PRE FEASIBILITY REPORT 1.0 Executive...
39
Pre-feasibility Report Page 1 PRE FEASIBILITY REPORT 1.0 Executive Summary The Company Kamdhenu Ispat Limited is a well established group operating in the business of Steel manufacturing since 1995. The existing plant capacity configuration is of 8 Tonne Induction Furnace to produce 22,556 TPA of Ingots which is used for producing 48,000 TPA of TMT Bar, Angle & Channel. As per EIA Notification, it is a Secondary Metallurgical processing industry. The plant is located in the RIICO Industrial Area near Bhiwadi in Rajasthan. The existing plant has the following main facilities: Land Area of approx- 17,534 m 2 Functional 8 Tonne furnace; Coal Gasifier based Reheating furnace; Rolling mills for production of long products (TMT Bar, light and medium section rolled product) EOT cranes with 40T / 15T capacity; Weighing Bridge of 50 T capacity; Fully established pollution equipment (Bag House) attached with 33 m high stack; Administration block with separate accounts section, production- quality section, chemical lab, store room, Directors room, conference room, security room, waiting room, General Manager Office etc. Tree plantations have been done all around the boundary wall as per the Rajasthan State Pollution Control Board directions. The expansion of project falls under Category “A” Projects of activity 3 (a) as per EIA Notification dated 14th September, 2006, and its subsequent amendments. Prefeasibility report along with Form 1 and proposed TOR are mandatory to be submitted for award of TOR as per EIA Notification. Details of prefeasibility report for proposed project is discussed as follows: SI. No Parameters Description 1 Identification of Expansion of existing steel plant of Kamdhenu
Transcript of PRE FEASIBILITY REPORT 1.0 Executive...

Pre-feasibility Report Page 1
PRE FEASIBILITY REPORT
1.0 Executive Summary
The Company Kamdhenu Ispat Limited is a well established group
operating in the business of Steel manufacturing since 1995. The existing
plant capacity configuration is of 8 Tonne Induction Furnace to produce
22,556 TPA of Ingots which is used for producing 48,000 TPA of TMT Bar,
Angle & Channel. As per EIA Notification, it is a Secondary Metallurgical
processing industry. The plant is located in the RIICO Industrial Area near
Bhiwadi in Rajasthan.
The existing plant has the following main facilities:
Land Area of approx- 17,534 m2
Functional 8 Tonne furnace;
Coal Gasifier based Reheating furnace;
Rolling mills for production of long products (TMT Bar, light and
medium section rolled product)
EOT cranes with 40T / 15T capacity;
Weighing Bridge of 50 T capacity;
Fully established pollution equipment (Bag House) attached with 33
m high stack;
Administration block with separate accounts section, production-
quality section, chemical lab, store room, Directors room, conference
room, security room, waiting room, General Manager Office etc.
Tree plantations have been done all around the boundary wall as per the
Rajasthan State Pollution Control Board directions.
The expansion of project falls under Category “A” Projects of activity 3 (a) as
per EIA Notification dated 14th September, 2006, and its subsequent
amendments. Prefeasibility report along with Form 1 and proposed TOR are
mandatory to be submitted for award of TOR as per EIA Notification.
Details of prefeasibility report for proposed project is discussed as follows:
SI. No Parameters Description
1 Identification of Expansion of existing steel plant of Kamdhenu

Pre-feasibility Report Page 2
project
Ispat Limited falls under Category “A” Projects
of activity 3 (a) as per EIA Notification dated 14th
September, 2006 and its subsequent
amendments.
2 Project
Proponent
Mr. Satish Kumar Agarwal
Chairman & Managing Director,
Kamdhenu Ispat Limited
Email:- [email protected]
3 Brief
description of
nature of the
project
The Existing capacity of steel melting with 8
Tonne Induction Furnace for producing 22,556
TPA of Ingot which is used for producing 48,000
TPA of TMT Bar, Angle & Channel. The project
proponent wants to increase the capacity to
produce 96,000 TPA of TMT Bar, Angle &
Channel, by addition of 2 x 13.5 Tonne
Induction Furnace, 1 Continuous Casting
Machine with existing Rolling Mill & dismantling
of existing 8 Tonne Induction Furnace.
4 Salient Features of the Project
4.1 Proposed plant
capacity
1,24,800 TPA (Ingot) to produce 96,000 TPA TMT
Bar, Angle & Channel.
4.2 Total Plot Area 17,534 m2, Expansion of Project within the plant
premises.
4.3 Location Plant site Coordinates of 4 corners
(a) 28°12'3.195"N 76°51'43.050"E
(b) 28°12'0.883"N 76°51'45.733"E
(c) 28°11'56.157"N 76°51'42.432"E
(d) 28°11'56.641"N 76°51'39.067"E
The site and study area falls in the survey of
India Topo sheet H43W16, 53D15, 53D12,
53D11
Elevation -269 m
4.4 Water
requirement
Total water consumption: 24 m3/day
Application Exiting Proposed
additional
Total
(1)Industrial
Process
8.5 4.0 12.5
(2)Domestic 10.0 1.5 11.5
Total 18.5 5.5 24.0
Source- Ground water

Pre-feasibility Report Page 3
4.5 Source of water This is sourced from Ground. RIICO permission
is already granted.
4.6 Wastewater Zero liquid discharge will be maintained. No
waste water will be discharged outside the plant
premises.
4.7 Man Power Existing Manpower: 165
50 additional manpower will be required after
expansion of the existing units.
4.8 Electricity/
Power
requirement
Existing Power Demand : 4990 KVA
Proposed Demand: 5000 KVA (Application
Applied)
Total : 9990 KVA
Source – Jaipur Vidyut Vitran Nigam Limited
4.10 Alternative site The proposed project is an expansion of the
existing unit. Hence no need of alternate site.
4.11 Land form,
Land use and
land ownership
The existing plant is running in land Area of
17,534 m2. The enhancement in the production
capacity does not require any additional land
area, as the available land area i.e. 17,534 m2 is
sufficient for the proposed expansion.
5.0 Conclusion It is recommended that Kamdhenu Ispat
Limited to undertake the expansion of existing
plant from 22,556 TPA of Ingot which is used for
producing 48,000 TPA of TMT Bar, Angle &
Channel. The project proponent wants to
increase the capacity to produce 96,000 TPA of
TMT Bar, Angle & Channel from 1,24,800 TPA
(Ingot) by addition of 2 numbers of Induction
Furnaces of 13.5 Tonne capacity, Continuous
Casting Machine with existing Rolling Mill &
dismantling of existing 8 Tonne Induction
Furnace. The proposed efficient Air Pollution
Control systems will enhance environment
cleanness. Therefore, minimal impact to the
surrounding environment. The project will bring
about socio-economic improvement as well as
infrastructural development beneficial to the
area.

