Practical Temperature Measurements - Oregon State Universitybrickmaa... · Practical Temperature...
32
Practical Temperature Measurements Application Note 290 80 60 40 20 0 500 1000 1500 2000 Millivolts Temperature C E K J R T S DVM A C B + i = 1μA/K 10kΩ To DVM To DVM 10mv/K + C J3 J4 HI LO + Ð v Cu Cu Voltmeter J1 Fe Fe J2 + - v1 Ice Bath
Transcript of Practical Temperature Measurements - Oregon State Universitybrickmaa... · Practical Temperature...

PracticalTemperatureMeasurements
Application Note 290
80
60
40
20
0 500 1000 1500 2000
Mill
ivol
ts
Temperature C
E
K
J
RT
S
DVM A
C
B+
i = 1µA/K
10kΩ To DVM
To DVM
10m
v/K
+
C
J3
J4
HI
LO
+
Ð
v
Cu
Cu
Voltmeter
J1
Fe
FeJ2
+-v1
Ice Bath
brickmaa
Text Box
Courtesy of Hewlett-Packard/Agilent http://cp.literature.agilent.com/litweb/pdf/5965-7822E.pdf

2
Introduction 2
The Thermocouple 4
Practical Thermocouple 11Measurements
The RTD 18
The Thermistor 22
Monolithic Linear 23Temperature Sensor
The Measurement System 24
Appendix A 27
Appendix B 28
Thermocouple Hardware 30
Bibliography 31
The purpose of this application note is to explore the more commontemperature measurement techniques, and introduce procedures for improving their accuracy.
We will focus on the four most com-mon temperature transducers: thethermocouple, the RTD (ResistanceTemperature Detector), the thermistorand the integrated circuit sensor.Despite the widespread popularity of the thermocouple, it is frequentlymisused. For this reason, we will concentrate primarily on thermo-couple measurement techniques.
Appendix A contains the empiricallaws of thermocouples which are thebasis for all derivations used herein.Readers wishing a more thorough discussion of thermocouple theory are invited to read reference 3 in the Bibliography.
For those with a specific thermo-couple application, Appendix B mayaid in choosing the best type of thermocouple.
Throughout this application note wewill emphasize the practical considera-tions of transducer placement, signalconditioning and instrumentation.
Early Measuring Devices
Galileo is credited with inventing thethermometer, circa 1592.1,2 In an opencontainer filled with colored alcohol,he suspended a long narrow-throatedglass tube, at the upper end of whichwas a hollow sphere. When heated,the air in the sphere expanded andbubbled through the liquid. Coolingthe sphere caused the liquid to moveup the tube.1 Fluctuations in the temperature of the sphere could thenbe observed by noting the position of
the liquid inside the tube. This“upside-down” thermometer was apoor indicator since the level changedwith barometric pressure, and thetube had no scale. Vast improvementswere made in temperature measure-ment accuracy with the developmentof the Florentine thermometer, whichincorporated sealed construction and a graduated scale.
In the ensuing decades, many thermo-metric scales were conceived, allbased on two or more fixed points.One scale, however, wasn’t universallyrecognized until the early 1700’s whenGabriel Fahrenheit, a Dutch instru-ment maker, produced accurate andrepeatable mercury thermometers. For the fixed point on the low end of his temperature scale, Fahrenheitused a mixture of ice water and salt(or ammonium chloride). This was thelowest temperature he could repro-duce, and he labeled it “zero degrees.”For the high end of his scale, he chosehuman blood temperature and called it 96 degrees.
Why 96 and not 100 degrees? Earlierscales had been divided into twelveparts. Fahrenheit, in an apparent questfor more resolution divided his scaleinto 24, then 48 and eventually 96 parts.
The Fahrenheit scale gained populari-ty primarily because of the repeatabili-ty and quality of the thermometersthat Fahrenheit built.
Around 1742, Anders Celsius proposedthat the melting point of ice and theboiling point of water be used for thetwo benchmarks. Celsius selected zero degrees as the boiling point and 100 degrees as the melting point.Later, the end points were reversedand the centigrade scale was born. In1948 the name was officially changedto the Celsius scale.
Contents Introduction

3
In the early 1800’s William Thomson(Lord Kelvin), developed a universalthermodynamic scale based upon thecoefficient of expansion of an idealgas. Kelvin established the concept ofabsolute zero, and his scale remainsthe standard for modern thermometry.
The conversion equations for the fourmodern temperature scales are:°C = 5/9 (°F - 32) °F = 9/5° C + 32°k = °C + 273.15 °R = °F + 459.67
The Rankine Scale (°R) is simply theFahrenheit equivalent of the Kelvinscale, and was named after an earlypioneer in the field of thermodynam-ics, W. J. M. Rankine. Notice the official Kelvin scale does not carry adegree sign. The units are expressedin “kelvins,” not degrees Kelvin.
Reference Temperatures
We cannot build a temperature divideras we can a voltage divider, nor canwe add temperatures as we would addlengths to measure distance. We mustrely upon temperatures established byphysical phenomena which are easilyobserved and consistent in nature.
The International Temperature Scale(ITS) is based on such phenomena.Revised in 1990, it establishes seven-teen fixed points and correspondingtemperatures. A sampling is given inTable 1.
Since we have only these fixed tem-peratures to use as a reference, wemust use instruments to interpolatebetween them. But accurately interpo-lating between these temperatures canrequire some fairly exotic transducers,many of which are too complicated orexpensive to use in a practical situa-tion. We shall limit our discussion tothe four most common temperaturetransducers: thermocouples, resist-ance-temperature detector’s (RTD’s),thermistors, and integrated circuit sensors.
Table 1ITS-90 Fixed Points
Temperature Element Type K °C
(H2) Hydrogen Triple Point 13.8033 K -259.3467° C
(Ne) Neon Triple Point 24.5561 K -248.5939 ° C
(02) Oxygen Triple Point 54.3584 K -218.7916° C
(Ar) Argon Triple Point 83.8058 K -189.3442° C
(Hg) Mercury Triple Point 234.315 K -38.8344° C
(H2O) Water Triple Point 273.16 K +0.01° C
(Ga) Gallium Melting Point 302.9146 K 29.7646° C
(In) Indium Freezing Point 429.7485 K 156.5985° C
(Sn) Tin Freezing Point 505.078 K 231.928° C
(Zn) Zinc Freezing Point 692.677 K 419.527° C
(Al) Aluminum Freezing Point 933.473 K 660.323° C
(Ag) Silver Freezing Point 1234.93 K 961.78° C
(Au) Gold Freezing Point 1337.33 K 1064.18° C
Temperature
Thermocouple
Volta
ge
V
T
Resi
stan
ce
R
T
Resi
stan
ce
R
T Volta
ge o
r Cur
rent
V or I
TTemperature Temperature Temperature
Advantages Self-powered
SimpleRuggedInexpensiveWide variety ofphysical formsWide temperaturerange
Disadvantages
Non-linearLow voltageReference requiredLeast stableLeast sensitive
ExpensiveSlowCurrent sourcerequiredSmall resistancechangeFour-wiremeasurement
Non-linearLimited temperaturerangeFragileCurrent sourcerequiredSelf-heating
T < 250° CPower supplyrequiredSlowSelf-heatingLimitedconfigurations
Most stableMost accurateMore linear thanthermocouple
High outputFastTwo-wire ohmsmeasurement
Most linearHighest outputInexpensive
ThermistorRTD I. C. Sensor

4
When two wires composed of dissimilar metals are joined at bothends and one of the ends is heated,there is a continuous current whichflows in the thermoelectric circuit.Thomas Seebeck made this discoveryin 1821 (Figure 2).
If this circuit is broken at the center,the net open circuit voltage (theSeebeck voltage) is a function of the junction temperature and the com-position of the two metals (Figure 3).
All dissimilar metals exhibit thiseffect. The most common combina-tions of two metals are listed on page 28 of this application note, alongwith their important characteristics.For small changes in temperature the Seebeck voltage is linearly proportional to temperature:eAB = αT
Where α, the Seebeck coefficient, isthe constant of proportionality. (Forreal world thermocouples, α is notconstant but varies with temperature.This factor is discussed under“Voltage-to-Temperature Conversion”on page 9.)
The Thermocouple
Figure 2The SeebeckEffect
Figure 3
IMetal A Metal A
Metal B
e = Seebeck VoltageAB
Metal A
Metal B
eAB
+
-
Figure 4Measuringjunction voltage with a DVM
==
Equivalent Circuits:Cu
Cu C
J2
v1
v2
J1
Cu Cu
J1J3 v1
v3
v = 03
Cu
C
J3
J2
HI
LO
Cu
Cu
J2
Cu C
+
-+ -
+
-v
+-
v1
+ -
v2
+
-+ -
J1
Voltmeter
Measuring Thermocouple Voltage
We can’t measure the Seebeck voltagedirectly because we must first connecta voltmeter to the thermocouple, andthe voltmeter leads, themselves, createa new thermoelectric circuit.
Let’s connect a voltmeter across a copper-constantan (Type T) thermo-couple and look at the voltage output (Figure 4).
We would like the voltmeter to readonly V1, but by connecting the volt-meter in an attempt to measure theoutput of Junction J1 we have createdtwo more metallic junctions: J2 and J3.Since J3 is a copper-to-copper junc-tion, it creates no thermal e.m.f. (V3 = 0) but J2 is a copper-to constan-tan junction which will add an e.m.f.(V2) in opposition to V1. The resultantvoltmeter reading V will be propor-tional to the temperature difference
between J1 and J2. This says that wecan’t find the temperature at J1 unlesswe first find the temperature of J2.
The Reference Junction
One way to determine the temperatureJ2 is to physically put the junction into an ice bath, forcing its tempera-ture to be 0° C and establishing J2 asthe Reference Junction. Since bothvoltmeter terminal junctions are now copper-copper, they create nothermal e.m.f. and the reading V onthe voltmeter is proportional to thetemperature difference between J1and J2.
Now the voltmeter reading is (See Figure 5):V = (V1 – V2) ≅ α(tJ1
– tJ2)
If we specify TJ1in degrees Celsius:
TJ1(°C) + 273.15 = tJ1
(K)
then V becomes:V = V1 – V2 = α[(TJ1
+ 273.15) – (TJ2+ 273.15)]
= α(TJ1– TJ2
) = (TJ1– 0)
V = αTJ1

