
GUIDELINES ON APPLICATION OF POLYMER … ON APPLN OF PME FOR...One of the maintenance technology...
10
Tele : 23018524 Fax : 23018524 E2 Wks (RI) Sub Dte Directorate of Works Engineer-in-Chief's Branch Integrated HQ of MoD (Army) Kashmir House, Rajaji Marg New Delhi — 110 011 95610/Policy/ I C /E2W (RI-1) /S Mar 2017 All Chief Engineer (AF) All Chief Engineer (Navy) All Chief Engineer (Army) GUIDELINES ON APPLICATION OF POLYMER MODIFIED EMULSION (PME) FOR AIRFIELD PAVEMENT MAINTENANCE 1. Ref our policy letter No 95610/Policy/70/E2 Plg (Pay) dt 04 Jun 14 and 95610/Policy/106/E2 Plg (Pay) dt 15 Jan 15 related to runway maintenance. 2. Guidelines on application of PME for airfield maint is fwd herewith for your necessary action please. Any suggestion / recommendation may please be submitted within one month of date of this letter. NIL report will be assumed there after. 3. This letter may be put up to CE for his information. Ends: (Sheets-09) Copy to: - (MS Deol) Col Dir (RI-1) for E-in-C SEMT Wing College of Military Eingineering pin-908797 C/o 56 APO For info please. All Command CEs Internal : - E-2 (Des) - For info and necessary action please.
Transcript of GUIDELINES ON APPLICATION OF POLYMER … ON APPLN OF PME FOR...One of the maintenance technology...

Tele : 23018524 Fax : 23018524
E2 Wks (RI) Sub Dte Directorate of Works Engineer-in-Chief's Branch Integrated HQ of MoD (Army) Kashmir House, Rajaji Marg New Delhi — 110 011
95610/Policy/ I C /E2W (RI-1) /S Mar 2017
All Chief Engineer (AF) All Chief Engineer (Navy) All Chief Engineer (Army)
GUIDELINES ON APPLICATION OF POLYMER MODIFIED EMULSION (PME) FOR AIRFIELD PAVEMENT MAINTENANCE
1. Ref our policy letter No 95610/Policy/70/E2 Plg (Pay) dt 04 Jun 14 and 95610/Policy/106/E2 Plg (Pay) dt 15 Jan 15 related to runway maintenance.
2. Guidelines on application of PME for airfield maint is fwd herewith for your necessary action please. Any suggestion / recommendation may please be submitted within one month of date of this letter. NIL report will be assumed there after.
3. This letter may be put up to CE for his information.
Ends: (Sheets-09)
Copy to: -
(MS Deol) Col Dir (RI-1) for E-in-C
SEMT Wing College of Military Eingineering pin-908797 C/o 56 APO
For info please.
All Command CEs
Internal : -
E-2 (Des) - For info and necessary action please.

ENGINEER —IN-CHIEF BRANCH
GUIDELINES ON APPLICATION OF POLYMER MODIFIED EMULSION (PME) FOR AIRFIELD PAVEMENT MAINTENANCE
Aim
1. Aim of this guideline is to spread awareness among MES exec & PMG to ensure appropriate & timely maintenance of fast detoraiating RW functional properties due to environmental stresses, over/under loading & ltd maintenance during its design life.
Background
2. The Armed Forces of India operates an array of aircrafts (fighters and transport) from Air/Navy bases, including from civilian runways spread all over the country. As one of the largest armed forces of the world, it is operationally critical that Defence has a reliable and efficient Airfield Pavement Maintenance system.
3. Defence airports are also planned to cater for civilian aircraft traffic at most of the cities to make best use of high value national assets. Thus, due to the increase in air traffic and gear load of both the defence as well as civilian aircraft, it becomes very difficult to carry out regular maintenance and resurfacing that becomes due. Tendency to over look maintenance during Defect Liability Periods (DLP) or during immediate yrs after resurfacing also needs to be evaluated based on case to case as per parameters mentioned at para (1). Each landing and takeoff involves a fair amount of runway surface wear and tear. These wear and tear stresses may not be as visible on daily basis on the runway with rigid portion, but the runway having a flexible pavement will have early signs of stresses and deterioration. This deterioration also depends on sub-grade conditions, type of aircrafts, touchdown speeds, and takeoff laden weights during takeoff, besides environmental factors. The most Important functional requirement is to maintain pavement surface friction parameters and a surface that is sealed from water penetration, the absence of which has led to many major accidents in the past, incurring loss of lives and machines. Thus it becomes imperative to divide runway maintenance into two parts i.e. regular and immediate. Regular maintenance is carried out by the standard repair mechanism; however for the immediate repair we need some rapid action method.
4. One of the maintenance technology that can be carried out in a faster time frame is by application of Polymer Modified Emulsion (PME) on the runway surface. This material is used like a coating as well as a sealant. when used along with finer particles such as mineral filler. PME is a very specialized product and cannot be compared to many conventional methods, since the other cold emulsions available in the market are meant for use on roads. It should be preferably evaluated or considered/applied after every two/three years depending on surface conditions to prolong the life of the runway and to ensure its trouble free functioinality in order to delaying of the resurfacing cycle.

