Plunger Lift

If you can't read please download the document
-
Upload
oscar-guaricallo -
Category
Documents
-
view
558 -
download
25
Transcript of Plunger Lift
NEW MODELING TECHNIQUES FOR TWO-PIECE PLUNGER LIFT COMPONENTS
by DIVYAKUMAR O. GARG, B.E. A THESIS IN PETROLEUM ENGINEERING Submitted to the Graduate Faculty of Texas Tech University in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE IN PETROLEUM ENGINEERING Approved
Chairperson of the Committee
Accepted
Uean ot the Graduate School December, 2004
ACKNOWLEDGEMENTS There are many people associated with this thesis deserving recognition. I would like to thank Dr. James F. Lea for his overall direction, support, and training. I would like to thank Mr. Joe Mclnemey for setting up the testing equipment and helping me to take the experimental readings. I would also like to thank Dr. James C. Cox for serving on my conmiittee and for his guidance. 1 would like to express thanks to family members, friends, and colleagues whose understanding and support made schooling relatively easier. Special mention is given to Dr. Akanni Lawal for the support provided by him.
TABLE OF CONTENTS
ACKNOWLEDGEMENTS ABSTRACT LIST OF TABLES LIST OF FIGURES NOMENCLATURE CHAPTER I INTRODUCTION 1.1 Obj ective of the Proj ect
i v vi vii ix
1 2
II
METHODS OF DE-WATERING GAS WELLS 2.1 Sucker Rod Pumps 2.1.1 2.1.2 2.2 2.3 2.4 2.5 2.6 2.7 2.8 Basics of Sucker Rod Pump The Successive Steps in the Pump Operation
3 3 3 5 7 9 11 12 13 15 15
Hydraulic Pumping Foaming Gas Lift Electrical Submersible Pump (ESP) Progressive Cavity Pumps (PCP) Velocity Strings Summary
m
CONVENTIONAL AND TWO-PIECE PLUNGER BACKGROUND 3.1 3.2 3.3 Plunger Lift Standard Plunger Operation Plunger System Equipment 3.3.1 3.3.2 Subsurface Equipment - Plungers Down Hole Equipment - Springs and Stops
16 16 17 19 19 19
n
3.3.3 3.3.4 3.4 3.5 3.6 3.7 3.8
Surface Equipment Controllers
19 20 21 22 24 25 26 26 27 29
Conventional Plunger Cycle Steps Plunger Lift - Will it Work? Conventional Plunger Operation Two-Piece Plunger Two - Piece Mechanical Components 3.8.1 Equipment Description:
3.9 3.10
Two - Piece Plunger Cycle Steps Two - Piece Plunger Cycle Concerns
IV
TWO-PIECE PLUNGER TESTING FACILITY AND TEST PROCEDURE 4.1 TestPocedure
30 32
V
RESULTS AND DISCUSSIONS OF TWO-PIECE PLUNGER CASES 5.1 Examples: Discussion of Results for Two-Piece Plunger Cases 5.1.1 5.1.2 5.1.3 5.2 Fall Velocity for Ball Fall Velocity for Hollow Cylinder Discussion for Component Fall Velocities
33 33 33 35 36 36 36 38 39 40 41 42 43 44 45
Re-plots for Titanium and Steel Two - Piece Plunger Sets 5.2.1 5.2.2 5.2.3 Fall Velocity Re-plots for Ball Fall Velocity Re-plots for Hollow Cylinder Discussion - Titanium and Steel Two-Piece Plunger Sets
5.3 5.4
Lifting of Liquid Slugs Additional Plotted Model Predictions 5.4.1 5.4.2 5.4.3 5.4..4 Titanium Plunger and Ball Set, 6 in. Titanium Plunger and Ball Set, 10 in. Steel Plunger and Ball Set, 6 in. Steel Plunger and Ball Set, 8 in.
m
5.4.5 5.4.6 5.4.7
Titanium Plunger and Ball Set, 8 in. Steel Plunger and Ball Set, 9 in. Summary
46 47 48
VI
SUMMARY: TESTING AND MODELLING FOR THE TWO-PIECE PLUNGER 49 51 56 DEVELOPMENT OF DRAG EQUATIONS A. 1 A.2 B Suspension Testing - Drag Coefficient Model Dynamic Testing - Drag Coefficient Model 56 56 60
REFERENCES APPENDIX A
CALCULATION OF DRAG COEFFICIENTS OF TWO-PIECE PLUNGER COMPONENTS B. 1 B.2 B.3 Drag Coefficient for Ball Drag Coefficient for Hollow Cylinder Drag Coefficient for Ball and Cylinder Combined 63 63 64 66 67 69 69 70 73 74 74 81 87
C D
CRITICAL RATE EQUATIONS COMPUTER PROGRAM D.I D.2 Cylinder Flowrate Code Fall Velocities Code
E F
EQUATIONS FOR LIFTING OF SLUGS SAMPLE DATA FOR TWO-PIECE PLUNGER CASES F.l Data for Ball F.2 Data for Hollow Cylinder F.3 Data for Ball and Hollow Cylinder Combined
IV
ABSTRACT
The two piece plunger (a steel ball below and a hollow cylinder) seals the tubing when the ball is on the bottom of the cylinder. The plunger is designed to carry liquids from a producing gas well to prevent liquid loading. As such it can lift liquids when the components are together with gas pressure providing the lifting energy. When the two combined components reach the surface, the liquid is produced and the ball is pushed away from the cylinder to begin to fall against the flow. The cylinder is retained on the ball push rod until a short shut-in period of the well. Then the cylinder falls against the flow and hopefully combines with the ball at the bottom of the well to collect more liquids in the gas well and carry them to the surface with the combined ball and cylinder. There are many instances where using this plunger results in production increases. However in some cases, it appears to have a lesser effect. Results of testing show that above certain rates, the components will not fall against the flow in the well. Test results, and the result of drag models to fit the test data are extended to show the potential user what the allowable rates are from the well, before the individual components are predicted to fall more slowly or to be unable to fall in the well, thereby making application impossible without a temporary reduction in the flow rate. The results should allow the user to be able to better use the two piece plunger in a wider range of application conditions to remove liquids from a flowing gas well.
