Plastics Injection Moulders Association Or Plastics …pima.asn.au/images/pdfs/newsletters/PIMA...
10
The PIMA Press Volume 7 Issue 8 August 2005 1 PIMA (The Plastics Injection Moulders Association) was formed 14 years ago by a group of injection mouldering companies who felt that the association charged with looking after their interests no longer had their best interests at heart. Their old association, the PIA (Plastics Industry Association) had become PACIA, the Plastics & Chemical Industry Association, and they felt that the power of the chemical companies had shifted the focus of the association. During the ensuing years PIMA has grown in strength, mainly in NSW, but also having member companies in other states. Full Membership (voting) is open to companies engaged in injection moulding in Australia. Associate Membership & Corporate Associate Membership (both non-voting) is open to both individuals and companies who supply the industry. When first formed, PIMA was mainly involved in providing an opportunity for members to network and holding seminars to improve the level of knowledge in the industry. Initially PIMA worked closely with TAFE & the ITABs to establish the Polymers Diploma Course and after 9 years of hard work an apprenticeship for the plastics industry was established. PIMA is now at the crossroads. It seems to have reached the point that the only way forward is to increase its membership to give it the critical mass it needs to help support all types of plastics converters. It was proposed at the 2004 PIMA AGM that the committee investigate whether the other types of plastics associations would be willing to join forces under an all-encompassing umbrella organisation. Whilst there have been some discussions with these groups this seems to be a very complicated arrangement. The better solution appears for PIMA to alter its name & constitution to become the Plastics Industry Manufacturers of Australia. This would allow all converters to join forces into an association that will provide the support that they need. Possibly some of the struggling smaller associations would then come over as a block. This would leave the way open for some of their experienced committee members to join the PIMA committee and then this expanded committee would then obtain the critical mass required to move the industry forward. We need to supply services such as seminars to converters in other states. We cannot remain NSW focused. Other states are going down the difficult road of apprenticeships – we may be able to help them. The existing committee cannot accomplish this expansion. They will need the help of an expanded committee and these extra committee members will come from other areas of the industry. In turn, these new committee members will be responsible for attracting their colleagues to join and over a period of time PIMA will grow into a viable force with the ability to help the industry generally. So the question is – does the Plastics Injection Moulders Association remain a relatively small group of injection moulders networking and providing targeted seminars or does it strive to become the Plastics Industry Manufacturers of Australia, an larger & financially stronger group whose aim is to promote plastics manufacturing in Australia, provide training in various disciplines and eventually become a voice in manufacturing as a whole. eventually have a stronger voice. Maybe I am dreaming, but maybe one day we will get our old PIA back (although PACIA still hold the copyright on the name). It may have to be called PIMA but only if the ‘M’ also stands for ‘many member.’ I call on the industry to get behind this move to help take PIMA to the next level. The committee has worked hard to put PIMA on a sound financial footing, it is now up to the rest of the industry to build on that foundation so that we eventually have a stronger voice. I welcome your comments. Ralph Cable, Secretary/Treasurer, PIMA Volume 7 Issue 8 August 2005 Plastics Injection Moulders Association Or Plastics Industry Manufacturers of Australia That is the question
Transcript of Plastics Injection Moulders Association Or Plastics …pima.asn.au/images/pdfs/newsletters/PIMA...
