PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A …€¦ · PKG&QAP A-A-20195D 25 July 2013...
22
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009 1 SECTION C This document covers snack foods packaged in a flexible pouch for use by the Department of Defense as a component of operational rations. C-1 ITEM DESCRIPTION PACKAGING REQUIREMENTS AND QUALITY ASSURANCE PROVISIONS FOR CID A-A-20195D, SNACK FOODS Types, styles, and flavors. Type II – Pretzels Style A – Bavarian or Hard Style B – Rods Style C – Sticks Flavor 1 – Plain, salted Style D – Twists Flavor 1 – Plain, salted Style E – Nuggets Flavor 1 – Plain, salted Flavor 2 – Honey mustard and onion Style F – Filled pretzels Flavor 1 – Cheddar cheese Flavor 2 – Nacho cheese Type V – Baked snack crackers Flavor 1 – Cheddar cheese Flavor 2 – Hot and spicy cheese Type VI – Toasted corn kernels Flavor 1 – Plain, salted Flavor 2 – Barbecue
Transcript of PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A …€¦ · PKG&QAP A-A-20195D 25 July 2013...
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
1
SECTION C This document covers snack foods packaged in a flexible pouch for use by the Department of Defense as a component of operational rations. C-1 ITEM DESCRIPTION PACKAGING REQUIREMENTS AND QUALITY ASSURANCE PROVISIONS FOR CID A-A-20195D, SNACK FOODS Types, styles, and flavors.
Type II – Pretzels
Style A – Bavarian or Hard Style B – Rods Style C – Sticks Flavor 1 – Plain, salted Style D – Twists Flavor 1 – Plain, salted Style E – Nuggets Flavor 1 – Plain, salted Flavor 2 – Honey mustard and onion Style F – Filled pretzels
Flavor 1 – Cheddar cheese Flavor 2 – Nacho cheese
Type V – Baked snack crackers
Flavor 1 – Cheddar cheese Flavor 2 – Hot and spicy cheese
Type VI – Toasted corn kernels
Flavor 1 – Plain, salted Flavor 2 – Barbecue
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
2
Type VII – Cheese filled crackers
Flavor 1 – Cheddar cheese Flavor 2 – Pepperoni pizza
Type VIII – Tortilla-type filled crackers
Flavor 1 – Jalapeno cheddar Packages.
Package A – Meal, Cold Weather (MCW) Package B – Food Packet, Long Range Patrol (LRP) Package C – Meal, Ready-to-Eat™ (MRE™) Package J – First Strike Ration® (FSR™)
C - 2 PERFORMANCE REQUIREMENTS A. Product standard. A sample shall be subjected to first article (FA) or product demonstration model (PDM) inspection as applicable, in accordance with the tests and inspections of Section E of this Packaging Requirements and Quality Assurance Provisions document. The approved sample shall serve as the product standard. Should the contractor at any time plan to or actually produce the product using different raw material or process methodologies from the approved product standard, which result in a product noncomparable to the product standard, the contractor shall submit a replacement FA or PDM for approval. In any event, all product produced must meet all requirements of this document including product standard comparability. B. Shelf life. The packaged product shall meet the minimum shelf life requirement of 36 months at 80oF. C. Net weight.
(1) Type II, Styles A through E. The net weight of one serving shall be 28 grams.
(2) Type II, Style F. The net weight of one serving shall be 51 grams.
(3) Type V. The net weight of one serving shall be 47 grams.
(4) Type VI. The net weight of one serving shall be 57 grams.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
3
(5) Type VII. The net weight of one serving shall be 48 grams.
(6) Type VIII. The net weight of one serving shall be 42 grams.
D. Palatability and overall appearance. The finished product shall be equal to or better than the approved product standard in palatability and overall appearance. E. Analytical requirements.
(1) Moisture, sodium, and fat. For all types, the moisture, sodium, and fat content requirements, procedures and testing shall be in accordance with A-A-20195D.
(2) Oxygen. The oxygen content of the filled and sealed pouch for Type II, Styles A
through E; Type V; Type VI; Type VII and Type VIII, shall not exceed 0.30 percent.
F. Aflatoxin. For Type VI, the aflatoxin content of the corn kernels used to produce the toasted corn kernels shall be 15 parts per billion (ppb) or less. The corn kernels used to produce the Type VI finished product shall be sampled for aflatoxin testing in accordance with the USDA, Agricultural Marketing Service (AMS), Fruit and Vegetable Program (FV), Specialty Crops Inspection (SCI) Division sampling procedures. The corn kernels shall be tested for aflatoxin by a USDA, AMS, Science and Technology Programs (S&TP) laboratory which shall provide a Certificate of Analysis (CoA). Failure to meet the 15 ppb or less requirement for aflatoxin shall be cause for rejection of the lot.
SECTION D D-1 PACKAGING A. Packaging. The snack foods shall be packaged in a preformed or form-fill-seal barrier pouch as described below. For Type II, Styles A through E; Type V; Type VI; Type VII and Type VIII, the pouch shall contain one oxygen scavenger.
(1) Preformed pouches. a. Pouch material. The preformed pouch shall be fabricated from 0.002 inch thick ionomer or polyethylene film laminated or extrusion coated to 0.00035 inch thick aluminum foil which is then laminated to 0.0005 inch thick polyester. Tolerances for thickness of plastic films shall be plus or minus 20 percent and tolerance for the foil layer shall be plus or
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
4
minus 10 percent. The material shall show no evidence of delamination, degradation, or foreign odor when heat sealed or fabricated into pouches. The material shall be formulated for food packaging and shall not impart an odor or flavor to the product. The complete exterior surface of the pouch shall be uniformly colored and shall conform to number 20219, 30219, 30227, 30279, 30313, 30324, or 30450 of FED-STD-595, Colors Used in Government Procurement. b. Pouch construction. The pouch shall be a flat style preformed pouch having maximum inside dimensions of 5 inches wide by 7-1/4 inches long. The pouch shall be made by heat sealing three edges with 3/8 inch (-1/8 inch, +3/16 inch) wide seals. The side and bottom seals shall have an average seal strength of not less than 6 pounds per inch of width and no individual specimen shall have a seal strength of less than 5 pounds per inch of width. Alternatively, the pouch shall exhibit no rupture or seal separation greater than 1/16 inch or seal separation that reduces the effective closure seal width to less than 1/16 inch when tested for internal pressure resistance. A tear nick, notch, or serrations shall be provided to facilitate opening of the filled and sealed pouch. A 1/8 inch wide lip may be incorporated at the open end of the pouch.
c. Pouch filling and sealing. The product and one oxygen scavenger (if applicable) shall be inserted into the pouch. The filled pouch shall be sealed. The closure seal shall be free of foldover wrinkles or entrapped matter that reduces the effective closure seal width to less than 1/16 inch. Seals shall be free of impression or design on the seal surface that would conceal or impair visual detection of seal defects. The average seal strength shall be not less than 6 pounds per inch of width and no individual specimen shall have a seal strength of less than 5 pounds per inch of width. Alternatively, the filled and sealed pouch shall exhibit no rupture or seal separation greater than 1/16 inch or seal separation that reduces the effective closure seal width to less than 1/16 inch when tested for internal pressure resistance.
