
PENINGKATAN KUALITAS PRODUK NON WOVEN MELALUI …
10
Balai Besar Tekstil Peningkatan Kualitas Produk Non Woven Melalui Pengembangan Mesin Needle Punch (Rifaida Eriningsih, Sudiyanto) 15 PENINGKATAN KUALITAS PRODUK NON WOVEN MELALUI PENGEMBANGAN MESIN NEEDLE PUNCH IMPROVING QUALITY OF NON WOVEN PRODUCTS THROUGH DEVELOPMENT OF NEEDLE PUNCH MACHINE Rifaida Eriningsih, Sudiyanto Balai Besar Tekstil Jalan Jendral A. Yani 390 Bandung Telp. (022) 7206214, Fax. (022) 7271288 E-mail : [email protected] Tanggal diterima : 28 Maret 2012, direvisi : 2 Mei 2012, disetujui terbit : 16 Mei 2012 ABSTRAK Prototip Mesin Non Woven Needle Punch yang ada di Balai Besar Tekstil selama ini masih belum memenuhi persyaratan, baik komponen mesinnya sendiri maupun hasil produknya. Untuk itu maka tujuan dari penelitian ini adalah melakukan pengembangan mesin tersebut dengan melengkapi beberapa komponen, yaitu satu set jarum dan komponennya, rol penyuap, dudukan lapisan dasar dan rol out put, serta meningkatkan kecepatan gerakan dan penetrasi jarum dengan menyempurnakan gerakan eksentrik dan pulley eksentrik, sehingga diperoleh peningkatan kualitas hasil produknya. Dalam pengembangan mesin tersebut dilakukan dengan melengkapi 1 set jarum nomor 36 beserta dudukannya (needle board) yang dapat digunakan untuk proses serat rayon, meningkatkan putaran pulley dan eksentrik dari 150 rpm menjadi 500 rpm, menambah komponen-komponen tersebut di atas serta membuat dinding penyekat untuk ukuran lebar kain. Dari hasil pengembangan mesin tersebut, maka proses persiapan pemasukan serat /web dapat terukur dan kontinyu, sehingga meningkatkan homogenitas tebal kain, ikatan antar serat yang terjadi lebih kuat, karena gerakan jarum-jarum (needle punch) meningkat dan hasil produk kain nonwoven dapat digulung pada rol penggulung. Hal ini dapat diketahui dari hasil uji tebal kain, berat kain, kekuatan tarik, daya tembus udara, kekuatan jebol dan daya serap air, yang memberikan koefisien variasi relatif kecil dibandingkan hasil uji kain non woven pada mesin sebelum dimodifikasi. Demikian juga unjuk kerja mesin menjadi lebih baik. Kata kunci : Mesin needle punch, kain non woven, gerakan jarum, kualitas hasil produk ABSTRACT Prototypes of Non Woven Needle Punch Machine of Balai Besar Tekstil so far has not met to the requirements, both its components and the products. For that reason the purpose of this study is to develop this machines by modifying a particular type of needles and its components, equip feed roll, holder for base layer and out put roll, increasing the speed of eccentric and eccentric pulley to enhance penetration of the needles into web to improve quality of products. Developing of this machine has performed by complementing a set of needles number 36 and its holder (needle board) to process rayon fiber, increasing the pulleys and eccentric rotation from 150 rpm to 500 rpm, equipping same components and make a border to measure the width of the fabric. The result showed that the preparation process of insenting fiber / web can be measured and continuously and increasing the homogenity of fabric thickness as well as stronger of fiber bonding, due to an increased movement of the needles. In addition, the resulted nonwoven products can be rolled. These quality improvements can be known from the test results of fabric thickness, fabric weight, tensile strength, air permeability, bursting strength, and water absorption, which provide coefficient of variations are smaller than the tests products on machine before modified. Thus the performance of the machine is improved. Key words : Needle punch machine, non woven fabric, movement of needles, product quality
Transcript of PENINGKATAN KUALITAS PRODUK NON WOVEN MELALUI …

Balai Besar Tekstil
Peningkatan Kualitas Produk Non Woven Melalui Pengembangan Mesin Needle Punch(Rifaida Eriningsih, Sudiyanto)
15
PENINGKATAN KUALITAS PRODUK NON WOVEN MELALUIPENGEMBANGAN MESIN NEEDLE PUNCH
IMPROVING QUALITY OF NON WOVEN PRODUCTS THROUGHDEVELOPMENT OF NEEDLE PUNCH MACHINE
Rifaida Eriningsih, Sudiyanto
Balai Besar TekstilJalan Jendral A. Yani 390 Bandung
Telp. (022) 7206214, Fax. (022) 7271288 E-mail : [email protected]
Tanggal diterima : 28 Maret 2012, direvisi : 2 Mei 2012, disetujui terbit : 16 Mei 2012
ABSTRAK
Prototip Mesin Non Woven Needle Punch yang ada di Balai Besar Tekstil selama ini masih belummemenuhi persyaratan, baik komponen mesinnya sendiri maupun hasil produknya. Untuk itu maka tujuan daripenelitian ini adalah melakukan pengembangan mesin tersebut dengan melengkapi beberapa komponen, yaitu satuset jarum dan komponennya, rol penyuap, dudukan lapisan dasar dan rol out put, serta meningkatkan kecepatangerakan dan penetrasi jarum dengan menyempurnakan gerakan eksentrik dan pulley eksentrik, sehingga diperolehpeningkatan kualitas hasil produknya. Dalam pengembangan mesin tersebut dilakukan dengan melengkapi 1 setjarum nomor 36 beserta dudukannya (needle board) yang dapat digunakan untuk proses serat rayon, meningkatkanputaran pulley dan eksentrik dari 150 rpm menjadi 500 rpm, menambah komponen-komponen tersebut di atas sertamembuat dinding penyekat untuk ukuran lebar kain. Dari hasil pengembangan mesin tersebut, maka prosespersiapan pemasukan serat /web dapat terukur dan kontinyu, sehingga meningkatkan homogenitas tebal kain,ikatan antar serat yang terjadi lebih kuat, karena gerakan jarum-jarum (needle punch) meningkat dan hasil produkkain nonwoven dapat digulung pada rol penggulung. Hal ini dapat diketahui dari hasil uji tebal kain, berat kain,kekuatan tarik, daya tembus udara, kekuatan jebol dan daya serap air, yang memberikan koefisien variasi relatifkecil dibandingkan hasil uji kain non woven pada mesin sebelum dimodifikasi. Demikian juga unjuk kerja mesinmenjadi lebih baik.
