Planning for Installation and Operational Qualification ......tools allows to plan the next stages...
69
Planning for Installation and Operational Qualification for a New Granulation Line on a Risk-based Approach Inês Aniceto de Mendonça Neves Correia Thesis to obtain the Master of Science Degree in Master in Pharmaceutical Engineering Supervisor(s): Prof. Dr. José Monteiro Cardoso de Menezes MSc. Mara Diana Saavedra Cardoso Doria Examination Committee Chairperson: Prof. Pedro Paulo De Lacerda e Oliveira Santos Supervisor: MSc. Mara Diana Saavedra Cardoso Doria Members of the Committee: Dr. Rui Miguel Dias Loureiro December 2019
Transcript of Planning for Installation and Operational Qualification ......tools allows to plan the next stages...

Planning for Installation and Operational Qualification for a New
Granulation Line on a Risk-based Approach
Inês Aniceto de Mendonça Neves Correia
Thesis to obtain the Master of Science Degree in
Master in Pharmaceutical Engineering
Supervisor(s): Prof. Dr. José Monteiro Cardoso de Menezes
MSc. Mara Diana Saavedra Cardoso Doria
Examination Committee
Chairperson: Prof. Pedro Paulo De Lacerda e Oliveira Santos
Supervisor: MSc. Mara Diana Saavedra Cardoso Doria
Members of the Committee: Dr. Rui Miguel Dias Loureiro
December 2019


I
Preface
The work presented in this thesis was developed in the company Labatec Farmacêutica S.A. (Sintra, Portugal),
during the period March-September 2019, under the supervision of MSc. Mara Doria. The thesis was co-
supervised at Instituto Superior Técnico by Prof. Dr. José Cardoso de Menezes.
I declare that this document is an original work of my own authorship and that it fulfills all the requirements of
the Code of Conduct and Good Practices of the Universidade de Lisboa.

II
Acknowledgements
I would like to express my sincere gratitude:
To Professor José Cardoso de Menezes for the opportunity to approach the professional world and for the
opportunity to experiment to work with the iRisk tool;
To Mara, for her continuous support throughout the internship, her wise advice and guidance during the
writing of the thesis, but also for her patience and motivation. Her leadership was essential, especially in
helping me to define a clear scope for this work. Furthermore, for giving me the opportunity to understand
the functioning of the quality assurance department and teaching me the tasks to perform in it;
To all Labatec team, for the affection and welcome from day one, but also for their patience and support in
overcoming numerous obstacles I had to face through my research.
To Diogo, my all-hour companion, who shared this adventure with me. Thank you for the discussion of ideas,
for the readings and amendments, for the time I stole from you while I was writing. Our academic projects
crossed paths with our life project: I hope that the end of the first ones will mean a new phase in our lives.
Thank you for being who you are and for being by my side.
Last, but not the least, I would like to thank my family: a special word to my little brother Frederico, but also
to my parents, for supporting me spiritually, not only while writing this thesis, but also throughout my life, in
general. Without them, none of this would have been possible.

III
Abstract
With the aim of increasing the volume of oral solid drug products – tablets and capsules production, Labatec
started in 2018 the construction of a new factory in Portugal. With the acquisition of new equipment for
production, there is also a need to successfully complete the qualification activities. The first drug product that
will be manufactured in the new facility is an oral solid tablet. The manufacturing process of this product begins
with a granulation and, therefore this was the equipment chosen for the scope of this thesis. This work describes
the first stages of qualification of the new equipment in accordance with the principles described in the guideline
EudraLex, Volume 4, Annex 15. The granulation line consists of a high shear mixer, a fluid bed dryer, a pneumatic
transport mechanism and two sieving mills. The User Requirement Specifications for the new line were first
defined and a Design Qualification was performed, by crossing the previously defined specifications with the
information and documents of the equipment supplier. The last part of this project includes a functional risk
assessment, through which it was possible to plan the next stages of qualification (Installation Qualification and
Operational Qualification). It also includes an example of the results obtained by using the iRisk risk management
tool.
Keywords: Equipment Qualification, Risk Assessment, High Shear Mixer, Fluid Bed Dryer, Granulation

IV
Resumo
Com o objetivo de aumentar o volume de produção de medicamentos sólidos orais – comprimidos e cápsulas,
a Labatec iniciou, em 2018, a construção de uma nova fábrica em Portugal. Com a aquisição de novos
equipamentos para a produção, surge também a necessidade de concluir com sucesso as atividades de
qualificação. O primeiro medicamento que irá ser fabricado nas novas instalações é um comprimido sólido oral.
O processo de fabrico deste produto começa com uma granulação, razão pela qual este foi o equipamento
escolhido para o âmbito desta tese. Este trabalho descreve as primeiras etapas de qualificação do novo
equipamento de acordo com os princípios descritos na diretriz EudraLex, Volume 4, Anexo 15. A linha de
granulação é composta por um misturador de alta velocidade, um secador de leito fluidizado, um mecanismo de
transporte pneumático e dois tamisadores. Primeiro definiram-se os requerimentos/especificações para a nova
linha e foi realizada uma Qualificação de Design, cruzando as especificações previamente definidas com as
informações e documentos do fornecedor do equipamento. A última parte deste projeto inclui uma avaliação de
risco das funcionalidades, através da qual foi possível planear as próximas etapas de qualificação (Qualificação
de Instalação e Qualificação Operacional), incluindo também um exemplo dos resultados obtidos com a utilização
da ferramenta de gestão de risco iRisk.
Palavras Chave: Qualificação de Equipamentos, Análise de Risco, Misturador, Secador em Leito Fluidizado,
Granulação

V
Content
Preface ................................................................................................................................................................ I
Acknowledgements ........................................................................................................................................... II
Abstract ............................................................................................................................................................ III
Resumo ............................................................................................................................................................. IV
Abbreviatures .................................................................................................................................................. VII
Figures ............................................................................................................................................................ VIII
Tables ............................................................................................................................................................. VIII
1. Introduction ............................................................................................................................................... 1
1.1 Objective ........................................................................................................................................... 1
1.2 The Company: Labatec ...................................................................................................................... 1
1.3 Mydocalm ............................................................................................................................................... 2
1.4 Mydocalm Manufacturing Process ......................................................................................................... 3
1.3 Qualification and Validation .............................................................................................................. 3
1.3.1 Qualification .................................................................................................................................... 4
1.3.2 Validation ........................................................................................................................................ 5
1.4 Risk Management .............................................................................................................................. 6
1.4.1 Risk Management Tools .................................................................................................................. 8
1.4.2 iRISK ................................................................................................................................................ 9
2. Granulation .............................................................................................................................................. 11
2.1 Granulation Process .............................................................................................................................. 11
2.3 Diosna Granulation Line ....................................................................................................................... 12
3. Results: Qualification of Granulation Line ............................................................................................... 15
3.1 General Risk Assessment ...................................................................................................................... 15
3.2 User Requirements Specification .......................................................................................................... 17
3.4 Functional Risk Assessment .................................................................................................................. 25
3.4.1 FMEA Methodology ...................................................................................................................... 25
3.4.2 iRisk Tool ....................................................................................................................................... 43
3.5 Design Qualification .............................................................................................................................. 44

VI
4. Conclusion and Further Work .................................................................................................................. 53
5. References ............................................................................................................................................... 54
Annex 1 – General Risk Assessment Form filled for Granulation Line ............................................................ 55
Annex 2 – iRisk Report ..................................................................................................................................... 56

VII
Abbreviatures
DQ – Design Qualification
EMA – European Medicines Agency
FBD – Fluid Bed Dryer
FDA – Food and Drugs Administration
FMEA – Failure Mode Effects Analysis
FMECA – Failure Mode Effects and Criticality Analysis
FRA – Functional Risk Assessment
FTA – Fault Tree Analysis
GEP – Good Engineering Pratices
GMP – Good Manufacturing Practices
GRA – General Risk Assessment
HSM – High Shear Mixer
ICH – International Council for Harmonization of Technical Requirements for Pharmaceuticals for Humane Use
IQ – Installation Qualification
OOS – Out of Specification
OQ – Operational Qualification
PLC – Programmable Logic Controller
PQ – Performance Qualification
QMS – Quality Management System
QR – Qualification Report
QRM – Quality Risk Management
RPN – Risk Priority Number
RQ - Requalification
SOP – Standard Operational Procedure
URS – User Requirement Specification
VC – Vacuum Conveyor
VMP – Validation Master Plan
WIP – Wash in Place

VIII
Figures
Figure 1: Labatec Logo ....................................................................................................................................... 1
Figure 2: Labatec's worldwide presence ........................................................................................................... 2
Figure 3: Tolperisone HCl chemical formula ...................................................................................................... 2
Figure 4: Packages of Mydocalm 50mg and 150mg .......................................................................................... 2
Figure 5: Mydocalm process flow ...................................................................................................................... 3
Figure 6: Stages of qualification (adapted from) ............................................................................................... 4
Figure 7: Typical risk management process....................................................................................................... 7
Figure 8: iRISK platform logo ............................................................................................................................. 9
Figure 9: High Shear Mixer .............................................................................................................................. 12
Figure 11: Sieving mill ...................................................................................................................................... 13
Figure 10: Fluid Bed Dryer ............................................................................................................................... 13
Figure 12: Vacuum Conveyor .......................................................................................................................... 14
Figure 13: Qualification process in Labatec ..................................................................................................... 15
Figure 14: Summarization of the risks based on (a)RPN; (b) Severity, Detectability and Ocorrence .............. 43
Figure 15: Risk matrix ...................................................................................................................................... 44
Tables
Table 1: Definitions of different stages of qualification according to Eudralex, Volume 4, Annex 15 .............. 4
Table 2: Advantages and disadvantages of granulation .................................................................................. 11
Table 3: Classification of drying processes ...................................................................................................... 11
Table 4: General Risk Assessment Questions and Answer for Granulation Line ............................................. 16
Table 5: User Requirement Specifications for Granulation Line Equipment ................................................... 18
Table 6: Categorization of Risk Level ............................................................................................................... 26
Table 7: Risk Assessment Matrix for Granulation Line .................................................................................... 28
Table 8: Design Qualification for Diosna Granulation Line .............................................................................. 44

