricumAsad-ur-Rehman,1 Saman Wijesekara R.G,2 Nakao Nomura,1 Seigo Sato1∗ andMasatoshi Matsumura1,2
1Life Sciences and Bioengineering, Graduate School of Life and Environmental Sciences, University of Tsukuba, Tennoudai 1-1-1, Tsukubacity, Ibaraki 305-8572, Japan2Sun Care Fuels Corporation, 4679-1 Kidamari, Tsuchiura City, Ibaraki 300-0026, Japan
Abstract
BACKGROUND: The objective of the present work is to report an efficient pre-treatment process for sunfloweroil biodiesel raw glycerol (SOB-RG) and its fermentation to 1,3-propanediol.
RESULTS: The growth inhibition percentages of Clostridium butyricum DSM 5431 on grade A (pH 4.0) andgrade B (pH 5.0) phosphoric acid-treated SOB-RG were similar to those of pure glycerol at 20 g glycerol L−1; i.e.,18.5 ± 0.707% to 20.5 ± 0.7% inhibition. In grade A, growth inhibition was reduced from 85.25 ± 0.35% to 32 ± 1.4%(a 53.25% reduction) at 40 g glycerol L−1 by washing grade A raw glycerol twice with n-hexanol (grade A-2). Thekinetic parameters for product formation and substrate consumption in anaerobic batch cultures gave almostsimilar values at 20 g glycerol L−1, while at 50 g glycerol L−1 volumetric productivity (Qp) and specific rate of1,3-propanediol formation (qp) were improved from 1.13 to 1.85 g L−1 h−1 and 1.60 to 2.65 g g−1 h−1, respectively,by employing grade A-2 raw glycerol, while the yields were similar (0.5–0.52 g g−1).
CONCLUSION: The results are important as the pre-treatment of SOB-RG is necessary to develop bioprocesstechnologies for conversion of SOB-RG to 1,3-propanediol. 2008 Society of Chemical Industry
Keywords: biodiesel; Clostridium butyricum; free fatty acids; pre-treatment; 1,3-propanediol; raw glycerol
NOTATIONPD 1,3-PropanediolPTT Polytrimethylene terephthalateFFAs Free fatty acidsSOB-RG Sunflower oil biodiesel raw glycerolQp Volumetric productivity, grams 1,3-pro-
panediol formed per litre per hour (gL−1 h−1)
Yp/s Yield, grams 1,3-propanediol produced pergram glycerol consumed (g g−1)
Yp/x Yield, grams 1,3-propanediol formed pergram biomass dry weight (g g−1)
qp Specific rate of 1,3-propanediol formation,grams 1,3-propanediol produced per grambiomass dry weight per hour (g g−1 h−1)
Qs Glycerol uptake rate, grams glycerol con-sumed per litre per hour (g L−1 h−1)
Yx/s Yield, grams biomass dry weight producedper gram glycerol (g g−1)
qs Specific rate of glycerol consumption, gramsglycerol consumed per gram biomass dryweight per hour (g g−1 h−1)
INTRODUCTIONGlycerol is usually released as a by-product of oiland fat saponification. However, nowadays, biodieselproduction on a large commercial scale has led to theaccumulation of surplus raw glycerol in world markets.With the production of 10 kg biodiesel, 1 kg glycerol isproduced.1 This has resulted in a very sharp decline inraw glycerol prices over the past 2 years (from about55 �c kg−1 to about 5.5 �c kg−1, a 10-fold reduction),causing Dow Chemicals and Procter & Gamble to shutdown their glycerol production plants,2 thus attractingresearchers’ attention to convert this feedstock tohigh-value added commodity chemicals. Glycerolbioconversion to other commodity and specialtychemicals is also essential to increase and maintain the
∗ Correspondence to: Seigo Sato, Life Sciences and Bioengineering, Graduate School of Life and Environmental Sciences, University of Tsukuba, Tennoudai1-1-1, Tsukuba city, Ibaraki 305-8572, JapanE-mail: [email protected](Received 29 November 2007; revised version received 15 January 2008; accepted 16 January 2008)Published online 26 March 2008; DOI: 10.1002/jctb.1917
2008 Society of Chemical Industry. J Chem Technol Biotechnol 0268–2575/2008/$30.00
Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel
economic viability of the biodiesel production processusing vegetable oils.
Glycerol has been subjected to bioconversion topropionic acid,3 succinic acid,4 butanol,5 ethanol,formate,6 and hydrogen,7 as well as the specialtychemical 1,3-propanediol (PD).2 However, specialattention has been paid to the microbial productionof PD from glycerol as this diol finds applicationin the production of new polymers, especiallyPolytrimethylene terephthalate (PTT), with enhancedbiodegradable properties.8 Certain bacterial groupsferment glycerol to PD. These include species ofKlebsiella, Citrobacter, Enterobacter,9,10 Lactobacillus,11