Kata kunci : Mesin needle punch, kain non woven, gerakan jarum, kualitas hasil produk
ABSTRACT
Prototypes of Non Woven Needle Punch Machine of Balai Besar Tekstil so far has not met to therequirements, both its components and the products. For that reason the purpose of this study is to develop thismachines by modifying a particular type of needles and its components, equip feed roll, holder for base layer andout put roll, increasing the speed of eccentric and eccentric pulley to enhance penetration of the needles into webto improve quality of products. Developing of this machine has performed by complementing a set of needlesnumber 36 and its holder (needle board) to process rayon fiber, increasing the pulleys and eccentric rotation from150 rpm to 500 rpm, equipping same components and make a border to measure the width of the fabric. The resultshowed that the preparation process of insenting fiber / web can be measured and continuously and increasing thehomogenity of fabric thickness as well as stronger of fiber bonding, due to an increased movement of the needles. Inaddition, the resulted nonwoven products can be rolled. These quality improvements can be known from the testresults of fabric thickness, fabric weight, tensile strength, air permeability, bursting strength, and water absorption,which provide coefficient of variations are smaller than the tests products on machine before modified. Thus theperformance of the machine is improved.
Key words : Needle punch machine, non woven fabric, movement of needles, product quality

Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 16
PENDAHULUAN
Dampak dari perkembangan industri tekstilkhususnya mesin-mesin tekstil, maka kebutuhanakan permesinan tersebut semakin dituntut untukmenghasilkan produk yang lebih variatif sesuaidengan fungsi dan kegunaannya, salah satunyaadalah mesin non woven. Kain non woven dapatdihasilkan dari sekumpulan serat pendek ataufilamen yang saling diikatkan membentuk strukturlembaran atau web dengan zat kimia khusus (resin),mekanik, termal atau menggunakan pelarut. Dapatjuga dibentuk dari campuran serat, polimer yangdilelehkan atau polimer berbentuk film.1 Berbagaijenis produk non woven dapat dibuat sesuai kegunaanakhir antara lain dengan sifat keawetan yang tinggi(high durability product) sampai bahan sekali pakai(disposable product). Produk kain tersebut antaralain untuk tekstil industri, tekstil otomotif, tekstilrumah tangga, tekstil medis, tekstil kemasan,geotekstil dan lain-lain. Sifat-sifat tersebut dapatdimodifikasi untuk mendapatkan kain tertentu sesuaifungsinya, yang pembuatannnya dapat disesuaikandengan biaya dan lama pakai, seperti kekuatannya,kelembutan, absorbansi, kenampakan, tekstur, sifatlembut, tebal (bulky, porositas, dan lain-lain.1,2
Mesin non woven dengan sistem ikatanmekanik antara lain adalah Neddle Punch yangdapat menghasilkan produk tekstil dengan caramengikatkan serat-serat satu sama lain dalam bentukweb dengan jarum-jarum yang bergerak naik turun(ikatan mekanik). Serat-serat dalam bentuk cardedweb atau spunbonded yang disuapkan akan diikatsecara mekanik oeh jarum-jarum tersebut yang dapatbervariasi jenis dan jaraknya pada needle board. Halini dapat mempengaruhi masuknya jarum diantaraserat-serat, sehingga akan mendapatkan berbagaivariasi kain yang dihasilkan. Selain itu jugabergantung kepada kehalusan (densitas) jarum,kecepatan gerakan jarum, kecepatan penyuapanbahan dan lebar needle board. 3 Pada Gambar 1disajikan skematis mesin Needle Punch danbeberapa tipe jarum.4
(A)
(B)
Gambar 1. Skematis Mesin Needle Punch (A)dan Beberapa Tipe Jarum (B)
Mesin nonwoven Neddle Punch skalalaboratorium yang ada di Balai Besar Tekstilmerupakan prototipe yang masih belum memenuhikriteria, baik komponen mesinnya maupun hasilproduknya. Hal ini disebabkan masih ditemuibeberapa kekurangan, seperti diantaranya :
1. Langkah jarum atau penetrasi jarum terlalutinggi. Apabila jarum pengikat bergerakkebawah penetrasinya terlalu dalam dan saatpengangkatan terlalu tinggi, sehingga banyakterjadi penggumpalan serat dibawah meja jarumyang menyebabkan laju serat saat diprosessering putus. Hal ini disebabkan langkaheksentrik yang terlalu panjang. Selain itu jarakantar jarum relatif besar (kerapatannya rendah),sehingga mempengaruhi kekuatan kain yangdihasilkan.
2. Putaran puli (pulley) eksentrik masih rendah.Perbandingan kecepatan laju konveyor sebagaipembawa serat dengan langkah jarum kurangseimbang, sehingga ikatan antar serat yangterjadi kurang kuat. Kondisi yang diinginkanadalah putaran poros eksentrik diseimbangkandengan laju konveyor, sehingga diperlukanpenggantian pulley pada poros utama dan padaporos eksentrik. 5,6
3. Nomor jarum atau ukuran jarum harusdisesuaikan dengan kehalusan serat yang akandiproses, sehingga ikatan antar serat yangterjadi pada saat jarum-jarum bergerak naikturun dan berpenetrasi ke dalam lembaran webserat dapat sempurna terikat. 3
4. Tidak dilengkapi feed rol, sehingga seringterjadi penumpukan serat sebelum masuk keneedle loom yang mengakibatkan web yangdisuapkan kurang homogen.
5. Tidak dilengkapi dudukan atau rol untuklapisan bahan dasar pembawa serat atau web.Dengan memberi dudukan tersebut lapisanbahan dasar dapat terpasang dengan baik, ratadan tegang, sehingga proses dapat berjalankontinyu tidak terputus-putus.
