
PRE FEASIBILITY REPORTenvironmentclearance.nic.in/writereaddata/Online/...Triveni Engineering &...
26
M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT PRE – FEASIBILITY REPORT FOR ESTABLISHMENT OF MOLASSES BASED DISTILLERY HAVING CAPACITY: 160 KLD ALONGWITH 7.0 MW CO GEN POWER AT VILLAGE: CHANDANPUR, BLOCK: GANGESHWARI, DISTRICT: JYOTIBA PHULE NAGAR, STATE: UTTAR PRADESH BY M/s TRIVENI ENGINNERING & INDUSTRIES LTD, UNIT: CHANDANPUR
Transcript of PRE FEASIBILITY REPORTenvironmentclearance.nic.in/writereaddata/Online/...Triveni Engineering &...

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
PRE – FEASIBILITY REPORT
FOR
ESTABLISHMENT OF MOLASSES BASED
DISTILLERY HAVING CAPACITY: 160 KLD
ALONGWITH 7.0 MW CO GEN POWER
AT
VILLAGE: CHANDANPUR,
BLOCK: GANGESHWARI,
DISTRICT: JYOTIBA PHULE NAGAR,
STATE: UTTAR PRADESH
BY
M/s TRIVENI ENGINNERING & INDUSTRIES LTD,
UNIT: CHANDANPUR

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 1
PRE - FEASIBILITY REPORT
1.0 Executive Summary
(I) Introduction
Triveni Engineering & Industries Ltd unit Chandanpur is proposing Molasses based Distillery capacity is
160 KLD along with 7.0 MW of Co-Generation Power Plant at Village : Chandanpur , Block
Gangeshwari , District – Jyotiba Phule Nagar, Uttar Pradesh.
Triveni Engineering & Industries Ltd having 7 Sugar mills, 6 Co – generation unit and 3 distillery spread
over 8 locations in Uttar Pradesh. With seven sugar units located across Uttar Pradesh, Triveni is one of
the largest integrated sugar manufacturing companies in India.Group altogether has a capacity of sugar
cane crushing to about 61,000 TCD. Name of the sugar units and respective capacities are as under :
Khatauli, Muzaffarnagar : 16,000 TCD
Deoband, Saharanpur : 14,000 TCD
Ramkola Kushinagar : 6,500 TCD
Sabitgarh, Bulandshehar : 7,000 TCD
Chandanpur, JP Nagar : 6,000 TCD
Raninagal, Moradabad : 5,500 TCD
MilakNarainpur, Rampur : 6,000 TCD
Triveni presently operates four co-generation power plants, one at Deoband, two at Khatauli and one at
Sabitgarh unit with combined capacity of 80 MW. Apart from the co-generation facilities, the company
also has two incidental co-generation plants at Chandanpur & Milak Narayanpur with a total capacity of ~
23 MW.
Triveni entered the distillery business in 2007 with an aim to integrate its sugar operations and to reduce
the impact of its cyclicality, with the commissioning of one of the largest single stream molasses based
distilleries in India in Muzaffarnagar district in U.P.
The proposed plant is adjacent to nearby Sugar Mill named Triveni Engineering & Industries Ltd, Unit:
Sugar, Chandanpur having 6000 TCD capacity and for this proposed distillery project Molasses and
Bagasse will be sourced from nearby and adjacent sugar mills.
As per EIA Notification dated 14th Sep., 2006 and as amended from time to time; Molasses based
distillery having capacity more than 100 KLD falls in Category ‘A’, Project or Activity - 5(g).
TABLE – 1
Salient Features of the Project
Sr No Particulars Details
1 Nature and Size of Project Proposed Molasses based distillery having
capacity 160 KLD along with 7.0 MW Co-
generation Power Plant.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 2
(100 % molasses based Distillery)
2 Category of the Project As per EIA Notification dated 14th Sep.,
2006 and as amended from time to time;
Molasses based distillery having capacity
more than 100 KLD falls in Category ‘A’,
Project or Activity - 5(g).
3 Locations Details
Village Chandanpur Khadar
Block Gangeshwari
Tehsil Hasanpur
District Jyotiba Phule Nagar
State Uttar Pradesh
Latitude 28°34'26.47"N
Longitude 78˚17’38.65” E
Toposheet No 53L/2, 53L/3 , 53L/6 and 53L/7
4 Area Details
Total Plant Area Total land for proposed Distillery – 14.53
Hectare
Greenbelt / Plantation Area ~33% of the project area will be covered
under green belt plantation of 4.79 Hectare.
5
Environmental Setting Details (with approximate aerial distance & direction
from plant site)
Nearest Village Chandanpur Khadar – 0.55 Km in South
East direction,
Khurtia– 1.04 km in East direction,
Ramnagar– 1.12 in South West direction.
Nearest Town & City Hasanpur– 16.18 Km in North,
Ujhari –11.14 km in north
Sambhal– 25.21 km in East.