and Clostridium.12
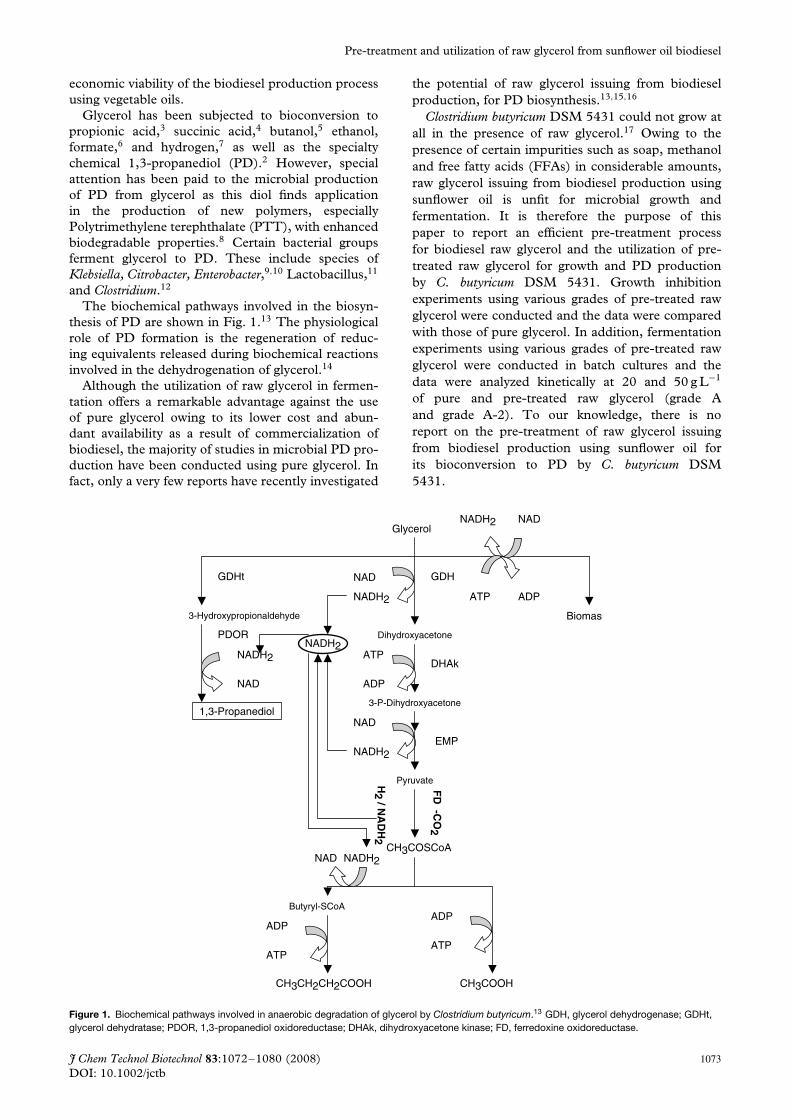
The biochemical pathways involved in the biosyn-thesis of PD are shown in Fig. 1.13 The physiologicalrole of PD formation is the regeneration of reduc-ing equivalents released during biochemical reactionsinvolved in the dehydrogenation of glycerol.14
Although the utilization of raw glycerol in fermen-tation offers a remarkable advantage against the useof pure glycerol owing to its lower cost and abun-dant availability as a result of commercialization ofbiodiesel, the majority of studies in microbial PD pro-duction have been conducted using pure glycerol. Infact, only a very few reports have recently investigated
the potential of raw glycerol issuing from biodieselproduction, for PD biosynthesis.13,15,16
Clostridium butyricum DSM 5431 could not grow atall in the presence of raw glycerol.17 Owing to thepresence of certain impurities such as soap, methanoland free fatty acids (FFAs) in considerable amounts,raw glycerol issuing from biodiesel production usingsunflower oil is unfit for microbial growth andfermentation. It is therefore the purpose of thispaper to report an efficient pre-treatment processfor biodiesel raw glycerol and the utilization of pre-treated raw glycerol for growth and PD productionby C. butyricum DSM 5431. Growth inhibitionexperiments using various grades of pre-treated rawglycerol were conducted and the data were comparedwith those of pure glycerol. In addition, fermentationexperiments using various grades of pre-treated rawglycerol were conducted in batch cultures and thedata were analyzed kinetically at 20 and 50 g L−1
of pure and pre-treated raw glycerol (grade Aand grade A-2). To our knowledge, there is noreport on the pre-treatment of raw glycerol issuingfrom biodiesel production using sunflower oil forits bioconversion to PD by C. butyricum DSM5431.
Glycerol
3-Hydroxypropionaldehyde
Dihydroxyacetone
Biomas
GDHt
NADNADH2
ATP ADP
PDOR
3-P-Dihydroxyacetone
NAD
NADH2
ADP
ATPNADH2
NADH2
NAD
NAD
NADH2
Pyruvate
CH3COSCoA
H2 / N
AD
H2
FD
-CO
2
GDH
ADP
ATP
CH3COOH
NAD NADH2
Butyryl-SCoA
CH3CH2CH2COOH
ADP
ATP
DHAk
EMP
1,3-Propanediol
Figure 1. Biochemical pathways involved in anaerobic degradation of glycerol by Clostridium butyricum.13 GDH, glycerol dehydrogenase; GDHt,glycerol dehydratase; PDOR, 1,3-propanediol oxidoreductase; DHAk, dihydroxyacetone kinase; FD, ferredoxine oxidoreductase.
J Chem Technol Biotechnol 83:1072–1080 (2008) 1073DOI: 10.1002/jctb
Asad-ur-Rehman et al.
MATERIALS AND METHODSBiodiesel preparationA methanol:sunflower oil molar ratio of 10:1 (366.2 gmethanol kg−1 sunflower oil) was mixed together at400 rpm, along with 0.5% (w/w) of NaOH, at 60 ◦C,for 1 h. These conditions were already optimized in ourlaboratories18 and the process for efficient biodieselproduction from sunflower oil was scaled up to pilotplant.
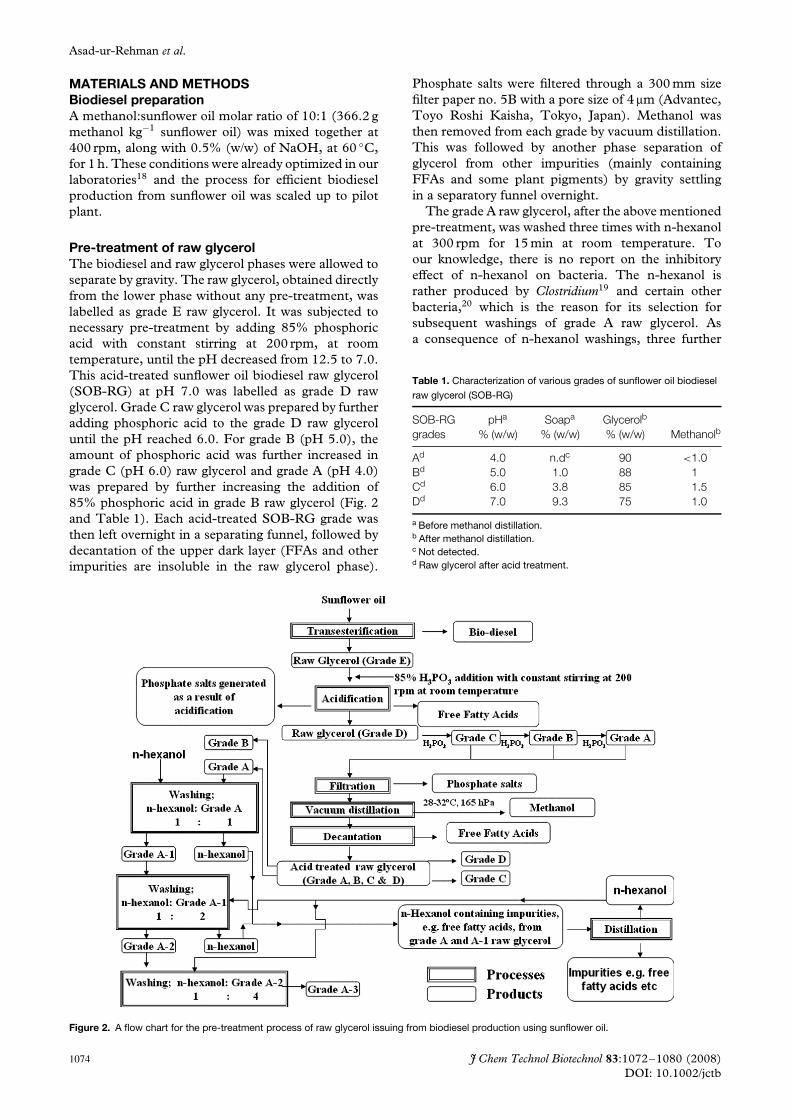
Pre-treatment of raw glycerolThe biodiesel and raw glycerol phases were allowed toseparate by gravity. The raw glycerol, obtained directlyfrom the lower phase without any pre-treatment, waslabelled as grade E raw glycerol. It was subjected tonecessary pre-treatment by adding 85% phosphoricacid with constant stirring at 200 rpm, at roomtemperature, until the pH decreased from 12.5 to 7.0.This acid-treated sunflower oil biodiesel raw glycerol(SOB-RG) at pH 7.0 was labelled as grade D rawglycerol. Grade C raw glycerol was prepared by furtheradding phosphoric acid to the grade D raw glyceroluntil the pH reached 6.0. For grade B (pH 5.0), theamount of phosphoric acid was further increased ingrade C (pH 6.0) raw glycerol and grade A (pH 4.0)was prepared by further increasing the addition of85% phosphoric acid in grade B raw glycerol (Fig. 2and Table 1). Each acid-treated SOB-RG grade wasthen left overnight in a separating funnel, followed bydecantation of the upper dark layer (FFAs and otherimpurities are insoluble in the raw glycerol phase).
