Pneumatic Bar Feeding 3 Cylinders 2013 Final
85
PNEUMATIC CONTROLLED BAR FEEDING MECHANISM Submitted in the partial fulfillment of the requirement for the award of “DIPLOMA IN MECHANICAL ENGINEERING ” SUBMITTED BY: 1. G.K. MANIGANDAN 4. J. DHANAJEYAN 2. B. KARTHIKEYAN 5. D. DURAIVEL 3. P. BALASUBRAMANI 6. L. PRABHU Under guidance of Mr. V.K. RAJENDRAN,M.E. APRIL 2010. DEPARTMENT OF MECHANICAL ENGINEERING
-
Upload
selva-ganapathy -
Category
Documents
-
view
130 -
download
4
Transcript of Pneumatic Bar Feeding 3 Cylinders 2013 Final

PNEUMATIC CONTROLLED BAR FEEDING MECHANISM
Submitted in the partial fulfillment of the requirement for the award of
“DIPLOMA IN MECHANICAL ENGINEERING ”
SUBMITTED BY:
1. G.K. MANIGANDAN 4. J. DHANAJEYAN 2. B. KARTHIKEYAN 5. D. DURAIVEL 3. P. BALASUBRAMANI 6. L. PRABHU
Under guidance of
Mr. V.K. RAJENDRAN,M.E.
APRIL 2010.
DEPARTMENT OF MECHANICAL ENGINEERING
A M K TECHNOLOGICAL POLYTECHNIC COLLEGECHEM BARAMBAKKAM, CHENNAI – 602 103

A M K TECHNOLOGICAL POLYTECHNIC COLLEGECHEM BARAMBAKKAM, CHENNAI – 602 103
BONAFIDE CERTIFICATE
This is to certify that this Project work on
“PNEUMATIC CONTROLLED BAR FEEDING MECHANISM”
submitted by …………………… ……………. Reg. No. ……………
in partial fulfillment for the award of
DIPLOMA IN MECHANICAL ENGINEERING
This is the bonafide record of work carried out by him under our supervision
during the year 2012
Submitted for the Viva-voce exam held on ……………..
HEAD OF THE DEPARTMENT PROJECT GUIDE
INTERNAL EXAMINER EXTERNAL EXAMINER

ACKNOWLEDGEMENT

ACKNOWLEDGEMENT
At the outset, we would like to emphasize our sincere thanks to the
Principal Mr. A. VIJAY KISHORE ,MSc., M TECH, MISTE.,
encouragement and valuable advice.
we thank our Esquired Head of Department Mr R. RAJKUMAR,
A.M.I.E, M.E. Phd, for presenting his felicitations on us.
We are grateful on our Entourages Mr. . R RAJKUMAR, A.M.I.E,
M.E,Phd., for guiding in various aspects of the project making it a grand
success.
We also owe our sincere thanks to all staff members of the Mechanical
Engineering Department.
Ultimately, we extend our thanks to all who had rendered their co-
operation for the success of the project.

CONTENTS

TABLE OF CONTENTS
CHAPTER TITLE PAGE NOACKNOWLEDGEMENT
ABSTRACT
LIST OF TABLES
LIST OF FIGURES
NOMENCLATURE
Iiiivviiviiiix
1INTRODUCTION
1.1 OBJECTIVES AND SCOPE
1
2 LITERATURE SURVEY 2
3 BAR REEDING MACHANISM
3.1 BAR FEEDING MECHANISM
3.2 WORKING PRINCIPLE
3.3 CONSTRUCTION
3.3.1. BASE
3.3.2. MOVABLE V – BLOCK
3.3.3. FIXED V – BLOCK
3.3.4. GUIDE ROD
44
44455
4. CYLINDER
4.1 CYLINDER
4.2 TYPES OF CYLINDERS
4.2.1. SINGLE CYLINDER PUMP
4.2.2. DOUBLE CYLINDER PUMP
6666677