(2) Horizontal form-fill-seal pouches. a. Pouch material. The horizontal form-fill-seal pouch shall consist of a formed tray-shaped body with a flat sheet, heat sealable cover or a tray-shaped body with a tray-shaped heat sealable cover. The tray-shaped body and the tray-shaped cover shall be fabricated from a 3-ply flexible laminate barrier material consisting of, from outside to inside, 0.0009 inch thick oriented polypropylene bonded to 0.0007 inch thick aluminum foil with 10 pounds per ream pigmented polyethylene or adhesive and bonding the opposite side of the aluminum foil to 0.003 inch thick ionomer or a blend of not less than 50 percent linear low density polyethylene and polyethylene. The linear low density polyethylene portion of the blend shall be the copolymer of ethylene and octene-1 having a melt index range of 0.8 to
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
5
1.2 g/10 minutes in accordance with ASTM D1238, Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer and a density range of 0.918 to 0.922 g/cc in accordance with ASTM D1505, Standard Test Method for Density of Plastics by the Density- Gradient Technique. Alternatively, 0.0005 inch thick polyester may be used in place of the oriented polypropylene as the outer ply of the laminate. The flat sheet cover shall be made of the same 3-ply laminate as specified for the tray-shaped body except the aluminum foil thickness may be 0.00035 inch. Tolerances for thickness of plastic films shall be plus or minus 20 percent and tolerance for the foil layer shall be plus or minus 10 percent. The color requirements of the exterior (oriented polypropylene or polyester side) of the laminate shall be as specified in D-1,A(1)a. The material shall show no evidence of delamination, degradation, or foreign odor when heat sealed or fabricated into pouches. The material shall be formulated for food packaging and shall not impart any odor or flavor to the product. b. Pouch construction. The tray-shaped body and the tray-shaped cover shall be formed by drawing the flexible laminate material into an appropriately shaped cavity. The flat cover shall be in the form of a flat sheet of the barrier material taken from roll stock. The product and one oxygen scavenger (if applicable) shall be placed into the tray-shaped body of the pouch. Pouch closure shall be effected by heat sealing together the cover and body along the entire pouch perimeter. The closure seal width shall be a minimum of 1/8 inch. The closure seal shall have an average seal strength of not less than 6 pounds per inch of width and no individual specimen shall have a seal strength of less than 5 pounds per inch of width. Alternatively, the filled and sealed pouch shall exhibit no rupture or seal separation greater than 1/16 inch or seal separation that reduces the effective closure seal width to less than 1/16 inch when tested for internal pressure resistance. The maximum outside dimensions of the sealed pouches shall be 5-1/2 inches wide by 8-5/8 inches long. A tear nick, notch, or serrations shall be provided to facilitate opening of the filled and sealed pouch. The sealed pouch shall not show any evidence of material degradation, aluminum stress cracking, delamination or foreign odor. Heat seals shall be free of entrapped matter that reduces the effective closure seal width to less than 1/16 inch. Seals shall be free of impression or design on the seal surface that would conceal or impair visual detection of seal defects.
(3) Oxygen scavenger. The oxygen scavenger shall be constructed of materials that are safe for direct and indirect food contact, and shall be suitable for use with edible products. The oxygen scavenger shall be in compliance with all applicable FDA regulations. D-2 LABELING
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
6
A. Pouches. Each pouch shall be correctly and legibly labeled. Printing ink shall be permanent black ink or other dark contrasting color which is free of carcinogenic elements. The label shall contain the following information: 1/ Each pouch shall have the date of pack noted by using a four digit code beginning with the final digit of the current year followed by the three digit Julian day code. For example, 14 February 2014 would be coded as 4045. The Julian day code shall represent the day the product was packaged into the pouch. D-3 PACKING A. Packing Not more than 40 pounds of product shall be packed in a fiberboard shipping box constructed in accordance with style RSC-L of ASTM D5118/D5118M, Standard Practice for Fabrication of Fiberboard Shipping Boxes. The fiberboard shall conform to type CF, class D, variety SW, burst grade 200 or ECT grade 32 of ASTM D4727/D4727M, Standard Specification for Corrugated and Solid Fiberboard Sheet Stock (Container Grade) and Cut Shapes. Each box shall be closed in accordance with ASTM D1974/D1974M, Standard Practice for Methods of Closing, Sealing, and Reinforcing Fiberboard Boxes. D-5 MARKING A. Shipping containers. Shipping containers shall be marked in accordance with DLA Troop Support Form 3556, Marking Instructions for Boxes, Sacks, and Unit Loads of Perishable and Semiperishable Subsistence. SECTION E INSPECTION AND ACCEPTANCE The following quality assurance criteria, utilizing ANSI/ASQ Z1.4, Sampling Procedures and Tables for Inspection by Attributes, are required. Unless otherwise specified, single sampling plans indicated in ANSI/ASQ Z1.4 will be utilized. When required, the manufacturer shall
(1) Name and flavor of product (letters not less than 1/8 inch high) (2) Ingredients (3) Date 1/ (4) Net weight (5) Name and address of packer (6) “Nutrition Facts” label in accordance with the Nutrition Labeling and Education Act (NLEA) and all applicable FDA regulations
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
7
provide the Certificate(s) of Conformance to the appropriate inspection activity. Certificate(s) of Conformance not provided shall be cause for rejection of the lot. A. Definitions.
(1) Critical defect. A critical defect is a defect that judgment and experience indicate would result in hazardous or unsafe conditions for individuals using, maintaining, or depending on the item; or a defect that judgment and experience indicate is likely to prevent the performance of the major end item, i.e., the consumption of the ration.
(2) Major defect. A major defect is a defect, other than critical, that is likely to result in failure, or to reduce materially the usability of the unit of product for its intended purpose.
(3) Minor defect. A minor defect is a defect that is not likely to reduce materially the usability of the unit of product for its intended purpose, or is a departure from established standards having little bearing on the effective use or operation of the unit.
B. Classification of inspections. The inspection requirements specified herein are classified as follows:
(1) Product standard inspection. The first article or product demonstration model shall be inspected in accordance with the provisions of this document and evaluated for appearance, odor, flavor, and texture. Any failure to conform to the performance requirements or any appearance or palatability failure shall be cause for rejection of the lot.