Pre-feasibility Report Page 4
2.0 Introduction of the Project/ Background Information
2.1 Identification of Project and Project Proponent
Brief Profile of the Company – Kamdhenu Ispat Limited
Kamdhenu Ispat Limited is one of India’s leading infrastructure segment
companies having a golden legacy. Since its inception in 1995, Kamdhenu
Ispat Limited has been growing consistently to be deservedly counted as
country’s one of the most respected and renowned business entities. The
acumen supported with strategic planning and subsequently precise
execution augment the company its distinction and its dominance in the
market.
Kamdhenu Ispat Limited produces KAMDHENU Brand premium quality
Reinforcement Steel Bars (TMT), Structural Steel and Decorative Paints.
The product portfolio of Kamdhenu Ispat Limited also includes Wire Bond,
Plywood and PVC Pipes under the Franchisee Association Model. Moreover,
Kamdhenu Real Estate Projects are also available in Punjab, Jammu and
Nepal. Supported by more than 50 Franchisee units and a Pan-India
network of over 7500 dealers and distributors, the company is successfully
catering to the Indian market and also exploring opportunities in the
international market.
The company’s legacy of pioneering innovations took another leap with the
latest premium product KAMDHENU SS10000 TMT bar featuring double
ribs, double strength and double safety. Made from the latest UK
technology adhering to international quality standards, KAMDHENU
SS10000 TMT bar is the first and only product in India with unmatched
strength and earthquake resistant capacity.
The service to humanities goes beyond company’s role in infrastructural
renovation of the country through application of Kamdhenu products in
core infrastructure segment. Company stands to serve the communities
affected by natural calamities. Company’s social wing, Kamdhenu
Jeevandhara works towards the education of underprivileged children,

Pre-feasibility Report Page 5
promotion of blood donation and rehabilitation of persons with disabilities.
Kamdhenu Jeevandhara is rolling out Green India Campaign which is a
model CSR intervention dedicated to environment protection.
Kamdhenu Ispat Limited has been honoured with some prestigious awards
as follows:
Jubliant Organosys Ltd Award on 16th May, 2007.
Business Sphere Award 2005-06 for entrepreneurship.
Amity Leadership Award 19th Sept. 2009 by “Amity Business School”.
IT- BHU Alumni Award of Excellence by Association of IT-BHU Alumni,
New Delhi dated 23rd May, 2009.
Samaj Ratan Award by Shri. Krishan Janmashtmi Mahotsav Samiti,
Punjabi Bagh in August, 2009.
Business Sphere Award 2010-11 for entrepreneurship.
Business Sphere Award 2011-12 for entrepreneurship.
Bhamashah Award by Confederation of all India traders dated 25th June,
2010.
BMA Award for sponsoring entrepreneur of the year in March, 2013.
Best Stall display Award by Uttar Pradesh Paints Vyapar Mandal in
2013.
Treasuring the trust of consumers, investors & associates and translating
this trust into tangible products of superlative quality, Kamdhenu Ispat
Limited is poised to take yet another big leap. Sure-footedly, the company is
taking glorious steps towards higher goals; steadily.
Mr. Satish Kumar Agarwal – Chairman & Managing Director
Mr. Satish Kumar Agarwal is Gold Medalist in B.E. (Mech.) from Banaras
Hindu University in 1970. He is a catalyst behind the success of Kamdhenu
Ispat Limited. Mr. Satish Kumar Agarwal holds the office of the Chairman &
Managing Director in the organization with rich industrial experience of
more than 40 years. He began his career in 1970 as a partner in Arya

Pre-feasibility Report Page 6
Krishi Yantra Udyog Shala, Muzaffarnagar (U.P.), a parental company
manufacturing Sugar Machinery, Agricultural implements.
The year 1994 proved to be a turning point, when Mr. Satish Kumar
Agarwal, in association with his younger brothers, floated Kamdhenu Ispat
Limited for manufacturing of TMT Bars and CTD Bars at District Bhiwadi
(Rajasthan). Since then, the company has moved forward creating its own
benchmark of quality deliverance and cost effective products.
Mr. Satish Kumar Agarwal has been the prime driving force behind the
company’s seamless progress. It is under his resilient and far sighted
approach that Kamdhenu has assumed a well deserved place among the
largest manufacturers of International quality Steel bars in India and
received an ISO certification from 1996.
Mr. Satish Kumar Agarwal has been no less than a torchbearer in the
regional steel market for Kamdhenu. It is under his able guidance that
Kamdhenu products thrived in every market of India it touched, and
thereby Kamdhenu Group progressed with leaps and bounds in a short
span of time. He is the one to maintain an atmosphere of good corporate
governance through well strategic policies, ethics and work culture. Not
only this, but Mr. Satish Kumar Agarwal also led to the diversification of
the Kamdhenu Group into paint business in 2008 with brand “Colour
Dreamz” now the company under the decorative segmentation among top
players reached at no. 6 in India. Mr. Agarwal created a brand “Kamdhenu”
having turnover of more than Rs.6000 crores through more than 50
licensed manufacturing units and an integrated network of 3500 dealers &
distributors of Steel Division and 4000 Dealers of Paints Division connected
with 30 Sales Depot spread across the country.
Driven with the vision to make Kamdhenu a one-stop-destination for every
infrastructural requirement, the company forayed into numerous
construction materials under dynamic leadership of Mr. Satish Kumar
Agarwal. The product portfolio of Kamdhenu spans from Reinforcement
Steel Bars (TMT/HSD), Structural Steel (Angle, Beam, Channel and Flat),