4.2.3. TRIPLE CYLINDER PUMP
4.2.4. DUPLEX DOUBLE ACTING PUMP
4.2.5. QUINTUPLEX PUMP
7
CHAPTER TITLE PAGE NO4.3 SINGLE – ACTING CYLINDER
4.4 DOUBLE – ACTING CYLINDER
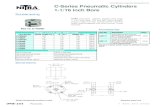
4.5. SPECIFICATION
5. HAND OPERATING VALVE
5.1 HAND OPERATING VALVE
5.2 TYPES OF HAND OPERATING VALVE
6. POWER HACKSAW MACHINE
6.1. POWER HACKSAW MACHINE
6.1.1. TYPES OF POWER HACKSAW MACHINE
6.1.2. SPECIFICATION OF MACHINE
6.1.3. SPECIFICATION OF MOTOR
7. TEAM SPLIT
8. COST ESTIMATION
9. CONCLUSION
APPENDIX 1 : Base Plate (M.S)
APPENDIX 2: R.H.V- Block (M.S)
APPENDIX 3: Moving V- Block (M.S)
APPENDIX 4 : L.H. V – Block
APPENDIX 5 : Cylinder MTG bracket (M.S. WELD)
APPENDIX 6 : Guide Bush & Guide Rod
APPENDIX 7 : Stopper Screw & Nut
APPENDIX 8 : Stopper Plate
APPENDIX 9 : Isometric view
APPENDIX 10 : Photographic view
REFERENCE

LIST OF TABLES
TABLE LABLE PAGE NO
4.1 Specification of Cylinder
6.1 Machine Specification
6.2 Motor Specification
8.1 Cost Estimation
LIST OF FIGURES
TABLE LABLE PAGE NO
4.1 Single Acting Cylinder
4.2 Double Acting Cylinder
5.1 Hand Operating Valve
6.1 Power Hacksaw Machine
A-1 Base Plate (M.S)
A-2 R.H.V. Block (M.S)
A-3 Moving V- Block (M.S)
A-4 L.H.V – Block (M.S)
A-5 Cylinder MTG bracket (MS WELD)
A-6 Guide Bush & Guide Rod
A-7 Stopper Screw & Nut
A-8 Stopper Plate
A-9 Isometric View
A-10 Photographic View

NOMENCLATURE
NOTATIONS UNITS DESCRIPTION
D mm Diameter of the Cylinder
A M2 Cross sectional area of the Cylinder
R mm Radius of crank
N rpm Speed of Crank
L mm Length of Stroke
Hs mm Height of centre of the cylinder above the
liquid surface, m
Hd mm Height of which the liquid is raised above
the centre of the cylinder m
V m3 Volume of liquid sucked during suction
stroke
P kw Power required to drive the pump

CHAPTER – 1
INTRODUCTION
1.1 OBJECTIVE AND SCOPE :
The automatic bar feeding mechanism in the hacksaw machine. The bar is
feed on the machine. When the machine is switched – ON. A bar is
automatically feed in the machine in ensure uniform length. When a number of
pieces of same length are to be cut in this machine. The power operated
hacksaws use on electric motor precutting metals by providing reciprocating
motion to the through on eccentric. For this mechanical construction. We
purchased components and after suitable modification and machining some
parts. We have assembled them in addition to this we have provided some
additional features in our machine as part of our project work. They are as
follows a coolant pump coupled with main shaft which automatically supplies
coolant whenever the machine is switched on a bar stops attachment to ensure
uniformity in length when a number of pieces of same length are to be cut.

CHAPTER 2
LITERATURE SURVEY
Literature survey is the documentation of a comprehensive review of the
published and unpublished work from secondary sources data in the areas of
specific interest to the researcher.
The Library is a rich storage base for secondary data and researchers used
to spend several weeks and sometimes months going through books, journals,
newspapers, magazines, conference proceedings, doctoral dissertations,
master’s these, government publications and financial reports to find
information on their research topic.
With computerized database now readily available and accessible the
literature search is much speedier and easier and can be done without entering
the Portals of a library building.
The researcher could start the literature survey even as the information
from the unstructured and structured interviews is being gathered.
Reviewing the literature on the topic area at this time helps the researcher
to focus further interviews more meaningfully on certain aspects found to be
important is the published studies even if these had not surfaced during the
earlier questioning.