(2) Periodic review evaluation. The approved first article or product demonstration
model shall be used as the product standard for periodic review evaluations. All food components that are inspected by the USDA shall be subject to periodic review sampling and evaluation. The USDA shall select sample units during production of contracts and submit them to the following address for evaluation:
US Army Research, Development and Engineering Command Natick Soldier Research, Development and Engineering Center
RDNS-CFF 15 Kansas Street Natick, MA 01760-5056
One lot shall be randomly selected during each calendar month of production or as otherwise specified in the contract. Three (3) sample units shall be randomly selected from that one
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
8
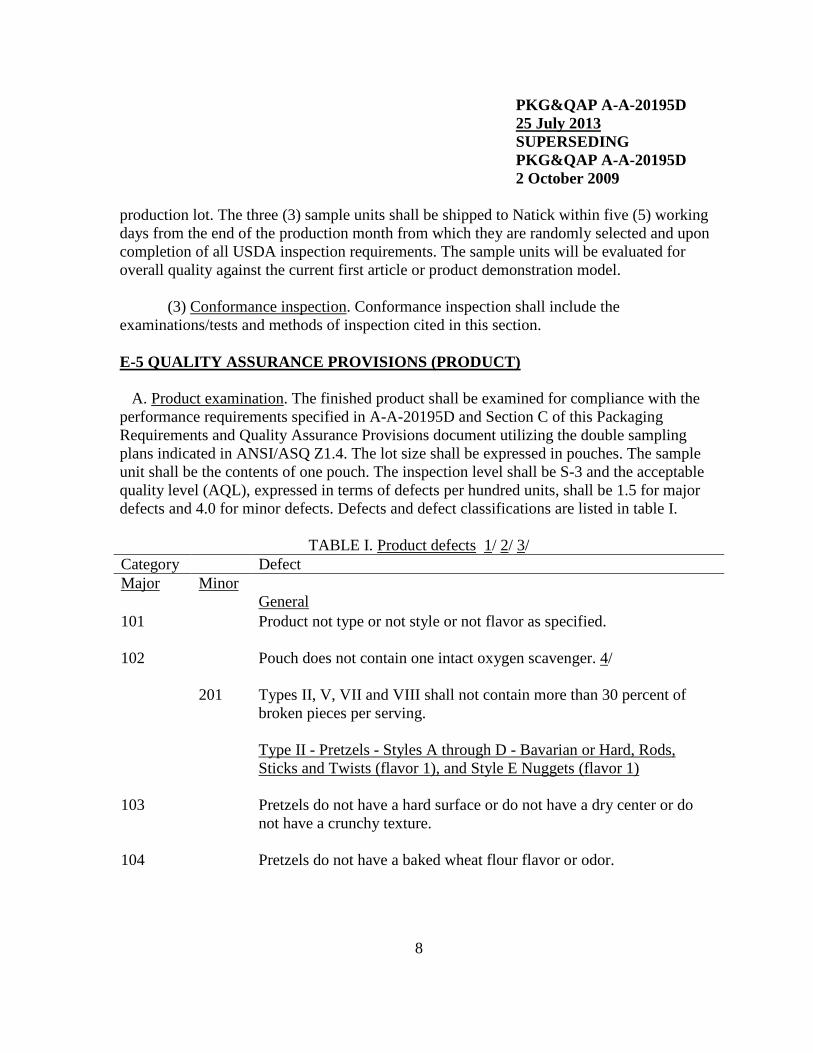
production lot. The three (3) sample units shall be shipped to Natick within five (5) working days from the end of the production month from which they are randomly selected and upon completion of all USDA inspection requirements. The sample units will be evaluated for overall quality against the current first article or product demonstration model. (3) Conformance inspection. Conformance inspection shall include the examinations/tests and methods of inspection cited in this section. E-5 QUALITY ASSURANCE PROVISIONS (PRODUCT) A. Product examination. The finished product shall be examined for compliance with the performance requirements specified in A-A-20195D and Section C of this Packaging Requirements and Quality Assurance Provisions document utilizing the double sampling plans indicated in ANSI/ASQ Z1.4. The lot size shall be expressed in pouches. The sample unit shall be the contents of one pouch. The inspection level shall be S-3 and the acceptable quality level (AQL), expressed in terms of defects per hundred units, shall be 1.5 for major defects and 4.0 for minor defects. Defects and defect classifications are listed in table I.
TABLE I. Product defects 1/ 2/ 3/ Category Defect Major Minor General 101 Product not type or not style or not flavor as specified.
102 Pouch does not contain one intact oxygen scavenger. 4/
201 Types II, V, VII and VIII shall not contain more than 30 percent of
broken pieces per serving.
Type II - Pretzels - Styles A through D - Bavarian or Hard, Rods, Sticks and Twists (flavor 1), and Style E Nuggets (flavor 1)
103 Pretzels do not have a hard surface or do not have a dry center or do not have a crunchy texture.
104 Pretzels do not have a baked wheat flour flavor or odor.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
9
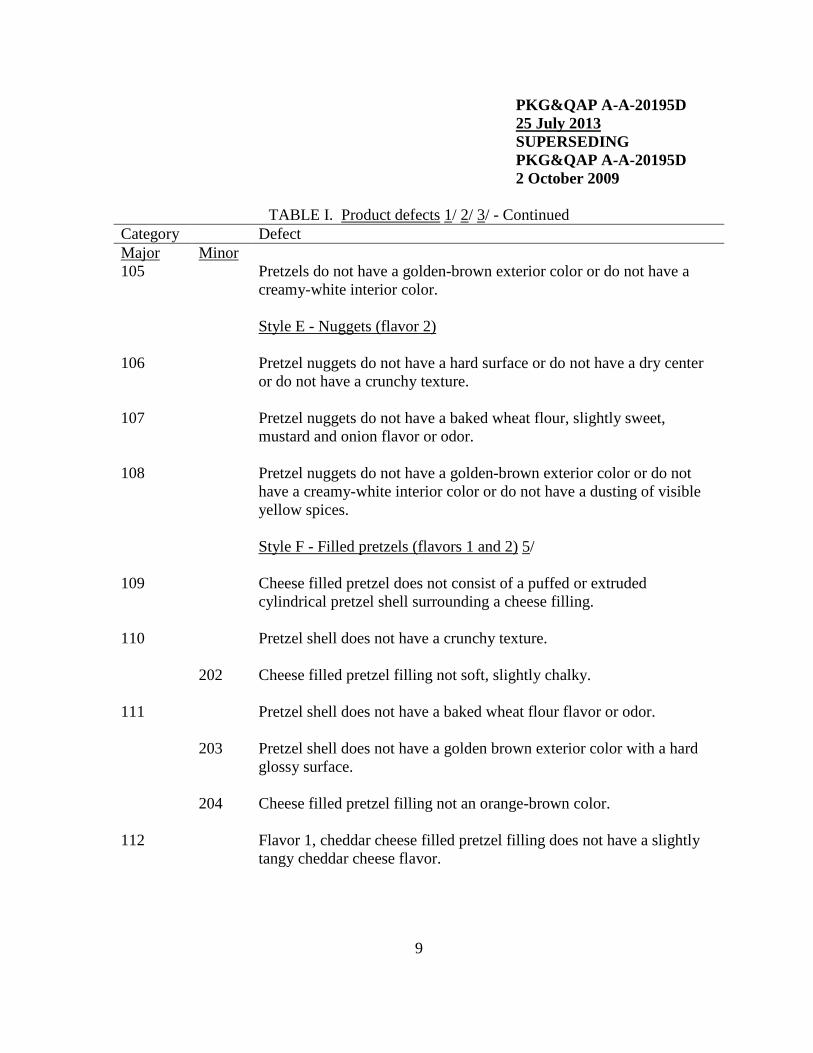
TABLE I. Product defects 1/ 2/ 3/ - Continued Category Defect Major Minor 105 Pretzels do not have a golden-brown exterior color or do not have a
creamy-white interior color.
Style E - Nuggets (flavor 2)
106 Pretzel nuggets do not have a hard surface or do not have a dry center or do not have a crunchy texture.
107 Pretzel nuggets do not have a baked wheat flour, slightly sweet, mustard and onion flavor or odor.
108 Pretzel nuggets do not have a golden-brown exterior color or do not have a creamy-white interior color or do not have a dusting of visible yellow spices.
Style F - Filled pretzels (flavors 1 and 2) 5/
109 Cheese filled pretzel does not consist of a puffed or extruded cylindrical pretzel shell surrounding a cheese filling.
