
Plot No: 755/1,GIDC Industrial Estate, Village: Jhagadia...
87
1 roposed Unit to produce Synthetic Organic Chemicals and Copper Based Agrochemicals Plot No: 755/1,GIDC Industrial Estate, Village: Jhagadia, District: Bharuch, State: Gujarat, Pincode:393110
Transcript of Plot No: 755/1,GIDC Industrial Estate, Village: Jhagadia...

1
roposed Unit to produce Synthetic Organic Chemicals and
Copper Based Agrochemicals
Plot No: 755/1,GIDC Industrial Estate, Village: Jhagadia,
District: Bharuch, State: Gujarat, Pincode:393110

2
1 Executive Summary 4
2 Objectives, Philosophy and methodology of Risk assessment 6
3 Introduction of the unit 8
3.1 Company Introduction 8
3.2 Details of Unit 8
3.3 Project setting 9
3.4 Organizational setup 11
3.5 List Of product 12
3.6 List of Raw material 13
3.7 Hazardous material storage and handling safety 18
3.8 Hazardous material storage and handling safety 19
3.9 Transportation , Unloading and handling procedure 23
3.10 Hazardous Properties Of The Chemicals, Compatibilities And Special Hazard
30
3.11 Occupational health impact on employees, control measures, action plan if accident occur
37
4 Hazard identification 45
4.0 Introduction 45
4.1 DOW’s Fire and Explosion Index 46
4.2 Identification of Hazardous area 46
4.3 Failure Frequency 46
4.4 Evaluation of Process areas 48
5 Risk Assessment 50
5.1 Effects of Release of Hazardous Substances 50
5.2 Tank on Fire / Pool Fire 50
5.3 Fire Ball 51
5.4 UVCE 51
5.5 Dispersion cases 51
5.6 Identification of High Risk Areas 51
5.7 Modes of Failure 52
5.8 Damage Criteria for heat radiation 52
6 Consequence Analysis 54

3
6.1 Consequence Analysis 54
Scenario-1 Unconfined pool fire for 20 KL road tanker catastrophic failure 57
Scenario-2 Pool Fire for 25 KL storage tank catastrophic failure 60
Scenario-3 Unconfined Pool Fire Simulation for Drum Storage Area 63
Scenario-4 BLEVE simulation for Drums Storage 65
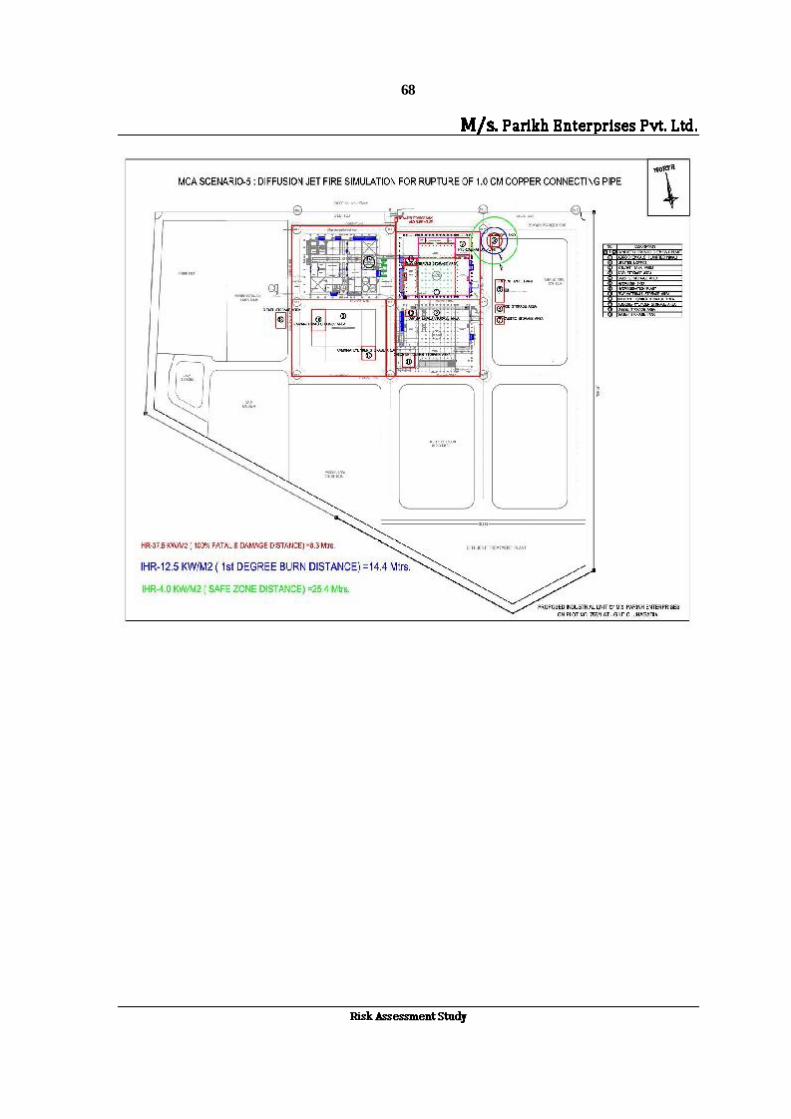
Scenario-5 Diffusion Jet Fire Simulation for rupture of 1.0 cm copper connecting pipe
67
Scenario-6 Over pressure / explosion for rupture of 1.0 cm copper pipe line of Hydrogen cylinder to PRV station.
69
Scenario-7 Puff Isopleth Simulation For Chlorine Tonner Catastrophic Failure
71
Scenario-8 Point source plume release for Chlorine tonner liquid/ gas phase valve failure
72
Scenario-9 Puff Isopleth Simulation For Ammonia Cylinder Catastrophic Failure.
74
Scenario-10 Point source release from valve for Ammonia Cylinder. 76
Scenario-11 Spill pool Evaporation due to loss containment in Oleum storage tank
78
6.2 Detail regarding consequences analysis table 80
6.3 Conclusions 81
7 Risk Reduction Measures 82
8 Disaster Management plan 83

4
Parikh Enterprises Pvt. Ltd. aims to set up a new project in Jhagadia which is located at Plot No. 755/1, GIDC Industrial Estate, Jhagadia, District: Bharuch in Gujarat State. The plant will be designed to produce Synthetic Organic Chemicals and Copper Based Agrochemicals. The total land area of the said unit is 16.582 Hectares. 1.1 Experts from our organization visited the site on and subsequently inspection of
site as per site plan and the environs along with collection of relevant information about the proposed installation and the operations of the plant. Also a detailed discussion was held on various aspects including storage facilities, process safety and emergency preparedness with the officers of the company.
1.2 Various flammable chemicals like IBA, Methanol, Xylene, aniline, etc., will be received through road tanker and will be stored in FESO approved under ground storage tank farm area as per Petroleum Act and Rules. Other flammable but not falls under petroleum act like MCB, ONT, NB, ODCB, etc, will be stored in above ground tank farm area. Acids, Alkalies, like HCl, Oleum, sulfuric acid, Nitric acid etc., will be stored in acid tank farma area.. All safety measures will be provided at design level and foolproof safety features will be provided.
1.3 Some flammable/combustible/ Toxic liquid/solid chemicals will be received in drums or bags or in carboys and it will be stored in drum storage area and in RM store as per its incompatibility and other properties like flammable, toxic, corrosive and reactive.
1.4 Based on the data furnished and the study of the installation, certain hazards have been identified and their consequences are modeled mathematically using HAMSGAP and DNV PHAST 7.11 software. Mapping of various scenario are with hazardous distances and safe distances are drawn on site plan for easy understanding of the consequences of the accident/ incident.
1.5 The study indicates that possible hazards associated with the plant are confined to (a) Methanol, IBA and Zylene Under ground tank farm area and road tanker unloading point. (b)MCB, DMF, Aniline, ONT, NB, ODCB, etc., above ground storage tank farm area, road truck unloading area. (c) Hydrogen cylinder skid handling area. (d) Drum storage area. (e) Oleum storage tank area. (f) Chlorine tonner storage shed (g) Ammonia cylinder storage area.
1.6 Various hazardous scenarios have been identified for Risk Assessment and the consequences modeled.
1.7 The results of the analysis have been summarized in the table appended. 1.8 It is observed from the summary that the consequences of hazards associated with any
possible spills / leaks for catastrophic failure of storage tanks, road tanker release scenarios would be of large in nature and would be taken care of with the proposed emergency facilities and manpower employed.

5
1.9 The possibility of occurrence of such hazards and their effects could be further reduced by implementing the suggestions made in this report.
1.10 Catastrophic failure of storage tanks, road tanker resulting in major disaster due to fire, explosion and toxic releases is very unlikely events barring gross neglect of time tested safety standards and procedures set up by the industry.
1.11 The possibility of occurrence of major disaster due to fire, explosion and toxic release and mishaps are considered very remote.
1.12 However considering the potential for major hazards, however remote they may be, associated with storage area, some suggestions are made in the subsequent chapters for further improvement in the areas of safety, environmental impact, Emergency facilities and emergency preparedness plan.
1.13 Conclusion Based on the 1) Risk Analysis study and information regarding the layout plan and safety systems. 2) Discussions with company officials,

6
The main objectives of the Risk Assessment (RA) study is to determine damage due to major hazards having damage potential to life & property and provide a scientific basis to assess safety level of the facility. The principle objective of this study was to identify major risks in the manufacture of specialty fine chemicals and storage of hazardous chemical at site and to evaluate on-site & off-site consequences of identified hazard scenarios. Pointers are then given for effective mitigation of hazards in terms of suggestions for effective disaster management, suggesting minimum preventive and protective measures & change of practices to ensure safety.
This report is limited to the following:-
Identification of major risk areas. Hazard identification/Identification of failure cases Consequential analysis of probable risks / failure cases
o Evaluation of heat radiation & pressure wave profiles for identified failure cases o Risk assessment on the basic of the above evaluation & risk acceptability o Minimum preventive & protective measures to be taken to minimize risks to
maximum possible extent. Giving pointers for effective disaster management Suggesting other measures to further lower the probability of risk
The procedure used for carrying out the Quantitative Risk Assessment Study is outlined below:- Identify Credible Loss Scenarios for the facility under the study by discussion with
Simulate loss Scenarios to determine the vulnerable zones for toxic dispersion, pool fire, Tank on fire (Thermal Radiation ), Flash fire, Explosion over pressure (Vapour cloud Explosion, Ball fire using software packages HAMSGAP. Suggest mitigating measures to reduce the damage, considering all aspects of the facilities. The flowchart of the methodology for the present study is shown in following page.
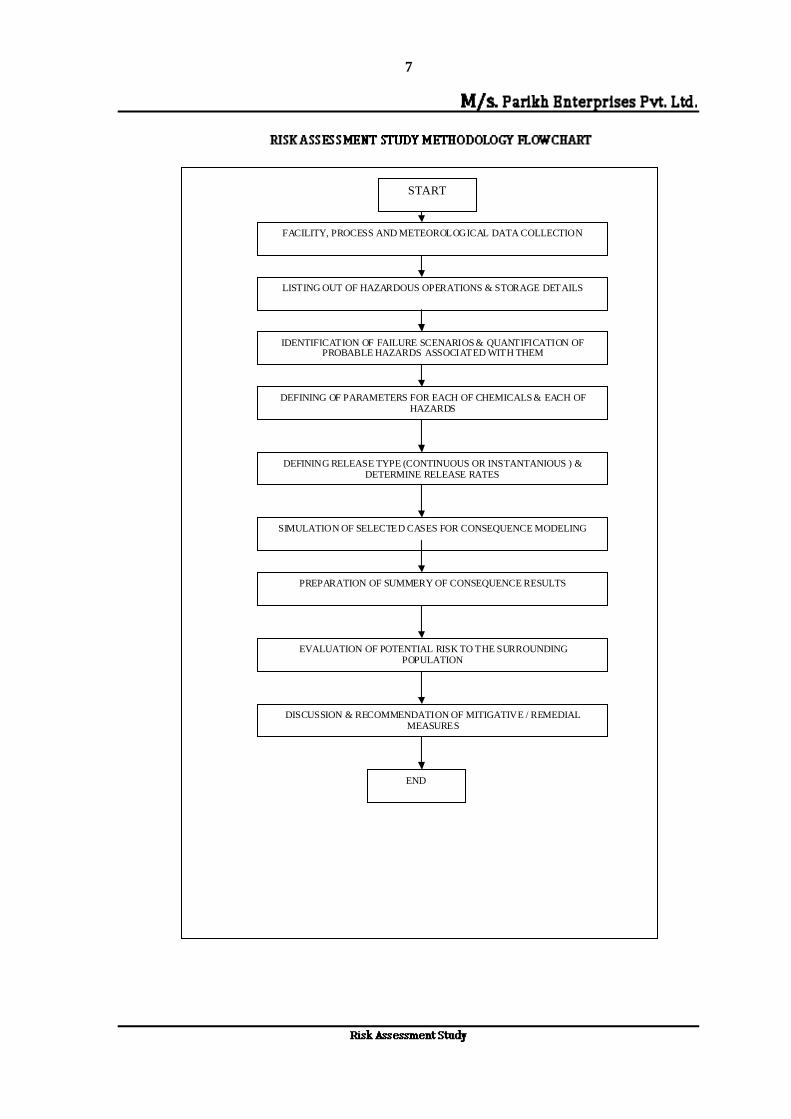
7
START
FACILITY, PROCESS AND METEOROLOGICAL DATA COLLECTION
LISTING OUT OF HAZARDOUS OPERATIONS & STORAGE DETAILS
DEFINING OF PARAMETERS FOR EACH OF CHEMICALS & EACH OF HAZARDS
IDENTIFICATION OF FAILURE SCENARIOS & QUANTIFICATION OF PROBABLE HAZARDS ASSOCIATED WITH THEM
DEFINING RELEASE TYPE (CONTINUOUS OR INSTANTANIOUS ) & DETERMINE RELEASE RATES
SIMULATION OF SELECTED CASES FOR CONSEQUENCE MODELING
PREPARATION OF SUMMERY OF CONSEQUENCE RESULTS
EVALUATION OF POTENTIAL RISK TO THE SURROUNDING POPULATION
DISCUSSION & RECOMMENDATION OF MITIGATIVE / REMEDIAL MEASURES
END