So the literature survey is important for gathering the secondary data for
the research which might be proved very helpful in the research.
The literature survey can be conducted for several reasons. The literature
review can be in any area of the business.
The purpose of the literature survey is to identify information relevant to
freshwater and pollutant discharges from the Rio Grande and Arroya Colorado
and the potential and known impacts of these discharges within the project area,
identify those areas where there is an absence or paucity of data, and make
recommendations for future studies and planning efforts.

CHAPTER – 3
BAR FEEDING MECHANISM
3.1. BAR FEEDING MECHANISM
Material feed and placement mechanisms for a steel cutting machine
result in a power saving and accurate clamping device. A work piece is moved
into cutting position and clamped in place by the feed mechanism. After being
cut by the cutting machine, the cut piece is slowly laid down by the placement
mechanism. Not only can noise and vibration be eliminated, but also the safety
of workers is improved, and machine life is extended.
3.2. WORKING PRINCIPLE
When the hand operated lever is moved into forward position, then
clamping cylinder 1 and 2 was released the clamping position and meanwhile
feeding cylinder was moved backward. The lever moved into backward position
then clamping cylinder hold the rod and after few second later feeding cylinder
moves toward the forward. By using the stopper screw, we can adjust the length
of the rod. So we can cut the rod by using power hacksaw machine.
3.3 CONSTRUCTION
We are detail discuss about the construction of bar feeding
mechanism as given below.
3.3.1. BASE

It is made up of mild steel. It is used to fix all other components.
3.3.2. MOVEABLE V - BLOCK
After release the clamping cylinder 1 &2, then feeding cylinder moves
the backward position along with them movable V- block . It is made up of mild
steel.
3.3.3. FIXED V- BLOCK
There are two fixed V- Block in bar feeder. One is fixed on left
side and another one is on right side. Both the block support the work piece. It is
made up of mild steel.
3.3.4. GUIDE ROD :
It is used to guide the movable V-Block. It is made up of mild steel
with good surface finishing.


CHAPTER – 4
INTRODUCTION TO PNEUMATIC SYSTEM

INTRODUCTION TO PNEUMATICS
In engineering field may Machines make use of a fluid or compressed air to
develop a force to move or hold an object
A system which is operated by compressed air is known as Pneumatic
System. It is most widely used the work Piece turning drilling sawing etc.
By the use of Pneumatic System the risk of explosion on fire with compressed
air is minimum high working speed and simple in construction.

PNEUMATIC COMPONENTS
In engineering field, many machines make use of fluid for developing a
force to move or hold an object. A number of fluid can be used in devices
and system. Two commonly used fluids are oil and compressed air. A
system which is operated by compressed air. A system which is operated by
compressed air is know as pneumatic system.
AIR COMPRESSOR
Compressor is a device which gets air fro the atmosphere and compresses
it for increasing the pressure of air. Thus the compressed air. Thus the
compressed air used for many application.
The compression process requires work in put. Hence a compressor is
driven by a prime mover. Generally an electric motor is used as prime
mover. The compressed air from compressor is stored in vessel called
reservoir. Fro reservoir it be conveyed to the desired place through pipe
lines.

2. FLTER
In pneumatic system, an air filter is used to remove all foreign matter. An
air filter dry clean air to flow without resistance various materials are used for
the filter element. The air may be passed thorugh a piece metal, a pours stone
felt resin impregnated paper. In some filters centrifugal action or cyclone action
is used to remove foreign matters.
3. PRESSURE REGULATOR
Constant pressure level is required for the trouble free operation of a
pneumatic control., A pressure regulator is fitted downstream of the
compressed air filter. It provides a constant set pressure at the outlet of the
outlet of the regulator. The pressure regulator is also called as pressure
reducing valve or pressure regulating valve.
4. LUBRICATOR
The purpose of an air lubricator is to provide the pneumatic components
with sufficient lubricant. These lubricants must reduce the wear of the moving
parts reduce frictional forces and protect the equipment from corrosion.
Care should be taken to ensure that sufficient lubrication is provided. But
excessive lubrication should be avoided.
.
5. FLR Package (or) FRL Package
The air service unit is a combination of following units.