110 Pretzel shell does not have a crunchy texture.
202 Cheese filled pretzel filling not soft, slightly chalky.
111 Pretzel shell does not have a baked wheat flour flavor or odor.
203 Pretzel shell does not have a golden brown exterior color with a hard glossy surface.
204 Cheese filled pretzel filling not an orange-brown color.
112 Flavor 1, cheddar cheese filled pretzel filling does not have a slightly tangy cheddar cheese flavor.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
10
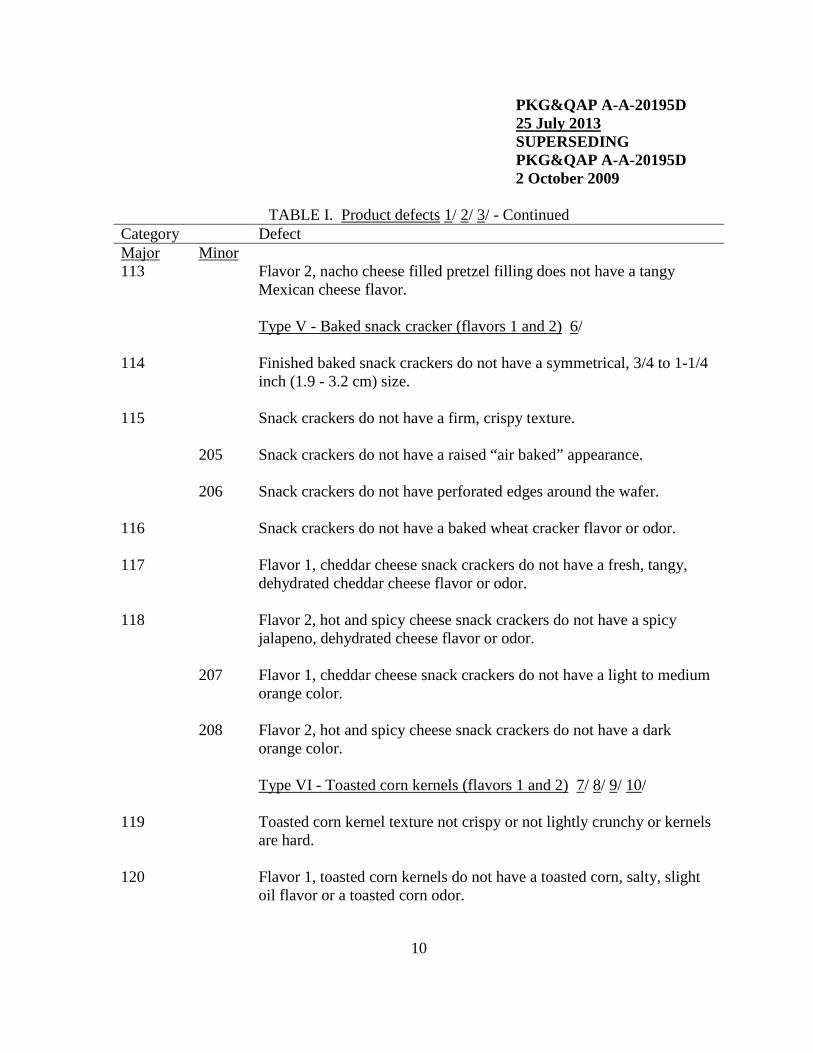
TABLE I. Product defects 1/ 2/ 3/ - Continued Category Defect Major Minor 113 Flavor 2, nacho cheese filled pretzel filling does not have a tangy
Mexican cheese flavor.
Type V - Baked snack cracker (flavors 1 and 2) 6/
114 Finished baked snack crackers do not have a symmetrical, 3/4 to 1-1/4 inch (1.9 - 3.2 cm) size.
115 Snack crackers do not have a firm, crispy texture.
205 Snack crackers do not have a raised “air baked” appearance.
206 Snack crackers do not have perforated edges around the wafer.
116 Snack crackers do not have a baked wheat cracker flavor or odor.
117 Flavor 1, cheddar cheese snack crackers do not have a fresh, tangy, dehydrated cheddar cheese flavor or odor.
118 Flavor 2, hot and spicy cheese snack crackers do not have a spicy jalapeno, dehydrated cheese flavor or odor.
207 Flavor 1, cheddar cheese snack crackers do not have a light to medium orange color.
208 Flavor 2, hot and spicy cheese snack crackers do not have a dark orange color.
Type VI - Toasted corn kernels (flavors 1 and 2) 7/ 8/ 9/ 10/
119 Toasted corn kernel texture not crispy or not lightly crunchy or kernels are hard.
120 Flavor 1, toasted corn kernels do not have a toasted corn, salty, slight oil flavor or a toasted corn odor.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
11
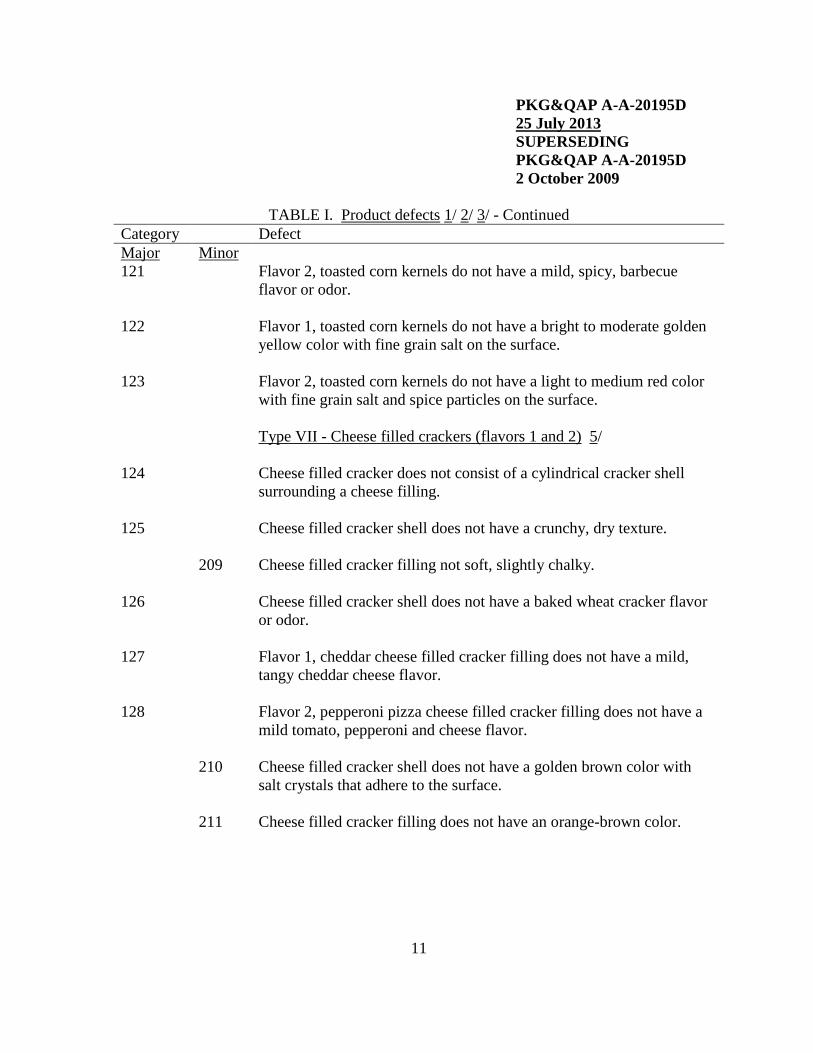
TABLE I. Product defects 1/ 2/ 3/ - Continued Category Defect Major Minor 121 Flavor 2, toasted corn kernels do not have a mild, spicy, barbecue
flavor or odor.
