
Royal Elastomers Compounding...
48
0 Compounding Guide ® ® ® ® Liquid Natural Rubber Liquid Synthetic Rubber Liquid Low Molecular Weight Butyl Rubber Royal Elastomers 600 Cortlandt Street, Belleville, NJ 07109 Tel: (888) 442-7362 Fax: (973) 751-8407 www.royalelastomers.com Cross-Linked Butyl Rubber
Transcript of Royal Elastomers Compounding...

0
Compounding Guide
®
®
®
®
Liquid Natural Rubber
Liquid Synthetic Rubber
Liquid Low Molecular Weight Butyl Rubber
Royal Elastomers 600 Cortlandt Street, Belleville, NJ 07109 Tel: (888) 442-7362 Fax: (973) 751-8407 www.royalelastomers.com
Cross-Linked Butyl Rubber

GENERAL INFORMATION
INTRODUCTION
Royal Elastomers, LLC produces specialty rubber intermediates for adhesives, sealants, and rubber compounds. The family of specialty intermediates provides both specialty properties and improved processing in a wide range of applications. DPR® Liquid Natural Rubber. Performance additive for rubber compounding. Reactive plasticizer processing aid for rubber compounding. Reactive wetting agent for highly filled rubber compounds. Binder for grinding wheels, brake pads and other highly-filled, wear-resistant products. Rheology modifier for lubricants, oils, and asphalt systems. ISOLENE® Liquid Synthetic Rubber. Reactive plasticizer for S-I-S block copolymers and pressure sensitive adhesives (PSA). Reactive vehicle for rubber additives and curatives. Performance additive and processing aid for rubber compounding. KALENE® Liquid Butyl Rubber. Base polymer and performance additive for the manufacture of moisture resistant coatings, marine and construction sealants, electrical encapsulants, and pressure sensitive adhesives. KALAR® Partially Cross-Linked Butyl Rubber. Convenient pellets of cross-linked butyl rubber. Base polymer and performance additive for sealants, coatings, caulks, adhesives, butyl tapes, automotive windshield tapes and automobile sound dampening systems.
APPLICATIONS DPR Liquid Natural Rubber The DPR products are low molecular weight, liquid polymers of natural rubber. DPR liquid rubber offers processing flexibility and performance options for a wide range of applications. They contain no solvents or additives; and they are compatible with a broad range of solvents, plasticizers, resins and polymers. DPR liquid natural rubber is available in several grades that vary by molecular weight. The lower weight grades have lower viscosity. Liquid natural rubber improves rubber and polymer compounding. It acts as a plasticizer to reduce cycle time and energy consumption. Since it cures by the same mechanism as natural rubber, it becomes part of the polymer matrix and remains non-fugitive. Typical Applications
DPR liquid rubber provides all the performance properties of natural rubber in a convenient liquid. Liquid rubber performs many functions in a wide range of applications:
Binder for aggregates, grinding wheels, and friction products.
Rubber processing aid.
Rubber performance improvement.
Reactive vehicle for rubber additives.
Rheology modifier for lubricants.
Polymer base for molding and tooling systems.
Polymer base for electrical encapsulants.
Asphalt modifier. DPR liquid rubber has excellent wetting characteristics. It binds synthetic fibers and other reinforcements into polymer matrices. DPR can bind more than ten times its weight in fillers and abrasives for grinding wheels and other friction products. DPR reduces the viscosity of uncured rubber systems at levels of 5-to-20 parts of polymer. This reduces power requirements, improves blend consistency, and reduces the risk of scorching. It is also used with such polymers as polychloroprene, EPDM, polybutadiene, SBR and acrylonitrile-isoprene. DPR liquid rubber improves the stability of heavy-duty lubricants by increasing the resistance to flow on vertical surfaces and by holding dry additives in a more stable suspension. It also improves asphalt formulations by reducing flow at high temperatures and improving properties at cold temperatures. ISOLENE Liquid Synthetic Rubber The ISOLENE products are low molecular weight, liquid polymers of synthetic rubber. They are translucent, honey-colored liquids in bulk volume and clear in thin films. The color and clarity are ideal for pressure sensitive adhesives (PSA), UV curable polymer systems, and S-I-S and S-B-S block copolymer compounding. The ISOLENE products improve adhesive and polymer compounding. They act as plasticizers to reduce cycle time and energy consumption. They cure into the polymer matrix and remain non-fugitive in the final product. ISOLENE polymers are available in two commercial grades—The regular ISOLENE polymer and the ISOLENE S-Grades. The S-Grades contain an antioxidant to improve the long-term color stability. Both grades come in two standard viscosities. Typical Applications The light colored ISOLENE products are ideal for compounding PSA. The low molecular weight liquid polymers
1

are reactive plasticizers that improve several adhesive attributes:
Impart green tack. Maintain adhesion at low temperatures. Improve coating and flow characteristics. Improve adhesion to flexible substrates. Avoid bleed-through associated with other plasticizers.
The ISOLENE products improve the solubility of polymers in the adhesive. They reduce the required energy and time to compound S-I-S pressure sensitive adhesives. ISOLENE products can soften hot melt adhesives and lower their melt temperature. ISOLENE polymers form the base polymer in such UV-cured systems as PSA, flexible printing plates, and other radiation cured systems. KALENE Liquid Butyl Rubber The KALENE products are low-molecular-weight liquid polymers of butyl rubber and no solvents. They provide gas impermeability, chemical resistance, moisture resistance, and good electrical properties. Typical Applications The KALENE products impart the performance benefits of butyl rubber and provide the processing convenience of a liquid. They make convenient bases for sealants, coatings, and adhesives. These coatings have higher solids than those based on butyl rubber because the KALENE products are liquids. KALENE’s butyl properties impart chemical resistance to a wide variety of sealants and adhesives. Underwater marine and roof coatings take advantage of the resistance to salt and fresh water. Such applications as tank linings and coatings utilize the chemical and moisture resistant properties. The KALENE products provide tack to pressure sensitive adhesives and they improve the adhesion of butyl-based adhesives and sealants. They also act as reactive plasticizers for conventional butyl to improve compounding efficiency. Since they cure by the same mechanism as butyl rubber, they become part of the polymer matrix. They are non-fugitive. KALAR Cross-Linked Butyl Pellets The KALAR products are partially cross-linked butyl rubber compounds. They are pellitized for easy handling. They feature the performance benefits of butyl rubber, the processing ease of pellets, and the ability to maintain their properties with a high level of fillers and plasticizers. They also impart excellent resistance to creep and flow. The KALAR products provide act as the base polymer or as a performance additive for adhesives and sealants that require the properties of butyl rubber. These benefits include
excellent chemical resistance, moisture & gas impermeability, good electrical properties and resistance to aging. The KALAR products offer several processing benefits to formulators of butyl systems:
Eliminates butyl rubber premastication.
Requires no vulcanization.
Dissolves easily in a wide range of solvents.
Extends with high levels of fillers and plasiticizers.
Blends readily with other compounding ingredients. Typical Applications The principal applications for KALAR cross-linked butyl are as sealants for commercial and industrial markets:
Industrial sealant tape.
Architectural glazing tape.
Automotive windshield tape.
Automotive sealant and sound deadening compound.
Tire sealant.
High-strength thermoplastic sealant.
Weather-proofing sealant tape. KALAR products impart the benefits of butyl rubber to many other applications. These applications incorporate KALAR products in concentrations that range from a few percent to the major part of the formulation:
Hot-melt glazing compounds.
Solvent release coatings.
Caulks.
Construction adhesives.
Tank linings and roof coatings.
The processing advantages make the KALAR products a convenient tool for compounders. They use KALAR products in small concentrations in conventional systems:
Processing aid for butyl rubber.
Enhance green strength in butyl and EPDM compounds. PACKAGING, HANDLING AND PROCESSING DPR and ISOLENE Both of these products are packaged in open-head drums. All grades may be charged directly from container to the appropriate mixing vessel DPR and ISOLENE likewise may be stored at elevated temperatures, which do not exceed 60°C. This pre-heating may be done for several days prior to use. Drums should always be vented during any exposure to elevated temperatures to avoid pressurizing that container.
2

Compounding DPR and ISOLENE can usually be accomplished in comparatively lightweight mixers such as open churns. Efficient blending is usually possible with slow mixing. When a master batch technique is utilized, the initial addition of plasticizer is minimized. Dough mixers of the Hobart type are often used. If only a small amount of dry ingredients is to be incorporated, it should be mixed with part of the rubber to form a master batch. After an adequate dispersion is reached, the master batch can be let down gradually with the addition of the remaining liquids. When the dispersion must be optimized, a final processing step would be milling on a three-roll paint mill. More intense mixing, which would be required by extremely high consistency pastes, is possible using internal kneader-type equipment, manufactured by Bramley or Baker-Perkins. KALENE KALENE is packaged in fiber kegs that are treated with a non-transferable release coating. The KALENE can be removed from the keg by first removing the lid and then inverting the keg on a sheet of release paper or other suitable release-coated surface. Holes should be punched in the bottom of the keg to break the partial vacuum, which may exist. If innocuous fillers are part of the compound, the exposed surfaces of the KALENE "slug" can be immediately dusted to prevent further sticking. If the KALENE is going to be cut in solvent, it can be incrementally charged to a sigma blade type mixer. KALENE can be compounded in two ways. The polymer may be blended directly with the other compounding ingredients in a sigma blade type mixer. An alternate procedure would pre-cut the KALENE with solvent, such as a mineral spirits. This allows ingredient additions to be made in conventional equipment used by the sealant and paint industries. Generally, Sigma blade-type mixers are employed for the first compounding method. With the latter method, an adequate dispersion of solids is accomplished on a three-roll paint mill or ball mill as a final processing step. KALAR The pelletized KALAR is supplied in boxes. Coatings may be produced by adding the KALAR pellets directly to solvent, using a high-speed homogenizer-disperser. Other ingredients predispersed in part of the solvent/polymer blend are added as a final step. Caulks and sealants may be made in Sigma blade mixers by first charging the KALAR to the pre heated mixer. The pelletized KALAR should be permitted to mass before any
other ingredients are added. This important first step takes approximately 10-15 minuets depending on the temperature and efficiency of the mixer. Then the addition of alternating increments of filler and solvent would follow. Any plasticizer should be added last. Hot melts can be mixed in high-powered Sigma blade mixers capable of being heated. The usual order of addition is polymer followed by the gradual addition of alternating increments of filler and plasticizers. Very stiff compounds may be mixed in a Banbury or on a two-roll rubber mill.
NOTE: The statements made herein are based on our research and the research of others, and are believed to be accurate. No guarantee of their accuracy is made; however, and the products discussed are sold without warranty, expressed or implied, including warranty of merchantability and fitness for use of this material, and upon condition that purchasers shall take their own tests to determine the suitability of such products for their particular purpose. The user assumes all risk of use or handling, whether or not in accordance with any statements of the supplier. Supplier’s liability, if any, for any action arising out of the material being supplied shall be limited to replacement of material. Statements concerning the possible use of these products are not intended as recommendations to use these products in infringement of any patent.
3
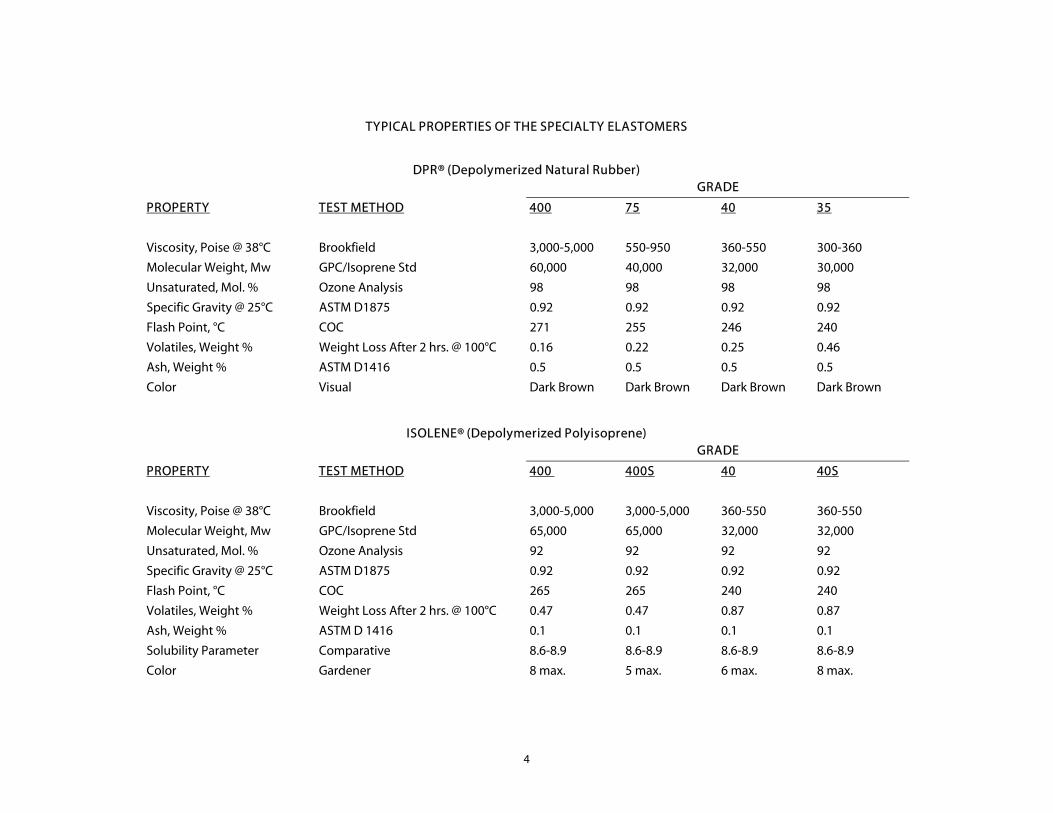
TYPICAL PROPERTIES OF THE SPECIALTY ELASTOMERS
DPR® (Depolymerized Natural Rubber) GRADE
PROPERTY TEST METHOD 400 75 40 35
Viscosity, Poise @ 38°C Brookfield 3,000-5,000 550-950 360-550 300-360
Molecular Weight, Mw GPC/Isoprene Std 60,000 40,000 32,000 30,000
Unsaturated, Mol. % Ozone Analysis 98 98 98 98
Specific Gravity @ 25°C ASTM D1875 0.92 0.92 0.92 0.92
Flash Point, °C COC 271 255 246 240
Volatiles, Weight % Weight Loss After 2 hrs. @ 100°C 0.16 0.22 0.25 0.46
Ash, Weight % ASTM D1416 0.5 0.5 0.5 0.5
Color Visual Dark Brown Dark Brown Dark Brown Dark Brown
ISOLENE® (Depolymerized Polyisoprene) GRADE
PROPERTY TEST METHOD 400 400S 40 40S
Viscosity, Poise @ 38°C Brookfield 3,000-5,000 3,000-5,000 360-550 360-550
Molecular Weight, Mw GPC/Isoprene Std 65,000 65,000 32,000 32,000
Unsaturated, Mol. % Ozone Analysis 92 92 92 92
Specific Gravity @ 25°C ASTM D1875 0.92 0.92 0.92 0.92
Flash Point, °C COC 265 265 240 240
Volatiles, Weight % Weight Loss After 2 hrs. @ 100°C 0.47 0.47 0.87 0.87
Ash, Weight % ASTM D 1416 0.1 0.1 0.1 0.1
Solubility Parameter Comparative 8.6-8.9 8.6-8.9 8.6-8.9 8.6-8.9
Color Gardener 8 max. 5 max. 6 max. 8 max.
4
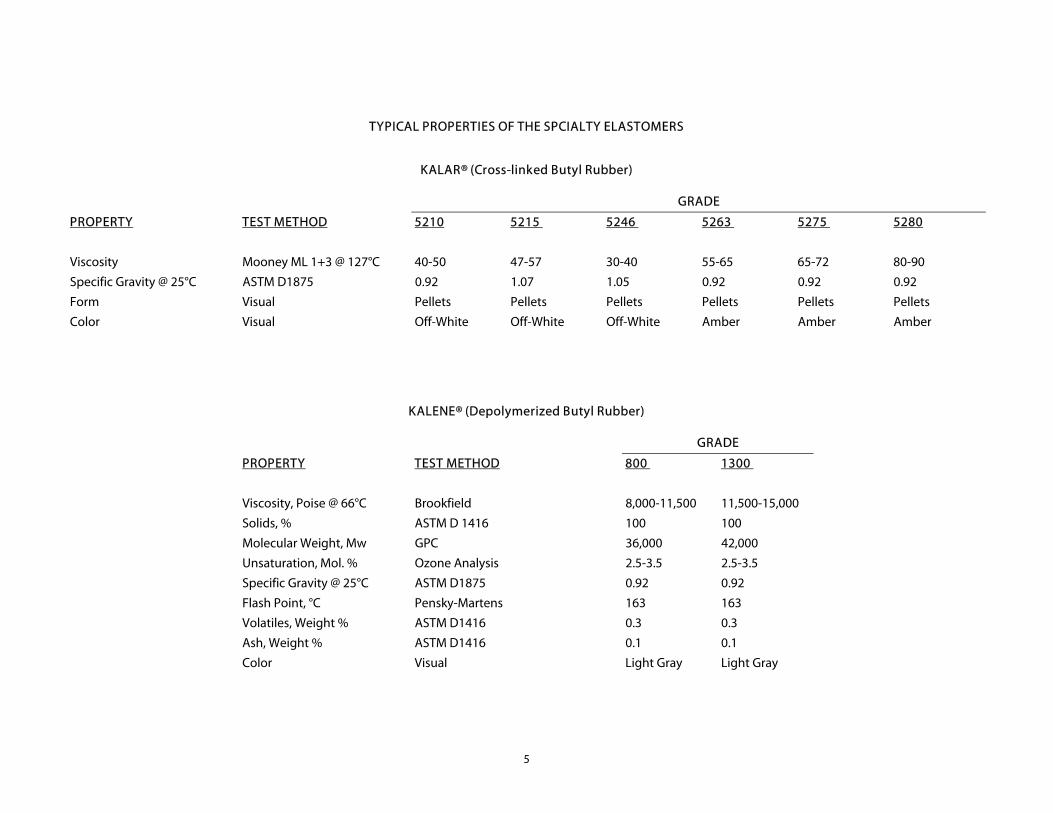
TYPICAL PROPERTIES OF THE SPCIALTY ELASTOMERS
KALAR® (Cross-linked Butyl Rubber)
GRADE
PROPERTY TEST METHOD 5210 5215 5246 5263 5275 5280
Viscosity Mooney ML 1+3 @ 127°C 40-50 47-57 30-40 55-65 65-72 80-90
Specific Gravity @ 25°C ASTM D1875 0.92 1.07 1.05 0.92 0.92 0.92
Form Visual Pellets Pellets Pellets Pellets Pellets Pellets
Color Visual Off-White Off-White Off-White Amber Amber Amber
KALENE® (Depolymerized Butyl Rubber)
GRADE
PROPERTY TEST METHOD 800 1300
Viscosity, Poise @ 66°C Brookfield 8,000-11,500 11,500-15,000
Solids, % ASTM D 1416 100 100
Molecular Weight, Mw GPC 36,000 42,000
Unsaturation, Mol. % Ozone Analysis 2.5-3.5 2.5-3.5
Specific Gravity @ 25°C ASTM D1875 0.92 0.92
Flash Point, °C Pensky-Martens 163 163
Volatiles, Weight % ASTM D1416 0.3 0.3
Ash, Weight % ASTM D1416 0.1 0.1
Color Visual Light Gray Light Gray
5

