Powder Metallurgy
41
POWDER METALLURGY JO / VJCET
Transcript of Powder Metallurgy

POWDER METALLURGY
JO / VJCET
Powder Metallurgy is a method of manufacturing reliable ferrous and non-ferrous parts from respective metal powders. Powdered metals used are brass, bronze, stainless steel, and iron.

Metal powder production
1. Chemical methods
2. Physical methods
3. Mechanical methods

Chemical methods
1. Chemical Reduction: (a) from the solid state – as in the reduction of iron
oxide with carbon or of tungsten oxide with hydrogen.
(b) from the gaseous state as in the reduction of titanium tetrachloride vapour with molten magnesium
(c) from the aqueous solution as in the precipitation of cement copper from copper sulphate solution with iron

2. Chemical Decomposition of Compounds
1. Decomposition of metal hydrides
Hydriding – Milling - Dehydriding
2. Decomposition of metal carbonyls
Heating carbonyl vapours at atm. Pr.
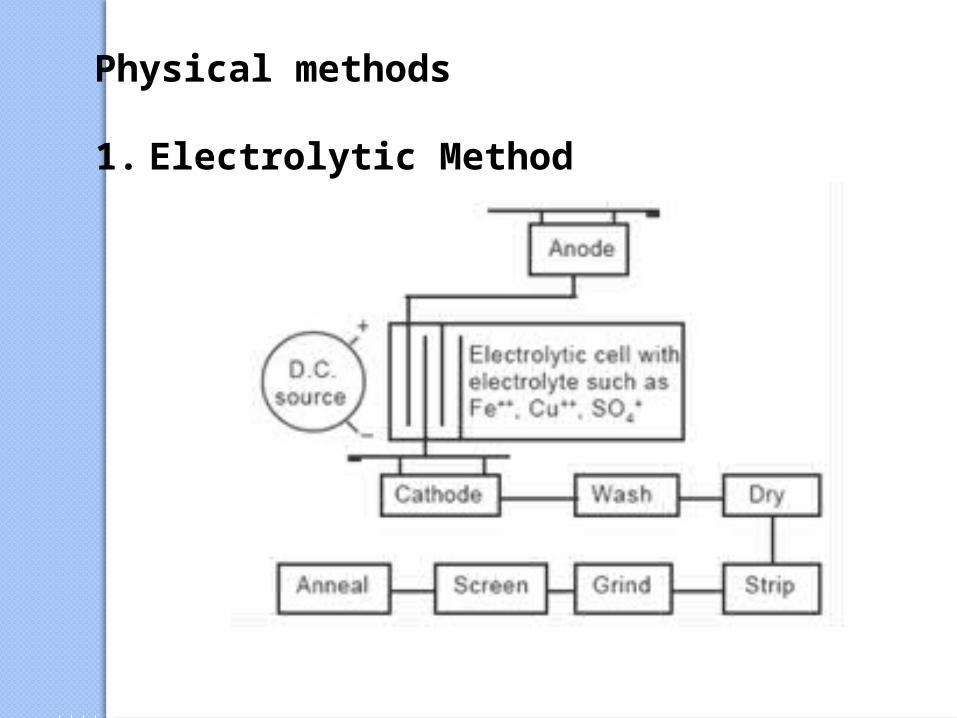
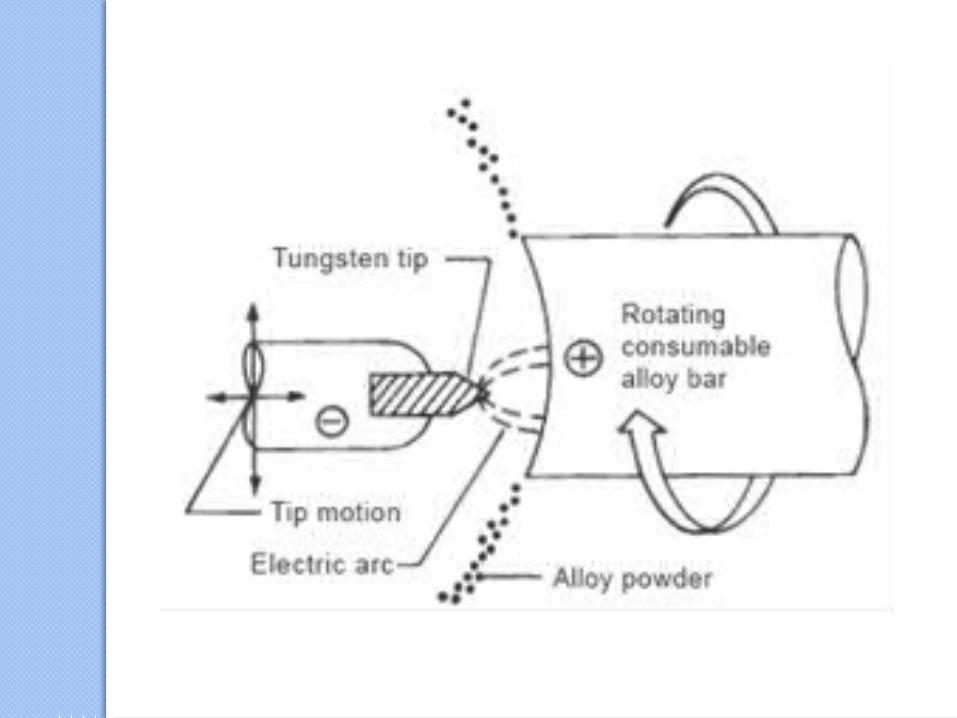
Physical methods
1. Electrolytic Method