122 Flavor 1, toasted corn kernels do not have a bright to moderate golden yellow color with fine grain salt on the surface.
123 Flavor 2, toasted corn kernels do not have a light to medium red color with fine grain salt and spice particles on the surface.
Type VII - Cheese filled crackers (flavors 1 and 2) 5/
124 Cheese filled cracker does not consist of a cylindrical cracker shell surrounding a cheese filling.
125 Cheese filled cracker shell does not have a crunchy, dry texture.
209 Cheese filled cracker filling not soft, slightly chalky.
126 Cheese filled cracker shell does not have a baked wheat cracker flavor or odor.
127 Flavor 1, cheddar cheese filled cracker filling does not have a mild, tangy cheddar cheese flavor.
128 Flavor 2, pepperoni pizza cheese filled cracker filling does not have a mild tomato, pepperoni and cheese flavor.
210 Cheese filled cracker shell does not have a golden brown color with salt crystals that adhere to the surface.
211 Cheese filled cracker filling does not have an orange-brown color.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
12
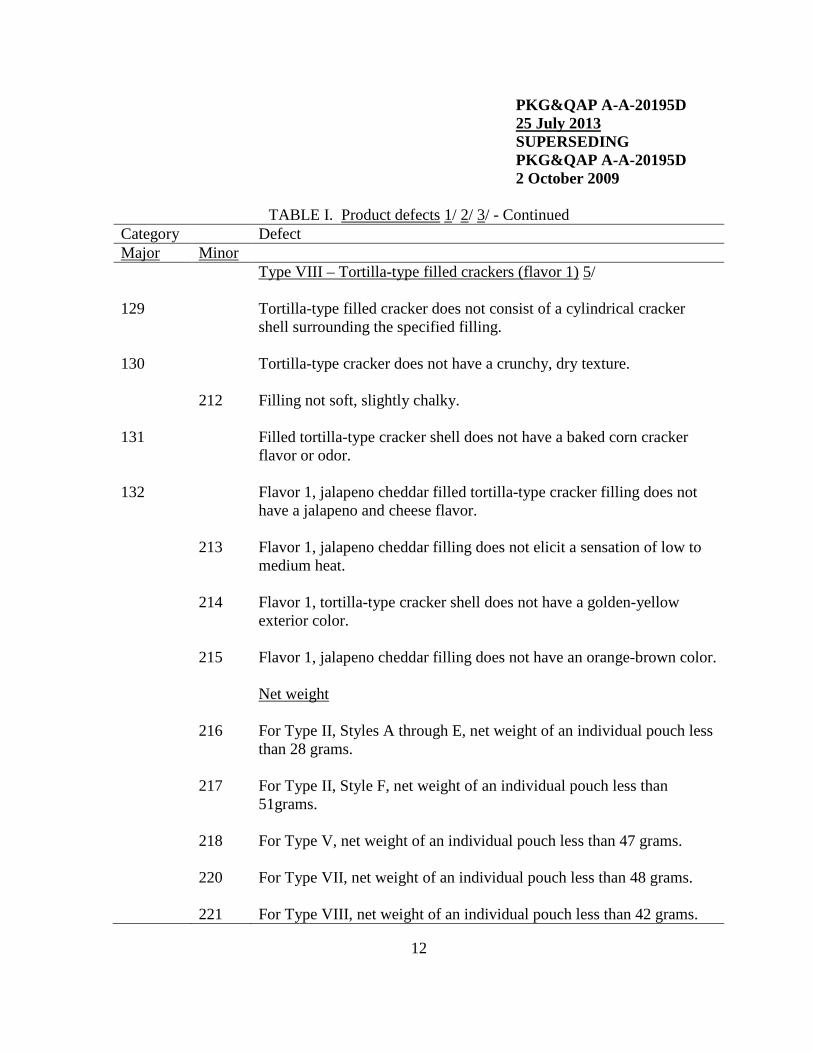
TABLE I. Product defects 1/ 2/ 3/ - Continued Category Defect Major Minor Type VIII – Tortilla-type filled crackers (flavor 1) 5/
129 Tortilla-type filled cracker does not consist of a cylindrical cracker
shell surrounding the specified filling.