LIST OF TABLES F.I.I F. 1.2 F. 1.3 F.2.1 F.2.2 F.2.3 F.3.1 F.3.2.1 F.3.2.2 Physical Parameters for the titanium ball Results Extrapolated for titanium ball in Air Results Extrapolated for titanium ball in Gas (0.65) Physical Parameters for the titanium hollow cylinder Results Extrapolated for titanium hollow cylinder in Air Results Extrapolated for titanium hollow cylinder in Gas (0.65) Physical parameters for the 2 in. titanium set Two in. titanium set for 500 fpm fall velocity Two in. titanium set for 1000 fpm fall velocity 74 74 77 81 81 84 87 88 89
VI
LIST OF FIGURES 2.1 Components of a Sucker Rod pump 2.2 Pump Card 2.3 Plunger and Ball Valve Details 2.4 Jet Pump 2.5 Setup for Testing of Foaming Agents 2.6 Diagram ofTypical Rotative Gas Lift System 2.7 Submersible Pump and Impeller Schematic 2.8 Typical PCP Installation 3.1 Plunger Lift System 3.2 Time Cycle Arrangements 3.3 Conventional Plunger Lift Cycle 3.4 Feasibihty for a two inch plunger 3.5 Two-piece plungers 3.6 Mechanical components ofthe Two-piece plunger 3.7 Two-piece plunger cycle 4.1 Testing Facility at Texas Tech University 4.2 Ball suspended in tubing 5.1 Critical rates for Titanium Ball 5.2 Critical rates for Titanium Cylinder 5.3 Titanium Ball Straight Line Plot 5.4 Steel Ball Straight Line Plot 5.5 Titanium Cylinder Straight Line Plot 5.6 Steel Cylinder Straight Line Plot 5.7 Titanium Set (Ball and Cylinder) for rise velocity 500 fpm 5.8 Titanium Set (Ball and Cylinder) for rise velocity 1000 fpm 5.9 Sihca Nitrate Ball, 1^^^ in O.D. and weighs 0.164 lbs 5.10 Cylinder 1.9 in O.D and weighs 1.56 lbs 5.11 Zircon Ceramic Ball, 1^'^ in O.D. and weighs 0.29 lbs 4 5 6 8 10 12 13 14 18 20 22 23 25 27 28 31 31 34 35 37 37 38 39 40 41 42 42 43
Vll
5.12 Cylinder 1.9 in O.D and weighs 2.63 lbs 5.13 Zircon Ceramic Ball, 1^'* in O.D. and weighs 0.29 lbs 5.14 Cylinder 1.9 in O.D and weighs 2.75 lbs 5.15 Steel Ball, l^^^in O.D. and weighs 0.387 lbs 5.16 Cylinder 1.9 in O.D and weighs 3.65 lbs 5.17 Titanium Ball, 1 ^'^ in O.D. and weighs 0.23 lbs 5.18 Cylinder 1.9 in O.D and weighs 2.125 lbs 5.19 Cobah Ball, 1^'^ in O.D. and weighs 0.437 lbs 5.20 Cylinder 1.9 in O.D and weighs 4.22 lbs A. 1 Schematic Forces on Ball A.2 Schematic Forces on Hollow Cylinder A.3 Schematic forces for Ball and Cylinder combined B.2 Explanation of Variables
43 44 44 45 45 46 46 47 47 57 58 59 64
vui
NOMENCLATURE a A Acir A I Ao Ap Area Atbg B Cd Cdcaic Cdmeas D Dj Di* Do EPT ESP f g(. GLR I.D. L m MPT O.D. p P = = = = = = = = = = = = = = = = = = = = = = = = = = Outside radius of cylinder, ft Internal tubing diameter, ft Clearance area between cylinder and tubing, ft^ Internal area of Cylinder, ft Annular area between cylinder and tubing, ft^ Projected area, ft^ Area ofthe object, ft^ Area ofthe tubing, ft^ Internal cylinder diameter, ft Drag coefficient, dimensionless Calculated drag coefficient, dimensionless Measured drag coefficient, dimensionless Intemaldiameter ofpipe, ft External diameter of cylinder, ft Intemaldiameter of cylinder, ft Internal diameter of tubing, ft Effective plunger travel, dimensionless Electrical Submersible Pump, dimensionless Friction factor, dimensionless Gravitational constant, Ibm-ft /Ibf-sec Gas-liquid ratios, scC^Dbl Internal diameter, ft Length of cylinder, ft Mass, lbs Maximum plunger travel, dimensionless Outer diameter, ft Pressure, psi Pressure, psi
IX
Pc
Casing pressure, psi Progressive cavity pump, dimensionless Pressure due to friction, psi Pressure due to column weight, psi Flow rate of condensate in gas stream, MMscf/D Flow rate through internal diameter, ft^/D Flow rate through the cylinder in tubing, ft^/D Flow rate in tubing, ft^/D Total Flow rate through tubing, ft'^/D Reynolds Number, dimensionless Specific gravity of liquid, dimensionless Mass in British gravitational system, -32.17 Ibm=,ft
PCP"friction "weight Qgcond
Q:Qm Qtbg Qtot
Re^Gijquid
SlugSlugiength
t TbgiDVfall Vgas Vgcond Vgwater 'rise Vt Vtbg
Time, sec Internal diameter of tubing, ft Velocity of falling object, ft/sec In-situ velocity of gas, ft/sec Velocity of condensate in gas stream, ft/sec Velocity of water in gas stream, ft/sec Rise velocity, ft/sec Critical velocity by Turner, ft/sec In-situ velocity in tubing, ft/sec Weight, lbs Gas deviation factor, dimensionless Viscosity, Cp
Wt z
pair Pdrag pimp
Density of air, Ib/ft^ Density of air around object median, lb/ft Density of air at impact on object, lb/ft Interfacial tension, dynes/cm
a
AP APcaic iAPmeas
= = =
Pressure difference across the object, psi Calculated pressure difference across object, psi Mcasurcd pressure difference across object, psi
XI