1. Compressed air filter
2. Compressed air regulator
3. Compressed air lubricator
Air Filter, regulator and lubricator are connected together with close
nipples as one package. This unit is know as FLR (Filter, regulator, lubricator.)
6. PRESSURE CONTROL VALVE :
Each hydraulic system is used to operate in a certain pressure range.
Higher pressure causes damage of components. To avoid this pressure control
valves are fitted in the circuits.
7. Direction control valve :
Directional control valves are used to control the direction of flow. The
design principle is a major factor with regard to service life actuating force
switching times etc.
8. Piston and Cylinder
single acting pneumatic cylinder;

PNEUMATIC CITCUIT SYMBOL FOR SINGLE ACTING PNEUMATIC CYLINDER;
Pneumatic cylinders (sometimes known as air cylinders) are mechanical devices
which produce force, often in combination with movement, and are powered by
compressed gas (typically air).
To perform their function, pneumatic cylinders impart a force by converting the
potential energy of compressed gas into kinetic energy. This is achieved by the

compressed gas being able to expand, without external energy input, which itself
occurs due to the pressure gradient established by the compressed gas being at a
greater pressure than the atmospheric pressure. This air expansion forces a piston to
move in the desired direction. The piston is a disc or cylinder, and the piston rod
transfers the force it develops to the object to be moved.
When selecting a pneumatic cylinder, you must pay attention to:
how far the piston extends when activated, known as "stroke"
surface area of the piston face, known as "bore size"
action type
pressure rating, such as "50 PSI"
type of connection to each port, such as "1/4" NPT"
must be rated for compressed air use
mounting method

Types
Although pneumatic cylinders will vary in appearance, size and function, they
generally fall into one of the specific categories shown below. However there
are also numerous other types of pneumatic cylinder available, many of which
are designed to fulfill specific and specialised functions.
Single acting cylinders
Single acting cylinders (SAC) use the pressure imparted by compressed air to
create a driving force in one direction (usually out), and a spring to return to the
"home" position
Double acting cylinders
Double Acting Cylinders (DAC) use the force of air to move in both extend and
retract strokes. They have two ports to allow air in, one for outstroke and one for
instroke.
Other types
Although SACs and DACs are the most common types of pneumatic cylinder,
the following types are not particularly rare:

Rotary air cylinders: actuators that use air to impart a rotary motion
Rodless air cylinders: These have no piston rod. They are actuators that
use a mechanical or magnetic coupling to impart force, typically to a
table or other body that moves along the length of the cylinder body, but
does not extend beyond it.
Sizes
Air cylinders are available in a variety of sizes and can typically range from a
small 2.5 mm air cylinder, which might be used for picking up a small transistor
or other electronic component, to 400 mm diameter air cylinders which would
impart enough force to lift a car. Some pneumatic cylinders reach 1000 mm in
diameter, and are used in place of hydraulic cylinders for special circumstances
where leaking hydraulic oil could impose an extreme hazard.
Pressure, radius, area and force relationships
Although the diameter of the piston and the force exerted by a cylinder are
related, they are not directly proportional to one another. Additionally, the typical
mathematical relationship between the two assumes that the air supply does not
become saturated. Due to the effective cross sectional area reduced by the area of
the piston rod, the instroke force is less than the outstroke force when both are
powered pneumatically and by same supply of compressed gas.
The relationship, between force on outstroke, pressure and radius, is as follows:
This is derived from the relationship, between force, pressure and effective
cross-sectional area, which is:
F = p A\,

With the same symbolic notation of variables as above, but also A represents the
effective cross sectional area.
On instroke, the same relationship between force exerted, pressure and effective
cross sectional area applies as discussed above for outstroke. However, since
the cross sectional area is less than the piston area the relationship between
force, pressure and radius is different. The calculation isn't more complicated
though, since the effective cross sectional area is merely that of the piston less
that of the piston rod.
For instroke, therefore, the relationship between force exerted, pressure, radius
of the piston, and radius of the piston rod, is as follows:
Where:
F represents the force exerted
r1 represents the radius of the piston
r2 represents the radius of the piston rod
π is pi, approximately equal to 3.14159.
VALVE CONNECTORS;

POLYURETHANE TUBE ; shortly say PUN tube;