5
We use this protracted derivation toemphasize that the ice bath junctionoutput V2 is not zero volts. It is a function of absolute temperature.
By adding the voltage of the ice point reference junction, we have nowreferenced the reading V to 0° C. Thismethod is very accurate because theice point temperature can be preciselycontrolled. The ice point is used bythe National Institute of Standards andTechnology (NIST) as the fundamentalreference point for their thermocoupletables, so we can now look at theNIST tables and directly convert fromvoltage V to Temperature TJ1
.
The copper-constantan thermocoupleshown in Figure 5 is a unique examplebecause the copper wire is the samemetal as the voltmeter terminals. Let’s use an iron-constantan (Type J)thermocouple instead of the copper-constantan. The iron wire (Figure 6)increases the number of dissimilarmetal junctions in the circuit, as bothvoltmeter terminals become Cu-Fethermocouple junctions.
This circuit will still provide moderate-ly accurate measurements as long asthe voltmeter high and low terminals(J3 & J4) act in opposition (Figure 7).
If both front panel terminals are not at the same temperature, there will be an error. For a more precise measurement, the copper voltmeterleads should be extended so the copper-to-iron junctions are made onan isothermal (same temperature)block (Figure 8).
The isothermal block is an electricalinsulator but a good heat conductorand it serves to hold J3 and J4 at thesame temperature. The absolute blocktemperature is unimportant becausethe two Cu-Fe junctions act in opposition. We still have:V = α(TJ1
– TREF)
Figure 8Removing junctions from DVMterminals
Figure 6Iron Constantan couple
Figure 5External reference junction
Figure 7Junction voltage cancellation
=C
J3
J4
HI
LO
+-v1
+
-v
Cu
Cu
Voltmeter
J1
J2
Ice Bath
Cuv2
+ -
Cu +-v1
v2+ -
TJ1v
+
-
J2
T = 0° C
C
J3
J4
HI
LO
+
-v
Cu
Cu
Voltmeter
J1
Fe
FeJ2
+-v1
Ice Bath
J3
J4
+
-v
Cu
Cu
Voltmeter
+
-v1
v3
v4
+-
+-
v = vif v = vi.e., ifT = T
1
2 4
J3 J4
C
J4
J3
HI
LO
+
-v
Cu
Cu
Voltmeter
T1
TREF
Ice Bath
Fe
Fe
Cu
Cu Isothermal Block

6
Reference Circuit
The circuit in Figure 8 will give usaccurate readings, but it would be niceto eliminate the ice bath if possible.
Let’s replace the ice bath with anotherisothermal block (Figure 9).
The new block is at ReferenceTemperature TREF, and because J3 and J4 are still at the same temperature we can again show that:V = α(T1 – TREF)
This is still a rather inconvenient circuit because we have to connecttwo thermocouples. Let’s eliminate theextra Fe wire in the negative (LO) leadby combining the Cu-Fe junction (J4)and the Fe-C junction (JREF).
We can do this by first joining the twoisothermal blocks (Figure 9b).
We haven’t changed the output voltageV. It is still:V = α(TJ1
– TREF)
Now we call upon the law of inter-mediate metals (see Appendix A) toeliminate the extra junction. Thisempirical law states that a third metal(in this case, iron) inserted betweenthe two dissimilar metals of a thermo-couple junction will have no effectupon the output voltage as long as thetwo junctions formed by the additionalmetal are at the same temperature(Figure 10).
This is a useful conclusion, as it com-pletely eliminates the need for the iron(Fe) wire in the LO lead (Figure 11).
Again V = α(T1 – TREF) where α is theSeebeck coefficient for an Fe-C thermocouple.
Junctions J3 and J4 take the place ofthe ice bath. These two junctions nowbecome the reference junction.
Figure 9aEliminating the ice bath
Figure 9bJoining the isothermal blocks
Figure 10Law of intermediate metals
Figure 11Equivalent circuit
C
HI
LO
+
-v
Voltmeter
J1
Fe
Fe
Cu
CuIsothermal Block
J3
TREF Isothermal Block
J4 JREF
C
+HI
-LO
v v1 J1
Fe
Fe
Cu
Cu
J3
Isothermal Block @ TREF
J4 JREF
+
-
C
+
-
v J1
Fe
Cu
Cu
J3
TREF
J4
=
Metal A Metal B Metal C Metal A Metal C
Isothermal Connection
Thus the low lead in Fig. 9b:Cu
Becomes:
Fe C
TREF
Cu C
TREF

7
Now we can proceed to the next logical step: Directly measure the temperature of the isothermal block(the reference junction) and use thatinformation to compute the unknowntemperature, TJ1
(Figure 12).
A thermistor, whose resistance RT is afunction of temperature, provides uswith a way to measure the absolutetemperature of the reference junction.Junctions J3 and J4 and the thermistorare all assumed to be at the same temperature, due to the design of the isothermal block. Using a digitalmultimeter (DMM), we simply:
1. Measure RT to find TREF and convert TREF to its equivalent reference junction voltage, VREF
2. Measure V and add VREF to find V1and convert V1 to temperature TJ1
.
This procedure is known as software compensation because itrelies upon software in the instrumentor a computer to compensate for theeffect of the reference junction. Theisothermal terminal block temperaturesensor can be any device which has acharacteristic proportional to absolutetemperature: an RTD, a thermistor, oran integrated circuit sensor.
It seems logical to ask: If we alreadyhave a device that will measureabsolute temperature (like an RTD orthermistor), why do we even botherwith a thermocouple that requires reference junction compensation? Thesingle most important answer to thisquestion is that the thermistor, theRTD, and the integrated circuit trans-ducer are only useful over a certaintemperature range. Thermocouples, on the other hand, can be used over arange of temperatures, and optimizedfor various atmospheres. They aremuch more rugged than thermistors,as evidenced by the fact that thermo-couples are often welded to a metalpart or clamped under a screw. Theycan be manufactured on the spot,either by soldering or welding. Inshort, thermocouples are the most versatile temperature transducersavailable and since the measurementsystem performs the entire task of
Figure 12External reference junction - no ice bath
CJ4
J3
HI
LO
+
-v
Voltmeter
J1
RT
Fe
Cu
Cu Block Temperature = TREF
+-v1
reference compensation and softwarevoltage-to-temperature conversion,using a thermocouple becomes as easyas connecting a pair of wires.
Thermocouple measurement becomesespecially convenient when we arerequired to monitor a large number of data points. This is accomplishedby using the isothermal referencejunction for more than one thermo-couple element (Figure 13). A relayscanner connects the voltmeter to thevarious thermocouples in sequence.All of the voltmeter and scanner wiresare copper, independent of the type ofthermocouple chosen. In fact, as longas we know what each thermocoupleis, we can mix thermocouple types onthe same isothermal junction block(often called a zone box) and makethe appropriate modifications in soft-ware. The junction block temperature sensor, RT is located at the center ofthe block to minimize errors due tothermal gradients.
Software compensation is the mostversatile technique we have for measuring thermocouples. Many thermocouples are connected on thesame block, copper leads are usedthroughout the scanner, and the tech-nique is independent of the types ofthermocouples chosen. In addition,when using a data acquisition systemwith a built-in zone box, we simplyconnect the thermocouple as wewould a pair of test leads. All of the conversions are performed by the instrument’s software. The one disadvantage is that it requires a smallamount of additional time to calculatethe reference junction temperature.For maximum speed we can use hardware compensation.
Figure 13Switching multiple thermocouple types
+
-v
Voltmeter
RT
Pt
Pt - 10%RhIsothermal Block(Zone Box)
C
Fe
All Copper Wires
HI
LO

8
Hardware Compensation
Rather than measuring the tempera-ture of the reference junction andcomputing its equivalent voltage as wedid with software compensation, wecould insert a battery to cancel the offset voltage of the reference junc-tion. The combination of this hard-ware compensation voltage and thereference junction voltage is equal tothat of a 0° C junction (Figure 14).
The compensation voltage, e, is a function of the temperature sensingresistor, RT. The voltage V is now referenced to 0° C, and may be readdirectly and converted to temperatureby using the NIST tables.
Another name for this circuit is theelectronic ice point reference.6 Thesecircuits are commercially available for use with any voltmeter and with
Figure 14Hardware compensation circuit
Figure 15Practical hardware compensation
= =RT
T
0° C
C
Fe
FeCu
Cu
v
+
-
CT
Fe
Cu
CuCu
Cu
v
+
-+
-
e
C
Fe
Fe FeCu
Cu
v
+
-
T
- +
C
iRH
HI
LO
+
-v
Voltmeter
Fe
Cu
Cu
Cu
IntegratedTemperatureSensor
J1
a wide variety of thermocouples. Themajor drawback is that a unique icepoint reference circuit is usually needed for each individual thermo-couple type.
Figure 15 shows a practical ice pointreference circuit that can be used inconjunction with a relay scanner tocompensate an entire block of thermo-couple inputs. All the thermocouplesin the block must be of the same type,but each block of inputs can accom-modate a different thermocouple typeby simply changing gain resistors.
The advantage of the hardware com-pensation circuit or electronic icepoint reference is that we eliminatethe need to compute the referencetemperature. This saves us two com-putation steps and makes a hardwarecompensation temperature measure-ment somewhat faster than a software
compensation measurement. However,today’s faster microprocessors andadvanced data acquisition designs continue to blur the line between the two methods, with software compensation speeds challengingthose of hardware compensation inpractical applications (Table 2).
Table 2Hardware SoftwareCompensation Compensation Fast Restricted to one
themocouple typeper reference junction
Hard to reconfigure –requires hardwarechange for newthermocouple type
Requires more soft-ware manipulationtime
Versatile – acceptsany thermocouple
Easy to reconfigure