CHAPTER 1 INTRODUCTION Forty percent of the wells in the worid are on some kind of artificial lift. For gas wells, as they deplete liquids often accumulate in the wellbore and the need for artificial lift arises to lift the hquids from the well. Accumulafion of the liquids in the wellbore is known as liquid loading, hi mature gas wells, the accumulation of fluids in the well can impede and sometimes haft gas production. Gas flow is maintained by removing accumulated fluids using the following most common methods of de-watering of gas wells: 1) Plunger hft 2) Beam pump 3) Swabbing 4) Soaping 5) Venting the well to atmospheric pressure (blowing down the well) 6) Small tubing (velocity strings or Siphon string) 7) Intermittent gas lift; chamber lift 8) Hydraulic jet or reciprocating hydraulic pump 9) Surfactants Plunger lift systems have benefits of increasing production, being a cost effective alternative usually requiring no outside source of energy, which work to reduce the fallback of liquids slugs as they rise with gas pressure underneath. Continuous removal of liquids results in higher daily gas production rates than those compared prior to plunger lift installation The literature " provides background information on conventional plunger lift operations. In fact, the plunger systems^ also eluninate or reduce frequency of well treatments required for scale and paraffin removal'^ and remedial treatments such as swabbing'^ and chemicals. The industry consensuses that plunger lift is one ofthe most cost effective methods to de-water a gas well.
This research project focuses on a new plunger introduced to the industry. The plunger constitutes of two separate components (a ball and a hollow cylinder above) called a two-piece plunger . Combined together the components form a seal of sorts in the tubing and can allow gas pressure to lift the liquids and the plunger components out of the well. The components (ball on bottom and cylinder on top) are then controlled to fall back independently to rejoin at the bottom of the well. The report provides details as to the equipment used for the testing and the points of caution and concern when using a two-piece plunger. Drag models to predict the rise and fall of the two individual components of the new two-piece plunger were developed based upon experimentally obtained data. Details of the equations used and models developed are provided in the Appendix A and Appendix B. The results section deals with the cases run and their discussion. This research project results provide information needed to better, in general, operate the two-piece plunger systems
1.1 Objective ofthe Project This research project provides test data and mathematical models to improve applications of the two-piece plunger. Data was collected on the gas rate required to suspend the individual components ofthe two-piece plunger; i.e. the ball and the hollow cylinder both separately and also combined. From this data, by calculating drag coefficients, models were developed to determine the rise and fall velocities of the ball and the cylinder as a function of gas rate and pressure. The models developed from suspension tests were verified by spot checking measured fall velocities with some gas production taking place. The tests were made using compressed air, but the models developed allow the calculation of performance in natural gas. The model and charts developed predict the fall rates for the individual components against a given flow rate for a given pressure.
CHAPTER 2 METHODS OF DE-WATERING GAS WELLS This section discusses the most prevalent options in artificial lift methods for solving the problems of liquid loading as used by the petroleum industry. It provides briefly a discussion of their method of operation, important features and tables of the advantages, disadvantages and conditions of applicability of each method.
2.1 Sucker Rod Pumps 2.1.1 Basics of Sucker Rod Pump Sucker rod pump systems are designed to lift fluids to the surface and are perhaps the most common methods to remove liquids from gas wells. These systems are applied when wells do not have enough pressure and gas liquid ratio to allow use of other methods. The liquid is usually pumped up the tubing and the gas production takes place from the casing. Beam pump installations have higher installation and operatmg costs as opposed to other methods such as plunger lift, foaming, or velocity strings. Beam pumps can work well to remove liquids from a gas well and are hence used in spite of their comparative high initial and operational costs. Initial costs can be as high as $20,000 $60,000 US for placing a typical gas well on rod pump. In addition one can expect to spend approximately $20,000 US per unit to replace worn downhole pumps and it is common to pull the pump twice per year (to as low as once in perhaps 4 years) on an average'^. Attention to problem areas can significantly reduce operating expense. The components of a sucker rod surface pumping system are illustrated in figure 2.1.