1
1. Introduction
As the demand for drug products increases1, there is a need for the pharmaceutical industry to expand its
business. This expansion may involve increasing the level of production in the same facility, buying new
equipment and scale up manufacturing processes, hiring another company to produce the products or opening
new facilities, when increasing production is not possible in existing facilities. In any case, the use of new
equipment implies qualification and validation processes, that are a legal requirement imposed by all health
authorities. The equipment must be qualified for the intended use, not only because the guidelines indicate it,
but also because ensuring a good qualification of the equipment gives the manufacturer confidence in the
performance of the equipment during the validation phase and allows an in depth knowledge of the
equipment, giving the perception of the ranges in which it can operate.
1.1 Objective
The main objective of this thesis is to implement the first steps to be taken in the qualification stage of a new
equipment. The first phase when acquiring a new equipment is to define the User Requirement Specifications
(URS) and to perform a Design Qualification (DQ). These two steps are an important baseline for further
qualification of the equipment as they ensure that the machine fulfils the functions for which is intended to and
that the design of the equipment meets the requirements of the user. Furthermore, the use of risk management
tools allows to plan the next stages of qualification (Installation Qualification (IQ) and Operational Qualification
(OQ)).
1.2 The Company: Labatec2
Labatec (figure 1) is a Swiss-based pharmaceutical company with more than 60 years of experience in the
production and distribution of pharmaceutical products.
The company has a production facility in Switzerland and has a portfolio of more than 65 products, including
medicines in the areas of musculoskeletal, oncology, antibiotics, antituberculotics, anaesthetics and hormonal
contraceptives. The main distribution sites are the Middle East North Africa Region and Switzerland (figure 2).
Last year, Labatec entered in an expansion period, aspiring to increase production capacity in order to meet
market needs. A new factory is being built in Portugal to meet this goal.
Figure 1: Labatec Logo2

2
At the new plant in Portugal, solid medicines for oral administration (tablets and capsules) will be produced.
1.3 Mydocalm
Mydocalm will be the first medicine that will be produced in Labatec’s new facility. Labatec has a valid
marketing authorization for Suisse market since 1968.
The active pharmaceutical ingredient present is Tolperisone HCl (2-methyl-1-(4-methylphenyl)-3-(1-
piperidinyl)-1-propanone hydrochloride) – figure 3.
Mydocalm is a muscle relaxant used for the treatment of spasticity and muscle spasm by acting in the central
nervous system3.
Tolperisone HCl is presented in two dosages of film coated tablets: 50 and 150 mg (figure 4).
Figure 2: Labatec's worldwide presence2
Figure 4: Packages of Mydocalm 50mg and 150mg4
Figure 3: Tolperisone HCl chemical formula3

3
1.4 Mydocalm Manufacturing Process
The manufacturing process of Mydocalm and the equipment used for each unit operation is outlined in figure
5. The process begins with a granulation, followed by sieving to check the particle size. After mixing the remaining
excipients, the mixture is compressed and then proceeded to coating. At the end the tablets go into the
packaging.
Before the beginning of production, all equipment have to be qualified and the manufacturing process has to
be validated in order to ensure reproductibility of production and product quality. As Mydocalm is already
manufactured in the Swiss facility, the knowledge acquired there can be used to improve the manufacturing
process in Portugal. As the first stage of the process is granulation, this was the equipment chosen for the scope
of this dissertation.
1.3 Qualification and Validation
It is important to begin by distinguishing qualification from validation. According to EudraLex, qualification is
the “action of proving that any equipment works correctly and actually leads to the expected results”5, whereas
validation is the “action of proving, in accordance with the principles of Good Manufacturing Practice (GMP),
that any procedure, process, equipment, material, activity or system actually leads to the expected results”5.
Most of the time these two concepts work together, as in the end they have the same objective: get the process
or equipment to do what they are intended to do and to be accepted by the regulatory agencies.
Another definition that should be kept in mind is the concept of validation master plan (VMP). This document
consists of the description of qualification and validation system for the company5. In accordance to EudraLex
Annex 15, a VMP must include “qualification and validation policy; organisational structure including
responsibilities for qualification and validation activities; summary of facilities, equipment, systems, processes
on site and the qualification and validation status; change control and deviation management for qualification
and validation; guidance on developing acceptance criteria; references to existing documents; qualification and
validation strategy”5.
Keeping these definitions in mind, the processes of qualification and validation will be explained in further
detail.
Blending
Servolift Blender
Granulation
Diosna High Shear Mixer
Film Coating
Bohle Coating Machine
Tabletting
Korsh Compressing Machine
Packaging
Figure 5: Mydocalm process flow

4
1.3.1 Qualification
Qualification is divided in different stages between the initial development of the user requirements and the
use of the equipment/facility/system. In table 1 are defined, according to Eudralex, the five stages of
qualification.
Figure 6 shows a diagram with a sequence of steps to be considered to implement a qualification system.
Table 1: Definitions of different stages of qualification according to Eudralex, Volume 4, Annex 15
Qualification Definition
URS “The set of owner, user and engineering requirements necessary and sufficient to
create a feasible design meeting the intended purpose of the system”5
DQ “The documented verification that the proposed design of the facilities, systems and
equipment is suitable for the intended purpose”5
IQ
“The documented verification that the facilities, systems and equipment, as installed
or modified, comply with the approved design and the manufacturer's
recommendations”5
OQ “The documented verification that the facilities, systems and equipment, as installed
or modified, perform as intended throughout the anticipated operating ranges”5
Performance
Qualification (PQ)
“The documented verification that systems and equipment can perform effectively
and reproducibly based on the approved process method and product specification”5
The first step of the qualification is explaining, in a written document (i.e., URS), what the company wants for
the equipment.
The URS should be clear, concise, verifiable, comprehensive and should express specifications and not design
solutions. In addition to process and product specifications they should also include all applicable and required
GMP specifications. Usually the URS are defined by the user’s department and/or subject matter experts.
Figure 6: Stages of qualification (adapted from6)

5
After writing the URS and selecting the equipment to acquire, it is necessary to ensure that the design
complies with the URS and with the GMP in a DQ5. It is necessary to match the vendor quotation with URS and
confirm that all URS are covered by the vendor specifications of the equipment and provide the results in a DQ
report.
Following DQ, the equipment should be installed, and IQ should be performed including: “verification of the
correct installation of components, instrumentation, equipment, pipe work and services against the engineering
drawings and maintenance requirements; calibration of instrumentation and verification of the materials
construction”5.
The next step in qualification is OQ, which include tests, both to guarantee that the system is operating as
designed and to verify the operation limits. Sometimes IQ and OQ could be performed simultaneously in an
Installation/Operation Qualification (i.e., IOQ)5.
To complete qualification it is necessary to perform the PQ. Depending on the case, this stage of qualification
can be performed with OQ or with the process validation. In PQ phase, there should be performed tests that
cover the operating range and ensure that all batches behave the same way under supposed operating
conditions5.
After all qualification steps, a process validation should be performed. Equipment that have been qualified
should be evaluated from time to time, by a process called re-qualification (RQ), to ensure that they continue in
a state of control5.
1.3.2 Validation
The main objective of validation is to prove that processes are robust and that the product quality is
consistent and in accordance with GMP. In validation protocols “the critical systems, attributes and parameters
and the associated acceptance criteria”5 should be defined.
There are four types of process validation: concurrent validation, traditional process validation, continuous
process verification and the hybrid approach.
Concurrent Validation
Concurrent Validation is an exceptional form of validation. It is only used if “there is a strong benefit-risk ratio
for the patient”5. In this type of validation, the routine production starts before the validation process has been
completed. However, to perform concurrent validation, there should be enough information and documents to
support that the product meets the acceptance criteria5.
Traditional Process Validation
This is the most used validation procedure, where reproducibility is confirmed by producing under routine
conditions a defined number of batches. Usually a minimum of three consecutive batches is considered

6
acceptable to validate a process. However, a different number of batches could be used, if justified, based on
quality risk management (QRM) principles5.
According to EudraLex, Annex 15 and European Medicines Agency (EMA) guideline on process validation, the
process validation protocols should include: description of the process; functions and responsibilities; critical
quality attributes and critical process parameters with associated limits; list of equipment/facilities to be used
with calibration status; list of analytical methods and method validation; In Process Controls and other tests with
acceptance criteria; sampling plan, methods for recording and evaluating results; and process for release and
certification of batches5,7.
Continuous Process Verification
Continuous process verification is used in cases where the product has been developed by a quality by design
approach (“a systematic approach that begins with predefined objectives and emphasises product and process
understanding and process control, based on sound science and quality risk management”5). In these cases,
control strategies have proved to guarantee high degree of assurance of product quality during development, so
that a continuous process verification could be a substitute of traditional validation5,7.
Hybrid approach
As the name suggests, this approach is a mixing between traditional validation and continuous process
verification. This is used when there is enough information about product and process acquired from
manufacturing experience and historical batch data5,7.
1.4 Risk Management
One of the great challenges of the pharmaceutical industry is to guarantee the quality oversight over the
product lifecycle. For this to happen, it is extremely important to have a quality management system (QMS) well
implemented within the company. It is normal that many of the processes that occur in the company's facilities
involve some risks. Thus, it is crucial to have the proper tools and process to manage those risks.
Risk management is not an optional concept for the pharmaceutical industries. On the contrary: it is
mandatory in order to comply with the regulatory requirements in force.
According to International Council for Harmonization (ICH) Q9 of “Quality Risk Management” the two
fundamental principles of QRM are “the evaluation of the risk to quality should be based on scientific knowledge
and ultimately link to the protection of the patient; and the level of effort, formality and documentation of the
QRM process should be commensurate with the level of risk” 8.
In pharmaceutical industry, risk quality management applications are numerous. In the context of this thesis
the emphasis will be put in their application to installations, equipment and systems. Through risk management
it is possible to take informed decisions about the construction materials that will be in contact with the
manufactured product, to determine which utilities are necessary for the operation of the factory and the

7
equipment, which maintenance and calibrations are appropriate for each system, which cleanings are necessary
to protect the product and to determine the extension of qualification activities to guarantee the proper balance
between risk and benefit.
Figure 7 represents the model for risk assessment, control, communication and revision through product
lifecycle proposed in ICH Q98.
When beginning a QRM process, it is important to start by defining the problem or risk question. Then the
first step, risk assessment, can be initiated.
In a risk assessment the hazards are identified, analysed and evaluated. The three essential questions to
answer in a risk assessment are8:
1. What might go wrong?
2. What is the likelihood (probability) it will go wrong?
3. What are the consequences (severity)?
Through the first question the risks are identified: What are the hazards that can occur in this process?
After the identification of the hazards, a risk analysis should be performed by answering questions two and
three. Also, in some risk management tools, the question “Can the hazard be easily detected?” is significant. In
Figure 7: Typical risk management process8