5. This guideline is being promulgated to the environment detailing the methodology of the application of PME through authorized applicators for regular rapid runway(RW) maintenance to avoid closure of the RW and to enchance its life. This is in continuation with respect to directions promulgated earlier vide this HQ letters nos 95610/Policy/70/E2 Pig (AF) dt 04 Jun 14 & dt 15 Jan 15. PME should be designed and successfully applied to the parts of the runway with Flexible pavements. The use of any unauthorized product in the name of PME may have serious repercussions for the aircrafts and runway life may also get affected. Any mishap after poor application due to lack of awareness about PME will
be unacceptable.
Importance of Top Surface of the Runway.
6. The top surface of the runway is one of the most important layers. It is the layer which actually comes in contact with the tyres of the aircraft. The impact is transferred on to the top surface and then distributed from top to bottom. Thus though it is important to have all the layers of very high quality, it is equally important to have the top layer as one of the best perfoming layer. Any amount of water ingress may cause serious deterioration. Hence, it is mandatory to ensure that the surface is maintaining its macro and micro texture, impervious to water and surface runoff is well channelized out of the runway from the sides.
Defining PME
7. Polymer Modified Emulsion (PME) is a low viscosity polymeric bitumen emulsion for purposes of sealing cracks less than 3mm wide or disintegration in an existing bituminous surface and to help reduce loosening of fines particles/aggregate caused by abrasion due to air traffic. PME may require a customized application dosages/design, based on the runway conditions and local weather pattern for its best results. Surfaces with poor Macro/Micro texture may require addition of compatable mineral fillers. Specific properties of PME (derived from IRC SP 91 & ASTM) are att with these Guidelines for ready reference.
Trial Patches
8. Trial patches of appropriate sizes preferably with a minimum size of 15m x 15m at selected locations depending upon the total area to be rejuvenated. Trials are mandatory to be conducted to check efficacy of materials being offered by E-in-C's branch approved firms and to evaluate following parameters after seven dry days curing of application -
(a) Friction parameters within permissible ranges.
(b) Quantities of materials to be frozen in the contract.
(c) Permeability parameters to ensure near zero porosity.
(d) Penetration of PME after application of both the coats.
(e)Formulation and composition of various constituents including mineral fillers, dilution ratio, rate of application etc...

(f) Micro & Macro texture.
Compared with Conventional Methods (Cold Emulsions/ Micro surfacing/ Seal coat etc...) for Runway Maintenance
9. Cationic Polymerized Modified Emulsion is used for arresting FOD, oxidation, minor sweeping, striping and raveling of fine and minor coarse aggregate from DAC layers.lt has low stiffness and a high relaxation rate as desirable at low temperature for resisting cracking, raveling and shelling.
10. PME is manufactured by adding additives, rejuvenators & polymerizing emulsion by blending combination of polymers which generates additional tensile strength for elongation. Enhanced elastic recovery helps in better fatigue resistance properties.
11. Mixing mineral fillers as additive take special care of voids and cracks. Eventually it forms a monolithic membrane with the existing surface which generates a barrier to make it water tight. It improves the stripping properties of wearing course by making it impervious to moisture, penetration through the surface by 10-20 mm.
Methodology of Application
12. General. A specifically designed mechanical spraying machine is required for blending PME and Mineral filler for its uniform application by skilled and qualified applicator to maintain quality performance of finished surface. The details of machine are at Appendix A. PME must have penetration values of 10 - 20 mm and initial setting time of four to five hours but not more than eight hours. Post application drying properties should be verified during the trials PME should be viscous but not to form any additional layers on the existing surface and maintains same friction value of runway surface.
13. Storage & Handling. PME storage and handling temp shall be between to 10°C to 50°C and should be protected from freezing. Water to be used should be potable, free from salts & chemicals.
14. PME to be used only after assurance of performance guarantee (PG) by the approved applicator for correct procedure of application as per site conditions. PG is to decided by Accepting Officer as per importance of work & site conditions.
15. Cleaning. Surface shall be dry, clean, dust & dirt free and durable. Clean surface of the runway with wire / Coir Brush where the application is to be applied. The dust, mud or any loose aggregate is to be removed.
16. Preparation of PME
(a) The drum containing PME should be rolled down for 5 to 10 minutes so that the material mixes properly and to bring it to the equal / uniform consistency level.