PUMPING UMH \V
SHEAVES AND BELTS PRIME MOVER,
CLAMP AND CARRIER BAR Yy POUSHED ROD t / ^ STUFfrHG BOX FLOV/ LINE
CASIKQ TUetNG SUCKER RODS
TUBING AKa^OR SINKER BARS PUMP GAS AWCHOR
Figure 2.1: Components of a Sucker Rod pump (Courtesy Harbison Fischer) The pumping unit converts the rotary motion from the prime mover to reciprocating motion. The prime mover is generally an electrical motor. A good installation for a sucker rod pumping unit would have an energy efficiency of about 50 percent with efficiency being defined as the energy used to pump the fluids divided by the energy provided to the installation. The downhole pump is required to handle some free gas; performing the function of a liquid pump plus a gas compressor. The work on the fluid done per cycle may be determined from the area of the pump card which is a plot of the calculated rod loads and position above the pump made each cycle of the pump. An important tool for diagnosing beam pump problems is the surface dynamometer card. A surface dynamometer card is the plot ofthe measured or predicted rod loads at the various positions throughout a complete sfroke. The load is usually
displayed in pounds of force and the position is usually displayed in inches. The pump dynamometer card is a plot of usually calculated loads at various positions of pump stroke and represents the load the pump applies to the bottom of the rod string. Identifying how the pump is performing and analysis of down-hole problems is one ofthe primary uses of the pump dynamometer card. An example pump card is shown in figure 2.2. Since the objective is to pump liquids without gas interference, use of a good downhole gas separator is recommended to prevent gas lock conditions and low volumetric efficiency in the pump. From the pump card problems such as leaky traveling or standing valve, tight stuffing box, tubing anchor slipping, gas locked pumps, and spacing can be diagnosed. Design considerations are available in the literature'^'''* .During the pumping cycle the gas bubbles in the liquid tend to rise to the top of the pump. At slow pumping speeds, this separation of gas and liquid may be complete; or in handling "foamed" fluids, it may be negligible. Often small amounts of liquid must be produced to allow gas to flow. When a beam pump is operated at a rate at a rate beyond the capacity of the reservoir to produce liquids, the liquid level in the well is pumped below the pump intake and the pump is said to pump-off Considerable literature'^'"^ exists concerning beam pump systems on pump off control. 2.1.2 Pump Operation Steps
Figure 2.2: Pump card
In figure 2.2 the maximum plunger travel, MPT, is the maximum length of the plunger movement with respect to the pump barrel during one complete stroke. The fluid load is a force caused by differential pressure acting on the pump plunger. The differential pressure acts across traveling valve on the upstroke and is transferred to the standing valve on the down stroke. The differential pressure is the difference between the pressure due to the tubing fluids and the pressure in the wellbore. The magnitude of the fluid load is equal to the pump discharge pressure minus the pump intake pressure multiplied by the plunger area. From points B to C the rods carry the fluid load, while the traveling valve is closed. From points D to A the tubing carries the fluid load, while the standing valve is closed. The effective plunger travel, EPT, is the length of the plunger travel when the full fluid load is acting on the standing valve. A schematic of plunger and ball valve details are shown in figure 2.3.Sucking Rod Plunger
Well Casing Riding Valv Inlets
Standing Valve
Figure 2.3: Plunger and ball valve details 14
There are many kinds of surface units, rods, downhole pumps and other components of the beam pumping system. The surface units are rated for torque developed by the gear box, maximum load at the carrier bar, and stroke length. For instance a 456-305-144 unit can develop 456,000 inch-lbs of torque from the gear box, carry a maximum load of
30,500 Ibfs. and has maximum stroke length of 144 inches of stroke. The rods are rated with a minimum tensile value that is used to determine the fatigue loading of the rods. For instance a grade D rod has a minimum tensile rating of 115,000 psi. The main variable for design for the downhole pump is the diameter that determines the amount of fluid lifted on each cycle. The motor must provide the energy to move the unit, and overcome friction in the unit as well as starting torque.
2.2 Hydraulic Pumping Hydrauhcally powered down-hole pumps are powered by a stream of highpressure water or oil (power fluid) supplied by a power-fluid pump at the surface. Hydraulic downhole pumps are of two types. 1) Piston pumps, which are similar to beam pumps. 2) Jet pumps that operate by power fluid passing through a Venturi, exposing the formation to low pressure at the outlet of a nozzle or jet. Pressure is recovered as the jet passes into a throat and then into a diffuser. Then the high pressure fluid is allowed to produce to the surface. The surface power-fluid pump usually is a piston-type or centrifugal highpressure pump. The power fluid transfers the power necessary to lift liquids from the surface to the bottomhole pump. The literature ^'^' discusses the features of hydraulic pumping and how it may be applied to de-watering gas wells. The figure 2.4 shows a typical jet pump with a power fluid being supplied down tubing and production and power fluid commingling and returning to the surface through the casing annulus.
