
Penn State Laser Additive Manufacturing Technology · · 2010-07-21Applied Research Lab . Laser...
33
ARL Penn State Penn State Applied Research Lab Laser Additive Manufacturing Technology Presented at: Direct Digital Manufacturing of Metallic Components Workshop Prepared by: Rich Martukanitz Eric Whitney Shawn Kelly Tom Donnellan May 11, 2010
Transcript of Penn State Laser Additive Manufacturing Technology · · 2010-07-21Applied Research Lab . Laser...

ARLPenn State
Penn State Applied Research Lab
Laser Additive Manufacturing Technology
Presented at:Direct Digital Manufacturing of Metallic Components Workshop
Prepared by:Rich MartukanitzEric WhitneyShawn KellyTom Donnellan
May 11, 2010

ARLPenn State ARL/PSU BackgroundARL/PSU BackgroundARL/PSU Background
As a University-Affiliated Research Center (UARC) ARL Penn State…“…maintains a special long-term strategic relationship with DoD for technology development and engineering applications.”
Established in 1945 by the NavyLargest Interdisciplinary Research Unit at Penn State – 1,200+ faculty/engineers, staff, students and 350,000 sq.ft. Classified facilities and programs to SCIResearch expenditures FY 2009: $165MDesignated a University Affiliated Research Center by DoD in 1996

ARLPenn State
MISSIONTo be the preeminent source of innovative technologies-materials, process, manufacturing, design and logistics technologies for affordable, high performance DoD platform structures and systems.
Materials ProcessingMaterial Design and CharacterizationProcess DevelopmentAdvanced Coatings
Advanced CompositesMarine, Land, and Aerospace Systems
– Design and Analysis– Materials Char./Qual.– Process Optimization– NDE, Repair
Laser ProcessingLaser PhysicsProcess TechnologySystem Integration
Manufacturing SystemsAutomated Conceptual Design/Trade Space ExplorationSimulation and Modeling for ManufacturingShearography, Spectrometry, Inspection, NDTEnvironmental Technology
MAJOR PROGRAMSiMAST, Drivetrain Technology Center,DTRA University Partnership, Laser Processing Consortium
Materials and ManufacturingMaterials and Manufacturing
Mission and OrganizationMission and Organization
Systems Operations & AutomationCondition Based MaintenanceSense and Respond LogisticsIntegrated Health Management
ARLPenn State
Tech
nolo
gy D
evel
opm
ent
Tran
sitio
n to
Indu
stry
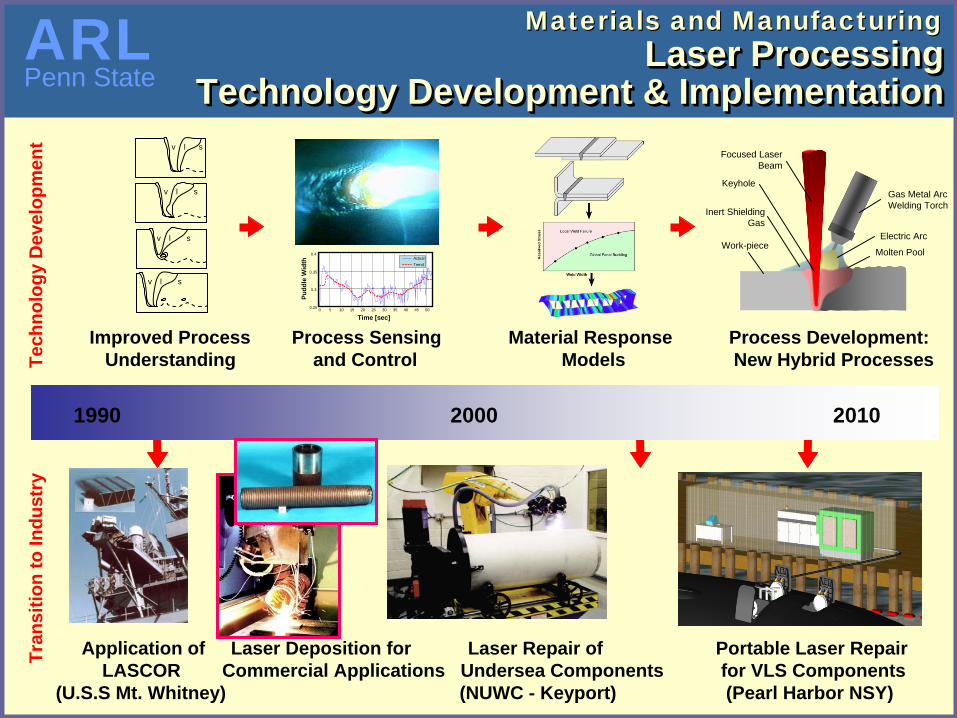
Improved Process Process Sensing Material Response Process Development:Understanding and Control Models New Hybrid Processes
Application of Laser Deposition for Laser Repair of Portable Laser RepairLASCOR Commercial Applications Undersea Components for VLS Components
(U.S.S Mt. Whitney) (NUWC - Keyport) (Pearl Harbor NSY)
l sv
l sv
l sv
l sv
1990 2000 2010
Work-pieceElectric Arc
Gas Metal ArcWelding Torch
Keyhole
Molten Pool
Focused LaserBeam
Inert ShieldingGas
Pudd
le W
idth
Time [sec]0 5 10 15 20 25 30 35 40 45 500.25
0.3
0.35
0.4ActualTrend
Materials and ManufacturingMaterials and ManufacturingLaser Processing
Technology Development & ImplementationLaser ProcessingLaser Processing
Technology Development & ImplementationTechnology Development & Implementation