Manual operations involving heavy lifting. Pushing or pulling motions
can be firing for the operations and can induce a monotony which results in
lowered production. Cylinders have been designed to carry out these
movements with a pre – determined force and stroke and can be fitted to
synchronize with operation cycles of many machines it is worth wile to
examine the existing plan and methods of movement and to consider the
numberous mechanical applications which the range of pneumatic cylinders
make possible. Quality is to keynote of air cylinder. Engineer them into you
production setup to get the last ounce of power, speed and efficiency to save
time, space and money.
Piston is cylinder part which moves in a cylinder have corresponding hole
on it. To make the strokes effective there is no gap between them or with a very
tiny gap, part of the micron. The cylinder and its piston have a glazing surface
where there is a contact between them for easy motion of piston and avoiding
wear and tear of both. The outer side of the cylinder have mountings consists
of plate and studs attached with it. But the of these mountings, the cylinder and
piston assembly can fitted on any place of the piston have threads on it for
fastening theother parts (or) accessories according the operating performed and
the application required. We can fit holding devices, Clamping materials or
other metal cutting and forming ports with which can be movable with the
piston.
Pneumatics are used practically in every industry for a wide variety of
manufacturing process, pneumatics equipments are used for multiple reasons.

The best reason is that it is air powered ordinary air turns out to be very
excellent as a fluid power components.
Solenoid Valve :
In order to automate the air flow in our system we have to provide an
electrically controlled valves. Electrical devices can provide more effective
control, less expensive interlocks having many additional safety features and
simplified automatic sequencing when a machine must operate in a hazardous
area, remote actuation is a desirable. The operator can provide satisfactory
control though electrical devices from a remote point with in a safe area, uding
a semi automatic system and these electrical flow control devices are also in use
in full automation by providing proper action signals.
Push and pull actuation can be priced b solenoids. These movements are
used to open and close the pop pet type valves. These actuations are done
according to the signals given to the solenoid coil when the decided by the
program. The outlet of solenoiud coil when the decided by the program,. The
outlet of solenoid valve is connected to a spray gun, which is going to spray the
paint.
SOLENOID OPERATED VALVES:

Solenoid valves are electromechanical devices like relays and contractors.
A solenoid valve is used to obtain mechanical movement in machinery by
utilizing fluid or air pressure. The fluid or air pressure is applied to the cylinder
piston through a valve operated by a cylindrical electrical coil. The electrical
coil along with its frame and plunger is known as the solenoid and the assembly
of solenoid and mechanical valve is known as solenoid valve. The solenoid
valve is thus another important electromechanical device used in control of
machines. Solenoid valves are of two types,
1. Single solenoid spring return operating valve,(5/2)
2. Double solenoid operating valve.
In fig 1 is shown a single solenoid spring return valve in its de-energized
condition. The symbol for the solenoid and the return are also shown. The
solenoid valve is shown connected to the cylinder to help readers understand
the solenoid valve action. In the de energized condition, the plunger and the
valve spool position as shown in figure 1.


In this position of spool, port P is connected to port A and port B is connected to
tank or exhaust (i.e. atmosphere) if air is used. Spring pressure (S) keeps the
spool in this condition as long as the coil is de energized. Fluid pressure from
port P through port A is applied to the left side of the cylinder piston. Thus the
cylinder piston moves in the right direction. Now
5/2 WAY VALVE

when the solenoid coil is energized, plunger is attracted and it pushes the spool
against spring pressure.
The new position of plunger and spool are shown in fig 2.
In this position of spool, port A gets connected to tank and port P gets
connected to port B. Thus pressure is applied to the cylinder piston from right
and moves the piston rod to the left. At the same time fluid in the other side is
drained out to the tank. When the solenoid coil is again de energized, the spring
(S) will move the spool to its original position as shown in figure 1. Thus,
normally when the solenoid coil is de energized the piston rod remains
extended.


