Pawan Report Copy
96
From Workshop to Global Player (Siemens 1847-2005) Formed in 1847, the company telegrapher bauanstalt Von Siemens & Halske grew within the space o a ew decades rom a small precision!engineering workshop, producing mechanical warning bells or railways, wire insulation made o gutta!percha, and elec telegraph systems, into one o the words largest companies electrical & electronics engineering" #andmark in$entions, an immense readiness to inno$ate,and a strong international commitment ha$e dri$enthe company%s success since its$ery beginnings" hen in 18'' erner Siemens (known as erner Von Siemens ater 1888) disco$ered the dynamoelectric principle, potential applications or electricity were limitless" Hea$y!current engineering began to de$elop at a breathtaking pace, producing one triumphant inno$ation ater another" *n 187+, Siemens & Ha presented the irst electric railway and installed the irst elect light in erlin- in 188. came the irst electric ele$ator- and in electric streetcar" Following the death o company%s ounding ath erner $on Siemens, in 18+/, his successors ollowed the course he had set, constantly ad$ancing the company with trailbla0ing inno$ations" #ighting, medical engineering, wireless communication and, in 1+/.%s household appliances, were ollowed ater world war by components, data processing systems, automoti$e systems and semiconductors" he guiding principle that had applied sinc company%s beginnings!o concentrating solelyon the electrical
-
Upload
pawanmeena662268 -
Category
Documents
-
view
13 -
download
0
description
good
Transcript of Pawan Report Copy
From Workshop to Global Player
PAGE
From Workshop to Global Player
(Siemens 1847-2005)
Formed in 1847, the company telegrapher bauanstalt Von Siemens & Halske grew within the space of a few decades from a small precision-engineering workshop, producing mechanical warning bells for railways, wire insulation made of gutta-percha, and electrical telegraph systems, into one of the words largest companies in electrical & electronics engineering. Landmark inventions, an immense readiness to innovate, and a strong international commitment have driven the companys success since its very beginnings. When in 1866 Werner Siemens (known as Werner Von Siemens after 1888) discovered the dynamoelectric principle, the potential applications for electricity were limitless. Heavy-current engineering began to develop at a breathtaking pace, producing one triumphant innovation after another. In 1879, Siemens & Halske presented the first electric railway and installed the first electric street light in Berlin; in 1880 came the first electric elevator; and in 1881 the electric streetcar. Following the death of companys founding father, Werner von Siemens, in 1892, his successors followed the course he had set, constantly advancing the company with trailblazing innovations. Lighting, medical engineering, wireless communication, and, in 1920s household appliances, were followed after world war II by components, data processing systems, automotive systems and semiconductors. The guiding principle that had applied since the companys beginnings-of concentrating solely on the electrical engineering, but on the whole electrical engineering helped make Siemens the only company in its industry to operate in both light-and heavy current electrical engineering, and by the mid 1920s it was again one of the worlds five leading companies in its field. When national socialists seized power, Siemens, like the rest of German industry, was drawn into the system of the war economy. Through to 1944, higher state demand and military orders led to substantial increases both in sales and in the size of the workforce. In order to fill its manufacturing quotas, Siemens partly used forced labor. After World War II, Siemens began rebuilding in Germany first, but gradually moved into foreign countries from the 1950s on. Technological advances, expansion into new business segments, and the reestablishment of a presence in traditional export markets laid the foundations for the companys return to its old strength in the world marketplace in the 1960s. To give the company a stronger identity and constant market presence, Siemens & Halske, Siemens-Schuckertwerke AG, and Siemens-Reiniger-Werke AG, the three main companies in the group, merged in 1966 to form Siemens AG. In 1969, the companys main business segments were assigned to six largely independent operating groups, creating an organizational structure that has been adapted on numerous occasions through to the present day.
Today Siemens is a transparent and significant contribution to the future of electrical engineering and electronics.
ABOUT SIEMENS AG
Siemens AG is a world class supplier of electrical and electronics products and systems serving one of the largest and the most diverse markets worldwide. Siemens Ltd. in India is a subsidiary of Siemens AG, Germany. Siemens AG have been closely involved with developments that are at leading age of electrical and electronics engineering ever since the pioneering inventions of the founder of the company- Werner von Siemens.