8
the risk analysis it is analysed the probability of occurrence and severity of harms and, in some cases, their
detectability 8.
Following the risk analysis, there is the risk evaluation. In this phase, the identified and analysed risks are
compared with the defined risks criteria8. These criteria can be given, among others, by company procedures,
regulatory guidelines and experience.
After the risk assessment, the next step is risk control. In this phase it is decided what measures should be
taken to reduce the risk until it reaches an acceptable level. The more significant the risk, the greater the level of
effort to reduce it. Risk control is addressed by getting the answers to the questions8:
• Is the risk above an acceptable level?
• What can be done to reduce or eliminate risks?
• What is the appropriate balance among benefits, risks and resources?
• Are new risks introduced as a result of the identified risks being controlled?
In order to reduce a risk, there are several risk mitigation measures, such as acting on the probability of its
occurrence, its severity and, in some cases, on the detectability of the risk: if the detectability is increased, then
the level of risk decreases. It is important to bear in mind, that when implementing risk reduction measures, new
risks may arise, which should also be considered8.
The last step of risk control is the acceptance of the risk, which means the decision to accept the risk. Since it
is not always possible to eliminate the entire risk, at this stage it is important to understand if the risk reduction
is enough to bring the risk within the specified acceptable levels and to accept it in accordance with those
parameters. Acceptance of a risk should be decided on a case-by-case basis through the risk analysis concerned
and the experience of those accepting the risk. If risk control does not reach acceptable levels, then a new risk
assessment should be performed, until a level of risk considered acceptable is reached8.
Risk communication should be present during all stages of the risk management process. Where relevant, the
risks and results of the process should be communicated to all stakeholders (e.g. regulators, patients, within the
company...)8.
The final step in a risk management process is to revise the previous exercise and analyse the impact of
further risks introduced and to monitor risks in order to be able to integrate new knowledge and experience, if
necessary. It is important that risk management processes are monitored as an integral part of the QMS8.
1.4.1 Risk Management Tools
There are several risk management tools applicable in the pharmaceutical industry that are recognized by
regulators. Regardless of the risk tool used, the important aspect is that decisions made based on risk
management are supported by documented, transparent and reproducible methods8.
Four of the most commonly used risk management tools are explained below.

9
Basic Risk Management Facilitation Methods8
This tool is based on simple data structuring techniques and decision-making facilitation such as: flowcharts,
process mapping, cause and effect diagrams (also known as Ishikawa diagram or fish bone diagram).
Failure Mode Effects Analysis (FMEA)8
FMEA allows an assessment of the potential failure modes for the process and their most likely effect. FMEA
is based on the severity, probability of occurrence and detactability of each failure mode. This tool also allows to
schematize actions to reduce/eliminate risks. This tool has the great advantage of dividing a complex analysis
into simpler steps.
According to ICH Q9, one of the areas of use of FMEA is the analysis of equipment, facilities and manufacturing
operations.
Failure Mode, Effects and Criticality Analysis (FMECA)8
FMECA is an extended FMEA that takes into consideration the degree of severity of the consequences and
not only the severity, probability and detectability of the failure mode. To use FMECA it is necessary that product
or process specifications are established. This tool is mainly used for risks related to manufacturing processes.
Fault Tree Analysis (FTA)8
FTA is a schematic way of evaluating failures one at a time, although in some cases multiple causes of failure
can be combined through casual chains. The results are demonstrated in a fault mode tree. This tool is widely
used to discover the root cause of a failure, for example to investigate a complaint or a deviation.
1.4.2 iRISK
The iRISK tool (figure 8), developed by 4Tune Engineering, enables the pharmaceutical company to have all
risk management tools integrated into a single platform. This risk management platform allows the identification,
quantification and supports the prioritization of risks and the formulation of risk mitigation strategies for new or
existing processes9.
This platform allows several people to work simultaneously, thus facilitating the work that was previously
done on paper, being aligned with Food Drug and Administration (FDA), EMA GMP-Annex 15 and ICH guidelines9.
Figure 8: iRISK platform logo9

10
By using this program, it is possible to reduce the risks, have a traceability of all risks and actions, facilitate
the continuous revaluation and control of risks, reduce time of performing risk assessments, standardize the
assessment criteria of risks within the same company, among other advantages9.

11
2. Granulation
2.1 Granulation Process
According to Larry L. Ausburger and Stephen W. Hoag, granulation is “any process whereby small particles
are gathered into larger, permanent masses in which the original particles can still be identified” 10. In this case,
the main objective of granulation is to create granules to be used in the manufacture of tablets. However, they
can also be applied in filling hard gelatine capsules or to be packed in sachets10.
Granulation helps to avoid segregation and improves flow and compression characteristics of the blend. In
other words, granulation is the operation that provides the blend with propitious conditions to compression,
when the blend cannot be directly compressed10,11. Also, if the granulation procedure is robust enough, it will
allow the product to be consistent, as granulation will harmonise the blend, protecting the process from
variations caused by the alterations in the specifications of raw materials.
In table 2 it is described the advantages and disadvantages of using granulation in the manufacturing process,
instead of using direct compression of the blend.
Table 2: Advantages and disadvantages of granulation10
Advantages Disadvantages
Better flow of the granules Higher production costs (increased time, labour,
equipment, energy…)
Granules are more compactible Additional steps to remove liquid
Handling of powders maintaining blend quality Material loss and material transfer
Most of the times direct compression is not possible, so granulation is the better solution
Difficulties in detecting the end-point
There are two main granulations processes: wet and dry granulation. In dry granulation the agglomeration of
the dry powders occurs by direct physical compaction, whereas in wet granulation granules are formed by
addition of a blending liquid10.
After a wet granulation it is essential to dry the granules in order to reduce the liquid content used in
granulation10. Drying is usually done by evaporative processes and it is possible to do it in a single-pot processor.
Some examples of drying processes are tray drying, counter-current drying and fluidized bed drying. In table 3 is
shown two possible classifications for drying processes.
Table 3: Classification of drying processes10
Classification of drying processes
Direct Material is exposed to a hot gas
More efficient
Indirect Heating transfer occurs by heating the walls of
dryer
Stagnant bed Particles are on top of one another
Particles do not move
Moving Bed Particles flow over others
Volume is expanded

12
By doing the processes in a single-pot, that is to say, granulation and drying done in a single equipment, the
advantages are10: Reduced investment in equipment; Reduced manufacturing time; Reduced need of operators;
Risks of contamination are minimized; Less losses in product transfer.
2.3 Diosna Granulation Line
The equipment chosen for granulation phase was a Granulation Line from Diosna supplier. This granulation
line allows the manufacturing of pharmaceutical granules in a closed system. It is composed of a mixer granulator
and a fluid bed dryer (FBD). The two main components are directly connected and can operate together or
separately.
Some of the advantages of this line are12: fast product transfer, less material loss, separation of production
and technical area.
The mixer granulator is a high shear mixer (HSM) (figure 9) with a usable volume of 550L. This
mixer/granulator is used for the manufacture of granules. It is loaded by suction of raw materials supported by
vacuum. During the mixing process a binder solution is added by spray nozzles. The bowl geometry, mixing tool
and chopper shape achieve the manufacture of a homogeneous granule quality.
The FBD (figure 10) directly linked to the HSM has a usable volume of 680L. The product is sucked out of the
HSM by the aid of negative pressure of the FBD. During the process, the product is dried by passing a current of
hot dry air between the granules.
Figure 9: High Shear Mixer

13
In addition to these two main components, the granulation line also includes a sieving mill for wet milling and
another for dry sieving (figure 11) and a vacuum conveyor (VC).
The sieving mil for wet milling is installed below the mixer outlet in order to homogenise the wet granules
that are produced in the HSM. The sieving mill for dry milling is used for calibration and homogenisation of dried
Figure 10: Sieving mill
Figure 11: Fluid Bed Dryer

14
granules during discharge of the fluid bed plant and it can be also used for raw materials sifting during charging
of the HSM.
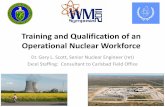
The pneumatic vacuum conveyor (figure 12) is used for dust-free feeding and discharge of the
powders/granules. The HSM feeding is through this equipment as well as the discharging of HSM and FBD.
Figure 12: Vacuum Conveyor

15
3. Results: Qualification of Granulation Line
In order to qualify systems and equipment, the company follows the steps outlined in figure 13.
In addition to the concepts mentioned above, which are described in the EMA guidelines and in Eudralex,
Labatec uses two more documents: The GRA and the FRA.
GRA methodology is used to evaluate the potential impact of systems and equipment on product quality
according to the complexity of the machine, whereas FRA is used to define measures to minimize the risks
associated to the equipment on product quality.
In the following points the first four steps of Diosna Granulation Line Qualification will be described: GRA,
URS, FRA and DQ.
3.1 General Risk Assessment
According to the methodology described in the company's procedures, a GRA must be performed before the
purchase of every new equipment.
The GRA is done to assess the impact that the equipment will have on the product quality or manufacturing
process, assessing whether the impact is direct, indirect or whether the equipment has no impact on the
product/process.
The impact is assessed through the answers given to a questionnaire with 16 questions, which should be
answered with yes or no for the equipment under analysis. If any of the questions from 1 to 12 is answered yes,
Figure 13: Qualification process in Labatec
- - - According to GRA result

16
a complete qualification must be performed (URS, FRA, DQ, IQ, OQ, PQ and QR). If only questions from 13 to 16
are answered in the affirmative, the system is considered to have indirect impact. In such a case, the only steps
of qualification needed are URS, FRA, IQ, OQ and QR. If none of the questions are answered affirmatively, the
system is considered to have no impact and, consequently, no qualification activity is needed.
The completed GRA form for this equipment can be found in Annex 1. Table 4 describes the questions of the
GRA and the respective answers for the Granulation line.
Table 4: General Risk Assessment Questions and Answer for Granulation Line
Question Description Answer
1
Is the system in direct contact with the product or with the environment where the
product is processed?
In normal operation, does the system have a direct impact on product’s quality or its
surrounded environment?
Does the failure of the system have a direct impact on product quality?
(e.g. of environment: air quality)
Yes
2
Does the system provide an excipient, ingredient or solvent which is in contact with the
process / product?
Does the system produce or have direct contact with an excipient, ingredient or solvent
which is in contact with the process / product? (e.g. water for injection)
Yes
3 Is the system used in cleaning / steaming / sterilization of product contact surfaces?
(e.g. clean steam, CIP, SIP systems) Yes
4 Does the system preserve the product status, such as product safety, identity, strength,
purity, or quality? (e.g. nitrogen, clean rooms, warehouse) Yes
5 Does the system produce data used to accept / reject the product?
(e.g. processing, storing and transfer of data) Yes
6 Is it a process control system that may affect product’s quality, which don’t have an
independent verification system to control its performance in place? (e.g. PLC, DCS) No
7
Is the system used / involved in producing stability batches, pilot batches or production
batches for bioequivalence / bioavailability?
Is the system used for GLP or GVP studies?
Yes
8
Is the system used / involved in producing stability batches, pilot batches or production
batches for process validation?
Can the system affect the validity of validated analytical test methods?
Can the system affect the data generated from a validated test method?
Yes
9 Is the system involved in the manufacture, processing, packaging, holding or
distribution of the product? Yes