CONTENTS FORMULATIONS 6
ADHESIVES – PSA FORMULAS 6 DPR 400 GENERAL PURPOSE 6 PRESSURE SENSITIVE ADHESIVE 6 KRATON/ISOLENE 6 PRESSURE SENSITIVE ADHESIVE I 6 KRATON/ISOLENE 6 PRESSURE SENSITIVE ADHESIVE II 6 ISOLENE PERMANENT LABEL ADHESIVE 7 ISOLENE BASED REMOVABLE LABEL ADHESIVE 7 UV CURED ISOLENE PSA 7 EB ACTIVATED CURED ISOLENE PSA 8 KALENE PRESSURE SENSITIVE ADHESIVE 8
RUBBER COMPOUNDING 9 FILLED EBONITE CURED COMPOUND 9 CASTABLE HARD RUBBER COMPOUND 9 GENERAL PURPOSE LOW-DUROMETER BINDER 9 LOW TEMPERATURE EXTRUDABLE RETREAD MASTIC 9
BUTYL SEALANTS 12 KALAR AUTOMOTIVE TAPE SEALANT 12 KALAR CAULK CONFORMING TO 12 FEDERAL SPEC. TT-S-001657 12 KALAR PUNCTURE-RESISTANT TIRE SEALANT 12 KALENE ARCHITECTURAL SEALANT 13 KALENE INSULATED GLASS SEALANT 13
BUTYL TAPES 14 KALAR ARCHITECTURAL TAPE 14 KALAR TAPE FOR INSULATED WINDOWS 14
OTHER SEALANTS 15 TWO PART, SULFUR CURED SEALANT 15 ONE COMPONENT CABLE SEALANT 15 ONE PART SEMI-CONDUCTIVE SEALANT 15 DPR/PVC EXPANDABLE SEALANT 16 FILLED HOT MELT SEALANT WITH DPR 16 DPR 40 PEROXIDE CURED SEALANT 17 TWO COMPONENT FLAME RETARDANT SEALANT 17 ISOLENE MODIFIED HOT MELT SEALANT 17
COATINGS 19 TWO PART NON-SAG BRUSHABLE COATING 19 SPRAYABLE TWO COMPONENT BLACK COATING 19 FLAME RETARDANT KALENE COATING 19 TWO PART CONFORMAL COATING 20
MOLDING COMPOUNDS 20 POURABLE DPR MOLDING COMPOUND 20 GENERAL PURPOSE DPR MOLDING COMPOUND 21 KALENE MOLDING COMPOUND 21
POTTING AND ELECTRICAL COMPOUNDS 23 DPR POTTING COMPOUND FOR 23 MODERATE TEMPERATURE APPLICATIONS 23 DPR GENERAL PURPOSE POTTING COMPOUND 23 ELEVATED TEMPERATURE CURED POTTING COMPOUND 24 TWO PART KALENE POTTING COMPOUND 24 TRANSFER MOLDABLE 24 KALENE ENCAPSULATION COMPOUND 24
MISC. APPLICATIONS 26 BASIC GRINDING WHEEL FORMULATION 26 FILLED FABRIC PROOFING COMPOUND 26 SPECIALTY ELASTOMER ASPHALT BLENDS 27 EMULSIONS 28
6
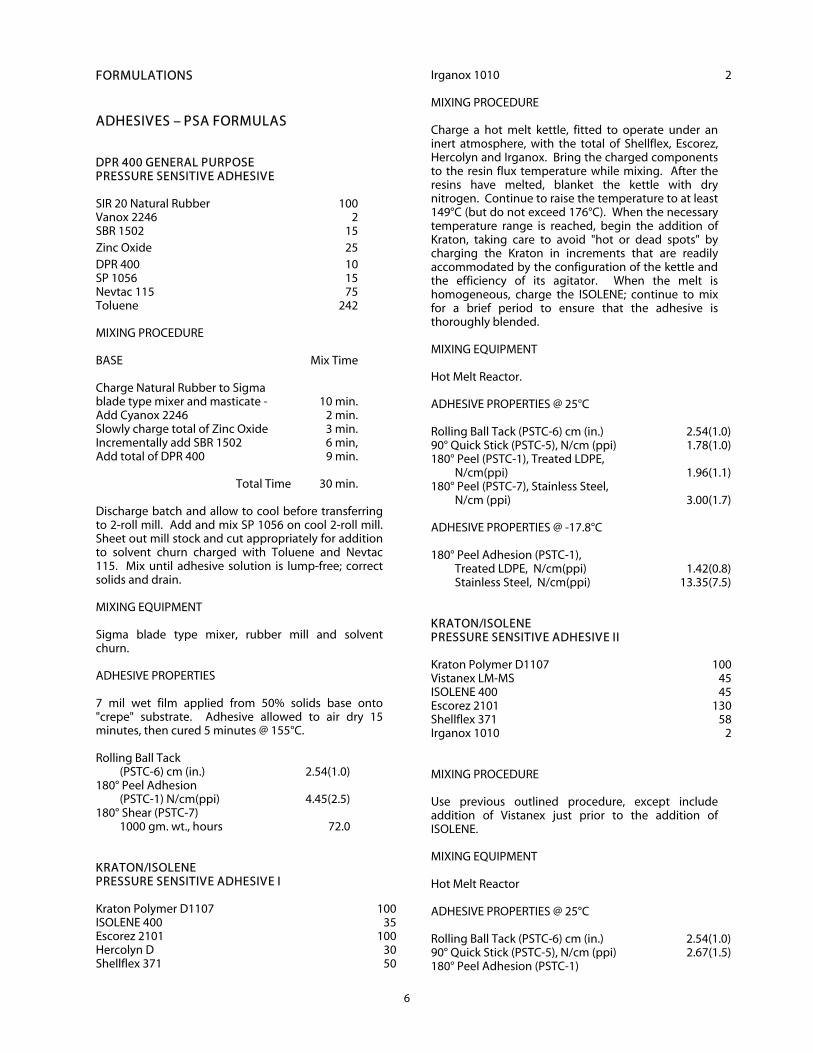
FORMULATIONS ADHESIVES – PSA FORMULAS DPR 400 GENERAL PURPOSE PRESSURE SENSITIVE ADHESIVE SIR 20 Natural Rubber 100Vanox 2246 2SBR 1502 15Zinc Oxide 25DPR 400 10SP 1056 15Nevtac 115 75Toluene 242 MIXING PROCEDURE BASE Mix Time Charge Natural Rubber to Sigma blade type mixer and masticate - 10 min.Add Cyanox 2246 2 min.Slowly charge total of Zinc Oxide 3 min.Incrementally add SBR 1502 6 min,Add total of DPR 400 9 min.
Total Time 30 min. Discharge batch and allow to cool before transferring to 2-roll mill. Add and mix SP 1056 on cool 2-roll mill. Sheet out mill stock and cut appropriately for addition to solvent churn charged with Toluene and Nevtac 115. Mix until adhesive solution is lump-free; correct solids and drain. MIXING EQUIPMENT Sigma blade type mixer, rubber mill and solvent churn. ADHESIVE PROPERTIES 7 mil wet film applied from 50% solids base onto "crepe" substrate. Adhesive allowed to air dry 15 minutes, then cured 5 minutes @ 155°C. Rolling Ball Tack
(PSTC-6) cm (in.) 2.54(1.0)180° Peel Adhesion
(PSTC-1) N/cm(ppi) 4.45(2.5)180° Shear (PSTC-7)
1000 gm. wt., hours 72.0 KRATON/ISOLENE PRESSURE SENSITIVE ADHESIVE I Kraton Polymer D1107 100ISOLENE 400 35Escorez 2101 100Hercolyn D 30Shellflex 371 50
Irganox 1010 2 MIXING PROCEDURE Charge a hot melt kettle, fitted to operate under an inert atmosphere, with the total of Shellflex, Escorez, Hercolyn and Irganox. Bring the charged components to the resin flux temperature while mixing. After the resins have melted, blanket the kettle with dry nitrogen. Continue to raise the temperature to at least 149°C (but do not exceed 176°C). When the necessary temperature range is reached, begin the addition of Kraton, taking care to avoid "hot or dead spots" by charging the Kraton in increments that are readily accommodated by the configuration of the kettle and the efficiency of its agitator. When the melt is homogeneous, charge the ISOLENE; continue to mix for a brief period to ensure that the adhesive is thoroughly blended. MIXING EQUIPMENT Hot Melt Reactor. ADHESIVE PROPERTIES @ 25°C Rolling Ball Tack (PSTC-6) cm (in.) 2.54(1.0)90° Quick Stick (PSTC-5), N/cm (ppi) 1.78(1.0)180° Peel (PSTC-1), Treated LDPE,
N/cm(ppi) 1.96(1.1)180° Peel (PSTC-7), Stainless Steel,
N/cm (ppi) 3.00(1.7) ADHESIVE PROPERTIES @ -17.8°C 180° Peel Adhesion (PSTC-1),
Treated LDPE, N/cm(ppi) Stainless Steel, N/cm(ppi)
1.42(0.8)13.35(7.5)
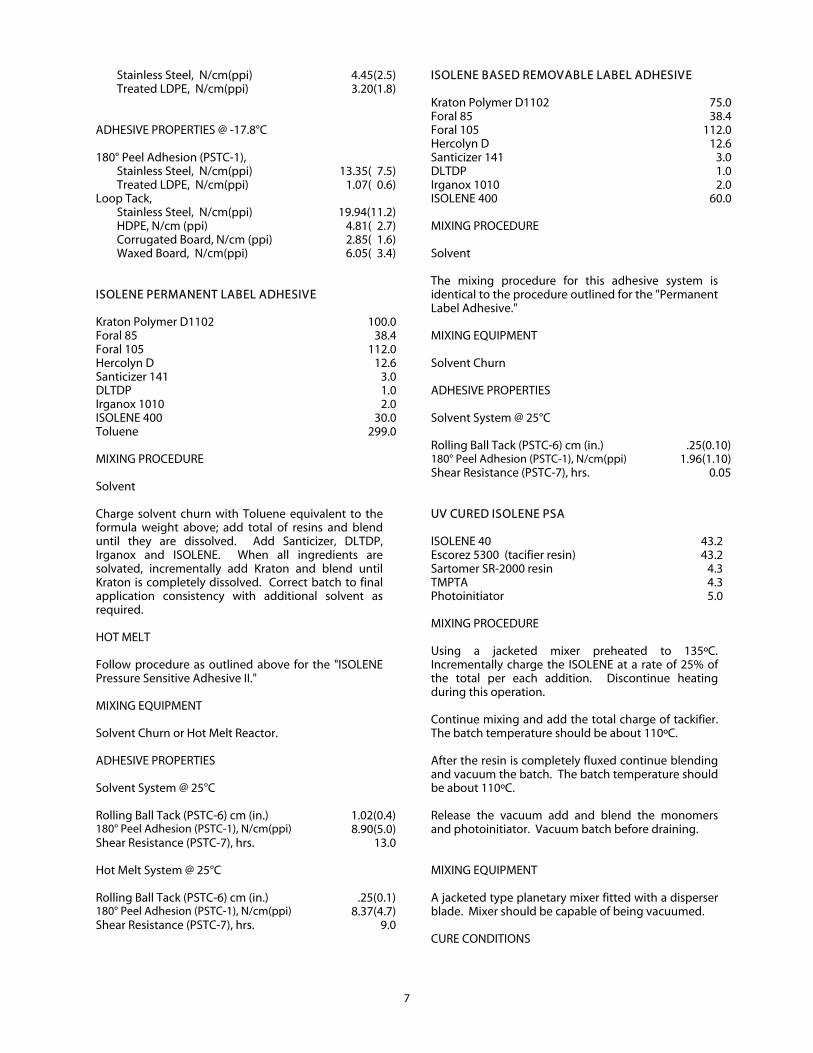
KRATON/ISOLENE PRESSURE SENSITIVE ADHESIVE II Kraton Polymer D1107 100Vistanex LM-MS 45ISOLENE 400 45Escorez 2101 130Shellflex 371 58Irganox 1010 2 MIXING PROCEDURE Use previous outlined procedure, except include addition of Vistanex just prior to the addition of ISOLENE. MIXING EQUIPMENT Hot Melt Reactor ADHESIVE PROPERTIES @ 25°C Rolling Ball Tack (PSTC-6) cm (in.) 2.54(1.0)90° Quick Stick (PSTC-5), N/cm (ppi) 2.67(1.5)180° Peel Adhesion (PSTC-1)
7
Stainless Steel, N/cm(ppi) Treated LDPE, N/cm(ppi)
4.45(2.5)3.20(1.8)
ADHESIVE PROPERTIES @ -17.8°C 180° Peel Adhesion (PSTC-1),
Stainless Steel, N/cm(ppi) Treated LDPE, N/cm(ppi)
13.35( 7.5)1.07( 0.6)
Loop Tack, Stainless Steel, N/cm(ppi) HDPE, N/cm (ppi) Corrugated Board, N/cm (ppi) Waxed Board, N/cm(ppi)
19.94(11.2)4.81( 2.7)2.85( 1.6)6.05( 3.4)
ISOLENE PERMANENT LABEL ADHESIVE Kraton Polymer D1102 100.0Foral 85 38.4Foral 105 112.0Hercolyn D 12.6Santicizer 141 3.0DLTDP 1.0Irganox 1010 2.0ISOLENE 400 30.0Toluene 299.0 MIXING PROCEDURE Solvent Charge solvent churn with Toluene equivalent to the formula weight above; add total of resins and blend until they are dissolved. Add Santicizer, DLTDP, Irganox and ISOLENE. When all ingredients are solvated, incrementally add Kraton and blend until Kraton is completely dissolved. Correct batch to final application consistency with additional solvent as required. HOT MELT Follow procedure as outlined above for the "ISOLENE Pressure Sensitive Adhesive II." MIXING EQUIPMENT Solvent Churn or Hot Melt Reactor. ADHESIVE PROPERTIES Solvent System @ 25°C Rolling Ball Tack (PSTC-6) cm (in.) 1.02(0.4)180° Peel Adhesion (PSTC-1), N/cm(ppi) 8.90(5.0)Shear Resistance (PSTC-7), hrs. 13.0 Hot Melt System @ 25°C Rolling Ball Tack (PSTC-6) cm (in.) .25(0.1)180° Peel Adhesion (PSTC-1), N/cm(ppi) 8.37(4.7)Shear Resistance (PSTC-7), hrs. 9.0
ISOLENE BASED REMOVABLE LABEL ADHESIVE Kraton Polymer D1102 75.0Foral 85 38.4Foral 105 112.0Hercolyn D 12.6Santicizer 141 3.0DLTDP 1.0Irganox 1010 2.0ISOLENE 400 60.0 MIXING PROCEDURE Solvent The mixing procedure for this adhesive system is identical to the procedure outlined for the "Permanent Label Adhesive." MIXING EQUIPMENT Solvent Churn ADHESIVE PROPERTIES
Solvent System @ 25°C
Rolling Ball Tack (PSTC-6) cm (in.) .25(0.10)180° Peel Adhesion (PSTC-1), N/cm(ppi) 1.96(1.10)Shear Resistance (PSTC-7), hrs. 0.05 UV CURED ISOLENE PSA ISOLENE 40 43.2 Escorez 5300 (tacifier resin) 43.2 Sartomer SR-2000 resin 4.3 TMPTA 4.3 Photoinitiator 5.0 MIXING PROCEDURE Using a jacketed mixer preheated to 135ºC. Incrementally charge the ISOLENE at a rate of 25% of the total per each addition. Discontinue heating during this operation. Continue mixing and add the total charge of tackifier. The batch temperature should be about 110ºC. After the resin is completely fluxed continue blending and vacuum the batch. The batch temperature should be about 110ºC. Release the vacuum add and blend the monomers and photoinitiator. Vacuum batch before draining. MIXING EQUIPMENT A jacketed type planetary mixer fitted with a disperser blade. Mixer should be capable of being vacuumed. CURE CONDITIONS