Power fluid
VljCo-n'i
200psi
'
' 600
800
' ' 1000 1200 1400 1600
1
1
1
1
1800 2000
Plunger Speed, fpm
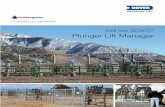
Figure 5.19: Cobalt Ball, 1-3/8 in. O.D. and weighs 0.437 lbs
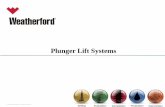
GAS (0.65) - Flow Rate vs Plunger Speed (Cylinder)
200
400
600
800
1000
1200
1400
1600
1800
2000
Plunger, fpm
Figure 5.20: Cylinder 1.9 in. O.D and weighs 4.22 lbs
47
5.4.7 Summary From the different predicted situations we see: 1) Consider the 6 in. titanium plunger with the 6 in. steel plunger. For a flow rate of 500 Mscf/D and 50 psi the titanium cylinder falls at 200 fpm. For a 5000 ft. well the titanium cylinder would travel for 25 min to reach the bottom. For the same flow rate and pressure the steel plunger falls at a predicted velocity of approximately 1800 fpm. taking a little under 3 min to travel 5000 ft. Hence, a heavier two-piece plunger set falls faster when compared to a lighter two-piece plunger set. Similarly, due to the difference in weights it is seen that the heavier ball is predicted to fall faster than the lighter ball. 2) The operator can choose the cylinder and ball or a configuration set for the twopiece plunger based upon the flow rate and time taken by the components to travel to the bottom. For quicker cycles in a high flow rate well it would do good to use a heavier set and a lighter set for a weak well. 3) For different configurations a predicted set of ready results is available. The results plot provide the freedom to choose a specific cylinder and ball to form a two-piece plunger set to better suit the well conditions and facilitate removal of liquids to improve production.
48
CHAPTER 6 SUMMARY: TESTING AND MODELLING RESULTS FOR THE TWO-PIECE PLUNGER
Tests were made in firll scale using real two-piece plungers. 1) Resuhs show operators possible cycle failure modes not previously considered. 2) The Two-Piece plunger may give more production since no build up time, but components should be allowed to re-join at or near the bottom ofthe well. This also helps to keep the production rate fairly constant and assists to keep low bottom hole flowing pressure. 3) Test data and models predict the fall times for the ball and cylinder separately to help insure operational cycles. 4) If you choke back to allow components to fall, then try to avoid choking back below critical flow, or don't choke back below critical for too long. However, choking back probably may not be necessary if you switch to heavier equipment for higher flow rates. 5) The well continues to produce even when the objects are falling owing to their clearance areas. 6) A shut-in time of only seconds does not create high spikes in wellhead pressures or volumes. Thus for a two-piece plunger it is not necessary to oversize the compressor to accommodate the volume spikes common with the conventional plunger systems. 7) Two-piece plunger will work wherever a conventional plunger can and has mostly shown to improve production rate. 8) Results are immediately applicable but may need some adjustment to field applications
49
9) Companies are now considering longer times to hold the cylinder in place in high rate application to allow ball to fall as shown necessary by this testing. 10) Future work should include a. Testing for the effects of adding some bbls of liquid/ MMscf to see effect of liquids with gas on performance of the two-piece plunger b. With additional testing with liquids, a computer model of the two-piece plunger can be developed to help operators set cycle times for various well conditions for field applications.
50
REFERENCES 1. Lea, J. F.: "Dynamic Analysis of Plunger Lift Operations," Tech. Paper SPE 10253 (November 1982), 2617-2629. 2. Beeson, C. M., Knox, D. G., and Stoddard, J. H.: "Part 1: The Plunger Lift Method of Oil Production", "Part 2: Constructing Nomographs to Simplify Calculations", "Part 3: How to User Nomographs to Estimate Performance", "Part 4: Examples Demonstrate Use of Nomographs", and "Part 5: Well Selection and Apphcations," Pefroleum Engineer (1957). 3. Otis plunger Lift Technical Manual (1991). 4. Ferguson Beauregard Inc Plunger Operation Handbook (1998). 5. Foss, D. L. and Gaul, R. B.: "Plunger Lift Performance Criteria with Operating Experience-Ventura Field," Drilling and Production Practice, API (1965) 124-40. 6. Phillips, Dan, and Listiak, Scott: "How to Optimize Production form plunger Lifted Systems, Pt. 2," Worid Oil (May 1991). 7. McCoy, J., Rowlan, L., and Podio, A. L.: "Plunger hft Optimization by Monitoring and Analyzing Well High Frequency Acoustic Signals, Tubing Pressure and Casing Pressure," SPE 71083 presented at the 2001 SPE Rocky Mountain Petroleum Technology Conference in Keystone, Colorado, U.S.A., May 21-23. 8. Hacksma, J. D.: "Users Guide to Predict Plunger Lift Performance," presented at Southwestern Petroleum Short Course (SWPSC), Lubbock, Texas U.S.A. (1972). 9. Beauregard, E., and Morrow, S.: "New and Unusual Applications for Plunger Lift System," SPE 18868 presented at the 1989 Production Operations Symposium in Oklahoma City, Oklahoma, U.S.A., March 13-14. 10. Wang, B., and Dong L.: "Paraffin Characteristics of Waxy Oils in China and Methods of Paraffin Removal and hihibition," SPE 29954 presented at the 1995 International Meeting on Petroleum Engineering in Beijing, China, November 1417.
