
Phosphate Testing - aichecf.starchapter.com...PHOSPHATE TESTING Raw Material Suitability & Project...
26
98.1.5 Phosphate Testing for evaluation of Raw Material Suitability & Project Feasibility by Paul A. SMITH, Prayon-Rupel Technologies s.a. B-4480, Engis, Near Liège, Belgium. e-mail : [email protected] http://www.phosacid.com Paper prepared for presentation at AIChE Clearwater Convention May 23rd, 1998 Central Florida Section American Institute of Chemical Engineers Author, May 1998 AIChE shall not be responsible for statements or opinions contained in papers or printed in its publications.
Transcript of Phosphate Testing - aichecf.starchapter.com...PHOSPHATE TESTING Raw Material Suitability & Project...
98.1.5
Phosphate Testing
for evaluation of
Raw Material Suitability & Project Feasibility
by
Paul A. SMITH, Prayon-Rupel Technologies s.a.B-4480, Engis, Near Liège, Belgium.
e-mail : [email protected]://www.phosacid.com
Paper prepared for presentation at
AIChE Clearwater Convention May 23rd, 1998Central Florida Section
American Institute of Chemical Engineers
Author, May 1998AIChE shall not be responsible for statements or opinions contained in papers or printed in its publications.
2
ABSTRACT
PHOSPHATE TESTINGRaw Material Suitability & Project Feasibilityby Paul A. Smith, Prayon-Rupel Technologies, Belgium.
In a world where economics is becoming more and more a governing factor in anydevelopment process, the testing of a phosphate prior to plant design is now becoming an importantpart of the feasibility phase of a project. Economic factors have also meant that the number ofcompanies capable of doing phosphate testing is also declining. Licensing organizations withproduction facilities for phosphoric acid can offset some of the costs of maintaining this useful toolas it is often of interest to test alternative phosphates as part of the optimization of raw materialcosts for their own unit.
The main reasons for the testing of a phosphate are not necessarily the same for eachproject. Some of the reasons are listed below: -
Equipment sizingPerformance testing, definition of guaranteesCorrosion testing, definition of materials of constructionAcid quality, analysis and/or sample for downstream testingPhysico-chemical properties of acid, vapor pressure density etc.Evaluation of post-precipitation and clarification, important for MGAProduction of samples of gypsum/hemihydrate for further study
Which of these factors are important in any specific case depends on the prior knowledge ofthe phosphate and/or its similarity to other known phosphates.
The final product of a fertilizer complex has in the past often been decided before thephosphate was tested, the production of batches by-products based on the produced acid can bemade.

3
Phosphate Testingfor evaluation of
Raw Material Suitability & Project Feasibility
by Paul A. SMITH, Prayon-Rupel Technologies
Introduction
The feasibility of any phosphoric acid or phosphate fertilizer complex containing aphosphoric acid plant is highly dependent on the performance of the phosphoric acid unit which initself is a function of the characteristics of the phosphate being used.
In the design of a new phosphoric acid unit the choice of phosphate is a highly critical one.In a mine site case the level of beneficiation or pretreatment of a phosphate can have enormousimpact on the overall profitability of the phosphoric acid unit. In a unit purchasing phosphate froma supplier the initial choice of which phosphates can be treated and the subsequent selection of aspecific phosphate has just as much importance.
Phosphoric acid production companies can more easily justify the investment in a pilot-plantthan engineering companies. In our case the double justification of being a production companyand a process licenser means than although the overheads of maintaining such a facility arerelatively large the unit also serves the production department and in any case the personnel can bepart of a general R&D group and as such the overheads are easily maintained at a reasonable level.
In our plant at Engis in Belgium we operate a Dihydrate/Hemihydrate, Central-Prayonprocess which produces acid for two purified acid plants and at the same time has to produce aCalcium Sulfate by-product sufficiently pure for a downstream plaster plant belonging to theGerman company Knauf. This double task of producing an acid with the minimum of impuritiesand at the same time a pure Calcium Sulfate means that the constraints on phosphate selection areconsiderable. In fact no one phosphate is able to satisfy both constraints at the same time. Thismeans that at all times we are using a mix of phosphates and the split of impurities between theliquid and solid phases is of very great importance.
With the desire to purchase the cheapest phosphates that comply totally with our stringentrequirements, the cost of transport to our inland site also being of great importance, the study of thesplit of impurities in pilot-plant for any phosphate or blend of phosphates is important prior to anyindustrial test or the signing of a long term contract.