ARLPenn State ARL Laser Additive Manufacturing
OutlineARL Laser Additive ManufacturingARL Laser Additive Manufacturing
OutlineOutline
Flexible Fabrication of Titanium (Acquisition Cost and Schedule)
Acoustically Tailored Structures (Tailorability)
- Modeling and Simulation
AV-8B Compressor Blade Repair (TOC)
Discussion Topics/Technology Needs

ARLPenn State
Flexible Fabrication of Titanium Background
Flexible Fabrication of Titanium Flexible Fabrication of Titanium BackgroundBackground
Work on Metal Deposition Processes – 1980s
– Brown, C.O., E.M. Breinan, and B.H. Kear, Method for fabricating articles by sequential layer deposition, U.S. Patent 4,323,756, United Technologies Corporation, April 6, 1982
– Arcella, F.G. and G.G. Lessmann, Casting shapes, U.S. Patent 4,818,562, Westinghouse Electric Corporation, April 4, 1989
– Pratt, V., W.D. Scheidt, and E. Whitney, Fabrication of Shapes by Layered Deposition, U.S. Patent 5,038,014, General Electric Company, August 6, 1991
Work on Rapid Prototyping Technologies – 1980 & 1990s– Stereo lithography
DARPA/ONR Interest in Cost Reduction of Ti Components– Flexible Fabrication of Titanium Program
• Dr. R. Crowe (DARPA) and Dr. G. Yoder (ONR)• APL/JHU, ARL/PSU, MTS

ARLPenn State
Development System
Argon Gas
Titanium Powder Fluidized Bed in the Atmosphere Control Chamber
Oxygen Sensor
CNC Translating Cover
Powder FeederOxygen Sensor
Fluidizing Gas
Atmosphere ControlChamber
Target Chamber
Argon Gas
High Power CO Laser2
Y
X
}VisionSystem First DARPA Free
Forming System
Flexible Fabrication of TitaniumFlexible Fabrication of TitaniumFlexible Fabrication of Titanium

ARLPenn State
Powder feeding was perfected for titanium alloys in argon atmosphere –Made billets and rudimentary shapes–Characterized material via chemical and mechanical testing–Performed economic analysis
Flexible Fabrication of TitaniumFlexible Fabrication of TitaniumFlexible Fabrication of Titanium

ARLPenn State
Approximately 12 inches
Flexible Fabrication of TitaniumFlexible Fabrication of TitaniumFlexible Fabrication of Titanium