51
11. Lestz, R.: "Swabbing under Pressure and Flow through Plungers," presented at the Denver Gas Well De-Watering Workshop (March 2003). 12. Garg, D. et al.: "Two-Piece Plunger Test Results," presented at the SWPSC, Lubbock, Texas, U.S.A.(19-2I April 2004). 13. Stephenson, G. B., Rouen, R. P., and Rosenzweig, M. H.: "Gas Well DeWatering: A Coordinated Approach," SPE 58984 presented at the 2000 International Petroleum Conference and Exhibition in Villahermosa, Mexico, February 1-3. 14. Parker, R.M.: "How to Prevent Gas-Locked Sucker Rod Pumps", World Oil (June 1992), pp. 47-50. 15. Elmer, W., and Gray, A.: "Design Considerations when Rod Pumping Gas Wells," First Conference of Gas Well De-Watering, SWPSC, Denver (March 2003). 16. Neely, A.B.: "Experience with Pump-Off Control in the Permian Basin," SPE 14345 presented at the 1985 Annual Technical Conference and Exhibition ofthe SPE, Las Vegas, Nevada, U.S.A., September 22-25. 17. Lea, J.F.: "New Pump-Off Controls Improve Performance," Petroleum Engineer International (December 1986), pp. 41-44. 18. Clark, K. M.: "Hydraulic Lift Systems for Low Pressure Wells," Petroleum Engineer International (February 1980). 19. Tait, H.: "Hydrauhc Pumping Systems," presented at the SWPSC, Lubbock, Texas, U.S.A. (21-22 April 1993). 20. Martin, J. M., and Coleman, W. P.: "hmovative Jet Pump Design Proves Beneficial in Coalbed Methane De-watering Applications." presented the SWPSC, Lubbock, Texas, U.S.A. (21-22April 1993). 21. Fretwell, J. A., and Blair, E. S.: "Achieving Low Producing Bottomhole Pressure in Deep Wells Using Hydraulic reciprocating Pumps," presented at the SWPSC, Lubbock, Texas, U.S.A. (21-22 April 1999).
52
22. Simpson, D., and Deherrera, W.: "Water Lifting Experiences in the CBM Fairway," Amoco presentation for Gas Well De-Watering Forum, Farmington, New Mexico, U.S.A. (1999). 23. Dunning, H.N. et al.: "Foaming Agents for Removal of Liquids from Gas Wells," Bull. 06-59-1, American Gas Assoc, New York City. 24. Libson, T.N., and Henry, J.R.: "Case Histories: Identification of and Remedial Action for Liquid Loading in Gas Wells Intermediate Shelf Gas Play," paper SPE 7467, JPr(April 1980) 685; Trans., AME, 269. 25. Campbell, S., Ramchandran, S. and Bartrip, K.: " Corrosion Inhibitors/Foamer Combination treatment to Enhance Gas Production," SPE Paper 67325 presented at the SPE Production and Operations Symposium, Oklahoma City, Oklahoma (24-27 March 2001). 26. Blauer, R. E., Mitchell, B. J., and Kohlhaas, C.A.: "Determination of Laminar, Turbulent, and Transitional Foam Flow Losses in Pipes," SPE Paper 4888 presented at the 1974 Annual California Regional Meeting, April 4-5. 27. Jacoby, R. H., NHGPA Phase Equilibrium Project, API Proceedings Division of Refining (1964), p. 288. 28. Hough, E. W. et al.: "Interfacial Tensions at Reservoir Pressures and Temperattires; Apparattrs and the Water-Methane System," JPT (1951);Trans., AIME, 57. 29. Katz, D. L. et al. Handbook of Natural Gas Engineering, McGraw Hill, New York (1959). 30. Vosika, J. L.: "Use of Foaming agents to alleviate liquid Loading in the Greater Green River TFG Wells," SPE/DOE 11644 presented at the SPE/DOE Symposium on Low Permeablity, Denver (14-16 March 1983). 31. Sloan, R., High Plains Wireline, Elk City, Oklahoma. Waggoner, Richard, Foamtech, Woodward Oklahoma (1996). 32. Lestz, R.S.: "Capillary Strings to hiject Surfactants," presented at the SWPSC School on De-Watering Gas Wells, Lubbock, Texas, U.S.A. (24 April 2001).