Phosphate salts were filtered through a 300 mm sizefilter paper no. 5B with a pore size of 4 µm (Advantec,Toyo Roshi Kaisha, Tokyo, Japan). Methanol wasthen removed from each grade by vacuum distillation.This was followed by another phase separation ofglycerol from other impurities (mainly containingFFAs and some plant pigments) by gravity settlingin a separatory funnel overnight.
The grade A raw glycerol, after the above mentionedpre-treatment, was washed three times with n-hexanolat 300 rpm for 15 min at room temperature. Toour knowledge, there is no report on the inhibitoryeffect of n-hexanol on bacteria. The n-hexanol israther produced by Clostridium19 and certain otherbacteria,20 which is the reason for its selection forsubsequent washings of grade A raw glycerol. Asa consequence of n-hexanol washings, three further
Table 1. Characterization of various grades of sunflower oil biodiesel
raw glycerol (SOB-RG)
SOB-RGgrades
pHa
% (w/w)Soapa
% (w/w)Glycerolb
% (w/w) Methanolb
Ad 4.0 n.dc 90 <1.0Bd 5.0 1.0 88 1Cd 6.0 3.8 85 1.5Dd 7.0 9.3 75 1.0
a Before methanol distillation.b After methanol distillation.c Not detected.d Raw glycerol after acid treatment.
Figure 2. A flow chart for the pre-treatment process of raw glycerol issuing from biodiesel production using sunflower oil.
1074 J Chem Technol Biotechnol 83:1072–1080 (2008)DOI: 10.1002/jctb
Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel
grades of n-hexanol-washed grade A raw glycerol,depending upon the ratio (w/w) of n-hexanol, wereprepared (Table 2): when the obtained grade Araw glycerol was washed once with n-hexanol (n-hexanol:grade A raw glycerol, 1:1), it was called gradeA-1 raw glycerol. This grade A-1 raw glycerol wasagain washed with n-hexanol (n-hexanol:grade A-1raw glycerol, 1:2) and called grade A-2 raw glycerol.When grade A-2 raw glycerol was again washed withn-hexanol (n-hexanol:grade A-2 raw glycerol, 1:4),grade A-3 raw glycerol was obtained. The n-hexanolin each washing was recovered by vacuum distillationand used in subsequent washings. Only a negligibleamount of n-hexanol remained in the glycerol residueafter distillation.
Microorganism and culture maintenanceClostridium butyricum DSM 5431, obtained from theGerman collection of microorganisms (DSMZ), wasused in the present investigation. Spores of the strainwere obtained by growing vegetative cells on milkagar slants.21 Spore suspensions of the strain weremaintained on reinforced clostridial medium (RCM,Difco, Detroit, MI, USA) in Hungate tubes, at +4 ◦C.The spores were heat shocked at 80 ◦C for 10 minprior to inoculation.
Growth inhibition experimentsGrowth inhibition experiments were conducted inHungate tubes containing 9 mL RCM. The experi-mental tubes were supplemented with either pure orvarious grades of pre-treated SOB-RG at 20, 40, 60,80 and 100 g glycerol L−1. The control tubes weredevoid of glycerol. The initial pH in all tubes was 7.0.The pre-culture for growth inhibition experiments wasalso grown in Hungate tubes containing RCM with-out glycerol. All experimental and control tubes wereinoculated with 1 mL exponential phase pre-cultureunder anaerobic conditions and incubated at 32 ◦Cwithout agitation. Samples (about 200 µL) were with-drawn from each tube after 6 h with the aid of asyringe, for optical density measurements. The growthinhibitory effect (IE, %) was determined from the fol-lowing formula, proposed by Petitdemange et al.17 andAbbad-Andaloussi et al.:22
IE =(ODc(t=6 h) − ODc(t=0))
−(ODEi(t=6 h) − ODEi(t=0))
(ODc(t=6 h) − ODc(t=0))× 100(%)
Table 2. Characterization of various further grades of grade A
sunflower oil biodiesel raw glycerol (SOB-RG) after n-hexanol
washings
Glycerol grades
n-Hexanol/raw glycerol
ratioSoap
% (w/w)Glycerol% (w/w)
Methanol% (w/w)
A-1 1:1 n.d.a 94 n.d.a
A-2 1:2 n.d.a 96 n.d.a
A-3 1:4 n.d.a 95.6 n.d.a
a Not detected.
where OD = optical density; c = control and Ei =experimental (i = 1, 2, . . . , x).
Fermentation experimentsThe pre-cultures for fermentation experiments weregrown in 100 mL screw-capped bottles with rubbersepta for syringe operation at 32 ◦C and without agi-tation, overnight. The bottles were filled with 50 mLpre-boiled medium and sealed under nitrogen, fol-lowed by autoclaving at 121 ◦C for 15 min. Themedium contained (per litre deionized water): pureglycerol (99% w/w) 20 g, K2HPO4 3.4 g, KH2PO4 1.3g, (NH4)2SO4 2 g, MgSO4.7H2O 0.2 g, CaCl2.2H2O0.02 g, FeSO4.7H2O 5 mg, CaCO3 2 g, yeast extract1 g, trace element solution23 SL7 2 mL. The trace ele-ment solution SL7 had the following composition (perlitre deionized water): HCl (25%) 1mL, ZnCl2 70 mg,MnCl2.4H2O 100 mg, H3BO3 60 mg, CoCl2.6H2O200 mg, CuCl2.2H2O 20 mg, NiCl2.2H2O 20 mg,Na2MoO4.2H2O 40 mg. When this medium was usedfor pH-controlled batch cultures, the phosphate con-centration was reduced to K2HPO4 1 g, KH2PO4
0.5 g, and CaCO3 was omitted. All chemicals (exclud-ing yeast extract, Difco) were purchased from WakoChemicals, Japan. An exponential phase pre-culturewas used as an inoculum. The concentration of pre-treated SOB-RG or pure glycerol for batch cultureswas either 20 g L−1 or 50 g L−1. The anaerobic fer-mentation experiments were carried out using a 1.5L magnetically stirred bioreactor (Biochemical Engi-neering Marubishi, (BEM), Tokyo, Japan) with aworking volume of 1 L. The reactor was filled withthe medium, autoclaved at 121 ◦C for 15 min andsparged with a 99.9995% pure nitrogen until theoxidation–reduction potential (ORP) of the mediumdeclined to −150 mV. The pH was maintained at 7.0throughout the course of fermentation by automaticaddition of 4 mol L−1 KOH solution. The incubationtemperature was kept at 32 ◦C. 5 mL samples werewithdrawn periodically and analysed for growth andPD, acetic acid and butyric acid production, as well asglycerol consumption.