8
Parikh Enterprises Pvt. Ltd. aims to set up a new project in Jhagadia which is located at Plot No. 755/1, GIDC Industrial Estate, Jhagadia, District: Bharuch in Gujarat State. The plant will be designed to produce Synthetic Organic Chemicals and Copper Based Agrochemicals. The total land area of the said unit is 16.582 Hectares.
Sr. No. 1. Full Name & Address of Unit M/s. Parikh Enterprises Pvt. Ltd.
Plot No: 755/1, GIDC Industrial Estate, Village: Jhagadia, District: Bharuch, State: Gujarat, Pincode:393110
2. Telephone No. Fax Number: Email ID :
(T): 079-22871471 Fax: 079-22872797 Email: [email protected]
3. Month & Year of Establishment New Project 4. Full name & Address and phone
number of the occupier M/s. Parikh Enterprises Pvt. Ltd. Plot No: 755/1,GIDC Industrial Estate, Village: Jhagadia, District: Bharuch, State: Gujarat, Pincode:393110 (T): 079-22871471 Fax: 079-22872797 Email: [email protected]
5. Full name & Address and phone number of the Factory manager
Mr. Arpan Paresh Parikh (M)- 9925000571
6. License & Approval:- Factory Inspectorate
Upcoming unit.
GPCB/PCB consent Upcoming unit. Solid waste Disposal
Member of Bharuch Enviro Infrastructure Limited (BEIL)
Explosive licence No : Chlorine gas storage license No.: G/WC/GJ/06/1723 (G28988)
7. Man Power Existing: Proposed:
136 NA
8. No. Of shift & Shift timing General First Second Third
9:30 AM– 5:30 PM - General Shift 6:00 AM– 2:00 PM 2:00 PM– 10:00 PM 10:00 PM– 6:00 AM

9
9. Environs (Nearest Facilities) 1. Railway Station Ankleshwar 2. Police Station GIDC jhagadia. 3. Fire Station GIDC jhagadia. 4. Hospitals Nearby At Ankleshwar city.
10. Total Land at Plant 1,65,825 Sq. Meters.
11. Total Built-up area at the Factory 64,500 Sq. Meters.
12. Power connection DGVCL, 10000 KV.
13. DG Set Stand by 2000 KV.
14. Power plant details : N. A.
15. Water Storage and source Source: Jhagadia GIDC
16. Boiler 3 TPH,6 TPH X 2
17. Chilled water plant 36 TR
18. Cooling Tower 600 TR
19. Effluent treatment Plant 10,00,000 Liters of Effluent/Day.
20. Fire Hydrant details With drawing Should be installed as per stand requirements.
21. Sprinkler system with drawing Should be installed as per stand requirements.
22. Fire water source GIDC supply 23. Fire Water Reservoir capacity 6000 M3
24. Department wise List of fire extinguishers with mapping if available
Proposed fire extinguishers list provided in report
25. SCBA sets availability and location mapping
02 Nos.
26. Evacuation plan on drawing and rehearsal report
Evacuation plan prepared on plot plan.
27. Electrical earthing pit location map with mapping and testing record.
Earth pit mapping will be done.
Parikh Enterprises Pvt. Ltd. aims to set up a new project in Jhagadia which is located at Plot No. 755/1, GIDC Industrial Estate, Jhagadia, District: Bharuch in Gujarat State. The plant will be designed to produce Synthetic Organic Chemicals and Copper Based Agrochemicals.

10

11

12
1 Activated Copper Phthalocyanine Blue 500
2 Copper Phthalocyanine Blue 500
3 Alpha Blue 65
4 Pigment Beta Blue (15:3) 300
5 Pigment Beta Blue (15:4) 200
6 Copper Phthalocyanine Pigment Green -7 200
7 Pigment Violet 23 50
8 Pigment Red 122 or Pigment Violet 19 50
9 Sosperse 5000 50
10 Carbazole 50
11 Azo Pigments(Red Series -50 + Yellow Series-50)
100
12 Pigment Dispersion 400
13 Reactive Blue 21/ Turquoise Blue - G 200
14 Reactive Blue 25/Turquoise Blue - H5G 50
15 Direct Blue 86 100
16 Direct Blue 199 100
17 Ammonium Sulphate Solution 3400
18 Ammonium Sulphate 451
19 Aluminium Hydroxide 193
1 Copper Sulphate Technical 500
2 Copper Sulphate (Basic)/Tribasic Copper 200

13
Sulphate
3 Bordeaux Mixture Tech 200
4 Copper Oxychloride Tech 800
5 Copper Hydroxide Tech 100
6 Cuprous Oxide Tech 400
1 Ammonium Carbonate (100%) 850
2 Ammonium Carbonate Solution 2442
3 Dilute HCL 370
4 Sodium Hypochloride Solution 562
1 CPC Blue Crude 1.000
2 Phthalic Anhydride 1.075 NH3 Gas 1.505 Urea/ Carbamide salt 0.880 Solvent (Ortho Nitro Toluene/ISOL/NB) 2.150 Cuprous Chloride 0.193 Ammonium Molybdate 0.003 Direct H2SO4 2.5 Water 4
3 CPC Blue Crude 1.05 Sulphuric Acid (70%) 4.81 Emulsifier 0.005 Water 22
4 CPC Blue 1.030 Salt 0.200 Dilute HCl 0.013 Caustic Soda Flakes 0.015 IBA/Xylene (Solvent) 0.500 Water 9.577

14
5 CPC Blue Crude 0.834 Additive 1 0.017 Additive 2 0.025 Modified Sulpho CPC 0.067 Caustic flakes 0.050 Rosin 0.083 Xylene 0.033 HCl 0.117 Water 15.686
6 Aluminum Chloride 1.660 Cupric Chloride 0.049 Vacuum Salt 0.308 CPC Blue crude 0.560 Chlorine 1.234 Emulsifier 0.040 MCB 3.000 Water 6.870
7 Carbazole 1 Mono Chloro Benzene 1.181 Caustic Soda Lye (48%) 1.181 Di Ethyl Sulphate 0.909 Phase Transfer Catalyst 0.027 Dilute Nitric Acid (60%) 1.109 Ortho Di Chloro Benzene 1.363 Raney Nickel 0.022 Sodium Acetate 0.458 Chloranil 0.763 Benzene Sulphonyl 0.476 Solvent ODCB 1.090 Methanol 1.590 Water 54.5 Hydrogen Gas 0.045
8 DMSS( Dimethyl Succinylo Succinate) 0.800 Aniline 0.770 Hydrochloric Acid 0.060 Methanol 5.600+9.800 Caustic Soda Flakes 0.600 Resist Salt 0.720 P2O5 1.860 Phosphoric Acid 3.200 Di Methyl Formamide 10.000 Water 112 DMSS( Dimethyl Succinylo Succinate) 0.800 Para Toludine 0.880

15
Hydrochloric Acid 0.060 Methanol 5.600+9.800 Caustic Soda Flakes 0.600 Resist Salt 0.720 P2O5 1.860 Phosphoric Acid 3.200 Di Methyl Formamide 10.000 Water 112
9 Copper Pthalocynine 0.500 Oleum 2.500 Arguaed 2 H775 0.500 Water 16.5
10 Hydrochloric Acid 2.600+8.000 Aniline 0.770 Sodium Nitrite 0.620 Cyclohexanon 1.000 Tetra Hydro Carbazole 1.212 Raney Nikel 0.120 Water 26.05
11 C. Acid 0.512 NH3 Liquid 0.150 HCl 0.875 NaNO2 0.175 Beta Napthol 0.350 Caustic Flacks 0.287 BaCl2 1.125 Ice 10.250 Water 14.8 4B Acid 0.320 HCl 0.500 NaNO2 0.175 Caustic Flakes 0.150 Bon Acid 0.310 Rosin 0.150 CaCl2 0.245 Ice 6.350 Water 12.275 Tobias Acid 0.303 HCl 0.485 NaNO2 0.175 Soda Ash 0.052 Bon Acid 0.275 Caustic Flakes 0.180

16
Rosin 0.150 CaCl2 0.415 Ice 7.100 Water 11.600 DCB 0.431 HCl 1.034 NaNO2 0.241 AAA 0.646 Caustic Flakes 0.372 Acetic Acid 0.100 Ice 7.568 Water 6.000 Water for washing 3.000
12 Pigment/Colorant/Dyes 0.550 Surfactants 0.200 Polypropylene Glycol 0.150 Antibacterial Oil 0.030 Dispersing Agent 0.050 Filler 0.300 Antisettling Agent 0.020 Process Water (stage 1) 0.810 Process Water (stage 2) 0.500
13 Chloro 1.215 CPC 0.343 PCl3 0.085 V.S. 0.395 Sodium Bicarbonate 0.329 Salt 0.027 Ice 4.123 Water 1.058 Pyridine 0.004
14 Chloro 1.344 CPC 0.320 B-Chloro 0.096 Ammonia 0.720 HCl (30%) 0.240 Sodium Bicarbonate 0.120 Ice 7.200 Water 1.600 DM Water 0.200
15 CPC 0.352 Oleum (23%) 1.647 Caustic Flakes 0.155 Soda Ash Powder 0.058

17
Water 5.588 Salt 1.000
16 Chloro 3.318 CPC 0.602 NH3 0.937 Ice 12.5 Water 4.910 DM Water 0.446
17 Ammonium Carbonate Solution 0.727 Sulphuric Acid 0.742
18 Ammonium Carbonate Solution 0.727 Sulphuric Acid 0.742
19 Caustic Flakes 1.53
1
Copper Metal 0.255 Sulphuric Acid 0.4
2 Copper Metal 0.141 Sulphuric Acid 0.221 Copper Carbonate 0.750 Water 1.080
3 Copper Metal 0.295 Sulphuric Acid 0.465 Calcium Carbonate 0.350 Water 1.100
4 Copper Metal 0.597 Hydrochloric Acid 0.570 Water 0.50
5 Copper Metal 0.654 Hydrochloric Acid 0.624 Sodium Hydroxide 0.210 Water 1.197
6 Cuprous Chloride 1.425 Sodium Carbonate 0.750 Water 0.525