9
Voltage-To-Temperature Conversion
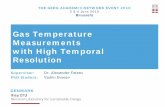
We have used hardware and softwarecompensation to synthesize an ice-point reference. Now all we have to do is to read the digital voltmeter andconvert the voltage reading to a temperature. Unfortunately, the tem-perature-versus-voltage relationship of a thermocouple is not linear. Outputvoltages for some popular thermocou-ples are plotted as a function of tem-perature in Figure 16. If the slope ofthe curve (the Seebeck coefficient) isplotted vs. temperature, as in Figure17, it becomes quite obvious that thethermocouple is a non-linear device.
A horizontal line in Figure 17 would indicate a constant α, in otherwords, a linear device. We notice thatthe slope of the type K thermocoupleapproaches a constant over a temp-erature range from 0° C to 1000° C.Consequently, the type K can be used with a multiplying voltmeter and an external ice point reference toobtain a moderately accurate directreadout of temperature. That is, thetemperature display involves only ascale factor.
By examining the variations in Seebeckcoefficient, we can easily see thatusing one constant scale factor wouldlimit the temperature range of the sys-tem and restrict the system accuracy.Better conversion accuracy can beobtained by reading the voltmeter andconsulting the NIST ThermocoupleTables4 (NIST Monograph 175 — see Table 3).
We could store these look-up table values in a computer, but they wouldconsume an inordinate amount ofmemory. A more viable approach is to approximate the table values usinga power series polynomial:t90 = c0 + c1x + c2x2 + c3 x3 + ... + cnxn
wheret90 = Temperaturex = Thermocouple Voltagec = Polynomial coefficients unique to
each thermocouplen = Maximum order of the polynomial
Table 3 Type E Thermocouple
Temperatures in °C (ITS-90)mV .00 .01 .02 .03 .04 .05 .06 .07 .08 .09 .10 mV
0.00 0.00 0.17 0.34 0.51 0.68 0.85 1.02 1.19 1.36 1.53 1.70 0.00
0.10 1.70 1.87 2.04 2.21 2.38 2.55 2.72 2.89 3.06 3.23 3.40 0.10
0.20 3.40 3.57 3.74 3.91 4.08 4.25 4.42 4.59 4.76 4.92 5.09 0.20
0.30 5.09 5.26 5.43 5.60 5.77 5.94 6.11 6.28 6.45 6.61 6.78 0.30
0.40 6.78 6.95 7.12 7.29 7.46 7.63 7.79 7.96 8.13 8.30 8.47 0.40
0.50 8.47 8.64 8.80 8.97 9.14 9.31 9.48 9.64 9.81 9.98 10.15 0.50
0.60 10.l5 10.32 10.48 10.65 10.82 10.99 11.15 11.32 11.49 11.66 11.82 0.60
0.70 11.82 11.99 12.16 12.33 12.49 12.66 12.83 12.99 13.16 13.33 13.50 0.70
0.80 13.50 13.66 13.83 14.00 14.16 14.33 14.50 14.66 14.83 15.00 15.16 0.80
0.90 15.16 15.33 15.50 15.66 15.83 16.00 16.16 16.33 16.49 16.66 16.83 0.90
1.00 16.83 l6.99 17.16 17.32 17.49 17.66 17.82 17.99 18.15 18.32 18.49 1.00
1.10 18.49 18.65 18.82 18.98 19.15 19.31 19.48 19.64 19.81 19.98 20.14 1.10
1.20 20.14 20.31 20.47 20.64 20.80 20.97 21.13 21.30 21.46 21.63 21.79 1.20
1.30 21.79 21.96 22.12 22.29 22.45 22.61 22.78 22.94 23.11 23.27 23.44 1.30
1.40 23.44 23.60 23.77 23.93 24.10 24.26 24.42 24.59 24.75 24.92 25.08 1.40
Figure 16Thermocouple temperature vs. voltage graph
Figure 17Seebeck coefficient vs. temperature
80
60
40
20
0 500° 1000° 1500° 2000°
Mill
ivol
ts
Temperature °C
E
K
J
RTS
T
Type Metals+ -
E Chromel vs. ConstantanJ Iron vs. ConstantanK Chromel vs. AlumelR Platinum vs. Platinum
13% RhodiumS Platinum vs. Platinum
10% RhodiumT Copper vs. Constantan
E
K
J
RS
80
60
40
20
-500° 0° 500° 1000° 1500°
T
Temperature C°
Seeb
eck
Coef
ficie
nt µ
V/°C
2000°
100
linear region(See Text)

10
As n increases, the accuracy of thepolynomial improves. Lower orderpolynomials may be used over a nar-row temperature range to obtain high-er system speed. Table 4 is an exampleof the polynomials used in conjunctionwith software compensation for a data acquisition system. Rather thandirectly calculating the exponentials,the software is programmed to use thenested polynomial form to save exe-cution time. The polynomial fit rapidlydegrades outside the temperaturerange shown in Table 4 and should notbe extrapolated outside those limits.
The calculation of high-order polyno-mials is a time consuming task, evenfor today’s high-powered micropro-cessors. As we mentioned before, wecan save time by using a lower order polynomial for a smaller temperaturerange. In the software for one dataacquisition system, the thermocouplecharacteristic curve is divided intoeight sectors and each sector isapproximated by a third-order polynomial (Figure 18).
The data acquisition system measuresthe output voltage, categorizes it intoone of the eight sectors, and choosesthe appropriate coefficients for thatsector. This technique is both fasterand more accurate than the higher-order polynomial.
An even faster algorithm is used inmany new data acquisition systems.Using many more sectors and a seriesof first order equations, they can makehundreds, even thousands, of internalcalculations per second.
All the foregoing procedures assumethe thermocouple voltage can bemeasured accurately and easily; however, a quick glance at Table 5shows us that thermocouple outputvoltages are very small indeed.Examine the requirements of the system voltmeter.
Table 4 NIST ITS-90 Polynomial Coefficients
Thermocouple Type Type J Type K
Temperature Range -210° C to O°C O° C to 760° C -200° C to 0° C 0° C to 500° CError Range ± 0.05° C ± 0.04° C ± 0.04° C ±0.05° CPolynomial Order 8th order 7th order 8th order 9th order
C0 0 0 0 0
C2 1.9528268 x 10-2 1.978425 x 10-2 2.5173462 x 10-2 2.508355 x 10-2
C1 -1.2286185 x 10-6 -2.001204 x 10-7 -1.1662878 x 10-6 7.860106 x 10-8
C3 -1.0752178 x 10-9 1.036969 x 10-11 -1.0833638 x 10-9 -2.503131 x 10-10
C4 -5.9086933 x 10-13 -2.549687 x 10-16 -8.9773540 v 10-13 8.315270 x 10-14
C5 -1.7256713 x 10-16 3.585153 x 10-21 -3.7342377 x 10-16 -1.228034 x 10-17
C6 -2.8131513 x 10-20 -5.344285 x 10-26 -8.6632643 x 10-20 9.804036 x 10-22
C7 -2.3963370 x 10-24 5.099890 x 10-31 -1.0450598 x 10-23 -4.413030 x 10-26
C8 -8.3823321 x 10-29 -5.1920577 x 10-28 1.057734 x 10-30
C9 -1.052755 x 10-35
Temperature Conversion Equation: t90 = c0 + c1x + c2x2 + . . . + c9x9
Nested Polynomial Form (4th order example): t90 = c0 + x(c1 + x(c2 + x(c3 + c4x)))
Even for the common type K thermo-couple, the voltmeter must be able toresolve 4 µV to detect a 0.1° C change.This demands both excellent resolu-tion (the more bits, the better) andmeasurement accuracy from theDMM. The magnitude of this signal is an open invitation for noise to creep into any system. For this reasoninstrument designers utilize severalfundamental noise rejection tech-niques, including tree switching, normal mode filtering, integration and isolation.
Table 5 Required DVM sensitivity
Thermocouple SeebeckCoefficient DVM Sensitivity Type at 25° C (µV/°C) for 0.1° C (µV)
E 61 6.1
J 52 5.2
K 40 4.0
R 6 0.6
S 6 0.6
T 41 4.1
Figure 18Curve divided into sectors
Voltage
Tem
p.
a
T = bx + cx + dxa2 3

11
Noise Rejection
Tree Switching - Tree switching is amethod of organizing the channels of ascanner into groups, each with its ownmain switch.
Without tree switching, every channelcan contribute noise directly throughits stray capacitance. With tree switch-ing, groups of parallel channel capaci-tances are in series with a single treeswitch capacitance. The result isgreatly reduced crosstalk in a largedata acquisition system, due to thereduced interchannel capacitance(Figure 19).
Practical ThermocoupleMeasurement
Figure 19Tree switching
Figure 20Analog filter
Analog Filter - A filter may be useddirectly at the input of a voltmeter toreduce noise. It reduces interferencedramatically, but causes the voltmeterto respond more slowly to step inputs(Figure 20).
Integration - Integration is an A/Dtechnique which essentially averagesnoise over a full line cycle, thus powerline-related noise and its harmonicsare virtually eliminated. If the integra-tion period is chosen to be less thanan integer line cycle, its noise rejec-tion properties are essentially negated.
Since thermocouple circuits that cover long distances are especiallysusceptible to power line relatednoise, it is advisable to use an integrat-ing analog-to-digital converter tomeasure the thermocouple voltage.Integration is an especially attractiveA/D technique in light of recent inno-vations have brought the cost in linewith historically less expensive A/Dtechnologies.
= =~Signal
NoiseSource
(20 Channels)
Next 20 Channels
TreeSwitch1
TreeSwitch2
+- C HI
DVM
C
C
C
C
Signal+
-
NoiseSource
C
Stray capacitance toNoise Source is reducednearly 20:1 by leavingTree Switch 2 open.
20 C HIDVM
Signal+
-
NoiseSource
C HIDVM
~ ~
~
t
vIN
t
vOUT