Analytical methodsThe optical density of both Hungate tube andbatch culture was measured at 650 nm using a UV-visible spectrophotometer (Amersham Bioscience,Little Chalfont, UK). The vacuum distillation ofmethanol was carried out using an Eyela (Tokyo,Japan) NE-2001 rotary evaporator operated at165 hPa. Methanol, PD, acetate, butyrate and glycerolwere analysed using a gas chromatograph (GC 14A,Shimadzu, Kyoto, Japan) installed with a 2.1 m longglass column (i.d. 3.2 mm) packed with Chromosorb101 (80–100 mesh), and flame ionization detector(FID). The injector and detector temperatureswere 200 ◦C and 240 ◦C, respectively. The columntemperature was 200 ◦C. Glycerol appeared at theend as a broad peak, allowing a rough estimationof this compound. Therefore, glycerol was further
J Chem Technol Biotechnol 83:1072–1080 (2008) 1075DOI: 10.1002/jctb
Asad-ur-Rehman et al.
0
20
40
60
80
100
120
140
20 40 60 80 100
Glycerol concentration (g L-1)
Gro
wth
inh
ibit
ion
(%
)
Pure Grade A Grade B
Grade C Grade D
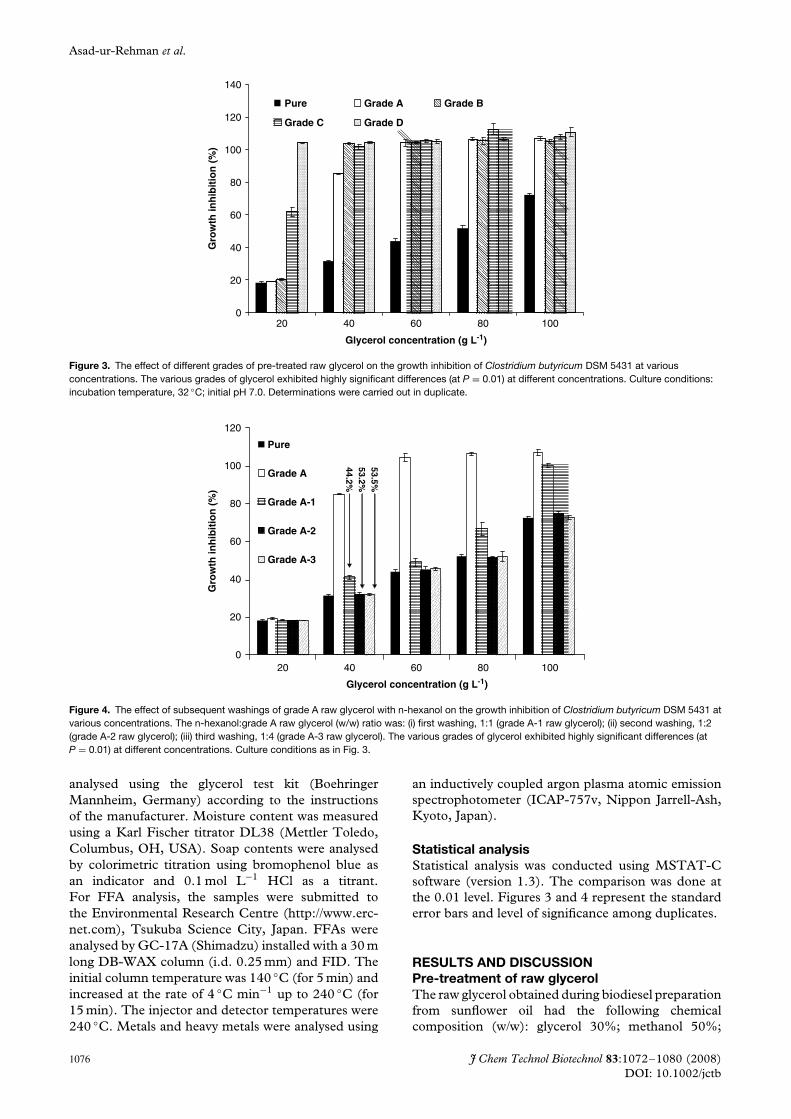
Figure 3. The effect of different grades of pre-treated raw glycerol on the growth inhibition of Clostridium butyricum DSM 5431 at variousconcentrations. The various grades of glycerol exhibited highly significant differences (at P = 0.01) at different concentrations. Culture conditions:incubation temperature, 32 ◦C; initial pH 7.0. Determinations were carried out in duplicate.
0
20
40
60
80
100
120
20 40 60 80 100
Glycerol concentration (g L-1)
Gro
wth
inh
ibit
ion
(%
)
Pure
Grade A
Grade A-1
Grade A-2
Grade A-3
44.2%53.2%53.5%
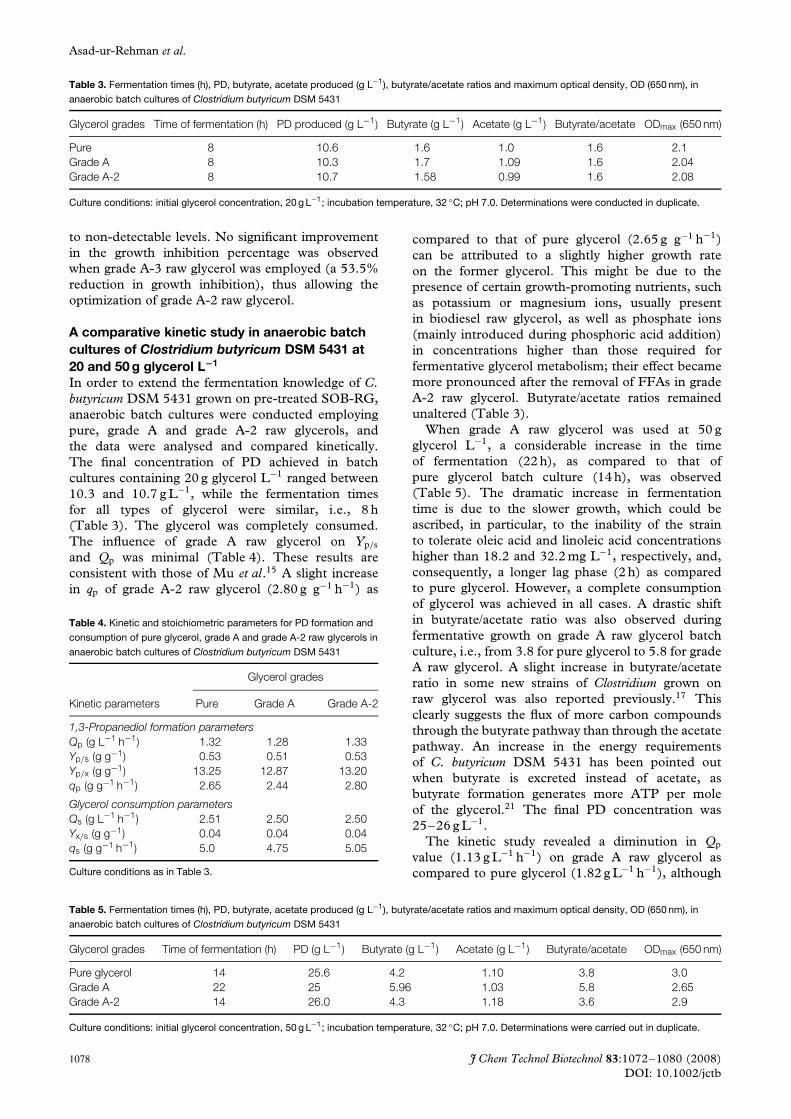
Figure 4. The effect of subsequent washings of grade A raw glycerol with n-hexanol on the growth inhibition of Clostridium butyricum DSM 5431 atvarious concentrations. The n-hexanol:grade A raw glycerol (w/w) ratio was: (i) first washing, 1:1 (grade A-1 raw glycerol); (ii) second washing, 1:2(grade A-2 raw glycerol); (iii) third washing, 1:4 (grade A-3 raw glycerol). The various grades of glycerol exhibited highly significant differences (atP = 0.01) at different concentrations. Culture conditions as in Fig. 3.