The PIMA Press Volume 7 Issue 8 August 2005 1
PIMA (The Plastics Injection Moulders Association) was formed 14 years ago by a group of injection mouldering companies who felt that the association charged with looking after their interests no longer had their best interests at heart. Their old association, the PIA (Plastics Industry Association) had become PACIA, the Plastics & Chemical Industry Association, and they felt that the power of the chemical companies had shifted the focus of the association. During the ensuing years PIMA has grown in strength, mainly in NSW, but also having member companies in other states. Full Membership (voting) is open to companies engaged in injection moulding in Australia. Associate Membership & Corporate Associate Membership (both non-voting) is open to both individuals and companies who supply the industry. When first formed, PIMA was mainly involved in providing an opportunity for members to network and holding seminars to improve the level of knowledge in the industry. Initially PIMA worked closely with TAFE & the ITABs to establish the Polymers Diploma Course and after 9 years of hard work an apprenticeship for the plastics industry was established. PIMA is now at the crossroads. It seems to have reached the point that the only way forward is to increase its membership to give it the critical mass it needs to help support all types of plastics converters. It was proposed at the 2004 PIMA AGM that the committee investigate whether the other types of plastics associations would be willing to join forces under an all-encompassing umbrella organisation. Whilst there have been some discussions with these groups this seems to be a very complicated arrangement. The better solution appears for PIMA to alter its name & constitution to become the Plastics Industry Manufacturers of Australia. This would allow all converters to join forces into an association that will provide the support that they need. Possibly some of the struggling smaller associations would then come over as a block. This would leave the way open for some of their experienced committee members to join the PIMA committee and then this expanded committee would then obtain the critical mass required to move the industry forward. We need to supply services such as seminars to converters in other states. We cannot remain NSW focused. Other states are going down the difficult road of apprenticeships – we may be able to help them. The existing committee cannot accomplish this expansion. They will need the help of an expanded committee and these extra committee members will come from other areas of the industry. In turn, these new committee members will be responsible for attracting their colleagues to join and over a period of time PIMA will grow into a viable force with the ability to help the industry generally. So the question is – does the Plastics Injection Moulders Association remain a relatively small group of injection moulders networking and providing targeted seminars or does it strive to become the Plastics Industry Manufacturers of Australia, an larger & financially stronger group whose aim is to promote plastics manufacturing in Australia, provide training in various disciplines and eventually become a voice in manufacturing as a whole. eventually have a stronger voice. Maybe I am dreaming, but maybe one day we will get our old PIA back (although PACIA still hold the copyright on the name). It may have to be called PIMA but only if the ‘M’ also stands for ‘many member.’ I call on the industry to get behind this move to help take PIMA to the next level. The committee has worked hard to put PIMA on a sound financial footing, it is now up to the rest of the industry to build on that foundation so that we eventually have a stronger voice. I welcome your comments. Ralph Cable, Secretary/Treasurer, PIMA
Volume 7 Issue 8 August 2005
Plastics Injection Moulders Association Or
Plastics Industry Manufacturers of Australia That is the question
The PIMA Press Volume 7 Issue 8 August 2005 2
What else is happening in the Industry? Reprinted from the Plastics Pioneers Newsletter
The financial press announced in June that Shell Chemicals & BASF had signed an agreement to sell their successful 50/50 joint venture, Basell, to a consortium led by New York based Access Industries and the Chatterjee Group. The sale, which was announced at Euro 4.4 billion, is going through the usual regulatory approvals process. Basell’s operations are not affected by the ownership change. (Source, PNI, financial press). Viscount Plastics has acquired AK Stone Guards Australia (AKS), in Adelaide. Previously South African owned, the specialist plastic painting business will give Viscount the in-house capability to mould, paint, and assemble high quality plastic components. (Source, PACIA News, PNI). Quenos is investing A$60 million in an Altona upgrade tha will see feedstocks changed from gasoil to ethane and LPG, and from which the plant will emerge as a dedicated polyethylene manufacturing facility. When the project is completed, a reduction of 15% in greenhouse emissions is expected, as are significant reductions in energy consumption, and solid wastes. (Source, financial press, PNI). The outstanding export success of Adelaide pipe fittings manufacturer Philmac (more than 40% of their production output goes overseas) has resulted in their recognition with a major Water Indusry Alliance Award. Philmacis widely regarded as a leader in Adelaide’s important plastics moulding industry, and as a world leader in the design and manufacture of innovative compression fittings and valves. (Source, financial press).
China Free Trade PIMA Vice President Keith Monaghan is assisting the China Free Trade Committee from the manufacturing perstpective. He has passed on the following information:- Australia is in the process of investigating and negotiating a free trade agreement with China. To help them in assessing the affect on manufacturing the committee has asked for submissions. These submissions should cover positives or negatives you have had in dealings with China or the affect that China has had on your company in some of the following areas for
example.
Problems relating to intellectual property how it has affected your company. Restriction or help in assessing the China market. Dumping of product into the Australian market and the affect on your company. Problems of getting monies (profits etc) out of China. Getting the goods specified and paid for. These are just a few areas. The government is holding the position that manufacturing in Australia should be left to defend for itself, even inline with some of the poor practices that China uses to help their manufacturing exports in the world markets. The Australia governments focus seems to favour commodities and tourism. (Keith’s comment) If we want our point of views heard we must put submissions to this committee as they have the mandate from the Prime Minister to make sure this free trade agreement happens and it will happen whether it is right or wrong. If you have any comments please give details and email them to Mr. Rick Wells at mailto:[email protected] It is critical that the China FTA Task Force is informed of the current situation that China has on manufacturing in Australia.