12
Isolation - A noise source that is common to both high and low meas-urement leads is called common modenoise. Isolated inputs help to reducethis noise as well as protect the measurement system from groundloops and transients (Figure 21).
Let’s assume a thermocouple wire hasbeen pulled through the same conduitas a 220V AC supply line. The capaci-tance between the power lines and thethermocouple lines will create an ACsignal of approximately equal magni-tude on both thermocouple wires. Thisis not a problem in an ideal circuit, butthe voltmeter is not ideal. It has somecapacitance between its low terminaland safety ground (earth). Currentflows through this capacitance andthrough the thermocouple lead resist-ance, creating a normal mode signalwhich appears as measurement error.
This error is reduced by isolating theinput terminals from safety groundwith a careful design that minimizesthe low-earth capacitance. Non-isolated or ground-referenced inputs(“single-ended” inputs are oftenground-referenced) don’t have theability to reject common mode noise.Instead, the common mode currentflows through the low lead directly to ground, causing potentially largereading errors.
Isolated inputs are particularly usefulin eliminating ground loops createdwhen the thermocouple junctioncomes into direct contact with a common mode noise source.
In Figure 22 we want to measure the temperature at the center of amolten metal bath that is being heatedby electric current. The potential atthe center of the bath is 120 VRMS.The equivalent circuit is shown inFigure 23.
Isolated inputs reject the noise currentby maintaining a high impedancebetween LO and Earth. A non-isolatedsystem, represented in Figure 24, completes the path to earth resultingin a ground loop. The resulting currents can be dangerously high
and can be harmful to both instrumentand operator. Isolated inputs arerequired for making measurementswith high common mode noise.
Sometimes having isolated inputs isn’tenough. In Figure 23, the voltmeterinputs are floating on a 120 VRMScommon mode noise source. Theymust withstand a peak offset of ±170 V from ground and still makeaccurate measurements. An isolatedsystem with electronic FET switchestypically can only handle ±12 V of offset from earth; if used in this appli-cation, the inputs would be damaged.
The solution is to use commerciallyavailable external signal conditioning
Figure 21Isolation minimizes common mode current
Figure 22
Figure 23 Figure 24
DistributedCapacitance
DistributedResistance
220 V LineAC
HI
DVM
LO
(isolation transformers and amplifiers)that buffer the inputs and reject thecommon mode voltage. Another easyalternative is to use a data acquisitionsystem that can float several hundredvolts.
Notice that we can also minimize the noise by minimizing RS. We do this by using larger thermocouple wire that has a smaller series resist-ance. Also, to reduce the possibility of magnetically induced noise, thethermocouple should be twisted in a uniform manner. Thermocoupleextension wires are available commer-cially in a twisted pair configuration.
240 VRMS
HI
LO
CSTRAY
RS
120 VRMS
Noise Current
~
HI
LO
CSTRAY
RS
120 VRMS
Noise Current
~

13
by the section of wire that contains atemperature gradient, and not neces-sarily by the junction.9 For example, ifwe have a thermal probe located in amolten metal bath, there will be tworegions that are virtually isothermaland one that has a large gradient.
In Figure 26, the thermocouple junc-tion will not produce any part of theoutput voltage. The shaded sectionwill be the one producing virtually theentire thermocouple output voltage. If,due to aging or annealing, the outputof this thermocouple was found to bedrifting, replacing only the thermocou-ple junction would not solve the prob-lem. We would have to replace theentire shaded section, since it is thesource of the thermocouple voltage.
Thermocouple wire obviously can’t be manufactured perfectly; there will be some defects which will causeoutput voltage errors. These inhomo-geneities can be especially disruptiveif they occur in a region of steep temperature gradient.
Since we don’t know where an imperfection will occur within a wire,the best thing we can do is to avoidcreating a steep gradient. Gradientscan be reduced by using metallicsleeving or by careful placement of the thermocouple wire.
Commercial thermocouples are welded on expensive machinery using a capacitive-discharge techniqueto insure uniformity.
A poor weld can, of course, result inan open connection, which can bedetected in a measurement situationby performing an open thermocouplecheck. This is a common test functionavailable with many data loggers anddata acquisition systems.
Decalibration
Decalibration is a far more seriousfault condition than the open thermo-couple because it can result in temperature reading that appears tobe correct. Decalibration describes theprocess of unintentionally altering thephysical makeup of the thermocouplewire so that it no longer conforms tothe NIST polynomial within specifiedlimits. Decalibration can result fromdiffusion of atmospheric particles intothe metal, caused by temperatureextremes. It can be caused by hightemperature annealing or by cold-working the metal, an effect that can occur when the wire is drawnthrough a conduit or strained by roughhandling or vibration. Annealing canoccur within the section of wire thatundergoes a temperature gradient.
Robert Moffat in his Gradient
Approach to Thermocouple
Thermometry explains that the ther-mocouple voltage is actually generated
Practical Precautions
We have discussed the concepts of the reference junction, how to use apolynomial to extract absolute temper-ature data and what to look for in adata acquisition system to minimizethe effects of noise. Now let’s look at the thermocouple wire itself. Thepolynomial curve fit relies upon thethermocouple wire being perfect; thatis, it must not become decalibratedduring the act of making a tempera-ture measurement. We shall now discuss some of the pitfalls of thermocouple thermometry.
Aside from the specified accuracies ofthe data acquisition system and itsisothermal reference junction, mostmeasurement error may be traced toone of these primary sources:
1. Poor junction connection
2. Decalibration of thermocouple wire
3. Shunt impedance and galvanic action
4. Thermal shunting
5. Noise and leakage currents
6. Thermocouple specifications
7. Documentation
Poor Junction Connection
There are a number of acceptableways to connect two thermocouplewires: soldering, silver-soldering, weld-ing, etc. When the thermocouple wiresare soldered together, we introduce a third metal into the thermocouplecircuit. As long as the temperatures onboth sides of the thermocouple are thesame, the solder should not introducean error. The solder does limit themaximum temperature to which wecan subject this junction (Figure 25).To reach a high measurement temper-ature, the joint must be welded. Butwelding is not a process to be takenlightly.5 Overheating can degrade the wire, and the welding gas and the atmosphere in which the wire iswelded can both diffuse into the thermocouple metal, changing itscharacteristics. The difficulty is com-pounded by the very different natureof the two metals being joined.
Figure 25Soldering a thermocouple
Figure 26Gradient produces voltage
Solder (Pb, Sn)Junction: Fe - Pb, Sn - C Fe - C≅
C
Fe
200
25° C 100° C
300400500
500° C Metal Bath
~

14
Shunt Impedance
High temperatures can also take theirtoll on thermocouple wire insulators.Insulation resistance decreases expo-nentially with increasing temperature,even to the point that it creates a vir-tual junction. Assume we have a com-pletely open thermocouple operatingat a high temperature (Figure 27).
The leakage resistance, RL can be sufficiently low to complete the circuitpath and give us an improper voltagereading. Now let’s assume the thermo-couple is not open, but we are using avery long section of small diameterwire (Figure 28).
If the thermocouple wire is small, its series resistance, RS, will be quitehigh and under extreme conditions RL << RS.This means that the thermo-couple junction will appear to be at RL and the output will be proportionalto T1, not T2.
High temperatures have other detri-mental effects on thermocouple wire.The impurities and chemicals withinthe insulation can actually diffuse intothe thermocouple metal causing thetemperature-voltage dependence todeviate from the published values.When using thermocouples at hightemperatures, the insulation should be chosen carefully. Atmosphericeffects can be minimized by choosingthe proper protective metallic orceramic sheath.
Galvanic Action
The dyes used in some thermocoupleinsulation will form an electrolyte inthe presence of water. This creates agalvanic action, with a resultant out-put hundreds of times greater than the Seebeck effect. Precautions shouldbe taken to shield the thermocouplewires from all harsh atmospheres and liquids.
Thermal Shunting
No thermocouple can be made without mass. Since it takes energy toheat any mass, the thermocouple willslightly alter the temperature it wasmeant to measure. If the mass to bemeasured is small, the thermocouplemust naturally be small. But a thermo-couple made with small wire is farmore susceptible to the problems ofcontamination, annealing, strain, andshunt impedance.7 To minimize theseeffects, thermocouple extension wirecan be used.
Extension wire is commercially avail-able wire primarily intended to coverlong distances between the measuringthermocouple and the voltmeter.Extension wire is made of metals hav-ing Seebeck coefficients very similarto a particular thermocouple type. It is generally larger in size so that itsseries resistance does not become afactor when traversing long distances.It can also be pulled more readilythrough conduit than very small thermocouple wire. It generally isspecified over a much lower tempera-ture range than premium-grade ther-mocouple wire. In addition to offeringa practical size advantage, extensionwire is less expensive than standardthermocouple wire. This is especiallytrue in the case of platinum-basedthermocouples.
Since the extension wire is specifiedover a narrower temperature rangeand it is more likely to receivemechanical stress, the temperaturegradient across the extension wireshould be kept to a minimum. This,according to the gradient theory,assures that virtually none of the output signal will be affected by theextension wire.
Noise - We have already discussed the line-related noise as it pertains to the data acquisition system. Thetechniques of integration, tree switch-ing and isolation serve to cancel most line-related interference.Broadband noise can be rejected with an analog filter.
The one type of noise the data acquisition system cannot reject is a DC offset caused by a DC leakagecurrent in the system. While it is lesscommon to see DC leakage currents of sufficient magnitude to causeappreciable error, the possibility oftheir presence should be noted andprevented, especially if the thermo-couple wire is very small and the related series impedance is high.
Figure 27Leakage resistance
Figure 28Virtual junction
To DVM RL
(Open) RS
RSRS
RS
To DVM RL
T1
T2