4
Equipment Sizing & Elaboration of Design Data
The licensing arm of Prayon has been building plants all over the world since the 1950’s. Atthe beginning and still today the design of units based on unknown phosphates or relatively newqualities of known phosphates has been an important part of the licensing activity. A list of thephosphates tested is attached in Annex 1. The most important factor being the sizing of theequipment and the process guarantees to be offered. The relative size of Attack and Filtrationsections being crucial in the design of a unit that the operating company can have confidence in notsolely for the period of the test-run but also for the life of the plant. The product P2O5 strengthdefining the size of the concentration unit and the utility consumption values.
The aspect of Materials of Construction selection is also covered by the simultaneouscorrosion testing of various alloys during the pilot-plant test. The elaboration of physico-chemicaldata during the test also enables the vapor pressure, density and viscosity of the various acid andslurry streams to be determined which is very important for subsequent design work.
Project Definition
Evaluation of a variety of phosphate qualities is also important in a mine site phosphoricacid plant. This can be during the feasibility study of a new project or the re-evaluation of rawmaterials in the case of an existing plant. So much is talked of the optimization of cost from mineto farmer, but so rarely is this aspect really taken into full consideration.
The level of beneficiation of any phosphate be it simply washing, flotation or thermaltreatment has a considerable effect on the overall economics. Once again I must repeat that it is notthe BPL or P2O5 content of a phosphate that has the main effect on the production cost but it is theCaO/P2O5 ratio. However the effect of the impurities on the quality of final products is alsoimportant.
Calcination removes some of the organic matter but the Calcium is still present unless it iswashed out and if it is still present it will consume Sulfuric Acid. Low temperature calcination canleave sulfides in the phosphate which will eventually cause corrosive conditions within the reactionslurry. For one client in the Middle East we studied the behavior of phosphates treated thermally invarious ways in order to optimize the beneficiation/chemical process as a whole. Some informationon the different behavior in phosphoric acid production between Calcined and Non-calcinedphosphates is mentioned in the section on Case Studies. The comparative cost of using additives,both organic and inorganic, on the production cost can also be evaluated. The use of flocculents inthe phosphoric acid production step instead of calcination of the phosphate prior to processing canalso be an interesting study.
The use of crystal habit modifiers can also be important where a factory is required tochange from its design phosphate to an alternative phosphate with a poorer filterability. The cost ofpurchasing additional filter area with all its ramifications or the use of an organic or inorganic habitmodifier can be weighed up against the capital cost of a new filter or even the possibility of blendingphosphates to improve the filterability.

5
The downstream use of the phosphoric acid also has an effect on the level of beneficiationrequired although one must say that ideally it should be the inverse, before defining a project basedon a captive phosphate the product should be selected based on the ease of beneficiation of thephosphate. One example of this would be the mine site construction of a phosphoric acid plantbased on a high aluminum phosphate like Florida, Togo or Senegal. The high aluminum level of allthese phosphates is a fact of life the reduction of this impurity being either expensive or wasteful orboth. Thus the phosphate should be treated essentially as is and the inevitable post-precipitationafter concentration is a fact of life. Thus a project that is based on solely the production of MGAmeans that the plant will be forced to have a sludge recycle system that will complicate the life ofthe production people for the rest of the life of the plant.. The installation of a small unit toproduce powder MAP or TSP would provide the essential purge for these impurities reducingproduction problems and at the same time providing a low cost fertilizer for local use.
A similar contradiction also applies to the tact that the Florida Industry have confronted theproblem of meeting the DAP specification for many years. Maintaining this specification andcontinuing to insist on the fact that they should produce DAP with the 18-46-0 specification hasmade their life difficult. The production of “DAP” with a 16-48-0 specification or MAP wouldreduce the overall production cost and more importantly reduce the wastage of this non-renewableelement. The P2O5 is better fed to the field than left in slimes dumps in Florida. As the USindustry is that market leader it is you here in Florida, now that the numbers of producers can becounted almost on one hand, that have to get together to create the changes necessary for the worldindustry to be more environmentally friendly and at the same time be more responsible with respectto this precious non re-newable element.
Thus a pilot-plant can produce acid samples for the production of test quantities ofdownstream products and even allow the making of new non-standard “special” products forgreenhouse or field tests.
The other important aspect of pilot-testing is the evaluation of the gypsum. This is also apoint that is sometimes forgotten. The production of gypsum samples of downstream use as a by-product or simply to determine data on its behavior for the design of a stack is also an importantaspect. So often after the test the client suddenly asks if we still have a sample of gypsum and notalways are we able to find the amount required. In one case many years ago, which was not atPrayon, an additional test was made about 12-18 months after the main test purely to make agypsum sample for the stack design.