17
Question Description Answer
10
Is the system used to handle GxP samples?
Is the system used to produce or process data that will be used in regulatory
submissions?
Yes
11 Is the system used in the collection, processing, analysis or storage of data related to
drug / patient safety? Yes
12
Is the system used for distribution or collection of information in the event of a
commercial product recall?
Is the system used in pre-clinical studies or in-patient follow-up of and clinical trials?
No
13 Does the system supply a utility or function for a direct impact system? No
14 Can the system affect the performance of a direct impact system? No
15 Does the system provide information that is used for a regulatory submission or in a
technical report that support the submission? Yes
16 Does the system supply a utility / function for a laboratory test or support equipment? No
Taking into consideration the answers to the questions, the granulation line, as expected, is considered to
have direct impact on product and manufacturing process, which means that a complete qualification has to be
performed.
3.2 User Requirements Specification
The subsequent step after the GRA is writing the URS (table 5). The URS specify the requirements that the
equipment must comply with, including any GMP requirements, mandatory, optional and desirable
requirements.
The URS are divided into categories according to:
• Process User Requirements: requirements related to product/process quality or GMP compliance.
These requirements shall be incorporated into the design and verified during qualification activities.
• General User Requirements and Constraints: requirements not directly related to the product quality
or GMP. However, they can have the potential to be critical to personnel safety and/or other legal
requirements, including business relations between the supplier and the company.
The URS are also divided into types in order to organize the ideas: product requirements, process control
requirements, operational specifications, data and security requirements, safety requirements, environment
requirements, utilities, construction requirements and life cycle and business requirements. There are
requirements for the all granulation line and others specific for each part of the equipment: HSM, FBD, Mill and
VC.

18
Table 5: User Requirement Specifications for Granulation Line Equipment
Item Requirement Piece Type
Product
1 The whole line shall be able to process all types of powder for all types of
manufacturing processes in a completely closed system. All
Process User
Requirement
2
The line shall operate granulation &/or mixing processes using water &/or
different organic solvents, including but not limited to, Ethanol, Isopropyl
alcohol, acetone, dichloromethane, etc…
All Process User
Requirement
3 The full bowl capacity shall be 600 litres. HSM Process User
Requirement
4
The Fluid Bed Dryer with the intended unit to purchase shall function only
for wet powder drying, but prepared for accepting future intended
technologies, in a way commonly described as “plug and play”, including,
but not limited to:
• Top Spray granulation;
• Bottom Spray granulation and/or coating.
FBD Process User
Requirement
5 The drying bowl’s volume shall be of not less than 510 litres. FBD Process User
Requirement
6
The milling system described below is applicable for wet milling as well as
for dry milling. The type/brand should preferably be from Frewitt “ConiWitt
200” or “TurboWitt C-20”.
Mill Process User
Requirement
7 The vacuum conveyor is to be used for conveying pharmaceutical powder
for human use. VC
Process User
Requirement
8
The vacuum conveyor shall be of a capacity (rate of transfer) in-line with the
cone mill capacity (up to 500 – 1000 kg/h), in order not to create a rate
limiting step while using the vacuum conveyor.
VC Process User
Requirement
Process Control
9 Control systems for the HSM, FBD, and all other auxiliary equipment, should
have the possibility of operating together &/or separately. All
Process User
Requirement
10 The programmable logic controller (PLC) shall be from SIMENS and of a
model not later than S7. All
General User
Requirement
11 Multiple access control for the machine parameters. All Process User
Requirement

19
Item Requirement Piece Type
12 Able to set and control the granulation spray system parameters, air
pressure, fluid flow rate, granulation time. HSM
Process User
Requirement
13 Product temperature sensor is required. HSM Process User
Requirement
14 Full control over temperature and humidity for inlet air, while monitoring
the same for outlet air. FBD
Process User
Requirement
Operational Specifications
15
Product loading through vacuum created within the bowl, using an electrical
vacuum pump, with a GMP valve, the use of ball valves for products is
completely prohibited.
HSM Process User
Requirement
16
Wash in Place (WIP) Construction with all connections, spray balls at
different positions, hidden, covered, protruding only during the cleaning
process. Air flush after terminating the cleaning is mandatory to ensure no
more liquid could leak out over the following production.
HSM
FBD
Process User
Requirement
17 The inlet air dehumidification shall use proper dehumidification technology,
for example, but not limited to, condensation. FBD
Process User
Requirement
18
Intended product inlet for processing is transferred through a product
transfer tube into the fluid bed dryer, by the aid of a negative pressure
created by and within the fluid bed dryer, by suspending the particles into
the air, through extracting more air volume than the inlet air volume.
FBD Process User
Requirement
19 Mill can be utilized as a rotary sifter, for example, “Turbo-Witt C-20” for
sifting and loading to the HSM in one step. Mill
Process User
Requirement
20 The vacuum conveyor to be able to convey powders for a distance up to 10
meters and height up to 4 meters excluding the conveyor height. VC
Process User
Requirement
21 Temperature rise of the vertical gear shaft shall not exceed 40 degrees after
operating at the maximum speed for one hour. Mill
General User
Requirement
Data and Security
22 Full compliance with the 21CFR part 11, audit trails as well as data integrity
requirements. All
Process User
Requirement
23 Full parameters batch reporting with the ability for printing remotely. All Process User
Requirement
24 Ability to perform a backup for all batch data, over a local drive &/or a
network drive. All
Process User
Requirement

20
Item Requirement Piece Type
25 Product recipes and batch number to save, store and print or archive all the
process parameters and results. All
Process User
Requirement
26 The HSM shall be able to measure, report and display the torque and current
readings for the impeller motor, while for the chopper motor only current. HSM
Process User
Requirement
27
Control over drying cycles, filter shocking cycle, all critical process
parameters shall be detailed, documented, reported and printed for each
batch.
FBD Process User
Requirement
Safety
28
The whole line explosion methodology should be through explosion
containment, with a 12 Bars construction, the explosion relieve shall be
through a relief valve.
All General User
Requirement
29
All electrical cabinets, access doors to the mechanical areas, protections to
Human Main Interface shall be resistant to Ingress Pressure not less than 65
(IP65 rating).
All General User
Requirement
30 Alarm system for exceeding the set point tolerance. All Process User
Requirement
31 Any alarm function for critical process parameters &/or malfunction. All Process User
Requirement
32 Reasonably distributed emergency buttons at several locations. All Process User
Requirement
33 Alarm system for positive pressure build up within the High Shear Mixer. HSM Process User
Requirement
34 Alarm for fluid bed dryer filter damage &/or powder leakage. FBD Process User
Requirement
Environment
35
The high shear mixer shall be physically separated from the FBD by a clean
wall panel, with an internal access door to the FBD to be used when needed.
So, as the other equipment can be kept clean without any cross
contamination, neither through the product transfer tube (through the wall)
nor from the drain system.
All Process User
Requirement
36
The whole line shall be of wall mounted design. All technical accesses
(mechanical, as well as the electrical control panels) shall be from the
technical area behind the wall. That shall allow full maintenance (preventive,
calibration, and parts replacement) to be done from outside the clean area
All General User
Requirement

21
Item Requirement Piece Type
37 Pressure relief system for filtering the air that goes within the room, in case
milling is done into containers / poly bags. Mill
General User
Requirement
Utilities
38
Working (consumption) and facility requirements are to be specified over
the final drawing (e.g. compressed air, electrical connections, etc), in
addition to the documentation package to receive.
All General User
Requirement
Construction
39 The granulation line shall be composed from a HSM coupled with a fluid bed
dryer, along with different auxiliary functional equipment. All
Process User
Requirement
40
All seals and connections, should be unstainable (unable to retain colours),
resistant to organic solvents, easy to clean, and material of construction to
be properly identified in writing.
All Process User
Requirement
41 All product contact surfaces to be constructed with stainless steel 316L with
material of construction certificates. All
Process User
Requirement
42
All product contact surfaces, including, but not limited to, welding areas,
shall be of a mirror finish with roughness factor (Ra) not more than 0,2,
supported with testing certificates.
All Process User
Requirement
43
All exterior surfaces, including, but not limited to, welding areas &/or
product none contact surfaces, shall be of a mirror finish with roughness
factor (Ra) not more than 0,5, supported with testing certificates.
All Process User
Requirement
44
Bottom Drive HSM with a chopper on the side of the bowl, the chopper to
be of knife-blade design construction with 6 to 8 blades. Easy to be removed
for cleaning &/or replacement if required;
HSM Process User
Requirement
45 All axes (chopper and impeller) have to be protected with air seal purge
system from the utility compressed air supply. HSM
General User
Requirement
46 The impeller shall be able to be lifted 15-20 cm from the bowl bottom,
through an air piston, to access the bottom and inspection can be achieved. HSM
General User
Requirement
47 The gap distance between the bowl bottom and the main impeller shall be
of 1,0 mm with a tolerance of +1,0 mm. HSM
Process User
Requirement
48 The impeller diameter shall be within the range of 1050mm till 1100mm. HSM Process User
Requirement
49
Impeller motor shall be not less than 55kW, the motor specifications and
details shall be included within the technical documentation. It has to be
able to operate/tolerate a total load of 440 Kg from a static position during
the factory acceptance test.
HSM Process User
Requirement

22
Item Requirement Piece Type
50 Impeller motor fully variable speed range between 5 rpm and 150 rpm. The
minor unit shall be of 1 rpm. HSM
Process User
Requirement
51 Chopper motor of not less than 15 kW. Motor specifications and details to
be included within the technical documentation. HSM
Process User
Requirement
52 Chopper motor fully variable speed range of minimum 200 rpm. Maximum
shall be 3500 rpm. The variable speed of the minor unit shall be of 1 rpm. HSM
Process User
Requirement
53
Product Sampling port on the bowl side at the level of the chopper, but not
below the level of the impeller to be present, can be opened and closed,
easy to clean, not to trap product &/or fluids so as product carry over to the
next batch/product can be avoided. The sampling port is to be used for
sampling the wet powder, so that a representative sample can be obtained
without opening the bowl cover. The sample receiver shall be removable,
and the size shall be of not less than 25 ml.
HSM Process User
Requirement
54
Granulation solution/fluid loading system shall be composed from a
peristaltic pump and an atomized spray nozzle/gun, with a controlled air
pressure, air pressure range from 0,5 Bar till 5 Bars, which is easily capable
to provide a droplet size of 0,1 mm on average.
HSM Process User
Requirement
55 A watch window, as well as a none heat generating lighting source within
the mixer bowl shall be present. HSM
General User
Requirement
56 Existence of an arm for safe removal of the impeller out from the HSM. HSM General User
Requirement
57
The filters to relieve the internal bowl pressure due the presence of air seals
and/or to create the negative pressure for product loading to the HSM bowl
shall be of stainless-steel cartridge filter system with 5 µm. Filter protection
with a filter bag is optional.
HSM Process User
Requirement
58
Product Sampling port on the bowl side, at a reasonable level to be present,
can be opened and closed, easy to clean, not to trap product &/or fluids so
as product carry over to the next batch/product can be avoided. The
sampling port is to be used for sampling the product as a representative
sample, without opening the FBD. The sample receiver shall be removable,
and the size shall be of not less than 50 ml.
FBD Process User
Requirement
59
The filters are to be of cartridge design, safe handling, easy to handle, and
of stainless-steel design. Other types are acceptable once offered,
documented and preapproved.
FBD Process User
Requirement