Pre-feasibility Report Page 7
Plywood, Paints. Kamdhenu always believe in “Best Quality Best Price” to
the ultimate consumer.
Mr. Satish Kumar Agarwal is also devoting attention towards sustainable
wellbeing of the community and started numerous social welfare programs
through it social wing ‘Kamdhenu Jeevandhara’.
Mr. Sunil Kumar Agarwal – Whole Time Director
One among the top management team members, Mr. Sunil Kumar Agarwal
is presently acting as the whole-time Director of Kamdhenu Ispat Limited. A
Bachelors in Engineering (Chemicals) from HBTI Kanpur, Mr. Sunil Kumar
Agarwal commands a rich experience of 25 years in the Steel Industry of
India. With great marketing acumen, he has been the force behind the
strong and efficient marketing network of Kamdhenu that spreads out
across the country. In fact, he is instrumental behind initiating the
Franchisee Association Model, thereby contributing towards the
tremendous growth of the company.
Mr. Sunil Kumar Agarwal has a great hand in identifying the companies
and units involved in the manufacture of TMT/CTD Bars. Also, he is one of
the chief initiators of Kamdhenu's foray into various verticals such as
Structural Steel, Wirebond and Plywood.
Having a keen understanding of the market dynamics Mr. Sunil Kumar
Agarwal has always kept Kamdhenu Ispat Limited a step ahead in the
fiercely competitive infrastructural sector of India.
Mr. Saurabh Agarwal – Whole Time Director
Standing as one of the icons of today’s corporate Indian leadership Mr.
Saurabh Agarwal is currently the whole-time Director of Kamdhenu Ispat
Limited. A Bachelor in Engineering (Mechanical), Mr. Saurabh Agarwal
joined Kamdhenu in 1998 as Technical Executive.
Mr. Saurabh Agarwal is heading the Paint Division of Kamdhenu Ispat
Limited. It is his proficient management that enabled the paint brand of

Pre-feasibility Report Page 8
Kamdhenu to carve its niche among some of the prominent paint player of
India. With his sharp business understanding and confidence, Mr. Saurabh
Agarwal has been the motivating energy in making Kamdhenu Paints a
success story. He holds a deep insight of the global paint industry and in
that context leads the Indians paint market through his innovative ideas
and progressive vision. Research and development precedes every task he
performs, proceeds with creative zing and concludes with an aesthetic
sense.
Mr. Sachin Agarwal – Whole Time Director
The generation next leader of Kamdhenu Ispat Limited, Mr. Sachin Agarwal
is seated as the whole-time Director. He is responsible for the technological
advancement within the company's manufacturing units.
Holding a Degree in Industrial Engineering and a Masters in International
Business Management from U.K., Mr. Sachin Agarwal joined Kamdhenu in
2002 as Technical Executive.
Under his supervision, Kamdhenu Ispat Limited penned a strategic
agreement with Centre de Recherches Metallurgiques (CRM) in Belgium,
leading to the adoption of world class 'Tempcore' technology. Mr. Sachin
Agarwal has been consistently bringing about technological innovation and
upgradations, thus, enabling the manufacturing of cost-effective and
quality products. Responsible for marketing of steel products, Mr. Agarwal
looks after the entire region of Delhi, Haryana and Rajasthan.
In 2013, he was instrumental in developing the Premium Product of TMT
Bar with Double Rib, Double Strength and Double Safety thereby
developing a new product Kamdhenu SS10000 TMT Bar with the support of
Technical Know How from U.K. based Company. Kamdhenu SS10000 TMT
Bar is most suitable for high seismic zone and high rise buildings. The
product has been well accepted in market in short span of one year.

Pre-feasibility Report Page 9
2.2 Brief Description of Nature of the Project
Existing Production Facilities
The Company Kamdhenu Ispat Limited is a well established group
operating in the business of Steel manufacturing since 1995. It is a running
8 tonne furnace producing 22,556 TPA high quality mild steel ingots used
for producing 48,000 TPA of TMT Bar, Angle & Channel used for
construction etc. The factory is located in the state of Rajasthan, District
Alwar, RIICO Bhiwadi.
They have a land area of approx- 17,534 m2, with a boundary wall all
around, functional 8 tonne furnace, EOT cranes with 40t/15t capacity,
weighing bridge of 50 t capacity, fully established pollution equipment with
33 m high chimney with a bag house, administration block with separate
accounts section, production-quality section, chemical lab, store room,
Directors room, conference room, security room, waiting room, General
Managers office, etc. Also, have done tree plantations all around the
boundary wall as per the state pollution board norms.
2.3 Need for the project and its importance to the country and or
region
Steel is crucial to the development of any modern economy and is
considered to be one of the backbones of human civilization. The level of
per capita consumption of steel is treated as an important index of the level
of socio-economic development in a country.
From only three steel plants, a few electric arc furnace-based plants and a
mere one million tonne (MT) capacity status at the time of Independence,
India is now the fourth largest crude steel producer in the world and the
largest producer of sponge iron.
The Indian steel industry accounts for over 7% of the world’s total steel
production. The domestic crude steel production grew at a compounded
annual growth rate of 8.6% during 2004–2005 to 2008–2009. The National

Pre-feasibility Report Page 10
Steel Policy of the Government of India has a target for taking steel
production up to 110 MT by 2019–2020. While 2007 was an exciting period
in the history of Indian steel industry, corresponding to 7% growth over
2006; 2008 witnessed an unprecedented global economic meltdown with
only a marginal growth of 3.7%. Consumption declined, in fact, from July
2008 onwards. However, 2009 was a year of great resilience and recovery for
the Indian steel industry. For April–December 2009, the provisional data
released by Joint Plant Committee indicates a 7.8% rise in consumption of
total finished steel. World Steel Association forecasts India’s Apparent Steel
Usage (ASU) to increase at 13.9% during 2009–2010, over 2008–2009, to
reach 63 MT compared to the forecast of 10.7% for the world and 6.7% for
China for the same period. Similar figure for 2010–2011 over 2009–2010
stand at 13.7% for India, 2.8% for China and 5.3% for World. The
prospective increase in the ASU figures are substantiated through a scrutiny
of the consumption patterns in India. However, in consideration of the
extensive infrastructure development planned by the government in both
rural and urban areas, these consumption figures have a strong scope to
increase. Accordingly, a number of major Indian and Global steel players are
into a massive capacity expansion mode in India, either through Brownfield
or Greenfield route.
Presently, steel contributes to nearly two per cent of the gross domestic
product (GDP) and employs over 500,000 people. The total market value of
the Indian steel sector stood at US$ 57.8 billion in 2011 and is expected to
touch US$ 95.3 billion by 2016. India's per capita steel consumption stood
at 57.8 kilograms in 2013, according to a World Steel Association report
and is expected to rise with increased industrialization throughout the
country. While the per capita demand in India, at around 58 kg, is nowhere
near to the world average of around 150 kg, or, about 400 kg for developed
countries; the rural India, at around 5 kg per person, lags even farther
behind in comparison to urban India. However, in consideration of the
extensive infrastructure development planned by the government in both
rural and urban areas, these consumption figures have a strong scope to