The PIMA Press Volume 7 Issue 8 August 2005 3
Health & Safety Bulletin Employers must exercise rights (Australian Chamber of Commerce and Industry website) Employers should feel free to use their arbitrated right to refuse employee requests for two years parental leave on the birth or adoption of a child. ACCI says employers must give proper consideration to the requests, but the Australian Industrial Relations Commission has given broad grounds to refuse, including cost, lack of adequate replacement staff, loss of efficiency and impact on customer service. Peter Hendy, ACCI chief executive, says many small and medium businesses will not be able to provide more than their legal obligation of one year's parental leave. Mr Hendy has called on employer bodies around Australia to ensure employers are aware the AIRC's decision in the family test case does not give workers a right to two years leave -- they can only request it. See The ACCI website. © Published by Crown Content Pty Ltd, Occupational Health & Safety Bulletin Aug 2005 issue. The editor wishes to thank Peter Mandavy of ASP Plastics for submitting this article
On display at Ausplas 2005
SEPRO ROBOTIQUE - EUROPES NO:1 SUPPLIER OF CNC ROBOTS TO THE PLASTICS INDUSTRY.
- 1 in 3 robots in use in Europe in the Plastics Industry are Sepro. For 20-6000T machines. - >12,500 CNC Installations World wide - Successful installations in Australia and NZ working for 9 years - We as the agent can supply guards, conveyors, end of arm tools and downstream automation.
Mitchell Industries - Thomas Mitchell , Mob: 0417 208 190, Ph: 1300 554 599, Fax: 1300 554 588. Email: [email protected]
Technology & Innovation in Plastics Seminars at Ausplas "The Society of Plastics Engineers, Australian and New Zealand Section (SPE: A-NZ) is accepting registrations for the: "Technology & Innovation in Plastics" Seminar series at Ausplas 2005. Speakers from Europe, North America, Asia and Australia will target areas where technical innovation is reducing costs, adding value, and removing impediments in plastics design, manufacture and recycling. World class companies presenting include Ciba SC, Visteon, Borouge, Erema, Mold-Masters, Clariant, Sidel, Bemis, Agfa-Gevaert, Marplex,and the nano-clay producer Southern Clay Products. Also represented will be CSIRO, as well as Research Organizations from Europe and North America. The four separate half day seminars will be held at the Melbourne Exhibition Centre on September 28 & 29, 2005. The themes are: Packaging Innovation Recycling Plastics - The way forward Driving Performance in Automotive Plastics Additives and Modifiers - Pushing the Boundaries Register now! Further details on pages 7 & 8 of this newsletter, or click on the link Technology & Innovation in Plastics, or visit www.4spe.org/a-nz."
The PIMA Press Volume 7 Issue 8 August 2005 4
FASTI – ECONOMICAL ENERGY EFFICIENT DRIERS (See on display at Ausplas 2005) -Since 1992 Fasti have sold over 5000 driers for engineering plastics and are a world leader.
- No moving parts, no desiccant. - Smaller units saves 25-30% in energy and larger up to 80%. 3 year warranty. - Less expensive than vacuum driers, especially for small amounts.
♦ Micro Range for optimum drying of small quantities, 0.07 to 0. 6kg/hr
♦ Xpert, 1 to 12 kg/hr
♦ Baby 1.7 to 40 kg/hr
♦ Junior 39–380 kg/hr
♦ Senior 85– 2100 kg/hr
♦ Special fast start up PC driers. + Hopper loaders, World leading Mould Space dehumidifiers & water chillers (3kw to 600kw)
Proplas Australia Pty Ltd -, Ph: 1300 554 599, Fax: 1300 554 588. Email:[email protected] Mob: 0417 208 190 (Tom Mitchell) or 0417 384 029 (Matthew Hall)
Driers from Micro to Senior (0.15 –2100 kg/hr)
LIFT, SHIFT & LOAD - NEW CODE UNDERWAY
- Susannah Smith, NOHSC
Just about everybody, from accountants to zoo keepers, gets involved in manual handling at work every day and a new National Standard and Code of Practice for Manual Handling is on its way.