23
Item Requirement Piece Type
60 The inlet air dehumidification shall be of high efficiency and reasonable
power consumption, regardless of the external environmental conditions. FBD
General User
Requirement
61 The heating method shall be utilizing steam heat exchangers coils. FBD Process User
Requirement
62 Dry gear system (lubricant and oil free), bottom driven is preferred. Mill General User
Requirement
63
Milling unit is mounted on articulated arm to swing.
• For wet milling it shall be just under the HSM discharge gate.
• For dry milling, articulated arm it shall be installed over a lift in between
the HSM and the FBD, so as it can receive the final product from the HSM
&/or FBD, through a vacuum conveyor system. The final powder
destination can be In-Process blending container, and/or Polybags, and
/or Polyline plastic/stainless steel containers.
Mill Process User
Requirement
64 Impeller to screen gab to be not more than 1,0 mm, the same standard to
be achieved for both, normal perforated screens as well as rasping screens. Mill
Process User
Requirement
65
Speed range including not less than 300 – 1800 rpm, motor with not less
than 3,7 kW, with integrated frequency converter for speed adjustment of
rotor speed.
Mill Process User
Requirement
66
Three screens to be provided with the line:
• One for wet milling application;
• One for dry milling applications of 1,0 mm squared pore screen, plate
thickness of 0,6mm and open area of not less than 50%;
• One for dry milling/sifting applications of 0,8mm round pore screen,
plate thickness of 0,8mm, and open area of not less than 29%.
Mill Process User
Requirement
67 The vacuum conveyor, as well as its holding construction, shall be as
compact as possible in size to avoid space limitation. VC
Process User
Requirement
68 The vacuum conveyor to be flexible to use and light weight equipment for
utilization within the room. VC
Process User
Requirement
69 The vacuum conveyor to be offered with adapters &/or connections to
above mentioned machines. VC
Process User
Requirement

24
Item Requirement Piece Type
Life Cycle and Business Requirements
70
The following documentation is required, both as hard copies, as well as soft
copies, properly classified within electronic folders, in both languages
English & Portuguese:
• Installation Qualification,
• Operation Qualification,
• User manual, for all components manufactured, installed &/or fitted.
• Preventive maintenance and its frequency.
• All different parts demanding calibration &/or verification along with its
frequencies.
• Declarations and Certificates, for all materials of construction, joints and
tubes, CE, GMP,
• Calibration certificates, Roughness factor Testing certificates…
• Factory settings and / or default inputs for all gauges, instruments, PLCs.
• Product contact surface area calculations, in proper drawing formats:
surface area for each part &/or area, plus the total to be documented
over the general drawing.
All General User
Requirement

25
3.4 Functional Risk Assessment
Following the URS definition, it is essential to perform a FRA. The aim of a FRA is to identify critical risks of
the equipment and define measures to eliminate or reduce their impact on product quality. It also helps to
identify the critical and non-critical parts or functions and to identify the tests where those parts or functions will
be tested across the qualification process.
Although the contract with the equipment supplier includes the provision of IQ and OQ protocols, it is
necessary to verify that these documents include all important parameters. In this regard, the FRA provides the
basis for this verification as the FRA results in tests to be performed in the next qualification phases.
3.4.1 FMEA Methodology
The risk management tool chosen for FRA was FMEA. The steps to perform this risk analysis are described
below.
Risk Identification
All actions or operations that might have negative effect on a determined process should be considered as
risks. Independently of having a higher or minor impact, all identified risks should be recorded.
To identify the risks, the following questions should be used:
• What can fail?
• What is the impact of the fail?
• What external fails may occur?
• What control systems may fail?
Risk Analysis
In order to analyse the risks, they have to be compared with measurable criteria. Therefore, it is necessary to
make it possible to quantify risks according to the parameters that should be evaluated: probability, severity and
detectability.
The first parameter is probability. It consists on the occurrence probability of a risk scenario or event. It can
be classified as:
1 - Low Probability: the event is rare, happening once at 100 000 cycles;
2 - Average Probability: the event may happen at each 1 000 cycles;
3 - High Probability: the event may happen at each 100 cycles.
The second parameter to be evaluated is severity. Severity is the potential impact that the occurrence of a
failure can have on the quality of the product or the applicable good practices. Severity can be classified as
follows:

26
1 - Low severity: the severity of the fault has a low impact on quality; the impact of the fault does not
extend in time;
2 - Medium severity: failure has moderate severity in quality and may have an effect in the medium term;
3 - High severity: failure has a high impact on the quality of the product. It has catastrophic consequences
that may extend in time.
The last parameter to evaluate is detectability. Detectability is the evaluation of how a failure can be detected
and eliminated by detection systems and control processes in the systems. Detectability can be classified as
follows:
1 - High Detection: the process has 100% automatic control or monitoring systems to 100%, with high
reliability, that can detect the failure;
2 - Average detection: the process has control systems whose reliability is intermediate; the control is done
by sampling and can depend on human factors;
3 - Low Detection: the process has no automatic control systems and there is no specific check for failure.
Detection happens by chance.
After the quantification of the last three parameters, the final classification of a risk (risk priority number
(RPN)) can be obtained by multiplying probability, severity and detectability. The final value can vary between 1
(if it was chosen 1 to all parameters) and 27 (if was chosen 3 to all parameters).
Based on RPN it is possible to compare different risk scenarios and to set priorities on risk, according to:
• High values imply that serious steps must be taken to reduce the risk;
• Mean values imply that actions must be made, and that failure is potentially heavy;
• Low values imply that the risk is low and do not require special actions not being necessary any
action.
Risk Control
Based on RPN, qualification actions can be taken to demonstrate the control of that failure (table 6).
Table 6: Categorization of Risk Level
Risk Priority Number (RPN) Designation
RPN < 4 Low Risk
4 < RPN < 12 Intermediate Risk
RPN > 12 High Risk
For the definition of actions to take, the following criteria are considered:
• High Risk represents a level of risk that recommends taking actions to mitigate the risk, as well as
actions to demonstrate their control;

27
• Intermediate Risk is a risk that implies actions to demonstrate that risk is controlled;
• Low Risk is an acceptable level of risk. Action may be taken to mitigate or control the risk but it’s not
mandatory.
Risk identification and analysis for the Granulation Line is performed in the following risk matrix (table 7).
The actions to prevent/control the risks are divided in four groups: actions to take place in DQ, in IQ or in OQ
and also actions that should just follow Good Engineering Practices (GEP).

28
Table 7: Risk Assessment Matrix for Granulation Line
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
1
Equipment
Technical
Documentation
• Documentation not available or
missing
• Equipment instructions not
adequate
• Documentation does not comply
with the equipment
• Lack of evidence required
• Improper equipment installation
• Improper or inadequate operation
and maintenance
Medium severity (work can be
affected but it has indirect impact on
the product)
Average probability (sometimes
documents are not updated)
Average detectability (fault can be
detected in normal operation)
2 2 2 8 IQ – Check the availability of all drawings,
datasheets and manuals in approved state
2 Technical
Drawings
• Technical drawings not available
• Technical drawings not updated
• Improper equipment installation
• Difficulty in corrective and
preventive maintenance
• Inadequate maintenance plans
Low severity (work cannot be done
without documentation)
Average probability (sometimes
documents are not updated)
Likely detectable
1 2 2 4 GEP – Check the availability and update of
the installation technical drawings

29
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
3 Installation Layout
• Equipment layout not in
accordance to diagrams
• Lack of some components
• Layout is not GMP compliant
• Inadequate layout
• Product contamination
It can have impact on the product
Average probability
Easy to detect
3 2 1 6
IQ – Check the correct correlation between
granulation line installation diagram and
the installed equipment
4
Standard
Operational
Procedures (SOP)
• Lack of procedures
• Procedures not updated
• Operation, cleaning, calibration
and maintenance inadequate for
the equipment
High impact on the product
It can happen
Likely detectable
3 2 2 12
IQ – Check if calibration procedures are
available, where applicable
OQ – Check if all other procedures are
available and adequate (maintenance,
operation and cleaning); Check the
availability of calibration and preventive
maintenance plans for the equipment and
instruments

30
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
5
Identification of
equipment
components
• Components not properly
identified or not correctly
labelled
• Difficult identification of the
equipment (main components and
instruments)
• Increase of maintenance errors,
time and cost
It can have impact on the product
It can happen
Likely detectable
2 2 2 8 IQ – Verify that all components installed are
properly identified and labelled
6 UTILITIES
Electricity
• Connections not properly
performed
• Electric parameters out of
specification (OOS)
• Utility not present
• Inability to perform operations
It can have impact on the product
It can happen
Easy to detect
2 2 1 4 IQ – Check all electrical connections and
parameters
Purified Water
• Connections not properly
performed
• Purified water OOS
• Operations compromised
High severity on product quality
It can happen
Likely detectable
3 2 2 12 IQ – Check all water connections and
parameters

31
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Compressed Air
• Connections not properly
performed
• Compressed air OOS
• Operations compromised
High severity on product quality
It can happen
Likely detectable
3 2 2 12 IQ – Check compressed air connections and
parameters
7 SPECIFICATIONS AND INSTALLATION OF GRANULATION LINE EQUIPMENT COMPONENTS
High Shear Mixer
• Equipment specifications do not
match the URS
• Equipment does not comply with
the technical specifications
• Equipment is incorrectly installed
• HSM is not operating properly
according to technical
specifications
• Equipment does not work properly
• Operation of granulation line is
compromised
Direct impact on product
It can happen
Likely detectable
3 2 2 12
DQ – Check if all the URS are taken in
consideration in the equipment
specifications
IQ – Verify the HSM main characteristics;
Verify that the HSM is properly installed
OQ – Verify the functionalities and
operation of the HSM