6. Tidak dilengkapi rol penggulung hasil produk,sehingga proses produksi kurang efektif danefisien.
7. Tidak adanya ukuran atau dinding penyuapanserat yang mengakibatkan penyuapan tidakteratur dan banyak serat yang terbuang.
Seperti diketahui bahwa jarum-jarum padamesin needle punch dapat bervariasi jenis dannomornya serta jarak masing-masing jarum padaneedle board yang akan mempengaruhi penetrasijarum ke serat, sehingga akan mendapatkan berbagaivariasi kain dan sifatnya. Hal ini juga bergantungkepada densitas jarum, kecepatan gerakan jarum,kecepatan penyuapan bahan dan lebar needle board.Sebagai contoh produk dari serat sisal dapatmenggunakan jarum tipe 12 sampai dengan 16,sedangkan serat sintetis yang halus menggunakanjarum tipe 25 sampai dengan 40. 7

Balai Besar Tekstil
Peningkatan Kualitas Produk Non Woven Melalui Pengembangan Mesin Needle Punch(Rifaida Eriningsih, Sudiyanto)
17
Untuk memperbaiki proses pembuatan kainnon woven pada prototipe mesin needle punchtersebut maka tujuan dari penelitian ini adalahmelakukan pengembangan dan modifikasi padakomponen-komponen mesinnya dan melakukan ujicoba dengan memanfaatkan serat rayon sebagaibahan baku untuk mendapatkan berbagai jenis kainnon woven. Dengan demikian diharapkan dapatdiperoleh kondisi ideal yang diinginkan dengan lajuserat atau web berjalan secara konstan, kontinyu danhomogen, serta ikatan yang terjadi antar serat akibatgerakan jarum-jarum pada needle board dapat terjadidengan ikatan yang kuat.
METODA
Bahan Suku cadang pembentuk komponen-komponen
yang diperlukan untuk merenovasi prototip mesinneedle punch.
Serat rayon. Bahan dasar pelapis web poliester 100%
(spunbond).
PeralatanMesin pembuka (opener), mesin carding
dan peralatan uji meliputi : alat uji tarik Instron, alatuji sobek Trapesium, air permeability tester ,Thickness gauge dan alat uji daya serap.
Komponen-komponen yang dibuat untukpengembangan prototip mesin needle punch dalammenunjang kelancaran proses yaitu seperti terterapada Gambar 2 dari no. 1 – 8 sebagai berikut :
Gambar 2. Bagan Prototip Mesin NeedlePunch dan Komponen yangdikembangkan
Keterangan Gambar 2 :
1. Eksentrik (pengatur /penggantian kedalamanjarak atau penetrasi jarum ke web)
2. Pemasangan jarum dengan nomor tertentu padaneedle board
3. Rol penyuap untuk pemberian beban pada webdan memperlancar penyuapan
4a. Rol untuk dudukan kain pelapis dasar sebagaipembawa web
4b. Rol penggulung hasil produk5. Rol pengantar6. Gigi Sprocket : sebagai transmisi menggerakkan
penggulungan hasil produk7. Dinding penyekat ukuran lebar contoh yang akan
dibuat8. Pulley eksentrik : untuk meningkatkan kecepatan
ProsedurProses pengembangan mesin non woven
sistem needle punch dengan nomor jarum 36 yangdisesuaikan dengan bahan baku yang diproses, yaitu : Pembuatan gambar teknis dan rancang bangun
yang disesuaikan dengan mesin yang akandikembangkan
Proses pemasangan komponen dan penyetelan Uji coba dengan bahan baku serat rayon
Mekanisme Pengikatan Serat denganJarum-Jarum (Sistem Needle Punch) adalah sebagaiberikut :
Proses persiapan yaitu pembuatan web ataulembaran serat-serat melalui proses pembukaan,carding, Crosslapping dan proses penyuapan (webfeeding), sehingga akan menghasilkan web yanghomogen dan dalam kondisi kering.8,9 Lembaranweb tersebut kemudian disuapkan ke mesin needlepunch, sehingga terjadi jalinan dari lapisan-lapisanweb melalui jarum-jarum yang bergerak naik turun.
Komponen jarum terdiri dari beberapabagian seperti disajikan pada Gambar 3. 3
Gambar 3. Komponen Jarum
Batang (shank) adalah bagian paling tebal darijarum jarum yang terpasang pada needle board .
Pisau tengah: terletak dibagian tengah jarumpengukur halus agar gerakan jarum lebih fleksibeldan lebih mudah untuk menempatkan jarum padaneedle board.
Pisau bawah merupakan bagian kerja dari jarumyang masuk ke dalam web. Duri-duri (barbs)berada pada bagian ini.
Duri-duri (thorns) : bentuk lengkungan tajampada bagian pisau yang berfungsi membawa danmengikat serat-serat dari web membentuk jalinanyang saling mengunci. Bentuk dan ukuran duridapat mempengaruhi hasil produk (Gambar 1B).
Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 18
Ujung jarum : bagian ujung pisau berbentuktajam untuk memaksimalkan kerja jarum secarakeseluruhan dan mempengaruhi tampilan(performance) permukaan hasil produk.