130 Tortilla-type cracker does not have a crunchy, dry texture.
212 Filling not soft, slightly chalky.
131 Filled tortilla-type cracker shell does not have a baked corn cracker flavor or odor.
132 Flavor 1, jalapeno cheddar filled tortilla-type cracker filling does not have a jalapeno and cheese flavor.
213 Flavor 1, jalapeno cheddar filling does not elicit a sensation of low to medium heat.
214 Flavor 1, tortilla-type cracker shell does not have a golden-yellow exterior color.
215 Flavor 1, jalapeno cheddar filling does not have an orange-brown color.
Net weight
216 For Type II, Styles A through E, net weight of an individual pouch less than 28 grams.
217 For Type II, Style F, net weight of an individual pouch less than 51grams.
218 For Type V, net weight of an individual pouch less than 47 grams.
220 For Type VII, net weight of an individual pouch less than 48 grams.
221 For Type VIII, net weight of an individual pouch less than 42 grams.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
13
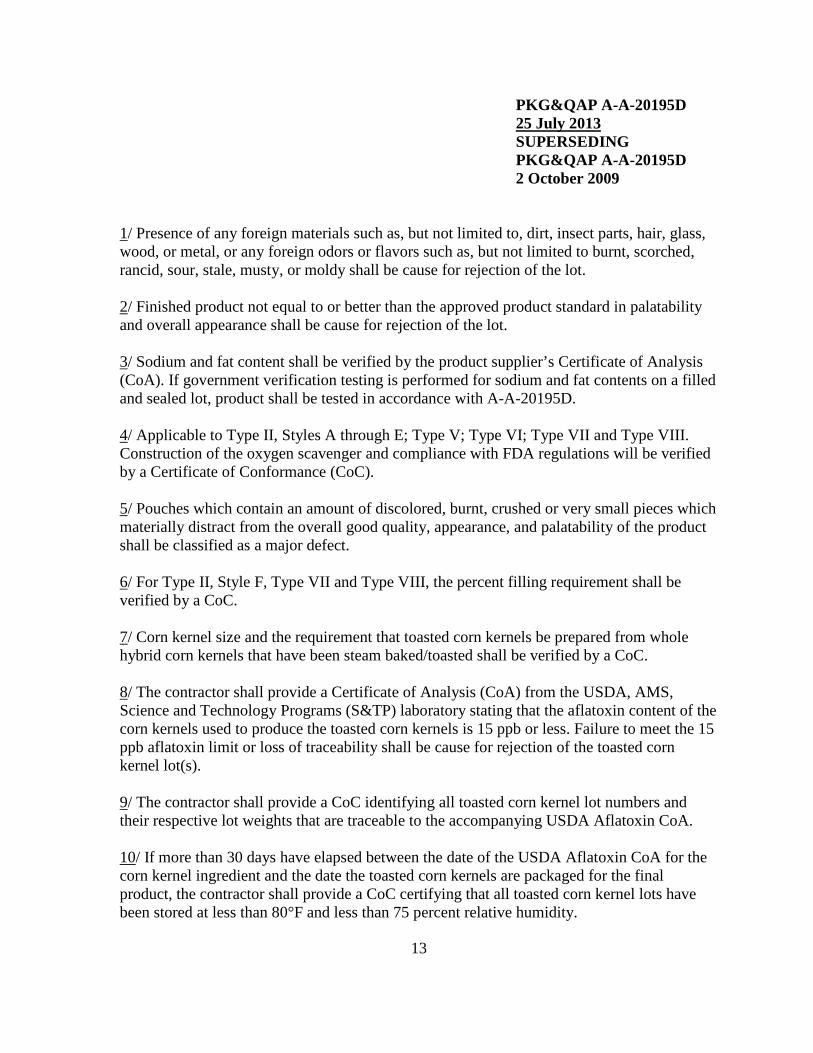
1/ Presence of any foreign materials such as, but not limited to, dirt, insect parts, hair, glass, wood, or metal, or any foreign odors or flavors such as, but not limited to burnt, scorched, rancid, sour, stale, musty, or moldy shall be cause for rejection of the lot. 2/ Finished product not equal to or better than the approved product standard in palatability and overall appearance shall be cause for rejection of the lot. 3/ Sodium and fat content shall be verified by the product supplier’s Certificate of Analysis (CoA). If government verification testing is performed for sodium and fat contents on a filled and sealed lot, product shall be tested in accordance with A-A-20195D. 4/ Applicable to Type II, Styles A through E; Type V; Type VI; Type VII and Type VIII. Construction of the oxygen scavenger and compliance with FDA regulations will be verified by a Certificate of Conformance (CoC). 5/ Pouches which contain an amount of discolored, burnt, crushed or very small pieces which materially distract from the overall good quality, appearance, and palatability of the product shall be classified as a major defect. 6/ For Type II, Style F, Type VII and Type VIII, the percent filling requirement shall be verified by a CoC. 7/ Corn kernel size and the requirement that toasted corn kernels be prepared from whole hybrid corn kernels that have been steam baked/toasted shall be verified by a CoC. 8/ The contractor shall provide a Certificate of Analysis (CoA) from the USDA, AMS, Science and Technology Programs (S&TP) laboratory stating that the aflatoxin content of the corn kernels used to produce the toasted corn kernels is 15 ppb or less. Failure to meet the 15 ppb aflatoxin limit or loss of traceability shall be cause for rejection of the toasted corn kernel lot(s). 9/ The contractor shall provide a CoC identifying all toasted corn kernel lot numbers and their respective lot weights that are traceable to the accompanying USDA Aflatoxin CoA. 10/ If more than 30 days have elapsed between the date of the USDA Aflatoxin CoA for the corn kernel ingredient and the date the toasted corn kernels are packaged for the final product, the contractor shall provide a CoC certifying that all toasted corn kernel lots have been stored at less than 80°F and less than 75 percent relative humidity.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
14
B. Methods of inspection.
(1) Shelf life. The contractor shall provide a CoC that the product has a 36 month shelf life when stored at 80°F. Government verification may include storage for 6 months at 100°F or 36 months at 80°F. Upon completion of either storage period, the product will be subjected to a sensory evaluation panel for appearance and palatability and must receive an overall score of 5 or higher based on a 9 point quality scale to be considered acceptable. (2) Net weight.
a. Commercially wrapped product in pouch. The net weight shall be verified with the label on the commercial package. Product not conforming to the net weight requirement, as specified, shall be cause for rejection of the lot.
b. Non commercially wrapped product in pouch. The net weight of the filled and sealed pouches shall be determined by weighing each sample unit on a suitable scale tared with a representative empty pouch and oxygen scavenger, as applicable. Results shall be reported to the nearest gram. Product not conforming to the net weight requirement, as specified, shall be cause for rejection of the lot. (3) Oxygen content testing. Eight filled and sealed pouches shall be randomly selected from one production lot and individually tested for oxygen content. Testing shall be accomplished after the filled and sealed pouches have been allowed to equilibrate at room temperature for not less than 48 hours from the time of sealing. Test results shall be reported to the nearest 0.01 percent. Government verification will be conducted through actual testing by a Government laboratory. Any individual result not conforming to the oxygen content requirement shall be cause for rejection of the lot. (4) Aflatoxin testing. Aflatoxin testing shall be performed in accordance with method 991.31 from the Official Methods of Analysis (OMA) of AOAC International. 1/ 1/ Sampling for aflatoxin testing shall be in accordance with USDA, AMS, FV, SCI Division sampling procedures. A USDA, AMS, S&TP Government laboratory shall conduct aflatoxin testing and provide a CoA. Results shall be reported to the nearest whole number. The USDA Aflatoxin Certificate shall specify the quantity certified as well as an identification code for that quantity that is traceable solely to that quantity of tested ingredient.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
15
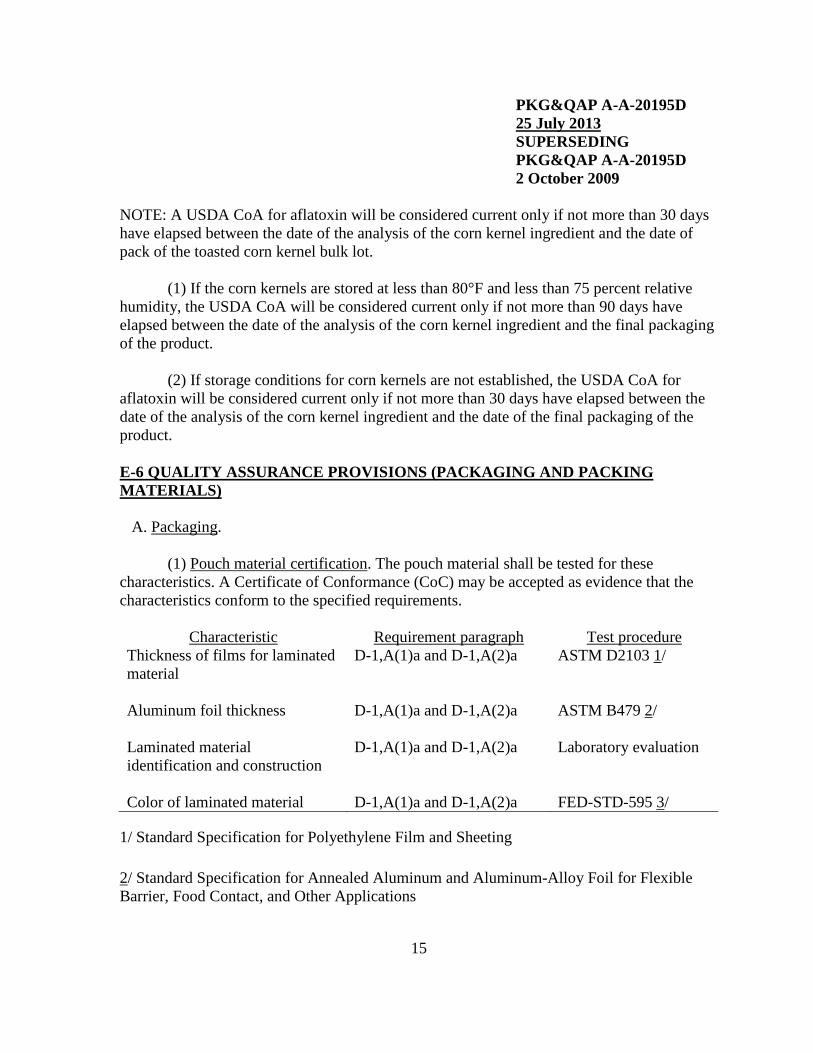
NOTE: A USDA CoA for aflatoxin will be considered current only if not more than 30 days have elapsed between the date of the analysis of the corn kernel ingredient and the date of pack of the toasted corn kernel bulk lot. (1) If the corn kernels are stored at less than 80°F and less than 75 percent relative humidity, the USDA CoA will be considered current only if not more than 90 days have elapsed between the date of the analysis of the corn kernel ingredient and the final packaging of the product. (2) If storage conditions for corn kernels are not established, the USDA CoA for aflatoxin will be considered current only if not more than 30 days have elapsed between the date of the analysis of the corn kernel ingredient and the date of the final packaging of the product. E-6 QUALITY ASSURANCE PROVISIONS (PACKAGING AND PACKING MATERIALS) A. Packaging.