Nearest National Highway / State
Highway
Babrala Rajpur-Kesarpur Marg – 0.16 km
(Adjacent to the Industry in the West
direction)
Nearest Railway station Sambhal Railway Station (27.14 km in East
direction)
Nearest Airport IGI New Delhi (~ 115 km in East direction)
National Parks, Reserved Forests No National Park, Wild Life Sanctuary,

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 3
(RF)/ Protected Forests (PF),
Wildlife Sanctuaries, Biosphere
Reserves, Tiger/ Elephant Reserves,
Wildlife Corridors etc. within 10 km
radius
Biosphere Reserve, Tiger / Elephant
Reserve, Wildlife Corridors, Reserved
Forests (RF) / Protected Forests (PF) etc.
falls within 10 km radius of the plant site.
River / Water Body (within 10 km
radius)
Bagad Mahawa Nadi (2.08 km in West
direction)
Bagad or Tikta Nadi ( 4.11 km in East
direction)
Ganga River (6.02 Km in West direction)
6 Cost Details
Total Project Cost 20000.0 Lakhs
Cost for Environment Management
Plan
Capital Cost : 5600.0 Lakh or 56 Crores
Recurring cost : Rs 3.2 Crores /Annum
7 Basic Requirements for the project
Fresh Water Requirement 960 KLD (@6.0 KL/KL of Products)
Source :Ground Water
Power Requirement 4500 KW
Source –Co Generation Power Plant – 7.0
MW (In House)
Man Power Requirement 148.0 (Source:- Unskilled / Semi-Skilled -
Local Area; Skilled- Local & Outside)
8 Product Mix Ethanol /ENA/RS
9 Working Days 365 Days
2.0 Identification of project and project proponent
Triveni Engineering and Industries Ltd are having 7 Sugar mills, 6 Co – generation unit and 1 distillery
spread over 8 locations in Uttar Pradesh. With seven sugar units located across Uttar Pradesh, Triveni is
one of the largest integrated sugar manufacturing companies in India. Group altogether has a capacity of
sugar cane crushing to about 61,000 TCD. Name of the sugar units and respective capacities are as
follow:
Khatauli, Muzaffarnagar : 16,000 TCD
Deoband, Saharanpur : 14,000 TCD
Ramkola Kushinagar : 6,500 TCD
Sabitgarh, Bulandshar : 7,000 TCD
Chandanpur, JP Nagar : 6,000 TCD
M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 4
Raninagal, Moradabad : 5,500 TCD
Milak Narainpur, Rampur : 6,000 TCD
Triveni presently operates four co-generation power plants, one at Deoband, two at Khatauli and
one at Sabitgarh unit with combined capacity of 80 MW. Apart from the co-generation facilities, the
company also has two incidental co-generation plants at Chandanpur & Milak Narayanpur with a total
capacity of ~ 23 MW. Triveni entered the distillery business in 2007 with an aim to integrate its sugar
operations and to reduce the impact of its cyclicality, with the commissioning of one of the largest single
stream molasses based distilleries in India in Muzaffarnagar district in U.P.
Now Triveni Engineering and Industries Ltd is proposing molasses based Distillery having capacity 160
KLD along with 7.0 MW of Co-Generation Power Plant at village Chandanpur, Block: Gangeshwari,
Tehsil: Hasanpur, District –Jyotiba Phule Nagar, Uttar Pradesh of M/s Triveni Engineering and Industries
Ltd, Unit – Chandanpur.
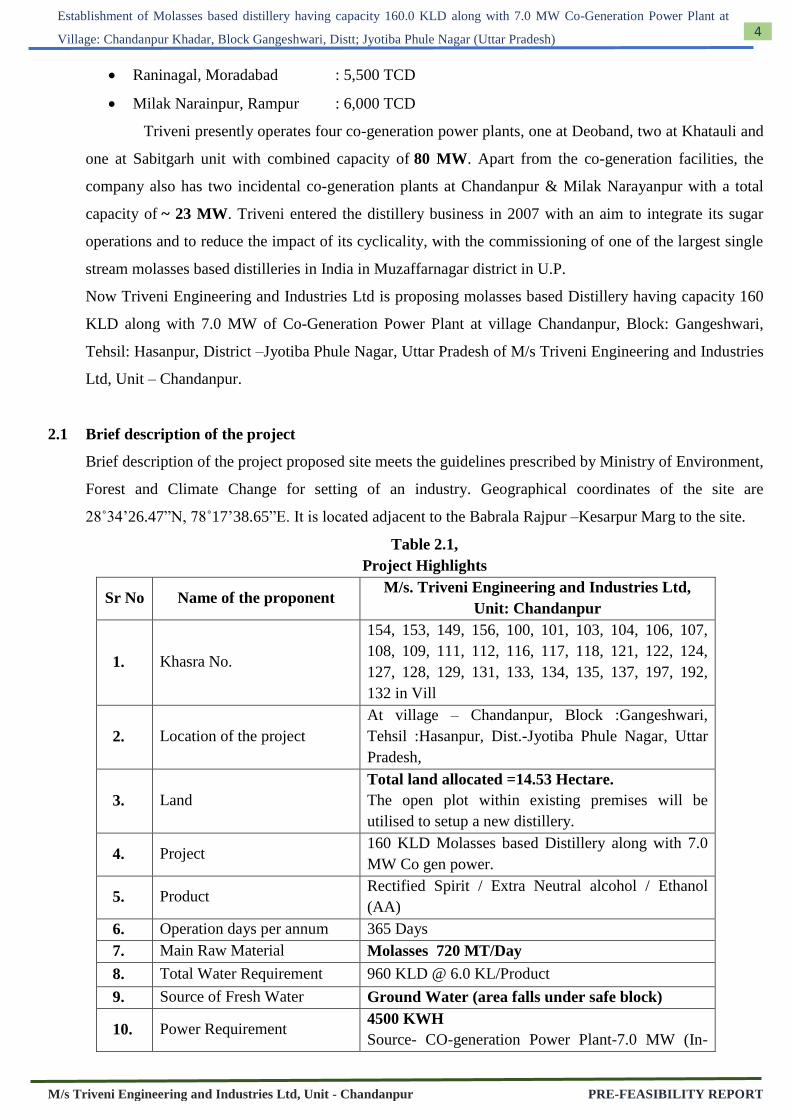
2.1 Brief description of the project
Brief description of the project proposed site meets the guidelines prescribed by Ministry of Environment,
Forest and Climate Change for setting of an industry. Geographical coordinates of the site are
28˚34’26.47”N, 78˚17’38.65”E. It is located adjacent to the Babrala Rajpur –Kesarpur Marg to the site.