32
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Fluid Bed Dryer
• Equipment specifications do not
match the URS
• Equipment does not comply with
the technical specifications
• Equipment is incorrectly installed
• FBD is not operating properly
according to technical
specifications
• Equipment does not work properly
• Operation of granulation line is
compromised
Direct impact on product
It can happen
Likely detectable
3 2 2 12
DQ – Check if all the URS are taken in
consideration in the equipment
specifications
IQ – Verify the FBD main characteristics;
Verify that the FBD is properly installed
OQ – Verify the functionalities and
operation of the FBD
Wet/Dry Mill
• Equipment specifications do not
match the URS
• Equipment does not comply with
the technical specifications
• Equipment is incorrectly installed
• Mill is not operating properly
according to technical
specifications
• Equipment does not work properly
• Operation of granulation line is
compromised
Direct impact on product
It can happen
Likely detectable
3 2 2 12
DQ – Check if all the URS are taken in
consideration in the equipment
specifications
IQ – Verify the mill main characteristics;
Verify that the mill is properly installed
OQ – Verify the functionalities and
operation of the mill

33
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Vacuum Conveyor
• Equipment specifications do not
match the URS
• Equipment does not comply with
the technical specifications
• Equipment is incorrectly installed
• VC is not operating properly
according to technical
specifications
• Equipment does not work properly
• Operation of granulation line is
compromised
Direct impact on product
It can happen
Likely detectable
3 2 2 12
DQ – Check if all the URS are taken in
consideration in the equipment
specifications
IQ – Verify the VC main characteristics;
Verify that the VC is properly installed
OQ – Verify the functionalities and
operation of the VC
Valves
• Valves specifications do not
match the URS
• Valves do not comply with
technical specifications
• Valves incorrectly installed
• Equipment does not work properly
Indirect impact on product
It can happen
Likely detectable
2 2 2 8
DQ – Check if all the URS are taken in
consideration in the equipment
specifications
IQ – Verify valves main characteristics;
Verify that all valves are properly installed
Filters
• Filters specifications do not
match the URS
• Filters are clogged, damage or it is
the wrong filter
• Equipment does not work properly
• Leaks in filters
High impact
It can happen
Likely detectable
3 2 2 12
DQ – Check if all the URS are taken in
consideration in the equipment
specifications
IQ – Verify the use of the correct filters and
that none of them are damage; Verify that
all filters are properly installed; verify if
none of the filters are damaged; Verify the
differential pressure in each filter

34
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Product transfer
tube between
HSM and FBD
• The tube does not comply with
the specifications
• The tube is not properly installed
• Equipment cannot work in a closed
system
• Contamination of the product
• Inability to develop process
Direct impact on product
It can happen
Likely detectable
3 2 2 12 IQ – Check if the tube is installed according
to the diagrams
Seals and
Connections
• Seals and connections do not
comply with the specifications
• Seals and connections between
equipment components, not
properly performed
• Contamination of the product
• Inability to develop process
High impact on product quality
Low probability
Likely detectable
3 2 2 12
IQ – Check certificates for seals and
connections; Check if all seals and
connections are installed according to the
diagrams and instructions
Control System
Hardware
• Equipment does not match the
requested
• Equipment incorrectly installed
• Use of inadequate equipment
• Inability to develop the process
Moderate impact on product quality
Average probability
Likely detectable
2 2 2 8
IQ – check the Control System hardware
components installation and
characteristics; Check/record the
equipment configuration and/or version

35
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Control System
Software
• Software / components do not
match the requested
• Software incorrectly installed
• Use of inadequate equipment
• Inability to develop the process
Moderate impact on product quality
Average probability
Likely detectable
2 2 2 8
IQ – check the Control System software
installation and characteristics;
Check/record the equipment configuration
and/or version
8 MEASURING INSTRUMENTS
Product
temperature
sensor
(HSM & FBD)
• Instrumentation not appropriate
for their function
• Lack of calibration/verification
• Impossible measuring /monitoring
of the required parameters
• The measured / monitored values
aren’t trustworthy
High impact on the product
It can happen
Likely detectable
3 2 2 12
IQ – Verify that the temperature sensor is
properly installed; Check the availability of
the calibration procedure; Verify that the
temperature sensor is properly calibrated
and the availability of respective
certificates
OQ – Verify that the temperature sensor is
included on the calibration plan

36
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Inlet air
temperature and
humidity sensor
• Instrumentation not appropriate
for their function
• Lack of calibration/verification
• Impossible measuring /monitoring
of the required parameters
• The measured / monitored values
aren’t trustworthy
High impact on the product
It can happen
Likely detectable
3 2 2 12
IQ – Verify that the temperature and
humidity sensors are properly installed;
Check the availability of the calibration
procedure; Verify that the temperature and
humidity sensors are properly calibrated
and the availability of respective
certificates
OQ – Verify that the temperature and
humidity sensors are included on the
calibration plan
Outlet air
temperature and
humidity sensor
• Instrumentation not appropriate
for their function
• Lack of calibration/verification
• Impossible measuring /monitoring
of the required parameters
• The measured / monitored values
aren’t trustworthy
Moderate impact on the product
It can happen
Likely detectable
2 2 2 8
IQ – Verify that the temperature and
humidity sensors are properly installed;
Check the availability of the calibration
procedure; Verify that the temperature and
humidity sensors are properly calibrated
and the availability of respective
certificates
OQ – Verify that the temperature and
humidity sensors are included on the
calibration plan

37
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Pressure Sensor
(FBD)
• Instrumentation not appropriate
for their function
• Lack of calibration/verification
• Impossible measuring /monitoring
of the required parameters
• The measured / monitored values
aren’t trustworthy
High impact on the product
It can happen
Likely detectable
3 2 2 12
IQ – Verify that the pressure sensor is
properly installed; Check the availability of
the calibration procedure(s), where
applicable; Verify that the pressure sensor
is properly calibrated and the availability of
respective certificates
OQ – Verify that the pressure sensor is
included on a Calibration Plan
9 MAIN OPERATIONAL FUNCITONS
Production of
Granules
• Mixer motor does not work
according to specifications
• Granules OOS
High impact on the product
It can happen
Easily detectable
3 2 1 6
OQ – Check the mixer motor speed
- At minimum speed
- At normal speed
- At maximum speed
Production of
Granules
• Chopper does not work according
to specifications
• Granules OOS
High impact on the product
It can happen
Easily detectable
3 2 1 6
OQ – Check the chopper motor speed
- At minimum speed
- At normal speed
- At maximum speed

38
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
Production of
Granules
• Granulation solution spray rate
not according specifications
• Granules OOS
High impact on the product
It can happen
Easily detectable
3 2 1 6
OQ – Check the spray rate
- At minimum rate
- At normal rate
- At maximum rate
Dry sieving mill
• Sieving mill mixer not according
specifications
• Screen not according to
specifications
• Granules OOS
High impact on the product
It can happen
Easily detectable
3 2 1 6
IQ – Check screen certificate
OQ – Check the speed sieving mill mixer
- At minimum speed
- At normal speed
- At maximum speed
Wet sieving mill
• Sieving mill mixer not according
specifications
• Screen not according to
specifications
• Granules OOS
High impact on the product
It can happen
Easily detectable
3 2 1 6
IQ – Check screen certificate
OQ – Check the speed sieving mill mixer
- At minimum speed
- At normal speed
- At maximum speed
Wet powder
drying
• Air flow not according to
specifications
• Dry granules OOS
High impact on the product
It can happen
Easily detectable
3 2 1 6
OQ – Check the air flow rate
- At minimum rate
- At normal rate
- At maximum rate

39
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
10
Materials in
contact with the
product
• Inadequate construction
materials
• Risk to the product
• Product contamination
Moderate impact on product quality
It can happen
Likely detectable
2 2 2 8 IQ – Verify the relevant material certificates
11 Granulation Line
operation
• Granulation Line components not
properly operating
• Workers not able to operate the
equipment
• Equipment not operating according
to specifications
Direct impact on product quality
It can happen
Likely detectable
3 2 2 12
OQ – Verify the proper operation of the
granulation line; Verify that training has
been performed and documented; Verify
the availability of an updated operation
SOP
12 Alarms and
Malfunctions
• The equipment does not act as
expected in case of alarms and
malfunctions
• Incorrect alarms
• Inability to detect a malfunction in
the equipment
• High risk to the product and
operator
It can have impact on product quality
It can happen
Likely detectable
2 2 2 8 OQ – Check the alarms and faulty operation
conditions of the equipment

40
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
13 Password access
level
• Incorrect levels of access
• No security against unauthorised
persons
• Risk to the product
• Risk to the equipment
High impact on product quality
It can happen
Likely detectable
3 2 2 12
OQ – Check the user ID and password
access levels in the applicable control
equipment
14 Data report
management
• Incorrect or inexistent data
reports
• Impossible to consult/print the
data and events report
• Reports do not reflect what
occurred during production
Moderate impact on product quality
It can happen
Likely detectable
2 2 2 8 OQ – Check the data report management
functionalities, where applicable
15 Audit trail
management
• Incorrect or inexistent audit trail
• Lack of data integrity
• Impossible to consult/print the
data safe storage
• Data safe storage does not reflect
what occurred during production
Moderate impact on product quality
It can happen
Likely detectable
2 2 2 8 OQ – Check the process data safe storage

41
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
16 Cleaning • Cleaning is not performed
properly
• Contamination of the product
High impact on product quality
It can happen
Likely detectable
3 2 2 12
OQ – Check the availability of a cleaning
SOP; Check if the training in cleaning
procedures is performed effectively
Validation of the cleaning process
17 Calibration
• Calibration of the components,
where applicable, is not
performed
• Measuring/ monitoring required
parameters is not possible
• Measured/ monitored values are
not trustworthy
• Product OOS
High impact on product quality
It can happen
Likely detectable
3 2 2 12
IQ – Perform calibration to all critical
instruments and verify that the results
comply to their acceptance criteria;
OQ – Verify the availability of an updated
SOP for calibration; Verify that all
applicable components are included on the
annual calibration plan; Verify the
availability of a logbook
18 Maintenance • Maintenance of the equipment is
not performed
• Operation of the equipment is
compromised
• Damage of the equipment
High impact on product quality
It can happen
Likely detectable
3 2 2 12
OQ – Verify the availability of an updated
SOP for maintenance; Verify that all
equipment components are included on
the preventive maintenance plan; Verify
the availability of a logbook

42
No Parameter
Risk Identification Risk Analysis Risk Control
Possible Failure Impact Classification
Actions to prevent/control S P D RL
19 Operators
Training • Lack of training
• Inadequate equipment operation
High impact on product quality
Low probability
Likely detectable
3 1 2 6
OQ – Check the training of the operators
who work with the equipment; Check the
availability of an updated SOP for
equipment operation