PNEUMATIC CIRCUIT DIAGRAM

PNEUMATICFITTING

PNEUMATIC FITTINGS:
There are no nuts to tighten the tube to the fittings as in the conventional
type of metallic fittings. The tube is connected to the fitting by a simple push
ensuring leak proof connection and can be released by pressing the cap and does
not require any special tooling like spanner to connect (or) disconnect the tube
from the fitting.
SPECIFICATION OF THE FITTING:

Body Material - Plastic
Collect/Thread Nipple - Brass
Seal - Nitrate Rubber
Fluid Used - Air
Max. Operating Pressure - 7 Bar
Tolerance on OD of the tubes - 1 mm
Min. Wall thickness of tubes - 1 mm.

FLEXIBLE HOSES:
The Pneumatic hoses, which is used when pneumatic components such as
actuators are subjected to movement. Hose is fabricated in layer of
Elastomer or synthetic rubber, which permits operation at high pressure. The
standard outside diameter of tubing is 1/16 inch. If the hose is subjected to
rubbing, it should be encased in a protective sleeve.

ADVANTAGES AND LIMITATIONS
ADVANTAGES:
The Pneumatic arm is more efficient in the technical field
Quick response is achieved
Simple in constructions
Easy to maintain and repair
Cost of the unit is less when compared to other robotics
No fire hazard problem due to over loading
Comparatively the operation cost is less
The operation of arm is faster because the media to operate is air
Continuous operation is possible without stopping.
LIMITATIONS:
High torque cannot be obtained.

Load Carrying capacity of this unit is not very high (3 – 5 kg/s)
Silencer may be used, to reduce the noise of compressed air
APPLICATION
1) DISCHARGE OF WORKPIECE:
The arm fed has wide application in low cost automation. It can be used
in automated assembly lines to pick-up the finished product from workstation
and place them in the bins. It can also be used to pick-up the raw material and
place them on the conveyor belts and vice versa.
2) JOB CLAMPING:
This unit can also be used in clamping operations in certain areas of mass
productions where clamping and unclamping have to be done at high speeds.
The application of this unit is limited to operations, which involves moderate
clamping forces.

3) TRANSFER OF JOBS BETWEEN WORK STATIONS:
The gripping method used in a low cost automation to move the work
piece from one workstation to another. The combination of an angular rotary
motion is the principle behind this method. The gripper holds the work rigidly.
The to and fro motion is achieved by means of the actuating cylinder.
4) TOOL CHANGING APPLICATION:
When the pneumatic arms are made smaller in size they can be used in
automatic tool changer in CNC turning and drilling machines, by attaching
suitable tool holding device to the rotary cylinder.

CHAPTER – 5
ELECTRICAL CIRCUIT DETAILS

CIRCUIT DETAILS
1. Micro controller system
2. Interface Circuit for Solenoid valves
3. Power supply (230V A.C. to 24vdc V and 5V DC)
4. Key Board Circuit
MICRO CONTROLLER SYSTEM:
This system monitors the engine condition by using PIC 16F870 (28 pin
IC Package) micro controller. The pin details of micro controller are shown in
figure.

The circuit diagram for this micro controller board is shown below,
in no 2&5.The pin no 1 is RESET switch..The INPUTS are connected to
port B .The OUTPUTS are connected to PORT C.6 MHZ crystal is
connected to pin no 9,10.

Keypad interface;
Here seven soft microswitches are soldered in the main board and their
connections are shown below.


POWER SUPPLY 5V DC AND 24V DC;
A 12 –0 -12v step down transformer is used to stepdown 230V AC to
24V AC .This 24V AC supply is converted to 12V DC using four rectifier
diodes. The voltage from the rectifier section is regulated to 12V DC using 7812
IC . From 12V DC the 7805 IC is used for regulating 5V DC for the power
supply of microcontroller.
the power supply circuit is shown in fig.

INTRODUCTION:
All the electronic components starting from diode to Intel IC’s only work
with a DC supply ranging from +5V to +12V. We are utilizing for the same, the
cheapest and commonly available energy source of 230V-50Hz and stepping
down, rectifying, filtering and regulating the voltage.
STEP DOWN TRANSFORMER:
When AC is applied to the primary winding of the power transformer, it
can either be stepped down or stepped up depending on the value of DC needed.
In our circuit the transformer of 230V/15-0-15V is used to perform the step
down operation where a 230V AC appears as 15V AC across the secondary
winding. Apart from stepping down voltages, it gives isolation between the
power source and power supply circuitries.
RECTIFIER UNIT:
In the power supply unit, rectification is normally achieved using a solid
state diode. Diode has the property that will let the electron flow easily in one
direction at proper biasing condition. As AC is applied to the diode, electrons
only flow when the anode and cathode is negative. Reversing the polarity of
voltage will not permit electron flow. A commonly used circuit for supplying
large amounts of DCpower is the bridge rectifier. A bridge rectifier of four
diodes (4 x IN4007) are used to achieve full wave rectification. Two diodes