Case Study
This case study taken from the files of Prayon shows some of the decisions that might beinvolved in the selection of a phosphate feed for a particular mine site unit and the operatingparameters and performance applied to each of the phosphates to optimize each solution, see Annex1 for a list of phosphates tested.
6
Preferably the operation of the pilot-plant at Prayon is normally 24 hours per day, this doesmake the test somewhat more expensive than the alternative 16-hour per day alternative sometimesadopted when the client is “tight for cash”.
The operation of a pilot-plant on an 8-hour per day regime is hardly acceptable statisticallyas the plant is only just getting into crystal equilibrium as it shuts down. One of the most difficultelements to follow in the pilot-plant is fluorine and the 24-hour per day operation is the one thatgets closest to the actual distribution to be found in the industrial unit.
A pilot-plant test in any case is an expensive exercise but the results do really have an evenlarger financial impact when the industrial unit is in operation. Thus money should be well spentgetting the most out of the investment. Thus we believe that the benefits of investing in a 24hour/day 5 days per week test can increase the levels of confidence in the results and is worthwhileto ensure the economic success of the industrial unit where the numbers are so much bigger.
Normally, prior to testing a number of characterization tests are executed. Often amineralogical characterization of the phosphate is made , unless the phosphate origin is consideredto be well known. Followed with a full chemical and screen analysis. Also the “PotentialSolubilization Index” - a proprietary PRAYON test to give a preliminary indication of thedistribution of any particular element between the acid and the gypsum, is determined although thiscan only be used as a preliminary indication of the split of impurities. Obviously the realdistribution can only be determined after a full pilot-scale test.
Based on these results normally a single tank design is used to evaluate the phosphate butfor more complex or those more sensitive to sulfate the use of a low sulfate zone where thephosphate is added followed with a higher sulfate zone to minimize co-crystallized losses andimprove filterability can give better results.
The following results, Table 1 a,b &c, contains historical data from a test selected from ourdatabase to demonstrate these effects.
In this particular case study the test program was to test in Dihydrate mode the Calcinedphosphate, the Un-calcined phosphate (with and without flocculent) and then in the Calcinedphosphate in the Hemihydrate mode.
In this particular case with a fairly fine calcined phosphate it was decided to initially run anIso-sulfate system. Although the sensitivity of calcined phosphates to sulfate causing inhibition and“coating” is well known it was felt that the fine grind would compensate for this effect. In realitythe results shown in Column 1 of Table 1 show that the Attack efficiency was very low at 94.9%,the main loss being as unreacted phosphate with 0.86% P2O5 on Anhydrite basis being the loss inthe gypsum while the cocrystallized was 0.44%.
These results showed that the reactor design to be selected for the second week should beone that allowed low sulfate where the phosphate was fed and a higher sulfate in the second part ofthe reaction section. In this second week with 1% SO3 in the first zone of attack and 1.4% SO3 inthe second part of the attack (Column 2 of Table 1) one can see that this gave the desired results

7
with the mean analyses being 0.4% P2O5 for the unreacted and 0.55% as cocrystallized. This gavean attack efficiency of 96.3% and a process efficiency of 95.1%.
During the third week un-calcined phosphate was treated initially with an Iso-sulfate designholding the sulfate at 0.9 % SO3 and results are tabulated in Table 1 Column 3. The results fromthis weeks operation, where no flocculent was used, showed that the unreacted phosphate was low(0.13%) but due to the low sulfate the cocrystallized loss was high (0.82%). However eventhough the crystals were well formed the filtration rate was similar to that obtained during the firsttwo weeks, of the order of 5.7 mtpd P2O5/m
2 (0.58 stpd P2O5/ft2) obviously hampered by the
organics present. Visibly the slurry was very viscous and difficult to filter.
Thus once again a sulfate gradient technique was tried, this time still with the uncalcinedrock and no flocculent, in an attempt to maintain a low total insoluble loss. In the fourth week theoperating parameters were set at 1.1% SO3 in the first zone and 1.5% in the second zone. Thisalteration had the desired effect maintaining a low unattacked value of 0.14% while reducing thecocrystallized loss to 0.59%, see Column 4. Thus the total insoluble loss was reduced from 0.95%during the third week to 0.73% in the fourth week. Also the water soluble decreased to 0.42%giving a total loss of 1.15% and a gypsum efficiency of 95.5%. The filtration rate was a little better.