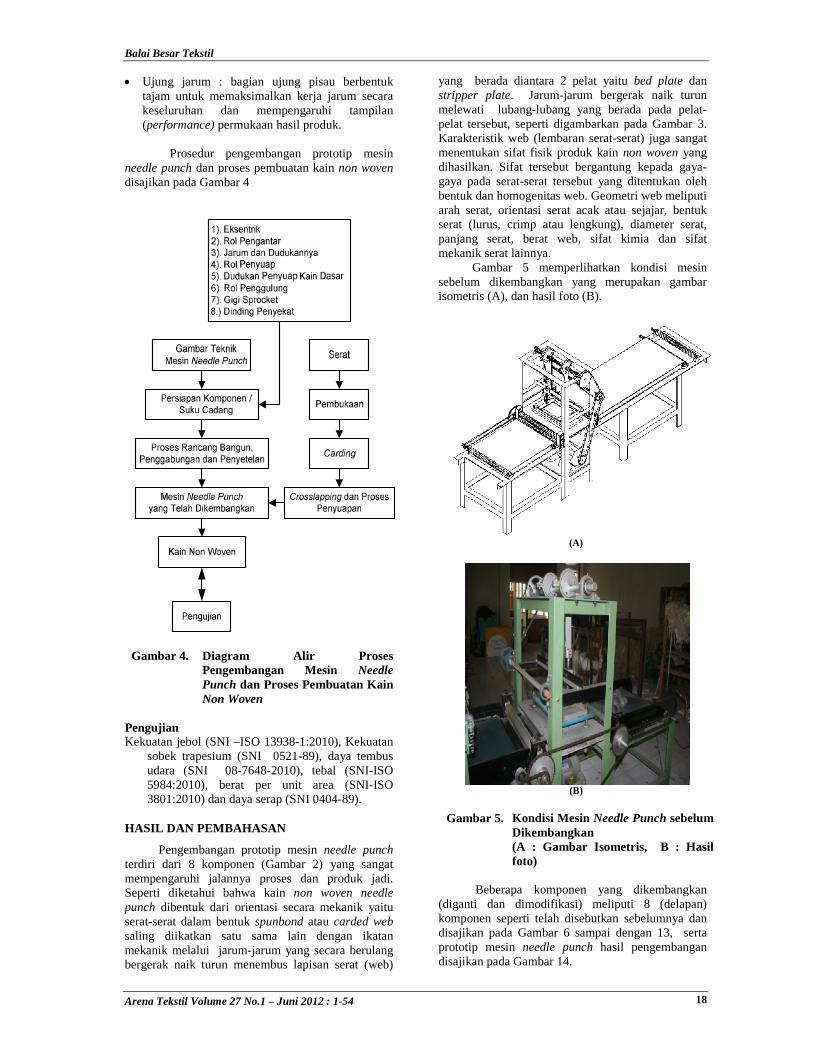
Prosedur pengembangan prototip mesinneedle punch dan proses pembuatan kain non wovendisajikan pada Gambar 4
Gambar 4. Diagram Alir ProsesPengembangan Mesin NeedlePunch dan Proses Pembuatan KainNon Woven
PengujianKekuatan jebol (SNI –ISO 13938-1:2010), Kekuatan
sobek trapesium (SNI 0521-89), daya tembusudara (SNI 08-7648-2010), tebal (SNI-ISO5984:2010), berat per unit area (SNI-ISO3801:2010) dan daya serap (SNI 0404-89).
HASIL DAN PEMBAHASAN
Pengembangan prototip mesin needle punchterdiri dari 8 komponen (Gambar 2) yang sangatmempengaruhi jalannya proses dan produk jadi.Seperti diketahui bahwa kain non woven needlepunch dibentuk dari orientasi secara mekanik yaituserat-serat dalam bentuk spunbond atau carded websaling diikatkan satu sama lain dengan ikatanmekanik melalui jarum-jarum yang secara berulangbergerak naik turun menembus lapisan serat (web)
yang berada diantara 2 pelat yaitu bed plate danstripper plate. Jarum-jarum bergerak naik turunmelewati lubang-lubang yang berada pada pelat-pelat tersebut, seperti digambarkan pada Gambar 3.Karakteristik web (lembaran serat-serat) juga sangatmenentukan sifat fisik produk kain non woven yangdihasilkan. Sifat tersebut bergantung kepada gaya-gaya pada serat-serat tersebut yang ditentukan olehbentuk dan homogenitas web. Geometri web meliputiarah serat, orientasi serat acak atau sejajar, bentukserat (lurus, crimp atau lengkung), diameter serat,panjang serat, berat web, sifat kimia dan sifatmekanik serat lainnya.
Gambar 5 memperlihatkan kondisi mesinsebelum dikembangkan yang merupakan gambarisometris (A), dan hasil foto (B).
(A)
(B)
Gambar 5. Kondisi Mesin Needle Punch sebelumDikembangkan(A : Gambar Isometris, B : Hasilfoto)
Beberapa komponen yang dikembangkan(diganti dan dimodifikasi) meliputi 8 (delapan)komponen seperti telah disebutkan sebelumnya dandisajikan pada Gambar 6 sampai dengan 13, sertaprototip mesin needle punch hasil pengembangandisajikan pada Gambar 14.

Balai Besar Tekstil
Peningkatan Kualitas Produk Non Woven Melalui Pengembangan Mesin Needle Punch(Rifaida Eriningsih, Sudiyanto)
19
Komponen Eksentrik dan PulleyEksentrik merupakan komponen penggerak
naik turunnya dudukan jarum, sedangkan pulleyadalah komponen penggerak putaran poros utamaeksentrik. Putaran poros sebelum dimodifikasi adalah150 rpm dan setelah dimodifikasi menjadi 500 rpm.Hal ini akan mempengaruhi kecepatan gerakan naikturunnya jarum-jarum pada dudukannya (needleboard), sehingga akan meningkatkan frekuensiterjadinya ikatan serat-serat satu sama lain pada web.Semakin cepat gerakan jarum sampai dengankecepatan tertentu, maka semakin banyak jumlahikatan antar serat yang dibentuk, sehingga akanterjadi peningkatan kekuatan kain non woven yangdihasilkan. Selain itu ikatan antar serat yang terjadijuga dipengaruhi oleh tipe jarum, densitas jarum dankecepatan bahan baku yang disuapkan.
Gambar 6. Eksentrik
Keterangan :1. Stang Eksentrik2. Poros Eksentrik3. Eksentrik
Gambar 7. Pulley
Keterangan :1. Pulley motor2. Pulley poros Utama3. Pulley poros eksentrik
Komponen JarumJarum merupakan komponen yang
membantu proses pengikatan serat-serat atau web.Dalam proses needle punch digunakan jarum bentuksegitiga yang bergerak naik turun menembus kedalam web serat, sehingga serat-serat saling menjalinsatu sama lain. Pada mesin sebelumnya jarak antarjarum yang terpasang pada needle board kurangrapat, sehingga akan mempengaruhi kekuatan kainyang dihasilkan. Jumlah ikatan pada permukaan webyang terbentuk oleh gerakan jarum-jarum sangatbergantung pada :
1. Densitas jarum yang terpasang pada needle board2. Kecepatan bahan baku yang disuapkan3. Frequensi terjadinya ikatan4. Efektifitas lebar needle board5. Kedalaman jarum berpenetrasi6. Nomor jarum dan elemen fisik lainnya. Untuk
jarum yang halus digunakan bagi serat yang halusdan panjang, maka ikatan yang terjalin akan lebihkuat.