Pre-feasibility Report Page 11
increase. Accordingly, a number of major Indian and Global steel players
are into a massive capacity expansion mode in India, either through
Brownfield or Greenfield route.
2.4 Demand-Supply Gap
On a conservative estimate, the steel demand in India is expected to touch
around 90 MTPA by 2015 and around 150 MTPA by 2020. Steel supply is,
however, expected to reach only around 88 MTPA by 2015 and around 145
MTPA by 2020.While the demand for steel will continue to grow in
traditional sectors, specialized steel is also increasingly being employed in
various hi-tech engineering industries. Globally, a relation can be observed
between steel consumption and the GDP growth rate. Overall, India, being
in a high growth phase with huge planned infrastructure development, is
bound to witness sustained growth in the steel requirement in the years to
come.
Market size
India is slated to become the second-largest steel producer in the world by
2015. Steel production in the country has increased at a compound annual
growth rate (CAGR) of 6.9 per cent over 2008-2012.
India's real consumption of total finished steel grew by 0.6 per cent year-
on-year in April-March 2013-14 to 73.93 MT, according to the Joint Plant
Committee (JPC), Ministry of Steel.
Increasing demand by sectors such as infrastructure, real estate and
automobiles at home and abroad has put India on the world map. The
construction sector accounts for around 60 per cent of the country's total
steel demand while the automobile industry accounts for 15 per cent.
Government Initiatives
Ministry of Steel, Government of India, is considering setting up a strong
research and development (R&D) mission/centre, virtual or otherwise, to

Pre-feasibility Report Page 12
step up innovative research and technology development in the country's
steel industry.
The Centre's Steel Development Fund (SDF) and Plan Scheme presently
provide financial assistance for R&D in the sector. Under the SDF scheme,
82 R&D projects have been approved with total project cost of Rs 677 crore
(US$ 112.61 million) where in SDF assistance is Rs 370 crore (US$ 61.54
million). Under the Plan Scheme, eight projects have been approved with a
total cost of Rs 123.27 crore (US$ 20.51 million) where in government
assistance is Rs 87.28 crore (US$ 14.51 million).
In order to increase industrial activity, the Government of India, through
the Ministry of Steel, has signed Memorandums of Understanding (MoUs)
with all the major steel producing Public Sector Undertaking (PSU)
companies such as SAIL and Rashtriya Ispat Nigam Ltd (RINL). These will
help to direct the companies to achieve targets and benefit the sector as a
whole.
Road Ahead
The liberalization of the industrial policy and other initiatives taken by the
government has spurred the growth of the private sector in the steel
industry. While the existing units are being modernized or expanded, a
large number of new steel plants have also come up in different parts of the
country based on cost-effective and state of-the-art technologies. In the last
few years, the rapid and stable growth of the demand side has also
prompted domestic entrepreneurs to set up fresh greenfield projects in
different states of India.
With the increase in global population, there is a greater need for steel to
build public-transport infrastructure. Emerging economies will continue to
drive demand as these countries require a significant amount of steel for
urbanization and industrialization purposes. India's steel sector is
anticipated to witness investment of about Rs 2 trillion (US$ 33.26 billion)
in the coming years, as per Tata Steel.

Pre-feasibility Report Page 13
2.5 Employment Generation (Direct and Indirect) due to the Project
Existing Manpower = 165
Proposed Manpower = 50
Total Manpower= 215
3.0 Project Description
3.1 Type of Project
The proposed project is a secondary Steel Plant to produce 96,000 TPA of
TMT Bar, Angle & Channel from 1,24,800 TPA (Ingot) by addition of 2 x
13.5 Tonne Induction Furnace, 1 Continuous Casting Machine with
existing Rolling Mill, Coal Gasifier with Reheating Furnace & dismantling of
existing 8 Tonne Induction Furnace.
This project falls under Category “A” Projects of activity 3 (a) as per EIA
Notification dated 14th September, 2006 and its subsequent amendments.
The interstate boundary of Rajasthan & Haryana (within 5 km radius i.e.
Haryana, 1.9 km in NE direction). There is no interlinked / interdependent
project.
3.2 Location
The project site is located at Plot No. A-1114 and A-1112 at RIICO
Industrial Area, Phase-3, Bhiwadi, Rajasthan. The project site is located at
the distance of about 1.23 km from NH71B- N direction, 3.60 km from
SH25- W direction, 6.50 km from NH8- NW direction, nearest railway
station is Patandi Road 19.5 km in NNW direction & Rewari Junction is
24.5 km in W direction.
Nearest Air Port – IGI New Delhi at 50 Km NNW direction.
The nearest river is Sahibi, which is 10.80 km in West direction, Indori nala
is 5.20 km in East direction from the project site. There are no Wildlife

Pre-feasibility Report Page 14
sanctuaries & National Park within 15 km radius. Gondhan Protected forest
(PF)- 1.9 km in South direction, Banvan PF- 4.2 km in South direction,
Khori Kalan PF- 8.70 km in South direction, Chanpanki PF- 6.75 km in SE
direction. No Reserved forest falls within the 10 km.
Project boundary coordinates of 4 corners are as follow:
Plant site Coordinates of 4 corners:-
(a) 28°12'3.195"N 76°51'43.050"E
(b) 28°12'0.883"N 76°51'45.733"E
(c) 28°11'56.157"N 76°51'42.432"E
(d) 28°11'56.641"N 76°51'39.067"E
The site and study area falls in the survey of India Topo sheet H43W16,
53D15, 53D12 and 53D11.