WHAT MANUAL HANDLING MEANS Manual handling tasks can vary from keyboard use to handling large containers. The National Occupational Health and Safety Commission (NOHSC) defines manual handling as an activity requiring the use of force exerted by a person to lift, lower, push, pull, carry or otherwise move, hold or restrain any animate or inanimate object.
WHY MANUAL HANDLING MATTERS Manual handling injuries have a huge impact on Australians. According to WorkCover Victoria’s 2001 annual report, back and upper limb injuries caused by sprains and strains “contribute to about 60% of the scheme’s total claims costs and cost the community up to half a billion dollars each year, not to mention human costs”.
WHAT’S BEING DONE ABOUT IT The NOHSC declared a National Standard and Code of Practice for Manual Handling in 1990 to influence state and territory regulation and provide guidance on how to prevent injuries arising from manual handling. Since then, the understanding of manual handling hazards and risk factors that lead to a broad range of injuries has expanded considerably.
In March this year, NOHSC released a draft of the revised National Standard and Code of Practice for public comment. The Office supporting NOHSC is currently reviewing those comments. It plans to work with state and territory governments, together with industry and union representatives to finalise the Standard and Code of Practice, due for release next year. Published by Safety Snippets - OHS newsletter August Edition The editor wishes to thank Peter Mandavy from ASP Plastics Pty Ltd for submitting this article
Retirement Tony Horan, Production Manager at Channell Pty Ltd and long serving PIMA committee member until he resigned due to ill health in 2004 has announced his retirement from Channell effective 9th September 2005. All at PIMA wish Tony a
long and happy retirement and thank him once again for his support of PIMA over the years.

The PIMA Press Volume 7 Issue 8 August 2005 5
Simple Calculations for Injection Moulding. Ray Brown from Polymers International has agreed to do a series of articles for the PIMA PRESS
Part 2 This month I will discuss the use of feed pegs as a special case used for gating and introduce hot feed or runnerless systems. While these topics may seem unrelated they both involve the need to calculate pressure drops which will be detailed in the next article.
Feed Pegs –for cold feed systems. The use of feed pegs allows gating into a part on a non-visible surface and automatic de-gating leaving a sacrificial peg which can be broken off or left as an integral part of the moulding. It is in fact a combination of two gates; the submarine gate (high shear) and a tab gate (low shear?) with effectively a long land length. There are two main problems associated with these feed systems; a visual blemish on the top surface (visual defect), and lack of control of dimensions and sink on ribs and bosses. 1) The visual defect occurs if the velocity of the material entering the cavity is high and does not allow a skin to form on the top surface. An area above the feed peg will be continually re-melted during injection and the size of the defect will depend on the fill speed. The faster the injection rate the bigger the circular defect will become. 2) The poor control of dimensions and sinks is due to a large pressure drop in the feed peg which restricts the pressure available to fill and pack out the cavity. These defects are more likely to occur when using amorphous materials which have high viscosity and as such it is not recommended for amorphous materials that have limited shear thinning such as polycarbonate, polysulphone, and modified polyphenylene ether. It also has limited use for some semi-crystalline materials such as acetal, linear polyethylene and polypropylene because they are also shear rate insensitive. The same guidelines given last month apply to the gate dimensions. The limiting factor will be the size of the tab gate with respect to the wall thickness it is gating into. In some cases the size of the ejector pin will be limited by the part and tool design.
In principle the tab gate should be as large as possible, the feed peg length should be as short as possible and the submarine gate should be as large as possible. These requirements are in conflict with each other so the design usually requires some trial and error to get an acceptable part. However it is possible to calculate the shear rates and pressure drops in relation to these boundary conditions and obtain a good starting point.