In the fifth week we tried using flocculents and an even higher sulfate level and the bestresults in showed a higher filtration rate at 7.8 mtpd P2O5/m
2 (0.80 stpd P2O5/ft2), an increase of
about 35% compared with the values of 5.7 to 5.8 mtpd P2O5/m2 from the previous four weeks of
operation. The higher sulfate had almost no effect on the total insoluble losses but the distributionwas changed. The co-crystallized decreased from 0.59 to 0.42% P2O5 and the unreacted increasedfrom 0.14 to 0.3% P2O5. The water soluble loss did increase from 0.42 to 0.58% P2O5 probably dueto the more open texture of the cake. Thus the overall cake efficiency was 94.9%.
Before starting the hemihydrate series of tests one had to expect poor filterability due tohistorical data with the North Carolina calcined phosphate in hemihydrate tests. The results withoutadditives, shown in Column 6 of Table 1 a-b-c, as expected not very good at 3.0 mtpd P2O5/m
2
(0.80 stpd P2O5/ft2). The insoluble losses totaled 1.4% and giving a reaction efficiency of 95.0%
while the water soluble at 0.6% P2O5 caused the overall cake loss to be 92.5%. Further tests couldbe made using lower strengths and/or additives to improve filterability.
Samples of product acid are concentrated to the desired strength and clarification tests madeif required. Acid and gypsum samples can be retained for further study or testing for products orby-products.
The interpretation of the results and the writing of a report on the process issues follows.This is the most important part of the test and reference to a database of past results is essential toenable good scale up of the results to the industrial case. In fact anyone can do a pilot-plant test asit is just an assembly of “pots and pans” but it is the interpretation of data based on previousexperience that is required for good interpretation of the data.

8
Having now completed the first series of tests and a report made the preliminary evaluationof the results can be made for any prospective project and a full economic analysis made of thealternatives. Eventually additional tests may be required to confirm or optimize the results of theselected solution.
Summary
Expertise and experience are required to interpret data from a test a databank of previousexperience is necessary to have a high level of confidence in the results.
Each specific test can be tailored to the client's requirements and the inclusion or deletion ofcertain aspects obviously has a great effect on the price. Once again it must be repeated that dollarsspent at this time can save millions once the plant is built if the right decisions can be made based onthe results.