ARLPenn State
Ingot 032296: Pre-Alloyed Ti-6Al-4V, L2
200 μm
Ti-6Al-4V Typical Thin Section Casting
200 μm
Ti-6Al-4V Typical Thick Section Casting
200 μm
Ingot 022396: Blended Ti-6Al-4V, L2
200 μm
Flexible Fabrication of Titanium Ti-6-4 Microstructures
Flexible Fabrication of Titanium Flexible Fabrication of Titanium TiTi--66--4 Microstructures4 Microstructures

ARLPenn State
Element Powder, wt. % Laser Formed*, wt. %V 3.97 3.80 Al 6.20 5.91 Fe 0.232 0.199 O 0.230 0.237 N 0.032 0.037 H 0.012 0.004
* Vacuum Mill Anneal, 1450°F (788°C) 2 hrs., argon quench
Interstitial contamination low, manageable
Flexible Fabrication of Titanium Chemical Analysis, Pre-alloyed
Flexible Fabrication of Titanium Flexible Fabrication of Titanium Chemical Analysis, PreChemical Analysis, Pre--alloyedalloyed

ARLPenn State
SEM Microprobe AnalysisTi-6Al-4V Ingot 032296 : Pre-alloyed Powder
1.0
10.0
100.0
0.00 0.20 0.40 0.60 0.80Z - Position (inches)
wei
ght % Ti
AlV
SEM Microprobe AnalysisTi-6Al-4V Ingot 022396 : Blended Powder
1.0
10.0
100.0
0.00 0.20 0.40 0.60 0.80Z- Position (inches)
wei
ght % Ti
AlV
Starter TargetInterface Region
In situ alloy fabrication possible
Flexible Fabrication of Titanium Ti-6-4 Microprobe Analysis
Flexible Fabrication of Titanium Flexible Fabrication of Titanium TiTi--66--4 Microprobe Analysis4 Microprobe Analysis

ARLPenn State
Flexible Fabrication of Titanium Mechanical Properties
Flexible Fabrication of Titanium Flexible Fabrication of Titanium Mechanical PropertiesMechanical Properties
Laser Formed Fatigue Test Results

ARLPenn State
Method #2
Plate volume (in3) 1,728
Ribs additive deposit (in3) 396 Ribs additive deposit (pounds) 63.8
Cross-ribs additive deposit (in3) 45 Cross-ribs additive deposit (pounds) 7.3
Total additive deposit (pound) 71.0 Powder usage (pounds) 88.8
Plate (pounds) 278.2 Total (pounds) 349.2
Deposit time (hours) 22.2 Total job time (hours) 25.2
Cost EstimatesLaser operator 630$
Assistant laser operator 394$ Thin plate 7,025$
Powder 2,664$ Argon 1,060$
Helium 13$ Process electricity 266$ Cooling electricity 117$
Metal waste disposal 18$ Heat treatment 349$
Laser maintenance 427$ Other equipment maintenance 222$
Floor space 123$ Depreciation expense 2,304$
SUBTOTAL $ 15,612
Time per unit (hours) 25.2 Cost per unit 15,612$
Units per year 121.9 Total cost per year 1,903,162$
Acceptable units per year 109.7 Total acceptances (pounds) 38,317
Cost per pound accepted $50
Method #1:
Beginning Volume, in3 8,640 Beginning Mass, lbm 1,391.0
Rough MachiningPlate Volume, in3 1,728.0 Rib Volume, in3 396.0 Cross-rib Volume, in3 45.3 Rough Volume, in3 2,169.3 Rough Ending Mass, lbm 349.2 Mass removed by machining, lbm 1,041.8 Machining time, hours 115.8 Total time, hours 118.8
Cost EstimatesThick plate 32,342$ Rough machining 9,500$
Time per unit (hours) 118.8 Cost per unit 41,842$ Units per year 32.3Total cost per year 1,352,988$ Acceptable units per year 29.1Total acceptances (pounds) 10,164 Cost per pound accepted $133
Conventional - $133/lbs.
Laser Deposition - $50/lbs.
Buy-to-fly
Flexible Fabrication of TitaniumTi-6-4 Component Cost Comparison
Flexible Fabrication of TitaniumFlexible Fabrication of TitaniumTiTi--66--4 Component Cost Comparison4 Component Cost Comparison