15
Event Record - The first diagnostic is not a test at all, but a recording ofall pertinent events that could evenremotely affect the measurements. An example is:
Figure 29March 18 Event Record
10:43 Power failure
10:47 System power returned
11:05 Changed M821 to type K thermocouple
13:51 New data acquisition program
16:07 M821 appears to be bad reading
We look at our program listing andfind that measurand #M821 uses a type J thermocouple and that our newdata acquisition program interprets itas type J. But from the event record,apparently thermocouple #M821 waschanged to a type K, and the changewas not entered into the program.While most anomalies are not discov-ered this easily, the event record can provide valuable insight into thereason for an unexplained change in a system measurement. This is espe-cially true in a system configured tomeasure hundreds of data points.
Since channel numbers invariablychange, data should be categorized bymeasurand, not just channel number.10
Information about any given measur-and, such as transducer type, outputvoltage, typical value, and location canbe maintained in a data file. This canbe done under PC control or simply by filling out a preprinted form. Nomatter how the data is maintained, the importance of a concise systemshould not be underestimated, especially at the outset of a complexdata gathering project.
Diagnostics
Most of the sources of error that wehave mentioned are aggravated byusing the thermocouple near its tem-perature limits. These conditions willbe encountered infrequently in mostapplications. But what about the situa-tion where we are using small thermo-couples in a harsh atmosphere at hightemperatures? How can we tell whenthe thermocouple is producing erro-neous results? We need to develop areliable set of diagnostic procedures.
Through the use of diagnostic techniques, R.P. Reed has developedan excellent system for detecting afaulty thermocouple and data chan-nels.10 Three components of this system are the event record, the zone box test and the thermocoupleresistance history.
Wire Calibration
Thermocouple wire is manufacturedto a certain specification signifying itsconformance with the NIST tables.The specification can sometimes beenhanced by calibrating the wire (testing it at known temperatures).Consecutive pieces of wire on a con-tinuous spool will generally track eachother more closely than the specifiedtolerance, although their output volt-ages may be slightly removed from thecenter of the absolute specification.
If the wire is calibrated in an effort to improve its fundamental specifica-tions, it becomes even more impera-tive that all of the aforementionedconditions be heeded in order to avoid decalibration.
Documentation
It may seem incongruous to speak ofdocumentation as being a source ofvoltage measurement error, but thefact is that thermocouple systems, by their very ease of use, invite a largenumber of data points. The sheer mag-nitude of the data can become quiteunwieldy. When a large amount of datais taken, there is an increased proba-bility of error due to mislabeling oflines, using the wrong NIST curve, etc.

16
Zone Box Test - The zone box is an isothermal terminal block with aknown temperature used in place ofan ice bath reference. If we temporari-ly short-circuit the thermocoupledirectly at the zone box, the systemshould read a temperature very closeto that of the zone box, i.e., close toroom temperature (Figure 30).
If the thermocouple lead resistance ismuch greater than the shunting resist-ance, the copper wire shunt forces V = 0. In the normal unshorted case,we want to measure TJ, and the system reads:V = α(TJ – TREF)
But, for the functional test, we haveshorted the terminals so that V = 0.The indicated temperature TJ is thus:0 = α(TJ – TREF )TJ = TREF
Thus, for a DVM reading of V = 0, the system will indicate the zone boxtemperature. First we observe thetemperature TJ (forced to be differentfrom TREF), then we short the thermo-couple with a copper wire and makesure that the system indicates the zone box temperature instead of TJ.
This simple test verifies that the controller, scanner, voltmeter andzone box compensation are all operating correctly. In fact, this simple procedure tests everything but the thermocouple wire itself.
Thermocouple Resistance - A sud-den change in the resistance of a ther-mocouple circuit can act as a warningindicator. If we plot resistance vs. timefor each set of thermocouple wires,we can immediately spot a suddenresistance change, which could be an indication of an open wire, a wireshorted due to insulation failure,changes due to vibration fatigue orone of many failure mechanisms.
For example, assume we have thethermocouple measurement shown in Figure 31.
We want to measure the temperatureprofile of an underground seam ofcoal that has been ignited. The wirepasses through a high temperatureregion, into a cooler region. Suddenly,the temperature we measure risesfrom 300° C to 1200° C. Has the burning section of the coal seammigrated to a different location, or has the thermocouple insulationfailed, thus causing a short circuitbetween the two wires at the point of a hot spot?
If we have a continuous history of thethermocouple wire resistance, we candeduce what has actually happened(Figure 32).
Figure 30Shorting the thermocouples at the terminals
Figure 32Thermocouple resistance vs. time
Figure 31Burning coal seam
C
TREF
HI
LO
+
-v
Cu
Cu
Voltmeter
TJCopper Wire Short
Fe
Cu
Cu
Zone BoxIsothermal Block
T1
T = 1200° C
To DataAcquisitionSystem
T = 300° C Resi
stan
ceTimet1

17
The resistance of the thermocouplewill naturally change with time as theresistivity of the wire changes due tovarying temperatures. But a suddenchange in resistance is an indicationthat something is wrong. In this case,the resistance has dropped abruptly,indicating that the insulation hasfailed, effectively shortening the thermocouple loop (Figure 33).
The new junction will measure temperature TS, not T1. The resistancemeasurement has given us additionalinformation to help interpret the physical phenomenon that hasoccurred. This failure would not have been detected by a standardopen-thermocouple check.
Measuring Resistance - We havecasually mentioned checking theresistance of the thermocouple wire, as if it were a straightforwardmeasurement. But keep in mind thatwhen the thermocouple is producing a voltage, this voltage can cause alarge resistance measurement error.Measuring the resistance of a thermo-couple is akin to measuring the internal resistance of a battery. We canattack this problem with a techniqueknown as offset compensated ohms
measurement.
As the name implies, the data acquisition unit first measures thethermocouple offset voltage withoutthe ohms current source applied. Then the ohms current source isswitched on and the voltage across the resistance is again measured. Theinstrument firmware compensates forthe offset voltage of the thermocoupleand calculates the actual thermo-couple source resistance.
Special Thermocouples - Underextreme conditions, we can even use diagnostic thermocouple circuitconfigurations. Tip-branched andleg-branched thermocouples are four-wire thermocouple circuits that allowredundant measurement of tempera-ture, noise voltage and resistance forchecking wire integrity (Figure 34).Their respective merits are discussedin detail in Bibliography 8.
Only severe thermocouple applica-tions require such extensive diagnos-tics, but it is comforting to know thatthere are procedures that can be usedto verify the integrity of an importantthermocouple measurement.
Summary
In summary, the integrity of a thermo-couple system may be improved byfollowing these precautions: Use the largest wire possible that
will not shunt heat away from themeasurement area.
If small wire is required, use it onlyin the region of the measurementand use extension wire for the regionwith no temperature gradient.
Avoid mechanical stress and vibra-tion, which could strain the wires.
When using long thermocouplewires, use shielded, twisted pairextension wire.
Avoid steep temperature gradients. Try to use the thermocouple wire
well within its temperature rating. Use an integrating A/D converter
with high resolution and good accuracy.
Use isolated inputs with ample offset capability.
Use the proper sheathing material inhostile environments to protect thethermocouple wire.
Use extension wire only at low temperatures and only in regions ofsmall gradients.
Keep an event log and a continuousrecord of thermocouple resistance.
Figure 33Cause of the resistance change
Figure 34
TS T1
Short Leg-Branched Thermocouple
Tip-Branched Thermocouple

18
History
The same year that Seebeck made hisdiscovery about thermoelectricity, SirHumphrey Davy announced that theresistivity of metals showed a markedtemperature dependence. Fifty yearslater, Sir William Siemens profferedthe use of platinum as the element in a resistance thermometer. His choiceproved most propitious, as platinum is used to this day as the primary element in all high-accuracy resistancethermometers. In fact, the platinumresistance temperature detector, orPRTD, is used today as an interpola-tion standard from the triple point ofequilibrium hydrogen (–259.3467° C)to the freezing point of silver (961.78° C).
Platinum is especially suited to this purpose, as it can withstand high temperatures while maintainingexcellent stability. As a noble metal, it shows limited susceptibility to contamination.
The classical resistance temperaturedetector (RTD) construction usingplatinum was proposed by C.H.Meyers in 1932.12 He wound a helicalcoil of platinum on a crossed micaweb and mounted the assembly inside a glass tube. This constructionminimized strain on the wire whilemaximizing resistance (Figure 35).
Although this construction produces a very stable element, the thermal contact between the platinum and the measured point is quite poor. Thisresults in a slow thermal responsetime. The fragility of the structure limits its use today primarily to that of a laboratory standard.
Another laboratory standard has takenthe place of the Meyer’s design. This is the bird-cage element proposed by Evans and Burns.16 The platinumelement remains largely unsupported,which allows it to move freely when expanded or contracted by temperature variations (Figure 36).
Strain-induced resistance changescaused by time and temperature arethus minimized and the bird-cagebecomes the ultimate laboratory standard. Due to the unsupportedstructure and subsequent susceptibili-ty to vibration, this configuration isstill a bit too fragile for industrial environments.
A more rugged construction techniqueis shown in Figure 37. The platinumwire is bifilar wound on a glass orceramic bobbin. The bifilar windingreduces the effective enclosed area ofthe coil to minimize magnetic pickupand its related noise. Once the wire iswound onto the bobbin, the assemblyis then sealed with a coating of moltenglass. The sealing process assures thatthe RTD will maintain its integrity
under extreme vibration, but it alsolimits the expansion of the platinummetal at high temperatures. Unless the coefficients of expansion of theplatinum and the bobbin match per-fectly, stress will be placed on the wireas the temperature changes, resultingin a strain-induced resistance change.This may result in a permanent changein the resistance of the wire.
There are partially supported versionsof the RTD which offer a compromisebetween the bird-cage approach andthe sealed helix. One such approachuses a platinum helix threadedthrough a ceramic cylinder and affixedvia glass-frit. These devices will main-tain excellent stability in moderatelyrugged vibrational applications.
The RTD
Figure 36Bird-caged PRTD
Figure 35Meyers RTD construction
Figure 37
Sealed Bifilar Winding
Helical RTD
Film RTD