Table 1a - Test results - Attack Section with calcined and un-calcined phosphate
PRAYON Dihydrate Mk.4PRAYON PH11
HH
Calcined Iso-sulphate
Calcined with Sulphate Gradient
Un-Calcined Low Sulphate
Un-Calcined with Sulphate
Gradient
Un-Calcined High Sulphate plus flocculent
Un-Calcined Hemihydrate
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6Attack data :Phosphate: P2O5, dry basis % 33.1 33.1 33.1 33.1 33.1 33.1Phosphate: CaO, dry basis % 45.5 45.5 45.5 45.5 45.5 45.5Temperature slurry #1 °C 77 77 79 81 82 91Temperature slurry #1 °F 170 171 175 178 179 196Slurry : SO3 #1 % 1.5 1.0 0.8 1.1 1.6 0.6Temperature slurry #2 °C 74 77 78 81 81 85Temperature slurry #2 °F 164 171 172 178 178 185Slurry : SO3 #2 % n/a 1.4 n/a 1.5 1.8 1.4Product Acid : P2O5 % 26.3 27.7 29.1 27.0 28.2 42.6Crystal water - Dry basis 50°C - 122°F % 18.6 18.7 18.7 18.7 18.4 6.0P 2 O 5 cocrist. Dry Anhydrite basis % 0.44 0.55 0.82 0.59 0.42 1.10P 2 O 5 unreact.- Dry Anhydrite basis % 0.86 0.40 0.13 0.14 0.30 0.30
Total insoluble P 2 O 5 Dry Anhydrite basis % 1.30 0.95 0.95 0.73 0.72 1.40Process Recovery (ATT) as P2O5 % 94.9 96.3 96.3 97.1 97.2 95.0
Page 9
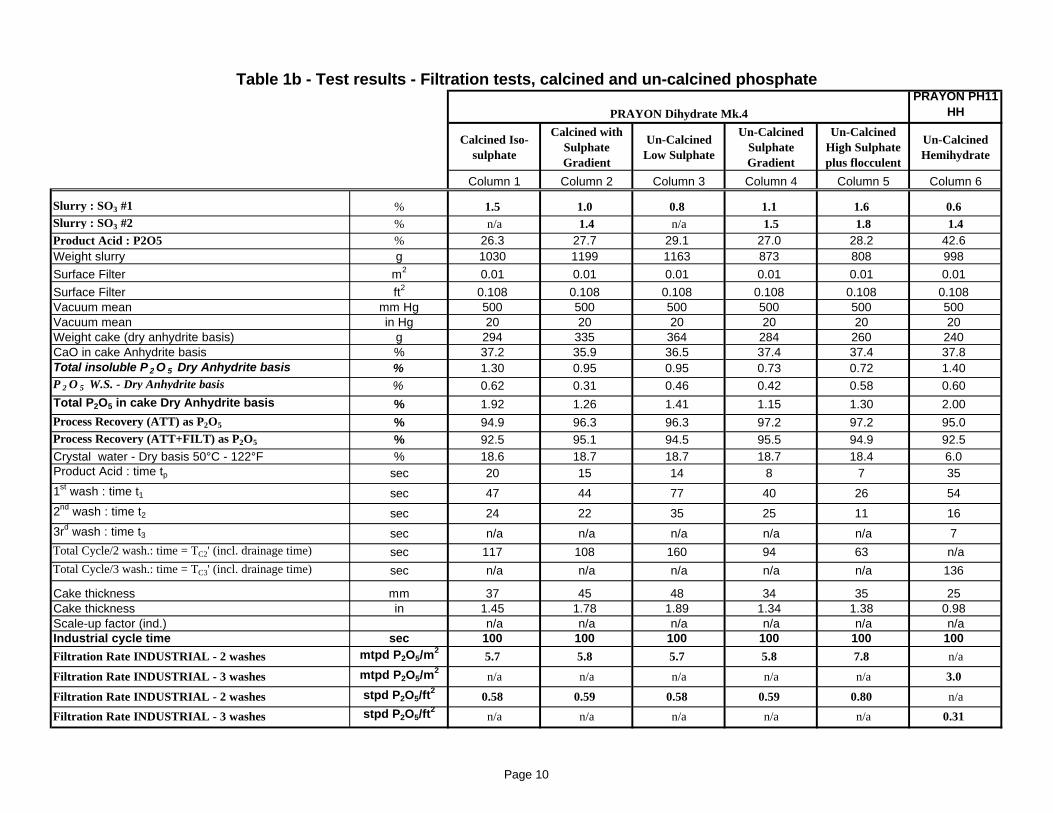
Table 1b - Test results - Filtration tests, calcined and un-calcined phosphate
PRAYON Dihydrate Mk.4
PRAYON PH11 HH
Calcined Iso-sulphate
Calcined with Sulphate Gradient
Un-Calcined Low Sulphate
Un-Calcined Sulphate Gradient
Un-Calcined High Sulphate plus flocculent
Un-Calcined Hemihydrate
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6
Slurry : SO3 #1 % 1.5 1.0 0.8 1.1 1.6 0.6Slurry : SO3 #2 % n/a 1.4 n/a 1.5 1.8 1.4Product Acid : P2O5 % 26.3 27.7 29.1 27.0 28.2 42.6Weight slurry g 1030 1199 1163 873 808 998
Surface Filter m2 0.01 0.01 0.01 0.01 0.01 0.01
Surface Filter ft2 0.108 0.108 0.108 0.108 0.108 0.108Vacuum mean mm Hg 500 500 500 500 500 500Vacuum mean in Hg 20 20 20 20 20 20Weight cake (dry anhydrite basis) g 294 335 364 284 260 240CaO in cake Anhydrite basis % 37.2 35.9 36.5 37.4 37.4 37.8Total insoluble P 2 O 5 Dry Anhydrite basis % 1.30 0.95 0.95 0.73 0.72 1.40P 2 O 5 W.S. - Dry Anhydrite basis % 0.62 0.31 0.46 0.42 0.58 0.60Total P2O5 in cake Dry Anhydrite basis % 1.92 1.26 1.41 1.15 1.30 2.00Process Recovery (ATT) as P2O5 % 94.9 96.3 96.3 97.2 97.2 95.0Process Recovery (ATT+FILT) as P2O5 % 92.5 95.1 94.5 95.5 94.9 92.5Crystal water - Dry basis 50°C - 122°F % 18.6 18.7 18.7 18.7 18.4 6.0Product Acid : time tp sec 20 15 14 8 7 35