18
Methanol 20 MT X 1 Nos MS tank
U/G Tank farm PE SO
licence premises
Atmospheric Ambient
1 3 0 Fire/Toxic
Provided in point No. 3.8.1
IBA/Xylene (Solvent)
10MT X 1 Nos MS tank
U/G Tank farm PE SO
licence premises
Atmospheric Ambient
3 2 0 Fire/ Toxic
Provided in point No. 3.8.1
Aniline* 10MT X 1 Nos MS tank
A/G Tank farm
Atmospheric Ambient
3 2 0 Toxic/ Fire
Provided in point No. 3.8.1
MCB 10MT X 1 Nos MS tank
A/G Tank farm
Atmospheric Ambient
2 3 0 T/F
Provided in point No. 3.8.1
Di Methyl Formamide (DMF)
10MT X 1 Nos MS tank
A/G Tank farm
Atmospheric Ambient
1 2 0 Fire
Provided in point No. 3.8.1
Solvent (Ortho Nitro Toluene, NB, ISOL)
25MT X 1 Nos MS tank
A/G Tank farm
Atmospheric Ambient
Toxic/Fire Provided in point No. 3.8.1
ODCB (Solvent) 20MT X 1 Nos MS tank
A/G Tank farm
Atmospheric Ambient
2 2 0 Toxic/ Fire
Provided in point No. 3.8.1
Para Toludine 3MT X 1 Nos SS tank
A/G Tank farm
Atmospheric Ambient
3 2 0 Toxic/ Fire
Provided in point No. 3.8.1
Oleum (23%) 30MT X 1 Nos MS tank
Acid Tank farm
Atmospheric Ambient
3 0 2 Toxic/
corrosive
Provided in point No. 3.8.2
Chloro Sulphonic acid*
50MT X 1 Nos MS tank
Acid Tank farm
Atmospheric Ambient
Corrosive Provided in point No. 3.8.2
Sulphuric Acid 98 %
56MT X 1 Nos MS tank
Acid Tank farm
Atmospheric Ambient
3 0 2 Corrosive
Provided in point No. 3.8.2
Dil. Nitric Acid 10MT X 1 Nos SS tank
Acid Tank farm
Atmospheric Ambient
3 0 0 Toxic
Provided in point No. 3.8.2
HCl (30 %) 128MT X 1 Nos HDPE
tank
Acid Tank farm
Atmospheric Ambient
3 0 1 Toxic/
Corrosive
Provided in point No. 3.8.2
Di Ethyl Sulphate
10MT X 1 Nos SS tank
Acid tank farm
Atmospheric Ambient
3 1 0 Toxic
Provided in point No. 3.8.2
Caustic Soda Lye (48%)
10MT X 1 Nos MS tank
tank farm Atmospheric Ambient
3 0 2 Toxic/
Corrosive
Provided in point No. 3.8.2
Liquer Ammonia*
20MT X 1 Nos MS tank
tank farm Atmospheric Ambient
Toxic Provided in point No. 3.8.2
Phosphoric pentoxide (P2O5)
5MT X 1 Nos SS tank
Acid tank farm
Atmospheric Ambient
3 0 2 Toxic /
reactive
Provided in point No. 3.8.2

19
Phosphoric Acid. 5MT X 1 Nos SS tank
Acid tank farm
Atmospheric Ambient
3 0 0 Corrosive
Provided in point No. 3.8.2
Benzene Sulphonyl chloride*
200 kg X 50 =10MT
Drum storage Shed
Atmospheric Ambient
2 1 2 Toxic & reactive
Provided in point No. 3.8.3
Cyclohexanon* 200 kg X 25Drums=5
MT
Drum storage Shed
Atmospheric Ambient
1 2 0 Corrosive/
Fire
Provided in point No. 3.8.3
Polypropyl ene Glycol
200 kg X 25 Drums =5MT
Drum storage Shed
Atmospheric Ambient
1 1 0 Toxic/ Fire
Provided in point No. 3.8.3
PCl3* 200 kg X 25 Drums =5MT
Drum storage Shed
Atmospheric Ambient
4 0 2 Toxic/
Corrosive
Provided in point No. 3.8.3
Pyridine 200 kg X 3 Drums
=0.5MT
Drum storage Shed
Atmospheric Ambient
3 3 0 Toxic/Fire
Provided in point No. 3.8.3
Chlorine 900 kg X 10 tonners
Cylinder storage area
4 kg/cm2 Ambient
3 0 0 Toxic
Provided in point No. 3.8.4
Anhydrous NH3 50 kg X 20 cylinders
Cylinder storage area
4 kg/cm2 Ambient
Toxic Provided in point No. 3.8.5
Hydrogen Gas* 1 kg X 224 Cylinder =224 kg
Cylinder storage area
200 kg/cm2 Ambient
0 4 0 Fire/
Expl osive
Provided in point No. 3.8.6
Phthalic Anhydride*
50 kg X 2500 bags=
125MT
RM Store/ werehouse
Atmospheric Ambient
3 1 0 Toxic/
combustible
Provided in point No. 3.8.7
Caustic Soda Flakes*
50 kg X 1240bags=
62MT
RM Store/ werehouse
Atmospheric Ambient
3 0 2 Toxic/
Corrosive
Provided in point No. 3.8.7
Aluminum Chloride*
50 kg X 500bags=
25MT
RM Store/ werehouse
Atmospheric Ambient
Corrosive 3 0 2 W
Provided in point No. 3.8.7
Raney Nickel 10 kg X 500bags=
5MT
RM Store/ werehouse
Atmospheric Ambient
2 4 1 Toxic/ Fire
Provided in point No. 3.8.7
Chloranil 50 kg X 100bags=
5MT
RM Store/ werehouse
Atmospheric Ambient
2 0 0 Toxic
Provided in point No. 3.8.7
3.8.1 For Methanol and IBA/Xylene PESO Underground storage tank farm :
1. Methanol, IBA/Xylene are rece ived through r oad tanker and stored in underground storage tank as per petroleum rules.
2 . Under ground tank farm is construct ed as per explos ive depar tment requirement and separat ion distance wil l be maintained.
3 . Pr oper Ear thing & Bonding Provided 4. All f it tings are flame proof. 5 . Pr ovision of Level Indicator.

20
6. Flame Arr estor & Breather Valve Provided. 7 . Pr ovision of F ire Ext ingu isher, Sand bucket 8 . Earhing Rela ys Provided 9. Pr ovision of Emergenc y shower 10. Handled by trained & experience operator only 11. Flame arrestor with breather valve pr ovided on vent li ne. 12. Road tanker unloading pr ocedure prepared and implemented. 13. Fir e load calcu lat ion done and as per fire load Hydr ant System will be
provided as per NFPA std. and Fir e ext ingui shers pr ovided as per fire load cal culation.
14. Spark arrestor provided to all vehicles i n side premises. 15. Lightening arrestor provided on the t op of chimney. 16. NFPA label (hazard ident ificat ion) capacity and content displa yed on
storage tank. 17. Jumper s provided on Methanol handl ing pipe l ine fl anges. 18. Flexible SS hose used for road tanker un loading purpose and other
temporary connection.
1 . S S st or a ge t a nk p rov id e d a s p e r I S code . 2 . Dy ke w a l l pr ov id ed t o st or ag e t an k. 3 . Le v e l g au g e pr o vid e d wit h l ow l ev el h igh le v e l au t o cu t -o ff p r ov is ion . 4 . Fir e h y d ra n t mon it or wit h foa m tr ol l e y fa ci l i t y p r ov ide d . 5 . F LP ty p e pu mp pr ov id e d. 6 . Dou b l e st at ic ea r t h in g p r ov ide d t o s t or a g e ta n k. 7 . Dou b l e Ju mpe r cl ip p ro vid e d to a l l pip e l ine fl a n g es . 8 . R oa d t a n ke r u n l oa d ing p ro ce du r e pr e p ar e d a nd imp l e men t e d . 9 . Lig h te n in g a r r e sto r, PP E s p r ov id e d. 1 0 . S af e ty sh o we r, ey e w a sh p r ov id ed . 1 1 . NF PA l a b el l in g sy st e m a do pt e d for d r u ms a s we l l a s s t or a ge t a n ks .
3.8.3 For Sulfuric Acid, Nitric Acid and Oleum storage tank :
1 . Storage tank stored away from the process plant. 2 . Tanker unloading procedure prepared and implemented. 3 . Caut ion note and emergency handl ing procedure disp layed at
unloading area and tr ained all operators. 4 . NFPA l abel provided. 5 . Required PPEs li ke full body protection PVC apron, Hand gloves,
gumboot, Respir ator y mask etc. provided to operator. 6 . Neut ral izing agent kept ready for t ackle any emergency spi llage. 7 . Safety s hower, e ye wash w ith quenching unit provided in acid storage
area. 8 . Material ha ndled in c lose condition in pipe l ine. 9 . Dyke wall provided to all storage t anks, collect ion pit with valve
provision. 10. Double drain valve pr ovided. 11. Level gauge provided on al l storage t anks. 12. Safety permit for loading unloading of hazardous material prepared
and implemented.

21
13. TREM CARD will be provided to all transport ers and trained for tr ansportation Emer gency of Hazardous chemicals.
14. Fir e hydr ant s ystem with jockey pump as per TAC norms instal led. 3.8.4 For MCB storage tank :
1 . Pr oper Earthing & pipe jumpers. 2 . All fit tings are f lame proof. 3 . Pr ovi sion of Fir e Extingu is her, Sand bucket 4 . Pr ovi sion of Emergenc y shower. 5 . Pr ovi sion of Level Indicator. 6 . Automatic DCS Operated System with Int erlocks. 7 . Handled by trained & experience operator only
3.8.5 For Ammonia storage tank :
1 . Pr ovi sion of dyke with l eachate arrangement 2. Handled with suitable PPEs 3. Pr ovi sion of Level Indicator 4 . Breather Valve provided to the t ank 5. Pr ovi sion of fir e extinguishers & Sand bucket . 6 . Pr ovi sion of Emergenc y shower 7. Handled by trained & experience operator only
S om e ch emic al s w i l l b e re ce iv e d at p l a n t in d ru ms by r oa d t ru ck an d st or e d in a sep a r at e d ru m sto ra ge a r ea .
1 . FLP t y p e l i g ht fi t t in gs wi l l b e p r o v ide d . 2 . P ro pe r v e nt i l a t io n wi l l b e p r ov id ed in g od ow n . 3 . P ro pe r l ab e l an d id e n t i ficat ion b oa rd / st icke r s w i l l b e p ro v ide d in t h e
sto r ag e a re a . 4 . C on du ct iv e dr u m p al l e t s wi l l b e pr ov id e d. 5 . Dru m h an d l ing tr ol l e y / s t a cke r s/fo rk l i f t w i l l b e u sed for d r u m
h an d l in g. 6 . Se p a r at e d isp en sin g r oom wit h l ocal e xh a ust an d st a tic ea rt h in g
p ro vis i on w i l l b e m a de . 7 . Ma te r ia l s w i l l b e s t or ed as p er i t s com pa t ib i l it y st u d y an d sep a ra t e ar e a
wi l l b e ma de f or fl a mma b l e, c or ro siv e a nd t ox ic che mical d r u ms st or a ge . 8 . Sm okin g an d ot h er spa r k, fl am e g e ne r at in g i t e m w il l b e b an n ed fro m t h e
Ga t e.
Following steps will be adopted. 1 . SO P wi l l b e pr e p ar e d f or sa fe h an d l in g of C h lo rin e t on n er s. 2 . C hl o rin e E me r ge n cy Kit wi l l b e p r ocu r ed a n d kep t r ea d y a t ch l or in e sh ed . 3 . C hl o rin e Hoo d wi t h b l owe r wi l l b e p ro vid e d wit h scru b b ing a rr a n g em en t . 4 . Sa f et y S h ow er a n d ey e w a sh wi l l b e pr ov id ed in C h l or ine sh ed a re a. 5 . Ton n er h a n dl in g E O T cra n e wi l l b e in sta l l ed in Ch l or in e sh e d a re a fo r saf e
t on ne r ha n d l ing .