(b) Make a solution of given ratio of mineral filler (if recommended) with soft water and stir well to bring it to uniform consistency level. Specified mineral filler is mixed to ensure filling of voids and locking the gaps on the runway surface.
(c) Considering the capacity of storage tank of Mechanical Spraying Machine loading of mixed water + Mineral filler solution and equal quantity of PME viz. in the ratio of 1:1 (Water : PME) is done in Tank of Spraying Machine by mechanical means and stir well. Luke warm water is required where at the time of application normal tempraturre of the area is below 15°C. The mix is stirred for 5-10 minutes to achieve desired consistency so that the PME can be sprayed using mechanical sprayer specially made for PME application. Standard Yard Stick rate for use of undiluted PME is 1 Litre per Sq Metre in 2 coats. However, the quality may vary based on porosity of the trial patches on the on the runway. Ball park figures are as follows: -
(i) Low consumption - 0.50 to 0.90 litres per sq m.
(ii) Medium consumption - 0.91 to 1.50 litres per sq m.
(iii) High consumption - 1.50 to 2.00 litres per sq m.
17. Application
(a) First Coat. Spread the solution of PME with mineral powder ( if recommended) on cleaned surface by spraying machine and moping with a specially designed mopper to ensure a uniform finish surface. In first coat application 60 to 70% quantity may be consumed on account of exhaustive penetration/consumption by the voids and cracks in the surface. The surface should be left clear for minimum 4 to 6 hours for drying the 1st coat.
(b) Second Coat. The same exercise is to be repeated for application of the second coat. In second coat balance 30 to 40% of PME may be consumed as finishing coat. After this coat the surface should again be left clear for minimum 4 to 6 hours for final setting.
Contractual Clause /Requirements for the Civil wks Contracts Applying for for Application of PME
18. Trial Patch A trial patch of PME should be applied to check its consumption before initiating the work and preparing an estimate/rate analysis. Refer para (7) above. Cost of trial patches is recommended to be catered within the annual maintenance fund allotments of runway.
19. IS Standard PME may be a tailor made product based on site conditions thus PME should be obtained from approved manufacturer to ensure accurate specifications. Recommended desired properties to be extracted from various IS & ASTM codes and suitably modified for RW is attached at Appendix B for ease of application.

20. Applicators Manufacturer will provide its approved applicators for application of PME. Work should prog only through auth applicators of manufacturers. In case of non availability of applicators, the approval will be
obtained from E-in-C's Branch.
21. Mechanical Spraying Application of PME should be carried out
mechanically to ensure homogeneous mixture of PME and mineral filler (if
recommended) and uniform application.
22. Friction Test The firm must conduct friction test by British
pendulum method after application of final coat to measure its friction value (ranging between 0.35 to 0.6) and ensure that friction parameter is not disturbed. Station auth should be envolved during trials to decide the value
based on loading pattern.
23. Sand Patch Test The firm must conduct a sand patch test to check the Mean Texture Depth (MTD) of macrotexture of the runway surface. Traditional method based test (ASTM E 965) may be refered.
MTD= 4 V/3.14 D2
Where —
D = Average Diameter Of Sand Patch Circle (Cm )
V = Volume Of Sand Used (Cm )
24. Warranty Two year warranty of material performance and application performance to be obtained from the authorized manufacturer of
PME. Measurement should only be finalized and recorded on MB after
obtaining the warranty Certificate from the manufacturer. Warranty includes the fact that the structure will remain water tight and no further cracks will be formed, excluding damage caused by natural calamities. Permeability test (ASTM D 2434) to be conducted on the surface prior and after to application of treatment. Reduction of 50% permeability after one week of the treatment is suggested to be taken as basic parameter for acceptance of the work done.
25. Time Schedule Understanding the urgency of rehabilitation of runway, the entire runway must be completed at the earliest from the date of award of work. Stn/PMG has to play important role in judiciously spending on maintainence funds on this treatment to keep surface air worthy through out
its desired life.
26. Tender Policy Eligibility criteria for the participants for tender shall be contractor enlisted under category of Runways & Pavements or manufacturer of the approved product and their registered applicator only. This being a specialized nature of work, no other categories of Enlisted Contractors is to be considered. Deviation on this could be taken from E-in-C's Branch in case non-availability of contractors.