will conduct during the negative cycle and the other two will conduct during the
positive half cycle, and only one diode conducts. At the same time one of the
other two diodes conducts for the negative voltage that is applied from the
bottom winding due to the forward bias for that diode. In this circuit due to
positive half cycle D1 & D2 will conduct to give 0.8V pulsating DC. The DC
output has a ripple frequency of 100Hz. Since each alteration produces a
resulting output pulse, frequency = 2 x 50 Hz. The output obtained is not a pure
DC and therefore filtration has to be done.
The DC voltage appearing across the output terminals of the bridge
rectifier will be somewhat less than 90% of the applied rms value. Normally
one alteration of the input voltage will reverse the polarities. Opposite ends of
the transformer will therefore always be 180 degree out of phase with each
other. For a positive cycle, two diodes are connected to the positive voltage at
the top winding.
FILTERING CIRCUIT:
Filter circuits which is usually capacitor acting as a surge arrester always
follow the rectifier unit. This capacitor is also called as a decoupling capacitor
or a bypassing capacitor, is used not only to ‘short’ the ripple with frequency of
120Hz to ground but also to leave the frequency of the DC to appear at the
output. A load resistor R1 is connected so that a reference to the ground is
maintained. C1, R1 is for bypassing ripples. C2, R2 is used as a low pass filter,

i.e. it passes only low frequency signals and bypasses high frequency signals.
The load resistor should be 1% to 2.5% of the load.
1000f/25V : for the reduction of ripples from the pulsating
10f/25V : for maintaining the stability of the voltage at the load side.
0.1f : for bypassing the high frequency disturbances
BLOCK DIAGRAM FOR POWER SUPPLY
STEP DOWN BRIDGE POSITIVETRANSFORMER RECTIFIER CHARGE
CAPACITOR
5V 12V REGULATOR REGULATOR
MOTHER DISPLAY
BOARD BOARD RELAY
VOLTAGE REGULATOR:

The voltage regulators play an important role in any power supply unit.
The primary purpose of a regulator is to aid the rectifier and filter circuit in
providing a constant DC voltage to the device. Power supplies without
regulators have an inherent problem of changing DC voltage values due to
variations in the load or due to fluctuations in the AC linear voltage. With a
regulator connected to the DC output, the voltage can be maintained within a
close tolerant region of the desired output. IC7812 and 7912 is used in this
project for providing +12V and 12V DC supply.

5 TO 24 V DC DRIVE CARD
Here we have to drive the 24V DC load. The 5V signal from the PIC
16F870 micro-controller is fed into the input of interface circuit. SL100
transistor is used here for high speed switching purpose and IRF 540N
MOSFET is connected to the motor to handle the larger current drawn by the
valves.

CHAPTER – 6
POWER HACKSAW MACHINE

CHAPTER – 6
POWER HACKSAW MACHINE
6.1 POWER HACKSAW MACHINE :
Power hacksaws are used to cut large sizes (sections) of metals
such as steel. Cutting diameters of more than 10/15mm is very hard work with a
normal hand held hacksaw. Therefore power hacksaws have been developed to
carry out the difficult and time consuming work.
The heavy ‘arm’ moves backwards and forwards, cutting on the forward
stroke.
The metal to be cut is held in a machine vice which is an integral part of
the base. Turning the handle tightens or loosens the vice. The vice is very
powerful and locks the metal in position.
When cutting is taking place, the metal and especially the blade heats up
quickly. Coolant should be fed onto the blade, cooling it down and lubricating it
as it cuts through the metal.
Without the use of coolant the blade will over heat and break /snap. This
can be dangerous as the blade can break with powerful force, shattering.
When the metal is placed and fixed in the vice, the blade is lowered onto
its top surface. The diagram below shows the ‘arm’ being lowered with the
‘adjusting’ handle’.