Width
Diameter Flat Diameter
Gate
Ejector Pin
Feed Peg
Length
Ejector pin
Sub gate
Cavity
Figure 1 – Top view of the ejector pin
Figure 2 – Submarine gate into the feed peg on the ejector
pin
The PIMA Press Volume 7 Issue 8 August 2005 6
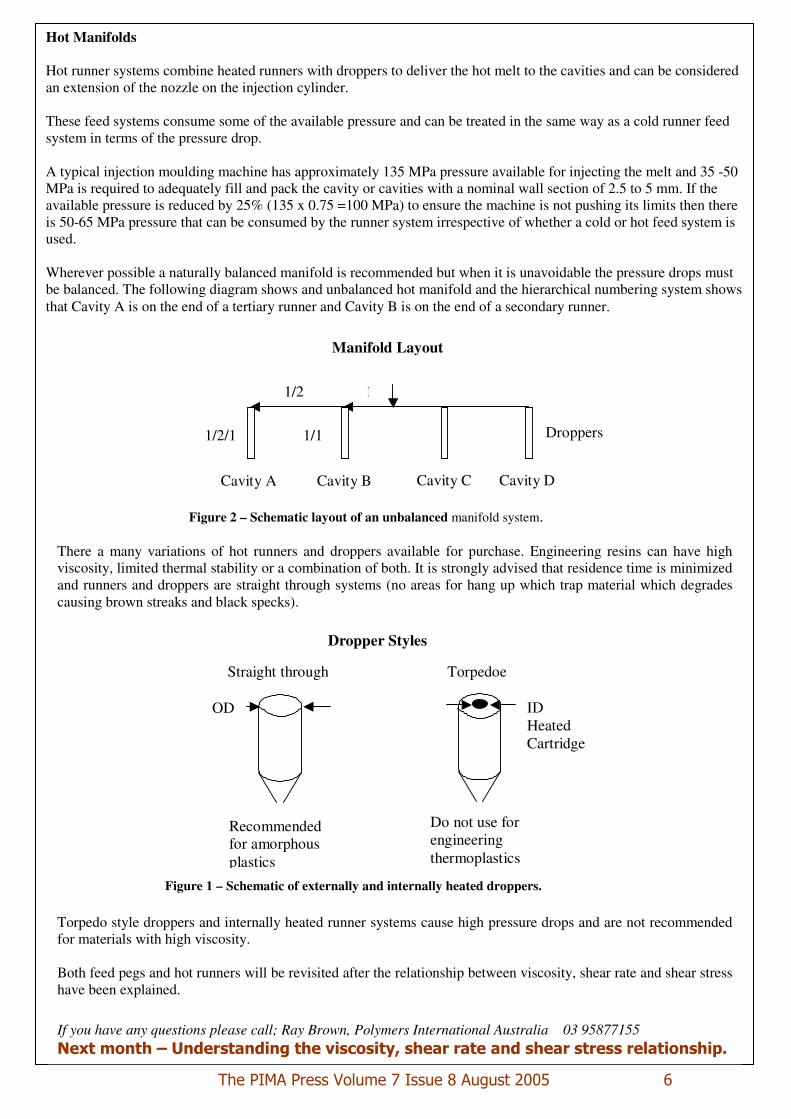
Hot Manifolds
Hot runner systems combine heated runners with droppers to deliver the hot melt to the cavities and can be considered an extension of the nozzle on the injection cylinder. These feed systems consume some of the available pressure and can be treated in the same way as a cold runner feed system in terms of the pressure drop. A typical injection moulding machine has approximately 135 MPa pressure available for injecting the melt and 35 -50 MPa is required to adequately fill and pack the cavity or cavities with a nominal wall section of 2.5 to 5 mm. If the available pressure is reduced by 25% (135 x 0.75 =100 MPa) to ensure the machine is not pushing its limits then there is 50-65 MPa pressure that can be consumed by the runner system irrespective of whether a cold or hot feed system is used. Wherever possible a naturally balanced manifold is recommended but when it is unavoidable the pressure drops must be balanced. The following diagram shows and unbalanced hot manifold and the hierarchical numbering system shows that Cavity A is on the end of a tertiary runner and Cavity B is on the end of a secondary runner.
1
1/1
1/2
1/2/1 Droppers
Manifold Layout
Cavity B Cavity A Cavity C Cavity D
Figure 2 – Schematic layout of an unbalanced manifold system.