8
Line Speed 15m/min and 120W/cm bulb; type “D” (peak out put range 350-400 nm) UNCURED VISCOSITY, cps.:
@60ºC 28,000 @120ºC 2,650 ADHESIVE PROPERTIES
Rolling Ball Tack (PSTC–6) cm.(in)
5.60 (2.2)
180° Peel Adh. (PSTC–1) N/cm(ppi)
3.00(1.69)
180° Shear (PSTC-7) 500 gm. Wt. , hrs.
>24
EB ACTIVATED CURED ISOLENE PSA ISOLENE 40 43.2 Escorez 5300 resin 43.2 Sartomer SR-395 resin 4.3 TMPTA 4.3 MIXING PROCEDURE Using a jacketed mixer preheated to 135ºC. Incrementally charge the ISOLENE at a rate of 25% of the total per each addition. Discontinue heating during this operation. Continue mixing and add the total charge of tackifier. The batch temperature should be about 110ºC. After the resin is completely fluxed continue blending and vacuum the batch. The batch temperature should be about 110ºC. Release the vacuum. Add and blend the monomers. Vacuum batch before draining. MIXING EQUIPMENT A jacketed type planetary mixer fitted with a disperser blade. Mixer should be capable of being vacuumed. CURE CONDITIONS EB dose (Mrads) 5 Atmosphere N2 ADHESIVE PROPERTIES
Rolling Ball Tack (PSTC–6) cm.(in)
4.9 (1.9)
180° Shear (PSTC-7) 500 gm. Wt. , hrs.
>24
KALENE PRESSURE SENSITIVE ADHESIVE KALENE 800 67Butyl 365 33Zinc Oxide 25Talc Nytal 300 100SP 553 15SP 1055 15
MIXING PROCEDURE Charge Kneader type mixer with Butyl 365, Zinc Oxide, SP 553 and SP 1055; mix 15 minutes. Incrementally add Talc and KALENE; continue mixing until batch is thoroughly blended. Adhesive stock may be cut with solvent immediately after blending is complete or later in a separate operation using a Solvent Churn. MIXING EQUIPMENT Kneader type mixer and Solvent Churn. ADHESIVE PROPERTIES film cast from 50% solids base in toluene/hexane, 10 mil film cured 55 minutes @ 150°C: 180° Peel Adhesion (PSTC-1), glass cloth backing, uncured, N/cm (ppi) cured, N/cm (ppi)
11.75 (6.6)44.50 (25.0)
90° Quick Stick (PSTC-5), N/cm (ppi) .89 (0.5)
9
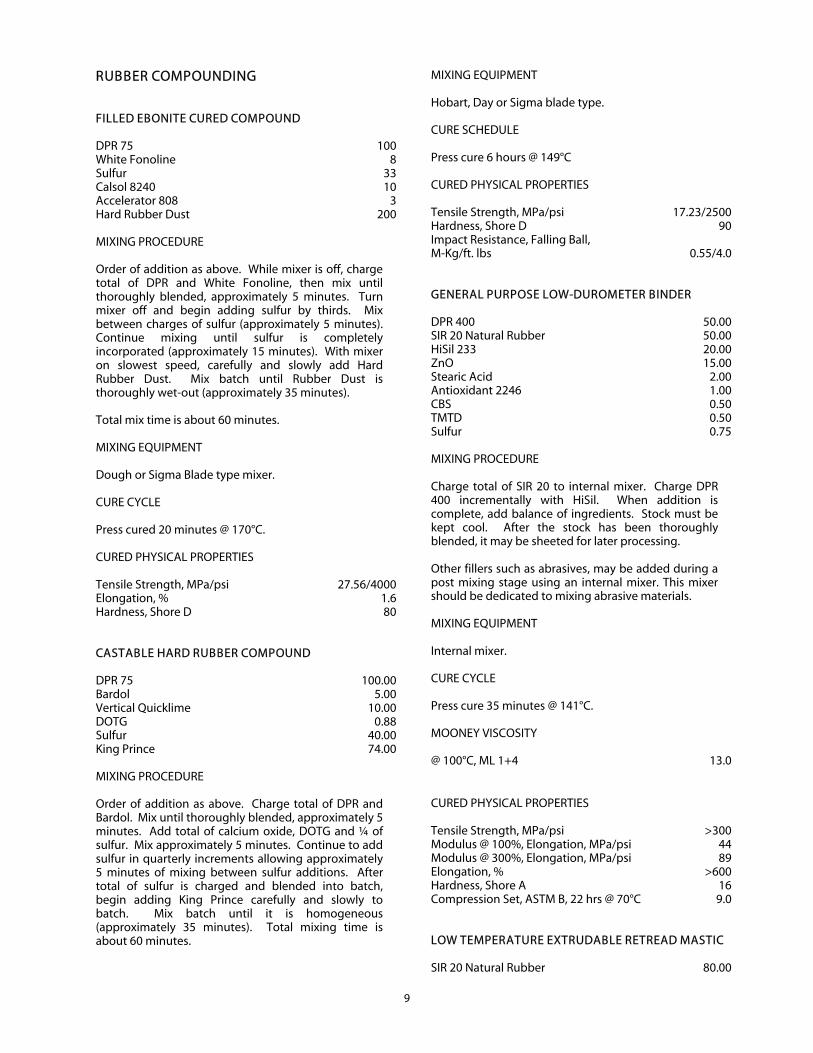
RUBBER COMPOUNDING FILLED EBONITE CURED COMPOUND DPR 75 100White Fonoline 8Sulfur 33Calsol 8240 10Accelerator 808 3Hard Rubber Dust 200 MIXING PROCEDURE Order of addition as above. While mixer is off, charge total of DPR and White Fonoline, then mix until thoroughly blended, approximately 5 minutes. Turn mixer off and begin adding sulfur by thirds. Mix between charges of sulfur (approximately 5 minutes). Continue mixing until sulfur is completely incorporated (approximately 15 minutes). With mixer on slowest speed, carefully and slowly add Hard Rubber Dust. Mix batch until Rubber Dust is thoroughly wet-out (approximately 35 minutes). Total mix time is about 60 minutes. MIXING EQUIPMENT Dough or Sigma Blade type mixer. CURE CYCLE Press cured 20 minutes @ 170°C. CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi 27.56/4000Elongation, % 1.6Hardness, Shore D 80 CASTABLE HARD RUBBER COMPOUND DPR 75 100.00Bardol 5.00Vertical Quicklime 10.00DOTG 0.88Sulfur 40.00King Prince 74.00 MIXING PROCEDURE Order of addition as above. Charge total of DPR and Bardol. Mix until thoroughly blended, approximately 5 minutes. Add total of calcium oxide, DOTG and ¼ of sulfur. Mix approximately 5 minutes. Continue to add sulfur in quarterly increments allowing approximately 5 minutes of mixing between sulfur additions. After total of sulfur is charged and blended into batch, begin adding King Prince carefully and slowly to batch. Mix batch until it is homogeneous (approximately 35 minutes). Total mixing time is about 60 minutes.
MIXING EQUIPMENT Hobart, Day or Sigma blade type. CURE SCHEDULE Press cure 6 hours @ 149°C CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi 17.23/2500Hardness, Shore D 90Impact Resistance, Falling Ball, M-Kg/ft. lbs 0.55/4.0 GENERAL PURPOSE LOW-DUROMETER BINDER DPR 400 50.00SIR 20 Natural Rubber 50.00HiSil 233 20.00ZnO 15.00Stearic Acid 2.00Antioxidant 2246 1.00CBS 0.50TMTD 0.50Sulfur 0.75 MIXING PROCEDURE Charge total of SIR 20 to internal mixer. Charge DPR 400 incrementally with HiSil. When addition is complete, add balance of ingredients. Stock must be kept cool. After the stock has been thoroughly blended, it may be sheeted for later processing. Other fillers such as abrasives, may be added during a post mixing stage using an internal mixer. This mixer should be dedicated to mixing abrasive materials. MIXING EQUIPMENT Internal mixer. CURE CYCLE Press cure 35 minutes @ 141°C. MOONEY VISCOSITY
@ 100°C, ML 1+4 13.0 CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi >300Modulus @ 100%, Elongation, MPa/psi 44Modulus @ 300%, Elongation, MPa/psi 89Elongation, % >600Hardness, Shore A 16Compression Set, ASTM B, 22 hrs @ 70°C 9.0 LOW TEMPERATURE EXTRUDABLE RETREAD MASTIC SIR 20 Natural Rubber 80.00

10
DPR 40 20.00HiSil 233 40.00MT Black 3.00Zinc Oxide 5.00Stearic Acid 1.00Agerite Stalite ST 0.50Vanox ZMTI 0.50Sulfur 2.75Altax 0.50Methyl Tuads 0.50Calsol 8240 2.00 MIXING PROCEDURE Combine Sulfur, Altax and Methyl Tuads with Calsol 8240 to form paste and predisperse on paint mill. Charge jacketed internal mixer with total of SIR 20 and allow to mass before charging MT Black, ZnO, Stearic Acid, Agerite Stalite ST and Vanox ZMTI. Mix approximately 10 minutes. Add HiSil in 4 equal increments allowing each increment to be accepted before charging the next. Complete charge time for filler is about 40 minutes. Let batch cool or bring temperature below 60°C before adding predispersed rubber chemicals. Mix batch for about 10 minutes. Total mix time is approximately 60 minutes. MIXING EQUIPMENT Day mixer, paint mill and jacketd internal mixer. CURE SCHEDULE 45 minutes @ 110°C. CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi >1,734Modulus @ 100% Elongation, MPa/psi 140Elongation, % >600Hardness, Shore A 38

11
THE SPECIALTY POLYMERS AS PROCESSING AIDS The advantages of blending the liquid polymers with their conventional counterparts are: Lower Mooney plasticities and better mold flow. Easier processing without sacrificing heat-aging properties. Non-volatility and resistance to extraction. Improved "green tack." KALAR may be used as a processing aid and "green strength" enhancer for extruding and calendaring operations by helping to control shrinkage, die swell and splicing. DPR PROCESSING AID CONTROL RECIPE 1RSS 100.0 Camelwite 50.0 ZnO 5.0 Cyanox 2246 1.0 Stearic Acid 0.5 Sulfur 3.0 Altax 1.0 Methyl Zimate 0.3 Stock was mixed on two-roll mill. Samples were press-cured for 5 minutes @ 150°C. EFFECT OF DPR 400 INCREMENTS ON CURED PHYSICAL PROPERTIES
Level of DPR Elong. % Shore A 0 580 58 5 595 55
12.5 600 54
Level of DPR Tensile MPa/psi
Modulus @ 200° Elong.
MPa/psi 0 17.91/2600 2.68/390 5 16.81/2440 2.41/350
12.5 17.02/2470 2.31/335 EFFECT OF DPR 400 INCREMENTS ON MOONEY PLASTICITY @ 100°C, AFTER 4 MINUTES DWELL TIME
Level of DPR Mooney Units
0 50 5 40
12.5 32 Comparable effects are noted with stocks based on SBR, EPDM, Nitrile and Neoprene. KALENE 800 PROCESSING AID CONTROL RECIPE Butyl 365 100.0
Raven 880 Ultra 50.0 Stearic Acid 1.0 Zinc Oxide 5.0 Sulfur 1.5 TDEDC 1.5 MBTS 1.0 Stock was mixed on two-roll mill. Samples were press-cured 20 minutes @ 160°C. EFFECT OF KALENE INCREMENTS ON CURED PHYSICAL PROPERTIES
Level of KALENE Tensile MPa/psi
Modulus @ 200° Elong.
MPa/psi 0 13.78/2000 7.23/1050
10 13.16/1910 6.75/980 20 13.74/1995 7.10/1030
Level of KALENE Elong. % Shore A
0 450 65 10 550 60 20 550 60
EFFECT OF KALENE INCREMENTS ON MOONEY PLASTICITY @ 100°C, AFTER 9 MINUTES DWELL TIME
Level of KALENE Mooney Units
0 40 10 30 20 28
EFFECT OF KALENE INCREMENTS ON BRABENDER PLASTICITY @ 149°C
Level of KALENE Min. MG Max. MG 0 900 1700
10 700 1510 20 600 1100
* * *

12
BUTYL SEALANTS KALAR AUTOMOTIVE TAPE SEALANT KALAR 5215 100N-347 Carbon 90Indopol H100 55Sunpar 2280 30 MIXING PROCEDURE Pre-heat Sigma blade mixer for approximately 3 minutes, thereafter use cold water. Charge KALAR, ½ black, 2/3 Indopol and total of Sunpar 2280. After 12 minutes of mixing, charge balance of Indopol and ½ of remaining black. When 20 minutes of mixing time has elapsed, begin adding remaining black slowly. Batch may be dumped in about 35 minutes from start of mix. An alternate procedure first utilizes a Banbury to make an intermediate mix by omitting the Indopol. This intermediate mix is later charged to a Sigma blade mixer for finishing with the addition of the Indopol. Batches by the former procedure require about 1/3 more Indopol to reach the same compression values of similar stocks by the latter method. MIXING EQUIPMENT Sigma blade type mixer. TYPICAL PROPERTIES
Compression, psi 112Yield Strength, psi 11Heat Flow (.001")
Tape Thickness, 1 hr. @ 25°C 24 hrs. @ 88°C 2 weeks @ 88°C
212215208
Net Flow Change, .001" -4 KALAR CAULK CONFORMING TO FEDERAL SPEC. TT-S-001657 KALAR 5215 100Indopol H-100 125Drikalite 500Asbestine Talc 3X 125TI-PURE 12Silverez 2T5100 20Marble Dust 125Mineral Spirits 175 MIXING PROCEDURE Charge Sigma blade mixer with total of Asbestine, TI-PURE Indopol H-100, StaTec 80 and ¼ Microwhite - blend 1 minute then add KALAR. Mix 10 minutes then slowly add remaining Microwhite. After 25 minutes of mixing, begin incremental additions of Mineral Spirits. Continue mixing an additional 35 minutes.
MIXING EQUIPMENT Sigma blade mixer. TYPICAL PROPERTIES rated in accordance with Federal Spec. TT-S-001657 Solids % 85 Slump Pass Extrudability (sec/ml) 3.7 Shrinkage, % 19 Adhesion Loss Pass Tack Free Time Pass Durability Pass KALAR PUNCTURE-RESISTANT TIRE SEALANT KALAR 5263 100 Pliolite S6B 5 Flexon 765 40 Vistanex LMMS 50 Calcium Stearate 2 N-347 Carbon 90 MIXING PROCEDURE Charge total of KALAR 5263 and blend 0.5 minutes. Add ½ of N-347 Carbon and total of all other dry ingredients. Blend 2 minutes, then sweep. Continue mixing. At 3 minutes, add remaining N-347 Carbon and mix. At 4 minutes, sweep and continue mixing. At 5 minutes, add ½ of LMMS and mix. At 6 minutes, add balance of LMMS and mix. At 7 minutes, sweep and continue mixing. At 7.5 minutes, dump. MIXING EQUIPMENT Banbury @ 82°C on second speed. TYPICAL PROPERTIES
Shear/fail temperature, of 1/8" x 1" x 1", sealant lapped Al/Al under 1 lb. load:
110°C
Canister Puncture with 20D nail, canister pressurized to 30 psi and lined with 1/8" thickness of sealant:
@ 113°C @ -29°C
Flex @ 88°C Cracking: Adhesion: Bleed:
Pass Pass 2 hrs. None Good None
Hardness, Shore A 50 Mooney Plasticity, ML 1+4 @ 100°C 37 ARA test track results performed on HR-78-15 Steel Belted. Tire interior pre-cleaned and primed. Primer @ 20% solids, e.g., 2% Cumar XL 209, 15% Toluol and 65% Rubber Solvent and 18% Cushion Gum Stock. Primer air dried 20 minutes at room temperature. Sealant applied in 2 ft. sections 1/8" thick overlapped

13
at seams art least ¼". After sealant is applied, surface is lightly dusted with talc. An inner tube is inserted, inflated to 20 psi and the assembly is conditioned 20 minutes @ 113°C to insure that the sealant is bonded properly. RESULTS
1. Tires preconditioned 30 minutes @ 70 MPH. 2. Punctured with 20D nail (2½" center grove). A. 45 minutes @ 30 MPH. B. 45 minutes @ 45 MPH. C. 30 minutes @ 70 MPH. D. Nail still in, repeated A, B, C.
3. Nail removed. A. 1 hour @ 50 MPH. B. 1000 miles @ 70 MPH.
4. Tires repunctured, repeated 1 and 2. Nail still in. 5. Second nail removed, 1 hour @ 50 MPH. 6. Tires preconditioned 1½ hours @ -29°C. 7. Repeated 1 and 2, nail still in. 8. Third nail removed 1 hour @ 50 MPH.
Air loss None Total Mileage 1671 KALENE ARCHITECTURAL SEALANT BASE KALENE 800 50 Calcene TM 30 Indopol H100 60 A-187 4 QDO 4 Toluene 5 CURATIVE KALENE 800 50 HiSil 243B 20 Stearic Acid 1 TI-PURE 10 Zinc Oxide 5 PbO2 (VFC) 15 Toluene 25 This two-part general purpose sealant has sufficient resistance to cycle deformation to pass the cyclic durability test of Federal Spec. TT-S-0027E. MIXING PROCEDURE Base and Curative are mixed independently in a Sigma blade type mixer. The batch must be kept as "tight" as possible during the initial stages of mixing. QDO should be added to the polymer first to ensure an adequate dispersion. Likewise, the lead peroxide must be added to the polymer first to obtain an adequate dispersion. MIXING EQUIPMENT Sigma blade type mixer.
MIX RATIO 100 parts Base to 75 parts Curative by weight. CURE SCHEDULE Work Life @ 25°C 2-4 days Cure Time @ 25°C 7 days CURED PHYSICAL PROPERTIES Press cured 1 hour @ 66°C + post cured 3 days @ 25°C: Tensile Strength, MPa/psi 1.24/180 Modulus @ 100% Elongation, MPa/psi .20/30 Elongation, % 600 Hardness, Shore A 15 KALENE INSULATED GLASS SEALANT BASE KALENE 800 75.0 QDO 4.0 Age-Rite White 1.5 OMYA BLH 75.0 A-187 4.0 Toluene (dry) 20.0 CURATIVE KALENE 800 25 PbO2 (VFC) 15 Cab-O-Sil M5 5 Toluene (dry) 20 This two-part sealant adheres to glass and aluminum in 24 hours. MIXING PROCEDURE The individual base and curative components are mixed separately following the basic technique as outlined for the architectural sealant. MIXING EQUIPMENT Sigma blade type mixer. MIX RATIO 100 parts Base to 30 parts Curative by weight. CURE SCHEDULE Work Life @ 25°C 2-5 days Cure Time @ 25°C 18-24 hrs. CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi 1.48/215 Modulus @ 100% Elongation, MPa/psi .89/130 Elongation, % 240 Hardness, Shore A 45