Table 2.1,
Project Highlights
Sr No Name of the proponent M/s. Triveni Engineering and Industries Ltd,
Unit: Chandanpur
1. Khasra No.
154, 153, 149, 156, 100, 101, 103, 104, 106, 107,
108, 109, 111, 112, 116, 117, 118, 121, 122, 124,
127, 128, 129, 131, 133, 134, 135, 137, 197, 192,
132 in Vill
2. Location of the project
At village – Chandanpur, Block :Gangeshwari,
Tehsil :Hasanpur, Dist.-Jyotiba Phule Nagar, Uttar
Pradesh,
3. Land
Total land allocated =14.53 Hectare.
The open plot within existing premises will be
utilised to setup a new distillery.
4. Project 160 KLD Molasses based Distillery along with 7.0
MW Co gen power.
5. Product Rectified Spirit / Extra Neutral alcohol / Ethanol
(AA)
6. Operation days per annum 365 Days
7. Main Raw Material Molasses 720 MT/Day
8. Total Water Requirement 960 KLD @ 6.0 KL/Product
9. Source of Fresh Water Ground Water (area falls under safe block)
10. Power Requirement 4500 KWH
Source- CO-generation Power Plant-7.0 MW (In-
M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 5
House)
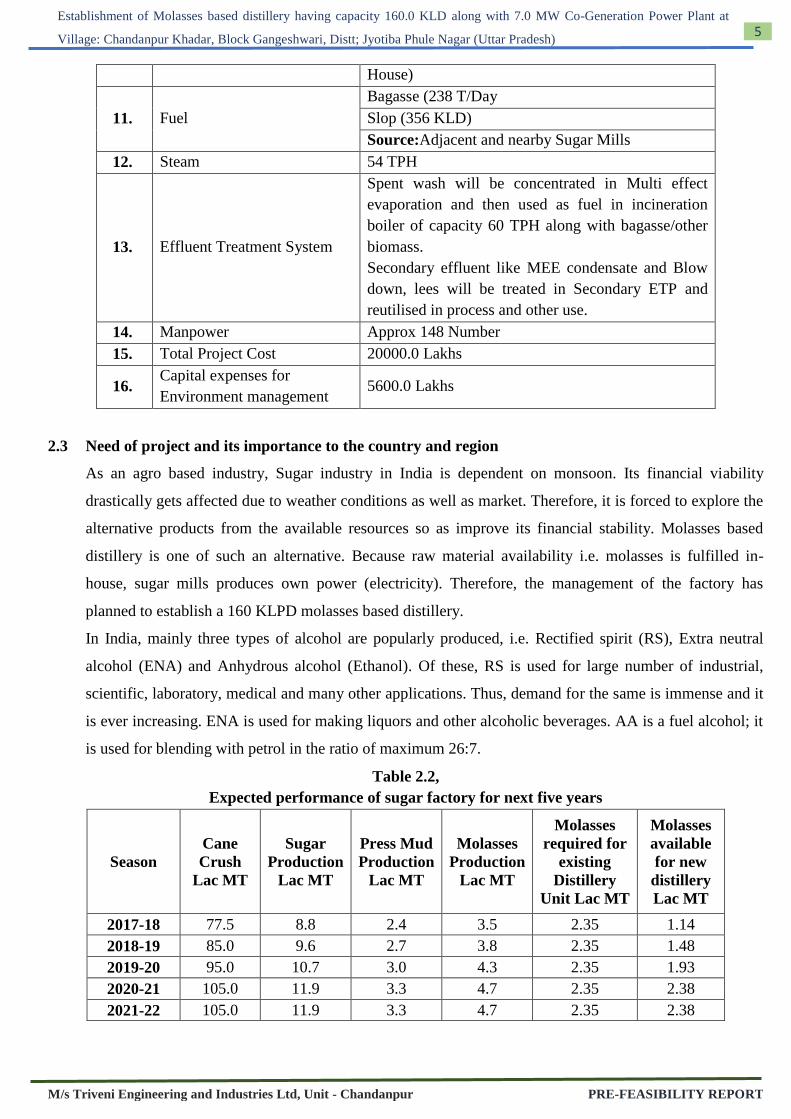
11. Fuel
Bagasse (238 T/Day
Slop (356 KLD)
Source:Adjacent and nearby Sugar Mills
12. Steam 54 TPH
13. Effluent Treatment System
Spent wash will be concentrated in Multi effect
evaporation and then used as fuel in incineration
boiler of capacity 60 TPH along with bagasse/other
biomass.