22
6 . Sa f et y V a l v e w i l l b e p rov id e d on ch l or in e h ea d er l in e an d i t w i l l b e con n ect e d t o ca u st ic scr u b be r .
7 . SC B A se t s w i l l be ke p t re a d y at c hl or in e ha n d l in g a re a . 8 . Sa f et y v a l v e wi l l b e p r ov id ed on v a p or iz e r h e ad e r an d ou t l et o f sa fe t y
v al v e con n e ct ed t o scr u bb e r . 9 . Fl ow a n d t e mp e ra t u re co nt r ol l e r s wi l l b e p r ov ide d on p r oce ss l ine .
1 . A mmon ia cy l ind e r s wi l l b e s to re d in cy l ind e r st or a g e ar e a . C yl in d e r sto r ag e l ice nc e w i l l b e ob t a in ed fr o m CC O E a s p e r Ga s cy l in de r r ul e s .
2 . A mmon ia cy l in d er wi l l b e ma d e w el l v e nt i l a t ed a n d sa fe d i st an ce wi l l b e ma in ta in ed .
3 . Sp r in kl e r sy st e m p r ov is ion w i l l be ma d e in cyl in d e r st or a g e a re a . 4 . A mmon ia cy l in de r l ea ka g e id en t i fica t ion wi l l b e do n e b y H CL to rch . 5 . A mmon ia cy l in de r l ea ka g e con t ro l K it w i l l b e k ep t a v ai l a b l e a t s t or e. 6 . Ha za r d id e n t i ficat ion , c on t r ol m ea su re s in ca se o f l e a ka g e an d fir st A id
p ro ce d u r e w i l l b e p r ep a re d a n d d isp l ay e d a t ha n dl in g l oca tio n s. 7 . C op pe r tu be wi l l b e use d for A mm onia cy l in d e r c onn e ct ion wit h h ea d er . 8 . Sp r in kl e r p oin t a nd E y e wa sh / Sa fe t y sh owe r wi l l b e p r ov ide d n ea r
A mmon ia h e a de r po int .
1 F LP ty p e a r ea w i l l be p r ov ide d . 2 Tot a l e n cl o sed p r oce ss sy st em . 3 I nst r u me nt & P la n t A ir S y st e m. 4 Nit r og e n b l a n ket in g in Hy d ro ge n a t ion re a ct or . 5 S af e ty v a l v e a nd R u pt u r e d isc p r ov ide d on r e act or . 6 C ool in g C h i l lin g a n d p ow er a l t er n at iv e ar r a n ge m en t h a v e be e n m ad e
on r e act or . 7 H y dr og e n a nd N it ro ge n C y l in de r b an k aw a y fr om t h e au t ocl a v e
r ea ct or . 8 P R V st a tio n wit h sh ut off va l v e , saf et y v al v e p r ov is ion wi l l b e ma de f or
h y d rog e n at ion r e act ion s afe t y . 9 Be for e H yd r og e n G as ch a r gin g in t o r e a ct or a n d aft e r co mp l et ion o f
r ea ct ion N itr og e n fl u sh in g wi l l b e don e. 1 0 Fl a m e ar r e st o r w i l l b e p r ovid e d on v en t l ine of r ea ct or an d it wi l l be
e xt e n de d u p t o ro of l e v e l . 1 1 O p en w el l v en t i l at e d an d fr a gi l e r oof wi l l b e p ro v id e d to on r e a ct or. 1 2 S af e C at a l y st ch a rg in g me t ho d wi l l b e a d op t ed . 1 3 S O P wi l l b e p re p ar e d an d op e ra t or s w i l l be t r ain e d for th e sa m e. 1 4 S t at ic e ar t h in g an d el e ct r ic e a rt h in g ( Dou b l e ) p r ov id ed . 1 5 R ect or v en t e x t en d ed ou t s id e t h e p roc e ss a r e a an d f l am e a rr e st or
p r ov ide d on v e nt l in e . 1 6 Du mp ing v e ss el a r r an g e me n t wi l l b e ma de . 1 7 Ju mp e rs fo r s ta t ic ea r t hin g on pip e l in e fl an g e s of fl a m mab l e ch e mica l
w il l b e p r ovid e d .
23
1 H y dr og e n r oa d skid wi l l be r ec eiv ed b y r oad a n d skid wi l l b e st or e d a wa y fr om p r oce ss p l an t .
2 P R V sta t ion p r ov id ed wit h shu t o ff v a l v e a nd saf e ty v al v e . 3 Fl a m e p r oof l igh t fi t t in g in st al l e d. 4 S t at ic e ar t h in g an d el e ct r ic e a rt h in g ( Dou b l e ) p r ov id ed . 5 Ju mp e rs fo r s ta t ic ea r t hin g on pip e l in e fl an g e s of fl a m mab l e ch e mica l
w il l b e p r ovid e d . 6 No n sp a r kin g t o ol s w i ll be u se d for h y dr o g en l in e fi tt in g .
1 . F LP ty p e l ig h t f i tt in g s wi l l b e pr ov id ed . 2 . P r op er v e n t il a t ion wi l l b e pr ov id e d in go do wn . 3 . P r op er l ab e l an d id en t i fica t io n b oa rd / st ic ker s wi l l b e p rov id e d in th e
st or ag e a r ea . 4 . S ep a r at e d isp en sin g roo m w it h l oca l e xh a ust a nd st at ic e a rt h in g
p r ov isi on wi l l b e ma d e. 5 . Ma t er ia l s wi l l b e s t or e d a s pe r i t s comp a t ibi l i t y st u d y an d sep a ra t e
a re a wi l l b e ma d e f or f l am ma bl e , cor r osiv e an d to xic ch em ica l dr u ms st or ag e .
6 . S mo king a n d ot he r spa r k, fl a me g en e r at in g i t e m w il l b e b a n ne d f r om t h e G at e .
SR.NO.
1 Transportation by road tanker
Leakage, Spillage, fire, explosion, Toxic release
Training will be provided to driver and cleaner regarding the safe driving, hazard of Flammable chemicals, emergency handling, use of SCBA sets.
TREM card will kept with TL. SCBA set will be kept with TL. Fire extinguishers will be kept with
TL. Flame arrestor will be provided to TL
exhaust. Instructions will be given not to stop
road tanker in populated area. Clear Hazard Identification symbol
and emergency telephone number will be displayed as per HAZCHEM CODE.
Appropriate PPEs will be kept with TL.
2 Road tanker unloading at site.
Leakage, Spillage, fire, explosion, toxic
Priority will be given to Tanker to immediately enter the storage premises at site and will not be kept

24
release waiting near the gate or the main road.
Security person will check License, TREM CARD, Fire extinguisher condition, SCBA set condition, Antidote Kit, required PPEs as per SOP laid down.
Store officer will take sample as per sampling SOP from sampling point.
After approval of QC department unloading procedure will be allowed be started.
Wheel stopper will be provided to TL at unloading platform.
Static earthing will be provided to road tanker.
Tanker unloading procedure will be followed according to check list and implemented.
Flexible SS hose connection will be done at TL outlet line.
The quantity remaining in the hose pipeline will be drained to a small underground storage tank, which will be subsequently transferred by nitrogen pressure to the main storage tank thus ensuring complete closed conditions for transfer from road tanker.
All TL valves will be closed in TL. Finally earthing connection and
wheel stopper will be removed. Only day time unloading will be
permitted. 3 Storage tank safety Leakage,
Spillage, Fire, Explosion, Toxic release.
SS storage tank will be provided as per IS code.
Dyke wall will be provided to storage tank.
Level transmitter wil l be provided with low level high l evel auto cut-off provision.
Vent will be connected to water trap and vent of water trap will be provided with flame arrestor.
Water sprinkler system will be provided to storage tank.
Fire hydrant monitor with foam attachment facility will be provided.
Dumping / Drain vessel/alternate vessel will be provided to collect dyke

25
wall spillage material. FLP type pump will be provided. Nitrogen blanketing will be provided
to storage tank. Double static earthing will be
provided to storage tank. Double Jumper clip will be provided
to all Solvent handling pipeline flanges.
4 Transfer from
storage tank to Day tank
Leakage, Spillage due to Line rupture, Flange Gasket failure, Fire, Explosion, Toxic release.
Double mechanical seal type FLP type pump will be provided.
Double on / off switch will provided at tank farm and process area near day tank. Pump auto cut off with day tank high level will be provided.
Flame arrestor will be provided on day tank vent.
Over flow will be provided for additional safety and it will be connected to main storage tank.
NRV will be provided on pump discharge line.
Double Jumper clip will be provided to all solvent handling pipeline.
Double static earthing will be provided to day tank.
5 Transfer from Day
tank to reactor. Leakage, Spillage due to Line rupture, Flange Gasket failure, Fire, Explosion, Toxic release.
Gravity transfer. Total quantity of day tank material
will be charged in to reactor at a time. NRV will be provided on day tank
outlet line. Static earthing will be provided to
storage tank. Double Jumpers will be provided to
pipeline flanges.
SR.NO.
1 Transportation of acids by road tanker
Leakage, Spillage, Toxic release
Training will be provided to driver and cleaner regarding the safe driving, hazard of Flammable chemicals, emergency handling, use of SCBA sets administration.
TREM card will kept with TL. SCBA set will be kept with TL. Instructions will be given not to stop
road tanker in populated area. Clear Hazard Identification symbol

26
and emergency telephone number will be displayed as per HAZCHEM CODE.
Appropriate PPE s will be kept with TL.
Emergency telephone numbers list of OFF site emergency agencies will be provided in TREM CARD
2 Acids Road tanker unloading at site.
Leakage, Spillage, toxic release
Priority will be given to Tanker to immediately enter the storage premises at site and will not be kept waiting near the gate or the main road.
Security person will check Licence, TREM CARD, Fire extinguisher condition, SCBA set condition, required PPEs as per SOP laid down.
Store officer will take sample as per sampling SOP from sampling point.
After approval of QC department unloading procedure will be allowed be started.
Wheel stopper will be provided to TL at unloading platform.
Tanker unloading procedure will be followed according to check list and implemented.
Flexible hose connection will be done at TL outlet line and checked for no leakage.
Every time rubber gasket will be changed.
The quantity remaining in the hose pipeline will be drained to a small container, which will be subsequently transferred to the main storage tank thus ensuring complete closed conditions for transfer from road tanker.
All TL valves will be closed in TL. 3 Storage tank safety Leakage,
Spillage, Toxic release.
Storage tank will be stored away from the process plant.
Tanker unloading procedure will be prepared and implemented.
Caution note and emergency handling procedure will be displayed at unloading area and trained all operators.
NFPA label will be provided. Required PPEs like full body

27
protection PVC apron, Hand gloves, gumboot, Respiratory mask etc. will be provided to operator.
Neutralizing agent will be kept ready for tackle any emergency spillage.
Safety shower, eye wash with quenching unit will be provided in acid storage area.
Material will be handled in close condition in pipe line.
Dyke wall will be provided to all storage tanks, collection pit with valve provision.
Double drain valve will provided. Level gauge will be provided on all
storage tanks. Safety permit for loading unloading
of hazardous material will be prepared and implemented.
TREM CARD will be provided to all transporters and will be trained for transportation Emergency of Hazardous chemicals.
Fire hydrant system with jockey pump as per TAC norms will be installed.
4 Transferred from
storage tank to Day tank
Leakage, Spillage due to Line rupture, Flange Gasket failure, Toxic release.
Double mechanical seal type pump will be provided.
Double on / off switch will provided at tank farm and process area near day tank. Pump auto cut off with day tank high level will be provided.
Flame arrestor will be provided on day tank vent.
Over flow will be provided for additional safety and it will be connected to main storage tank.
NRV will be provided on pump discharge line.
Flange Guard will be provided to all flanges.
5 Transfer from Day
tank to reactor. Leakage, Spillage due to Line rupture, Flange Gasket failure, Toxic release.
Gravity transfer. Double valve will be installed on day
tank outlet line. Total quantity of day tank material
will be charged in to reactor at a time.
NRV will be provided on day tank outlet line.
Flange guard will be provided to pipeline flanges.

28
SR.NO.
1 Transportation of Solvents drums
Leakage, Spillage, fire, explosion, Toxic release
Training will be provided to driver and cleaner regarding the safe driving, hazard of Flammable chemicals, emergency handling, use of SCBA sets.
TREM card will kept with TL. SCBA set will be kept with TL. Fire extinguishers will be kept with
TL. Flame arrestor will be provided to
TL exhaust. Instructions will be given not to
stop road tanker in populated area. Clear Hazard Identification symbol
and emergency telephone number will be displayed as per HAZCHEM CODE.
Appropriate PPE s will be kept with TL.
2 Drums unloading at site.
Leakage, Spillage, fire, explosion, toxic release
Priority will be given to truck to immediately enter the storage premises at site and will not be kept waiting near the gate or the main road.
Security person will check Licence, TREM CARD, Fire extinguisher condition, SCBA set condition, Antidote Kit, required PPEs as per SOP laid down.
Store officer will take sample as per sampling SOP from sampling point.
After approval of QC department unloading procedure will be allowed be started.
Wheel stopper will be provided to TL at unloading platform.
Only day time unloading will be permitted.
3 Godown/warehouse safety
Leakage, Spillage, Fire, Explosion, Toxic release.
FLP type light fittings will be provided.
Proper ventilation will be provided in godown.
Proper label and identification board /stickers will be provided in the storage area.