Weather Parameters on Application
27. Local Temperature. In cold regions the application of PME must be carried out when ambient runway surface temperature rises more than 10°C during the day time.
28. Rains The application of PME should be carried out on a clear day to avoid mixing of rain water with the PME based emulsion. Thus the applicators must wait for the rain to stop and runway should be clear and not having any water stagnation to ensure 100% correct composition of PME.
Maintenance Schedule
29. The application of PME should be considered as part of the preventive maintenance plan of the runways to ensure enhancement of life of runways and consider resurfacing only in case of structural strength falling below the permissible limit. The following maintenance policy should be adhered to for keeping the runway serviceable at all times.
(a) Regular Runway Maintenance Once the runway has been resurfaced/new runway has been put into action, it must be maintained with the application of PME every two/three years after first year of warranty has been completed. This will ensure that the life of the runway is not restricted to the designed number of years, example —ten years, rather extended. As stated earlier, the application of PME every two/three years will ensure that the surface of the runway is not adversely affected due to weather conditions like rain and snow and that there is no ltd emergence of even minor cracks on the surface.
(b) Rapid Runway Maintenance As per the policy issued by the Engineer-in-Chief, on runways where regular maintenance as indicated above is yet to be implemented, PME should be applied at least one month before the commencment of monsoon/snowfall or on the occurrence of FOD/raveling and minor cracks on flexible or rigid pavements. Programe of maint of pavement be deliberated with Stn auth and incl in the Annual Maint pgme diligently.
Conclusion
30. Timely and appropriate maintenance of RW by application of PME not only permits expensive aircraft to operate from them with a minimum risk but also allows the longest possible functional design life of pavements. This will also delay closures of RW for resurfacing, or reconstruction as far as possible. Attention to maintenance during the life of a runway as a policy will reduce the extent of resurfacing or reconstruction work which eventually becomes necessary giving savings in both and time. Trials based application of PME as per surface requirement will provide value for money spent by MES.

Water Addition
PME Mixer Tank
Appendix A
(Refer Para of letter no- 95610/policy/ / dt Mar 17)
REPRENTATIVE SPRAYING MACHINE FOR APPLICATION OF PME
Rejuvenator / Mineral Filler Addition
Carbon Fiber Reinforced Flexible Pipe & nozzle
Application
1. The spraying machine is designed to mix PME, water and mineral filler to convert it into a fine homogeneous compound for application on the runway in most scientific manner designed by the manufacturer. The technical details and description is in the succeeding paragraphs.
2. Description. The machine runs silently and leaves no carbon footprint thus it is eco friendly. The description of the spraying machine is as follows-
(a) PME - Rejuvenator Mixer tank capacity ranging from 600 litres to 1400 litres.
(b) Batch (PME - Rejuvenator and mineral filler) of capacity ranging from 450 litres to 1250 litres.
(c) Machine output per hour - 500 - 1000 Sqm per hour.
(d) Total connected pump power 10 HP - 20 HP.
(e) Water feeding system through 1 HP self priming moonset pump.
(f) Load cell based digital weighing system with digital display batch controller.
(g) Gear Ring & Rollers are accurately machined with gear cutting operation supported by heavy duty twin rollers to prepare homogeneous mixtures.
(h) Microprocessor panel with digital control.