Siemens strength, acquired over many decades of pioneering research and practical experience, lies in the development of advanced technologies and in their timely application to a wide range of high- quality, innovative and cost effective products. As a global company, Siemens have manufacturing, sales and service facilities in more than 170 countries. Employees worldwide in the offices, factories, laboratories and service organizations total to about 390,600. All committed to providing the highest standard of technological competence that Siemens has been a Synonym for, right since inception. Siemens continuing commitment in this direction is summed up in the organizations corporate mission statement.
It want to be one of the most competitive companies in the field of electrical and electronics engineering and set the pace for advances in technology.
Their aim is to provide products and services of the highest quality that offer maximum benefits to their customers worldwide.
They have to achieve consistently high profitability to ensure our corporations future and to increase the value their shareholders.
They want to establish and maintain worldwide business relationship that are constructive, long-term and based on mutual trust.
They see themselves as an integral part of national economies and feel strong sense of responsibility towards society and environment.
At the forefront of electrical and electronic technology
Siemens ranks sixth among the worlds ten largest electrical and electronics companies in terms of sales, which accounted to DM 81.6 billion in fiscal 1993. If AT & T`s telecommunications operation (accounting for around 60% of their total revenues) and GE`s financing activities (GECS account for one- third of GE sales) are excluded, Siemens would rank 4th in fiscal `93.
In resonance with the challenges of the future
Siemens is geared to meet the complex challenges of the 90`s and beyond into the 21st century, which would be an era marked by dynamic developments and the increased globalization of the electrical and the electronics market. Siemens corporate structure has been organized to respond swiftly to technological change, shorter innovation cycles, and new applications and sales channels in short to the accelerated demand of the world market. Smaller sharply focused operating groups have been formed to maintain clearly defined market profiles in this competitive environment. The structure brings specialist under one roof, thereby ensuring ready access to common pool of siemens know-how and services, generating productive synergies.
Internationally compatible range of products and systems
Throughout the world, the name stands for an enormous range of products, systems and services. Although the universal supplier, Siemens also enjoys a distinguished reputation as a solution specialist in many fields. The company has accumulated a wealth know how which it shares through numerous international joint ventures and alliances.
Energy
Power Generation (KWU)
Power generating facilities, equipment, systems and processes:
Non-nuclear power generation , refuse- fired power plants, thermal waste recycling plants
Renewable power generation , photovoltaic, electrical equipment for wind power plants, fuel cells
Industrial power plants and turbines
Nuclear power generations ( nuclear power plants , nuclear power plant services, nuclear waste facilities)
Nuclear fuel cycle
I & C equipment and systems
Engineered ceramics
Laser technology
Power Transmission and distribution
Products and systems, equipment and services:
High voltage systems
Medium voltage and low- voltage equipment and components
Medium voltage switchboards and systems
Energy meters, substation secondary equipment and power system control
Power transformers
Distribution transformers
Power cables
System planning
Transportation
Transportation Systems
Equipments and Systems for rail transportation:
Safety and security systems Control systems Transmission lines and catenaries Complete installations Rapid- transit vehicles Main line rolling stock
Automotive System
Electronic , electrical and electromechanical systems and components:
Control and information system
Air management system
Electric motors and electric motor systems
L & T Vehicle wiring system
Sensor system
Actuators and fuel mixture components
Industry and trade
Industrial and Building Systems
Electrical plant and customer or sector- specified products and systems for:
Basic industries
Manufacturing industries, public authorities
Security and building systems
Traffic control and systems
Field services, engineering , workshop operations:
Installations and erection, engineering, commissioning, customer support, workshop operations
Drives and Standard Products
Variable speed drives; Large drives, Medium machines, vacuum pumps and compressors; Low voltage motors; Uninterrupted power supplies;
Switchgears for consumer feeders;
Command and annunciation devices;
Switchgear for power distribution;
Transformers, chokes and fans;
Protection switchgear; Fuse-link systems; Switch and sockets systems; Installation, distribution and ducting systems; Building services i-center: Wholesale organization for commerce, trade, industry and public authorities