Secondary effluent like MEE condensate and Blow
down, lees will be treated in Secondary ETP and
reutilised in process and other use.
14. Manpower Approx 148 Number
15. Total Project Cost 20000.0 Lakhs
16. Capital expenses for
Environment management 5600.0 Lakhs
2.3 Need of project and its importance to the country and region
As an agro based industry, Sugar industry in India is dependent on monsoon. Its financial viability
drastically gets affected due to weather conditions as well as market. Therefore, it is forced to explore the
alternative products from the available resources so as improve its financial stability. Molasses based
distillery is one of such an alternative. Because raw material availability i.e. molasses is fulfilled in-
house, sugar mills produces own power (electricity). Therefore, the management of the factory has
planned to establish a 160 KLPD molasses based distillery.
In India, mainly three types of alcohol are popularly produced, i.e. Rectified spirit (RS), Extra neutral
alcohol (ENA) and Anhydrous alcohol (Ethanol). Of these, RS is used for large number of industrial,
scientific, laboratory, medical and many other applications. Thus, demand for the same is immense and it
is ever increasing. ENA is used for making liquors and other alcoholic beverages. AA is a fuel alcohol; it
is used for blending with petrol in the ratio of maximum 26:7.
Table 2.2,
Expected performance of sugar factory for next five years
Season
Cane
Crush
Lac MT
Sugar
Production
Lac MT
Press Mud
Production
Lac MT
Molasses
Production
Lac MT
Molasses
required for
existing
Distillery
Unit Lac MT
Molasses
available
for new
distillery
Lac MT
2017-18 77.5 8.8 2.4 3.5 2.35 1.14
2018-19 85.0 9.6 2.7 3.8 2.35 1.48
2019-20 95.0 10.7 3.0 4.3 2.35 1.93
2020-21 105.0 11.9 3.3 4.7 2.35 2.38
2021-22 105.0 11.9 3.3 4.7 2.35 2.38

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 6
Molasses is a by-product of sugar industry. The above table shows the expected availability of molasses
as a raw material for the proposed distillery unit. Since, the cane crushing capacity of various project is
going to increase, thus the molasses production will also increase. In addition, keeping in mind dynamics
situation of sugar production cycle, company also envisage to use B-Heavy molasses as and when it is
viable to use. Therefore, it has decided to install a new distillery (molasses Based) of 160.0 KLD along
with co gen power 7.0 MW. The distillery unit will be producing, RS/ENA/AA which are very significant
for other industries, medical services, etc. Ethanol is used to blend with petrol, thus able to save valuable
foreign exchange on import of fossil fuel.
2.4 Import vs. Indigenous production
The process is straight line and the technology even for the pollution control/disposal is available
indigenously.
2.5 Export possibility
The finished products viz. Rectified Spirit (RS), Extra Neutral Alcohol (ENA) and Anhydrous Alcohol
(AA) is having great export potential.
2.6 Domestic / Export markets
Market places such as New Delhi, Ghaziabad, Chandigarh, Pune, Surat and Vadodara as well as chemical
industries of Uttarakhand, Uttar Pradesh and Haryana are the potential domestic market for rectified
spirit, ENA as well as AA. ENA could be an exportable product.
2.7 Employment Generation
Proposed project will be 148 direct employment opportunities, in which about 80 will be for skilled and
about 68 for unskilled persons. Apart from this, the project is anticipated to give plenty of indirect
opportunities to transporters, shopkeepers and various facility providers such as schools, medical
facilities, etc.
3.0 PROJECT DESCRIPTION
3.1 Type of project
Proposed unit is based on 100.0 % molasses based operation for 160.0 KLD along with 7.0 MW CO-
generation power Plant. Molasses is a by-product from the sugar industry which will be used as raw
material in the proposed new distillery. Molasses based distillery capacity above 100 KLPD is placed
under item 5 (g) - for distillery unit as ‘A’ category as per EIA Notification, 2006 (as amended in 2009)
and will be appraised at central level.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 7
3.2 Location with coordinate
For EIA Study 5.0 & 10.0 km radial study area is covered and the same is shown on SOI Topo sheets
53L/2, 53L/3, 53L/6 and 53L/7 in the map below Fig: 1.1 & 1.2 respectively.