Dari faktor-faktor tersebut dapat dibuat persamaansebagai berikut : 4
Densitas penetrasi per gerakan jarumEdpass = [n*F] / [V*W] …………….1)
Ket : n = jumlah jarum pada needleboardF = frequensi jalinan yang terjadiV = kecepatan penyuapan bahan bakuW = efektifitas lebar needle board
Dari persamaan tersebut dapat diketahuijumlah ikatan yang terjalin akibat gerakan jarumyang berpenetrasi ke dalam serat/web.
Gambar 8 . Jarum
Keterangan :1. Dudukan Jarum (needle board)2. Jarum3. Meja jarum
Pemasangan jarum pada dudukannyaberjarak masing-masing 14 mm, dan seluruhpermukaan needle board terpasang oleh jarum-jarum.

Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 20
Komponen Rol penyuapRol penyuap (Feedroll) sekaligus berfungsi
sebagai rol penekan serat / web agar serat tidakmenggumpal dan ketebalan web dapat homogensepanjang lebar mesin. Pada mesin sebelumnya tidakterdapat rol penyuap dan web yang disuapkandilakukan secara manual, sehingga web menjaditidak rata dan ikatan yang dijalin oleh gerakan jarum-jarum tidak maksimal, bahkan pada beberapa posisitidak terjalin ikatan. Dengan dipasangnya rolpenyuap , maka web yang dibentuk dari mesincarding dapat disuapkan secara homogen selebarmesin dan dipertahankan homogenitas tersebut olehbeban rol penyuap tersebut. Rol penyuap dipasangdekat dengan needle loom.
Gambar 9. Komponen Rol penyuap
Keterangan :1. Dudukan rol penyuap2. Rol penyuap
Komponen Dudukan Penyuap Kain Dasar(Backing cloth)
Dudukan penyuap kain dasar merupakankomponen berupa rol yang dipasang di bagian bawahdepan yang berfungsi sebagai landasan serat/webyang akan diproses. Pada mesin sebelumnya tidakterdapat komponen tersebut, sehingga prosesberlangsung tidak kontinyu, disebabkan kain dasaryang digunakan masih secara manual dipasang padaalat.
Gambar 10. Dudukan Penyuap Kain Dasar
Keterangan :1. Kain dasar2. Spindle3. Dudukan spindle4. Gandar
Komponen Rol Penggulung dan Gigi SprocketRol penggulung adalah rol penggerak bobin
untuk menggulung hasil produk (kain non woven),sedangkan gigi sprocket adalah komponen penggerakporos penggulung. Sebelumnya tidak terdapatkomponen, sehingga hasil produk digulung secaramanual.
Gambar 11. Rol penggulung
Keterangan :1. Dudukan rol penggulung2. Rol penggulung (friksi)3. Bobin penggulung4. Rol Gandar
Dengan adanya rol penggulung, proses berjalankontinyu dan produk yang dihasilkan lebih rapitergulung serta tidak terdapat lipatan-lipatan. Rolpenggulung tersebut dilengkapi dengan gigi Sprocketsebagai komponen penggerak poros rol penggulungyang terdiri dari 3 komponen yaitu gigi sprocketpada poros rol penggulung, gigi sprocket pada poros-poros penggerak dan rantai penghubung sprocketputaran poros.
Komponen Dinding PenyekatDinding penyekat merupakan batas
ukuran volume bahan yang akan diproses sebelummelewati rol penyuap. Batas tersebut merupakanukuran lebar kain yang akan diproses, sehingga akandiperoleh lebar kain yang rata sesuai dengan lebarneedle board.Produk yang dihasilkan akan lebih rata lebarnya danhampir tidak terdapat limbah dari sisa-sisa pinggirankain.
Gambar 13. Dinding Penyuap

Balai Besar Tekstil
Peningkatan Kualitas Produk Non Woven Melalui Pengembangan Mesin Needle Punch(Rifaida Eriningsih, Sudiyanto)
21
Keterangan :1. Serat (sebagai bahan baku)2. Dinding penyuap serat
Prototip Mesin Needle Punch setelahDikembangkan
Dengan penambahan beberapa komponendan peningkatan kecepatan gerak jarum melaluipeningkatan putaran eksentrik, maka proses dapatberjalan lebih lancar, yang dibuktikan dari uji cobaunjuk kerja mesin dan uji coba dengan bahan bakuserat alam.
Uji Coba Kinerja Mesin (Tanpa Bahan)Uji coba dilakukan pada mesin needle punch
yang telah ditambahkan ataupun dimodifikasi denganbeberapa komponen tersebut di atas serta dilengkapidengan dudukan penyuapan dan penggulungan. Ujicoba dilakukan untuk melihat kinerja mesin saatdijalankan tanpa bahan baku.
1. Uji coba pengikatan jarumUji coba ini dilakukan untuk memeriksa fungsipengikatan serat oleh jarum antara lain langkaheksentrik, pulley eksentrik, jarum pengikat seratkecepatan putaran poros eksentrik.
2. Uji coba mekanisme penyuapan dan penarikanUji coba ini dilakukan untuk memeriksa fungsidari masing-masing rol, baik saat mesin tidakberjalan maupun ketika dijalankan. Pengaturanposisi kedalaman penusukan jarum harus tegaklurus pada pemegang dan meja jarum agar tidakmengenai bagian permukaan meja.
3. Uji coba penyuapan dan penggulungan produkUji coba ini dilakukan untuk memeriksakomponen antara putaran rol penyuap dengan rolpenarik (penggulungan bobin) dan lajunyapenyuapan serta penarikan penggulungan harusseimbang.
4. Dinding penyuapan seratUji coba ini dilakukan untuk memeriksa volumemaksimal dan minimal kerataan penyuapan seratyang akan diproses dan masuknya pada ruangneedle loom sesuai tebalnya (tidak terlalu tebaldan tidak terlalu tipis).