1st wash : time t1 sec 47 44 77 40 26 54
2nd wash : time t2 sec 24 22 35 25 11 16
3rd wash : time t3 sec n/a n/a n/a n/a n/a 7Total Cycle/2 wash.: time = TC2' (incl. drainage time) sec 117 108 160 94 63 n/aTotal Cycle/3 wash.: time = TC3' (incl. drainage time) sec n/a n/a n/a n/a n/a 136
Cake thickness mm 37 45 48 34 35 25Cake thickness in 1.45 1.78 1.89 1.34 1.38 0.98Scale-up factor (ind.) n/a n/a n/a n/a n/a n/aIndustrial cycle time sec 100 100 100 100 100 100
Filtration Rate INDUSTRIAL - 2 washes mtpd P2O5/m2
5.7 5.8 5.7 5.8 7.8 n/a
Filtration Rate INDUSTRIAL - 3 washes mtpd P2O5/m2
n/a n/a n/a n/a n/a 3.0
Filtration Rate INDUSTRIAL - 2 washes stpd P2O5/ft2
0.58 0.59 0.58 0.59 0.80 n/a
Filtration Rate INDUSTRIAL - 3 washes stpd P2O5/ft2
n/a n/a n/a n/a n/a 0.31
Page 10
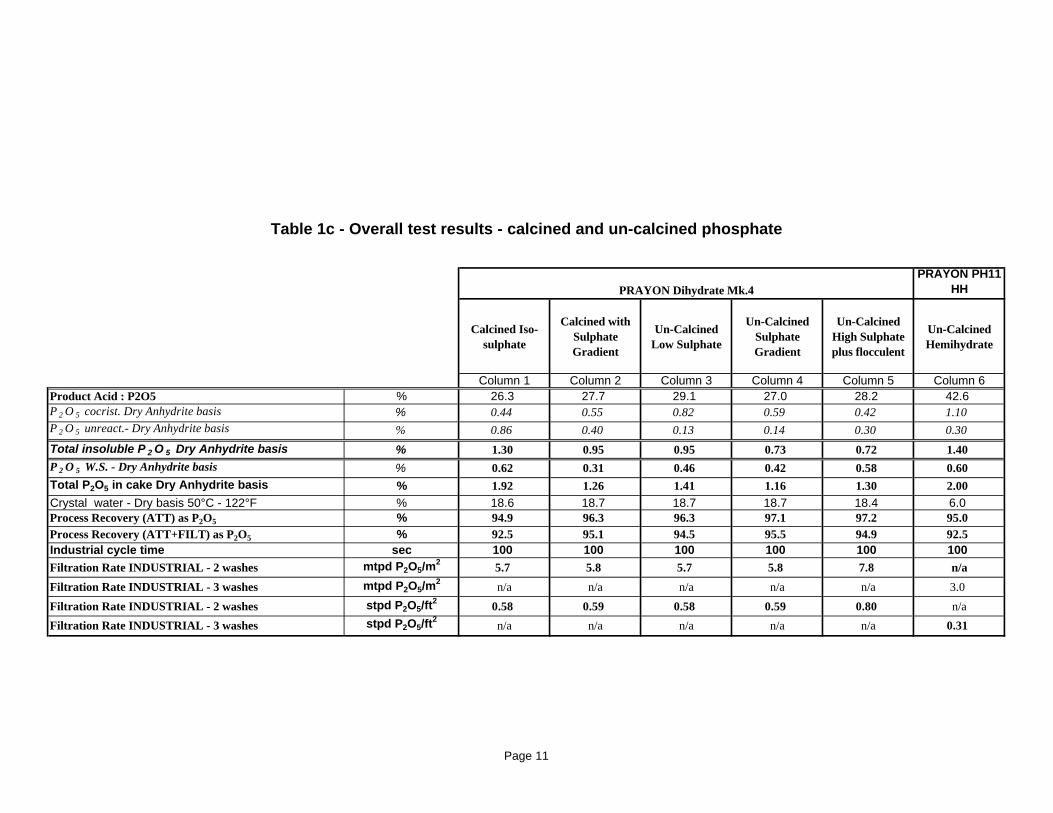
Table 1c - Overall test results - calcined and un-calcined phosphate
PRAYON Dihydrate Mk.4PRAYON PH11
HH
Calcined Iso-sulphate
Calcined with Sulphate Gradient
Un-Calcined Low Sulphate
Un-Calcined Sulphate Gradient
Un-Calcined High Sulphate plus flocculent
Un-Calcined Hemihydrate
Column 1 Column 2 Column 3 Column 4 Column 5 Column 6Product Acid : P2O5 % 26.3 27.7 29.1 27.0 28.2 42.6P 2 O 5 cocrist. Dry Anhydrite basis % 0.44 0.55 0.82 0.59 0.42 1.10P 2 O 5 unreact.- Dry Anhydrite basis % 0.86 0.40 0.13 0.14 0.30 0.30
Total insoluble P 2 O 5 Dry Anhydrite basis % 1.30 0.95 0.95 0.73 0.72 1.40P 2 O 5 W.S. - Dry Anhydrite basis % 0.62 0.31 0.46 0.42 0.58 0.60Total P2O5 in cake Dry Anhydrite basis % 1.92 1.26 1.41 1.16 1.30 2.00Crystal water - Dry basis 50°C - 122°F % 18.6 18.7 18.7 18.7 18.4 6.0Process Recovery (ATT) as P2O5 % 94.9 96.3 96.3 97.1 97.2 95.0Process Recovery (ATT+FILT) as P2O5 % 92.5 95.1 94.5 95.5 94.9 92.5Industrial cycle time sec 100 100 100 100 100 100Filtration Rate INDUSTRIAL - 2 washes mtpd P2O5/m
25.7 5.8 5.7 5.8 7.8 n/a
Filtration Rate INDUSTRIAL - 3 washes mtpd P2O5/m2
n/a n/a n/a n/a n/a 3.0
Filtration Rate INDUSTRIAL - 2 washes stpd P2O5/ft2
0.58 0.59 0.58 0.59 0.80 n/a
Filtration Rate INDUSTRIAL - 3 washes stpd P2O5/ft2
n/a n/a n/a n/a n/a 0.31
Page 11
June 1997 1/3
ANNEX 1
List of phosphate tests as of June 1997
June 1997 2/3
LIST OF PHOSPHORIC ACID MANUFACTURING TESTS
PERFORMED BY PRAYON
More than 270 tests have been carried out in the PRAYON laboratories over the past 40 years with the
purpose of studying and appraising the suitability of phosphate rocks for making phosphoric acid by
the dihydrate wet process.