Latitude and Longitude of the site at four corners and in the centre given below in Table 2.3
Table; 2.3, Latitude and longitude of the project site
Corners Directions Latitude and Longitude
1st East Lat : 28°34'23.09"N, Long: 78°17'47.99"E
2nd South Lat : 28°34'17.68"N, Long: 78°17'41.47"E
3rd West Lat : 28°34'28.17"N, Long: 78°17'29.75"E
4th North Lat : 28°34'34.18"N, Long: 78°17'35.83"E
Centre Centre Lat : 28°34'26.47"N, Long: 78°17'38.65"E
3.3 Details of alternative site considered and basis of selecting the proposed site:
Alternative sites for the proposed project are not considered, because of following reasons –
1. The project proponent is having land which is adequate for the proposed units as well as ancillary units
thereof such as storage, treatment, disposal units, etc.
2. The present site meets the guidelines for sitting of an industry prescribed by MoEF & CC,
3. Proposed site is situated adjacent to the existing sugar unit. Proposed site is adequate for raw material
availability and fuel.
4. No rehabilitation or restoration issues involved with the proposed site,
5. The plot is open and barren, thus minimal disturbance to the ecology,
6. Infrastructure and resources such as road, water, electricity, manpower, etc is already available.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 8
Fig : 1.1, Toposheet Map within 10.0 Km radius.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 9
Fig : 1.2, Toposheet Map within 5.0 Km radius.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 10
Fig : 1.3, Location of Proposed Project Site.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
11 Establishment of Molasses based distillery having capacity 160.0 KLD molasses based distillery along with 7.0 MW Co-
Generation Power Plant at Village: Chandanpur, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh)
3.4 Size or magnitude of operation
New molasses based distillery of 160 KLD along with 7.0 MW co gen power.
3.5 Project description with process details
Proposed unit will be 100.0 % molasses based for capacity 160 KLD. Co gen power generation will
be 7.0 MW. Triveni Engineering & Industries Ltd, Unit: Chandanpur, decided to adopt the latest
technology to achieve Zero Liquid Discharge (ZLD) for the proposed distillery unit.
Manufacturing Process:
The production process involves the following stages:
1. Fermentation
2. Distillation
Fermentation- Molasses is the chief raw material used for production of alcohol. Molasses contains
about 50% total sugars, of which 30 to 33% are cane sugar and the rest are reducing sugar. During
the fermentation, yeast strains of the species Saccharomyces cerevisieae, a living microorganism
belonging to class fungi converts sugar present in the molasses such as sucrose or glucose in to
alcohol. The continuous fermentation process involves addition of fresh nutrients medium either
continuously or intermittent withdrawal of portion of nutrient for recovery of fermentation products.
In continuous process, fermenter is in constant usage with little shut down and after initial
inoculation of yeast culture, further inoculation is not necessary.
Distillation- After fermentation, the next stage in the manufacturing process is to separate alcohol
from fermented wash and to concentrate it to 95%. This is called Rectified Spirit (RS). For this
purpose, method of distillation is employed. After separation of alcohol, the remaining part is the
effluent of the process i.e. spent wash and spent lees.
Re-distillation to manufacture Extra Neutral Alcohol (ENA)
ENA is prepared by re-distillation of the rectified spirit (RS) for the removal of impurities like higher
alcohols, aldehydes and methyl alcohol. This is done by, remixing rectified spirit with soft water and
distilling it in the ENA column.
Anhydrous Alcohol (AA)
Anhydrous alcohol is an important product required by industry. As per IS specification it is nearly
100% pure or water free alcohol. Alcohol as manufactured by Indian distilleries is rectified spirit,
which is 94.68% alcohol. It is not possible to remove remaining water from rectified spirit by straight
distillation as ethyl alcohol forms a constant boiling mixture with water at this concentration and is

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 12
known as azeotrope. Therefore, special process for removal of water is required for manufacture of
anhydrous alcohol.
The various processes used for dehydration of alcohol are as follows
i) Azeotropic Distillation
ii) Molecular Sieves
iii) Pervaporation / Vapour permeation system.
We will use Molecular Sieves process for dehydration of alcohol.
Fig:1.4, Schematic Flow chart of RS / ENA /AA

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 13
3.6 Raw Materials required for finished products
Raw materials for the proposed project will be available from the local market. Molasses as raw
material will be available from adjacent inhouse sugar mills. Product wise raw material consumption
is given below:
Sr No Particular Quantity,
MT/Day
Storage Source of raw material &
Mode of Transportation
1. Molasses 720 MT/Day 30 Days Adjacent sugar mills and other
local sugar units.
Tanker will be used for
molasses transport.
2. Other Chemicals
Sulphuric Acid 68 kg/Day 15 Days Nearby Market by Truck.
15 Days storage will be
provided. Sodium
Hydrooxide
(Caustic)
10.0 Kg/Day 15 Days
Enzymes 6.0 kg/Day 15 Days
NH2-CO– NH3
(Nutrient : 46% N2
10.0 kg/Day 15 Days
Antifoam Agent 135 kg/Day 15 Days
3.7 Resource optimization / recycling and reuse envisaged in the project
Optimum utilization of the available resources is strived by the management. These resources include
land, water, steam, molasses and power. Press-mud is a by-product of sugar factory that will be used
for making manure by mixing fermenter sludge and potash rich fly ash generated in the distillery.
Thereby, nutrients will be recycled.