43
3.4.2 iRisk Tool
The iRisk tool allows to schematize ideas during the process of qualification of an equipment and validation
of manufacturing processes. The use of this tool has permitted a better perception of how qualification activities
are oriented in the pharmaceutical industry.
The program allows the possibility of schematizing the URS and using them as an input for the FRA. Once the
FRA is completed, it is possible to graphically observe the risks that have been identified and compare their
severity, probability, detectability and their RPN, with visual tools that facilitate the interpretation of data. It is
also possible to build reports directly from iRisk.
This tool has several advantages, already described, in the context of integrating teams into risk management
processes. Within the scope of this thesis the huge added value of this tool is the fact that it allows the
visual/graphical demonstration of the risks obtained in the FMEA.
In order to understand the usefulness of the tool, the first 5 items of the FRA were used to build a FRA in
iRisk. Figure 14 shows the graphics obtained using the iRisk tool for the first 5 items of the FRA.
The first graph (figure 14-a) summarizes the RPN values per risk. Since each column is a different risk, visually
it is possible to realise immediately which are the risks with the highest RPN, and, therefore, the uppermost
priorities. In figure 14-b each risk appears with three columns: one for severity (pink), one for probability (green)
and one for detectability (orange). In this last graph the risks can be distinguished by each of the parameters
ranked. It shows which risks have the highest and lowest rank for S, P and D.
It is also possible to place the risks in a risk matrix (figure 15) that allows the visual perception of which risks
are the highest priority. The risks in the green zone are low risks, the ones in the yellow zone are medium risks,
and in the red zone there are the high-level risks. The report built with the iRisk tool can be accessed in annex 2.
Figure 14: Summary of the risks based on (a)RPN; (b) Severity, Detectability and Ocorrence
(a) (b)

44
3.5 Design Qualification
Following URS and FRA the next step of qualification is DQ. In some cases, the DQ can be performed before
or at the same time as the FRA, since these are two independent phases of the qualification process.
DQ was performed based on different documents from the supplier Diosna. The objective was to assure that
all URS were taken into consideration in the equipment specifications.
The documents consulted are the following:
A. Specification SP 2774757;
B. Operating Manual 0-406-293-021-BL_pt;
C. Control Description 0-406-293-021-BA-PT;
D. Completeness of the delivery range/ technical specification FAT_0-406-293-021_3.1;
E. Listing and certificates of product contacting materials;
The results obtained in DQ are represented in table 8, including the document which is source of the
information and its compliance with the predefined URS.
Table 8: Design Qualification for Diosna Granulation Line
URS Equipment Specification Document Comply?
1 All
“DIOSNA Mixer-Dryer-Granulation Lines CCS are used for the
manufacture of pharmaceutical granules in a closed system”
(pg. 9)
A Yes
2 All “Granulation liquid: various water-based binders” (pg. 12) A Yes
3 HSM “Total bowl volume 615L” (pg. 15) A Yes
Figure 15: Risk matrix

45
URS Equipment Specification Document Comply?
4 FBD
“Depending on the design of the systems products can be
granulated/agglomerated or coated” (pg. 10)
“In the filter housing one opening with blind flange is located
at suitable position to allow for a later retrofitting top spray
device” (pg.28)
“For positioning of the nozzles below the air distribution
plate the cylindrical piece of the material bowl at the lower
safety collar is extended, so that blind flanges for the nozzles
can be installed” (pg.28)
A Yes
5 FBD “Material bowl size (usable volume): 680L” (pg.23) A Yes
6 Mill “Sieving mill ConiWitt 200 for dry sieving” (pg. 36)
“Sieving mill for wet milling: FreWitt ConiWitt 200W” (pg.52)
A
B Yes
7 VC
“A dust-free feeding from containers or barrels via a
pneumatic conveyance system can be realised” (pg. 17)
“For dust-free discharge of the bowl pneumatic conveying
system is used” (pg. 25)
A Yes
8 VC There is no reference to this URS in the documentation. ---
No Information
9 All
“The operation of the mixer and the dryer is done via two
identical operator interface terminals. Both machines are
visualized and operated via either one of the two operator
interface terminals. However, at any time there is the
possibility to operate each plant separately as both machines
dispose of an independent PLC” (pg. 43)
A Yes
10 All “The control of the plant is based on a standard PLC Siemens
SPS S7-300” (pg. 42) A Yes
11 All “The operation of the mixer and the dryer is done via two
identical operator interface terminals.” (pg. 43) A Yes
12 HSM List of measuring circles: Parameters – spray rate, spray
pressure, pressure container, process time mixer A Yes
13 HSM “The temperature is measured by a PT100 probe which is
insert through the container wall into the product” (pg. 15) A Yes
14 FBD
“Inlet air temperature measurement: a temperature probe
in the air pipe directly in front of the inlet into the fluid bed
apparatus is used for regulation of the process air heater”
(pg. 35)
A Yes

46
URS Equipment Specification Document Comply?
“Inlet air humidity measurement including regulation of the
dehumidifier installed in flow direction upstream the process
air heater” (pg. 35)
“Exhaust air temperature measurement: measurement of
the exhaust air temperature can be used as additional
criterion for assessment of the fluid bed process” (pg. 35)
“Exhaust air humidity measurement: the probe is installed in
the air outlet socket of the fluid bed apparatus” (pg. 36)
15 HSM
“The conveying system allows dustless feeding of the mixing
bowl. The powdery components are sucked into the mixer
from barrels or bags by means of a suction lance” (pg. 18)
A Yes
16 HSM
FBD
“WIP cleaning system for the mixer granulator: the
automatic WIP cleaning is made by detachable spray balls in
the mixer lid and in the outlet housing. Delivery contains
spray balls, hoses and valves for triggering” (pg. 39)
“WIP cleaning system for the fluid bed processor” (pg. 39)
A Yes
17 FBD
“The intake air is cooled down by an air cooler operated with
cold water. As soon as the dew point temperature is fallen
below, the air is dehumidified by condensation” (pg.30)
A Yes
18 FBD
“Mixer and dryer are connected by a pipe or hose line. The
product is sucked out of the mixer by the under pressure of
the fluid bed apparatus” (pg. 10)
“The granulated material is sucked into the fluid bed dryer
by vacuum through the connection line” (pg. 21)
“An automated filling of the closed apparatus from
containers is possible by suction via a feeding valve” (pg. 24)
A Yes
19 Mill
“The sieving mill can be used for dry milling ate the discharge
from the fluid bed dryer and for raw material sifting. In both
cases a ConiWitt milling head will be used” (pg. 55)
“Suction shoe and conveying hose for the discharge of the
ConiWitt for raw materials sifting inline during charging of
the P600” (pg. 55)
A Yes
20 VC There is no reference to this URS in the documentation. ---
No Information
21 Mill There is no reference to this URS in the documentation. ---
No Information
22 All “The operator PC runs on the basis of windows. The
visualisation of the plant is made on basis of software A Yes

47
URS Equipment Specification Document Comply?
platform Intouch of Wonderware. Intouch fulfils the
requirements of GAMP 5 and it is 21 CFR Part 11 suited” (pg.
43)
23 All
“Certain process parameters can be displayed graphically as
coloured curves or tables. Furthermore, all actions and
alarms occurred during the process are logged” (pg. 44)
A Yes
24 All
“Historical data of preceding batches can be indicated
graphically with recipe number, operator code, date, time
and the most important system data” (pg. 43)
A Yes
25 All
“Individual batch reports can be issued, which include all
important batch data with date, time, batch recipe number
and operator number. Certain process parameters can be
displayed graphically as coloured curves or tables.
Furthermore, all actions and alarms occurred during the
process are logged” (pg. 44)
A Yes
26 HSM
“During the process the current consumption of the mixer
chopper motor is measured and indicated at the control; The
value comes out of the frequency converter” (pg. 19)
“During the process the power consumption of the main
mixing tool is measured and indicated at the control panel;
The power is measured by a dedicated load cell” (pg. 20)
A Yes
27 FBD
All controls in the control panel are described in section 10
“Service mode of FBD” (pg. 56 to 71) and 11 “Automatic
mode of FBD” (pg.72 to 90)
C Yes
28 All
“12 bar shock-proof design of the mixing bowl: The shock-
resistant design of the mixer ensures that explosions, which
develop in the mixer, and also explosions, which strike back
from the fluid bed dryer into the mixer during the product
transfer, keep safely within the mixer” (pg. 46)
“The basic design of the fluid bed processor assumes that
exclusively interior explosion protection has to be fulfilled”
(pg. 47)
“Because of the 12 bar shock-resistant design a decoupling
of the air technique on the inlet and exhaust area is
necessary. For this purpose self-closing quick acting valves
A Yes

48
URS Equipment Specification Document Comply?
are installed directly upstream and downstream the fluid bed
apparatus” (pg.47)
29 All
“The cabinets are made of painted steel, protection IP54 and
intended for installation in a non-explosion-proof area” (pg.
42)
A No
30 All
“In some parts of the device (filter, temperature
announcements), an input mask appears by choosing the
green field on the piece. Here you can enter limit values for
an alarm or warning. If the current value reaches the
opposite value, an alarm announcement or warning is
generated.” (pg. 9)
C Yes
31 All
“The active elements appear in green. Active tubular ducts
are shown in yellow. In the event of a problem, flow meters,
pressure measuring devices or pressure switches change
from green to red. Fault signals are displayed in the title of
the current window” (pg. 35)
C Yes
32 All
“Emergency Buttons in HSM – technical area and HSM
screen” (pg. 152)
“Emergency Buttons FBD – technical area, screen and
elevation column” (pg.157)
C Yes
33 HSM “M0226002 HSM alarm – high pressure inside the bowl”
(pg.153) C Yes
34 FBD “D0215007 FBD alarm – filter pressure difference” (pg. 158) C Yes
35 All
“Since the P 600 and CAP 600 are situated in two separate
rooms, a wall lead through element with TC connections is
supplied by DIOSNA” (pg. 21)
A Yes
36 All “The plant concept allows for strict separation of production
and technical area” (pg. 9) A Yes
37 Mill There is no reference to this URS in the documentation. ---
No Information
38 All Throughout the document, the consumption of each
equipment for each utility is specified. A Yes
39 All
“The basic design of the CCS Granulation Line works duly as
granulator/dryer combination and consists of a
mixer/granulator P series, a CAP fluid bed dryer and the
common shared control of the plant”
A Yes