analysed using the glycerol test kit (BoehringerMannheim, Germany) according to the instructionsof the manufacturer. Moisture content was measuredusing a Karl Fischer titrator DL38 (Mettler Toledo,Columbus, OH, USA). Soap contents were analysedby colorimetric titration using bromophenol blue asan indicator and 0.1 mol L−1 HCl as a titrant.For FFA analysis, the samples were submitted tothe Environmental Research Centre (http://www.erc-net.com), Tsukuba Science City, Japan. FFAs wereanalysed by GC-17A (Shimadzu) installed with a 30 mlong DB-WAX column (i.d. 0.25 mm) and FID. Theinitial column temperature was 140 ◦C (for 5 min) andincreased at the rate of 4 ◦C min−1 up to 240 ◦C (for15 min). The injector and detector temperatures were240 ◦C. Metals and heavy metals were analysed using
an inductively coupled argon plasma atomic emissionspectrophotometer (ICAP-757v, Nippon Jarrell-Ash,Kyoto, Japan).
Statistical analysisStatistical analysis was conducted using MSTAT-Csoftware (version 1.3). The comparison was done atthe 0.01 level. Figures 3 and 4 represent the standarderror bars and level of significance among duplicates.
RESULTS AND DISCUSSIONPre-treatment of raw glycerolThe raw glycerol obtained during biodiesel preparationfrom sunflower oil had the following chemicalcomposition (w/w): glycerol 30%; methanol 50%;
1076 J Chem Technol Biotechnol 83:1072–1080 (2008)DOI: 10.1002/jctb

Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel
soap 13%; moisture 2%; salts (mainly sodium andpotassium) about 2–3%; other impurities such asnon-glycerol organic matter, about 2–3%. The aimof the pre-treatment process for SOB-RG was toeliminate certain impurities generated during thetransesterification process, and to concentrate glycerolto more than 80% (w/w), to reduce the concentrationsof various growth inhibitors.16 In the present studythe main growth inhibitors were methanol, soap andFFAs. About 98% (w/w) of the soap, generatedduring sunflower oil transesterification to biodiesel,resides in the glycerol phase. This is not unexpected,considering that glycerol is a polar compound. Similaris the case with methanol being present in the rawglycerol phase in the highest percentage (50% (w/w)of the raw glycerol phase). The addition of phosphoricacid to grade E raw glycerol resulted in a decreaseof soap content from 13% (w/w) to non-detectablelevels (grade A raw glycerol) (Table 1). However,the acidification of SOB-RG led to the accumulationof salts of phosphoric acid and FFAs, released asa consequence of the splitting of soap, which wereremoved as mentioned under ‘Materials and methods’.
The purpose of the n-hexanol washing process forgrade A raw glycerol was to eliminate the remainingimpurities in acid-treated SOB-RG, mainly FFAs,which inhibit bacterial growth profoundly.
Growth inhibition of Clostridium butyricumDSM 5431The growth inhibition results of C. butyricum DSM5431 at various concentrations of pure and grade A andB raw glycerol were very similar, i.e., 18.5 ± 0.707%to 20.5 ± 0.7% inhibition at 20 g glycerol L−1 (Fig. 3).This is consistent with the results of Gonzalez-Pajueloet al.16 These authors used rape-seed oil biodieselraw glycerol. However, growth inhibition was veryprofound (85.25 ± 0.35% to 112.5 ± 3.5% inhibition)when the glycerol concentration was between 40and 100 g L−1 in all grades of acid-treated SOB-RG(the growth inhibition of more than 100% is theresult of cell lysis due to the presence of inhibitorysubstances, particularly FFAs). These results deviatedfrom those of previous workers.16 Raw glycerol oftencontains sodium and heavy metals ions which mayinterfere with cell division, consequently reducing cellviability.16 Growth of C. butyricum was inhibited at12 g sodium ions L−1.24 Lead (Pb) interfered with cellgrowth and glucose fermentation by C. butyricum at25 mg L−1 Pb.25 Nickel also inhibited cell growth.26
It should be pointed out, however, that the increasinglevels of inhibition at increasing concentrations ofvarious grades of pre-treated SOB-RG should notbe attributed to metal and heavy metal ions such assodium, lead and nickel, as the concentration of theseions never exceeded 0.068, 1.50 and 3.0 mg L−1,respectively, in all experiments. The other heavy metalions (Cd, Fe, Al, Cr, Cu etc) were either absent orpresent below the detection limits of ICAP.
At low pH (grades A and B) the increased inhibitoryeffect might be due to the presence of FFAs, mainlyreleased during soap splitting due to the addition of85% phosphoric acid, in concentrations high enoughto inhibit bacterial growth. The various FFAs andtheir relative percentages (w/w) in the raw glycerolwere: linolenic acid 0.14% < stearic acid 3.85% <
palmitic acid 5.46% < oleic acid 39.1% < linoleicacid 51.44%. The saturated FFAs (palmitic acid andstearic acid) and linolenic acid could be removedfrom raw glycerol by simple decantation; however,oleic acid and linoleic acid could not be recoveredcompletely during decantation and certain proportionsof these unsaturated FFAs remained in the acid-treated raw glycerol. Saturated FFAs do not usuallyinterfere with bacterial growth; however, unsaturatedFFAs (particularly oleic acid and linoleic acid) have aprofound influence on the viability of bacterial cells.27
Remarkable decreases of viability and morphologicalchanges such as loss of cell shape and disruptionof cell membrane were observed in bacteria exposedto unsaturated FFAs.28–30 The growth of bacteriaused to assimilate FFAs from vegetable oils wasalso restricted by unsaturated fatty acids, particularlylinoleic acid.31 At pH 6.0 (grade C) and 7.0(grade D), the inhibitory effect might be due tothe presence of high concentrations of soap – 3.8%and 9.3% (w/w), respectively – and FFAs, actingsimultaneously. Furusawa and Koyama reported thatthe viability in bacteria was completely lost onexposure to oleic acid and linoleic acid at about 8.5 mgL−1, due to the instantaneous depolarization of cellmembrane potential.27 In the present investigation,however, it was observed that C. butyricum DSM5431 could tolerate oleic acid at 18.4 mg L−1 andlinoleic acid at 32.2 mg L−1 and did not completelylose the cell viability, i.e., when grade A acid-treated raw glycerol was used at 40 g glycerol L−1,presenting about 85.25% growth inhibition, which isstill less pronounced as compared to 103.5 ± 0.70%,102 ± 1.14% and 104.5 ± 0.70% growth inhibitionon grades B, C and D, respectively. The mechanismsoperating behind the ability of the present strain toretain cell viability at such a high concentration ofoleic acid and linoleic acid are unknown.