ARLPenn State
Monolithic alloys– Ti-6Al-4V
• Powder• Elemental powder
blends– Nickel-aluminum-
bronze (NAB)– γ-TiAl (Ti-47-2-2)– 17-4PH stainless
steel– Alloy 625– Alloy 690
Composite/Graded– NAB graded to Alloy
625, 17-4PH SS, W– 308SS/Stellite 6
layered– CP Ti + W particle
composite
Materials Processed via Laser Additive Manufacturing at ARL
Materials Processed via Laser Additive Materials Processed via Laser Additive Manufacturing at ARLManufacturing at ARL

ARLPenn State
Submarine propellers are NAB engineered structures which are long lead items for platform
Base processes: casting and secondary processes
Laser additive manufacturing : cost and schedule benefits for submarine propeller applications
Laser Additive Manufacturing Fabrication of Turbomachinery
Laser Additive Manufacturing Laser Additive Manufacturing Fabrication of TurbomachineryFabrication of Turbomachinery

ARLPenn State
Condition Test Direction UTS (MPa) YS (MPa) % elong (2 in.) % R of AN2 Y 665 265 25.0 23.8N2 Y 645 261 21.0 22.4N2 Y 665 256 26.0 26.0N2 Y 648 242 26.0 27.2Ar Y 679 271 27 27.2Ar Y 689 296 23 23.8Ar Z 662 268 30.0 27.9Ar Z 662 270 26.0 28.6Ar Z 662 268 27.0 28.6Ar Z 655 265 29.0 28.6
ASTM B148 - 585 (min) 240 (min) 15 (min) -
z
y
xSpecimen locations, 3 shown, but
may be adjusted
152 mm
89 mm
38 mm
NAB Process & PropertiesNAB Process & PropertiesNAB Process & Properties

ARLPenn State
Free-Forming process has potential to– Produce parts with material properties superior to cast parts
for less cost/schedule (reduce critical path by 1 year)– Make a variable property blade for structural acoustic tailoring– Make a thick NAB “skin” with internal void for treatment
Integral pocket free-formed
Laser Additive Manufacturing of BladesLaser Additive Manufacturing of BladesLaser Additive Manufacturing of Blades

ARLPenn State
Structural-acoustic design is important in determining the sound radiation from underwater vehicles
Inflow Turbulence Interacting with Blade Leading Edge
Boundary Layer Turbulence Interacting with Blade Trailing Edge
Low Frequency
Mid Frequency
High Frequency
HullVibration/ Radiation
BladeVibration/ Radiation
Overall Noise Signature
Typical Radiated Noise Signature Typical Radiated Noise Signature Typical Radiated Noise Signature

ARLPenn State
Single blade spanwise material property variations:
E →
10 to 50 Msiρ →
0.12 to 0.37 lb/in3
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
3132
3334
3536
3738
3940
4142
4344
4546
4748
4950
5152
5354
5556
5758
5960
6162
6364
-32
-30
-28
-26
-24
-22
-20
-18
-16
Sum
of t
he F
irst F
ive
Rad
iatio
n Ef
ficie
ncie
s
“Optimum” case
NAB
Predicted radiation efficiency reductions of first five modes up to 10 dB relative to NAB
Structural Acoustics Analytical ResultsStructural Acoustics Analytical ResultsStructural Acoustics Analytical Results

ARLPenn State
How can these optimized designs be fabricated?
Aluminum
Bronze Alloy
40/60 Mix of Tungsten and Bronze Alloy
20/80 Mix of Tungsten and Bronze Alloy
Design 1 – 2.2 dB Reduction Design 2 – 1.3 dB Reduction
Addresses trailing edge forcing function
Reduces radiation efficiency – Less sound for the same
vibration
Solution: Laser Additive Manufacturing
Fabrication of Optimized DesignsFabrication of Optimized DesignsFabrication of Optimized Designs

ARLPenn State
NAB+W
Segregation
NAB
Layer
Interface
NAB
17‐4 PH
Tip
Internal
Feature
Delaminati
on
Issues with LAM of Graded StructuresIssues with LAM of Graded Structures
Need for better understanding of processNeed for better control of process
Process ResultsProcess ResultsProcess Results