19
Metal Film RTD’s
In the newest construction technique,a platinum or metal-glass slurry film isdeposited or screened onto a small flatceramic substrate, etched with a laser-trimming system, and sealed. The filmRTD offers substantial reduction inassembly time and has the furtheradvantage of increased resistance fora given size. Due to the manufacturingtechnology, the device size itself issmall, which means it can respondquickly to step changes in tempera-ture. Film RTD’s are less stable thantheir wire-wound counterparts, butthey are more popular because of theirdecided advantages in size, productioncost and ruggedness.
Metals - All metals produce a positivechange in resistance for a positivechange in temperature. This, ofcourse, is the main function of anRTD. As we shall soon see, systemerror is minimized when the nominalvalue of the RTD resistance is large.This implies a metal wire with a highresistivity. The lower the resistivity ofthe metal, the more material we willhave to use.
Table 6 lists the resistivities of common RTD materials.
Because of their lower resistivities,gold and silver are rarely used as RTDelements. Tungsten has a relativelyhigh resistivity, but is reserved for veryhigh temperature applications becauseit is extremely brittle and difficult to work.
Copper is used occasionally as an RTD element. Its low resistivity forces the element to be longer than aplatinum element, but its linearity andvery low cost make it an economicalalternative. Its upper temperature limit is only about 120° C.
The most common RTD’s are made of either platinum, nickel, or nickelalloys. The economical nickel deriva-tive wires are used over a limited temperature range. They are quitenon-linear and tend to drift with time.For measurement integrity, platinum is the obvious choice.
Resistance Measurement
The common values of resistance for a platinum RTD range from 10 ohmsfor the bird-cage model to severalthousand ohms for the film RTD. Thesingle most common value is 100ohms at 0° C. The DIN 43760 standardtemperature coefficient of platinumwire is α = .00385. For a 100 ohm wirethis corresponds to +0.385 Ω/°C at 0° C. This value for α is actually the
average slope from 0° C to 100° C. Themore chemically pure platinum wireused in platinum resistance standardshas an α of +.00392 ohms/ohm/° C.
Both the slope and the absolute valueare small numbers, especially whenwe consider the fact that the measure-ment wires leading to the sensor maybe several ohms or even tens of ohms.A small lead impedance can contributea significant error to our temperaturemeasurement (Figure 38).
A 10 ohm lead impedance implies10/.385 ≅ 26° C error in our measure-ment. Even the temperature coeffi-cient of the lead wire can contribute a measurable error. The classicalmethod of avoiding this problem hasbeen the use of a bridge (Figure 39).
Figure 38Effect of lead resistance
Table 6
Resistivity ΩΩ/CMF Metal (cmf = circular mil foot)
Gold Au 13.00
Silver Ag 8.8
Copper Cu 9.26
Platinum Pt 59.00
Tungsten W 30.00
Nickel Ni 36.00
Figure 39Wheatstone bridge
100 RTDΩ
R = 5Ω
Lead
Lead
R = 5Ω
DVM
RTD
+-

20
The bridge output voltage is an indi-rect indication of the RTD resistance.The bridge requires four connectionwires, an external source, and threeresistors that have a zero temperaturecoefficient. To avoid subjecting thethree bridge-completion resistors tothe same temperature as the RTD, theRTD is separated from the bridge by apair of extension wires (Figure 40).
These extension wires recreate theproblem that we had initially: Theimpedance of the extension wiresaffects the temperature reading. Thiseffect can be minimized by using athree-wire bridge configuration
(Figure 41).
If wires A and B are perfectly matchedin length, their impedance effects willcancel because each is in an oppositeleg of the bridge. The third wire, C, acts as a sense lead and carries no current.
The Wheatstone bridge shown inFigure 41 creates a non-linear relation-ship between resistance change andbridge output voltage change. Thiscompounds the already non-lineartemperature-resistance characteristicof the RTD by requiring an additionalequation to convert bridge output voltage to equivalent RTD impedance.
4-Wire Ohms - The technique of usinga current source along with a remotelysensed digital voltmeter alleviatesmany problems associated with thebridge. Since no current flows throughthe voltage sense leads, there is no IRdrop in these leads and thus no leadresistance error in the measurement.
The output voltage read by the DVM is directly proportional to RTDresistance, so only one conversionequation is necessary. The threebridge-completion resistors arereplaced by one reference resistor.The digital voltmeter measures onlythe voltage dropped across the RTDand is insensitive to the length of thelead wires (Figure 42).
The one disadvantage of using 4-wireohms is that we need one more exten-sion wire than the 3-wire bridge. Thisis a small price to pay if we are at allconcerned with the accuracy of thetemperature measurement.
Resistance to Temperature Conversion
The RTD is a more linear device thanthe thermocouple, but it still requirescurve-fitting. The Callendar-Van Dusenequation has been used for years toapproximate the RTD curve.11, 13
RT=R0+R0α T–δ -1 -β -1
Where:RT = resistance at temperature TR0 = resistance at T = 0° Cα = temperature coefficient at T = 0° C
(typically + 0.00392Ω/Ω/° C)δ = 1.49 (typical value for .00392 platinum)β = 0 T > 0
0.11 (typical) T < 0
Figure 40 Figure 424-Wire Ohms Measurement
Figure 413-Wire Bridge
DVM
RTD
+-
DVM A
C
B
100 RTDΩ
+
-
DVMi = 0
i = 0i
( )[ ]T100 ( )T
100 ( )T3
100( )T100

21
The exact values for coefficients α, δand β are determined by testing theRTD at four temperatures and solvingthe resultant equations. This familiarequation was replaced in 1968 by a20th order polynomial in order to provide a more accurate curve fit.
The plot of this equation shows theRTD to be a more linear device thanthe thermocouple (Figure 43).
Practical Precautions
The same practical precautions thatapply to thermocouples also apply toRTD’s, i.e., use shields and twisted-pair wire, use proper sheathing, avoidstress and steep-gradients, use largeextension wire, keep good documenta-tion and use an integrating DMM. Inaddition, the following precautionsshould be observed.
Construction - Due to its construc-tion, the RTD is somewhat more fragile than the thermocouple, andprecautions must be taken to protect it.
Self-Heating - Unlike the thermo-couple, the RTD is not self-powered. A current must be passed through thedevice to provide a voltage that can bemeasured. The current causes Joule(I2R) heating within the RTD, chang-ing its temperature. This self-heatingappears as a measurement error.Consequently, attention must be paid
to the magnitude of the measurementcurrent supplied by the ohmmeter. A typical value for self-heating error is ½° C per milliwatt in free air.Obviously, an RTD immersed in a thermally conductive medium will distribute its Joule heat to the mediumand the error due to self-heating willbe smaller. The same RTD that rises 1° C per milliwatt in free air will riseonly 1/10° C per milliwatt in air whichis flowing at the rate of one meter per second.6
To reduce self-heating errors, use theminimum ohms measurement currentthat will still give the resolution you
Figure 43
12
8
4
0 200 400 600Temperature °C
.390
.344
.293
Type
S
µv/
°C S
eebe
ck C
oeffi
cien
t
Resi
stan
ce T
empe
ratu
reCo
effic
ient
- RT
D
800
16
Equivalent Linearities:Type S Thermocouplevs. Platinum RTD
require, and use the largest RTD you can that will still give goodresponse time. Obviously, there arecompromises to be considered.
Thermal Shunting - Thermal shunting is the act of altering themeasurement temperature by insertinga measurement transducer. Thermalshunting is more a problem withRTD’s than with thermocouples, as the physical bulk of an RTD is greaterthan that of a thermocouple.
Thermal EMF - The platinum-to-copper connection that is made whenthe RTD is measured can cause a thermal offset voltage. The offset-compensated ohms technique can be used to eliminate this effect.
Small RTD Large RTD
Fast Response Time Slow Response Time
Low Thermal Shunting Poor Thermal Shunting
High Self-heating Error Low Self-heating Error