29
Conductive drum pallets will be provided.
Drum handling trolley / stackers/fork lift will be used for drum handling.
Separate dispensing room with local exhaust and static earthing provision will be made.
Materials will be stored as per its compatibility study and separate area will be made for flammable, corrosive and toxic chemical drums storage.
Smoking and other spark, flame generating item will be banned from the Gate.
4 Solvents transfer from drum to Day tank/ reactor
Leakage, Spillage due to Line rupture, Flange Gasket failure, Fire, Explosion, Toxic release.
Solvent transfer by vacuum or by pump only.
Static earthing will be provided. SS flexible hose / conductive hose
will be used.
5 Solvent transfer from Day tank to reactor.
Leakage, Spillage due to Line rupture, Flange Gasket failure, Fire, Explosion, Toxic release.
Gravity transfer. Total quantity of day tank material
will be charged in to reactor at a time.
NRV will be provided on day tank outlet line.
Static earthing will be provided to storage tank.
Double Jumpers will be provided to pipeline flanges.
















45
Risk assessment process rests on identification of specific hazards, hazardous areas and areas vulnerable to effects of hazardous situations in facilities involved in processing and storage of chemicals. In fact the very starting point of any such assessment is a detailed study of materials handled & their physical / chemical / thermodynamic properties within the complex at various stages of manufacturing activity. Such a detailed account of hazardous materials provides valuable database for identifying most hazardous materials, their behaviour under process conditions, and their inventory in process as well as storage and hence helps in identifying vulnerable areas within the complex. Hazardous posed by particular installation or a particular activity can be broadly classified as fire and explosive hazards and toxicity hazards. Whether a particular activity is fire and explosive hazardous or toxicity hazardous primarily depends on the materials handled and their properties. It will be from the above discussion that study of various materials handled is a prerequisite from any hazard identification process to be accurate. Based on this study the hazard indices are calculated for subsequent categorization of units depending upon the degree of hazard they pose. In a Agro/chemical Intermidiates Products Manufacturing Unit main hazard handling of hazardous chemicals like, solvents, corrosive and toxic chemicals, HSD as a fuel in Boiler and DG Sets, the primary concern has always been, fire and explosion prevention and control as these are the main hazard posed by such unit. This concern has grown through the loss of life, property and materials experienced after experienced after major disasters, which have occurred over the years. Identification of hazards is the most important step to improve the safety of any plant. The hazard study is designed to identify the hazards in terms of chemicals, inventories and vulnerable practices /operations.
The hazard evaluation procedures use as a first step by checklists and safety reviews. Dow and Mond fire and explosion indices, which make use of past experience to develop relative ranking of hazards, is also extensively used. For predictive hazard analysis, Hazard and Operability studies (HAZOP), Fault tree analysis, Event tree analysis, Maximum credible accident and consequence analysis etc are employed.

46
1. Hydrogen 0 4 0 21 3.0 2.29 144 Heavy 120 - - - - 2. Oleum 3 0 2 24 2.85 1.5 102.6 Intermediate 87 250 125 20.06 Severe 3. Methanol 1 3 0 16 2.55 2.35 95.88 Moderate 78 50 50 5.3 Light
4. Ammonia 3 1 0 4 3.1 3.2 32 Light 8.1 250 125 27 Severe
5. Chlorine 4 0 0 1 2.05 2.82 5.8 Light 4.9 325 125 26.41 Severe
Nh = NFPA Health rating GPH = General Process Hazard Nf = NFPA Fire rating SPH = Special Process Hazard Nr = NFPA Reactive rating FEI = Fire Explosion Index MF = Material Fctor Th = Penalty Factor Ts = Penalty for Toxicity TI = Toxicity Index
A study of process for manufacturing Pesticide Technical Products as given in EIA report indicates the following:
Process plant will be Batch process and multipurpose and multi utility base plant due to that at a time inventory of raw material at production area will be very small.
All raw material and finished product will be stored in tank farm area and required material will be charged in process through pump and in close circuit.
Batch size requirement chemicals will be charged in to day tank or reactor and empty drums will be sent back to RM store for neutralization and disposed off. Thus the inventory of the raw material in process area will be limited and for limited time.
Hydrogination Reactions is exothermic reaction and autoclave reaction at high pressure. Hydrogen reaction area segregates from the other process and storage area. Various raw materials used in the manufacturing processes are listed in Table-3.3 in
Section-3 along with mode / type of storage & storage conditions. It can be readily seen that raw materials even though hazardous in nature, will be used in small quantities & storage quantities will also very low at process plant.
Drums will be stored in drum storage area as per petroleum rules. Maximum five days running products raw material inventory will be kept in drum storage area.
Hydrogen gas will be used in hydrogenation process and road skid will be used for process and it will be directly connected to PRV station.
List of chemicals stored in larger quantities is provided in Table-3.4, hazardous properties are provided in Table-3.5 and Occupational health impact to employees and emergency action plan and its antidotes provided in Table 3.6
Hazardous material release scenarios can be broadly divided into 2 categories
I) catastrophic failures which are of low frequency and II) ruptures and leaks which are of relatively high frequency. Releases from failure of gaskets, seal, rupture in pipelines and vessels fall in the second category whereas catastrophic failure of vessels and full bore rupture of pipelines etc. fall into the first category.

47
Atmospheric storage
Catastrophic failure Significant leak
10-9 /yr 10-5 /yr
Process Pipelines < = 50 mm dia Full bore rupture
Significant leak 8.8 x 10-7 /m.yr 8.8 x 10-6 /m.yr
> 50 mm <=150mm dia Full bore rupture Significant leak
2.6 x 10-7 /m.yr 5.3 x 10-6 /m.yr
< 150 mm dia Full bore rupture Significant leak
8.8 x 10-8 /m.yr 2.6 x 10-6 /m.yr
Hoses Rupture 3.5 x 10-2 /m.yr

48
Process plant will be Batch process and multipurpose and multi utility base plant due to that at a time inventory of raw material at production area will be very small.
All raw material and finished product will be stored in tank farm area and required material will be charged in process through pump and in close circuit.
Batch size requirement chemicals will be charged in to day tank or reactor and empty drums will be sent back to RM store for neutralization and disposed off. Thus the inventory of the raw material in process area will be limited and for limited time.
Hydrogination Reactions is exothermic reaction and autoclave reaction at high pressure. Hydrogen reaction area segregates from the other process and storage area. Various raw materials used in the manufacturing processes are listed in Table-3.3 in
Section-3 along with mode / type of storage & storage conditions. It can be readily seen that raw materials even though hazardous in nature, will be used in small quantities & storage quantities will also very low at process plant.
Drums will be stored in drum storage area as per petroleum rules. Maximum five day s running products raw material inventory will be kept in drum storage area.
Hydrogen gas will be used in hydrogenation process and road skid will be used for process and it will be directly connected to PRV station.
List of chemicals stored in larger quantities is provided in Table-3.4, hazardous properties are provided in Table-3.5 and Occupational health impact to employees and emergency action plan and its antidotes provided in Table 3.6

49
Considering this, the risk analysis and consequences studies are concentrated on Below area. 1. Methanol, IBA and Zylene Under ground tank farm area and road tanker unloading
point. 2. MCB, DMF, Aniline, ONT, NB, ODCB, etc., above ground storage tank farm area, road
truck unloading area. 3. Hydrogen cylinder skid handling area. 4. Drum storage area 5. Oleum storage tank area 6. Chlorine tonner storage shed 7. Ammonia cylinder storage area.

50
H az ar d ou s su b sta n ce s m a y b e r el e a se d a s a r e sul t of fai l u r e s / ca t a str op h e s, ca u sin g p ossibl e d am a ge t o t h e su r r ou nd in g ar e a. In t h e f oll o win g d iscussion , a n a ccou n t is t ak en of v a r iou s ef fe ct s of r el e a se of h a za rd ou s su bst an ce s a n d t he p ar a me t er s t o be d e t er min e d for q u an t i ficat ion of su ch d am a ge s .
I n ca se of r e l e a se of h az a r dou s sub st an ce s th e d a ma g e s w i l l d e p en d l a r g el y on sou r ce st re n g th . Th e st r e ng t h of t h e sou rce m e an s t h e v ol um e o f t h e su bst an ce r e l e a se d . Th e re l e as e ma y b e in st an t an e ou s or se mi - co nt in u ou s. In t h e ca se of in st an t a ne o us r e l ea se , t h e st r en g t h o f t h e sou r ce is giv en in kg a nd in se mi - co nt in u ou s r el e a se t h e st r en g t h of t h e sour ce de p en d s on t h e ou t fl ow t im e ( kg / s.) . I n or d e r t o fir e t h e sour ce st r en g th , i t i s fi r st n ec es sa r y t o d e t er min e t h e st at e of a su b st an ce in a v esse l . The p h ysica l pr op e rt ie s , v iz. P re ssu re an d t e mp er a t ur e of t h e su b st a n ce d e t er m ine t h e p h ase of r e l ea se . Th is m ay b e g a s, g as c ond e n sed t o l iqu id an d l iqu id in eq u i l ib r iu m w ith i t s va p ou r or sol id s. I nst a nt a n eo u s re l e a se w il l occu r , f or e xa mp l e , i f a s t or a g e t an k fa i l s . De pe n din g on t he st or a g e c ond it ion s t h e fo l l owin g s i t u at ion s ma y o ccur . Th e sou r ce str e ng t h is e qu a l t o t he c ont e n t s of t h e ca pa cit y of t h e st o ra g e sy st em . I n t h e ev e nt of t h e in st a n t an e ou s re l e a se o f a liq u id a p ool of l iqu id wi l l fo rm . Th e ev ap or a t ion c an b e cal c ul a t ed o n th e ba sis of th is p ool .
I n t h e ev e nt of t h e in st a n t an e ou s re l e a se o f a liq u id a p ool of l iqu id wi l l fo rm . The ev a p or at io n c an b e cal cu l a te d on t h e ba sis of t h is p ool . Th e h ea t l o ad on ob je ct ou t s ide a bu r n ing p ool of l iq uid ca n b e cal cu l a t ed w it h t h e he a t r ad ia t ion mod el . Th is mod e l u ses av e r ag e r a dia t ion in t en sit y , w hich is d e pe n d en t o n th e l iq u id . Accou n t is a l so t a ke n of t he dia me t er - t o-h eig h t ra t io of t h e fir e, wh ich de p en d s on t h e b ur n in g l iq uid . I n ad d itio n , t he h ea t l oa d is al so in fl u en ce d by t h e fol l owin g f act or s:
Dist a n ce fr om t h e fir e Th e r e l at iv e hu m id it y of t h e air (w at e r v a pou r h a s a re l a tiv e l y h igh h e at -
ab sor b ing c ap a cit y) Th e or ien t a t ion i .e. h or izon t al / v e rt ica l of t he ob j ect iv e ir ra d iat ed w ith
re sp ect t o t h e fir e.

51
This happens during the burning of liquid, the bulk of which is initially over rich (i.e. above the upper flammable limit.). The whole cloud appears to be on fire as combustion is taking place at eddy boundaries where air is entrained (i.e. a propagating diffusion flame). The buoyancy of the hot combustion products may lift the cloud form the ground, subsequently forming a mushroom shaped cloud. Combustion rates are high and the hazard is primarily thermal.
UVCE stands for unconfined 51apour cloud explosion. The clouds of solvent vapour mix with air (within flammability limit 3.0 % to 11 %) may cause propagating flames when ignited. In certain cases flame may take place within seconds. The thermal radiation intensity is severe depending on the total mass of vapour in cloud and may cause secondary fire. When the flame travels very fast, it explodes causing high over pressure or blast effect, resulting in heavy damage at considerable distance from the release point. Such explosion is called UVCE (Unconfined Vapor Cloud Explosion) and is most common cause of such industrial accident.
P l u me s a r e con t in u ou s r e l e ase of h az ar d ou s g a se s an d v a pou r s . S m oke fr om a ch imn ey is an e x a mpl e . P lu m es c an c a use F IR E S A ND E X PLO S IO NS a s se con d ar y sce n ar io s.
P u ffs ar e inst an t a n eou s r el e a se of h a za rd o us g a se s an d v ap ou r s. P u ffs ca n g iv e r ise t o FI RE BA LL S a nd v a po ur cl ou d e xp l osion s ( VC E ) . A spe cia l ca se of v a po ur cl ou d e xp l osion is t h e B oi l in g Liq uid E v a po ra t in g V ap o ur E x p l osio n ( BLE VE ).
S pi l l s a r e l iq u id p ool s cr e at e d b y l e a king l iqu id che mica l s . S p i l l s ca u se e v ap or a t ion an d d ispe r sa l o f t ox ic g a se s an d i f t h e sp i l l e d l iq uid is fl a mm ab l e , t h en i t can cat ch f ire cr e at in g a p ool fi r e a l so t h e v a p ou rs ca n ca u se ex p l osi on .
1. Methanol, IBA and Zylene Under ground tank farm area and road tanker unloading point. 2. MCB, DMF, Aniline, ONT, NB, ODCB, etc., above ground storage tank farm area, road truck
unloading area. 3. Hydrogen cylinder skid handling area. 4. Drum storage area 5. Oleum storage tank area 6. Chlorine tonner storage shed 7. Ammonia cylinder storage area.