14
BUTYL TAPES KALAR ARCHITECTURAL TAPE
KALAR 5215 100 Indopol H100 100 Camel Carb 25 Asbestine Talc 3X 125 HiSil 233 20 TI-PURE R-900 20 Calcene TM 250 Indopol H1900 25 MIXING PROCEDURE Charge all ingredients except KALAR, 1/3 Indopol and ½ filler to Sigma blade mixer. Blend 1 minute then begin addition of KALAR. After mixing 10 minutes add ½ of remaining filler and balance of Indopol. After mixing 15 minutes begin addition of remaining filler and continue mixing for 15 minutes. MIXING EQUIPMENT Sigma blade mixer. TYPICAL PROPERTIES
Compression, psi 80 Yield Strength, psi 6 Extrusion Rating Excellent Heat Flow (.001")
Tape Thickness, 1 hr. @ 25°C 24 hrs. @ 88°C
241 238
Net Flow Change, .001" -3 Two Weeks Sunlamp Exposure:
Tack Creep Surface Appearance
None None Firm
Slight Yellowing KALAR TAPE FOR INSULATED WINDOWS KALAR 5215 100 ASTM N539 50 Ultrathene EVA 20 Camel Carb 50 Vistanex LMMS 75 MIXING PROCEDURE Charge total of Vistanex and EVA to mixer. Bring mixer temperature to flux point of EVA. After above ingredients are blended, add fillers as accepted by batch. Finish with the addition of KALAR and blend until homogeneous mix is reached. MIXING EQUIPMENT Sigma blade mixer of the kneader-extruder type capable of being heated.
TYPICAL PROPERTIES
Compression, psi @ 25°C @ 66°C @ 121°C
395 250 110
Yield Strength, psi applied to substrate @ 270°F
25
Elongation, % 250 Type of Failure Adhesive Heat Flow (.001")
Tape Thickness, 1 hr. @ 25°C 24 hrs. @ 88°C 2 weeks @ 88°C
266 285 267
Net Flow Change, .001" + 1 Penetration Method D5, Needle, 5 sec. 50 grams @ 25°C
@ 66°C @ 121°C
16 26 87
Hardness, Shore A, Instantaneous After 5 seconds
72 20
15
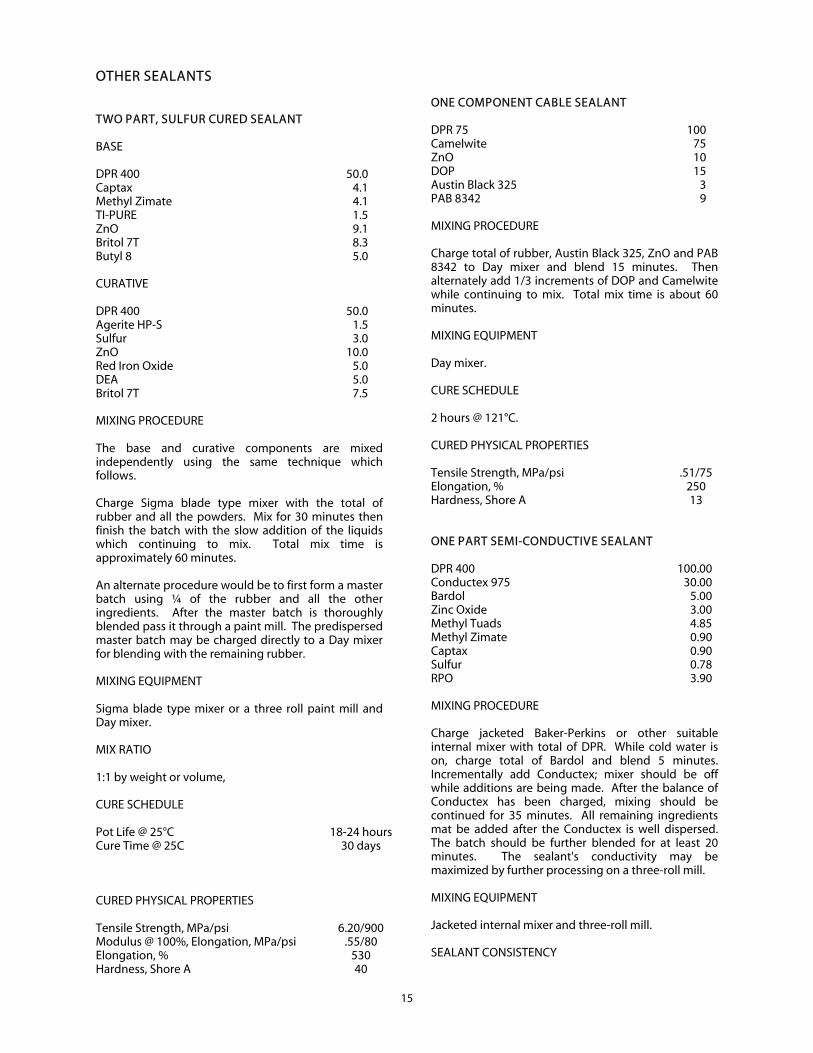
OTHER SEALANTS TWO PART, SULFUR CURED SEALANT BASE DPR 400 50.0Captax 4.1Methyl Zimate 4.1TI-PURE 1.5ZnO 9.1Britol 7T 8.3Butyl 8 5.0 CURATIVE DPR 400 50.0Agerite HP-S 1.5Sulfur 3.0ZnO 10.0Red Iron Oxide 5.0DEA 5.0Britol 7T 7.5 MIXING PROCEDURE The base and curative components are mixed independently using the same technique which follows. Charge Sigma blade type mixer with the total of rubber and all the powders. Mix for 30 minutes then finish the batch with the slow addition of the liquids which continuing to mix. Total mix time is approximately 60 minutes. An alternate procedure would be to first form a master batch using ¼ of the rubber and all the other ingredients. After the master batch is thoroughly blended pass it through a paint mill. The predispersed master batch may be charged directly to a Day mixer for blending with the remaining rubber. MIXING EQUIPMENT Sigma blade type mixer or a three roll paint mill and Day mixer. MIX RATIO 1:1 by weight or volume, CURE SCHEDULE
Pot Life @ 25°C 18-24 hours Cure Time @ 25C 30 days CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi 6.20/900 Modulus @ 100%, Elongation, MPa/psi .55/80 Elongation, % 530 Hardness, Shore A 40
ONE COMPONENT CABLE SEALANT DPR 75 100 Camelwite 75 ZnO 10 DOP 15 Austin Black 325 3 PAB 8342 9 MIXING PROCEDURE Charge total of rubber, Austin Black 325, ZnO and PAB 8342 to Day mixer and blend 15 minutes. Then alternately add 1/3 increments of DOP and Camelwite while continuing to mix. Total mix time is about 60 minutes. MIXING EQUIPMENT Day mixer. CURE SCHEDULE 2 hours @ 121°C. CURED PHYSICAL PROPERTIES
Tensile Strength, MPa/psi .51/75 Elongation, % 250 Hardness, Shore A 13 ONE PART SEMI-CONDUCTIVE SEALANT DPR 400 100.00 Conductex 975 30.00 Bardol 5.00 Zinc Oxide 3.00 Methyl Tuads 4.85 Methyl Zimate 0.90 Captax 0.90 Sulfur 0.78 RPO 3.90 MIXING PROCEDURE Charge jacketed Baker-Perkins or other suitable internal mixer with total of DPR. While cold water is on, charge total of Bardol and blend 5 minutes. Incrementally add Conductex; mixer should be off while additions are being made. After the balance of Conductex has been charged, mixing should be continued for 35 minutes. All remaining ingredients mat be added after the Conductex is well dispersed. The batch should be further blended for at least 20 minutes. The sealant's conductivity may be maximized by further processing on a three-roll mill. MIXING EQUIPMENT Jacketed internal mixer and three-roll mill. SEALANT CONSISTENCY

16
@ 23°C Heavy Paste CURE CYCLE Press-cure @ 121°C for 30 minutes. CURED PHYSICAL PROPERTIES
Surface Conductivity – ohms resistance measured with 1/8" diameter probes @ 23°C, probe interval 1"
7000 Tensile Strength, MPa/psi 1.79/260 Modulus @ 100% Elongation, MPa/psi 0.41/60 Elongation, % 375 Hardness, Shore A 30 DPR/PVC EXPANDABLE SEALANT ELASTOMER BASE DPR 400 100.00 Paroil 57-61 100.00 Stearic Acid 2.00 Zinc Oxide 5.00 Agerite Stalite ST 0.75 Vanox ZMTI 0.75 Sulfur 3.00 Captax 1.00 Methyl Tuads 1.00 Methyl Zimate 0.75 Twinkling Star Antimony Oxide 30.00 Dechlorane 515 40.00 Hydral 710 100.00 PVC BASE Geon 136 215.0 DOP 140.0 Stabilizer 75-001 6.5 Celogen OT 21.5 MIXING PROCEDURE The above formulation is best prepared in two steps. The elastomer base and PVC base are mixed separately and combined later to form the finished expandable sealant. (ELASTOMER BASE) All ingredients except the Dechlorane and Hydral are charged to a charge-can-type mixer. The charged ingredients are blended approximately 15 minutes, then transferred to a paint mill to optimize the dispersion of the active rubber chemicals and Twinkling Star Antimony Oxide. The milled compound is returned to the original mixing vessel, where the balance of ingredients is added. The mixing time of this final step is approximately 15 minutes. (PVC BASE) Charge Day mixer with 1/3 of DOP; add total of stabilizer and Celogen OT. With mixer on slow speed, incrementally add total of Resin 7401. After resin is
completely wetted out, slowly add balance of DOP. Total mixing time is approximately 15 minutes. The bases, when blended, result in a soft thixotropic paste. This combination offers a sealant with properties of both polymers to produce low-density, flame-retardant sealant which remains in a thixotropic state during the vulcanization/fusing process. Physical properties of this type of compound may be varied by adjusting the proportion of the PVC base to the elastomer base. MIXING EQUIPMENT Day mixer and paint mill. CURE SCHEDULE 8 minutes @ 149°C. CURED PHYSICAL PROPERTIES
Tensile Strength, Mpa/psi 1.02/150Elongation, % 100Hardness, Shore A 50Calculated Density, lbs./cu. ft. 66 In accordance with ASTM 635-68, compound is self-extinguishing. FILLED HOT MELT SEALANT WITH DPR I II Kraton Polymer D1102 9.6 9.3Zonarez 7085 38.5 37.0Red Iron Oxide 51.9 50.0DPR 400 - - - - 3.7Irganox 1010 0.1 0.1 MIXING PROCEDURE Charge hot melt kettle with total of resin and Irganox following the preceding procedure. When the resin is completely melted, raise the temperature to 149°C-176°C and begin the addition of Iron Oxide. When addition of Iron Oxide is complete, add Kraton. The DPR should be added last while mixing is continued until a homogeneous blend is reached. MIXING EQUIPMENT Hot melt kettle. TYPICAL PROPERTIES
I II Melt Viscosity @ 149°C, cps 50,000 18,000 Peel Strength, untreated steel,
N/cm (pli) 8.9(5) 44.5(25)
Bond Failure Adhesive Adhesive ISOLENE or DPR can be used in hot melt sealants as plasticizer/oil substitutes to afford sealants which are easily applied at moderately elevated temperatures.

17
The addition of these polymers often augments the sealant's adhesive qualities. DPR 40 PEROXIDE CURED SEALANT DPR 40 100.00 CaCO3 50.00 Zinc Oxide 7.00 Stearic Acid 1.00 t-Butyl perbenzoate 7.70 Sartomer 633 30.00 Maglite D 2.00 MIXING PROCEDURE Charge Sigma blade type mixer with total amount of DPR 40. Add all dry ingredients in three or four increments; permit each addition to be complete dispersed before adding the next. After the mixed compound is completely homogeneous, allow the batch to cool below 50 °C before adding the t-Butyl perbenzoate. MIXING EQUIPMENT Sigma blade type mixer. CURE SCHEDULE Cure time @160 °C 25 min. CURED PROPERTIES Adhesion: Lap Shear CRS/CRS,(MPa/psi) 4.55/660 Aged 2wks@ 130 °C 4.79/700 Physicals: Tensile Strength, (MPa/psi) 4.20/613 Elongation,% <100 Durometer, Shore A 90 TWO COMPONENT FLAME RETARDANT SEALANT BASE ISOLENE 75 100.00QDO 3.75Twinkling Star Antimony Oxide 25.00Dechlorane 515 90.00MVT 40.00DMSO 0.80Paroil 57-61 30.00C-33 40.00 CURATIVE PbO2 (VFC) 10.00Paroil 57-61 10.00C-33 10.00
MIXING PROCEDURE Charge Day mixer with total of rubber, QDO, Twinkling Star Antimony Oxide, Dechlorane, DMSO and 1/3 Paroil. Blend for 15 minutes, then alternately add remaining Paroil and C-33; continue mixing an additional 30 minutes. Finish batch by slowly adding the MVT. Total mix time is about 60 minutes. Curative is mixed on a three-roll paint mill. MIXING EQUIPMENT Day mixer and paint mill. MIX RATIO 100 parts Base to 7 parts Curative by weight. GEL TIME @ 25°C 45 minutes CURE SCHEDULE @ 25°C 24 hours CURED PHYSICAL PROPERTIES from sheets press cured 1 hour @ 66°C
Tensile Strength, MPa/psi .68/100Elongation, % 100 Hardness, Shore A 65 In accordance with ASTM 635-68, compound is self-extinguishing. ISOLENE MODIFIED HOT MELT SEALANT I II Kraton Polymer D1107 33.3 33.3 Cumar LX 509 13.4 13.4 Wingtack 95 33.3 33.3 Shellflex 371 20.0 - - - - ISOLENE 40 - - - - 20.0 Irganox 1010 0.5 0.5
MIXING PROCEDURE Charge a suitable hot melt kettle, fitted to operate under an inert atmosphere, with the total of Shellflex and/or Wingtack, Cumar and the Irganox. Bring these ingredients to their flux temperature. After the resins have melted, blanket the kettle with dry nitrogen and start the mixer. Continue to increase the temperature of the oil and/or resin blend to at least 149°C, but do not exceed 176°C. When this temperature range is reached, begin adding Kraton, taking care to avoid "hot or dead spots," by charging the Kraton in increments that are easily accommodated by the configuration of the kettle and the efficiency of its agitator. In Formulation II, the ISOLENE is charged last and mixing is continued for a brief period to ensure a homogeneous blend. MIXING EQUIPMENT