Blades of power hacksaws are graded according to the material they are
made from and the number of teeth per inch. Top quality blades are
manufactured from High Speed Steel. Although there are cheaper alternatives
such as carbon steel blades.
In general the number of teeth per inch (TPI) range from 14 to 24 the
more teeth per inch – the smoother the cut.
Every power hacksaw should have a foot switch / emergency switch. This
allows the operator to turn the machine off quickly by using his/her foot to step
on the switch. The foot switch is normally positioned at the front or side of the
machine.
Power hacksaws have electric motors that power the blade through a
pulley system. Some have ratchet systems. The pulley system showed below
shows how rotary power is transferred from the motor and changed to
reciprocating motion allow the blade to cut through the material.
Most power hacksaws have two pulley wheels. If the belt is placed on the
smaller pulley wheel the speed of cut will be fast. Changing the belt so that it
runs round the larger pulley wheel will reduce the speed.
6.1.1. TYPES OF POWER HACKSAW MACHINE
Hydraulic type
Pneumatic type
Hydro Pneumatic type

6.1.2. SPECIFICATION OF MACHINE
Speed of the motor 1400 rpm
Stroke length 110 – 185mm
Speed of crank 105 rpm
Max – height of job that could be
machined.
4 inches.
Table 6.1. Machine Specification
6.1.3. SPECIFICATION OF MOTOR
Phase 3 Phase
Voltage 1095 volt
Speed 1400 rpm
Power 0.75 watts
Rating Constant
Frequency 50 Hz
Horse power 1 HP
Current 415 Amps
Table 6.2. Motor Specification

CHAPTER 7
TEAM SPLIT

CHAPTER 7
TEAM SPLIT
We decided to split our work to join two members for our work. We split
our work as follows,
M. VINOD KUMAR
&
M. SHANMUGAM
G..B. SURESH
&
G. DAVID RAJA
R. SUNDAR
R. SELVARAJ

CHAPTER – 8
COST ESTIMATION

CHAPTER – 8
COST ESTIMATION
S.NO PARTICULARS NO.OFF AMOUNT
1. BASE PLATE 1 550
2. R.H.V. BLOCK 1 500
3. MOVING V BLOCK 1 450
4. L.H.V. BLOCK 1 500
5. MTG. CYLINDER BRACKET 2 700
6. GUIDE ROD 2 500
7. GUIDE BUSH 2 400
8. STOPPER SCREW 1 100
9. NUT 8 50
10. STOPPER SCREW 1 50
11. V- CLAMP 2 150
12. PNEUMATIC CYLINDER 3 2000
13. HAND OPERATING VALVE 1 500
14. SCREW 8 100
15. 1/8TH HAND OPERATING CONNECTOR 5 250
16. 1/4TH HAND OPERATING CONNECTOR 6 250
17. T-CONNECTOR 2 50
18. PIPE (P6) 4M 1 50
19. ALUMINIUM ROD 1 150
TABLE 8.1 COST ESTIMATION
TOTAL COST OF THIS PROJECT : RS. 6000/-

CHAPTER 9
CONCLUSION

CHAPTER 9
CONCLUSION
The machine was erected in the fitting shop it is a pneumatically operated
machine. It can be adjusted for required cutting length of bar automatically by using
power hacksaw machine.
The machine is very much useful for cutting work pieces for actively classes in
fitting shop and near by welding shop.

REFERENCE

REFERENCE
Bansal, R.K., “Fluid Mechanics and Hydraulics Machines” (5th edition), Laxmi
publications (P) ltd, New Delhi, 1995.
Ramamirtham,S., “Fluid Mechanics and Hydraulics and Fluid Machines”,
Dhanpat Rai and Sons, Delhi, 1998.
P.C. Sharma, “A Text Book of Production Engineering”, S. Chand and Co.ltd,
IV edition, 1993.
Hajra Choudry, “Elements of work shop Technology – Vol. II” Media
Promoters. 2002.
Majundar s.r., “Pneumatic systems – Principles and Maintenance”, tata
McGraw hill, 1995.