52
Liquid release due to catastrophic failure of storage vessel or road tanker. Liquid release through a hole/crack devel oped at welded joints/flanges / nozzles /
valves etc. Vapour release due to exposure of liquid to atmosphere in the above scenarios. Gas release due to catastrophic failure of Ammonia cylinder or outlet valve/line failure.
Event Causes Tank on Fire/ - Catastrophic failure of tank + Ignition availability Pool fire - Failure of liquid outlet line + Ignition availability Fire Ball/ - Catastrophic failure of road tanker/ storage tank Flash Fire Vapour generation due to substrate and wind UVCE Vapour cloud generation and about 15 % of
total vapour mass Above the UEL-LEL % Ignition availability Toxic gas dispersion - Toxic Gas release due to catastrophic failure of tonner/bullet/ Tanks and ignition not available within LEL- UEL range. Considering the quantity of storages & nature of Toxic nature and Flammable storage, following scenarios were taken up for detailed analysis & safe distances computed :
Catastrophic failure of road tanker of Isobutylene, n-Hexane, Toluene, Methanol, etc. and presence of ignition source poses heat radiation hazards to nearby areas.
Dispersion of vapour up to LC-50 ( Fatal ), Immediate Danger to Life and Health (IDLH ) and TLV ( Threshold Limit Value ) concentration Dispersion of vapour to toxic end points
Failure cases con sidered for consequence analysis are representative of worst-case scenarios. Probability of occurrence of such cases is negligible (less than 1 x 10-6 per year) because of strict adherence to preventive maintenance procedures within the complex. General probabilities for various failure is provided in , but consequences of such cases can be grave & far reaching in case such systems fail during life history of the company. Hence such scenarios are considered for detailed analysis. It is to be noted however that such situations are not foreseeable or credible as long as sufficient measures are taken. Also, consequence analysis studies help us evaluate emergency planning measures of the Company.
Da ma g e e ff e ct s v a r y wit h d i f fer e nt sc en a rio s . C a l cu l at ion s for v a r iou s sce na r ios a r e ma d e for t h e ab ov e f ai l u r e ca se s t o q u an t i fy t h e r e sul t in g d am a ge s . Th e re su l t s ar e t r an sl at e d in te r m of i nj u rie s a n d d a ma g e s t o e xp ose d p er son n el , eq u ip me nt , b ui l d ing e t c . Ta n k o n fir e / P ool fi r e d u e t o d ir ect ign it ion sou r ce on t an k or ro ad t an ke r or ca t a str op h ic fa i l ur e or l ea ka g e or d ama ge fr om pip e l in e of s t or a ge fa ci l i t ies or r oa d t an ke r u n l oa din g ar m, ca n r e su l t in he a t r ad iat ion cau sin g b u rn s t o p eo pl e d ep e n din g on t h er ma l l o ad a nd p e riod o f e x p osur e .

53
A l l su ch d am ag e s h a v e t o b e sp eci f ied cr i t er ia fo r e a ch su ch r esu l t an t e ffe ct , t o r el a t e t he q ua n ti f ier da ma g e s in t h is ma n n er , d am ag e cr i t e ria ar e u se d f or H ea t Ra d iat ion .
38 100% lethality, heavy damage to tanks 37.5 100% lethality, heavy damage to equipment. 25 50% lethality, nonpiloted ignition 14 Damage to normal buildings 12.5 1% lethality, piloted ignition 12 Damage to vegetation 6 Burns (escape routes) 4.5 Not lethal, 1st degree burns 3 1st degree burns possible (personnel only in emergency allowed) 2 Feeling of discomfort 1.5 No discomfort even after long exposure

54
I n t he r isk a n al y s is st u d y , p r ob a b l e d a ma g es d u e t o w or st ca se scen a ri os w er e q u an t i fied a n d con se q ue n ce s we r e a na l y ze d wit h ob je ct of em er ge n cy p l an n in g. Va r iou s me a su r e s t a ke n b y t h e comp a ny an d fin din g s of t he st u d y w er e con sid e re d for d e cid in g a cce pt a b i l i ty of r isks .
MC LS a ssu m e ma x imu m in ve n t or y o f ha z ar d ou s ch em ica l s a nd w or st w ea t h er con d it ion p r ev a i l ing a t t he t im e of f a i lu r e . Fu r t he r , n o cr e d it is g iv en fo r t h e saf e t y f ea t u re s p r ov id e d in t h e f ac i l i ty t o d e t er min e ma x imu m p o ssibl e d am a ge fr om t h e sc en a rio se l e ct ed . In r ea l i t y , le a ka ge of h a za rd ou s ch em ica l w il l b e sma l l er in ma gn it ud e . Al so t h e l e aka g e w i ll b e d et e ct ed imme d iat el y b y pl a n t ope r at in g st a ff t h en in i tia t e v a rio u s m it iga tio n me a su r es t o p re v e n t a ny disa st r ous si t u at ion .
1 Loss of cont ainment in Methanol (Solvent) road tanker.
Un loading arm 100 % failure.
and immediate ignition.
Un confined Pool fire
2 Loss of cont ainment in 20 MT DMF/Aniline/MCB etc., storage tank.
Catastrophic failure and
immediate ignition
Pool fire
3 storage area Drum failure Fire in drum storage 4 storage area Drum failure BLEVE in drum 5 Loss contentment in
Hydrogen header to skid connecting tube (3/8”).
Ruptures Jet fire
6 Loss contentment in Hydrogen header to skid connecting tube (3/8”).
Ruptures Flash fire/Explosion
7 Puff Isopleth Simulation For Catastrophic
Failure
Catastrophic failure
Puff dispersion up to LC 50 Human, IDLH and
TLV level. 8 Point source plume release for
liquid/ gas phase valve failure.
Random failure Puff dispersion up to LC 50 Human, IDLH and
TLV level. 9 Ammonia cylinder valve
failure Rupture
connection tube in plant header
Puff release ( Toxic gas release up to IDLH
level)

55
10 Ammonia cylinder valve failure
Rupture connection tube in
plant header
Point source release ( Toxic gas release up to
IDLH level) 11 Oleum storage Tank
catastrophic failure Catastrophic
failure Spill pool Evaporation up to LC 50, IDLH and
TLV level.
A v er a ge w in d spe ed : 3 m / se c . A v er a ge A m bie nt Te mp e r at u r e : 3 5 de g. c . A v er a ge H u mid it y : 6 0 %
1 00 % fa i l u re of U n l oad in g a r m i s co nsid er ed f or 2 0 K L r oad t an ke r w hi l e u nl o ad in g w or k. Tot al m at e r ial d r ain wi l l sp r ea d on f l oor . I mme d iat e ign it ion w i l l giv e u nc onf in ed p oo l fi r e.
C at a st ro ph ic fa i l ur e of s t or a ge t a n k or 1 0 0 % b o tt om v al v e / l ine fai l u r e an d t ot a l ma t e ria l d r ain in d y ke w al l . I m me dia t e ign it ion w il l giv e p oo l fi r e.
Dr u m Fir e i f d ir ect i gn it ion on r oa d ta n ke r. Dr u m st or ag e a r e a f ire d u e t o h ea t e ffe ct a nd dom ino ef fe ct .
H y dr og e n cy l in d er P ipe l in e t o P RV st a t ion l in e d am a ge a nd h y dr og e n g a s r el e a se a nd i t wi l l b e e xp l oid du e t o an y ign it ion so ur ce . Fol l ow in g sce na r ios c an b e po ssib l e .
Je t fi r e E x p lo sion ( O v e r p r es su r e) W e h av e ca l cul a t e d fol l ow in g h az ar d ou s d ist a n ce fo r t he a b ov e
me n t ion ed sce n ar io s. I nt e n sit y of H ea t Ra d iat ion ( I HR ) at gr ou n d l ev e l ( KW / m 2 )
6.1.3.5 For Chlorine Tonner as follows.
C h l or ine t on n er ca t a st r op h ic fa i lu r e i .e. 9 0 0 kg g a s p uf f d isp e rs i on For Ch l or in e l iq u id / g a s p ha se v al v e f ai l u r e re l e a se scen a rio , w e h a v e
con side re d r el e a se r at e 1 0 00 gr ms/ se c. Ma xim um c ont e nt s of th e t on n er s wi l l b e r el e a se wit h in 90 0 sec ond s or 1 5 min u te s .
Fa t a l i ty ( L C- 5 0 ) I mme d iat e d an g e r t o l i fe an d h e al t h ( IDL H) con ce n t ra t ion a re a TW A /TL V con ce n t ra t ion d ist a n ce( Met e r s)

56
A mmo nia ga s c yl in d er c at a str o ph ic f ai lu r e i .e . 5 0 kg g a s p uf f d ispe r si on.
For A mm onia g a s cy l in d er v a lv e fa i l u re r e l ea se sce n ar i o, we ha v e con side re d r el e a se r at e 1 00 0 gr ms/ se c.
W e h av e ca l cul a t e d fol l ow in g h az ar d ou s d ist a n ce fo r t he a b ov e me n t ion ed sce n ar io s.
Fa t a l i ty ( L C- 5 0 ) I mme d iat e d an g e r t o l i fe an d h ea l t h (I DLH ) con ce nt r a t ion ar e a TW A /TL V con ce n t ra t ion d ist a n ce( Met e r s)
6.1.3.7 For Oleum storage tanks/ road tanker as follows.
O l e um St or ag e t an k c at a st rop h ic fa i l u r e i .e . S o2 g a s p uf f d ispe r s ion For O l eu m ou tl e t l in e v al v e f ai l u r e re l ea se sce n ar io, we h a v e
con side re d r el ea se r a te 1 0 00 gr ms/ se c. 9 0 0 kg s ol e um r el e a se w ith in 1 5 min ut e s .
W e h av e ca l cul a t e d fol l ow in g h az ar d ou s d ist a n ce fo r t he a b ov e me n t ion ed sce n ar io s.
Fa t a l i ty ( L C- 5 0 ) I mme d iat e d an g e r t o l i fe an d h e al t h ( IDL H) con ce n t ra t ion a re a TW A /TL V con ce n tr a t ion d ist an ce( M et e r s)

57
MCA Scenario –1 Unconfined pool fire for 20 KL road tanker catastrophic failure
TABLE – 1 For 20 KL Methanol Road tanker. Scenario : POOL FIRE
In put Data Results of Computations Stored quantity 20 KL Max. IHR at flame centre height 129 Kw/m2 Pool diameter 50(m) Flame centre height 37 meter Pool liquid depth 0.1 (m) Maximum Flame width 37 meter Wind speed 3 m/s Mass burning rate liquid 5.6 kg/ m2/min. Liquid Density 792 kg/m3 Flame burnout time 13 Mims.
Incident Intensity of
Heat Radiation ( IHR) at ground level
KW /m 2
IHR- Isopleth Distance
( Meters )
Effect if IHR at Height of Simulation
37.5 36.2 Damage to process equipment. 100 % Fatal in 1 Min. 1 % fatal in 10 sec.
25.0 44.4 Min. to ignite wood ( without flame contact ). 100 % fatal in 1 Min. Significant injury in 10 sec.
12.5 62.7 Min. to ignite wood (with flame contact). 1 % fatal in 1 min. 1 st deg. burn in 10 sec.
4.0 110.8 Pain after 20 secs. Blistering unlikely. 1.6 175.2 No discomfort even on long exposure.
Results
In the 36.2 meter radius area is considered as 100% fatality in 1 min. In the 62.7 meter radius first degree burn in 10 sec. In the 110.8 meter radius area will give pain after 20 seconds. Blistering unlikely. In the 175.2 meter radius area is considered as safe area and no discomfiture even on long
exposure.