ARLPenn State
Heat and Mass Transfer
Transport Models
A.C. Naber, Penn State University, 2005.
Beam - Material Interaction Microstructure Models
R.W. McVey, Penn State University, 2007.
R. W. McVey, et. al., J. Laser Appl., 19(4), pp.214, 2007
Conduction
S.M. Kelly, Virginia Tech, 2004
MorphologyS.S. Babu and R.P. Martukanitz, 2006
Thermodynamic
M. Keller and S.M. Kelly, ICALEO 2006
Development and Validation of LAM Process Models
Development and Validation of LAM Development and Validation of LAM Process ModelsProcess Models

ARLPenn State
Decreasing Heat Input
Basketweave-α
“Colony-α”
Understanding Microstructure Evolution During LAM of Ti-6Al-4V
Understanding Microstructure Evolution Understanding Microstructure Evolution During LAM of TiDuring LAM of Ti--6Al6Al--4V4V

ARLPenn State
2009 DURIP Award - Installed December 2009
OPTOMEC Laser Engineered Net Shaping (LENS™) System
Features:– Dual powder feeders.– Material grading capability– Single and multi-mode fiber capable – Closed-loop melt-pool control.– Inert processing chamber.– Specifically designed deposition
heads.
Addresses many of the shortfalls of previous ARL tool.
IPG Photonics 500W Single Mode Yb Fiber Laser
OPTOMEC LENS MR-7
New LAM CapabilityNew LAM CapabilityNew LAM Capability

ARLPenn State
F402 engine compressor blade tips in the AV-8B become worn, resulting in a performance decrease, requiring replacementFRC-East estimates that Rolls-Royce will not be able to meet their demand for new (replacement) compressor blades, potentially impacting force application. Costs associated with replacing worn blades is $929K/yearFRC does not have reliable NDT capability to detect porosity at the required levels.
http://en.wikipedia.org/wiki/Rolls-Royce_F402-RR-408
LAM-Based Repair of Compressor Blades in the AV-8B Harrier
LAMLAM--Based Repair of Compressor Based Repair of Compressor Blades in the AVBlades in the AV--8B Harrier8B Harrier

ARLPenn State
Key Technology Solutions:– Key Technologies:
• Laser Additive Manufacturingo H&R Technology, Huffman Corp., Optemec Inc.
• High Resolution Ultrasonic Inspection– Gaps and Barriers:
• Repairo Standardized evaluation of repair properties.o Development of systems for repair of compressor
blades.o Qualification testing.
• Inspectiono Ability to detect 0.005 in. defect at 90 % POD at
95% confidence interval.
www.usmc.mil #200491171130
Repair of Compressor Blades in the AV-8B Harrier
Repair of Compressor Blades in the Repair of Compressor Blades in the AVAV--8B Harrier8B Harrier
ARLPenn State
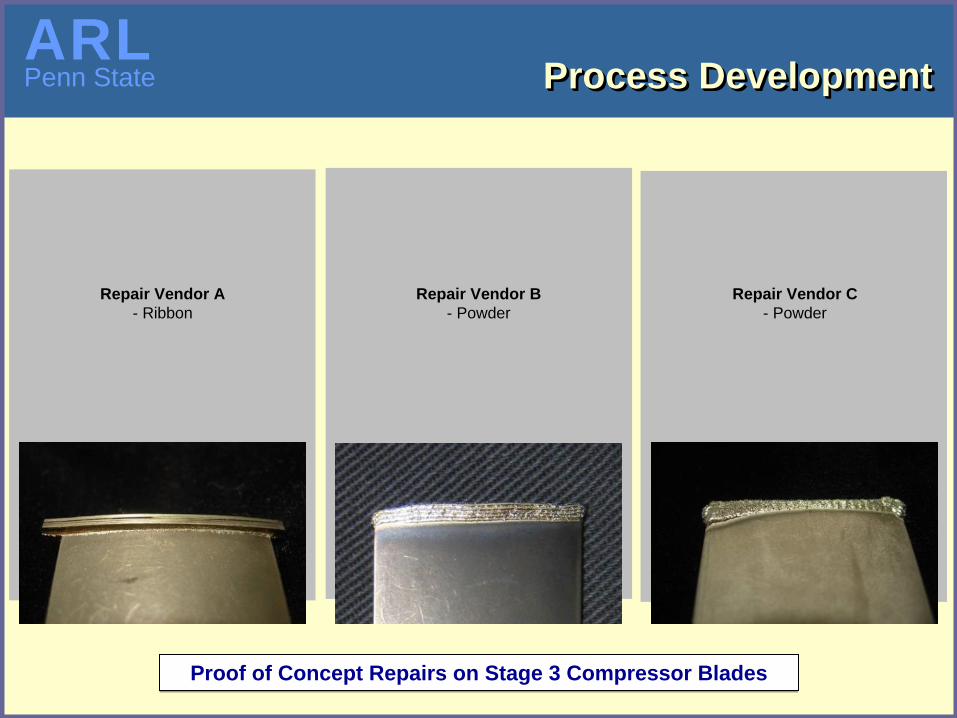
Repair Vendor B- Powder
Repair Vendor A- Ribbon
Repair Vendor C- Powder
Proof of Concept Repairs on Stage 3 Compressor BladesProof of Concept Repairs on Stage 3 Compressor Blades
Process DevelopmentProcess DevelopmentProcess Development