53
33.Centrilift Submersible Pump Handbook, 6'^ Edition, Centrilift, Claremore, Oklahoma (1997). 34. Turpin, J. L., Lea, J. F., and Bearden J. L.: "Gas Liquid Flow through Centrifiigal Pumps-Correlation of Data," presented at the SWPSC, Lubbock, Texas, U.S.A. (1986). 35. Centrilift Gas Handling Manual. 36. Dunbar, C.E.: "Determination of Proper Type of Gas Separators," REDA Technical Bulletin (1989). 37. Wood Group ESP hic. Bulletin on XGC gas separator. Wood Group ESP, Oklahoma City, Oklahoma (2002). 38. ABB Presentation on World Wide Artificial Lift Statistics by ABB Automation Technology Products (14 December 2001). 39. Klein, S. T.: "Selecting a Progressive Cavity Pumping System," presented at the SWPSC, Lubbock, Texas, U.S.A. (20-21 April 1994). 40. Weatherford ALS Progressive Cavity Pump Manual (2001). 41. Griffin Pumps Operators Manual, 5654 55'*' Street, Calgary, S.E., Alberta, Canada, T2C 3G9. 42. Turner, R.G., Hubbard, M.G., and Dukler, A.E.: "Analysis and Prediction of Minimum Flow Rate for the Continuous Removal of Liquids from Gas Wells," paper SPE 2198, /Fr(November 1969) 1475; Trans., AIME, 246. 43. Coleman, S.B., et al: "A New Look at Predicting Gas Well Liquid Load-Up," JPT, (March 1991). 44. Wesson, H. R.: "Coiled Tubing Velocity/Siphon Struig Design and Installation," the 1993 Annual Conference on Coiled Tubing Operations and Slimhole Drilling Practices, Houston, March 1-4. 45. WIS Solutions on "Coiled Tubing Velocity Strings: A Simple, Yet Effective Tool for the Future Technology," Schlumberger, Dowell. 46. Weeks, S.G.: "Small Diameter Concentric Tubing Extends Economical Life of High Water-Sour Gas Edwards Producers," SPE 10254 presented at the 1961
54
Annual Fall Technical Conference and Exhibition of SPE of AME, San Antonio, Texas, October 5-7. 47. Lea, J. F.: "Plunger Lift versus Velocity Strings," Journal of Energy Resources Technology, Vol. 121 (December 1999), 234-40. 48. Morrow S. J., and Rogers, J. R.: "Increasing Production using Microprocessors and Tracking Plunger-Lift Velocity," SPE 24296 presented at Mid-Continent Gas Symposium in Amarillo, Texas, U.S.A. (13-14 April 1992). 49. Lea, J. F.: "Solving Gas-Well Liquid-Loading Problems," SPE 72092, Distinguished Author Series, JPT (April 2004). 50. Ferguson, P.L., and Beauregard, E.: "How to Tell if Plunger Lift Will Work in Your Well," World Oil (August 1985), pp.33-37. 51,Bizanti, M.S., and Moonesan, A.: "How to Determine Minimum Flowrate for Liquid Removal," World Oil (September 1989), pp. 71-73.
55
APPENDIX - A DEVELOPMENT OF EQUATIONS This Appendix is divided into two sub sections, both dealing with model development for calculation of drag coefficients of the two-piece plunger components. The first section deals with model developed for suspension testing and the second section deals with dynamic testing. The drag coefficients obtained from both these models were in agreement, which served the purpose of verifying the validity of the suspension model and it's results.
A. 1 Suspension Testing - Drag Coefficient Model Presented here schematically are the forces and the force balance equations that were considered to calculate drag coefficients. In suspension testing the force balance is done for the component when it is suspended against a measured flow rate. The component is freely suspended and there is no acceleration or movement of the component in either the upward or downward direction. A. 1.1 Suspended Drag Model for Ball The direction of forces acting on the ball can be seen in figure A. 1 Equating the drag to weight we get the following equation:
2*g^*l44Solving for Vgas it is possible to plot the results from the following equationnO.5
Vgas =
{Wt/Area)*2*gc*l44 ^ " Pimp
Vfall.
...(A.2)
56
Weight
Drag
Figure A. 1: Schematic Forces on Ball
A. 1.2 Suspended Drag Model for Hollow Cylinder The direction of forces acting on falling hollow cylinder can be seen in figure A.2. Drag forces are seen on the inside and outside of the cylinder due to the gas flow and also at the bottom surface of the cylinder due to impact. The equation for cylinder is a bit more complex. For the hollow cylinder equate impact and longitudinal drag to weight. Pressure drop across the cylinder due to flow through the hollow cylinder and outside (annular area between the cylinder and tubing) the cylinder is the same. It was found that the flow through the cylinder accounted for mostly the entire pressure drop. So the overall drag for the cylinder is given by impact term and the longitudinal drag on the inside as seen from the equation below.
2*gc *144
ID, *g,*UA*\AiY^i * Pdrag) Pdrag...(A.3)
57
Figure A.2: Schematic of Forces on Hollow Cylinder
Let, A
Cd* Pimp ^ Pdrag* f'^L*{Atf, * Pi ) ^; and B = f z :r 2*g^*144 2*Di *g,*144*(4- * Pdrag?
..(A.4)
Rearranging the terms we get, {Vgas + Vfallf *A + {Vgas + Vfallf * B = 1.43411 Solving for Vgas below, we can plot the results. 1.43411 A+B0.5
...(A.5)
Thus, Vgas =
- Vfall.