58
Measures to be taken to prevent such accident: 1. Training will be provided to driver and cleaner regarding the safe driving, hazard of
Flammable chemicals, emergency handling, use of SCBA sets. 2. TREM card will kept with TL. 3. SCBA set will be kept with TL. 4. Fire extinguishers will be kept with TL. 5. Flame arrestor will be provided to TL exhaust. 6. Instructions will be given not to stop road tanker in populated area. 7. Clear Hazard Identification symbol and emergency telephone number will be
displayed as per HAZCHEM CODE. 8. Appropriate PPEs will be kept with TL.
1. Off site emergency agency telephone provided in TRM CARD. 2. Fire extinguishers are provided in TL. 3. Training provided to control such emergency to driver and cleaner. 4. Evacuate the area up to 200 meters in all direction. 5. In case of leakage from valve road tanker should be deriver away from the populated
area. 6. Call to police, fi re brigade, Users company and supplier company.

59
Fire CAUTION: All these products have a very low flash point: Use of water spray when fighting fire may be inefficient. CAUTION: For mixtures containing alcohol or polar solvent, alcohol -resistant foam may be more effective. Small Fire Dry chemical, CO2, water spray or regular foam. Large Fire Water spray, fog or regular foam. Use water spray or fog; do not use straight streams. Move containers from fire area if you can do it without risk. Fire involving Tanks or Car/Trailer Loads Fight fire from maximum distance or use unmanned hose holders or monitor nozzles.
Cool containers with flooding quantities of water until well after fire is out. Withdraw immediately in case of rising sound from venting safety devices or
discoloration of tank.
ALWAYS stay away from tanks engulfed in fire.
For massive fire, use unmanned hose holders or monitor nozzles; if this is impossible, withdraw from area and let fire burn.
SPILL OR LEAK
1. ELIMINATE all ignition sources (no smoking, flares, sparks or flames in immediate area).
2. All equipment used when handling the product must be grounded. 3. Do not touch or walk through spilled material. 4. Stop leak if you can do it without risk. 5. Prevent entry into waterways, sewers, basements or confined areas. 6. A vapor suppressing foam may be used to reduce vapors. 7. Absorb or cover with dry earth, sand or other non-combustible material and
transfer to containers. 8. Use clean non-sparking tools to collect absorbed material.
9. Dike far ahead of liquid spill for later disposal. 10. Water spray may reduce vapor; but may not prevent ignition in closed spaces.

60
MCA Scenario –2 Pool Fire for 25 KL storage tank catastrophic failure
TABLE – 2 For 25 KL solvent Storage Tank Scenario : POOL FIRE
In put Data Results of Computations Stored quantity 25 KL. Max. IHR at flame centre height 77.07 Kw/m2 Pool diameter 10.0(m) Flame centre height 22.44 meter Pool liquid depth 1.0 (m) Maximum Flame width 11.37 meter Wind speed 3 m/s Mass burning rate liquid 5.2 kg/ m2/min. Liquid Density 1.12 kg/m3 Flame burnout time 8.33 Hrs.
Incident Intensity of Heat Radiation ( IHR) at ground
level KW /m 2
IHR- Isopleth Distance
( Meters )
Effect if IHR at Height of Simulation
37.5 9.8 Damage to process equipment. 100 % Fatal in 1 Min. 1 % fatal in 10 sec.
25.0 12.0 Min. to ignite wood ( without flame contact ). 100 % fatal in 1 Min. Significant injury in 10 sec.
12.5 16.9 Min. to ignite wood (with flame contact). 1 % fatal in 1 min. 1 st deg. burn in 10 sec.
4.0 29.6 Pain after 20 secs. Blistering unlikely. 1.6 46.7 No discomfort even on long exposure.
Results
In the 9.8 meter radius area is considered as 100% fatality in 1 min. In the 16.9 meter radius first degree burn in 10 sec. In the 29.6 meter radius area will give pain after 20 seconds. Blistering unlikely. In the 46.7 meter radius area is considered as safe area and no discomfiture even on long
exposure.

61
6.1.5 Measures to control and mitigate Emergency of Storage tank fire and pool fire :
Measures to be taken to prevent such accident:
Priority will be given to Tanker to immediately enter the storage premises at site and will not be kept waiting near the gate or the main road.
Security person will check Licence, TREM CARD, Fire extinguisher condition; SCBA set condition, Antidote Kit, required PPEs as per SOP laid down.
Store officer will take sample as per sampling SOP from sampling point. After approval of QC department unloading procedure will be allowed be started.
Following precautions will be adopted during TL unloading work by pump.
Wheel stopper will be provided to TL at unloading plate form. Static earthing will be provided to road tanker. Tanker unloading procedure with check list will be followed and implemented. Flexible SS hose connection will be made to TL outlet line. After connecting all hoses will be properly checked for any leakages and then sorage
tank charging line valve will be opened followed by TL outlet line valve and finally pump will be started.

62
When TL is empty, stop the pump pump then tank charging line valve is closed followed by TL outlet line valve.
The quantity remaining in the hose pipeline will be drained to a small underground storage tank, which will be subsequently transferred by nitrogen pressure to the main storage tank thus ensuring complete closed conditions for solvent transfer from road tanker.
All TL valves are closed and nitrogen blanketing in TL will be provided. Earthing connection and wheel stopper will be removed. Only day time unloading will be permitted.
For Storage tank farm area :
SS storage tank will be provided as per IS code. Dyke wall will be provided to storage tank. Level transmitter will be provided with low level high level auto cut-off provision. Vent will be connected to water trap and vent of water trap will be provided with flame
arrestor. Water sprinkler system will be provided to storage tank. Fire hydrant monitor with foam attachment facility will be provided. Dumping / Drain vessel will be provided to collect dyke wall spillage material. FLP type pump will be provided. Nitrogen blanketing will be provided to storage tank. Double static earthing will be provided to storage tank. Double Jumper clip will be provided to all Solvent handling pipeline flanges.
Mitigation measures :
Acrylonitrile handling & transportation safety SOP will be prepared and trained employees.
Emergency siren and wind sock will be provided. Scenario base On Site emergency Plan will be prepared. Tele Communication system and mobile phone will be used in case of emergency
situations for communication. First Aid Boxes and Occupational health centre will be made at site. Hydrant system & sprinkler system will be provided as per requirements. Foam attachment and portable foam trolley will be provided in tank farm area. Emergency organization and team will be prepared as per On site-Off site emergency
planning. Antidote Kit for Cyanide poisoning will be kept ready at site in OHC. Full body protection suite and other PPEs will be kept ready in ECC at site.

63
20 KL 143.48 Kw/m 2 25(m) 21.60 meter 0.01 (m) 21.59 meter 3 m/s 5.02 kg/ m2/min. 867 kg/m3 1.66 Hrs.
23.1 Damage to process equipment. 100 % Fatal in 1 Min. 1 % fatal in 10 sec.
28.3 Min. to ignite wood (without flame contact). 100 % fatal in 1 Min. Significant injury in 10 sec.
40 Min. to ignite wood (with flame contact). 1 % fatal in 1 min. 1 st deg. burn in 10 sec.
70.7 Pain after 20 secs. Blistering unlikely.
111.8 No discomfort even on long exposure.
In the 23.1 meter radius area is considered as 100 % fatality in 1 min. and first degree burn in 10 sec.
In the 40 meter radius first degree burn in 10 sec. In the 70.7 meter radius area will give pain after 20 seconds. Blistering unlikely. In the 111.8 meter radius area is considered as safe area and no discomfiture even on long
exposure.

64

65
20 Kl 11.17 meter 80 Kgs. 186.59 Kw /m 2
40550 Kj/Kg 292486 Kj/ sec.
3 m/s 1.333e + 006 Kj
867 kg/m 3 4.56 sec.
37.5 25 100 % Fatal . Min. to ignite wood (without flame contact)
25.0 30 Min. to ignite wood ( without flame contact ). Significant injury.
12.5 42.5 Min. to ignite wood (with flame contact). 1 st deg. burn .
4.0 76 Pain after 20 secs. Blistering unlikely.
1.6 120 No discomfort even on long exposure.
In the 25 meter radius area is considered as 100% fatality in 1 min. In 42.5 meter radius area is considered as 1st deg. Burn in 10 sec. and 1 % fatal in 1 minute. In the 76 meter radius area will give pain after 20 seconds. Blistering unlikely. In the 120 meter radius area is considered as safe area and no discomfiture even on long
exposure.

66

67
515 M3 52.49 Kw/m2
1 cm 63 meter 143463 m/s 12 meter
3 m/s. 8.5 Kw/ m2 0.067kg/m3 3778 m2
8.3 Damage to process equipment. 100 % Fatal in 1 Min. 1 % fatal in 10 sec.
10.2 Min. to ignite wood ( without flame contact ). 100 % fatal in 1 Min. Significant injury in 10 sec.
14.4 Min. to ignite wood (with flame contact). 1 % fatal in 1 min. 1 st deg. burn in 10 sec.
25.4 Pain after 20 secs. Blistering unlikely.
40.1 No discomfort even on long exposure.
In the 8.3 meter radius area is considered as 100% fatality in 1 min. In 14.4 meter radius area is considered as 1st deg. Burn in 10 sec. and 1 % fatal in 1 minute. In the 25.4 meter radius area will give pain after 20 seconds. Blistering unlikely. In the 40.1 meter radius area is considered as safe area and no discomfiture even on long
exposure.
68

69
7 m3 0.52meter 1 kgs 0.26 meter 42267 Kj/kg 2 sec. 0.600 4.19 meter
0029 283720 Kj
3.0 m/s 750 Kw/ m2
0.067 kg/m3 0.5
19 100 % Fatal . Min. to ignite wood (without flame contact)
24 Significant injury. Min. to ignite wood ( without flame contact ).
32 Min. to ignite wood (with flame contact). 1st deg. burn .
57 Pain after 20 secs. Blistering unlikely.
89 No discomfort even on long exposure.
In the 18 meter radius area is considered as 100% fatality in 1 min. In 32 meter radius area is considered as 1st deg. Burn in 10 sec. and 1 % fatal in 1 minute. In the 57 meter radius area will give pain after 20 seconds. Blistering unlikely. In the 89 meter radius area is considered as safe area and no discomfiture even on long exposure.

70

71
Scenario-7 Puff Isopleth Simulation For Chlorine Tonner Catastrophic Failure
TABLE –7 FOR CHLORINE Scenario : PUFF DISPERSION
In put Data Stored quantity 900 Kgs. Instantaneous Puff Release quantity 900 Kgs. Molecular weight 70.9 Density ( Air) 2.49kg/m3
Hazard Level Concentration (PPM) Ground level distance (Meter) Lc50 Human 1017 211
IDLH 10 856 TLV 1.0 1625
TLV new 0.5 1955

72
Scenario-8 Point source plume release for Chlorine tonner liquid/ gas phase valve failure
TABLE –8 FOR CHLORINE Scenario : POINT SOURCE PLUME RELEASE
In put Data Stored quantity 900 Kgs Rate of release 1000 g/s Molecular weight 70.9 Density ( Air) 2.49kg/m3
Hazard Level Concentration (PPM) Ground level distance (Meter) Lc50 Human 1017 166
IDLH 10 555 TWA/ TLV 1.00 1045 TLV new 0.5 1525

73
For Chlorine evacuate area in down wind direction up to 0.4 km ( 400 meter) in small spillage and in case of large spillage, evacuate the area in down wind direction 3.5 kms ( 3500 meters). SOP will be prepared for safe handling of Chlorine tonners. Tonner handling EOT crane will be installed in Chlorine shed area for safe tonner
handling. Safety Valve will be provided on chlorine header line and it will be connected to caustic
scrubber. Safety valve will be provided on vaporizer header and outlet of safety valve connected to
scrubber. Flow and temperature controllers will be provided on process line. Chlorine Gas detectors will be provided in Chlorine shed and near Header. Scenario base On Site emergency Plan will be prepared.
Chlorine Emergency Kit will be procured and kept ready at chlorine shed. Chlorine Hood with blower will be provided with scrubbing arrangement. SCBA sets will be kept ready at chlorine handling area. Safety Shower and eye wash will be provided in Chlorine shed area. Chlorine absorption system will be provided. In case of chlorine leakage in chlorine shed
it will be suck through blower and it will be scrubbed in Caustic scrubber. Emergency siren and wind sock will be provided. Tele Communication system and mobile phone will be used in case of emergency
situations for communication. First Aid Boxes and Occupational health centre will be made at site. Emergency organization and team will be prepared as per On site-Off site emergency
planning. Full body protection suite and other PPEs will be kept ready in ECC at site. Emergency team will be prepared and trained for scenario base emergency. Like Toxic
control team, Fire control team, First aid team, Communication and general administration team, Medical team etc.
· Fully encapsulating, vapor protective clothing should be worn for spills and leaks with no fire. · Do not touch or walk through spilled material.