The grade A raw glycerol, being most tolerated bythe bacterium, was given subsequent washings with n-hexanol and the results of the effects of various furthergrades of n-hexanol-washed grade A raw glycerol onbacterial growth are presented in Fig. 4. A remarkablereduction in inhibitory effect was observed betweenglycerol concentrations of 40 and 100 g L−1, whengrades A-1 and A-2 raw glycerols were employed.At 40 g glycerol L−1 of grades A-1 and A-2 rawglycerols, a 44.2% and 53.25% reduction in thegrowth inhibition was observed, respectively. Thedramatic reduction in growth inhibition percentageof the bacterium might be attributed to reductionin the concentrations of oleic acid and linoleic acidfrom 46 mg and 80.5 mg 100 g−1 glycerol, respectively,
J Chem Technol Biotechnol 83:1072–1080 (2008) 1077DOI: 10.1002/jctb
Asad-ur-Rehman et al.
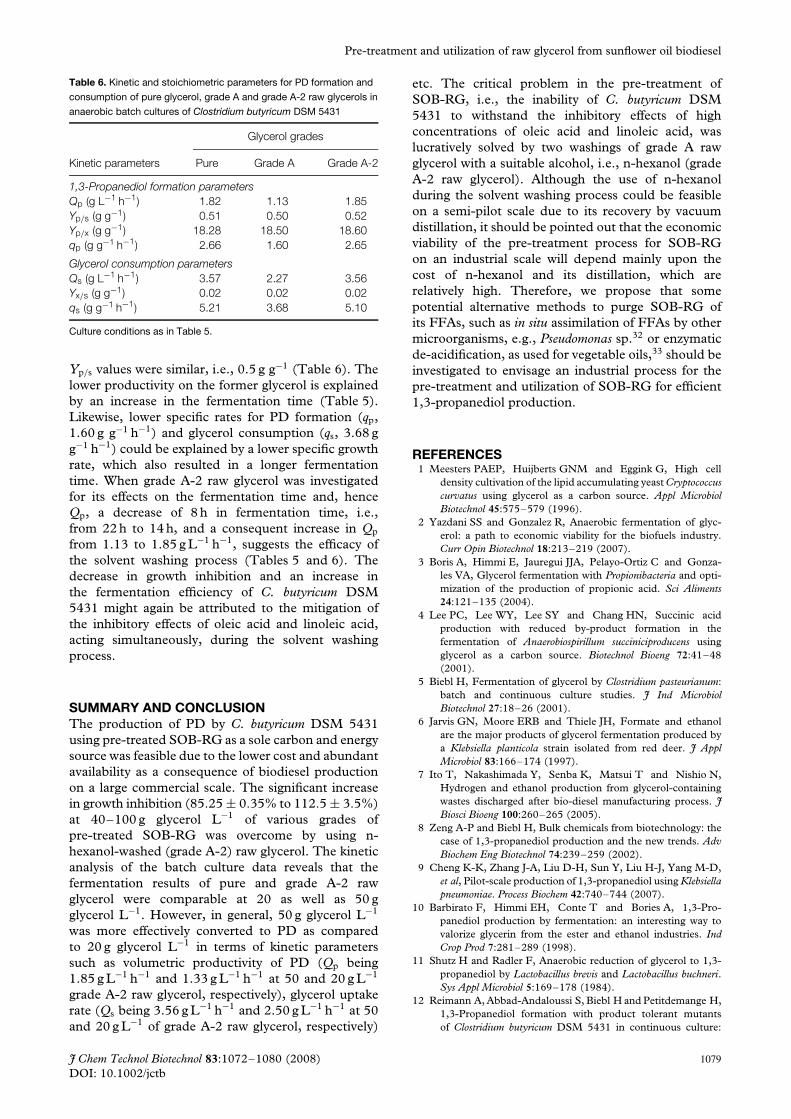
Table 3. Fermentation times (h), PD, butyrate, acetate produced (g L−1), butyrate/acetate ratios and maximum optical density, OD (650 nm), in
anaerobic batch cultures of Clostridium butyricum DSM 5431
Glycerol grades Time of fermentation (h) PD produced (g L−1) Butyrate (g L−1) Acetate (g L−1) Butyrate/acetate ODmax (650 nm)
Pure 8 10.6 1.6 1.0 1.6 2.1Grade A 8 10.3 1.7 1.09 1.6 2.04Grade A-2 8 10.7 1.58 0.99 1.6 2.08
Culture conditions: initial glycerol concentration, 20 g L−1; incubation temperature, 32 ◦C; pH 7.0. Determinations were conducted in duplicate.
to non-detectable levels. No significant improvementin the growth inhibition percentage was observedwhen grade A-3 raw glycerol was employed (a 53.5%reduction in growth inhibition), thus allowing theoptimization of grade A-2 raw glycerol.
A comparative kinetic study in anaerobic batchcultures of Clostridium butyricum DSM 5431 at20 and 50 g glycerol L−1
In order to extend the fermentation knowledge of C.butyricum DSM 5431 grown on pre-treated SOB-RG,anaerobic batch cultures were conducted employingpure, grade A and grade A-2 raw glycerols, andthe data were analysed and compared kinetically.The final concentration of PD achieved in batchcultures containing 20 g glycerol L−1 ranged between10.3 and 10.7 g L−1, while the fermentation timesfor all types of glycerol were similar, i.e., 8 h(Table 3). The glycerol was completely consumed.The influence of grade A raw glycerol on Yp/s
and Qp was minimal (Table 4). These results areconsistent with those of Mu et al.15 A slight increasein qp of grade A-2 raw glycerol (2.80 g g−1 h−1) as
Table 4. Kinetic and stoichiometric parameters for PD formation and
consumption of pure glycerol, grade A and grade A-2 raw glycerols in
anaerobic batch cultures of Clostridium butyricum DSM 5431
Glycerol grades
Kinetic parameters Pure Grade A Grade A-2
1,3-Propanediol formation parametersQp (g L−1 h−1) 1.32 1.28 1.33Yp/s (g g−1) 0.53 0.51 0.53Yp/x (g g−1) 13.25 12.87 13.20qp (g g−1 h−1) 2.65 2.44 2.80
Glycerol consumption parametersQs (g L−1 h−1) 2.51 2.50 2.50Yx/s (g g−1) 0.04 0.04 0.04qs (g g−1 h−1) 5.0 4.75 5.05
Culture conditions as in Table 3.
compared to that of pure glycerol (2.65 g g−1 h−1)can be attributed to a slightly higher growth rateon the former glycerol. This might be due to thepresence of certain growth-promoting nutrients, suchas potassium or magnesium ions, usually presentin biodiesel raw glycerol, as well as phosphate ions(mainly introduced during phosphoric acid addition)in concentrations higher than those required forfermentative glycerol metabolism; their effect becamemore pronounced after the removal of FFAs in gradeA-2 raw glycerol. Butyrate/acetate ratios remainedunaltered (Table 3).