...(A.6)
58
Note: The suspension test gave the necessary flow rate required to suspend hollow cylinder in the tubing. Based on the program giyen in Appendix D.l it was established that almost all (99.5 percent) ofthe flow was taking place through the cylinder. Usmg the fact a model for the drag internal to the cylinder was developed. The drag on the inside and the outside ofthe cylinder necessarily has to give identical pressure drops. A. 1.3 Suspended Drag Model for Ball and Cylinder Combined Figure A.3 shows the explanation ofthe various forces that are acting on the ball and cylinder combined.Gas PxA Do Tubing
Drag
= TiD^i^^
Weight of cylinder &ball Ball/Cylinder Rising PxA Pressure below Ball and Cylinder Rising
Figure A.3: Schematic forces for Ball and Cylinder combined The ball and the cylinder when combined together constitute a single body. When combined gas flow took place around the cylinder through the annular area between the
59
outside ofthe cylinder and the inner tubing diameter. For the force balance equation the impact and the outside drag were equated to the weight. The laminar flow equation was used for the outside drag based upon calculation of Reynolds number showing value of less than 2000. The Reynolds number was calculated based on the drag from the flow rate, outside the ball, required to suspend the combined ball and cylinder. The force balance equation for the ball and cylinder combined is given as, Cd * Pimp* (Vgas +Vfall f 2 * g , *144^^^^TTTJ'A
, +f
(Vgas+Vfall)*8^*A,i, ; V^
= Wt/Area
... (A.7)
.--6-
('='-''')'ln{a/b)
*144
Cd * Pimp 2*g *144 a b
8juL * A^i^ = 144
\n{alb)
and C = Vlij {A)+ F' ^fall \^^* Vf^ii +B)+C = 0 (2 A fall \^'^ " fall^^r^-^
(^-8)
Rearranging the terms and solving for the equation below, results for Vgas were plotted andF|^,(^) + Fg,(2^*F^,+5)+C = 0 . ...(A.9)
A.2 Dynamic Testing - Drag Coefficient Model In dynamic testing the acceleration term is infroduced in drag model equations that were used in suspension testing. The component was allowed to fall freely in the tubing against a measured flowrate and for a predetermined distance and the fall was timed. These spot checks were conducted to check the feasibility of the model for dynamic conditions. The tests were conducted for the ball and the hollow cylinder. A.2.1 Dynamic Drag Model for BaU The drag equation that was considered was
60
Cd*pAp *v^ mg = m*a. ...(A 10)
ft has the drag coefficient, Cd. Differentiating the acceleration term twice and integrating it, the equations for time and distance respectively are obtained as Tank t*gc*Vfall =
Cd*pA,2mg^
Cd*pA. 2mg^
-V gas
...(All)
2m and X = -- In Cosh t*gc Cd* pA,
f
\Cd*pAp Vgas * t. 2mgc
...(A.12)
In equation A.12 we give time the value that was obtained from the dynamic tests and fix the distance as the specific distance for which the component fall was measured. The input value for the drag coefficient was varied until the time for the distance input agreed with what was measured for the time. At this point we have the drag coefficient. Compare the fall drag coefficient to the one that was calculated by the suspension tests. Our tests conducted showed the drag coefficients obtained from both tests to be in agreement. Tests were conducted for ball falling through an air and water tubing column. A.2.2 Dynamic Drag Model for Hollow Cylinder The drag equation that was considered wasCd*Pimp * (V,as + Vfallf * ^P , Pdrag *f*L* (Ajbg * Pimpf * ^p , / b + ; ;; T Y gas ^^ fall I 2*Di *gc*(Ai * Pdrag)' - mg = ma. ...(A13)
2*gc
ft has the drag coefficient, Cd. Differentiating the acceleration term twice and integrating it, the equations for time and distance respectively are obtained as
61
V 2wgc and x = - l n C o ^ 4 * ^ c * V c ) - F g a . * / where, ...(A.15)
2m*^c and C = ^-1-5.
'
2m*A**gc*(4*Prf.ag)' ...(A.16)
In equation A.16 we give time the value that was obtained from the dynamic tests and fix the distance as the specific distance for which the component fall was measured. The input value for the drag coefficient was varied until the time for the distance input agreed with what was measured for the time. At this point we have the drag coefficient. Compare the fall drag coefficient to the one that was calculated by the suspension tests.
62
APPENDIX B CALCULATION OF DRAG COEFFICIENTS OF TWO-PIECE PLUNGER COMPONENTS Presented here are the force balance equations that were used to calculate the drag coefficient for each of the objects. The values seen are those that were experimentally obtained for those objects at the testing facility. Spot checks were made for the ball and cylinder falling through the tubing for velocities measuring up to 1500 j^jm. The drag coefficients obtained are considered constant for this work report.
B.l Drag Coefficient for Ball Equating drag to pressure drop by the following equationPimp ' thv , ^ ,^
^ 2*g^*144 WTiere,
= tJt'
...(B.l)
P^^P
^^ * (^-3 ^^^-^^^ 0.093613 Ib/ft^ (460 + 88)
_100*24*60*(38.5-fl4.7)*520^^^^3^3Q^^^^^ -^tot 2.42*14.7*548 204345.091*14.7*548^^^^^^^ 3^^3^P ^'^^ (4.3+ 14.7)* 520 V, - ^ = Atbg ^Hbg 166611.57 ^ 88.83ft/s. ;r* (1.995)^* 24* 3600 n yi.~ 4* (12) 2 Substituting in equation B.l we get.
63
0.06524 * C ^ = AP Cdmeas = 2.51 ...@APn,eas = 0.2. Cdcaic = 1 . 8 3 ...@APcalc = 0.146.
...(B.2)
B.2 Drag Coefficient for Hollow Cylinder Figure B.2 explains the variables used in this section upon which the drag coefficient for the hollow cylinder was determined. The figure also provides the acttial physical data ofthe titanium test cylinder.
Do-D, = 0.145/12 = 0.0121 ft Di* = Di-thk = 1.85-(2*6.5/l 0/2.54) =1.3382/12= 0.11152 ft ^
>D; Ao = (7c/4) * (Do^ - Di^) = 3.04083* 10-^ ft D, A*j = (7i/4) * Di* = 9.7678*10"^ ft
Do
Figure B.2-Explanation of Variables The equation is:' Qtot-Qo^
{QIA)lDo-DiDi
...(B.3)
64
Substituting the values we get, 94.099^2 _ g 2 ^ +2Qt,tQo -Qlt =0 ... (B.4)
100* 24* 60* (83+ 14.7)* 520 a