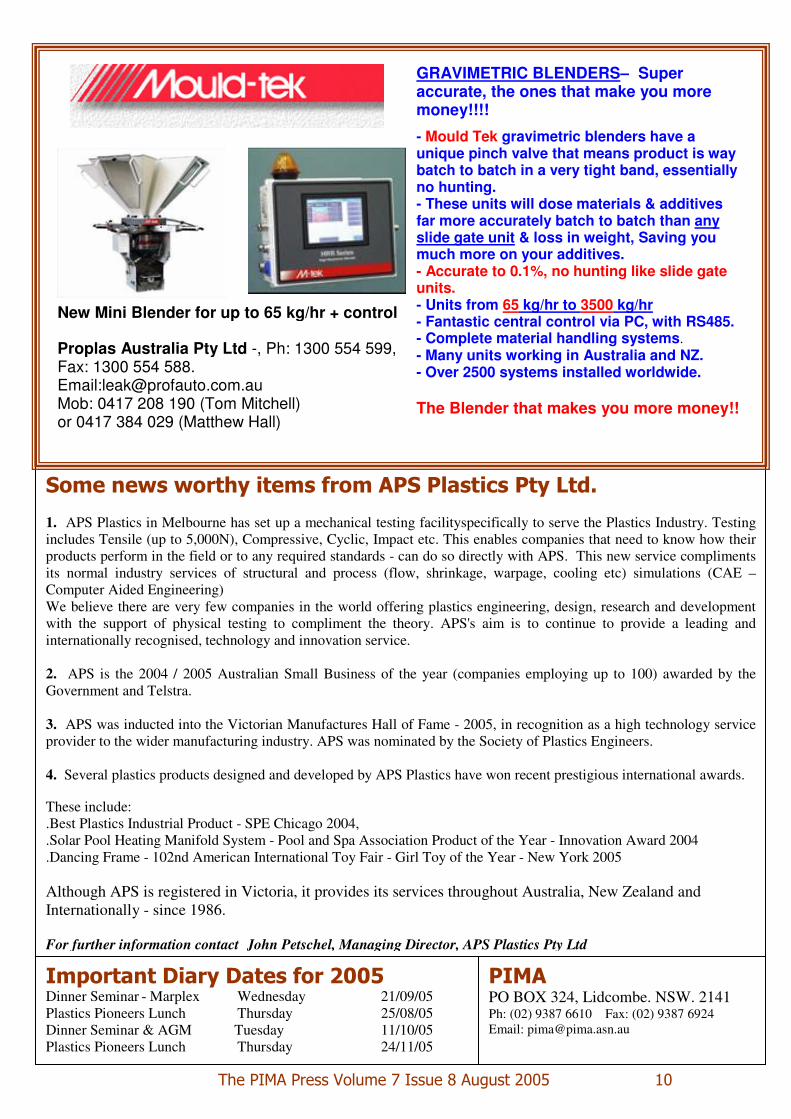
There a many variations of hot runners and droppers available for purchase. Engineering resins can have high viscosity, limited thermal stability or a combination of both. It is strongly advised that residence time is minimized and runners and droppers are straight through systems (no areas for hang up which trap material which degrades causing brown streaks and black specks).
Dropper Styles
Torpedoe
Do not use for engineering thermoplastics
ID Heated Cartridge
Straight through
Recommended for amorphous plastics
OD
Torpedo style droppers and internally heated runner systems cause high pressure drops and are not recommended for materials with high viscosity. Both feed pegs and hot runners will be revisited after the relationship between viscosity, shear rate and shear stress have been explained.
If you have any questions please call; Ray Brown, Polymers International Australia 03 95877155
Next month – Understanding the viscosity, shear rate and shear stress relationship.
Figure 1 – Schematic of externally and internally heated droppers.

The PIMA Press Volume 7 Issue 8 August 2005 7

The PIMA Press Volume 7 Issue 8 August 2005 8

The PIMA Press Volume 7 Issue 8 August 2005 9
Press Release 23-08-2005 ABB’s new IRB 1600 robot – suitable for injection molding machines from 100 to 250 tons ABB, long recognized as a leader in automation technologies, is now poised to introduce the latest addition to its already impressive range with the launch of its new robot, the IRB 1600.
Advertising & Contributions Advertising is now available in the PIMA PRESS. Advertisements should be submitted as a WORD file Please contact Ralph Cable (Ph: 02 9387 6610 or [email protected] ) for more information. Advertising rates are $50 + GST for a quarter page. We still need articles to be contributed. As PIMA PRESS is read by a large cross-section of the plastics industry articles do not need to be specific to Injection Moulding. Information on insurance, OH&S, raw materials, latest news on people and companies etc.
Trade Directory Have you placed a FREE listing in the PIMA Trade Directory? You will find it attached to the PIMA website. Go to www.pima.asn.au and click on Trade Directory. If you have any problems contact Ralph Cable on (02) 9387 6610. This directory has the potential to assist the industry with fast access to providers of goods and services to the industry but to improve this we need even more listings.