2. Atomization


Mechanical methods
Metal Powder Characteristics
• Surface Area
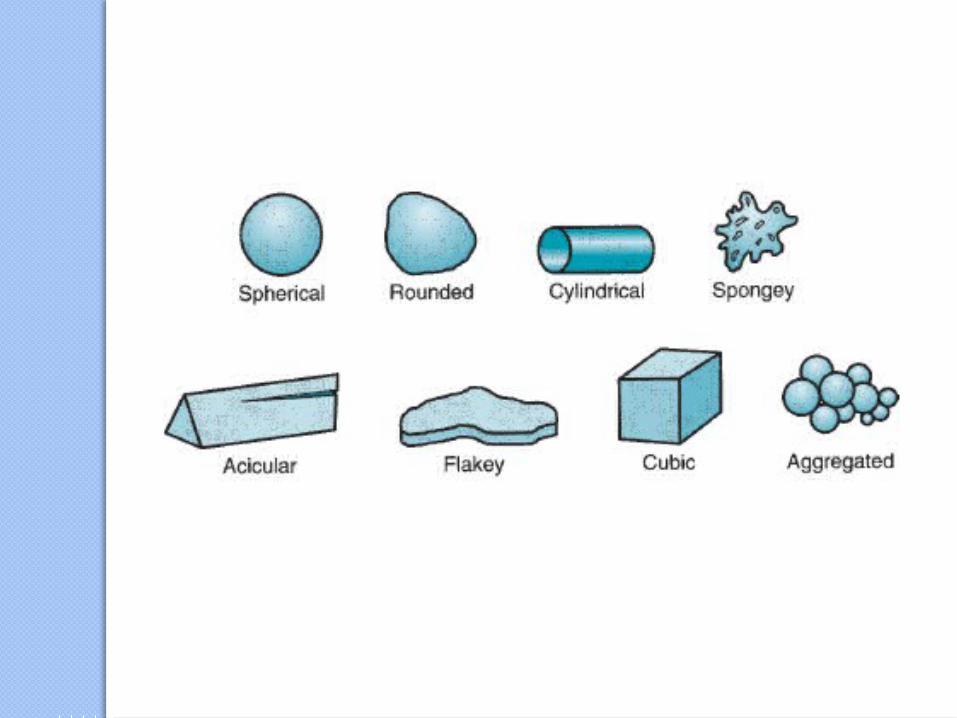
• Particle shape and internal structure
• True , Apparent Tap density
• Green Density
• Flow Rate
• Green Strength
• Green Spring
• Compressibility & Compression Ratio