18
Hot melt kettle. TYPICAL PROPERTIES
I II Melt Viscosity @ 149°C, cps 39,500 42,000 Rolling ball tack, (PSTC-6) cm.
(in.)
.32 (0.125)
.32 (0.125) Lap Shear Strength, untreated
steel, N/cm (psi)
8.2 (4.6)
32.0 (18.0) Bond Failure Cohesive Cohesive Peel Strength, untreated steel,
N/cm, (pli)
4.1 (2.3)
7.1 (4) Bond Failure Cohesive Cohesive
19
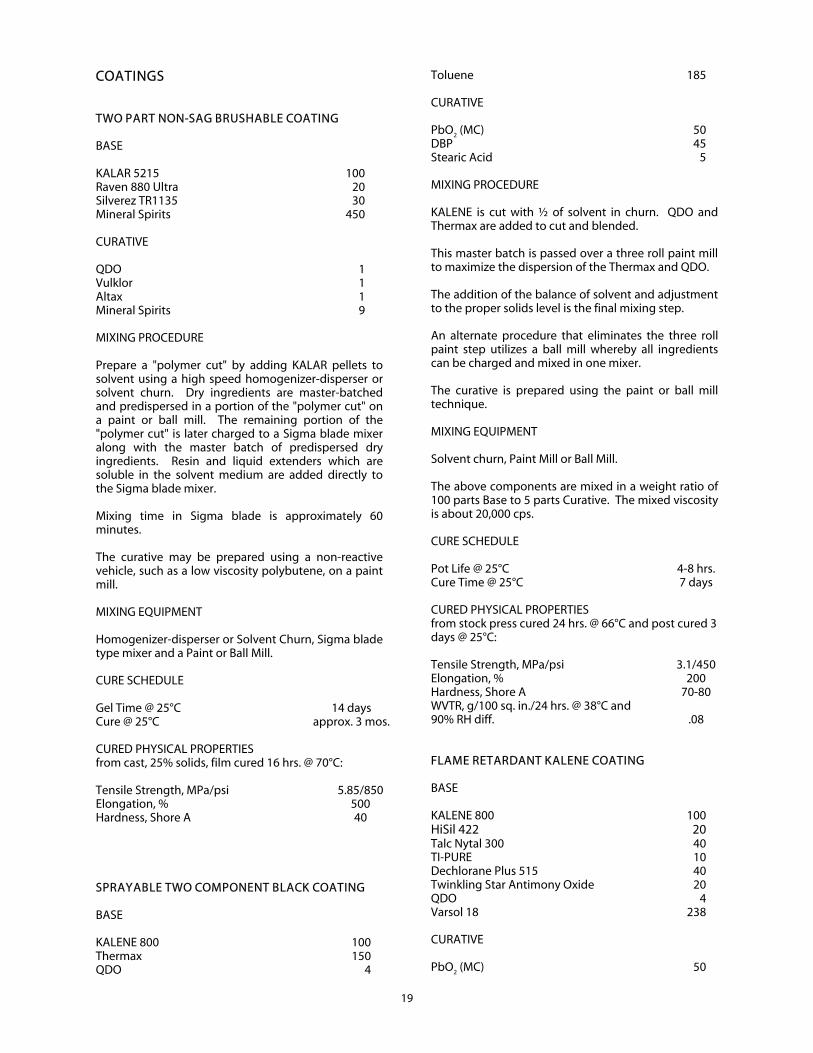
COATINGS TWO PART NON-SAG BRUSHABLE COATING BASE KALAR 5215 100 Raven 880 Ultra 20 Silverez TR1135 30 Mineral Spirits 450 CURATIVE QDO 1 Vulklor 1 Altax 1 Mineral Spirits 9 MIXING PROCEDURE Prepare a "polymer cut" by adding KALAR pellets to solvent using a high speed homogenizer-disperser or solvent churn. Dry ingredients are master-batched and predispersed in a portion of the "polymer cut" on a paint or ball mill. The remaining portion of the "polymer cut" is later charged to a Sigma blade mixer along with the master batch of predispersed dry ingredients. Resin and liquid extenders which are soluble in the solvent medium are added directly to the Sigma blade mixer. Mixing time in Sigma blade is approximately 60 minutes. The curative may be prepared using a non-reactive vehicle, such as a low viscosity polybutene, on a paint mill. MIXING EQUIPMENT Homogenizer-disperser or Solvent Churn, Sigma blade type mixer and a Paint or Ball Mill. CURE SCHEDULE Gel Time @ 25°C 14 days Cure @ 25°C approx. 3 mos. CURED PHYSICAL PROPERTIES from cast, 25% solids, film cured 16 hrs. @ 70°C: Tensile Strength, MPa/psi 5.85/850 Elongation, % 500 Hardness, Shore A 40 SPRAYABLE TWO COMPONENT BLACK COATING BASE KALENE 800 100 Thermax 150 QDO 4
Toluene 185 CURATIVE PbO2 (MC) 50 DBP 45 Stearic Acid 5 MIXING PROCEDURE KALENE is cut with ½ of solvent in churn. QDO and Thermax are added to cut and blended. This master batch is passed over a three roll paint mill to maximize the dispersion of the Thermax and QDO. The addition of the balance of solvent and adjustment to the proper solids level is the final mixing step. An alternate procedure that eliminates the three roll paint step utilizes a ball mill whereby all ingredients can be charged and mixed in one mixer. The curative is prepared using the paint or ball mill technique. MIXING EQUIPMENT Solvent churn, Paint Mill or Ball Mill. The above components are mixed in a weight ratio of 100 parts Base to 5 parts Curative. The mixed viscosity is about 20,000 cps. CURE SCHEDULE Pot Life @ 25°C 4-8 hrs. Cure Time @ 25°C 7 days CURED PHYSICAL PROPERTIES from stock press cured 24 hrs. @ 66°C and post cured 3 days @ 25°C: Tensile Strength, MPa/psi 3.1/450 Elongation, % 200 Hardness, Shore A 70-80 WVTR, g/100 sq. in./24 hrs. @ 38°C and 90% RH diff.
.08
FLAME RETARDANT KALENE COATING BASE KALENE 800 100 HiSil 422 20 Talc Nytal 300 40 TI-PURE 10 Dechlorane Plus 515 40 Twinkling Star Antimony Oxide 20 QDO 4 Varsol 18 238 CURATIVE PbO2 (MC) 50

20
DBP 45 Stearic Acid 5 MIXING PROCEDURE Prepare a 50% solution of KALENE by cutting KALENE 800V70 to the proper level with additional Varsol. Make a master-batch using all of the dry ingredients and the 50% cut of KALENE. The master batch is then paint milled to optimize the dispersion of fillers and QDO. Add remaining KALENE and Varsol. Blend completed batch in churn or other appropriate mixer. An alternate procedure would be to mix the compound using the aforementioned ball mill technique. Curative is prepared using a paint or ball mill. MIXING EQUIPMENT Solvent Churn and Paint Mill or Ball Mill. This two component compound is mixed at a weight ratio of 100 parts Base to 6 parts of Curative. CURE SCHEDULE Pot Life @ 25°C 4-8 hrs. Cure Time @ 25°C Est. 7-14 days CURED PHYSICAL PROPERTIES after 30 days @ 25°C
Tensile Strength, MPa/psi 1.55/225 Modulus @ 100% Elongation, MPa/psi 0.89/130 Elongation, % 370 WVTR, g/100 sq. in./24 hrs. @ 38°C and 90% RH diff.
0.13
TWO PART CONFORMAL COATING BASE KALENE 800 50 Mistron Vapor Talc 30 Satin Tone 15 QDO 4 Toluene 43 CURATIVE KALENE 800 50 Mistron Vapor Talc 30 Satin Tone 15 PbO2 15 Toluene 37 MIXING PROCEDURE Independently mix each component by cutting the KALENE with ½ of the Toluene in a churn or ball mill. If a ball mill is used components may be finished directly by adding all dry ingredients and adding the
total of solvent. Following the "polymer cut" procedure all dry ingredients should be blended into the solvent cur portion and passes through a paint mill to optimize dispersion (minimum Hegman grind of 6). Add remaining solvent and make final adjustment to proper solids level. MIXING EQUIPMENT Churn and Paint Mill or Ball Mill. This conformal coating compound may be mixed either 1:1 by weight or volume. The mixed compound has an approximate viscosity of 65,000 cps @ 25°C and a thixotropic index of 7. CURE SCHEDULE Gel Time @ 25°C 3-6 hrs. Cure Time @ 25°C 24-48 hrs. CURED PHYSICAL PROPERTIES after 1 hour press cure @ 66°C + 3 days post cure @ 66°C Tensile Strength, MPa/psi 2.2/330 Elongation, % 190 Hardness, Shore A 70 WVTR, g/100 sq. in./24 hrs. @ 38°C and 90% RH diff.
.021
ELECTRICAL PROPERTIES
Dielectric Constant @ 1 kHz 3.1 Dissipation Factor @ 100 Hz 0.013 Volume Resistivity, 500 VDC, ohms-cm 2.6 x 1014
Dielectric Strength, VPM, 40 mils 780 MOLDING COMPOUNDS POURABLE DPR MOLDING COMPOUND BASE DPR 400 100.00 QDO 3.75 Britol 7T 100.00 TI-PURE RF-30 150.00 CURATIVE PbO2 (FC) 20.00 Camelwite 20.00 DOP 20.00 MIXING PROCEDURE Charge Day mixer with total of DPR, QDO and 1/10 of Britol 7T; blend approximately 10 minutes. Alternately add 1/3 increments of remaining Britol 7T and TI-PURE RF-30; continue mixing for approximately 20 minutes. Transfer batch to paint mill to optimize dispersion. The curative component is also blended in a Day

21
mixer. DOP is charged first, followed by the PbO2 and Camelwite. The blended ingredients are paint-milled to a smooth, flowable paste. MIXING EQUIPMENT Day mixer and paint mill. MIX RATIO 100 parts Base to 17 parts Curative by weight MIXED VISCOSITY
@ 25°C, cps ~27,000 GEL TIME @ 25°C 1 hour CURE SCHEDULE @ 25°C 24 hours CURED PHYSICAL PROPERTIES from sheets press cured 1 hour @ 66°C Tensile Strength, MPa/psi .75/110 Modulus @ 100% Elongation, MPa/psi 0.27 Elongation, % 250 Hardness, Shore A 25 GENERAL PURPOSE DPR MOLDING COMPOUND BASE DPR 400 100.00 QDO 3.75 Univolt 60 150.00 Hydral 710 130.00 DEA 0.25 CURATIVE PbO2 (FC) 20.0 Camelwite 20.0 DOP 20.0 MIXING PROCEDURE Charge Day mixer with total of DPR, QDO, DEA and 1/10 of Univolt; mix 15 minutes. Alternately add increments of Hydral and ½ of remaining Univolt. Bath should be mixed as "tight" as possible to optimize dispersion. Continue mixing for at least 30 minutes. After final filler loading is well dispersed, let batch down with balance of Univolt. Total mix time is approximately 1½ hours. The Curative should be mixed following the procedure as outlined for the curative in the previous formulation. MIXING EQUIPMENT Day mixer and paint mill. MIX RATIO 100 parts of Base to 16 parts of Curative by weight.
MIXED VISCOSITY
@ 25°C, cps ~31,000 GEL TIME @ 25°C 1 hour CURE SCHEDULE @ 25°C 24 hours CURED PHYSICAL PROPERTIES from sheets press cured 1 hour @ 66°C
Tensile Strength, MPa/psi 1.03/150 Modulus @ 100% Elongation, MPa/psi .31/45 Elongation, % 400 Hardness, Shore A 20 KALENE MOLDING COMPOUND
BASE KALENE 800 50 Calcene TM 30 OMYA BLH 60 TI-PURE 4 QDO 4 Univolt 60 5 PVP K30 CURATIVE KALENE 800 50 Univolt 60 20 MnO2 1 Heptanoic Acid 10 MIXING PROCEDURE BASE: Charge 1/3 Univolt to Sigma blade type mixer and run mixer long enough to coat mixing blades and chamber. Then charge total of KALENE, QDO and TI-PURE; mix 10 minutes. With mixer on, incrementally add filler and continue mixing for 30 minutes. Finally charge balance of Univolt and PVP K30; mix 15 minutes or until thoroughly blended. CURATIVE: Charge total of Univolt to Sigma blade type mixer. Run mixer long enough to coat blades and chamber, then charge KALENE, Heptanoic Acid and MnO2. Total mix time is about 45 minutes. MIXING EQUIPMENT Sigma blade type mixer. MIXING RATIO 100 parts Base to 30 parts Curative by weight. CURE SCHEDULE Work Life @ 25°C > 8 hours Cure Time @ 25°C 5 days

22
CURED PHYSICAL PROPERTIES from sheets press cured 2 hrs. @ 66°C:
Tensile Strength, MPa/psi .62/90 Modulus @ 100% Elongation, MPa/psi .41/60 Elongation, % 250 Hardness, Shore A 30
23
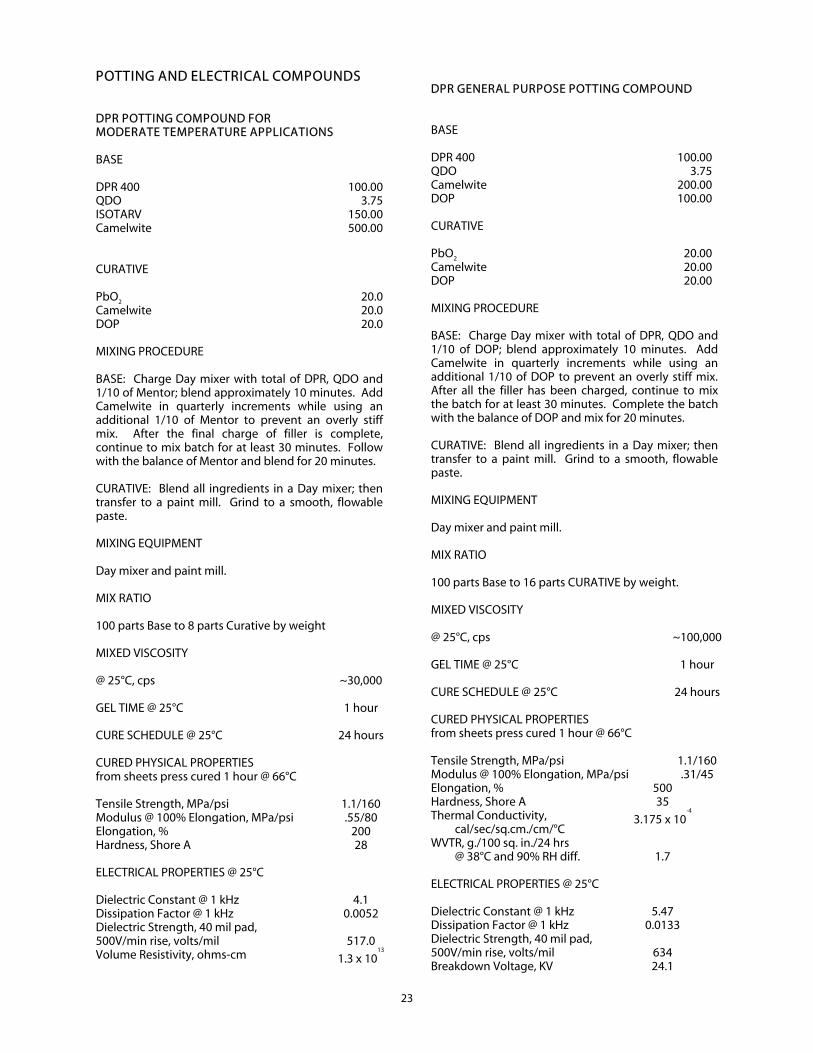
POTTING AND ELECTRICAL COMPOUNDS DPR POTTING COMPOUND FOR MODERATE TEMPERATURE APPLICATIONS BASE DPR 400 100.00 QDO 3.75 ISOTARV 150.00 Camelwite 500.00 CURATIVE PbO2 20.0 Camelwite 20.0 DOP 20.0 MIXING PROCEDURE BASE: Charge Day mixer with total of DPR, QDO and 1/10 of Mentor; blend approximately 10 minutes. Add Camelwite in quarterly increments while using an additional 1/10 of Mentor to prevent an overly stiff mix. After the final charge of filler is complete, continue to mix batch for at least 30 minutes. Follow with the balance of Mentor and blend for 20 minutes. CURATIVE: Blend all ingredients in a Day mixer; then transfer to a paint mill. Grind to a smooth, flowable paste. MIXING EQUIPMENT Day mixer and paint mill. MIX RATIO 100 parts Base to 8 parts Curative by weight MIXED VISCOSITY
@ 25°C, cps ~30,000 GEL TIME @ 25°C 1 hour CURE SCHEDULE @ 25°C 24 hours CURED PHYSICAL PROPERTIES from sheets press cured 1 hour @ 66°C
Tensile Strength, MPa/psi 1.1/160 Modulus @ 100% Elongation, MPa/psi .55/80 Elongation, % 200 Hardness, Shore A 28 ELECTRICAL PROPERTIES @ 25°C
Dielectric Constant @ 1 kHz 4.1 Dissipation Factor @ 1 kHz 0.0052 Dielectric Strength, 40 mil pad, 500V/min rise, volts/mil
517.0
Volume Resistivity, ohms-cm 1.3 x 1013
DPR GENERAL PURPOSE POTTING COMPOUND BASE DPR 400 100.00 QDO 3.75 Camelwite 200.00 DOP 100.00 CURATIVE PbO2 20.00 Camelwite 20.00 DOP 20.00 MIXING PROCEDURE BASE: Charge Day mixer with total of DPR, QDO and 1/10 of DOP; blend approximately 10 minutes. Add Camelwite in quarterly increments while using an additional 1/10 of DOP to prevent an overly stiff mix. After all the filler has been charged, continue to mix the batch for at least 30 minutes. Complete the batch with the balance of DOP and mix for 20 minutes. CURATIVE: Blend all ingredients in a Day mixer; then transfer to a paint mill. Grind to a smooth, flowable paste. MIXING EQUIPMENT Day mixer and paint mill. MIX RATIO 100 parts Base to 16 parts CURATIVE by weight. MIXED VISCOSITY
@ 25°C, cps ~100,000 GEL TIME @ 25°C 1 hour CURE SCHEDULE @ 25°C 24 hours CURED PHYSICAL PROPERTIES from sheets press cured 1 hour @ 66°C Tensile Strength, MPa/psi 1.1/160 Modulus @ 100% Elongation, MPa/psi .31/45 Elongation, % 500 Hardness, Shore A 35 Thermal Conductivity,
cal/sec/sq.cm./cm/°C 3.175 x 10
-4
WVTR, g./100 sq. in./24 hrs @ 38°C and 90% RH diff.
1.7
ELECTRICAL PROPERTIES @ 25°C
Dielectric Constant @ 1 kHz 5.47 Dissipation Factor @ 1 kHz 0.0133 Dielectric Strength, 40 mil pad, 500V/min rise, volts/mil
634
Breakdown Voltage, KV 24.1