Most of well-known commercial grade rocks of the world have been experienced one or several times:
eighty-two of them are mentioned in the list.
Many rocks have also been tested in various experimental states of beneficiation: run-of-mine,
screened, washed, floated, calcined, or uncalcined, fines from drying, ...
Our experience practically embodies the whole range of rock grades : from the high apatite concentrate
at 39,5 % P2O5 to the low experimental sample with a 25 % P2O5 content.
Some very particular ores have been the subject of extensive researches, which led to a successful
approach of processing these ores.
Among them, the following unusual rocks :
- several Brazilian samples containing up to 24 % SiO2 and 6,5 % Feral;
- a Brazilian uranium-phosphate ore containing 14 % to 16 % CO2;
- a Finnish iron-phosphate ore containing 7,7 % Feral;
- a Russian (Kara-Tau) ore containing 25 % P2O5 - 16,5 % SiO2 - 2,7 % MgO - 8,1 % CO2.
June 1997 3/3
More recently we had the opportunity of making full reports on the treatment of a few phosphates of
the day :
- Dagbati and fines from Togo,
- Abu-Tartur from Egypt,
- Slimes and fines of Taïba from Senegal,
- Gallao from Peru,
- Nauru,
- Chinese Phosphates from Yunnan, Hebei, Hubei and Guizhou Provinces.
Our bench-scale testing procedure always includes :
- the preparation and grinding of the sample;
- the sulphuric acid attack of the rock;
- the filtration and washing of the gypsum;
- the corrosion tests on several materials;
with the research and optimization of all operating parameters of these sections.
Very often the following operations are also achieved :
- the concentration of the product acid;
- the aging, clarification and decantation of the concentrated acid.
As mentioned above, the enclosed list relates to the tests run out as per the conventional PRAYON
Dihydrate Gypsum Process and other PRAYON Processes (the two-stages (dihydrate-hemihydrate)
phosphoric acid process, High Strength acid, ...).
Other PRAYON laboratory activities, for which tens of studies have been done, includes other
processes or uses of phosphoric acid, such as :
- uranium recovery from phosphoric acid;
- cleaning-up and purification of phosphoric acid;
- post-treatment and uses of by-product dihydrate and hemihydrate gypsum.

1 / 8 - June 1997
LIST OF PHOSPHATES TESTED BY PRAYON LABORATORIES
I. NORTH AMERICA
CENTRAL FLORIDA
Number of tests carried out : 69
These tests practically cover the whole range of phosphate rocks mined and beneficiated in
Florida.