ARLPenn State
Metallurgical Coupon Dimensions
Vendor A
Vendor B
Vendor C
Metallurgical CouponsMetallurgical CouponsMetallurgical Coupons

ARLPenn State
Vendor A
Vendor B Vendor C
Base Metal
Microstructures appear to be indicative on non-equilibrium
phases as a result of rapid cooling
Microstructures appear to be indicative on non-equilibrium
phases as a result of rapid cooling
Metallographic Inspection Metallographic Inspection Metallographic Inspection

ARLPenn State
Project: A2177 F402 Compressor Blade Repair and Inspection
Objective: Demonstrate that repaired properties do not pose a flight risk through the execution of an approved, evaluation and pilot-qualification test plan.
Parameter Baseline Value Requirement Threshold Value
Requirement Objective
Value
How to Measure (quantity per repair
process)
Date to be Achieved
Achievement History
How Demonstrated
Repair Chemistry
AMS 4999 Specification meet meet
Bulk and Interstitial Element Composition of Repair Metallurgical
Coupon (2)
1 mo ARSMAR 10
75% of Samples Rec’d -
Repair Metallurgy
AMS 4999 Specification
Transformed α+ β
microstructure in fusion zone; no alpha case; no
cracking.
meet Repair Metallurgical Coupon (2)
1 mo ARSMAR 10
75% of Samples Rec’d -
Tensile-X
AMS 4911σY ≥
120 ksiσUTS ≥
130 ksiεF ≥
10%
meet exceed Repair Test Coupon(3)
3 mo ARSMAY10
75% Samples Rec’d -
Tensile-Z
AMS 4911σY ≥
120 ksiσUTS ≥
130 ksiεF ≥
10%
meet exceed Repair Test Coupon(3)
3 mo ARSMAY 10
75% of Samples Rec’d -
Flexural Fatigue
Fatigue Life Curve of
Unrepaired Test Coupon
meet exceed
Fatigue Life Curve (105
to 107 cycles)Repair Test Coupon
(9)
6 mo ARSAUG 10
75% of Samples Rec’d -
Component Frequency Analysis
New Unrepaired HPC Blade
No effect of repair on frequency response NA Repaired HPC Blade
(TBD) MAY 11 - -
Continued next slide….
Metrics - RepairMetrics Metrics -- RepairRepair

ARLPenn State
Laser Additive Manufacturing has potential for cost and schedulebenefit for Navy, DoD, and commercial applications
– Performance/cost trade based selection of candidate components
– Repair/replacement benefits for maintenance community
Laser Additive Manufacturing has unique benefit in tailored structures
– design of a multi-alloy components which can be made for about the same cost as a monolithic structure
ConclusionConclusionConclusion

ARLPenn State
Starting Material – quality, cost, availability
Application Guidelines– multifunctional structure design development
Equipment Design Features– scalability– process control
Certification Protocol Development
Discussion Topics/Technology NeedsDiscussion Topics/Technology NeedsDiscussion Topics/Technology Needs


