22
Like the RTD, the thermistor is also atemperature-sensitive resistor. Whilethe thermocouple is the most versatiletemperature transducer and the PRTDis the most stable, the word that bestdescribes the thermistor is sensitive.Of the three major categories of sensors, the thermistor exhibits by far the largest parameter change with temperature.
Thermistors are generally composedof semiconductor materials. Althoughpositive temperature coefficient unitsare available, most thermistors have anegative temperature coefficient (TC);that is, their resistance decreases withincreasing temperature. The negativeTC can be as large as several percentper degree C, allowing the thermistorcircuit to detect minute changes intemperature which could not beobserved with an RTD or thermo-couple circuit.
The price we pay for this increasedsensitivity is loss of linearity. The thermistor is an extremely non-lineardevice which is highly dependent uponprocess parameters. Consequently,manufacturers have not standardizedthermistor curves to the extent thatRTD and thermocouple curves havebeen standardized (Figure 44).
An individual thermistor curve can bevery closely approximated through useof the Steinhart-Hart equation:18
1 = A + B(ln R) + C (ln R)3Twhere:T = kelvinsR = Resistance of the thermistorA,B,C = curve-fitting constants
A, B, and C are found by selectingthree data points on the publisheddata curve and solving the three simultaneous equations. When thedata points are chosen to span nomore than 100° C within the nominalcenter of the thermistor’s temperaturerange, this equation approaches arather remarkable ±.02° C curve fit.
The Thermistor
Figure 44
v or
RT
Thermistor
RTD
Thermocouple
Somewhat faster computer executiontime is achieved through a simplerequation:
1T = (ln R) – A -C
where A, B, and C are again found byselecting three (R,T) data points andsolving the three resultant simultane-ous equations. This equation must beapplied over a narrower temperaturerange in order to approach the accura-cy of the Steinhart-Hart equation.
Measurement
The high resistivity of the thermistoraffords it a distinct measurementadvantage. The four-wire resistancemeasurement may not be required as it is with RTD’s. For example, acommon thermistor value is 5000Ω at25° C. With a typical TC of 4%/° C, ameasurement lead resistance of 10Ωproduces only .05° C error. This erroris a factor of 500 times less than theequivalent RTD error.
Disadvantages - Because they aresemiconductors, thermistors are more susceptible to permanent decali-bration at high temperatures than areRTD’s or thermocouples. The use ofthermistors is generally limited to afew hundred degrees Celsius, and manufacturers warn that extendedexposures even well below maximumoperating limits will cause the thermistor to drift out of its specified tolerance.
Thermistors can be made very smallwhich means they will respond quicklyto temperature changes. It also meansthat their small thermal mass makesthem especially susceptible to self-heating errors. Thermistors are a good deal more fragile than RTD’s or thermocouples and they must becarefully mounted to avoid crushing or bond separation.

23
An innovation in thermometry is the integrated circuit temperaturetransducer. These are available in both voltage and current-output configurations. Both supply an output that is linearly proportional toabsolute temperature. Typical valuesare 1 µA/K and 10 mV/K F (Figure 45).
Some integrated sensors even represent temperature in a digital output format that can be read directly by a microprocessor.
Except that they offer a very linearoutput with temperature, these IC sensors share all the disadvantages ofthermistors. They are semiconductordevices and thus have a limited tem-perature range. The same problems of self-heating and fragility are evident and they require an external power source.
These devices provide a convenientway to produce an easy-to-read outputthat is proportional to temperature.Such a need arises in thermocouplereference junction hardware, and infact these devices are increasinglyused for thermocouple compensation.
Monolithic Linear Temperature Sensor
Figure 45+
i = 1µA/K
10kΩ To DVM
To DVM
10m
v/K
+
Current Sensor Voltage Sensor

24
Figure 46 shows a practical method ofimplementing a thermocouple refer-ence junction. The arrow points to anIC sensor which is used to performsoftware thermocouple compensation.
Conversion routines built into theAgilent 34970A firmware accept B, E, J, K, N, R, S and T type thermocouples, 2.2kΩ, 5kΩ and 10kΩ thermistors, as well as a widerange of RTD’s. Results are displayeddirectly in degrees C, F or kelvins.
The Agilent 34970A data acquisitionsystem incorporates all of the desirable features mentioned in this application note: Internal 6½ digit DMM Integrating A/D for noise rejection Low-thermal scanning with built-in
thermocouple reference junctions Open thermocouple check Built-in thermocouple, thermistor,
and RTD linearization routines withITS-90 conformity
Four-wire Ohms function with offset compensation
Isolated inputs that float up to 300 V
The Agilent 34970A comes standardwith RS-232 and GPIB interfaces,50,000 readings of non-volatile memory for stand-alone data logging,and Agilent Benchlink Data Loggersoftware for easy PC-based testing.Plus, its flexible three-slot construc-tion makes it easy to add channels for changing applications.
The Measurement System
Figure 46General purpose multiplexer module for the Agilent 34970A Data Acquisition/Switch Unit
Figure 47Agilent 34970A Data Acquisition/Switch Unit

25
The Agilent DAC1000 data acquisitionand control system (Figure 48), another example solution, provideshigh-speed temperature measurementswhere point count is high. When configured for temperature measurements, it consists of: E1419A scanning analog-to-
digital converter (ADC) module with64 channels that can be configuredfor temperature measurements.Scanning rate is 56,000 channels/s.Several hundred channel configura-tions are possible with multiple modules.
Signal conditioning plug-on (SCP)that rides piggy-back on the ADCmodule provides input for thermocouples.
External terminal block with built-in thermocouple reference junction and terminal connections to the application.
Four-wire Ohms SCP with offsetcompensation for RTD and thermistor measurements.
Built-in engineering unit conversionsfor thermocouple, thermistor, andRTD measurements.
This VXI-based system offers muchmore than temperature measurements.It provides a wide variety of analog/digital input and output capabilityrequired by designers of electro-mechanical products and manufactur-ers needing stringent monitoring andcontrol of physical processes. TheDAC1000 is a recommended configura-tion consisting of the E1419A, 6-slotVXI mainframe, GPIB interfaces, andAgilent VEE for the PC. Agilent VEE, a powerful time-saving graphical pro-gramming language, is programmed by connecting a few icons or objectsresembling a block diagram.
Figure 48Agilent DAC1000System
Agilent VEE provides data collection, test reporting and a friendly graphicaluser interface.
Agilent also offers other VXI-basedsolutions for temperature measure-ments. Product choices range fromsmall compact systems for portable or remote operation to high-speedscanning systems that also provideadvanced control and analysis capabilities.

26
Reliable temperature measurementsrequire a great deal of care in bothselecting and using the transducer, as well as choosing the right measure-ment system. With proper precautionsobserved for self-heating, thermalshunting, transducer decalibration,specifications and noise reduction,even the most complex temperaturemonitoring project will producerepeatable, reliable data. Today’s data acquisition system assumes agreat deal of this burden, allowing us to concentrate on meaningful test results.
Summary

27
The Empirical Laws ofThermocouples2
The following examples illustrate the empirically derived laws of thermocouples which are useful in understanding and diagnosing thermocouple circuits.
Appendix A
The Law of Intermediate Metals
Inserting the copper lead between theiron and constantan leads will notchange the output voltage V, regard-less of the temperature of the copperlead. The voltage V is that of an Fe-Cthermocouple at temperature T1.
The Law of Interior Temperatures
The output voltage V will be that of anFe-C thermocouple at temperature T,regardless of the external heat sourceapplied to either measurement lead.
The Law of Inserted Metals
The voltage V will be that of an Fe-C thermocouple at temperature T,provided both ends of the platinumwire are at the same temperature. The two thermocouples created by the platinum wire (Fe-Pt and Pt -Fe)act in opposition.
All of the above examples assume themeasurement wires are homogeneous;that is, free of defects and impurities.
=C
+
-v T
T1
Fe
C
FeCu
Cu
IsothermalBlock
T1
=+
T
T1
Fe
C
Fe
IsothermalBlock
C
C
Cv-
T
=+
T
T1
C
Fe
C
IsothermalBlock
Fe
Pt
Fev-
T

28
Thermocouple Characteristics
Over the years specific pairs of thermocouple alloys have been developed to solve unique measure-ment problems. Idiosyncrasies of themore common thermocouples are discussed here.
We will use the term “standard wireerror” to refer to the common com-mercial specification published in theAnnual Book of ASTM Standards. Itrepresents the allowable deviationbetween the actual thermocouple out-put voltage and the voltage predictedby the tables in NIST Monograph 175.
Noble Metal Thermocouples - The noble metal thermocouples, types B, R, and S, are all platinum or platinum-rhodium thermocouplesand hence share many of the samecharacteristics.
Diffusion - Metallic vapor diffusion at high temperatures can readilychange the platinum wire calibration,hence platinum wires should only be used inside a non-metallic sheathsuch as high-purity alumina. The oneexception to this rule is a sheath made of platinum, and this option isprohibitively expensive.
Stability - The platinum-based couples are by far the most stable of all the common thermocouples.Type S is so stable that it is specifiedas the standard for temperature calibration between the antimonypoint (630.74° C) and the gold point(1064.43° C).
Appendix B
Type B - The B couple is the onlycommon thermocouple that exhibits a double-valued ambiguity.
Due to the double-valued curve andthe extremely low Seebeck coefficientat low temperatures, Type B is virtual-ly useless below 50° C. Since the out-put is nearly zero from 0° C to 42° C,Type B has the unique advantage thatthe reference junction temperature isalmost immaterial, as long as it isbetween 0° and 40° C. Of course, themeasuring junction temperature is typically very high.
Base Metal Thermocouples
Unlike the noble metal thermocouples,the base metal couples have no specified chemical composition. Any combination of metals may beused which results in a voltage vs.temperature curve fit that is within the standard wire errors. This leads to some rather interesting metal combinations. Constantan, for exam-ple, is not a specific metal alloy at all,but a generic name for a whole seriesof copper-nickel alloys. Incredibly, the Constantan used in a type T (copper-Constantan) thermocouple is not the same as the Constantanused in the type J (iron-Constantan)thermocouple.3
Type E - Although Type E standardwire errors are not specified below0° C, the type E thermocouple is ideally suited for low temperaturemeasurements because of its highSeebeck coefficient (58 V/°C), lowthermal conductivity and corrosionresistance.
The Seebeck coefficient for Type E is greater than all other standard couples, which makes it useful fordetecting small temperature changes.
Type J - Iron, the positive element in a J thermocouple is an inexpensivemetal rarely manufactured in pureform. J thermocouples are subjectto poor conformance characteristics
because of impurities in the iron. Even so, the J thermocouple is popular because of its high Seebeckcoefficient and low price.
The J thermocouple should never beused above 760° C due to an abruptmagnetic transformation that cancause decalibration even whenreturned to lower temperatures.
Type B
T, °C0 42
v
Double-ValueRegion