Blending

The different additives added during mixing include • Lubricants, such as stearates of zinc and
aluminum, in small amounts to reduce friction between particles and at the die wall during compaction• Binders, which are required in some cases to
achieve adequate strength in the pressed but unsintered parts • Deflocculants, which inhibit agglomeration of
powders for better flow characteristics during subsequent processing.
Compaction
• to consolidate the powder into desired shape
• to impart the desired final dimensions with due consideration to any dimensional changes resulting from sintering.
• to impart the desired level and type of porosity.
• to impart strength for subsequent handling.

Die Compaction

Isostatic Pressing
Advantages of isostatic pressing
• Uniform density of compacted bodies
• High green strength
• Reduction in internal stresses
• Can be used for complex shapes
Limitations of isostatic pressing
• Dimensional control of the green compacts is less precise than in rigid die pressing.
• The surfaces of isostatically pressed compacts are less smooth.
• In general the rate of production in isostatic pressing is considerably lower.
• The flexible moulds used in isostatic pressing have shorter lives than rigid steel or carbide dies.
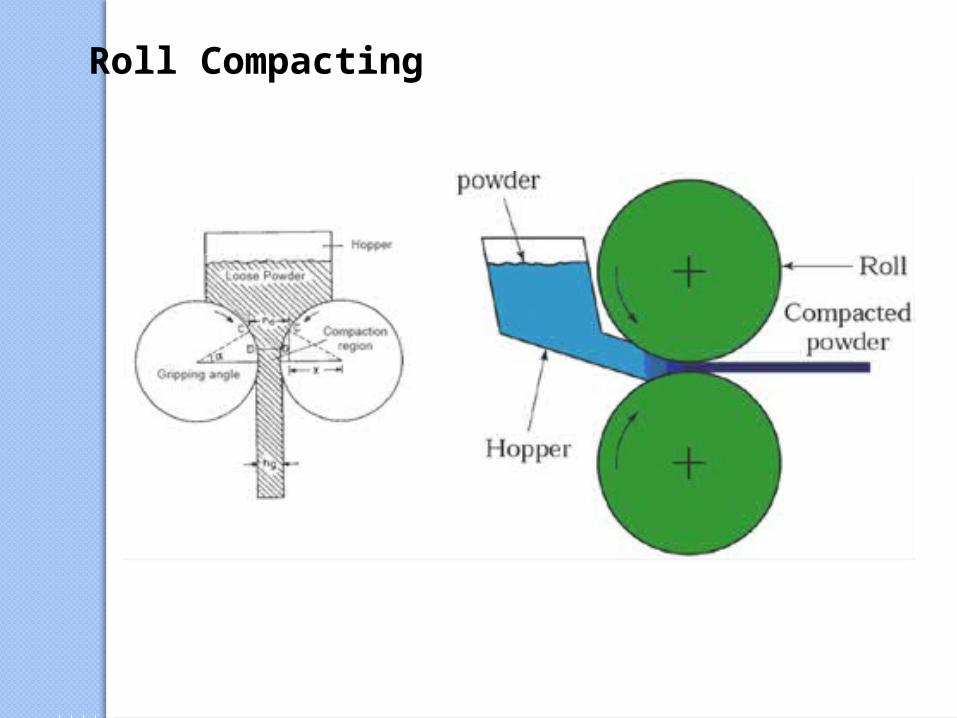
Roll Compacting
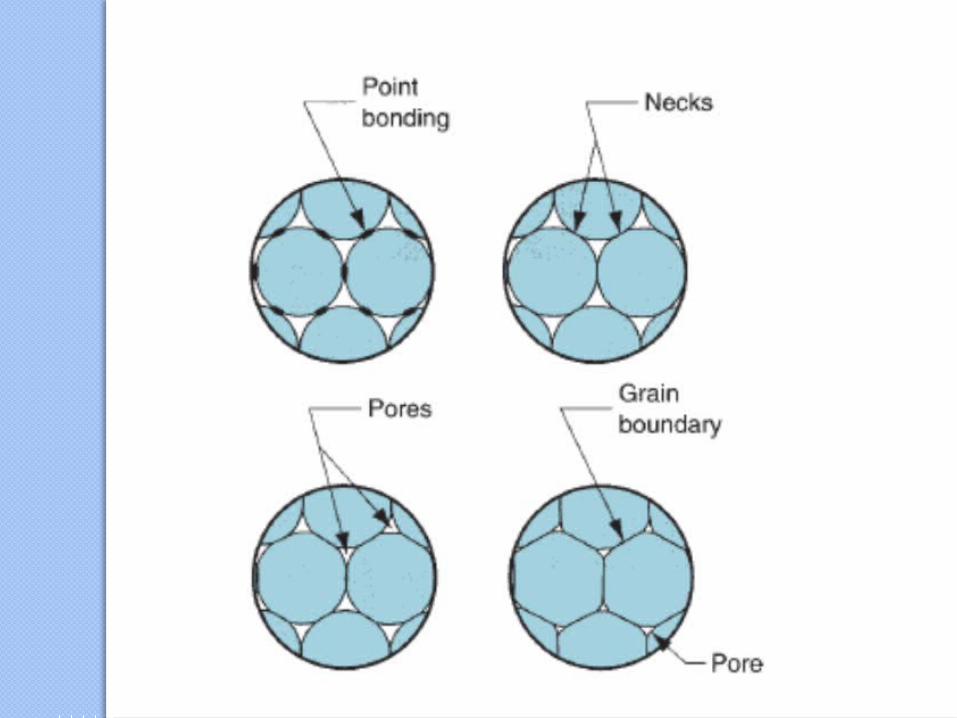
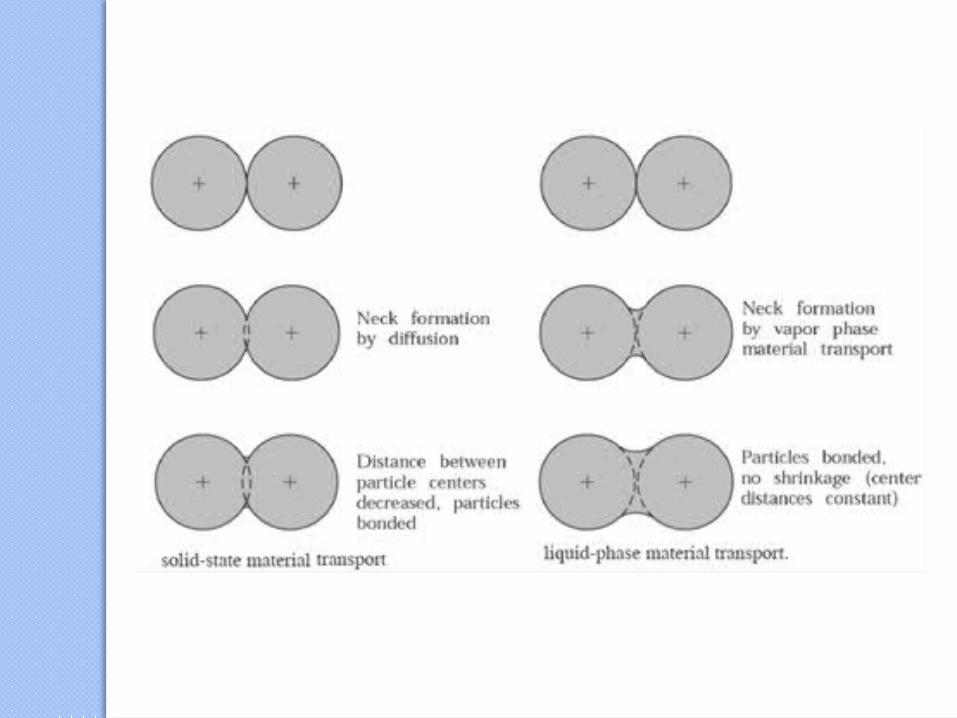
Sintering
Various stages of sintering are :
(1) Initial bonding among particles
(2) Neck growth
(3) Pore channel closure
(4) Pore rounding
(5) Densification or pore shrinkage
(6) Pore coarsening
• Liquid Phase sintering
• Activated sintering
• Loose sintering
Sintering Atmosphere
• Protection against oxidation and re-oxidation of the sintered metal powders. • By reducing the oxides the atmosphere may create highly mobile metal atoms. • Gas atoms entering the sintering compact via interconnected pores get trapped in closed pores, thus hindering their shrinkage. • Gas atoms of the sintering atmosphere may also diffuse into the metal. At times these atoms might also alloy with the metal.