24
ELEVATED TEMPERATURE CURED POTTING COMPOUND KALENE 800 100 Univolt 60 75 ZnO 5 Stearic Acid 1 Molecular Sieve 4A 5 LIO85 8 QDO 4 Altax 5 MIXING PROCEDURE Charge Day mixer with 1/10 of KALENE, 1/3 of Univolt and all other ingredients; blend until KALENE is completely cut into Univolt. Transfer master mix to paint mill to optimize dispersion of dry ingredients. Charge Sigma blade type mixer with balance of KALENE and add master mix. Mix until ingredients are thoroughly blended; then add balance of Univolt and continue mixing until uniform. MIXING EQUIPMENT Day mixer, Paint Mill and Sigma blade type mixer. VISCOSITY @ 25°C, cps ~ 25,000 POT LIFE @ 100°C 72 hours CURED PHYSICAL PROPERTIES from sheets press cured ½ hour @ 150°C: Tensile Strength, MPa/psi 0.17/25 Elongation, % 300 Hardness, Shore A 5 ELECTRICAL PROPERTIES
Dielectric Constant @ 1 kHz 2.73 Dissipation Factor @ 1 kHz 0.0052 Dielectric Strength, 40 mil pad, 500 V/min.
374 Volume Resistivity @ 500V, ohm-cm 9.4 x 1014
TWO PART KALENE POTTING COMPOUND BASE KALENE 800 100 Univolt 60 75 Mistron Vapor Talc 16 Satin Tone 8 QDO 8 PVP K30 2 CURATIVE KALENE 800 100 Univolt 60 75 Mistron Vapor Talc 16 Satin Tone 8
PbO2 15 MIXING PROCEDURE BASE: Charge Day mixer with 1/10 of KALENE, 1/3 of Univolt and all other components; blend until KALENE is completely cut into Univolt. Transfer this master mix to paint mill to optimize dispersion of the dry components. Charge Sigma blade type mixer with balance of KALENE and add master mix. After these ingredients are thoroughly dispersed, add the balance of Univolt and continue mixing until uniform, CURATIVE: Follow procedure as outlined for Base. MIXING EQUIPMENT Day mixer, Paint Mill, and Sigma blade type mixer. MIX RATIO 1:1 by weight or volume. MIXED VISCOSITY @ 25°C, cps ~ 18,000 GEL TIME @ 25°C 3-6 hours CURE TIME @ 25°C 3-5 days CURED PHYSICAL PROPERTIES from sheets press cured 1 hour @ 66°C: Tensile Strength, MPa/psi .27/40 Elongation, % 280 Hardness, Shore A 5 ELECTRICAL PROPERTIES
Dielectric Constant @ 1 kHz 2.49 Dissipation Factor @ 1 kHz 0.008 Dielectric Strength, 40 mil pad, 500 V/min. rise, volts/mil
480
Volume Resistivity @ 500V, ohm-cm 1.2 x 1015
TRANSFER MOLDABLE KALENE ENCAPSULATION COMPOUND KALENE 800 100 Mistron Vapor Talc 70 Satin Tone 30 Flexon 845 50 Struktol TR354 5 ZnO 5 Maglite K 5 Molecular Sieve 4A 5 Stearic Acid 1 QDO 4 LIO85 10 Altax 4 MIXING PROCEDURE Charge polymer and non-reactive dry ingredients to a chilled kneader; mix until well dispersed. Charge total of Flexon and blend until uniform. Complete batch

25
with curative, mixing until well dispersed. Kneader should be chilled throughout mixing cycle. MIXING EQUIPMENT Kneader or Sigma blade type mixer. VISCOSITY @ 100°C, cps ~ 150,000 CURE SCHEDULE @ 149°C 30 minutes CURED PHYSICAL PROPERTIES from sheets press cured 30 minutes @ 155°C: Tensile Strength, MPa/psi 1.58/230 Elongation, % 290 Hardness, Shore A 40 ELECTRICAL PROPERTIES
Dielectric Constant @ 1 kHz 3.40 Dissipation Factor @ 1 kHz 0.0079 Dielectric Strength, 40 mil pad, 500 V/min. rise, volts/mil
660
Volume Resistivity @ 500V, ohm-cm 1.4 x 1015
26
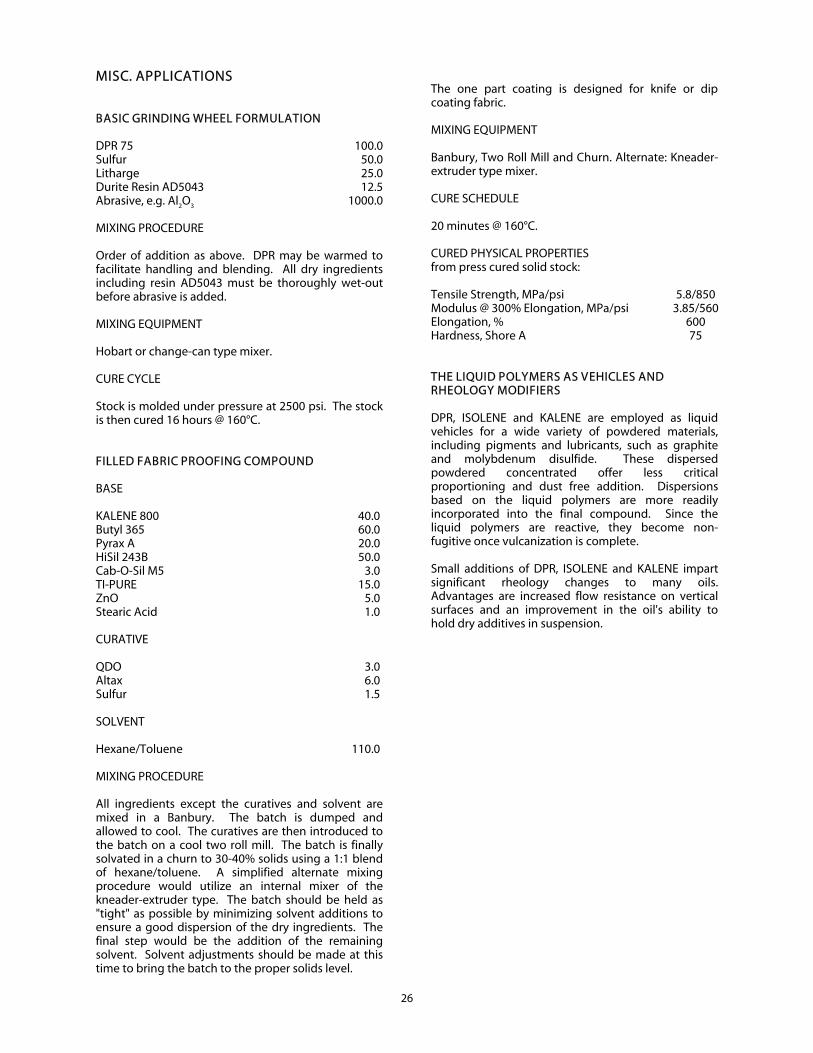
MISC. APPLICATIONS BASIC GRINDING WHEEL FORMULATION DPR 75 100.0 Sulfur 50.0 Litharge 25.0 Durite Resin AD5043 12.5 Abrasive, e.g. Al2O3 1000.0 MIXING PROCEDURE Order of addition as above. DPR may be warmed to facilitate handling and blending. All dry ingredients including resin AD5043 must be thoroughly wet-out before abrasive is added. MIXING EQUIPMENT Hobart or change-can type mixer. CURE CYCLE Stock is molded under pressure at 2500 psi. The stock is then cured 16 hours @ 160°C. FILLED FABRIC PROOFING COMPOUND BASE KALENE 800 40.0Butyl 365 60.0Pyrax A 20.0HiSil 243B 50.0Cab-O-Sil M5 3.0TI-PURE 15.0ZnO 5.0Stearic Acid 1.0 CURATIVE QDO 3.0Altax 6.0Sulfur 1.5 SOLVENT Hexane/Toluene 110.0 MIXING PROCEDURE All ingredients except the curatives and solvent are mixed in a Banbury. The batch is dumped and allowed to cool. The curatives are then introduced to the batch on a cool two roll mill. The batch is finally solvated in a churn to 30-40% solids using a 1:1 blend of hexane/toluene. A simplified alternate mixing procedure would utilize an internal mixer of the kneader-extruder type. The batch should be held as "tight" as possible by minimizing solvent additions to ensure a good dispersion of the dry ingredients. The final step would be the addition of the remaining solvent. Solvent adjustments should be made at this time to bring the batch to the proper solids level.
The one part coating is designed for knife or dip coating fabric. MIXING EQUIPMENT Banbury, Two Roll Mill and Churn. Alternate: Kneader- extruder type mixer. CURE SCHEDULE 20 minutes @ 160°C. CURED PHYSICAL PROPERTIES from press cured solid stock:
Tensile Strength, MPa/psi 5.8/850 Modulus @ 300% Elongation, MPa/psi 3.85/560 Elongation, % 600 Hardness, Shore A 75 THE LIQUID POLYMERS AS VEHICLES AND RHEOLOGY MODIFIERS DPR, ISOLENE and KALENE are employed as liquid vehicles for a wide variety of powdered materials, including pigments and lubricants, such as graphite and molybdenum disulfide. These dispersed powdered concentrated offer less critical proportioning and dust free addition. Dispersions based on the liquid polymers are more readily incorporated into the final compound. Since the liquid polymers are reactive, they become non-fugitive once vulcanization is complete. Small additions of DPR, ISOLENE and KALENE impart significant rheology changes to many oils. Advantages are increased flow resistance on vertical surfaces and an improvement in the oil's ability to hold dry additives in suspension.

27
SPECIALTY ELASTOMER ASPHALT BLENDS The addition of DPR to asphalt will improve cold temperature properties and reduce the flow of asphalt at elevated temperatures. Non-Reacted DPR/Asphalt Blends Control Asphalt (60/70) 100 MIXING PROCEDURE Pre-weighed asphalt is heated to 176°C then charged to a suitable low shear mixer. DPR, pre-heated to 127°C is charges to mixer. Blend until DPR is well dispersed. MIXING EQUIPMENT Low shear mixer capable of being heated to flux temperature of Asphalt. TYPICAL PROPERTIES ControlFlow after 24 hrs. @ 38°C, in.
1½" x 1/8" x1" specimen @ 45° incline 8.25
Softening Point (R&B) 51.00 Elongation @ 25°C, % 700.00 REACTED DPR/MODIFIED ASPHALT
Control I Asphalt 100.0 95.0 DPR 35 - - - - 5.0 Sulfur - - - - 0.4 MIXING PROCEDURE Pre-weighed asphalt is heated to 176°C and charges to a suitable low shear mixer. The proper proportion of DPR is charged to the mixer and thoroughly dispersed. Sulfur is added while the temperature is maintained at 176°C. Mixing is continued for at least 15 minutes. MIXING EQUIPMENT Jacketed low shear mixer. COMPARISON OF TYPICAL PROPERTIES
Control IFlow after 24 hrs. @ 82°C, in. 1.44 0.81Softening Point (R&B), °C 82 88Ductility @ 25°C, cm. 3.4 4.3Toughness @ 25°C, In.-lb. 35.4 49.5Viscosity @ 176°C, cps 230 345Impact @ 2°C, Ft.-lb. 0.95 1.37 KALAR/COMMERCIAL ROOF COATING BLEND
Control I IIRoof Coating 100 100 100
KALAR 5246 0 6.25 25 MIXING PROCEDURE A two-step approach is utilized. A polymer concentrate is prepared using a high shear mixer followed by the final let-down in a low shear blender @ 176°C. MIXING EQUIPMENT High shear mixer and low shear mixer, both capable of being heated to the flux temperature of asphalt. COMPARISON OF TYPICAL PROPERTIES
Control I II Scott Brittleness, °C 18.5 9 -17 Tenacity Test, °C
sample bent over ¼" mandrel
-15 0 +15 +30 +32
Fail Fail Fail Fail Pass
Fail Fail Fail Fail Pass
Pass Pass Pass Pass Pass
Flow @ 70°C, in. sample @ 45° incline
3/8
None
None
Water absorption, 27 days @ 70°C, % wt. gain
5.9
4.7
5.7
Blends of butyl and asphaltic materials are used in a variety of applications. KALAR would be a suitable polymer source due to its inherent creep resistance and low temperature properties.

28
EMULSIONS Emulsions of the liquid polymers may be produced for immediate use following the outlined procedure. ISOLENE Emulsion
ISOLENE 100.0Oleic Acid 3.5Triethanolamine 1.7Water 67.0 1. Preheat polymer and water to 95°C. 2. Add Oleic Acid to polymer and blend. 3. Add Triethanolamine to water and blend. 4. Combine polymer and water mixtures in high-speed mixer. Emulsions may separate on prolonged standing and can usually be redispersed by simple reagitation. Occasionally a more expedient method is to add the polymer directly to an existing latex; however, small-scale experimental evaluation is recommended.
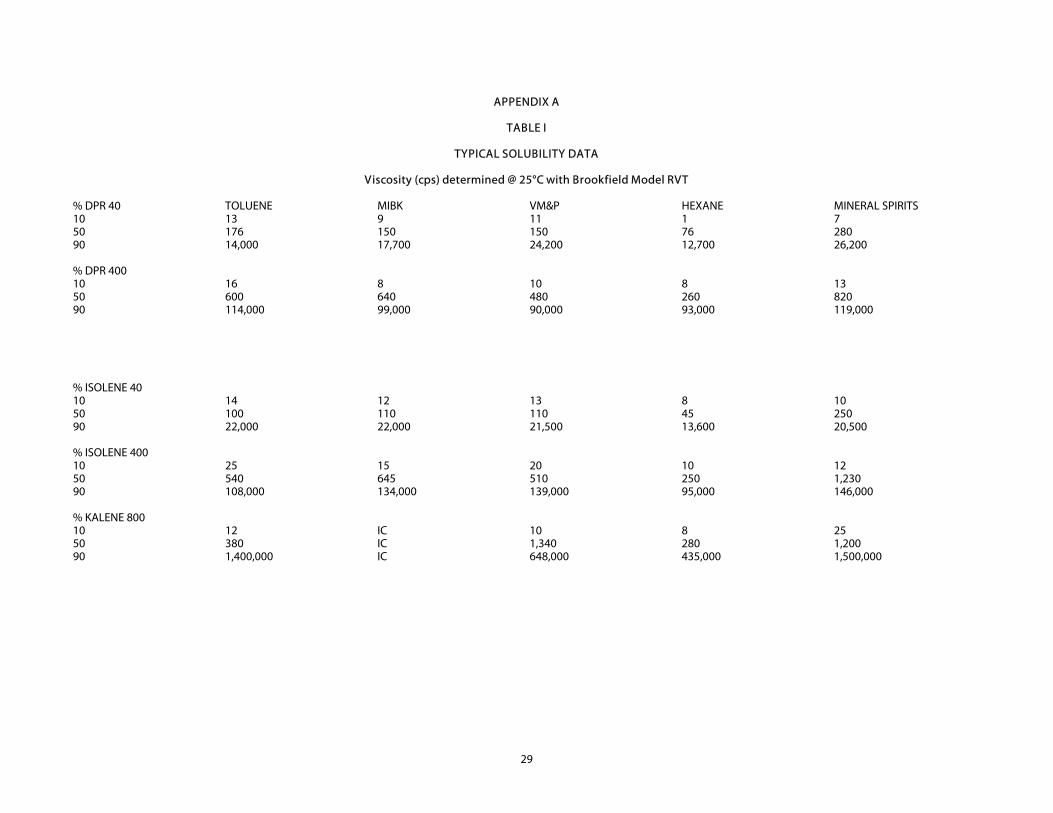
APPENDIX A
TABLE I
TYPICAL SOLUBILITY DATA
Viscosity (cps) determined @ 25°C with Brookfield Model RVT
% DPR 40 TOLUENE MIBK VM&P HEXANE MINERAL SPIRITS 10
13 9 11 1 750 176 150 150 76 28090 14,000 17,700 24,200 12,700 26,200
% DPR 400 10 16 8 10 8 1350 600 640 480 260 82090 114,000 99,000 90,000 93,000 119,000
% ISOLENE 40 10 14 12 13 8 1050 100 110 110 45 25090 22,000 22,000 21,500 13,600 20,500
% ISOLENE 400 10 25 15 20 10 1250 540 645 510 250 1,23090 108,000 134,000 139,000 95,000 146,000
% KALENE 800 10 12 IC 10 8 2550 380 IC 1,340 280 1,20090 1,400,000 IC 648,000 435,000 1,500,000
29

APPENDIX A
TABLE II
KALAR SOLVENT SWELLING EFFICIENCY A 10% solids mixture was allowed to stand at room temperature without agitation for two hours. Below are listed the relative swelling efficiencies of a variety of solvents for KALAR 5215, SOLVENT GRAMS SOLVENT ABSORBED PER GRAM OF
KALAR 5215 (2 hours at room temperature) Perchlorethylene 9.1 Butyl Ether 5.5 Cyclohexane 5.3 VM & P Naphtha 4.8 Xylene 4.7 Toluene 4.5 Mineral Spirits 4.3 Heptane 4.0 Hexane 3.7 Kerosene 3.3 Benzene 2.8 Methyl Ethyl Ketone 0.5 Butyl Alcohol 0.0
TABLE III VISCOSITY OF KALAR SOLVENT CUTS Table III compares pelletized KALAR 5215 and Butyl 268 in mineral spirits and VM&P Naphtha cuts. The mixing requirements as measured by torque are lower for the KALAR 5215 than the standard polymer. Hence, KALAR 5215 based intermediates can be mixed in equipment which normally employs butyl solvent cuts.
Ingredient 1 2 3 4 KALAR 5215 100 100 - - - - - - - - Butyl 268 - - - - - - - - 100 100 Mineral Spirits 100 - - - - 100 - - - - VM &P Naphtha - - - - 100 - - - - 100 TORQUE VALUES* 290 130 390 310 MIXING PROCEDURE: Cold Baker-Perkins. Add all solvents and polymer and allow to mix for 90 minutes. * Measured after five minutes in Sigma blade mixer, 75 RPM at room temperature, Brabender Plastograph. Units of torque, metergrams.
30

31
APPENDIX B
TABLE I QDO/PbO
2 CURED DPR SYSTEMS
A B C D E
DPR 400 100 - - - - - - - - 100 100 DPR 75 - - - - 100 - - - - - - - - - - - - DPR 40 - - - - - - - - 100 - - - - - - - - QDO 3 3 3 2.7 3.3CA 517 60
60
60 60
60
PHYSICAL PROPERTIES Tensile Strength, MPa/psi
1.10/160 0.89/130 0.83/120 1.03/150 1.13/165
100% Modulus, MPa/psi
0.41/60 0.38/56 0.33/48 0.41/60 0.44/65
Elongation, %
300 300 300 300 300
Hardness, Shore A
30 24 24 30 30
Compression Set, ASTM B, 22 hrs., @ 70°C, %
13.6 15 15 17 13.1
Test samples were prepared at ~ 85% solids in toluene and press cured 1 hour at 66°C, then post cured at 66°C.