When grade A raw glycerol was used at 50 gglycerol L−1, a considerable increase in the timeof fermentation (22 h), as compared to that ofpure glycerol batch culture (14 h), was observed(Table 5). The dramatic increase in fermentationtime is due to the slower growth, which could beascribed, in particular, to the inability of the strainto tolerate oleic acid and linoleic acid concentrationshigher than 18.2 and 32.2 mg L−1, respectively, and,consequently, a longer lag phase (2 h) as comparedto pure glycerol. However, a complete consumptionof glycerol was achieved in all cases. A drastic shiftin butyrate/acetate ratio was also observed duringfermentative growth on grade A raw glycerol batchculture, i.e., from 3.8 for pure glycerol to 5.8 for gradeA raw glycerol. A slight increase in butyrate/acetateratio in some new strains of Clostridium grown onraw glycerol was also reported previously.17 Thisclearly suggests the flux of more carbon compoundsthrough the butyrate pathway than through the acetatepathway. An increase in the energy requirementsof C. butyricum DSM 5431 has been pointed outwhen butyrate is excreted instead of acetate, asbutyrate formation generates more ATP per moleof the glycerol.21 The final PD concentration was25–26 g L−1.
The kinetic study revealed a diminution in Qp
value (1.13 g L−1 h−1) on grade A raw glycerol ascompared to pure glycerol (1.82 g L−1 h−1), although
Table 5. Fermentation times (h), PD, butyrate, acetate produced (g L−1), butyrate/acetate ratios and maximum optical density, OD (650 nm), in
anaerobic batch cultures of Clostridium butyricum DSM 5431
Glycerol grades Time of fermentation (h) PD (g L−1) Butyrate (g L−1) Acetate (g L−1) Butyrate/acetate ODmax (650 nm)
Pure glycerol 14 25.6 4.2 1.10 3.8 3.0Grade A 22 25 5.96 1.03 5.8 2.65Grade A-2 14 26.0 4.3 1.18 3.6 2.9
Culture conditions: initial glycerol concentration, 50 g L−1; incubation temperature, 32 ◦C; pH 7.0. Determinations were carried out in duplicate.
1078 J Chem Technol Biotechnol 83:1072–1080 (2008)DOI: 10.1002/jctb
Pre-treatment and utilization of raw glycerol from sunflower oil biodiesel
Table 6. Kinetic and stoichiometric parameters for PD formation and
consumption of pure glycerol, grade A and grade A-2 raw glycerols in
anaerobic batch cultures of Clostridium butyricum DSM 5431
Glycerol grades
Kinetic parameters Pure Grade A Grade A-2
1,3-Propanediol formation parametersQp (g L−1 h−1) 1.82 1.13 1.85Yp/s (g g−1) 0.51 0.50 0.52Yp/x (g g−1) 18.28 18.50 18.60qp (g g−1 h−1) 2.66 1.60 2.65
Glycerol consumption parametersQs (g L−1 h−1) 3.57 2.27 3.56Yx/s (g g−1) 0.02 0.02 0.02qs (g g−1 h−1) 5.21 3.68 5.10
Culture conditions as in Table 5.
Yp/s values were similar, i.e., 0.5 g g−1 (Table 6). Thelower productivity on the former glycerol is explainedby an increase in the fermentation time (Table 5).Likewise, lower specific rates for PD formation (qp,1.60 g g−1 h−1) and glycerol consumption (qs, 3.68 gg−1 h−1) could be explained by a lower specific growthrate, which also resulted in a longer fermentationtime. When grade A-2 raw glycerol was investigatedfor its effects on the fermentation time and, henceQp, a decrease of 8 h in fermentation time, i.e.,from 22 h to 14 h, and a consequent increase in Qp
from 1.13 to 1.85 g L−1 h−1, suggests the efficacy ofthe solvent washing process (Tables 5 and 6). Thedecrease in growth inhibition and an increase inthe fermentation efficiency of C. butyricum DSM5431 might again be attributed to the mitigation ofthe inhibitory effects of oleic acid and linoleic acid,acting simultaneously, during the solvent washingprocess.
SUMMARY AND CONCLUSIONThe production of PD by C. butyricum DSM 5431using pre-treated SOB-RG as a sole carbon and energysource was feasible due to the lower cost and abundantavailability as a consequence of biodiesel productionon a large commercial scale. The significant increasein growth inhibition (85.25 ± 0.35% to 112.5 ± 3.5%)at 40–100 g glycerol L−1 of various grades ofpre-treated SOB-RG was overcome by using n-hexanol-washed (grade A-2) raw glycerol. The kineticanalysis of the batch culture data reveals that thefermentation results of pure and grade A-2 rawglycerol were comparable at 20 as well as 50 gglycerol L−1. However, in general, 50 g glycerol L−1
was more effectively converted to PD as comparedto 20 g glycerol L−1 in terms of kinetic parameterssuch as volumetric productivity of PD (Qp being1.85 g L−1 h−1 and 1.33 g L−1 h−1 at 50 and 20 g L−1
grade A-2 raw glycerol, respectively), glycerol uptakerate (Qs being 3.56 g L−1 h−1 and 2.50 g L−1 h−1 at 50and 20 g L−1 of grade A-2 raw glycerol, respectively)
etc. The critical problem in the pre-treatment ofSOB-RG, i.e., the inability of C. butyricum DSM5431 to withstand the inhibitory effects of highconcentrations of oleic acid and linoleic acid, waslucratively solved by two washings of grade A rawglycerol with a suitable alcohol, i.e., n-hexanol (gradeA-2 raw glycerol). Although the use of n-hexanolduring the solvent washing process could be feasibleon a semi-pilot scale due to its recovery by vacuumdistillation, it should be pointed out that the economicviability of the pre-treatment process for SOB-RGon an industrial scale will depend mainly upon thecost of n-hexanol and its distillation, which arerelatively high. Therefore, we propose that somepotential alternative methods to purge SOB-RG ofits FFAs, such as in situ assimilation of FFAs by othermicroorganisms, e.g., Pseudomonas sp.32 or enzymaticde-acidification, as used for vegetable oils,33 should beinvestigated to envisage an industrial process for thepre-treatment and utilization of SOB-RG for efficient1,3-propanediol production.
REFERENCES1 Meesters PAEP, Huijberts GNM and Eggink G, High cell
density cultivation of the lipid accumulating yeast Cryptococcuscurvatus using glycerol as a carbon source. Appl MicrobiolBiotechnol 45:575–579 (1996).
2 Yazdani SS and Gonzalez R, Anaerobic fermentation of glyc-erol: a path to economic viability for the biofuels industry.Curr Opin Biotechnol 18:213–219 (2007).
3 Boris A, Himmi E, Jauregui JJA, Pelayo-Ortiz C and Gonza-les VA, Glycerol fermentation with Propionibacteria and opti-mization of the production of propionic acid. Sci Aliments24:121–135 (2004).