3.8 Water Requirement
Water required for proposed project will be 960.0 m3/Day. Water balance for the proposed distillery is
given in Fig : 1.5.
3.8.1 Availability of water and its source
Necessary fresh water requirement for the proposed project will be met from tube well. Water will be
required for domestic, industrial process and utility purpose. As the area fall in Safe Zone as per
CGWA Ground water assessment 2011. Water level in the ranges from 4.90 – 6.05 m bgl during pre-
monsoon season.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
14 Establishment of Molasses based distillery having capacity 160.0 KLD molasses based distillery along with 7.0 MW Co-
Generation Power Plant at Village: Chandanpur, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh)
Fig : 1.5 Water Balance for 160.0 KLD (Molasses based )

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
15 Establishment of Molasses based distillery having capacity 160.0 KLD molasses based distillery along with 7.0 MW Co-
Generation Power Plant at Village: Chandanpur, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh)
3.8.1 Steam & Power requirement
Steam requirement for the proposed project is 60 TPH at 3.5 Kg/cm2 (g) for 160 KLD (Molasses
based). Therefore, a new incineration boiler of capacity 60.0 TPH with 45 Kg/cm2 (g) pressure will be
installed and this will supply steam to proposed 7.0 MW turbo-alternator. It will fulfil the steam as
well as power requirement of distillery.
3.8.2 Fuel
Slop and Bagasse will be used as a fuel for the steam generation activity of the proposed industry. The
requirement of Bagasse and slop is given in table below
Fuel Slop Bagasse
160.0 KLD (100.0 %
Molasses based)
356 KLD 238 MT/Day
Source In – House, it is concentrate
from MEE.
Procured from adjacent and
nearby sugar mills / road
transport.
Bagasse will be procured from adjacent sugar mills of our group and other sugar mills present in
nearby areas.
3.8.3 Quantity of Waste Water Generation & disposal scheme
Spent Wash Treatment: Estimated daily total water requirement of distillery will be (input) 4142
m3/d. However, during day-to-day operations 3182 m3/day water will be recycled and thus fresh water
requirement will be restricted to 960 m3/day. Effluent in the form of spent wash will be 1120 m3 /day.
It will be treated concentrated in Multi effect evaporation and then concentrate from MEE will be
utilised in Incineration fired boiler as a fuel along with bagasse/other biomass/coal. Flow diagram for
spent wash treatment is given in Fig : 1.6.
Other Effluent: The remaining moderately polluted effluent due to spent lees and evaporating
condensate will be treated in polishing unit and recycled in the same unit. Estimated domestic effluent
will be 12.0 m3/d, which will be treated separately in septic tank and soak pit. Quantity of waste to be
generated & scheme for their disposal is given in the following chart.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 16
Fig: 1.6, Flow Chart of Spent Wash treatment strategy ( 160 KLD )

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 17
Fig: 1.9, Flow Chart for condensate polishing unit

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 18
3.9.1 Solid waste
The proposed industrial activity could generate solid waste in the form of yeast and ETP sludge, boiler
ash. These are biodegradable material. The quantity and disposal technique is given briefly in the
following Table 2.3.
Table: 2.3,
Solid waste generation and disposal
Sr No Solid Waste Operation Phase Uses / Disposal
1 Total Ash 67.5 MT/Day Due to high potash content, will be
used as manure.
2 Yeast Sludge 16.0 MT/Day Will be mixed with press mud of
Sugar mill and sold to the farmer.
3 Condensate
polishing unit
sludge
5.0 KLD Will be mixed with press mud of
Sugar mill and sold to the farmer.
3.9.2 Air Emission and control
One incineration boiler of capacity 60 TPH will be used with working pressure of 45 Kg/cm2. Bag
filter of 125 % capacity system will be attached to the boiler. DG Set with adequate stack height and
acoustic enclosures will be installed for the proposed project.
3.9.3 Noise pollution
The plant and equipment will be specified and designed with a view to minimize noise pollution. The
major noise producing equipment will be provided with sound proof devices and silencers. DG set will
be provided with acoustic enclosures. Ear Plugs and ear muffs will be provided to the workers in
utility section. Greenbelt will be developed.
3.9.4 Health and Safety Measures
Triveni Engineering and Industries Ltd, Unit - Chandanpur strives to provide hygienic & safe work
place and continually improve the effectiveness of Health & Safety system.
To meet these objectives, the TEIL will;
Comply all relevant Laws, regulation, statutory provisions & codes of practice,
Continually asses risks & hazards so as to evolve establish & upgrade hazard control measures,
emergency preparedness, & risks mitigation and correct the deficiency identified in timely
manner.
Ensure safe handling, storage, use and disposal of all substance & materials which are classified
as hazardous to health & environment,

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 19
Create awareness in employees by providing appropriate training, motivation information’s so as
to create individual sense of duty, responsibility & participations & an institutionalize culture of
continually improvement in safety, health & environment matters,
Make supervisors responsible for implementation of the safety precautions, use of safety devices,
& the safety of the people,
Empower employees at all levels to be responsible & accountable for their personal health &
safety,
Fire protection system will be provided in accordance to the local fire authorities regulations. The
firefighting system will consist of a hydrant network. It also incorporates suitable firefighting
equipment and flameproof lighting and power control arrangements.