29
* not ANSI symbols
Type T - This is the only thermo-couple with published standard wireerrors for the temperature regionbelow 0° C; however, type E is actuallymore suitable at very low tempera-tures because of its higher Seebeckcoefficient and lower thermal conductivity.
Type T has the unique distinction ofhaving one copper lead. This can bean advantage in a specialized monitor-ing situation where a temperature difference is all that is desired.
The advantage is that the copper thermocouple leads are the samemetal as the DVM terminals, makinglead compensation unnecessary.
Types K & N - Type K has long been a popular thermocouple. It is especially suited to higher temperature applications due to itsresistance to oxidation.
The type N thermocouple is gainingpopularity as a replacement for typeK. It has a slightly lower output (smaller Seebeck coefficient) thantype K, but an even higher resistanceto oxidation. The type N thermocoupleoutput curve is dependent upon wiresize, and there are two distinctNicrosil-Nisil characteristic curvespublished in NIST Monograph 175, the differences being wire size andtemperature range.14
Tungsten - There are three commontypes of tungsten thermocouples. Allare alloyed with rhenium to make themetal more malleable.Type G* W vs W–26% ReType C* W–5% Re vs W–26% ReType D* W–3% Re vs W–25% Re
Tungsten thermocouples are used for measuring very high temperaturesin either a vacuum or an inert atmosphere.
Type T
C
T1
HI
LO
+
-v = a(T - T )1 2
Cu
Cu
Voltmeter Cu
Cu
T2
(AmbientReference)

30
Thermocouple Hardware
ConnectorComposed of samemetals as thermocouple,for minimumconnection error.
Thermocouple Well lower gradient protects wire change thermocouplewithout interruptingprocess
UndergroundedJunction best protection electrically isolated
Grounded Junction wires protected faster response
Exposed Junction wires unprotected fastest response
ThermocoupleWashers couple built into washer convenient mounting
Metal Standard U.S. ΩΩ/Double Seebeck Wire Error in °C NIST SpecifiedColor Code Foot@ 20° C Coefficient Material Range†
Type + - + - 20 AWG S(µV/°C)@T(°C) Range Standard Special (°C)
B Platinum- Platinum- Gray Red 0.22 5.96 600 870 to 1700 ± 0.5% ± 0.25% 0 to 182030% Rhodium 6% Rhodium
E Nickel- Constantan Violet Red 0.71 58.67 0 0 to 900 ± 1.7 or ± 0.5% ± 1 or ± 0.4% –270 to 100010% Chromium
J Iron Constantan White Red 0.36 50.38 0 0 to 750 ± 2.2 or ± 0.75% ± 1.1 or ± 0.4% –210 to 1200
K Nickel- Nickel Yellow Red 0.59 39.45 0 0 to 1250 ± 2.2 or ± 0.75% ± 1.1 or ± 0.4% –270 to 137210% Chromium
N Nicrosil Nisil Orange Red 0.78 25.93 0 0 to 1250 ± 2.2 or ± 0.75% ± 1.1 or ± 0.4% –270 to 1300
R Platinum- Platinum Black Red 0.19 11.36 600 0 to 1450 ± 1.5 or ± 0.25% ± 0.6 or ± 0.1% -50 to 176813% Rhodium
S Platinum- Platinum Black Red 0.19 10.21 600 0 to 1450 ± 1.5 or ± 0.25% ± 0.6 or ± 0.1% -50 to 176810% Rhodium
T Copper Constantan Blue Red 0.30 38.75 0 0 to 350 ± 1 or ± 0.75% ± 0.5 or ± 0.4% -270 to 400
†Material range is for 8 AWG wire and decreases with decreasing wire size.

31
1. Charles Herzfeld, F.G. Brickwedde:Temperature - Its Measurement
and Control in Science and
Industry, Vol. 3, Part 1, Reinhold,New York, 1962.
2. Robert P. Benedict: Fundamentals
of Temperature, Pressure and
Flow Measurements, John Wiley &Sons, Inc., New York, 1969.
3. Manual on the Use of
Thermocouples in Temperature
Measurement, Fourth Edition,Revision of ASTM SpecialPublication 470B, Philadelphia, PA.,1993.
4. Temperature-Electromotive Force
Reference Functions and Tables
for the Letter-Designated
Thermocouple Types Based on the
ITS-90, NIST Monograph 175,National Institute of Standards andTechnology, Washington, D.C., 1993
5. H. Dean Baker, E.A. Ryder, N.H.Baker: Temperature Measurement
in Engineering, Omega Press,Division of Omega Engineering Inc.
6. Temperature Measurement
Handbook 1983, OmegaEngineering, Stamford,Connecticut, 06907.
7. R.L. Anderson: Accuracy of Small
Diameter Sheathed Thermocouples
for the Core Flow Test Loop, OakRidge National Laboratories,ORNL-5401, (available fromNational Information Service),April, 1979.
8. R.P. Reed: Branched Thermocouple
Circuits in Underground Coal
Gasification Experiments,Proceedings of the 22nd ISAInternational InstrumentationSymposium, Instrument Society ofAmerica, 1976.
9. R.J. Moffat: The Gradient
Approach to Thermocouple
Circuitry, from Temperature - Its
Measurement and Control in
Science and Industry, Reinhold,New York, 1962.
10.R.P. Reed: A Diagnostics-oriented
System for Thermocouple
Thermometry, Proceedings of 24thISA International InstrumentationSymposium, Instrument Society ofAmerica, 1978.
11.Harry R. Norton: Handbook of
Transducers for Electronic
Measuring Systems, Prentice-Hall,Englewood Cliffs, New Jersey.
12.C.H. Meyers: Coiled Filament
Resistance Thermometers, NBSJournal of Research, Vol. 9, 1932.
13.Bulletin 9612, Rev. B: Platinum
Resistance Temperature Sensors,Rosemount Engineering Co., 1962.
14.Burley, Powell, Burns, & Scroger:The Nicrosil vs. Nisil
Thermocouple: Properties and
Thermoelectric Reference Data,NBS Monograph 161, U.S. Dept. ofCommerce, Washington, D.C., 1978.
15.J.P. Tavener: Platinum Resistance
Temperature Detectors - State of
the Art, Measurements & Control,Measurements & Data Corporation,Pittsburgh, PA., April 1974.
16.J.P. Evans and G.W. Burns: A Study
of Stability of High Temperature
Platinum Resistance
Thermometers, in Temperature -
Its Measurement and Control on
Science and Industry, Reinhold,New York, 1962.
17.D.D. Pollock: The Theory and
Properties of Thermocouple
Elements, ASTM STP 492, OmegaPress, Ithaca, New York, 1979.
18.YSI Precision Thermistors, YellowSprings Instruments, Inc., YellowSprings, Ohio, 1977.
19.R.P. Reed: Thermoelectric
Thermometry. A Functional
Model, from Temperature - Its
Measurement and Control in
Science and Industry, Vol. 5,American Institute of Physics, N.Y.1982.
Bibliography

Product specifications and descriptions in this document subject to change without notice.Copyright © 1997, 2000 Agilent Technologies Printed in U.S.A. 8/005965-7822E
Agilent Technologies' Test and MeasurementSupport, Services, and AssistanceAgilent Technologies aims to maximize the value you receive, while minimizing your risk and problems. We strive to ensure that you get thetest and measurement capabilities you paid forand obtain the support you need. Our extensivesupport resources and services can help you choose the right Agilent products for yourapplications and apply them successfully. Everyinstrument and system we sell has a global war-ranty. Support is available for at least five yearsbeyond the production life of the product. Twoconcepts underlie Agilent's overall support policy: "Our Promise" and "Your Advantage."
Our PromiseOur Promise means your Agilent test and measurement equipment will meet its advertisedperformance and functionality. When you arechoosing new equipment, we will help you withproduct information, including realistic perform-ance specifications and practical recommenda-tions from experienced test engineers. When you use Agilent equipment, we can verify that itworks properly, help with product operation, andprovide basic measurement assistance for the useof specified capabilities, at no extra cost uponrequest. Many self-help tools are available.
Your AdvantageYour Advantage means that Agilent offers a widerange of additional expert test and measurementservices, which you can purchase according toyour unique technical and business needs. Solveproblems efficiently and gain a competitive edgeby contracting with us for calibration, extra-costupgrades, out-of-warranty repairs, and on-siteeducation and training, as well as design, systemintegration, project management, and other professional engineering services. ExperiencedAgilent engineers and technicians worldwide canhelp you maximize your productivity, optimize thereturn on investment of your Agilent instrumentsand systems, and obtain dependable measurementaccuracy for the life of those products.
For More Assistance with Your Test & Measurement Needs go towww.agilent.com/find/assist
Or contact the test and measurement experts at Agilent Technologies (During normal business hours)
United States:(tel) 1 800 452 4844
Canada:(tel) 1 877 894 4414(fax) (905) 206 4120
Europe:(tel) (31 20) 547 2323(fax) (31 20) 547 2390
Japan:(tel) (81) 426 56 7832(fax) (81) 426 56 7840
Latin America:(tel) (305) 267 4245(fax) (305) 267 4286
Australia:(tel) 1 800 629 485 (fax) (61 3) 9272 0749
New Zealand:(tel) 0 800 738 378 (fax) 64 4 495 8950
Asia Pacific:(tel) (852) 3197 7777(fax) (852) 2506 9284