Please note that ABB Australia does not pay for editorial. We do not influence editorial decisions
and assume that the publication of media releases is at the discretion of the editor and will be based
on relevance to the publication’s target audience.
Perfect for tending small to medium size injection
moulding machines The IRB1600’s combination of ABB’s motion control and powerful servo motors results in the shortest cycle times for any robot in this class. This gives the distinct advantage to producers wanting to improve cycle times in loading & unloading injection moulding machines with sizes 100-250 tons. The compact arm / wrist design facilitates entry into injection moulding machines, which do not have to fully open. The flexibility of the new robot is further increased as it can reach down over 700mm below its base. This makes it possible to mount the robot over the moulding machine, therefore saving valuable space if needed.
The IRB1600’s slim forearm, compact design and small foot print also make it suitable for cutting and dispensing applications like waterjet cutting and gluing. Thanks to ABB’s motion control feature, TrueMove, the IRB 1600 performs with optimum path accuracy in these demanding applications.
Flexible integration and production Post processing applications around the injection moulding machine are becoming more and more popular, and with an
axis1 working range of 360 degrees the IRB 1600 can be used to perform additional applications after extracting a part from the injection moulding machine. These additional tasks can include assembly, quality control, labelling, and other downstream processes.
For Plastics Industries applications the IRB 1600 comes complete with Euromap 12, 67 or SPI interfaces and with the new ABB Human Machine Interface (HMI) software, RobotWare Plastics. This includes features for easy programming, easy installation and easy operation of the 6 axis robot.
26-29 September 2005
The PIMA Press Volume 7 Issue 8 August 2005 10
PIMA PO BOX 324, Lidcombe. NSW. 2141
Ph: (02) 9387 6610 Fax: (02) 9387 6924 Email: [email protected]
Important Diary Dates for 2005 Dinner Seminar - Marplex Wednesday 21/09/05 Plastics Pioneers Lunch Thursday 25/08/05 Dinner Seminar & AGM Tuesday 11/10/05 Plastics Pioneers Lunch Thursday 24/11/05
Some news worthy items from APS Plastics Pty Ltd. 1. APS Plastics in Melbourne has set up a mechanical testing facilityspecifically to serve the Plastics Industry. Testing includes Tensile (up to 5,000N), Compressive, Cyclic, Impact etc. This enables companies that need to know how their products perform in the field or to any required standards - can do so directly with APS. This new service compliments its normal industry services of structural and process (flow, shrinkage, warpage, cooling etc) simulations (CAE – Computer Aided Engineering) We believe there are very few companies in the world offering plastics engineering, design, research and development with the support of physical testing to compliment the theory. APS's aim is to continue to provide a leading and internationally recognised, technology and innovation service. 2. APS is the 2004 / 2005 Australian Small Business of the year (companies employing up to 100) awarded by the Government and Telstra. 3. APS was inducted into the Victorian Manufactures Hall of Fame - 2005, in recognition as a high technology service provider to the wider manufacturing industry. APS was nominated by the Society of Plastics Engineers. 4. Several plastics products designed and developed by APS Plastics have won recent prestigious international awards.
These include: .Best Plastics Industrial Product - SPE Chicago 2004, .Solar Pool Heating Manifold System - Pool and Spa Association Product of the Year - Innovation Award 2004 .Dancing Frame - 102nd American International Toy Fair - Girl Toy of the Year - New York 2005
Although APS is registered in Victoria, it provides its services throughout Australia, New Zealand and Internationally - since 1986.
For further information contact John Petschel, Managing Director, APS Plastics Pty Ltd
New Mini Blender for up to 65 kg/hr + control
GRAVIMETRIC BLENDERS– Super accurate, the ones that make you more money!!!!
- Mould Tek gravimetric blenders have a unique pinch valve that means product is way batch to batch in a very tight band, essentially no hunting. - These units will dose materials & additives far more accurately batch to batch than any slide gate unit & loss in weight, Saving you much more on your additives. - Accurate to 0.1%, no hunting like slide gate units. - Units from 65 kg/hr to 3500 kg/hr - Fantastic central control via PC, with RS485. - Complete material handling systems. - Many units working in Australia and NZ. - Over 2500 systems installed worldwide.
The Blender that makes you more money!!
Proplas Australia Pty Ltd -, Ph: 1300 554 599, Fax: 1300 554 588. Email:[email protected] Mob: 0417 208 190 (Tom Mitchell) or 0417 384 029 (Matthew Hall)