3 Gear Pump Specifictions. Maximum Pressure - 4.0 Kg, Flow Capacity
- 50 LPM, Pump Speed - 180 RPM and a 10 HP motor (minimum).
4. Carbon Fiber Reinforced Flexible Pipe(CFRP) for Final Spray of PME The
Pipe (Size 30mm dia) connects the spraying machine with spray nozzle assembly. CFRPs are commonly used wherever high strength — to- weight ratio and rigidity is required, such as viscous liquid i.e PME.
5. Specification For PME - Spray Nozzle Assembly
The following specification covers the general requirements regarding material, design, fabrication and acceptance tests for Cold Emulsion spray nozzles supplied
along with couplings : -
(a) Codes and Standards (to be updated from time to time)
IS : 410
IS : 318
IS : 554
(b) Design Requirements for Nozzle
(i) The nozzle shall produce a 120 degree angle to full cone spray pattern covering an area of about 3m loactaed about 1 m away from the runway surface. application is totally prohibited.
(ii) Variation in discharge rate with pressure varying cm to 6.0 kg/sq cm.
(iii) The nozzles shall be non — clogging type.
(iv) Inlet side of nozzle shall have tapered threads confirming to IS :
554.
(v) Efficacy of uniform spray and anticloging mechanism should be trial evaluated before deploying the spray machine.
ensure uniform diameter when High pressure
fro 1.50 kg/ sq
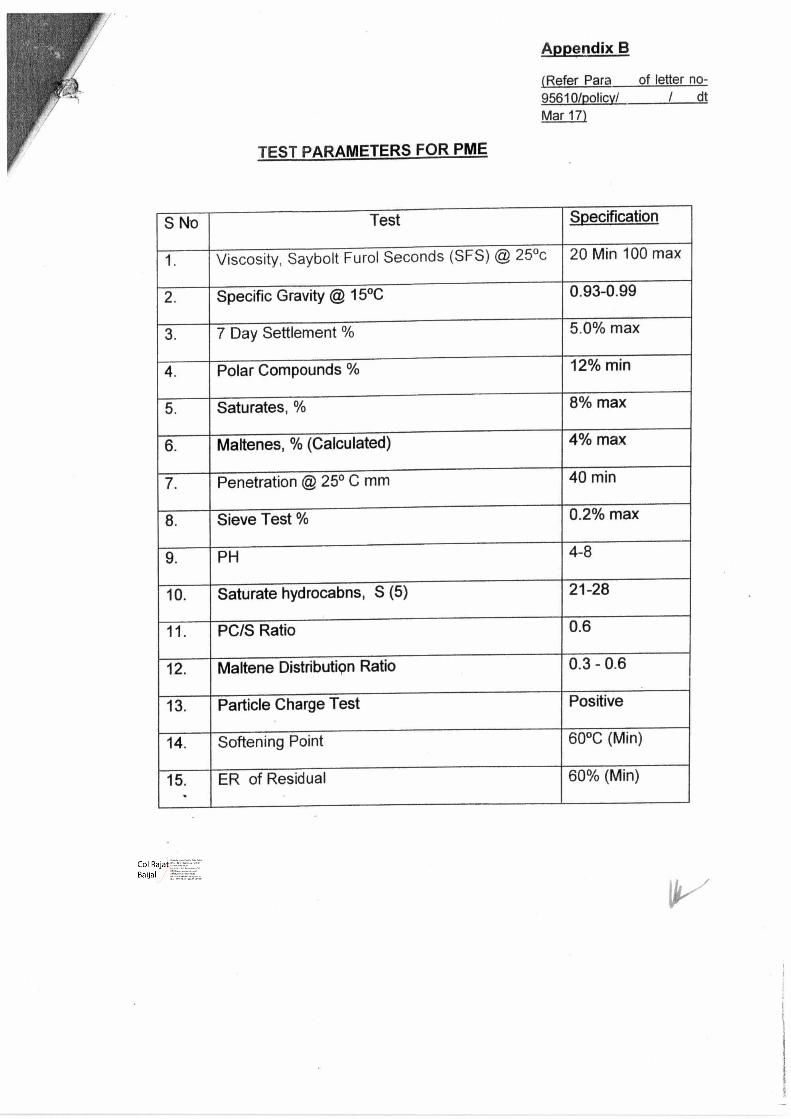
Appendix B
(Refer Para of letter no- 95610/policy/ / dt Mar 117
TEST PARAMETERS FOR PME
S No Test Specification
1. Viscosity, Saybolt Furol Seconds (SFS) @ 25°c 20 Min 100 max
2. Specific Gravity @ 15°C 0.93-0.99
3. 7 Day Settlement % 5.0% max
4. Polar Compounds % 12% min
5. Saturates, % 8% max
6. Maltenes, % (Calculated) 4% max
7. Penetration @ 25° C mm 40 min
8. Sieve Test % 0.2% max
9. PH 4-8
10. Saturate hydrocabns, S (5) 21-28
11. PC/S Ratio 0.6
12. Maltene Distributipn Ratio 0.3 - 0.6
13. Particle Charge Test Positive
14. Softening Point 60°C (Min)
15. ER of Residual 60% (Min)


