Automation
Products, systems, equipments and services:
Programmable controls
Industry process controls, PDA
Numerical controls
Controls for robots
Drives for machine tools and robots
Measurement and test controls
Process instruments Production control systems
Analysis systems
Printed circuit boards assembly and production systems
Industrial communications
Serving/Monitoring systemsCommunications
Public Communication Networks
Public switching systems
Transmission systems
Mobile radio networks
Mobile radio systems
Telecommunication cablesPrivate Communication Systems
Small, medium and large sized communication systems
Applications, networks
Communication terminals
Defense Electronics
Tactical and strategic networks
Radio systems
Products and services for information security
Reconnaissance and air defense systems
Command systems Air traffic management
Control systems
Audio and Video Systems Design, construction and automation of professional audio and video installations and systems:
Electro acoustics
Conference systems
Sound and video studios
Mobile broadcasting vans
Production studios
Sound and video control rooms
Audio workstations
Master sound switching rooms
Cables TV facilitiesMedicine
Medical Engineering Roentgen systems
Magnetic resonance
Computed tomography
Angiography
Dental system
Life support system
Electrocardiography
Nuclear medicine and Patient monitoring
Radiation therapy
Ultrasound, Cardiac and Audio logical systems
Information
Siemens Nixdorf Information System AG
Large, medium-sized and small DP systems
Mainframes, peripherals, networking components and terminals
Workstation systems, office computers and personal computers
System software for BS 2000, UNIX/SINIX, NIROS and MS-DOS
Application software for vertical-market and office applications
System and solution business for all sectors
Software tools & Consulting, systems & product service, training
Components
Semiconductors
Application-specific integrated circuits for:
Information technology
Automotive and traffic electronics
Industrial electronics
Entertainment electronics
Microcomputer components
Memory components
Discrete semiconductors:
Transistors, diodes and microwave semiconductors
Sensors
Power semiconductors and modules
Optoelectronics semiconductors:
Light-emitting diodes and displays
Infrared transmitters and receivers
Magnetic field sensors
Optocouplers
Semiconductor lasers
Optical waveguide components
Passive Components and Electron Tubes
Capacitors
EMI suppression components
EMC systems and services
Ferrites
Surface-acoustics-wave devices
Resistors
Thermistors
Varistors
Microwave ceramics
Electron tubes
Surge arrestors
Vacuum components
Magnetic and non-magnetic alloys
Core and magnet systems
Inductive components
Superconductors
Acoustics and electro-optical productsElectromechanical Components
Relays and synchro generators
Connectors, switches and keys
Hybrids
Optical cable componentsLighting
Standard Products
Office and architectural lighting, Industrial lighting, Exterior lighting, Light electronics.
Osram GmbH
Lighting technology products:
General lighting service lamps
Fluorescent lamps
High pressure discharge lamps
Traffic/signal lamps & Photo-optics
Siemens in India
Siemens association with India began in 1867 when Werner-von-Siemens personally supervised the laying of the first submarine telegraph line between Calcutta and London. This historic event marked the beginning of a long and fruitful association. Siemens and India have grown together. In making countrys priorities its own, Siemens has put its experience and expertise in areas of national importance. Siemens have played an active role in the technological progress experienced in the last four decades. Siemens grow out of a response to the needs of the nation. Today, Siemens involvement reflects the current trends in electronics and electrical technology- in switchgear, motors, drives, automation systems, power generation and distribution, projects, transport, medical engineering, communications and components.
Milestones to progress1954
Assembly and repairs and a workshop under Mahalaxmi Bridge1957 Switchboard manufacture began at Worli, Mumbai.
1959 Medical equipment added at Worli, Mumbai
1960
manufacture of switchgear at Worli, Mumbai
*switchboard production extended to Calcutta workshop
1963
Switchgear manufacture transferred to Andheri
1966
First batch of motors produced at Kalwe
1973
Transfer of switchgear production to Kalwe
1975
Transfer of switchboard production to Kalwe and its expansion
1977
Manufacture of electronics equipment at Worli, Bombay
1980
Manufacture of switchboards at joka, calcutta
1981
Manufacture of switchboards at Nashik
1991
New switchgear factory at Aurangabad works
1993
Assembly workshop Medical products at Goa
1994 Manufacture of optical fibers and Solar Photo voltaic panels at Aurangabad
Siemens have about 8000 employees in India and an extensive network which includes 10 works, 3 training centers/units, 7 sales offices, 23 representatives, 300 dealers/system houses and service centers, all geared to meet the requirements of its customers.