(1) Pouch material certification. The pouch material shall be tested for these
characteristics. A Certificate of Conformance (CoC) may be accepted as evidence that the characteristics conform to the specified requirements.
Characteristic Requirement paragraph Test procedure
Thickness of films for laminated material
D-1,A(1)a and D-1,A(2)a
ASTM D2103 1/
Aluminum foil thickness D-1,A(1)a and D-1,A(2)a
ASTM B479 2/
Laminated material identification and construction
D-1,A(1)a and D-1,A(2)a Laboratory evaluation
Color of laminated material D-1,A(1)a and D-1,A(2)a FED-STD-595 3/
1/ Standard Specification for Polyethylene Film and Sheeting 2/ Standard Specification for Annealed Aluminum and Aluminum-Alloy Foil for Flexible Barrier, Food Contact, and Other Applications
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
16
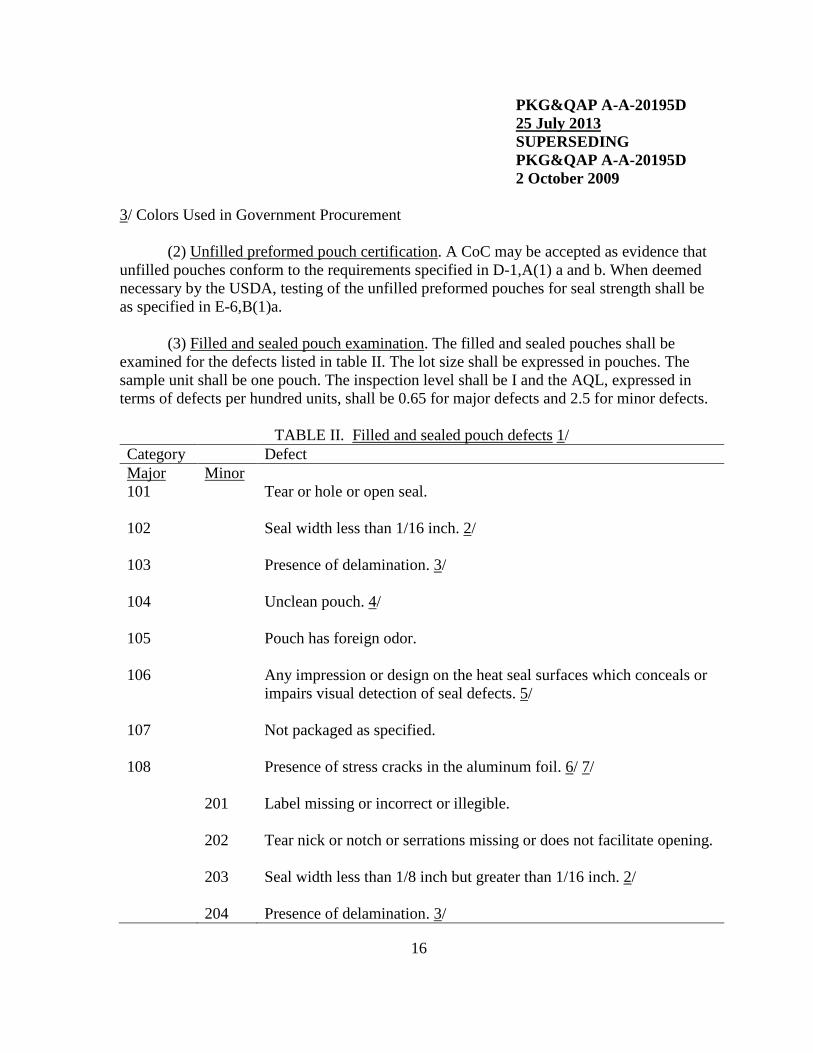
3/ Colors Used in Government Procurement (2) Unfilled preformed pouch certification. A CoC may be accepted as evidence that unfilled pouches conform to the requirements specified in D-1,A(1) a and b. When deemed necessary by the USDA, testing of the unfilled preformed pouches for seal strength shall be as specified in E-6,B(1)a. (3) Filled and sealed pouch examination. The filled and sealed pouches shall be examined for the defects listed in table II. The lot size shall be expressed in pouches. The sample unit shall be one pouch. The inspection level shall be I and the AQL, expressed in terms of defects per hundred units, shall be 0.65 for major defects and 2.5 for minor defects.
TABLE II. Filled and sealed pouch defects 1/ Category Defect Major Minor 101 Tear or hole or open seal.