Dari hasil uji coba tersebut, menunjukkan bahwaprototip mesin non woven needle punch telahmengalami peningkatan kinerjanya, meliputipeningkatan kecepatan gerakan jarum-jarum, arahgerakan jarum keseluruhan tegak lurus padapemegang, penetrasi jarum dan langkah jarumbergerak sesuai fungsinya, laju rol penyuap dan rolpenarik seimbang dan dinding penyuapan serat dapatdigunakan sesuai fungsinya.
Gambar 14. Mesin Needle Punch HasilPengembangan
Uji Coba Mesin dengan Bahan Baku Serat RayonBerdasarkan pengamatan dari seluruh
rangkaian kegiatan uji kinerja mesin tanpa bahantersebut di atas, maka dilakukan uji coba denganbahan baku serat rayon, kemudian dibandingkanantara proses mesin needle punch sebelum dansesudah penambahan serta penggantian komponenseperti terlihat pada Tabel 1 berikut.
Tabel 1. Perbandingan Proses needle punchsebelum dan sesudah dikembangkan
Proses needle punch sebelumdikembangkan
Proses needle punchsesudah dikembangkan
1. Proses persiapan : Proses pemasukan serat
tidak ada ukuranpembatas mengakibatkanhasil produksi tidakhomogen
Pemasukan serat tidakdapat kontinyu
1. Proses persiapan : Proses pemasukan
serat dapat diukur danhasil produksinyalebih homogen
Pemasukan serat dapatsecara kontinyu
2. Proses needle punch :Ikatan antar serat kurangkuat sehingga kekuatantariknya relatif rendah
2. Proses needle punch :Ikatan antar serat relatiflebih kuat sehinggakekuatan tariknya lebihtinggi
3. Produk jadi :Rol penggulung tidak
ada, hasil produkdigulung secara manual
Maksimum panjangproduk hanya 1,2 meter.
3. Produk jadi : Sudah dilengkapi rol
penggulung, sehinggahasil produk dapatdigulung pada bobinsecara merata
Panjang produk dapatmencapai 30 meter.

Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 22
Hasil Produk Kain Non WovenHasil uji serat rayon yang diputihkan
dengan hidrogen peroksida disajikan pada Tabel 2.
Tabel 2. Hasil Uji Serat Rayon
No. Parameter Uji Hasil Uji
1 Kekuatan tarik, g 3,96
2 Mulur , % 28,88
3 Tenacity, g/den 2,56
4 Kehalusan , den /dtex 1,55 /1,72
5 Panjang serat, mm 38,11
6 Mengkeret di udara panas,% 7,57
Adapun hasil uji kain non woven dari bahanbaku serat rayon pada mesin needle punch yang telahdikembangkan disajikan pada Lampiran 2 Tabel 3.Proses pembuatan kain non woven tersebut dilakukandengan 3 variasi, yaitu A : non woven rayon tebal 4mm, B : non woven rayon tebal 2 mm denganlapisan dasar dan C : non woven rayon tebal 2 mmtanpa lapisan dasar. Variasi tersebut dimaksudkanuntuk melihat pengaruh penetrasi jarum ke dalamweb serat dan sifat-sifat fisiknya. Hasil uji kain nonwoven ,yaitu tebal kain, berat kain dan daya tembusudara, merupakan faktor-faktor yang mempengaruhisifat kekompakan kain. Apabila berat web, densitasdan gerakan jarum serta kedalaman penetrasi jarummeningkat, maka kepadatan web akan meningkat dandaya tembus udara menjadi berkurang. Hal ini jugadipengaruhi oleh adanya rol penyuap. Pada kain Adengan tebal 4,269 mm merupakan kain non wovenpaling tebal dibanding kain B dan C disebabkan webyang disuapkan lebih tebal, sehingga berat kain,kekuatan sobek dan kekuatan jebolnya relatif lebihtinggi dibanding kain B dan C, namun daya tembusudara lebih rendah. Hal ini karena kain A bersifatlebih kompak dan padat. Selain itu kekompakan dankepadatan web dipengaruhi oleh penggunaan tipejarum. Untuk serat halus diperlukan jarum yanghalus pula, apabila menggunakan jarum kasar makakepadatan Web tidak meningkat. Semakin halusjarum dan semakin panjang serat, maka semakinberat web dan semakin dalam tusukan dan densitas,maka akan menghasilkan kekuatan web yangsemakin tinggi. Bila kedalaman duri (thorns) padajarum menurun atau jarak antar duri naik, makastabilitas dimensi kain akan meningkat dan densitasweb serta kekuatan maksimum yang berhubungandengan berat dapat tercapai. Oleh karena itupemilihan tipe jarum sangat bergantung kepadakehalusan serat dan panjang serat. Selain itu jugadipengaruhi oleh proses carding pada saatpembentukan web.
Apabila dibandingkan dengan hasil produkkain non woven dari mesin sebelum dikembangkansulit dilakukan, karena data ujinya sangat bervariasipada setiap pengulangan uji dan dengan fluktuasiyang sangat tinggi, sehingga rata-rata data hasil ujiseperti tercantum pada Tabel 3 tidak mencerminkandata yang sesungguhnya. Kondisi tersebut dapat
dibuktikan dari koefisien variasinya yang sangattinggi, baik pada hasil uji kekuatan sobek, berat kain,tebal kain maupun kekuatan jebolnya, yaitu berkisar39,36% - 55,8%. Hal ini disebabkan penyuapan seratmasih bersifat manual, gerakan jarum relatif lambatdan komponen-komponen yang mempengaruhikelancaran proses tersebut di atas belum terdapatpada mesin sebelumnya. Adapun hasil uji setelahmelalui mesin needle punch yang telahdikembangkan lebih homogen dengan koefisienvariasi berkisar 1,89% - 14,66%. Pada hasil uji tebalkain koefisien variasinya relatif kecil yaitu 1,89% -2,91%, yang menunjukkan kerataan kain semakinmeningkat.