4 Lee PC, Lee WY, Lee SY and Chang HN, Succinic acidproduction with reduced by-product formation in thefermentation of Anaerobiospirillum succiniciproducens usingglycerol as a carbon source. Biotechnol Bioeng 72:41–48(2001).
5 Biebl H, Fermentation of glycerol by Clostridium pasteurianum:batch and continuous culture studies. J Ind MicrobiolBiotechnol 27:18–26 (2001).
6 Jarvis GN, Moore ERB and Thiele JH, Formate and ethanolare the major products of glycerol fermentation produced bya Klebsiella planticola strain isolated from red deer. J ApplMicrobiol 83:166–174 (1997).
7 Ito T, Nakashimada Y, Senba K, Matsui T and Nishio N,Hydrogen and ethanol production from glycerol-containingwastes discharged after bio-diesel manufacturing process. JBiosci Bioeng 100:260–265 (2005).
8 Zeng A-P and Biebl H, Bulk chemicals from biotechnology: thecase of 1,3-propanediol production and the new trends. AdvBiochem Eng Biotechnol 74:239–259 (2002).
9 Cheng K-K, Zhang J-A, Liu D-H, Sun Y, Liu H-J, Yang M-D,et al, Pilot-scale production of 1,3-propanediol using Klebsiellapneumoniae. Process Biochem 42:740–744 (2007).
10 Barbirato F, Himmi EH, Conte T and Bories A, 1,3-Pro-panediol production by fermentation: an interesting way tovalorize glycerin from the ester and ethanol industries. IndCrop Prod 7:281–289 (1998).
11 Shutz H and Radler F, Anaerobic reduction of glycerol to 1,3-propanediol by Lactobacillus brevis and Lactobacillus buchneri.Sys Appl Microbiol 5:169–178 (1984).
12 Reimann A, Abbad-Andaloussi S, Biebl H and Petitdemange H,1,3-Propanediol formation with product tolerant mutantsof Clostridium butyricum DSM 5431 in continuous culture:
J Chem Technol Biotechnol 83:1072–1080 (2008) 1079DOI: 10.1002/jctb

Asad-ur-Rehman et al.
productivity, carbon and electron flow. J Appl Microbiol84:1125–1130 (1998).
13 Papanikolaou S, Fakas S, Fick M, Chevalot I, Goliotou-Panayotou M, Komaitis M, et al, Biotechnological valoriza-tion of raw glycerol discharged after bio-diesel (fatty acidmethyl esters) manufacturing process: production of 1,3-propanediol, citric acid and single cell oil. Biomass Bioenerg32:60–71 (2008).
14 Zeng A-P, Biebl H and Deckwer W-D, Microbial conversionof glycerol to 1,3-propanediol: recent progress, in Fuels andChemicals from Biomass, ed. by Saha BC and Woodward J.ACS Symposium Series 666, American Chemical Society,Washington DC, pp. 264–179 (1997).
15 Mu Y, Teng H, Zhang D-J, Wang W and Xiu Z-L, Microbialproduction of 1,3-propanediol by Klebsiella pneumoniae usingcrude glycerol from biodiesel preparations. Biotechnol Lett28:1755–1759 (2006).
16 Gonzalez-Pajuelo M, Andrade JC and Vasconcelos I, Produc-tion of 1,3-propanediol by Clostridium butyricum VPI 3266using a synthetic medium and raw glycerol. J Ind MicrobiolBiotechnol 31:442–446 (2004).
17 Petitdemange E, Durr C, Abbad-Andaloussi S and Raval G,Fermentation of raw glycerol to 1,3-propanediol by newstrains of Clostridium butyricum. J Ind Microbiol 15:498–502(1995).
18 Bambase ME, Nakamura N, Tanaka J and Matsumura M,Kinetics of hydroxide-catalyzed methanolysis of crudesunflower oil for the production of fuel-grade methyl esters. JChem Technol Biotechnol 82:273–280 (2007).
19 Kenealy WR and Weselefsky DM, Studies on the substraterange of Clostridium kluyveri: the use of propanol andsuccinate. Arch Microbiol 141:187–194 (1985).
20 Annan NT, Poll L, Sefa-Dedeh S, Plahar WA and Jakobsen M,Volatile compounds produced by Lactobacillus fermentum,Saccharomyces cerevisiae and Candida krusei in single starterculture fermentations of Ghanaian maize dough. J ApplMicrobiol 94:462–474 (2003).
21 Biebl H, Glycerol fermentation to 1,3-propanediol by Clostrid-ium butyricum: measurement of product inhibition by use of apH auxostat. Appl Microbiol Biotechnol 35:701–705 (1991).
22 Abbad-Andaloussi S, Manginot-Durr C, Amine J, Petitde-mange E and Petitdemange H, Isolation and characterizationof Clostridium butyricum DSM 5431 mutants with increasedresistance to 1,3-propanediol and altered production of acids.Appl Environ Microbiol 61:4413–4417 (1995).
23 Biebl H and Pfenning N, Isolation of members of the familyRhodospirillaceae, in The Prokaryotes, ed. by Starr MP,Truper HG, Balows A and Schlegel HG. Springer, Berlin,pp. 267–273 (1982).
24 Homann T, Tag C, Biebl H, Deckwer W-D and Schink B,Fermentation of glycerol to 1,3-propanediol by Klebsiellaand Citrobacter strains. Appl Microbiol Biotechnol 33:121–126(1990).
25 Francis AJ and Dodge CJ, Effects of lead oxide and iron onglucose fermentation by Clostridium sp. Arch Environ ContamToxicol 16:491–497 (1987).
26 Keeling AA and Cater GLF, Toxicity of copper, lead nickel andzinc in agar culture to aerobic diazotrophic bacteria extractedfrom waste derived compost. Chemosphere 37:1073–1077(1998).
27 Furusawa H and Koyama N, Effect of fatty acids on themembrane potential of an alkaliphilic Bacillus. Curr Microbiol48:196–198 (2004).
28 Hazell SL and Graham DY, Unsaturated fatty acids andviability of Helicobacter (Campylobacter) pylori. J Clin Microbiol28:1060–1061 (1990).
29 Khulusi S, Ahmed HA, Patel P, Mendall MA and North-field TC, The effect of unsaturated fatty acids on Helicobacterpylori in vitro. J Med Microbiol 42:276–282 (1995).
30 Knapp HR and Melly HA, Bactericidal effects of polyunsatu-rated fatty acids. J Infect Dis 154:84–94 (1986).
31 Rodrigues CEC, Goncalves CB, Batista E and Meirelles AJA,Deacidification of vegetable oils by solvent extraction. RecentPatents Eng 1:95–102 (2007).
32 Cho SY, Kwon TW and Yoon SH, Selective removal of freefatty acids in oils using a microorganism. J Am Oil Chem Soc67:558–560 (1990).
33 Bhosle BM and Subramanian R, New approaches in de-acidification of edible oils: a review. J Food Eng 69:481–494(2005).
1080 J Chem Technol Biotechnol 83:1072–1080 (2008)DOI: 10.1002/jctb


