Portable fire extinguishers will be provided in strategic locations in new construction area.
3.10 Schematic representation of the feasibility drawing which give information of EIA purpose
Figure 3.6: Procedure of Environmental Clearance
4.0 SITE ANALYSIS
4.1 Connectivity
The site is well connected by road, railway. It is adjacent to the Babrala Rajpur-Kesarpur Marg.
Sambhal Railway Station is approx. 27.14 km away from the project site. The international airport IGI
New Delhi is approx. 115 km.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 20
4.2 Land form, land use and ownership
The factory is holding 14.53 Hectare of land. The land is flat, open and already under the possession of
the M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur. So out of available land, a
provision of approx. 4.79 Hectare is for green belt and rest 9.74 Hectare for the proposed distillery and
ancillary units thereof such as boiler house, turbine, storage etc.
4.3 Topography
The terrain is almost flat. The geographical coordinates of the area are 28°34'26.47"N and
78˚17’38.65” E. The proposed site is 193 meter above the mean sea level. General slope in the is from
North west to South East.
4.4 Land use pattern
The proposed project requires no additional land, existing land is under the ownership of Triveni
Engineering and Industries Ltd, Unit - Chandanpur. Therefore, no social issues are involved. There
won’t be change in the land use pattern since the land is under the possession of the industry. There is
no sanctuary, bio-sphere reserve or national park in the 10 km radius area. The land surrounding the
project site is used for agricultural purpose. There are more than 35 villages within 10 km of the study
area. River Ganga is approx. 6.02 km away from the project site in West direction.
Table 4.1,
Salient features of the project location
Nearest City/ Town Hasanpur– 16.18 Km in North,
Ujhari –11.14 km in north
Sambhal– 25.21 km in East.
Railway Station Sambhal Railway Station (27.14 km in East direction)
Airport IGI New Delhi (~ 115 km in East direction)
River Bagad Mahawa Nadi (2.08 km in West direction)
Bagad or Tikta Nadi ( 4.11 km in East direction)
Ganga River (6.02 Km in West direction)
Schools Government school in Chandanpur, Khurtia and Ramnagar village for
primary education. New English medium school and Junior college,
Ujhari approx 11.14 km from the project site.
Colleges SLDM Inter Collage is approx. 5.11 km from project site.
JSLS Inter Collage approx. 13.57 km from the site.
Medical and health
care centers
Satyawati Hospital within approx. 15.34 km from the project site.
Banks HDFC Bank is. 16.65 km In Hasanpur from the project site

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 21
Market places Gangeshwari is a nearest market place at approx. 3.54 km from the
project site.
Protected Area/
Sanctuaries/NP
None within 15.0 km radius
CRZ applicability Not applicable
Seismicity Seismic Zone- IV (High)
4.5 Existing Infrastructure
Proposed project is new project. There are no existing infrastructures within the project site. The
nearest residential area to the factory is at a distance of 0.55 km towards south east. There is an
agricultural and cultivated land in the surrounding area of the site. Within 10 km Influence Zone, there
is no Tropical Forest, Biosphere Reserve, National Park, Wild Life sanctuary. Hasanpur tehsil is
16.19 km from site towards north.
4.6 Soil Classification
The soils of the district can be classified into two major groups based on its texture & composition
characteristics.
1. Khader and low land soil
2. Upland or Bangar soil.
4.7 Climatic data from secondary sources
The district falls in the subtropical region and the climate is classified as tropical to subtropical type.
The climate is characterised by a hot summer and biting cold, winter is associated with general
dryness, except during the southwest monsoon where humidity is high. The rainy season extends from
end of June to September or mid of October. Extreme temperature are recorded during winter &
summer months.
The mean daily maximum temperature is about 40oC and the mean daily minimum temperature is
about 25oC during May and June. The mean monthly maximum relative humidity in the morning and
evening is 84% to 74% respectively and is varies from 21% to 84%.
A study of rainfall data from six rain gauge stations around the district, the annual mean rainfall is
1046 mm at Amroha. Amroha received highest rainfall in 1990 (1813.0 mm) which is 1.76 times more
than normal. Whereas lowest was in 1987 (492.1 mm) which is 1.84 times less than normal. The
Hasanpur highest rainfall was recorded in 1975 (1404 mm) which is 1.59 time more than normal,
whereas lowest was in 1987 (402.4 mm) which is 2.19 times less than normal annual rainfall.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 22
4.8 Social Infrastructure available
Infrastructure such as school, colleges, market, banks, hospitals, public transport, road, drinking water,
electricity, post, telecommunication, radio, etc are easily available to the local people within 15.0 km
radius of project site.
The present project is proposed by one of the leading and progressive sugar industry from western
Uttar Pradesh.
The sugar factory has already initiated several activities for the development of the region. Some of
the prime activities are as follows.
The factory is providing medical aid to the employees and their dependents
It provides primary school educational facilities to the children of workers
It helps member farmers by supplying organic and chemical fertilizers, press-mud and
thedeveloped cane seeds approved by Government agency like NSI Kanpur. The factory also
arranges field demonstration to educate the farmers in sugarcane cultivation through application of
scientific methods
Regular tree plantation with development being done every year through the separate tree
plantation cell in their campus and surrounding area. For nearby schools, hospitals free of cost
plants are provided.