KESIMPULAN
Berdasarkan hasil pengembangan prototip mesinneedle punch serta hasil uji coba kinerja mesindengan bahan baku serat rayon, dapatlah disimpulkanhal- hal sebagai berikut :1. Penambahan beberapa komponen mempengaruhi
peningkatan kemampuan mesin needle punchseperti rol pengantar, rol penyuap, dudukanpenyuap kain dasar, rol penggulung, gigi sprocketdan dinding penyekat, sehingga meningkatkankelancaran proses dan dapat dilakukan secarakontinyu. proses pemasukan serat dapat diukurdan hasilnya homogen seperti ditunjukkan darihasil uji tebal dan berat kain dengan koefisienvariasi masing-masing berkisar (1,89 - 2,91)%dan (4,55 - 6,91)%.
2. Peningkatan putaran pulley dan eksentrik dari 150rpm menjadi 500 rpm, berhasil meningkatkandaya ikat kain yang dibuktikan dari hasil ujikekuatan sobek (1,194 - 1,543) kg dan kekuatanjebol (6,25 - 10,72) kg/cm2, sedangkansebelumnya masing-masing 0,780 kg dan 7,20kg/cm2, dengan koefisien variasi relatif tinggi.
3. Kualitas dan kuantitas hasil produknya meningkatyaitu dapat mencapai lebih dari 30 m kain secarakontinyu yang sebelumnya hanya 1,2 m.
SARANDalam upaya diversifikasi desain produk
nonwoven sesuai keperluan produk akhir, makapenggunaan mesin nonwoven needle punch dapatmenunjang hal tersebut dengan melengkapi berbagaitipe jarum dan komponen penunjang lainnya. Selainitu mesin needle punch merupakan metoda fisik danmekanik yang hampir tidak terdapat limbah dandapat digunakan untuk berbagai jenis serat meliputiserat sintetik, serat alam, ataupun serat daur ulang.Oleh karena itu perlu penelitian lanjut untukmembuat komponen jarum dengan berbagai tipe,yang diharapkan dapat menghasilkan kain non wovendengan berbagai fungsi dan variasi konstruksi.
DAFTAR PUSTAKA1 Russell, S.J (2007), Handbook of NonWovens, The
Textile Institute, Woodhead Publishing. Ltd,Cambridge, England.

Balai Besar Tekstil
Peningkatan Kualitas Produk Non Woven Melalui Pengembangan Mesin Needle Punch(Rifaida Eriningsih, Sudiyanto)
23
2 Harrison Davidm, (1997), Synthetic Fibers forNonwovens Update, Nonwovens Industry, 28 (6).
3 Jirsak, O and Wadsworth, L. C, (1999), NonwovenTextiles, Carolina Academic Press, Washington.
4 Kamath M. G., Atul Dahiya, Raghavendra R. Hegde,(2004), Needle Punched Nonwovens, (PraveenJana & Xinli Liu), April, 2004.
5 Vera Nikolić-Stanojević, Dejan Dimitrijević, (2007),Eigenfreuqency Analysis of the Spur Gear Pairwith Moving Excentric Masses on the Body of Oneof the Gears, © Faculty of MechanicalEngineering, Belgrade. All rights reserved FMETransactions, 35.
6 Vishvas Prabhakar Ambarakhar, (2010), ModifiedEccentric Gearbox, U.S. Patent Application
Publication, Publication No. U.S. 2010/0229665 A,September 16.
7 Shoou Shyng, Needle Punch Non-Woven FabricMaking Plant, Shoou Shyng Machinery Co., Ltd,http://www.shoou-shyng.com, diakses 18 juli 2011.
8 Street, R.L., Mechanical Web Formations, (1981),Fiber Fill Conference Proceedings, INDA,Charlotte, NC, p.1.
9 Leifeld, F. (1993), Carding Micro-Fibers, TextileTechnology, Melliand English, 2, E43.
10 Goran Demboski, Gordan bogoesva-Gaceva, (2005),“Textile Structures For Technical Textiles, Part I:Fibres As Raw Materials For Technical Textile”,Bulletin of the Chemists and Technologists ofMacedonia, Vol. 24, No. 1.
Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 24
Lampiran 1
Tabel 3. Hasil Uji Kain Non Woven dari Serat Rayon
No Parameter UjiSetelah mesin dikembangkan Sebelum mesin
dikembangkan
Kain A Kain B Kain C Kain A
1 Kekuatan sobek trapesium,kgKoefisien variasi , %
1,54311,36
1,21014,25
1,19410,29
0,78042,78
2 Berat, g/m2
Koefisien variasi , %4,1164,55
2,4946,78