Pre-feasibility Report Page 15
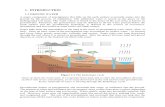
Fig. 1: Location of Project Site
Project Site

Pre-feasibility Report Page 16
Fig. 2: Buffer map of the study Area (10 km radius)

Pre-feasibility Report Page 17
Fig. 3: Buffer map of the study Area (5 km radius)

Pre-feasibility Report Page 18
3.3 Details of Alternate Sites
This is the expansion of existing project; therefore no alternate site is
selected.
3.4 Size and Magnitude of Operation
The proposed project through expansion of existing plant from 22,556 TPA
(Ingot) which is used for producing 48,000 TPA of TMT Bar, Angle &
Channel to produce 96,000 TPA of TMT Bar, Angle & Channel from
1,24,800 TPA (Ingot) by addition of 2 x 13.5 Tonne Induction Furnace, 1
Continuous Casting Machine with existing Rolling Mill, Coal Gasifier with
Reheating Furnace & dismantling of existing 8 Tonne Induction Furnace.
3.5 Project Description with Process Details
The site layout plan is enclosed as Annexure. The description of
manufacturing process is given below:-
Principle of melting in Induction Furnace (IF)
The principle of melting in induction furnace is that the electrical coil
surrounding the cylindrical crucible acts as primary and the metallic
charge as secondary. When an electrical current is passed through the
primary coils, the electromagnetic field cause induced current to flow
through the metallic charge, making it melt. As soon as pool of liquid metal
from the scrap charged in the furnace has been formed a pronounced
stirring action takes place in the molten metal, which helps to accelerate
further melting of charge. The melting is rapid comparing to other
processes with only a slight loss of easily oxidisable elements. In fact there
is hardly any loss of alloying elements.
Induction Furnace (IF) construction

Pre-feasibility Report Page 19
The shape of further is like a vertical cylindrical crucible made of refractory
ramming mass. It is fitted in a steel shell suitably insulated. Between the
shell and refractory crucible winding of copper tubing is placed. Fire bricks
are placed at the bottom of the shell, and the space between steel former
and the coil is rammed with fine grains of acidic or basic refractory
material. The steel former melts during the melting of charge in the
crucible.
Induction furnace (IF) operation
When the electrical current is switched on, the eddy currents developed
between primary copper coil and heavier secondary current in the metallic
charge melt the charge to the desired temperature. The entire process of
melting is taking place silently without any noise pollution.
No serious refining for adjustment of chemistry or removing the non-
metallic inclusion is carried out. Normally the steel melting scrap of good
quality is used. In an empty furnace, first 10 to 15% scrap is charged on
the melting of which continuous charging of sponge iron at 100 to 130
kg/min rate is commenced. Sponge iron and scrap charging sequence is
decided by the Induction Furnace. Towards end of the heat, sponge iron
charging is discontinued and heat completed by addition of steel scrap.
However, to get the desired chemistry of bath, some additions are made. In
case carbon in bath is high, low carbon sponge iron is added to reduce it. It
will also dilute sulphur and phosphorous contents. In the sponge iron,
phosphorus still exists in the oxide form even after reduction. In this way, a
distribution of phosphorus between the slag and metal phase
corresponding to the equilibrium is attained. This is one of the essential
advantages of sponge iron as compared to scrap. A typical coreless
Induction Furnace is shown below.

Pre-feasibility Report Page 20
Electro-dynamic Circulation Magnetic Field and Electro-dynamic
of Metal in the Crucible of an Forces acting in the Crucible
Induction Furnace of an Induction Furnace
This project is heading for a expansion plan of the plant increasing the
capacity of 22,556 TPA (Ingot) which is used for producing 48,000 TPA of
TMT Bar, Angle & Channel to produce 96,000 TPA of TMT Bar, Angle &
Channel, by addition of 2 x 13.5 Tonne Induction Furnace, 1 Continuous
Casting Machine with existing Rolling Mill, Coal Gasifier with Reheating
Furnace & dismantling of existing 8 Tonne Induction Furnace.
This project is based on the new concept of continuous casting machine
with hot charging of molten metal at 1050-1100 degree celcious directly to
the rolling mill without reheating by the reheating furnace thus avoiding
any coal/fuel operated reheating thus resulting into pollution less
production of the end product. Therefore, provision of coal gas based
reheating furnace will be dismantled. This project is not only energy
efficient but also environment friendly as no coal pulveriser, coal gasifiers
etc will be used.
A typical CCM is shown below.

Pre-feasibility Report Page 21
Fig-4: Material Flow Diagram

Pre-feasibility Report Page 22
Fume Extraction System for IF (APCD i.e. Air Pollution Control Device)
The proposed fume extraction will consist of primary as well secondary
emission through a single swiveling side hood with high suction velocity for
each crucible. This will replace conventional furnace top swiveling hood for
primary suction during melting and roof mounted canopy hood for
secondary suction during charging and tapping.
Existing
(8 T Furnace)
Primary & Secondary side suction emission
Bagfilter, with stack height- 33 m
Proposed
(2 x 13.5 T Induction
Furnace)
Primary & Secondary side suction emission
Bagfilters, with stack height-- 33 m
Particulate Matter concentration in discharged
gases will remain <50 mg/Nm3
Rolling Mill 16 to 18 T/hr
CCM Steam extraction system
Material handling area Dust suppression system
3.6 Raw Material
The raw material consumption and their mode of transportation are given
below in Table-1
Table-1 List of Raw Material
Total Raw material For expansion (TPA)
Scrap 60,000
Sponge Iron 72,000
Addition of Ferro manganese, Ferro silicon and aluminum will be 0.3%-
0.5%