49
URS Equipment Specification Document Comply?
40 All “Any product contacting sealings are made of silicone and
FTFE” (pg. 14) A Yes
41 All “Product-contacting stainless-steel parts are made of
stainless steel AISI 316L” (pg. 14) A Yes
42 All “Enhanced surface finish on product contact surfaces Ra <
0,2 m instead of Ra < 0,4 m” (pg. 14) A Yes
43 All “Other stainless steel surfaces are ground at Ra < 0,8” (pg.
44) B No
44 HSM “A special design for the chopper tool with 6-8 cross blades
will be provided” (pg. 16) A Yes
45 HSM
“Shaft seals of main mixing tool and chopper are designed as
air purged seals, during cleaning the seals and the container
are rinsed automatically with water” (pg. 17)
A Yes
46 HSM
“For cleaning and inspection of the mixing material under the
mixing tool this lifting system offers a considerable
facilitation especially for big mixers. The mixing tool is lifted
with help of a pneumatic cylinder under the hollow shaft
drive” (pg. 16)
A Yes
47 HSM There is no reference to this URS in the documentation. --- No Information
48 HSM There is no reference to this URS in the documentation. --- No Information
49 HSM “The drive will be reinforced from the standard 37kW to
55kW” (pg. 16) A Yes
50 HSM “Speed range of 5 – 150 rpm” (pg. 16) A Yes
51 HSM “The chopper motor will be reinforced from the standard
12kW to 15kW” (pg. 16) A Yes
52 HSM “Frequency converter operation of chopper motor 200 -
3500 rpm” (pg. 16) A Yes
53 HSM
“A manual sampling valve will be integrated in the wall of the
mixing bowl. The valve works according to the trumpet valve
principle” (pg. 15)
A Yes
54 HSM
“Controlled addition of liquid via nozzles” (pg. 18)
“Peristaltic pump for low viscous spray media for addition of
granulation liquids, in pharmaceutical design, easily
cleanable, easy hose exchange, with temperature and
pressure resistant hose” (pg. 19)
A Yes

50
URS Equipment Specification Document Comply?
55 HSM “The inspection glass is equipped with an illumination for
better observation of the process” (pg. 17) A Yes
56 HSM
“A manually pivoting hoist with manually operated cable
winch allows for a secure and ergonomic dismantling of the
mixing tool” (pg. 16)
A Yes
57 HSM “Filter cartridge stainless steel” (pg.2) E Yes
58 FBD
“The sampler is operated via hand level which releases an
opening in the material bowl. The product sample flows into
a connected cup until the lever is closed again” (pg. 23)
A Yes
59 FBD
“Product filter material: Polyamid 6.6” (pg.3)
“PA 6.6 is in compliance with the regulations 21 CFR “Nylon
Resins” of FDA” (annex 22 of document)
E Yes
60 FBD
“The intake air is cooled down by an air cooler operated with
cold water. As soon as the dew point temperature is fallen
below, the air is dehumidified by condensation” (pg.30)
A Yes
61 FBD “The process air is heated by a steam heat exchanger to the
necessary process air temperature” (pg. 31) A Yes
62 Mill There is no reference to this URS in the documentation. --- No Information
63 Mill
“After completion of the granulation the discharge of the
granules via an optional inline sieving mill into the connected
dryer is done automatically” (pg. 10)
“Below the mixer outlet installed (swivelling design) sieving
mill with regulable drive to homogenise the wet granule” (pg.
20)
“The sieving mill can be used for dry milling ate the discharge
from the fluid bed dryer and for raw material sifting. In both
cases a ConiWitt milling head will be used” (pg. 55)
“Suction shoe and conveying hose for the discharge of the
ConiWitt for raw materials sifting inline during charging of
the P600” (pg. 55)
A Yes
64 Mill
“A round-hole screen 1,0 mm with round impeller is used a
standard sieve; In case of very hard granules rasp sieves are
advantageous” (pg. 37)
A Yes
65 Mill
“Nominal speed (regulated by frequency convertor): 300-
1800 rpm
Motor: 4kW” (pg. 52)
B Yes

51
URS Equipment Specification Document Comply?
66 Mill
“The sieve inset depends on the product (standard sieve:
square hole 10.0 mm with round impeller)” (pg.20) A
Yes “An additional sieve insert of 0,8mm round hole is provided
for raw material sieving” (pg. 13) D
67 VC
There is no reference to this URS in the documentation. --- No
Information 68 VC
69 VC
“The delivery scope comprises all components being
necessary for pneumatic feeding: vacuum tight mixer
including shaft seals, filter on the mixer lid with stainless
steel housing, filter cleaning by backwashing, socket in the
mixer lid, suction lance with regulating valve and conductive
plastic hose, support/holder for the lance, pneumatic
vacuum pump (multi stage ejector)” (pg. 18)
A Yes
70 All
“A complete 2-fold technical documentations as well a CD is
delivered along with the machine. The documentation
comprises of following papers: operator manual; controls
description; maintenance instructions; safety instructions;
layout drawings; installation, current flow, clamp and cable
plans; P&I diagram; selected subassembly drawings (e.g.
drives, sealings, pneumatic); spare parts list” (pg. 49/50)
“Qualification documents DIOSNA – blank forms: master
plan; documents of the DQ; documents for performing IQ
with I/O-checks, material certificates for the product
contacting metal parts, material certificates for the product
contacting non-metal”; documents for performing OQ; FAT
protocol; SAT protocol” (pg. 50)
A Yes
As shown in table 8, there is little information about the vacuum conveyor and the mill (URS 8, 20, 21, 37, 62,
67 and 68). This is due to the fact that these two components are of a different brand (they are not Diosna) and,
consequently, the supplier does not have the same level of detailed specifications for this equipment. However,
most of these URS can be assessed at other stages of the qualification, afterwards.
There are also two URS related to HSM that are not specified on the documentation: URS 47 and URS 48.
Although the machine drawings were available for consulting, the measures relating to these URS were not
specified. These URS can be confirmed later, during the installation phase of the equipment.

52
Furthermore, information related to URS 29 and URS 43 does not comply with the equipment specifications.
Whenever the obtained result from an item does not comply with the expected, a deviation is opened.
According to the criticality of the requirement, the deviation is classified as minor, major or critical. Every single
deviation must be closed before the next qualification stage. However, in some cases it is necessary to perform
the following qualification stage to conclude the investigation or the corrective action of the deviation. In these
cases, a conditional approval might be requested to the Quality Assurance Department and the deviation closure
can be done upon the conclusion of the qualification report.
In the cases of the URS for which no information was found the deviation is classified as minor, since these
specifications can be assessed as existing or not in the next qualification phases, so that conditional approval can
be applied in this situation.
For information that is not URS compliant, the deviation can be classified as major or critical, depending on
the risk assessment for the product/process. Before moving on to the next qualification stages, the deviation for
these two URS must be closed. This implies an investigation and acceptance of the new requirements, if it is
concluded that this change does not involve risks to the product/process.

53
4. Conclusion and Further Work
The objective of this work was to qualify a Granulation Line. With this objective in mind, the first step was to
assess the risk that the equipment would have on the pharmaceutical product. Through a questionnaire with 16
questions, it was assessed whether the machine would have a direct, indirect or no impact on the finished
product. As the equipment was in direct contact with the raw material, it was expected that the result of the
GRA would imply the complete qualification of the granulation line, given the direct impact on the quality of the
product.
The qualification process was then started. The first step was to write the URS for the granulation line in order
to define which specifications the company wanted for the equipment. After defining the URS, a risk analysis of
the equipment functions was performed. Through the FRA it was possible to define which tests would have to
be necessarily included in the IQ and OQ protocols in order to minimize/mitigate the risks associated with the
equipment.
The last step that was possible to perform in the qualification phase was the qualification of the design. This
step was especially important, because often, in the industry, it is assumed that the equipment is already known
and the DQ is not performed. Nonetheless, as it was possible to detect, the equipment does not always fully
meet the specifications defined in the URS and it is therefore necessary to open deviations to rectify the non-
conformities and follow the qualification process.
The use of the iRisk tool was an added value for this project, since it allowed to understand how the risk
management process can be integrated with several members of a team in the same company. This tool is an
added value to the qualification process, in order to clearly visualise which risks are a priority and which
qualification tests should be performed.
During the development of this project there were some constraints, namely the lack of documentation from
suppliers available for consultation and the restructuring in the planning of the activities of the new facility. These
occurrences prevented the following steps of qualification (IQ, OQ and PQ) from being part of the scope of this
thesis. However, it was still possible to plan the IQ and OQ activities for the granulation line.
The future steps of this project will involve crossing the tests planned in this thesis for IQ and OQ through
FRA with the qualification protocols provided by DIOSNA and the creation of qualification protocols for Labatec
Farmacêutica. It is planned that, by the end of the year, the equipment will be fully qualified and ready for the
validation of the Mydocalm manufacturing process.

54
5. References
1. OECD Statistics. https://stats.oecd.org/. (accessed on 20/10/2019)
2. About us - Labatec. http://www.labatecpharma.com/about-us/. (accessed on 15/09/2019)
3. 3644-61-9・Tolperisone Hydrochloride・205-10821・203-10822[Detail Information]. Laboratory
Chemicals |Laboratory Chemicals-FUJIFILM Wako Chemicals U.S.A. Corporation https://labchem-
wako.fujifilm.com/us/product/detail/W01W0120-1082.html. (accessed on 06/12/2019)
دواء هو { ميدوكالم } .4 albadia.pharmacy. Pictame - ...مادة من يتكون للعضلات باسط و مرخ
https://www.pictame.biz/media/BhV4uqCFV92. (accessed on 20/10/2019)
5. European Commission. Eudralex, volume 4. EU guidelines for good manufacturing products for human
and veterinary use. Annex 15: Qualification and Validation.
6. Rodrigues, T. Qualificação de Sistemas Aplicada à Indústria Farmacêutica.
7. Guideline on process validation for finished products - information and data to be provided in regulatory
submissions. 15.
8. Abraham, J. International Conference On Harmonisation Of Technical Requirements For Registration Of
Pharmaceuticals For Human Use – Quality Risk Management Q9. In Handbook of Transnational
Economic Governance Regimes; (eds. Tietje, C. & Brouder, A.), January 2006
9. iRISK TM - Risk Management Platform. https://www.irisk.com/. (accessed on 22/09/2019)
10. Augsburger, L. L. & Hoag, S. W. Pharmaceutical dosage forms: tablets. Volume 1: Unit Operations and
Mechanical Properties. (Informa Healthcare, 2010).
11. Faure, A., York, P. & Rowe, R. C. Process control and scale-up of pharmaceutical wet granulation
processes: a review. Eur. J. Pharm. Biopharm. 52, 269–277 (2001).
12. Granulation line CCS/CGS 150-1300. https://www.diosna.com/index.php?sid=387&cid=2184. (accessed
on 24/09/2019)

55
Annex 1 – General Risk Assessment Form filled for Granulation Line

56
Annex 2 – iRisk Report

57

58

59