2,0686,91
5,2255,80
3 Tebal , mmKoefisien variasi , %
4,2692,91
2,9401,89
2,4132,55
5,3039,36
4 Daya tenbus udara,cc3/cm2/det 32,64 68,21 73,455 -
5 Kekuatan jebol, kg/cm2
Koefisien variasi , %10,7214,66
6,612,0
6,2512,30
7,2054,23
6 Daya serap (cara keranjang),%Waktu tenggelam , detik
957,173,0
1057,304,0
989,213,0
--
Keterangan :A : Proses pembuatan kain non woven rayon tebal 4 mmB : Proses pembuatan kain non woven rayon tebal 2 mm dengan lapisan dasarC : Proses pembuatan kain non woven rayon tebal 2 mm tanpa lapisan dasar
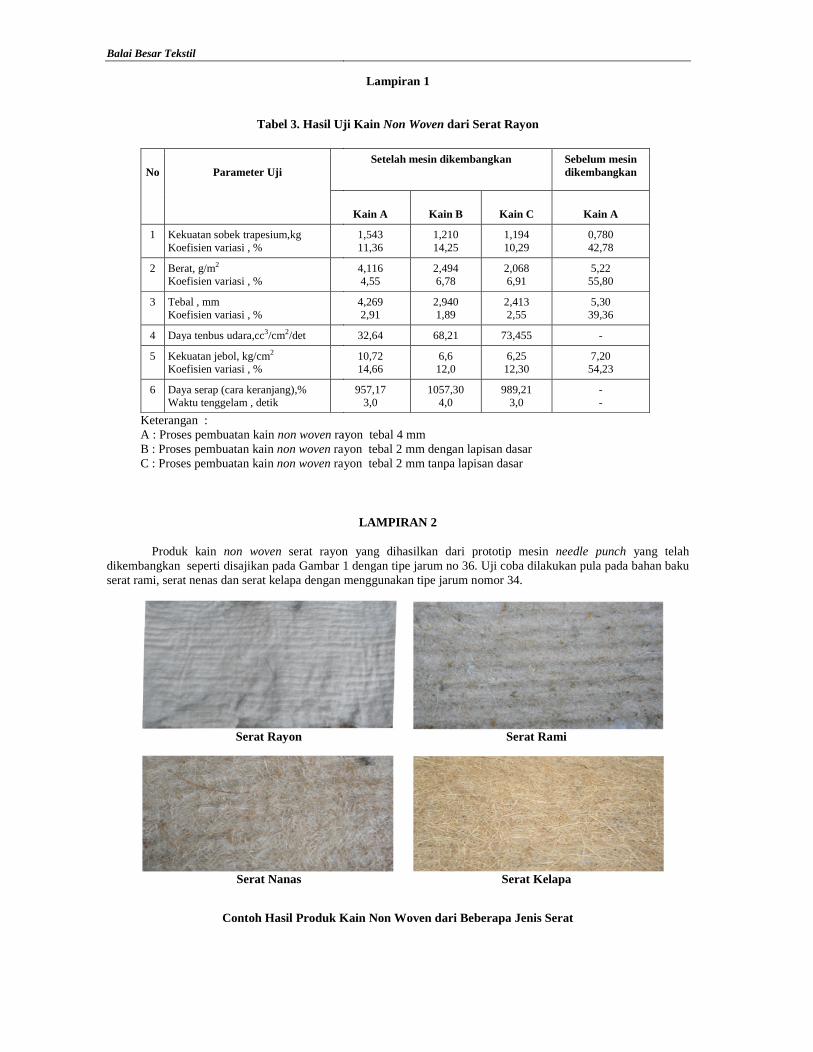
LAMPIRAN 2
Produk kain non woven serat rayon yang dihasilkan dari prototip mesin needle punch yang telahdikembangkan seperti disajikan pada Gambar 1 dengan tipe jarum no 36. Uji coba dilakukan pula pada bahan bakuserat rami, serat nenas dan serat kelapa dengan menggunakan tipe jarum nomor 34.
Serat Rayon Serat Rami
Serat Nanas Serat Kelapa
Contoh Hasil Produk Kain Non Woven dari Beberapa Jenis Serat
Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 24
Lampiran 1
Tabel 3. Hasil Uji Kain Non Woven dari Serat Rayon
No Parameter UjiSetelah mesin dikembangkan Sebelum mesin
dikembangkan
Kain A Kain B Kain C Kain A
1 Kekuatan sobek trapesium,kgKoefisien variasi , %
1,54311,36
1,21014,25
1,19410,29
0,78042,78
2 Berat, g/m2
Koefisien variasi , %4,1164,55
2,4946,78
2,0686,91
5,2255,80
3 Tebal , mmKoefisien variasi , %
4,2692,91
2,9401,89
2,4132,55
5,3039,36
4 Daya tenbus udara,cc3/cm2/det 32,64 68,21 73,455 -
5 Kekuatan jebol, kg/cm2
Koefisien variasi , %10,7214,66
6,612,0
6,2512,30
7,2054,23
6 Daya serap (cara keranjang),%Waktu tenggelam , detik
957,173,0
1057,304,0
989,213,0
--
Keterangan :A : Proses pembuatan kain non woven rayon tebal 4 mmB : Proses pembuatan kain non woven rayon tebal 2 mm dengan lapisan dasarC : Proses pembuatan kain non woven rayon tebal 2 mm tanpa lapisan dasar
LAMPIRAN 2
Produk kain non woven serat rayon yang dihasilkan dari prototip mesin needle punch yang telahdikembangkan seperti disajikan pada Gambar 1 dengan tipe jarum no 36. Uji coba dilakukan pula pada bahan bakuserat rami, serat nenas dan serat kelapa dengan menggunakan tipe jarum nomor 34.
Serat Rayon Serat Rami
Serat Nanas Serat Kelapa
Contoh Hasil Produk Kain Non Woven dari Beberapa Jenis Serat
Balai Besar Tekstil
Arena Tekstil Volume 27 No.1 – Juni 2012 : 1-54 24
Lampiran 1
Tabel 3. Hasil Uji Kain Non Woven dari Serat Rayon
No Parameter UjiSetelah mesin dikembangkan Sebelum mesin
dikembangkan
Kain A Kain B Kain C Kain A
1 Kekuatan sobek trapesium,kgKoefisien variasi , %
1,54311,36
1,21014,25
1,19410,29
0,78042,78
2 Berat, g/m2
Koefisien variasi , %4,1164,55
2,4946,78
2,0686,91
5,2255,80
3 Tebal , mmKoefisien variasi , %
4,2692,91
2,9401,89
2,4132,55
5,3039,36
4 Daya tenbus udara,cc3/cm2/det 32,64 68,21 73,455 -
5 Kekuatan jebol, kg/cm2
Koefisien variasi , %10,7214,66
6,612,0
6,2512,30
7,2054,23
6 Daya serap (cara keranjang),%Waktu tenggelam , detik
957,173,0
1057,304,0
989,213,0
--
Keterangan :A : Proses pembuatan kain non woven rayon tebal 4 mmB : Proses pembuatan kain non woven rayon tebal 2 mm dengan lapisan dasarC : Proses pembuatan kain non woven rayon tebal 2 mm tanpa lapisan dasar
LAMPIRAN 2
Produk kain non woven serat rayon yang dihasilkan dari prototip mesin needle punch yang telahdikembangkan seperti disajikan pada Gambar 1 dengan tipe jarum no 36. Uji coba dilakukan pula pada bahan bakuserat rami, serat nenas dan serat kelapa dengan menggunakan tipe jarum nomor 34.
Serat Rayon Serat Rami
Serat Nanas Serat Kelapa
Contoh Hasil Produk Kain Non Woven dari Beberapa Jenis Serat


