5.0 PLANNING BRIEF
5.1 Planning concept
(i) Planning Concept (type of industries, facilities, transportation etc.) Town and country
Planning/ Development authority classification.
The proposed project is molasses based distillery. Facilities required for the proposed project will be
provided as per requirement. Transportation of raw material and final product will be done via existing
road network and cement concrete road will be developed within the proposed project area.
(ii) Population Projection
Temporary influx of people will be there as the managerial and supervisory staff will generally be
outsider. A projection may be made by a governmental organization, or by those unaffiliated with a
government.
(iii) Assessment of infrastructure demand (Physical & Social)
The Company will assess the demand of infrastructure (Physical & Social) in nearby area of the
proposed site and will be developed in under corporate social responsibilities programs.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 23
(iv) Amenities/Facilities
The Company will develop the Amenities/Facilities in nearby area of the proposed project site as per
requirement of local people under corporate social responsibilities programs.
1.2 Proposed Infrastructure
The proposed project will be carried out in the area owned by the M/s Triveni Engineering and
Industries Ltd, Unit - Chandanpur. The total allocated land for the proposed project is 14.53 Hectares.
5.2.1 Residential Area
The residential colony is in place (for existing sugar unit). It has capacity to accommodate additional
families of proposed distillery unit. Since, most of the employees of the sugar mill are local.
5.2.2 Greenbelt Area
The total greenbelt area provided is ~ 4.79 Hectare.
5.2.3 Social infrastructure
The physical infrastructures such as land, roads, power, water, transportation etc are easily available
for the proposed unit. Raw material and filler material are also available with factory adequately. Very
minor influx of population is anticipated due to the project. Available social infrastructure such as
schools, colleges, market, medical facilities, etc. is adequate to support the probable minor population
increase.
5.2.4 Connectivity
The site is well connected by road, railway. It is adjacent to the Babrala Rajpur-Kesarpur Marg.
Sambhal Railway Station is approx. 27.14 km away from the project site. The international airport IGI
New Delhi is approx. 115 km.
5.2.5 Sewerage system
Estimated domestic effluent will be 12 m3/d, which will be treated separately in septic tank and soak
pit.
5.2.6 Drinking water management
Triveni Engineering and Industries Ltd, Unit - Chandanpur draws water from well and supply the
drinking water to factory as well as the staff colony.
5.2.7 Industrial Waste management
The proposed Molasses based distillery would be based on “ZERO EFFLUENT DISCHARGE”.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 24
5.2.8 Solid Waste Management
Spent wash generated during s operation, would be concentrated in Multi-effect evaporator and then
used as fuel in incineration boiler.
Fly ash from the Boiler would be utilized as manure.
Yeast sludge will be mixed with Press Mud for manufacturing Organic Manure.
5.2.9 Power requirement and source
The total power requirement for the proposed project will be 4500 KWH, which will be sourced from
Co generation power plant of 7.0 MW and for emergency DG set will be installed.
6.0 Rehabilitation and Resettlement (R & R) Plan
(i) Policy to be adopted (Central/State) in respect of the project affected persons including home
oustees, land oustees and landless labourers (a brief outline to be given).
The proposed plant is adjacent to own Sugar Mill named Triveni Engineering and Industries Ltd, Unit
- Chandanpur. The land is already under the possession of TEIL. Therefore, there will not be any
displacement of people and hence, Rehabilitation & Resettlement is not applicable.
7.0 Project Schedule and Cost Estimates
(i) Likely date of start of construction and likely date of completion (time schedule for the
project to be given).
The project will start only after obtaining Environmental Clearance and all other required clearance
and will complete within 1.5 years of commencement.
(ii) Estimated project cost along with analysis in term of economic viability of the project.
Total cost of the Project: Rs. 200.00 Crores
Cost for Environment Protection Measures:
Capital Cost: Rs. 56.00 Crores
Recurring Cost/annum: Rs. 3.20 Crores/annum
8.0 Analysis of Proposal
(i) Financial and social benefits with special emphasis on the benefit to the local people including
tribal population, if any, in the area.
Proposed project will result in growth of the surrounding areas by increasing ancillary development
and supporting infrastructure. Special emphasis on Financial and Social benefits will be given to the
local people including tribal population, if any, in the area.
Development of social amenities will be in the form of medical facilities, education to underprivileged
and creation of self-help groups.

M/s Triveni Engineering and Industries Ltd, Unit - Chandanpur PRE-FEASIBILITY REPORT
Establishment of Molasses based distillery having capacity 160.0 KLD along with 7.0 MW Co-Generation Power Plant at
Village: Chandanpur Khadar, Block Gangeshwari, Distt; Jyotiba Phule Nagar (Uttar Pradesh) 25
Uttar Pradesh state will get revenues in terms of taxes. Business opportunities for local community
will be available like transport of raw material/product to market, fly ash transport to Brick
manufactures, maintenance & house-keeping contract work etc.


