Being closely associated with their Principles Siemens AG Germany, gives Siemens in India access to the worlds latest development in every field. This combined with its experience in India makes Siemens the ideal partner for catalyzing the countrys progress.SIEMENS: Manufacturing centers in India.
1. Worli Works: Mumbai.
Established in 1957
Products manufactured at Worli works
1. Portable / Mobile- hand / motor operated routine diagnostic examination Units.
2. Mobile C-Arm image intensifier X-Ray generator.
2. Kalwa Works: Thane.
Products manufactured at Kalwa works
1. The motor Factory was established in 1965.
2. The switchgear factory was established in 1973.
3. The switchboard factory was Established in 1975
3. Joka Works: Kolkatta.
Established in 1973
Products manufactured at Joka works
1. L V Switchboards.
2. Motor Control and power control centers.
3. K 48 resistance boxes.
4. Low voltage current Transformer.
Panels
1. Control Panel2. Relay Panel3. Control Desks4. Goa Works: Goa
Established in 1993
Products manufactured at Goa works
1. CT (computer topography) scanners.
2. Ultrasound equipments.
5. Aurangabad Works: Aurangabad.
Established in 1991
Products manufactured at Aurangabad works
1. Electronic timer relays.
2. Fuse Switches.
3. Low voltage switches.
4. Direct on line starter.
5. Miniature circuit breakers.
6. Saltlake Works: Calcutta
Established in 1991
Products manufactured at Saltlake works1. Digital electronic switching equipment
2. Radio transmission system
7. Nashik works: Nashik
Established in 1987
Products manufactured in Nashik works
1. Auxiliary Inverter for Passenger Coaches
2. Auxiliary Inverter for AC Locos
3. Traction Inverter for Diesel Locos
4. Electric control cabinet for Diesel Locos
5. K-50 Relays and signaling groups
6. Audio frequency track circuit
7. Auxiliary warning system
8. Current and Voltage transducer
9. Switch mode Power supply
10. Variable speed AC and DC driver
11. Static converter for heater controller
DIFFERENT DEPARTMENTS IN SIEMENS NASHIK WORKS
1. Research & development (R & D)
R & D (Product Development) holds the key to all of the SIEMENSs endeavors. P.D. group plays a vital role in identifying, absorbing and adapting state of art of technologies of diverse product development facilities and in the electronics laboratories of TIC.2. Transportation systems (TS)
This department does the work of designing of circuit diagrams. They usually manufacture the panels of the railways which includes Auxiliary converters for Locomotives and AC Coaches, traction converters for locomotives and EMU, control cabinets for locomotives. They design the structure of the product and the make the BOM required for it.
3. Logistics
These departments plan out the working of various departments. So as to complete the project with in stipulated time limit. It also planes and orders the quantity of raw material required for it.
4. Purchase & strategic Purchase
The Purchase department contacts the various vendors & tries to procure the best material at the least cost. The vendors are selected only out of the certain approved ones. The authorized buyers from purchase department creates a Purchase Order (P.O.) when purchase requisition is received which automatically gets created by Spiridon when Production Order is created by concerned departments such as System Logistics.
5. Receiving
This department receives the material from the vendor. Here the quantity of the material is checked & then forwarded to the QI for inspection. The rejected material from QI is also received by receiving and is then forwarded to the vendors again.
6. Quality Incoming
QI inspects the material received by the company. The material is checked according to the specification supplied by the customer. Once the inspected & accepted the material is then send to the stores from where it can be taken for use. The rejected material is then send back to the receiving department.
7. Stores
The store of Nashik SIEMENS is divided in three categories, Electronics, Mechanical and direct order stores. The material cleared by QI is sent in the stores, and is then consumed by various Manufacturing departments as required. It maintains the record of the uses of material. Electronic and mechanical stores keep the inventory for standardized components whereas the direct order store keeps the components required for the fulfillment of a specific order. Siemens uses Spiridon for maintaining the entire record of stores.