32
APPENDIX B
TABLE II QDO/ PbO
2 CURED DPR SYSTEMS
G H I J K L M NDPR 400 100 100 100 100 100 100 100 100 QDO 3 3 3 3 3 3 3 3Camelwite 50 - - - - - - - - - - - - - - - - - - - - - - - - - - - - Hydral 710 - - - - 50 - - - - - - - - - - - - - - - - - - - - - - - - TI-PURE - - - - - - - - 50 - - - - - - - - - - - - - - - - - - - - HiSil 233 - - - - - - - - - - - - 50 - - - - - - - - - - - - - - - - Elftex 8 (N-330) - - - - - - - - - - - - - - - - 50 - - - - - - - - - - - - Sterling R (N-774) - - - - - - - - - - - - - - - - - - - - 50 25 - - - - Elftex 12 - - - - - - - - - - - - - - - - - - - - - - - - - - - - 50 CA 517 60 60 60 60 60 60 60 60 PHYSICAL PROPERTIES Tensile Strength, MPa/psi 1.55/225 2.32/336 2.03/295 4.48/650 6.82/990 5.06/735 2.55/370 6.24/905 100% Modulus, MPa/psi 0.58/85 0.57/84 0.67/98 2.77/403 2.07/300 1.67/242 0.79/115 1.89/274 Elongation, % 450 500 350 200 250 250 300 250 Hardness, Shore A 39 35 40 70 60 56 38 60 Compression Set, ASTM B, 22 hrs., @ 70°C, %
13
15.8
14.1
10
9.1
12.1
13
10
Test samples were prepared at ~ 85% solids in toluene and press cured 1 hour @ 66°C, then post cured at 66°C.

33
APPENDIX B
TABLE III
QDO/ PbO2 CURED DPR SYSTEMS
O P Q R SDPR 400 100 100 100 100 100QDO 3 3 3 3 3TI-PURE 100 100 100 100 100Kenplast G 50 - - - - - - - - - - - - - - - - DOP - - - - 50 - - - - - - - - - - - - Britol 7T - - - - - - - - 50 75 100 CA 517 60 60 60 60 60
PHYSICAL PROPERTIES Tensile Strength, MPa/psi
1.18/171 1.21/176 1.24/180 0.85/123 0.63/91
100% Modulus, MPa/psi
0.41/60 0.38/55 0.40/59 0.27/40 0.23/33
Elongation, %
300 275 275 250 250
Hardness, Shore A
25 28 30 22 22
Compression Set, ASTM B, 22 hrs., @ 70°C, %
13.2
13
13.5
13
16
Test samples were prepared at ~ 85% solids in toluene and press cured 1 hour @ 66°C, then post cured at 66°C.

APPENDIX C
SILANE Y4310 PRIMER ADHESION
TEST COMPOUND 1
TEST COMPOUND 2
DPR 400 28.3 - - - - DPR 400 13.0 - - - - QDO 1.0 - - - - QDO 0.5 - - - - Univolt 60 28.3 - - - - ISOTARV 20.0 - - - - TI-PURE 42.4 - - - - Camelwite 66.5 - - - - 33% PbO2 Paste - - - - 17 33% PbO2 Paste - - - - 8 ADHESION DATA COMPOUND 1
SUBSTRATE Glass Wood Aluminum Steel Control, MPa (psi) .41 (60) .13 (20) .20 (30) .41 (60) Primed, MPa (psi) > .82 (>120) .41 (60) 1.10 (160) 1.92 (280) Type of Failure A A C C ADHESION DATA COMPOUND 2
SUBSTRATE Glass Wood Aluminum Steel Control, MPa (psi) .13 (20) .06 (10) .20 (30) .41 (60) Primed, MPa (psi) .55 (80) .41 (60) .79 (115) .82 (120) Type of Failure A A C C Notes: 1. C denotes cohesive failure; A denotes adhesive failure.
2. Substrates were clean and free to contaminates; special treatments were avoided.
3. Primer Y4310 was applied neat and allowed to air dry 20 minutes prior to casting mixed
compounds.
4. Test samples were aged 1 week at 25°C before adhesion values were determined.
34

APPENDIX D
TABLE I
ACCELERATORS FOR DPR SYSTEMS
Control
1 2 3 4
DPR 400 100 100 100 100 100 QDO 3.75 3.75 3.75 3.75 3.75 TI-PURE 150 150 150 150 150 Univolt 60 100 100 100 100 100 Diethanolamine - - - - 1.0 - - - - 2.0 - - - - Neoheptanoic Acid - - - - - - - - 1.0 - - - - 2.0 GEL TIME @ 25°C, Minutes 50 13 18 10 15 PHYSICAL PROPERTIES Tensile Strength, MPa/psi .83/120 .93/135 7.23/105 .96/140 .69/100 Modulus @ 100% Elongation, MPa/psi .38/55 .41/60 .34/50 .41/60 .27/40 Elongation, % 200 240 220 265 255 Hardness, Shore A 25 25 25 25 25
DPR compounds cured with a 33% PbO2 Paste at a weight ratio of 100 parts base compound to 17 parts PbO2 Paste. Cured DPR physical properties were determined after a 24 hour cure @ 25°C.
35

APPENDIX D
TABLE II
ACCELERATORS FOR KALENE SYSTEMS
Control
5 6 7
KALENE 800 100 100 100 100 QDO 4.0 4.0 4.0 4.0 TI-PURE 215 215 215 215 Diethanolamine - - - - 1.0 - - - - - - - - Acetic Acid - - - - - - - - 1.0 - - - - PVP K30 - - - - - - - - - - - - 1.0 Mineral Spirits 60 60 60 60 GEL TIME @ 25°C, Minutes 212 100 55 35 PHYSICAL PROPERTIES Tensile Strength, MPa/psi 3.37/490 2.24/325 2.44/355 3.10/450 Modulus @ 100% Elongation, MPa/psi .64/94 .41/60 .34/50 .37/90 Elongation, % 375 490 350 350 Hardness, Shore A 42 35 30 41
KALENE compounds were cured with a 66% PbO2 Paste at a weight ratio of 100 parts base compound to 2.8 parts PbO2 Paste. Cured KALENE physical properties were determined after a one hour cure @ 66°C followed by a post cure of 3 days @ 25°C.
36

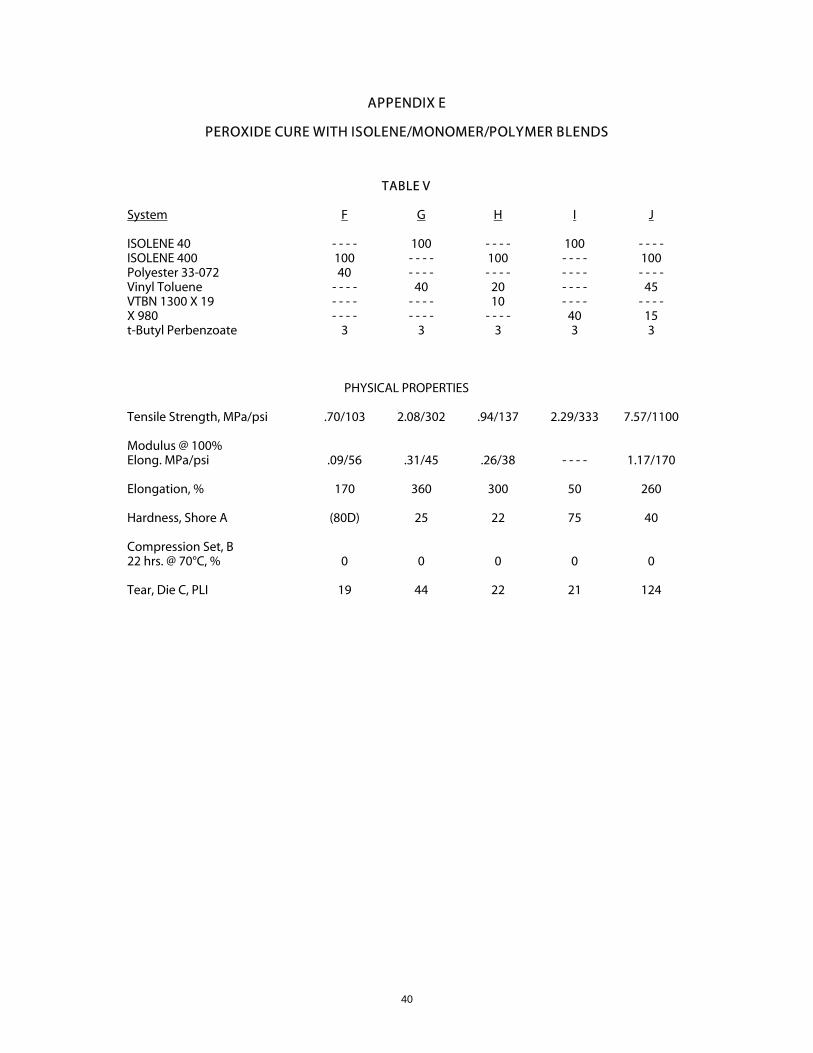
APPENDIX E
PEROXIDE CURE WITH ISOLENE/MONOMER/POLYMER BLENDS ISOLENE/REACTIVE MONOMER (POLYMER) CO-CURES As with the majority of conventional unsaturated elastomers, DPR and ISOLENE may be cross-linked with peroxides. This method of vulcanization allows carbon-carbon linkages between the rubber chains, as opposed to a bridged network formed by intermediate structures encountered with the other types of vulcanization mechanisms. The ensuing data is narrow in scope and touches on only a few of the many possible monomer/polymer combinations which may be co-cured with ISOLENE.
Some of the key advantages of these "alloyed" blends are:
Single-component compounds
Compounds which at one extreme can be processed as low-viscosity fluids or at the other extreme compounds which may be formulated so that processing from a powdered state is possible.
ISOLENE compounds may be formulated with low compression set values typical of peroxide cures.
Compounds may be designed with increased flexibility, resilience and improved impact resistance.
Compounds can be tailored for other specific application needs by the proper selection of components from a broad list of co-reactive monomers and polymers.
Compounds can be developed over a wide durometer range extending from Shore A to the Shore D scale.
The limitations of this study allowed the evaluation of only a select number of monomers and polymers. Relative to the numerous materials known to react via the peroxide mechanism this list is abbreviated. The majority of these ingredients were evaluated at additive levels to determine compatibility, reactivity and contribution to the total system. The list of monomers and polymers considered are included in the following tables.
TABLE I
Monomer ListMonomer B.P. °C
Acrylic Acid 141 n-Butyl Methacrylate 167 n-Butyl Styrene 145 Sartomer SR-230 200 Sartomer SR-351 200 Diallyl Maleate 112 Diallyl Phthalate 157 Dibutyl Maleate 281 Divinyl Benzene 55 199 Hydroxy Ethyl Acrylate 210 Hydroxy Propyl Acrylate 77 Methylmethacrylate 10 Sartomer SR-350 200 QM 795 190 Styrene 145 Vinyl Toluene 170
TABLE II
Polymer ListEVA
EPDM Polyethylene
Polyester PVC
1,2 Polybutadiene A number of commercially available peroxides were also reviewed to determine differences in effectiveness and the levels of concentration to effect an optimum cure and cure time. Table III is a comparison of PHR concentration of t-butyl Perbenzoate with cure time of ISOLENE 40 in terms of maximum metergrams. The reactivity was determined using a Brabender Plasticorder.
TABLE III
Peroxide Concentration - PHR
Time to Cure – Minutes
Metergrams Maximum
1.5 29.5 400 3 9.0 430 6 6.5 400
37

APPENDIX E
PEROXIDE CURE WITH ISOLENE/MONOMER/POLYMER BLENDS
Table IV is a list of three of the most effective peroxides.
TABLE IV
Peroxides Varox DCP-40C Lupersol 101 t-Butyl Perbenzoate Preparation of compounds evaluated in the laboratory was accomplished by simply hand-blending ISOLENE with the particular monomer or monomer combination. The chosen liquid peroxides were added to this blend along with a few drops of antifoam agent. While most compounds could be hand-blended, the more viscous polymer combinations and the systems using the solid Varox DCP-40C were mixed mechanically to insure uniformity. All compounds were de-aerated prior to the curing of test specimens. Test specimens were prepared from 70 mil sheets made from casting and curing the liquid system between glass plates. An equally successful method of specimen preparation utilized the "press-cure" route. Although a cycle of 10 minutes at 300°F resulted in adequate cures where heat transfer was efficient, the majority of specimens were cured for 1 hour at 300°F. There were no significant differences noted in the properties of samples prepared using either of the two techniques. In the case of formulations that included polymers, the above pattern was slightly modified in that a nominal amount of monomer was used as a reactive co-diluent to facilitate blending of the ISOLENE and the other polymers. The following data are not directed toward any particular application; nonetheless this brief study establishes a versatile alternate formulating approach to compounds based on the liquid polyisoprenes. (Continued)
38

APPENDIX E
System
PEROXIDE CURE WITH ISOLENE/MONOMER/POLYMER BLENDS
TABLE V
A B C D E
ISOLENE 400 - - - - 100 - - - - - - - -
Levapren 500 HV - - - -
- - - - - - - - 2
t-Butyl Perbenzoate 1 3 3
.81/119
150 335
20
ISOLENE 40 100 - - - - 50 100 - - - -
100 50 - - - - Acrylic Acid - - - - 40 - - - - Divinyl Benzene - - - - - - - - - - - - 40 - - - -
- - - - - - - - - - - - 10 Vinyl Toluene - - - - - - - - - - - - 20 Benzo.3yl Peroxide - - - - - - - - - - - -
3 3
PHYSICAL PROPERTIES
Tensile Strength, MPa/psi .31/46 .50/74 1.08/158 4.02/537
Modulus @ 100% Elong. MPa/psi .13/19
.34/50 .21/31
- - - -
.26/38
Elongation, % 240 350 50 Hardness, Shore A 15 25 14 75 22 Compression Set, B 22 hrs. @ 70°C, % 0
0 0
0
0
Tear, Die C, PLI 8 13 ND 26
39
APPENDIX E
System
PEROXIDE CURE WITH ISOLENE/MONOMER/POLYMER BLENDS
TABLE V
F G H I J
- - - - - - - -
VTBN 1300 X 19 10 - - - - 15
3
PHYSICAL PROPERTIES
Tensile Strength, MPa/psi
Elong. MPa/psi .31/45 1.17/170
300
22
0
44 124
ISOLENE 40 - - - - 100 - - - - 100 - - - - ISOLENE 400 100 - - - - 100 - - - - 100 Polyester 33-072 40 - - - - - - - - Vinyl Toluene - - - - 40 20 - - - - 45
- - - - - - - - - - - - - - - - X 980 - - - - - - - - 40 t-Butyl Perbenzoate 3 3 3 3
.70/103 2.08/302 .94/137 2.29/333 7.57/1100
Modulus @ 100%
.09/56
.26/38
- - - -
Elongation, % 170 360 50 260
Hardness, Shore A (80D) 25 75 40
Compression Set, B 22 hrs. @ 70°C, % 0 0
0
0
Tear, Die C, PLI 19 22 21
40

41
APPENDIX E
FORMULATION
PEROXIDE CURE WITH ISOLENE/MONOMER/POLYMER BLENDS
TABLE VI
SOLVENT RESISTANCE, % WT. CHANGE, 24-HR. EXPOSURE
A B C D E F H I
0.39
156
2.5
8 18
23 12.6 1.5
FORMULATION
SOLVENTS
Water
0.21 1.8 0.39 0.07 0.1 0.38 0.13
Toluene
142 106 232 3 276 135 122
Ethanol
2 19 52 3.1 2.2 0.2 1.4
Mineral Oil
51 55 73 67 24 35 22 53
MEK
85 8.5 42 24 17 26
Methyl Chloride
20
82 95
3.8
55
TABLE VII
WEATHERING - OUTDOOR EXPOSURE, 30 DAYS
A B C D E F H I Physical Appearance Cr./F Cr./F Cr./F ND SI.Cr./B Cr./F Cr./F Cr./F
Cr. = Crazed SI.Cr. = Slightly Crazed F = Flexible B = Brittle