Most of the usual commercial grade rocks appear in this list, for instance :
AGRICOLA AREA
BARTOW
CHICORA
CLEAR SPRINGS
CORONET
FORT MEADE
FOUR CORNERS
HOOKER'S PRAIRIE
KINGSFORD
MULBERRY
NORALYN
NICHOLS
PALMETTO
PAYNE CREEK
PLANT CITY
PIERCE
NORTH FLORIDA
Number of tests : 1
SWANEE RIVER
SOUTH FLORIDA
Number of tests : 9
including :
HARDEE COUNTY DUETTE MINE (Manatee) MANATEE COUNTY
2 / 8 - June 1997
SOUTH CAROLINA
Number of tests : 2
including :
PINE MOUTAIN
NORTH CAROLINA
Number of tests : 26
including :
various floated,
uncalcined or calcined
rocks.
TENNESSEE
Number of tests : 1
MONTANA
Number of tests : 1
WESTERN U.S.
Number of tests : 12
including :
CONDA calcined VERNAL
ALUNITE FROM IDAHO
CONDA uncalcined
3 / 8 - June 1997
MEXICO
Number of tests : 2
BAJA CALIFORNIA SAN JUAN DE LA COSTA
II. SOUTH AMERICA
PERU
Number of tests : 5
including :
GALLAO SECHURA
VENEZUELA
Number of tests : 2
RICEITO
BRAZIL
Number of tests : 11
including
ARAXA - MG
TAPIRA - MG
JACUPIRANGA - SP
COROPHOSPHATOS - MG
ITATAIA - CE
CATALAO - GO
4 / 8 - June 1997
III. NORTH AFRICA
MOROCCO
Number of tests : 22
including
BEN GUERIR KHOURIBGA
YOUSSOUFIA
BOU CRAA
TUNISIA
Number of tests : 6
including :
M’DILLA REDEYEF
METLAOUI
MOULARES
ALGERIA
Number of tests : 4
DJEBEL ONK
IV. WEST AFRICA
SENEGAL
Number of tests : 7
including :
TAIBA
TAIBA FINES
THIES
5 / 8 - June 1997
TOGO
Number of tests : 6
including :
DAGBATI AREA
FINES OF DAGBATIHAHOTOE AREA
V. SOUTH, CENTRAL & EAST AFRICA
UGANDA
Number of tests : 3
including :
TORORO SUKULU
EGYPT
Number of tests : 4
including :
WEST SEBAYA
EAST SEBAYA
ABU TARTUR
SAFAGA
REPUBLIC OF SOUTH AFRICA
Number of tests : 8
including :
PHALABORWA PYROXENITE PHALABORWA FOSKORITE

6 / 8 - June 1997
VI. MIDDLE EAST
JORDAN
Number of tests : 8
including :
RUSEIFA EL HASSA ESHIDIYA
IRAQ
Number of tests : 10
AKASHAT
SYRIA
Number of tests : 3
KNEIFISS
EASTERN MINE
VII.ASIA
NORTH VIETNAM
Number of tests : 2
LAO KAI
7 / 8 - June 1997
CHINA
Number of tests : 15
including :
WENGFU
HUANGMAILING
JIANGCHUAN
JINING
KWANGCHOW
DAYOUKOU
FAN SHAN
INDIA
Number of tests : 3
including :
RAJASTHAN
MATON
VIII. PACIFIC ISLANDS
Number of tests : 8
including :
CHRISTMAS ISLAND NAURU MAKATEA
IX. EUROPE
U.S.S.R.
Number of tests : 4
including :
KOVDOR KOLA APATITE KARA TAU

8 / 8 - June 1997
SWEDEN
Number of tests : 2
L.K.A.B. APATITE
FINLAND
Number of tests : 4
SOKLI APATITE
X. AUSTRALIA
Number of tests : 2
LADY ANNIE MINE
DUCHESS MINE

ANNEX 2
Photos of the Prayon Pilot-plant
Taken April 1998

Figure 1 - General view of the Pilot-plant
Figure 2 - Phosphate feeder
Figure 3 - Sulphuric and return acid dosing pumps
Figure 4 - Filtration of produced slurry
Figure 5 - Filtration test cell
Figure 6 - Clarification test on concentrated acid












![Emerging Paradigms in Biosolids Management › wp-content › uploads › roadshow...1940 1960 1980 2000 2020] Super-phosphate 20% phosphate Super-phosphate 44-46% phosphate Diammonium](https://static.fdocuments.in/doc/165x107/5f0eaf737e708231d4406f3e/emerging-paradigms-in-biosolids-management-a-wp-content-a-uploads-a-roadshow.jpg)