Pre-feasibility Report Page 23
Table-2: List of Finished Product with their mode of transportation
S.No. Description of Finished
Product
Annual Qty.
(Tonne)
Mode of
transport
1. TMT Bar, Angle & Channel 96,000 Trucks
3.7 Resource optimization / Recycling and Reuse
Zero discharge is implemented through water recycling and re-use of
water.
Rain water harvesting will be implemented to conserve rainwater.
The magnetic slag (recovered metals) will be reused in Furnace and
non magnetic slag (slag without metals) will be used in construction,
roads, filling low lying area and as railway ballast and no slag is
disposed outside the industrial area.
Scale from CCM will be reused/sold after collection from scale pit.
High efficiency cooling tower with at least 4 cycles of concentration
(COC) will reduce make up water needs.
3.8 Availability of water its source, energy / power requirement and
source
Water requirement in the existing plant
a) Industrial use
b) Drinking, Sanitation and Horticulture purpose
Table-3: Water Requirement
Application Requirement m3/day
Existing
Additional Total

Pre-feasibility Report Page 24
Industrial water
system
8.5 4.0 12.5
Drinking water
system
10.0 1.5 11.5
Total 18.5 5.5 24.0
Source Ground Water from RIICO
3.9 Quantity of wastes to be generated (liquid and solid) and scheme
for their Management / disposal
Quantity of solid waste generated and their Management / disposal
elaborated in Table 6: Quantity of Solid Waste and their mode of disposal
(for Existing & Proposed)
No wastewater will be discharged outside the plant boundary. The cooling
tower blow down water will be utilized in dust suppression, cooling of slag,
developing green belt and fire fighting application.
4.0 Site Analysis
4.1 Connectivity
The project site is well connected with road & rail network 1.23 km from
NH71B- in N direction, 3.60 km from SH25- in W direction, 6.50 km from
NH8- in NW direction, nearest railway station is Patandi Road 19.5 km in
NNW direction & Rewari Junction is 24.5 km in W direction.
Table-6: Connectivity of the proposed site.
Nearest city Bhiwadi 3 km, W direction
Nearest railway station Patandi Road 19.5 km in NNW direction
Approach Road NH71B is 1.23 km, N direction
Nearest river body Sahibi River- 10.8 km, West
Indori Nala- 5.2 Km East

Pre-feasibility Report Page 25
Sare Khurd Canal- 6.0 km SE
MSL 269 m
4.2 Land Form, Land use and Land ownership
Details
Land Use - Total Acquired Area – 17,534 m2
Land Ownership – M/s Kamdhenu Ispat Ltd.

Pre-feasibility Report Page 26
Fig-5: Land use pattern of the study area

Pre-feasibility Report Page 27
4.3 Geographical Location
The whole of Alwar District is also part of the National Capital Region
(NCR). This plan was formulated in 1985 to check the unprecedented
growth of Delhi and to plan and promote a balanced and harmonius
development around the national capital. As per the plan, Alwar and
Bhiwadi have been identified as regional centers and are to be developed for
siting of industries and other economic activities on priority basis.
The District is situated in north-east Rajasthan between 27004’ N and
28004’ N latitudes and 76007’ E and 77013’ E longitudes. It covers an area
of 8,380 square kilometres. The District occupies about 2.45% of the total
area of the State. The District is the 17th largest by area in the State. It is
bounded on the north and north-east by Gurgaon District of Haryana and
Bharatpur District respectively. On the north-west, Alwar is bounded by
Rewari District of Haryana. Jaipur District bounds Alwar on the south-west
and south. Sawai Madhopur District surrounds Alwar on the south.
4.4 Existing Land Use pattern
The proposed Expansion of Project within the plant premises.
4.5 Existing Infrastructure
The site / factory is located in RIICO Industrial area and adjacent to town
and villages with all required infrastructures like human settlement,
schools, hospitals, health care centers, public transport etc are already
available.
4.6 Soil Classification
The soils of the District can broadly be divided in to three classes, viz.,
Older Alluvial Soils, Red Grey-valley Soils and Red Sandy Soils. Older
Alluvial Soils are found in Tijara tehsil, large part of Lachhmangarh tehsil
and some parts of Ramgarh, Kherli, Behror, Rajgarh, Itarana and
Kishangarh tehsils. Red Grey-valley Soils are found in large part of Alwar
tehsil and Thanagazi, small patches in Kishangarh and Ramgarh tehsils,

Pre-feasibility Report Page 28
north-east part of Rajgarj and north-west part of Lachhmangarh tehsils.
Red Sandy Soils are found in large part of Bansur tehsil, mid part of
Thangazi and some parts of Rajgarh.
4.7 Climate data from secondary sources
The climate of the District is semi-arid and very hot in summer and
extremely cold in winter. The monsoon season is of very short duration. The
cold season starts by the middle of November and continues up to the
beginning of March. The summer season follows thereafter and extends up
to the end of the June. The south-west monsoon continues from July to
mid-September. The period from mid-September to mid-November forms
the postmonsoon season. The rainfall during the south-west monsoons
constitutes about 80 % of the annual rainfall. 577.7 mm is the annual
average rainfall.
4.8 Social Infrastructure available
Schools, colleges, hospitals & healthcare centers, shopping complex &
bazaars, cinema halls, community centers etc. are all available nearby area.
5.0 Planning Brief
5.1 Planning Concept (type of industries, facilities, transportation etc),
Town and Country Planning / Development authority classification.
Being an existing plant the following points are not applicable.
5.2 Population Projection
According to Census 2011, Alwar had population of 3,674,179 of which
male and female were 1,939,026 and 1,735,153 respectively. In 2001
census, Alwar had a population of 2,992,592 of which males were
1,586,752 and remaining 1,405,840 were females. There was change of
22.78 percent in the population compared to population as per 2001. In the