74
· Keep combustibles (wood, paper, oil, etc.) away from spilled material. · Stop leak if you can do it without risk. · Use water spray to reduce vapors or divert vapor cloud drift. Avoid allowing water runoff to contact spilled material. · Do not direct water at spill or source of leak. · If possible, turn leaking containers so that gas escapes rather than liquid.
Stored quantity 50 kg. Instantaneous Puff Release quantity 50000 gms. Molecular weight 17 Density ( Air) 0.6kg/m3 Maximum ground level conc. 258295 ppm Distance of max. ground level conc. 23m.
6164 179.37
300 578.08
35 1358
25 1554
LC50 HUMAN (6164 ppm) area up to 18.77 meter, IDLH (300 ppm Immediate danger to life and
health) concentration area up to 187.56 meter and TWA (25 PPM ) area up to 831.17 meter.

75

76
Stored quantity 50 Kgs Rate of release 346 g/s Molecular weight 17 Density ( Air) 0.6 kg/m3
6164 18.77
300 187.56
35 675.54
25 831.17
LC50 HUMAN (6164 ppm) area up to 18.77 meter, IDLH (300 ppm Immediate danger to life and
health) concentration area up to 187.56 meter and TWA (25 PPM ) area up to 831.17 meter.

77

78
Stored quantity 30 MT Max. ground level conc. 655 Rate of release 865 g/s Dist. Of maxi. Ground level
conc. 26 meter
Molecular weight 178 Wind speed 3.0 m/s Density ( Air) 3.0
368 45
10 261
1 641
0.10 1466

79

80
MCA Scenario –1 Unconfined pool fire for 20 KL road tanker catastrophic failure
20 36.2 62.7 110.8
MCA Scenario –2 Pool Fire for 25 KL storage tank catastrophic failure
25 9.8 16.9 29.6
20 23.1 40 70.7
20 25 42.5 76
515 m3 8.3 14.4 25.4
7 m3 19 32 57
Scenario-7 Puff Isopleth Simulation For Chlorine Tonner Catastrophic Failure
900 kg - 211 856 1955
Scenario-8 Point source plume release for Chlorine tonner liquid/ gas phase valve failure
900 kg 1000 g/s 166 555 1525

81
50 kg 50 kg 179.37 578.08 1554
50 346 g/s 18.77 187.56 831.17
30 MT 865 g/s 45 261 1466
The appended table 6.2 & 6.3 summarizes the consequences of the various Scenarios analyzed under this study. As can be seen from the results of the summary of the Quantitative Risk Analysis study, the Total damage and Fatality zone due to Fire & Explosion up to 62.7 meters in worst case scenario. First degree burn zone up to 76 meter. Within the manufacturing processes, no major hazards are for seen due to minimal storage in process area. Due to toxic release scenario 50 % lethality distance up to 179 meter in case of Acetic anhydride storage tank catastrophic failure. Evacuation Zone up to 578 meter can be considered in wind direction. On site emergency preparedness plan will be prepared as per risk assessment findings. Emergency control facilities and resources will be pl an and rehearsal / Mock- Drill to be conducted regularly to combat emergency in minimum time.

82
7.1.1 From the Risk Analysis studies conducted, it would be observed that by and large, the risks
are confined within the factory boundary walls in case of fire, explosion and spillage of chemicals. On site emergency plan & preparedness plan to be prepared and implemented to combat such situations. To minimize the consequential effects of the risk scenarios, following steps are recommended.
Plant should meet provisions of the Manufacture, storage & Import of Hazardous
Chemicals Rules, 1986 & the factories Act, 1948. Hydrogination reaction area system should be DCS operational for foolproof safety
implementation. Fire hydrant system needs to be installed as per NFPA / GFR 66 A Norms in plant and
buildings. Process hazard analysis and HAZOP study to be conducted for each process and
recommendation to be implemented. HSE management system to be implemented. Induction course for HSE to be implemented at very initial stage of the plant employees
recruitment. Periodic On Site Emergency Mock Drills and occasional Off Site Emergency Mock Drills to
be conducted, so those staffs are trained and are in a state of preparedness to tackle any emergency.
Emergency handling facilities to be maintained in tip top condition at all time. Safe operating procedure to be prepared for hazardous process and material handling
process. Local call points (LCP) and smoke detectors to be provided in godown/ware house,
office building, drum storage area etc. Safety devices and control instruments to be calibrated once in a year. Proper colour work as per IS 2379 to plant pipeline and tank, equipments to be done
once in a six month to protect from corrosion. Preventive maintenance schedule to be prepared for all equipments. Permit to work system to be implemented 100 % for hazardous work in the plant. Safety manual as per Gujarat Factories Rule-68 K & P and Public awareness manual as
per Gujarat Factories Rule 41 B & C needs to be prepared and distributed to all employees and nearby public.
Emergency siren to be provided in all plant to declare emergency. Fire & Safety organization setup to be planed and implement for batter plant process
safety. Static earthing interlocking with pump facility to be provided in tank farm area to avoid
static hazard during tanker unloading work.

83
An onsite emergency in the industries involving hazardous processes or in hazardous installations is one situation that has potential to cause serious injury or loss of life. It may cause extensive damage to property and serious disruption in the work area and usually, the effects are confined to factory or in several departments of factory, premise. An emergency begins when operator at the plant or in charge of storage cannot cope up with a potentially hazardous incident, which may turn into an emergency.
A quick and effective response at during an emergency can have tremendous significance on whether the situation is controlled with little loss or it turns into a major emergency. Therefore, purpose an emergency plan is to provide basic guidance to the personnel for effectively combating such situations to minimize loss of life, damage to property and loss of property. An objective of Emergency Planning is to maximize the resource util isation and combined efforts towards emergency operations are as follows. :
To increase thinking accuracy and to reduce thinking time. To localize the emergency and if possible eliminates it. To minimize the effects of accident on people and property. To take correct remedial measures in the quickest time possible to contain the incident
and control it with minimum damage. To prevent spreading of the damage in the other sections. To mobilize the internal resources and utilize them in the most effective way To arrange rescue and treatment of causalities.
To keep the required emergency equipment in stock at right places and ensure the
working condition. To keep the concerned personnel fully trained in the use of emergency equipment. To give immediate warning tooth surrounding localities in case of an emergency situation
arising. To mobilize transport and medical treatment of the injured. To get help from the local community and government officials to supplement manpower
and resources. To provide information to media & Government agencies, Preserving records, evidence of
situation for subsequent emergency etc.

84
This OSEP is prepared for industrial emergencies like fires, explosions, toxic releases, and asphyxia and does not cover natural calamities and societal disturbances related emergencies (like strikes, bomb threats, civil commission’s etc.)
The important el ements to be considered in plan are
Emergency organization Emergency Facilities. Roles and Responsibilities of Key Personnel and Essential Employee. Communications during Emergency Emergency Shutdown of Plant & Control of situation. Rescue Transport & Rehabilitation. Developing Important Information.
The consideration in preparing Emergency Plan will be included the following steps:
Identification and assessment of hazards and risks. Identifying, appointment of personnel & Assignment of Responsibilities. Identification and equipping Emergency Control Centre. Identifying Assembly, Rescue points Medical Facilities. Formulation of plan and of emergency sources. Training, Rehearsal & Evaluation. Action on Site.
Earlier, a detailed Hazard Analysis and Risk Assessment was carried out on hazards and their likely locations and consequences are estimated following the standard procedure. However the causing factors for above discussed end results may be different and causing factors are not discussed in this plan.
Emergencies that may be likely at bulk fuel storage area, process plant, cylinder storage area, and drum storage shed, and autoclave reactor area. There are chances of fire and explosive only.
Other risks are earthquake, lightning, sabotage, bombing etc., which are usually, not in the purview of management control.

85
Plant organization is enclosed. Based on the plant organization, which includes shift organization, an E mergency Organization is constituted towards achieving objectives of this emergency plan. Plant Manager is designated as Overall in Charge and is the Site Controller. The following are designated as Incident Controllers for respective areas under their control. Shift in charge Engineer (Plant Operations) is designated at Incident Controller for all areas of plant.
It is a location, where all key personnel like Si te Controller, Incident Controller etc. can assemble in the event of onset of emergency and carry on various duties assigned to them. Plant Manager’s Office is designated as Emergency Control Centre. It has P&T telephone as well as internal telephones, ECC is accessible from plant located considerably away from process plant, Storage’s and on evaluation of other locations, Plant Manager’s Room find merit from the distance point of view, communication etc.
The following facilities and information would be made available at the ECC
Latest copy of Onsite Emergency Plan and off sites Emergency Plan (as provided by
District E mergency Authority). Intercom Telephone. P&T Telephone. Telephone directories (Internal, P&T) Factory Layout, Site Plan Pl ans indicating locations of hazardous inventories, sources of safety equipment, hydrant
layout, location of pump house, road plan, assembly points, vulnerable zones, escape routes.
Hazard chart. Emergency shut-down procedures. Nominal roll of employees. List and address of key personnel List and address of Emergency coordinators. List and address of first aides, List and address of first aid fire fighting employees, List and address of qualified Trained persons.
Internal hydrant system Portable extinguishers

86
These systems are proposed to protect the plant by means of different fire protection facilities and consist of Hydrant system for exterior as well as internal protection of various buildings/areas of
the plant. Portable extinguishers and hand appliances for extinguishing small fires in different areas
of the plant. Water cum foam monitor to be provided in bulk fuel storage area. Fire water pumps. Two (2) independent motor driven pumps each of sufficient capacity and head are
proposed for the hydrant systems which is capable to extinguish Fire or cooling purpose.
Adequate number of fire hydrants and monitors will be provided at various locations in and around the buildings and other plant areas. The hydrants will be provided on a network of hydrant mains drawing water from the hydrant pump, which starts automatically due to drop of pressure in the event of operating the hydrant valves. We are suggesting you to go for TAC approved hydrant system for foolproof safety and benefit from fire policy premium.
The objective of the emergency escape is to escape from the hazardous locations, to the nearest assembly point or the other safe zone, for rescue and evacuation.
Assembly point is location, where, persons unconnected with emergency operations would proceed and await for rescue operation.
Wind socks for knowing wind direction indication would be provided at a suitable location to visible from many locations. It is proposed to install windsocks at plant and Administration Building so as to be visible from different locations in the plant.
Emergency Ambulance would be stationed at the Administration Office and round the clock-driver would be made available for emergency transportation of injured etc. However, the other vehicles of the company also would be available for emergency services.
There are two kinds of communication system provided.
(a) Regular P&T phones with intercom facility. (b) Mobile phone

87
The emergency would be communicated by operating electrical siren for continuously for five minutes with high and low pitch mode.
Priority of Emergency Protection.
Life safety Preservation of property Restoration of the normalcy
While necessary facilities are available and are updated from time to time, sometimes, it may be necessary to seek external assistance; it may be from the neighboring factories or from the State Government as the case may be.
Inspite of detail ed training, it may be necessary to try out whether, the OSEP works out and will there be any difficulties in execution of such plan. In order to evaluate the plan and see whether the plan meets the objectives of the OSE P, occasional mock drills are contemplated. Before undertaking the drill, it would be very much necessary to give adequate training to all staff members and also information about possible mock drill. After few pre-informed mock drills, few UN-informed mock drills would be taken. All this is to familiarize the employees with the concept and procedures and to see their response. These scheduled and unscheduled mock drills would be conducted during shift change, public holidays, in night shift etc. To improve preparedness once in 6 months and performance is evaluated and Site Controller maintains the record. Incident Controller (IC ) coordinates this activity.


