102 Seal width less than 1/16 inch. 2/
103 Presence of delamination. 3/
104 Unclean pouch. 4/
105 Pouch has foreign odor.
106 Any impression or design on the heat seal surfaces which conceals or
impairs visual detection of seal defects. 5/
107 Not packaged as specified.
108 Presence of stress cracks in the aluminum foil. 6/ 7/
201 Label missing or incorrect or illegible.
202 Tear nick or notch or serrations missing or does not facilitate opening.
203 Seal width less than 1/8 inch but greater than 1/16 inch. 2/
204 Presence of delamination. 3/
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
17
1/ Any evidence of rodent or insect infestation shall be cause for rejection of the lot. 2/ The effective closure seal is defined as any uncontaminated, fusion bonded, continuous path, minimum 1/16 inch wide, from side seal to side seal that produces a hermetically sealed pouch. 3/ Delamination defect classification: Major - Delamination of the outer ply in the pouch seal area that can be propagated to expose aluminum foil at the food product edge of the pouch after manual flexing of the delaminated area. To flex, the delaminated area shall be held between the thumb and forefinger of each hand with both thumbs and forefingers touching each other. The delaminated area shall then be rapidly flexed 10 times by rotating both hands in alternating clockwise- counterclockwise directions. Care shall be exercised when flexing delaminated areas near the tear notches to avoid tearing the pouch material. After flexing, the separated outer ply shall be grasped between thumb and forefinger and gently lifted toward the food product edge of the seal or if the separated area is too small to be held between thumb and forefinger, a number two stylus shall be inserted into the delaminated area and a gentle lifting force applied against the outer ply. If separation of the outer ply can be made to extend to the product edge of the seal with no discernible resistance to the gentle lifting, the delamination shall be classified as a major defect. Additionally, spot delamination of the outer ply in the body of the pouch that is able to be propagated beyond its initial borders is also a major defect. To determine if the laminated area is a defect, use the following procedure: Mark the outside edges of the delaminated area using a bold permanent marking pen. Open the pouch and remove the contents. Cut the pouch transversely not closer than 1/4 inch (+1/16 inch) from the delaminated area. The pouch shall be flexed in the area in question using the procedure described above. Any propagation of the delaminated area, as evidenced by the delaminated area exceeding the limits of the outlined borders, shall be classified as a major defect. Minor - Minor delamination of the outer ply in the pouch seal area is acceptable and shall not be classified as a minor defect unless it extends to within 1/16 inch of the food product edge of the seal. All other minor outer ply delamination in the pouch seal area or isolated spots of delamination in the body of the pouch that do not propagate when flexed as described above shall be classified as minor defects. 4/ Outer packaging shall be free from foreign matter which is unwholesome, has the potential to cause pouch damage (for example, glass, metal filings) or generally detracts from the clean
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
18
appearance of the pouch. The following examples shall not be classified as defects for unclean: a. Foreign matter which presents no health hazard or potential pouch damage and which can be readily removed by gently shaking the package or by gently brushing the pouch with a clean dry cloth. b. Dried product which affects less than 1/8 of the total surface area of one pouch face (localized and aggregate). 5/ If doubt exists as to whether or not the sealing equipment leaves an impression or design on the closure seal surface that could conceal or impair visual detection of seal defects, samples shall be furnished to the contracting officer for a determination as to acceptability. 6/ Applicable to form-fill-seal pouches only. 7/ The initial examination shall be a visual examination of the closed package. Any suspected visual evidence of stress cracks in the aluminum foil (streaks, breaks, or other disruptions in the laminated film) shall be verified by the following physical examination. To examine for stress cracks, the inside surface of both tray-shaped bodies shall be placed over a light source and the outside surface observed for the passage of light. Observation of light through the pouch material in the form of a curved or straight line greater than 2 mm in length shall be evidence of the presence of stress cracks. Observation of light through the pouch material in the form of a curved or straight line 2 mm in length or smaller or of a single pinpoint shall be considered a pinhole. Observation of ten or more pinholes per pouch shall be evidence of material degradation. B. Methods of inspection. (1) Seal testing. The pouch seals shall be tested for seal strength as required in a, b, or c, as applicable. a. Unfilled preformed pouch seal testing. The seals of the unfilled preformed pouch shall be tested for seal strength in accordance with ASTM F88/F88M, Standard Test Method for Seal Strength of Flexible Barrier Materials. The lot size shall be expressed in pouches. The sample unit shall be one pouch. The sample size shall be the number of pouches indicated by inspection level S-1. Three adjacent specimens shall be cut from each of the three sealed sides of each pouch in the sample. The average seal strength of any side shall be calculated by averaging the three specimens cut from that side. Any average seal strength of
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
19
less than 6 pounds per inch of width or any test specimen with a seal strength of less than 5 pounds per inch of width shall be classified as a major defect and shall be cause for rejection of the lot. b. Pouch closure seal testing. The closure seals of the pouches shall be tested for seal strength in accordance with ASTM F88/F88M. The lot size shall be expressed in pouches. The sample unit shall be one pouch. The sample size shall be the number of pouches indicated by inspection level S-1. For the closure seal on preformed pouches, three adjacent specimens shall be cut from the closure seal of each pouch in the sample. For form-fill-seal pouches, three adjacent specimens shall be cut from each side and each end of each pouch in the sample. The average seal strength of any side, end or closure shall be calculated by averaging the three specimens cut from that side, end or closure. Any average seal strength of less than 6 pounds per inch of width or any test specimen with a seal strength of less than 5 pounds per inch of width shall be classified as a major defect and shall be cause for rejection of the lot. c. Internal pressure test. The internal pressure resistance shall be determined by pressurizing the pouches while they are restrained between two rigid plates. The lot size shall be expressed in pouches. The sample unit shall be one pouch. The sample size shall be the number of pouches indicated by inspection level S-1. If a three seal tester (one that pressurizes the pouch through an open end) is used, the closure seal shall be cut off for testing the side and bottom seals of the pouch. For testing the closure seal, the bottom seal shall be cut off. The pouches shall be emptied prior to testing. If a four-seal tester (designed to pressurize filled pouches by use of a hypodermic needle through the pouch wall) is used, all four seals can be tested simultaneously. The distance between rigid restraining plates on the four-seal tester shall be equal to the thickness of the product +1/16 inch. Pressure shall be applied at the approximate uniform rate of 1 pound per square inch gage (psig) per second until 14 psig pressure is reached. The 14 psig pressure shall be held constant for 30 seconds and then released. The pouches shall then be examined for separation or yield of the heat seals. Any rupture of the pouch or evidence of seal separation greater than 1/16 inch in the pouch manufacturer’s seal shall be considered a test failure. Any seal separation that reduces the effective closure seal width to less than 1/16 inch (see table II, footnote 2/) shall be considered a test failure and shall be classified as a major defect and shall because for rejection of the lot. C. Packing.
(1) Shipping container and marking examination. The filled and sealed shipping containers shall be examined for the defects listed in table III. The lot size shall be expressed
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
20
in shipping containers. The sample unit shall be one shipping container fully packed. The inspection level shall be S-3 and the AQL, expressed in terms of defects per hundred units, shall be 4.0 for major defects and 10.0 for total defects.
TABLE III. Shipping container and marking defects Category Defect Major Minor 101 Marking missing or incorrect or illegible.
102 Inadequate workmanship. 1/
201 More than 40 pounds of product.
1/ Inadequate workmanship is defined as, but not limited to, incomplete closure of container flaps, loose strapping, inadequate stapling, improper taping, or bulged or distorted container.
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
21
SECTION J REFERENCE DOCUMENTS Unless otherwise specified, the applicable version of these documents is that which is active on the date of the solicitation or contract DLA Troop Support Forms
Form 3556 Marking Instructions for Boxes, Sacks, and Unit Loads
of Perishable and Semiperishable Subsistence FEDERAL STANDARD
FED-STD-595 Colors Used in Government Procurement
NON-GOVERNMENTAL STANDARDS
AMERICAN SOCIETY FOR QUALITY (ASQ) www.asq.org
ANSI/ASQ Z1.4 Sampling Procedures and Tables for Inspection by
Attributes
ASTM INTERNATIONAL www.astm.org
B479
Standard Specification for Annealed Aluminum and Aluminum-Alloy Foil for Flexible Barrier, Food Contact, and Other Applications
D1238
Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer
D1505
Standard Test Method for Density of Plastics by the Density-Gradient Technique
D1974/D1974M
Standard Practice for Methods of Closing, Sealing, and Reinforcing Fiberboard Boxes
D2103
Standard Specification for Polyethylene Film and Sheeting
PKG&QAP A-A-20195D 25 July 2013 SUPERSEDING PKG&QAP A-A-20195D 2 October 2009
22
D4727/D4727M Standard Specification for Corrugated and Solid Fiberboard Sheet Stock (Container Grade) and Cut Shapes
D5118/D5118M Standard Practice for Fabrication of Fiberboard Shipping Boxes
F88/F88M Standard Test Method for Seal Strength of Flexible Barrier Materials
AOAC INTERNATIONAL www.aoac.org
Official Methods of Analysis (OMA) of AOAC International