Pre-feasibility Report Page 29
previous census of India 2001, Alwar District recorded increase of 27.22
percent to its population compared to 1991.
The initial provisional data released by census India 2011, shows that
density of Alwar district for 2011 is 438 people per sq. km. In 2001, Alwar
district density was at 357 people per sq. km. Alwar district administers
8,380 square kilometers of areas.
Average literacy rate of Alwar in 2011 were 70.72 compared to 61.74 of
2001. If things are looked out at gender wise, male and female literacy were
83.75 and 56.25 respectively. For 2001 census, same figures stood at 78.08
and 43.30 in Alwar District. Total literate in Alwar District were 2,182,476
of which male and female were 1,359,829 and 822,647 respectively. In
2001, Alwar District had 1,488,281 in its district.
With regards to Sex Ratio in Alwar, it stood at 895 per 1000 male compared
to 2001 census figure of 886. The average national sex ratio in India is 940
as per latest reports of Census 2011 Directorate. In 2011 census, child sex
ratio is 865 girls per 1000 boys compared to figure of 887 girls per 1000
boys of 2001 census data.
In census enumeration, data regarding child under 0-6 age were also
collected for all districts including Alwar. There were total 587,959 children
under age of 0-6 against 581,916 of 2001 census. Of total 587,959 male
and female were 315,270 and 272,689 respectively. Child Sex Ratio as per
census 2011 was 865 compared to 887 of census 2001. In 2011, Children
under 0-6 formed 16.00 percent of Alwar District compared to 19.45
percent of 2001. There was net change of -3.45 percent in this compared to
previous census of India.
5.3 Land use planning (breakup along with green belt etc).
Green Belt area will be developed as per the CPCB guidelines.

Pre-feasibility Report Page 30
Particulars Area (sq m) Percentage (%)
Plant Area 9421.49 54
Road/ Corridors 1753.40 10
Plantation 1753.40 10
Open Area 4605.71 26
Total 17534.00 100
5.4 Assessment of Infrastructure Demand (Physical and Social).
All facilities / amenities like medical, educational, housing, transportation,
communication, shopping etc are available in abundance. The employees
make their own arrangements for transport, lodging, boarding etc. Further
detail socio economic study will be done in EIA/EMP report.
5.5 Amenities / Facilities.
165 people are employed at various positions in the existing units. After
expansion of the existing units 50 additional manpower will be required.
6.0 Proposed Infrastructure-
Infrastructure will be developed as per the requirement for the expansion of
steel plant within the plant premises.
6.1 Industrial Area (Processing Area)
Adequate infrastructural facilities will be developed for the proposed
expansion. Expansion units will make use of additional land, storage of raw
material and handling, additional water & power demand, and use of road
and rail network for transportation of raw materials and finished products.

Pre-feasibility Report Page 31
6.2 Residential Area (Non-Processing Area).
The employees make their own arrangements for their housing & allied
amenities in the nearby town and villages. There is no need for any
additional facilities.
6.3 Green Belt
Plants of the various species will be developed as per potential of pollution
in the plant and peripheral areas. Green Belt would be developed according
to CPCB guidelines.
6.4 Social Infrastructure
Schools, colleges, hospitals & healthcare centers, shopping malls &
bazaars, cinema halls, community centers etc. are all available nearby area.
6.5 Connectivity (Traffic and Transportation Road / Rail / Metro /
Water ways etc)
The project site is well connected with road & rail network, 1.23 km from
NH71B- N direction and 19.5 km from Patandi Road railway station in NNW
direction.
6.6 Drinking Water Management (Source & Supply of water)
Ground water from RIICO will be used for drinking and industrial use, after
necessary treatment if required.
6.6.1 Environmental Pollution Control
General

Pre-feasibility Report Page 32
A Steel plant is a potential source of environmental pollution. The
pollutants in the form of solids, liquids, gases and noise are generated from
various units and if let out as such, will have hazardous effects on the
environment. Pollution of environment not only adversely affects the flora
and fauna but also shortens the life of plant and equipment. This vital
aspect, therefore, has been taken into account while selecting the plant
and equipment.
The potential source and extent of pollution depends upon the process
route adopted in a plant. In the proposed plant such process units are
Induction Furnace (IF), Continuous Casting Machine (CCM) plant, Rolling
Mill (RM) etc and constitute the potential sources of environmental
pollution. Adequate measures have, therefore, been proposed to render the
pollutants harmless as per the stipulations of statutory norms.
Before implementation of the plant, an Environmental Impact Assessment
(EIA) study will be made. The study will cover the monitoring of existing
environment at site, assessment of pollution likely to be caused by the
proposed plant and its impact on physical environment, socio-economic
environment, flora-fauna, demography, land use, etc.
Based on the findings given in the EIA study report a detailed
Environmental Management Plan (EMP) will be prepared for obtaining
approval by the various Pollution Control Authorities.
6.6.2 Source and type of Pollution
The different sources and types of pollutants are given in below Table-7
Table-7: Sources and types of pollutants
Sl.No. Units Operation Emission
released/
Waste
generated
Types of
Pollution
1 Raw Material
Handling
Stock piling,
crushing, screening,
conveyor transfer &
- Fugitive
Dust
emission
- Air
- Land

Pre-feasibility Report Page 33
charging, etc
Temperature:
Ambient
- Noise
- - Noise
2 Induction
Furnace
Charging, melting,
de carb. de-phos,
etc
- CO,NO2,SO2
- Dust
- Slag
- Air
- Air
/land
-Land
3 CCM Plant Casting of liquid
steel into solid
billets,
- Steam
- Scale,
grease
& lubricant
in hot
water
- Cooling
water
(closed
circuit)
- Tundish
slag
- Air /
thermal
- Water
/
land
- Thermal
4 Rolling Mills Rolling of Billets in
to Bar and
Structural
*Scale, grease &
lubricant
Water
In the existing plant, primary and secondary fumes generated in the
Induction Furnace along with dust generated during charging of materials
into the furnace are captured through a side suction swiveling hood.
For the proposed plant, similar suction system will be used for primary
and secondary suction of 13.5 Tonne Induction Furnace.