Raw material Suppliers
Trade Name or Designation Chemical Name/Description Supplier Phone
1RSS (212) 952-9230
Accelerator 808 (800) 243-6064
Agerite Resin D
R.T. Vanderbilt Co., Inc., Norwalk, CT
(800) 234-6064
Harwick Standard Distribution Co., Akron, OH (800) 899-4412
mineral oil
Butyl 8
Butyl Tuads
C-33
H.M. Royal, Trenton, NJ
R.E. Carroll Inc., Trenton, NJ
Camelwite
Captax (MBT)
Cumar LX 509 coumarone - indene resin
diethanolamine
#1 ribbed smoked sheet rubber AlcanRubber & Chemical, New York, NY
65% DPR 40 (dry form) Natrochem Inc., Savannah, GA (912) 236-4464
butyraldehyde-anine condensation product R.T. Vanderbilt Co., Inc., Norwalk, CT
Agerite HP-T antioxidant R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
polymerized 1,2-dihydro-2,2,4-trimethylquinoline R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
Agerite Stalite ST sym. Dibetanophthyl-p-phenylenediamine R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
Altax (MBTS) benzothiazyl disulfide (800) 243-6064
Amax n'oxydiethelene benzothiazole-2-sulfanamide R.T. Vanderbilt Co., Inc., Norwalk, CT
ASTM N539 Harwick Standard Distribution Co., Akron, OH (330) 798-9300
Austin Black 325 carbon black
Bardol Honeywell, Morristown, NJ (800) 421-2133
Britol 7T R.E. Carroll Inc., Trenton, NJ (800) 257-9365
Butyl 365 polyisobutylene polyisoprene copolymer R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
activated dithiocarbamate R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
tetrabutylthiuram disulfide R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 234-6064
hydrated alumina Alcoa Industrial Chemicals, Bauxite, AR 72011 (800) 860-3290
Cab-O-Sil M5 fumed colloidal silica Cabot Corp., Tuscola, IL (800) 222-6745
CaCO3 calcium carbonate (609) 396-9176
Calcene TM calcium carbonate coated stearic acid
Calcium Stearate Witco Performance Chemical, Louisiana, KY (877) 948-2662
Calsol 8240 napthenic oil (800) 257-9365
Camel Carb calcium carbonate H.M. Royal, Trenton, NJ (609) 396-9176
calcium carbonate H.M. Royal, Trenton, NJ (609) 396-9176
2-mercaptobenzothiazole R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
Celogen OT benzenesulfonyl hydrazide Uniroyal Chemicals, Middlebury CT (800) 243-3024
Conductex 975 conductive black Columbian Chemicals, Marietta, GA (800) 822-7266
Neville Chemical, Pittsburgh, PA (412) 331-4200
Cyanox 2246 2,2'-methylene-bis (4-methyl-6-t-butyl-phenol) Cytec Industries, West Paterson, NJ (973) 357-3100
DBP dibutylphthalate C.P. Hall Co., Chicago, Illinois (Mfg. by Denza in Czech Repub.) (708) 594-5923
DEA C.P. Hall Co., Chicago, Illinois (708) 594-5923
DEAP 2,2 diethoxy-acetophenone First Chemical, Pascagoula, MS (800) 828-7940
42

Dechlorane 515
(800) 752-5151
dimethyl sulfoxide Monomer-Polymer & Dajac Labs Inc., Feastervile, PA
(215) 364-1155
DPR® 40 (888) 442-7362
Drikalite (888) 277-9636
Escorez 5300
ethylene vinyl/acetate copolymer DuPont, Delaware (800) 438-7225
process oil (888) 228-4437
process oil, hydrogenated paraffinic
Foral 105
(800) 438-4366
Celanese, Dallas, TX
Hercolyn D (800) 247-4372
hydrated silica (800) 243-6745
HiSil 243B hydrated silica
B.P. Amoco Chemicals Corp., Naperville, PA
polybutene (877) 701-2726
Irganox 1010 Ciba Specialty Chemicals, Tarrytown, NY (800) 431-2360
Royal Elastomers
ISOLENE® 400 Liquid Synthetic Rubber (888) 442-7362
ISOLENE® 400S (888) 442-7362
chlorinated paraffin OxyChem, Dallas, TX (800) 752-5151
Dechlorane Plus 515 chlorinated paraffin OxyChem, Dallas, TX
DLTDP dilauryl thiodiopropionate Witco Polymer Chemicals, Louisiana, KY (877) 948-2662
DMSO
DOP (Plasthall DOP) dioctyl phthalate C.P. Hall Co., Chicago, Illinois (708) 594-5923
DOTG diorthotolyl guanidine R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
DPG diphenly guanidine Solutia, St. Louis, MO (800) 321-3416
DPR® 35 Liquid Natural Rubber Royal Elastomers (888) 442-7362
Liquid Natural Rubber Royal Elastomers
DPR® 400 Liquid Natural Rubber Royal Elastomers (888) 442-7362
DPR® 75 Liquid Natural Rubber Royal Elastomers (888) 442-7362
natural ground calcium carbonates Imerys, Rosewell, GA
Durite Resin AD5043 phenolic resin Borden Chemicals & Plastics (800) 451-1037
Escorez 2101 aromatic/aliphatic hydrocarbon resin ExxonMobil Chemical Company, Houston, TX (800) 231-6633
cycloaliphatic hydrocarbon resin ExxonMobil Chemical Company, Houston, TX (800) 231-6633
Elvax 750
Flexon 765 Exxon Lubricants and Petroleum Division Corp., Houston, TX
Flexon 845 Exxon Lubricants and Petroleum Division Corp., Houston, TX (888) 228-4437
penterythritol ester of fully gydrogenated wood resin
Hercules Inc., Wilmington, DE (800) 247-4372
Foral 85 glycerin ester of fully hydrogenated wood resin Hercules Inc., Wilmington, DE (800) 247-4372
Geon 136 4% vinyl ester/vinyl chloride copolymer GEON Company, Avon Lake, OH
Hard Rubber Dust cured and reground rubber H.M. Royal, Trenton, NJ (609) 396-9176
Heptanoic Acid (800) 235-2637
methyl ester of fully hydrogenated wood resin Hercules Inc., Wilmington, DE
HiSil 233 PPG Industries Inc., Pittsburgh, PA
PPG Industries Inc., Pittsburgh, PA (800) 243-6745
HiSil 422 PPG discontinued (try BASF 800-798-1235)
Hydral 710 aluminum trihydrate Alcoa Industrial Chemicals, Bauxite, AR 72011 (800) 860-3290
Indopol H100 polybutene (877) 701-2726
Indopol H1900 B.P. Amoco Chemicals Corp., Naperville, PA
ISOLENE® 40 Liquid Synthetic Rubber (888) 442-7362
Royal Elastomers
Liquid Synthetic Rubber Royal Elastomers
43

ISOLENE® 40S Liquid Synthetic Rubber
Exxon Lubricants and Petroleum Division Corp., Houston, TX
IT 3X Talc magnesium calcium silicate (800) 243-6064
Cross-linked Butyl Rubber
Cross-linked Butyl Rubber
KALAR® 5275 Royal Elastomers
Liquid Butyl Rubber (888) 442-7362
(800) 457-2866
Bayer Corporation, Akron OH
LIO85 (powdered reagent) red lead oxide
Akrochem - Akron, OH
magnesium oxide
(888) 277-9636
(800) 243-6064
Methyl Tuads R.T. Vanderbilt Co., Inc., Norwalk, CT
(800) 243-6064
Ashland Chemical, Columbus, OH
(609) 396-9176
manganese dioxide
MVT (Mistron Vapor Talc)
(800) 822-7266
Octoate Z
Royal Elastomers (888) 442-7362
ISOTARV oil (888) 228-4437
R.T. Vanderbilt Co., Inc., Norwalk, CT
KALAR® 5210 Royal Elastomers (888) 442-7362
KALAR® 5215 Cross-linked Butyl Rubber Royal Elastomers (888) 442-7362
KALAR® 5246 Cross-linked Butyl Rubber Royal Elastomers (888) 442-7362
KALAR® 5263 Royal Elastomers (888) 442-7362
Cross-linked Butyl Rubber (888) 442-7362
KALENE® 1300 Royal Elastomers
KALENE® 800 Liquid Butyl Rubber Royal Elastomers (888) 442-7362
King Prince dixie clay (hydrated aluminum silicate H.M. Royal, Trenton, NJ (609) 396-9176
Kraton Polymer D1102 SBS block copolymer Shell Chemical Co., Houston, TX
Kraton Polymer D1107 Shell Chemical Co., Houston, TX (800) 457-2866
Levapren 500HV ethylene-vinyl acetate copolymer (330) 836-0451
Spectrum Laboratory Products, Gardena, CA (800) 772-8786
Litharge lead monoxide (800) 321-2260
Maglite K C.P. Hall Co., Chicago, Illinois (708) 594-5923
Marble Dust Imerys, Rosewell, GA
MBT (Captax) 2-mercaptobenzothiazole R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
MBTS (Altax) benzothiazyl disulfide R.T. Vanderbilt Co., Inc., Norwalk, CT
tetramethylthiuram disulfide (800) 243-6064
Methyl Zimate zinc dimethyldithiocarbamate R.T. Vanderbilt Co., Inc., Norwalk, CT
MicroCel E calcium silicate World Minerals, Lompoc, CA (800) 342-8667
Mineral Spirits petroleum distillates (888) 274-2436
Mistron Vapor Talc (MVT) magnesium silicate H.M. Royal, Trenton, NJ
MnO2* Eagle-Picher Indus., Cincinnati. Ohio (417) 623-8000
Molecular Seive 4A UOP, Mt. Laurel, NJ (877) 867-7487
magnesium silicate H.M. Royal, Trenton, NJ (609) 396-9176
N-347 Carbon Columbian Chemicals, Marietta, GA
Neo-heptanoic Acid Exxon Chemical Corp., Houston, TX (800) 231-6633
Norsorex (100%) pure polymer Zeon Chemicals, Louisville, KY (800) 735-3388
R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
Oleic Acid Aldrich Chemical Co., Inc., St. Louis, MO (800) 771-6737
OMYA BLH treated calcium carbonate Omya Inc., Proctor, VT (800) 459-4468
PAB 8342 Flow Polymers (800) 445-4924
44
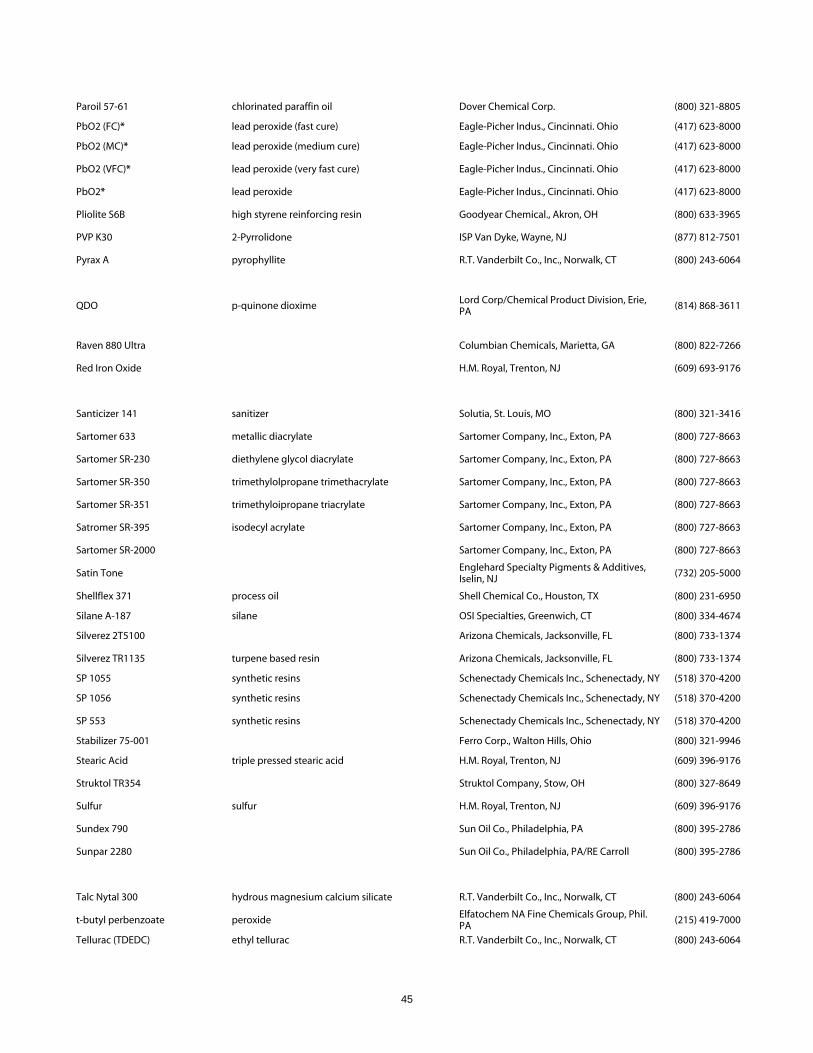
Paroil 57-61 chlorinated paraffin oil Dover Chemical Corp. (800) 321-8805
PbO2 (FC)* lead peroxide (fast cure)
(417) 623-8000
PVP K30
pyrophyllite (800) 243-6064
Columbian Chemicals, Marietta, GA
Sartomer SR-230 diethylene glycol diacrylate (800) 727-8663
Sartomer Company, Inc., Exton, PA
Sartomer SR-351 (800) 727-8663
isodecyl acrylate
Sartomer Company, Inc., Exton, PA (800) 727-8663
Satin Tone
process oil (800) 231-6950
Silane A-187 OSI Specialties, Greenwich, CT (800) 334-4674
(800) 733-1374
SP 1055 Schenectady Chemicals Inc., Schenectady, NY (518) 370-4200
Schenectady Chemicals Inc., Schenectady, NY
Stabilizer 75-001 (800) 321-9946
Struktol Company, Stow, OH
Sulfur sulfur
Sun Oil Co., Philadelphia, PA/RE Carroll (800) 395-2786
t-butyl perbenzoate
Eagle-Picher Indus., Cincinnati. Ohio (417) 623-8000
PbO2 (MC)* lead peroxide (medium cure) Eagle-Picher Indus., Cincinnati. Ohio (417) 623-8000
PbO2 (VFC)* lead peroxide (very fast cure) Eagle-Picher Indus., Cincinnati. Ohio
PbO2* lead peroxide Eagle-Picher Indus., Cincinnati. Ohio (417) 623-8000
Pliolite S6B high styrene reinforcing resin Goodyear Chemical., Akron, OH (800) 633-3965
2-Pyrrolidone ISP Van Dyke, Wayne, NJ (877) 812-7501
Pyrax A R.T. Vanderbilt Co., Inc., Norwalk, CT
QDO p-quinone dioxime Lord Corp/Chemical Product Division, Erie, PA (814) 868-3611
Raven 880 Ultra (800) 822-7266
Red Iron Oxide H.M. Royal, Trenton, NJ (609) 693-9176
Santicizer 141 sanitizer Solutia, St. Louis, MO (800) 321-3416
Sartomer 633 metallic diacrylate Sartomer Company, Inc., Exton, PA (800) 727-8663
Sartomer Company, Inc., Exton, PA
Sartomer SR-350 trimethylolpropane trimethacrylate (800) 727-8663
trimethyloipropane triacrylate Sartomer Company, Inc., Exton, PA
Satromer SR-395 Sartomer Company, Inc., Exton, PA (800) 727-8663
Sartomer SR-2000
Englehard Specialty Pigments & Additives, Iselin, NJ
(732) 205-5000
Shellflex 371 Shell Chemical Co., Houston, TX
silane
Silverez 2T5100 Arizona Chemicals, Jacksonville, FL (800) 733-1374
Silverez TR1135 turpene based resin Arizona Chemicals, Jacksonville, FL
synthetic resins
SP 1056 synthetic resins Schenectady Chemicals Inc., Schenectady, NY (518) 370-4200
SP 553 synthetic resins (518) 370-4200
Ferro Corp., Walton Hills, Ohio
Stearic Acid triple pressed stearic acid H.M. Royal, Trenton, NJ (609) 396-9176
Struktol TR354 (800) 327-8649
H.M. Royal, Trenton, NJ (609) 396-9176
Sundex 790 Sun Oil Co., Philadelphia, PA (800) 395-2786
Sunpar 2280
Talc Nytal 300 hydrous magnesium calcium silicate R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
peroxide Elfatochem NA Fine Chemicals Group, Phil. PA
(215) 419-7000
Tellurac (TDEDC) ethyl tellurac R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
45

Thermax N-990 thermal process carbon black R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
TI-PURE titanium dioxide DuPont, Wilmington, DE (800) 441-7515
TI-PURE R-900 titanium dioxide DuPont, Wilmington, DE (800) 441-7515
TI-PURE RF-30 titanium dioxide DuPont, Wilmington, DE
DuPont, Wilmington, DE
Mississippi Lime Company, Alton, IL
Zinc Oxide (609) 396-9176
polyterpene resins Arizona Chemical Co., Jacksonville, FL
(800) 441-7515
Toluene toluene Solutia, St. Louis, MO (800) 325-4330
Triethanolamine TEA Spectrum Laboratory Products, Gardena, CA (800) 772-8786
Twinkling Star Antimony Oxide silica treated with antimony trioxide H.M. Royal, Trenton, NJ (609) 396-9176
Tyzor TPL titanate (800) 441-7515
Univolt 60 transformer or insulation oil Exxon Lubricants and Petroleum Division Corp., Houston, TX (888) 228-4437
Ultrathene EVA ethylene vinyl acetate copolymer Equistar Chemicals, Houston, TX (800) 615-8999
Vanox ZMTI Dibetanophthyl-p-phenylenediamine R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
Varox DCP-40C resin R.T. Vanderbilt Co., Inc., Norwalk, CT (800) 243-6064
Varsol 18 mineral oil Exxon Lubricants and Petroleum Division Corp., Houston, TX
(888) 228-4437
Vertical Quicklime calcium oxide (800) 437-5463
Vistanex LMMS polyisobutylene Exxon Chemical Corp., Houston, TX (800) 231-6633
Vulklor tetrachloro-p-benzo quinone Uniroyal Chemicals, Middlebury, CT (800) 243-3024
White Fonoline petrol atum Crompton Corporation, Petrolia, PA (877) 948-2688
Wingtack 95 aliphatic c-5 petroleum hydrocarbon resin Goodyear Chemical., Akron, OH (800) 633-3965
zinc oxide H.M. Royal, Trenton, NJ
Zonarez 7085 (800) 526-5294
46


