Sintering Atmospheres used
• Hydrogen
• Reformed hydrocarbon gases
• Nitrogen and Nitrogen based atmospheres
• Dissociated Ammonia
• Argon and Helium
• Vacuum
Presintering
• The compact is heated to a temperature well below the final sintering temperature. Then it will gain strength to be handled and machined without any difficulty.
• It is preferred when the component manufactured requires some final machining like drilling. We presenter the compact, do the necessary machining and then go for sintering.
• In addition, presintering removes lubricants and binders added to the powders during the blending operation.

Hot Pressing

Finishing Operations
• Machining
• Heat treatment of parts
• Surface treatments
• Impregnation

• Turning and Boring
• Drilling
• Tapping
• Milling
• Burnishing
• Grinding, Honing and Lapping
Machining

Difficulties associated with machining powder metallurgy components
• Pores create stress concentration.• The temperature at the tool end causes oxidation of the pore surface.• The surface porosity enhances tool vibration, which leads to fatigue.• Pores may be closed by smearing of the metal surface.• Cutting fluids may cause difficulties by entering the parts.• Parts may become charged with abrasives when ground; honed or lapped.

Heat Treatment of Parts
• Carburising
• Carbonitriding
• Nitriding
• Age hardening or precipitation hardening

Surface Treatments
• Barrel finishing
• Coating
• Anodizing
• Steam treatment

Impregnation
• Oil impregnationVacuum impregnation Soaking or boiling.
• Plastic impregnation

Infiltration

Advantages of powder metallurgy
• Parts can be produced from high melting point refractory metals with less difficulty and at less cost.
• If automated, production rates are high even for complex parts.
• The dimensional tolerances on components are mostly such that no further machining is needed.
• Parts can be made from a great variety of compositions.

• Impregnation and infiltration of other materials provide special characteristics needed for specific applications.
• Skilled machinists are not needed, so labour cost is low
• Parts with controlled porosity can be produced
• Bi-metallic products, sintered carbides and porous bearings can be produced only by this process.

Limitations of powder metallurgy
• High cost of metal powders compared to the cost of raw material used for casting or forging a component.• Some metal powders are difficult to store without some deterioration.
• High cost of tooling and equipment.
• Large or complex shaped parts are difficult to produce.
• Parts have lower ductility and strength than those produced by forging.

• Uniformly high – density products are difficult to produce.
• Some powders (such as aluminum, magnesium, titanium and zirconium) in a finally divided state present fire hazard and risk of explosion.
• Low melting point metal powders (such as of zinc, tin, cadmium) give thermal difficulties during sintering operation, as most oxides of these metals cannot be reduced at temperatures below the melting point.

Applications of powder metallurgy
• Filters
• Cutting Tools and Dies
• Machinery Parts
• Bearing and Bushes
• Magnets
• Electrical Parts