Pre-feasibility Report Page 34
The gases from the Induction Furnace primary and secondary shall be
passing through Spark Arrestor to catch any burning particle. Pulse Jet
Bag Filter is provided for dust cleaning purpose. Due to ingress of ambient
air into suction hoods of Induction furnace temperature of the gas before
inlet to Bag filter shall be around 140deg C. The bag house shall be
efficient for filtration of dust by high pressure compressed air pulses. Dust
content in the exhaust air shall be limited to 50mg/Nm3 or less as per the
CREP recommendations of CPCB.
Dust collected in the Spark Arrestor & Bag House shall be transported to
an overhead storage bin through screw conveyors and bucket elevator. The
discharge end of dust storage bins shall be provided with air lock valves. A
pug mill shall be provided for converting the dust to pellets/balls for
further handling & disposal.
The clean & cool gas from the bag house shall be exhausted through a
chimney by an Induced draft (ID) fan. The height of the self supporting
chimney shall be 33 m and will be provided with lightning arrestor,
aviation lightings, and stair ways with provision of measuring dust level in
the exhaust gas.
Thermal Pollution
As stated earlier, considerable thermal pollution takes place due to
handling of high temperature materials, liquid steel, slag, hot gasses, etc
including generation of heat due to friction in a machine and burning of
fuel for heating of ladles, tundish, etc. Temperature rise is also expected in
a closed premise due to accumulation of heat viz. at the EOT crane level,
etc.
Heat within covered premises could be controlled by providing suitable
ventilation and air conditioning system. Personal exposure to hot materials
such as liquid steel, liquid slag should be reduced by wearing heat proof
apron, hand gloves, leg guards, goggles, etc.
6.7 Sewerage System.

Pre-feasibility Report Page 35
Existing sewage directly discharges to septic tank and soak pit. After
expansion with increase in the working manpower in plant, the sewage will
directly discharge to additional septic tank and soak pit.
6.8 Industrial Waste Management.
The industrial waste generated will be categorized into hazardous waste
and non- hazardous waste. With the potential of environment impact to the
surroundings, the hazardous waste will be treated and disposed as per the
(Management, Handling & Transboundary Movement) Rules, 2008. It is
further elaborated in Table 6: Quantity of Solid Waste and their mode of
disposal (for Existing & Proposed)
6.9 Solid Waste Management
The principal solid waste produced from proposed steel plant is slag, mill
scale, scrap and dust.
Slag generated from induction furnace will be reused for construction
purposes, filling of low lying lands, etc. after temporary storage, cooling,
crushing and metal removal. All other dust generated in the plant will be
passed through pug mill to make bricks. Any extra dust will be dumped
for disposal Steel scraps generated in steel melting shop, continuous
casting plant will be recycled for melting.
Mill scale will be reused/sold to Contractors. Debris and muck generated in
the plant will be collected and dumped in the dumping area for periodic
disposal.
Extensive pollution control measures have been envisaged for minimizing
the dust pollution of the plant. No solid waste from the plant will be
dumped anywhere outside the plant. This point is further elaborated in
Table-8

Pre-feasibility Report Page 36
Table 6: Quantity of Solid Waste and their mode of disposal (for Existing & Proposed)
S.No. Item
Existing quantity
of solid waste
Generated (TPA)
Total quantity of
solid waste after
expansion
(TPA)
Method of
Disposal Possible Use
1. Furnace
Slag 2,000 6,200
Crushed to recover ≈
6% steel and
reused/sold to
Contractor
Road making, filling
low lying areas and
as railway ballast
2. Refractory
Bricks 125 400 Sold to Contractor
Refractory
Manufacturing
Plants
3. Mill Scale 100 350 Reused/Sold to
Contractors
Sinter Making
/export
4. Steel
Scrap 1,000 4,500
Mixed with raw
material for Induction
Furnaces
Reuse in the plant.
5.
Dust from
Air
Pollution
Control
System
10 50 Dry dust is passed
through Pug mill for
block making.
Excess dust is
packed in HDPE
bags and stored in
godown after
weighment and the
same is transported
to SPCB approved
agency.

Pre-feasibility Report Page 37
6.10 Power Requirement & Supply / Source.
Existing sanction : 4,990 kVA
Additional power requirement : 5,000 kVA
(application applied)
Total requirement after expansion : 9,990 kVA
Source of Supply : Jaipur Vidyut Vitran Nigam Limited
7.0 Rehabilitation and Resettlement (R & R) Plan
No, Rehabilitation and Resettlement (R & R) Plan involved.
8.0 Project Schedule & Cost Estimates
Project Implementation Schedule
i) Zero date for the project program has been considered as the date of
placement of order for main plant equipment.
ii) It has been assumed that the clearances by different agencies of the
government would be obtained prior to placement of order for main plant.
Based on implementation of this project on multi package basis and
expected deliveries of main plant and equipment, 10-12 months period from
zero date to commercial operation date has been considered.
Cost Estimates
The total cost of Project is estimated at Rs. 18.80 Crores.

Pre-feasibility Report Page 38
Table-7: Environment Protection Cost Estimates
Existing Proposed additional
Environmental
Protection
Capital
Cost
(Lakh)
Annual
Operating
Cost (Lakh)
Capital
Cost (Lakh)
Annual
Operating
Cost (Lakh)
Air pollution control 22.0 2.2 22.0 2.2
Water pollution control 6.0 1.0 2.0 0.5
Solid waste management 1.0 0.5 2.0 0.5
Environmental Monitoring - 0.5 - 2.0
Green belt 1.0 0.5 1.0 0.5
Total 30.0 4.7 27.0 5.7
Cost of Pollution Control System
Capital Cost of pollution control system will be approx. 27.0 Lakhs of
rupees. Annual operating cost of pollution control system will be approx.
5.7 Lakhs of rupees.
9.0 Analysis of proposal and final recommendation
It is recommended that Kamdhenu Ispat Ltd. to undertake the expansion
of existing plant from 22,556 TPA (Ingot) which is used for producing
48,000 TPA of TMT Bar, Angle & Channel to produce 96,000 TPA of TMT
Bar, Angle & Channel, by addition of 2 x 13.5 Tonne Induction Furnace, 1
Continuous Casting Machine with existing Rolling Mill, Coal Gasifier with
Reheating Furnace & dismantling of existing 8 Tonne Induction Furnace.
It offers to substantially improve in the steel production with an investment
of approx. Rs. 18.80 crores. The proposed efficient air, water and solid
waste Pollution Control systems will enhance environment cleanness,
therefore minimal impact to the surrounding environment.
The proposed project will bring economical benefits to the state and to the
local people by way of direct and secondary employment opportunities. The

Pre-feasibility Report Page 39
steel production is the backbone of all construction and infrastructure
projects as the raw material for construction is available only from steel
plants. Thus the project will bring about socio-economic improvement as
well as beneficial to the area.