8. Manufacturing
This department does the work of assembling the products like panels, power supplies, signaling group etc. It consists of 2 departments. Viz. Product Department and Systems Department. The Structure for both the departments is explained below.
9. Testing
This departments test the final product. They hold the responsibility & give quality assurance to the Client. During testing if any fault is detected than that assembly is sent to repairs for repairing. Testing mainly comprises of HV testing, IR testing and continuity testing.
INTRODUCTION TO SYSTEMS BUSINESS
The systems division at Nashik deals with manufacturing customized.
Automation & Drives for various industries such as: -
( Sugar mills.
( Steel industry.
( Tyre industry.
( Cement industry.
( State electricity boards.
( Textile industry.
( Petroleum industry.
( Chemical industry.
( Engineering companies, etc.
The basic classification of the products is as follows: -
( AC drives.
( DC drives.
( PLC.
( Tel m-cabinets.
The drives can be further classified according to types as: -
( AC drives: -
( CUVC
( CUMC
( MM4
( DC drive: -
( 6RA22
( 6RA24
( 6RA70
( PLC
( S5
( S7
The drives can be further classified according to wattage as: -
( AC Drives: -
( UP to 200KW
( 200KW-630KW
( ABIVE 630KW
DC Drives: -
( UP to 210KW
( 210KW-600KW
( Above 600KW
Systems Structure: -
LogisticsManufacture is one of the key activity is needed to attain fitness for use and numerous safeguards are employed to help assure that the resulting product is indeed fit for use.
Manufacturing planning & scheduling (MPS) comprises the activities needed to put the factory in a state of readiness to produce to quality and other standards. Responsibility for carrying out these planning activities varies widely and depends mainly on:
Technological complexity of the product.
Anatomy of the process; i.e.; is it highly concentrated within one autonomous department or is it divided among many departments?
The technological training of the line supervisors and workmen.
The extent of managerial commitment of the philosophy of separating planning from execution.
These departments plan out the working of various departments. So as to complete the project with in stipulated time limit. It also planes and orders the quantity of raw material required for it.
Planning activities & Results
Sr No.Planning ActivityEnd result of Planning
1.Review design for clarity of specification and for Proucability; recommend change.Producible design, revised product specification
2.Choose process for manufacture; operations, sequencesEconomic, feasible process, process specification
3.Provide machines and tools capable of meeting tolerances.Capable machines & tools
4.Provides instruments of accuracy adequate to control the processCapable instrumentation
5.Provides manufacturing information, material, methods, procedures, and cautions.Operation sheet.
6.Provide system of quality control, data collection, feedback, adjustmentControl station equipped to provide feedback
7.Define responsibilities for qualityAgreed pattern for responsibilities.
8.Select and train production personnel.Quailed production operators
9.Prove adequacy of planning, tryouts, trail lots.Proof of adequacy.
ADVANTAGES OF PLANNING
1) Minimize Risks:-
Planning helps to minimize or reduce risks. Potential risks are forecasted and necessary protective devices are decided well in advance. If the risk occurs, then the protective devices are put into practice. The protective devices may reduce the impact of risks.
2) Facilities Coordination: -
The plans of one department are coordinated with the plans of all other concerned departments. This brings in unity among the various departments of the organization. In the other word, the concerned departments work in close harmony in the implementation of the plans.
3) Facilities Organization: -
Planning enables a manner to organize the resources properly. If required, ha makes arrangement for additional resources in order to achieve the planned targets. In other words, the plans give a proper idea of the required resources to implement the plans. This facilitates proper organizing of resources.
4) Facilities proper direction: -
Planning provides proper direction in which the activities need to be conducted. This facilitates the manager to the direct his subordinates as and when required. Clear-cut direction is given so that the subordinates undertaken the right at the right time.
5) Facilitates Control :-
A plan provides a yardstick against which actual performance can be compared. Such comparison will enable to find out the deviation from the plans. If deviations are noticed, the manager may take the right corrective steps at the right time.
6) Generates efficiency: -
Planning enables optimum utilization of resources. All the resources-i.e., physical and human resources are put to their best use. The optimum utilization of resources enables a company to achieve highest possible returns at lowest possible costs.
This department mainly deals with:-
Planning for raw material & component
Procurement of it
Maintenance of stores
Vendor development
PROCEDURE FOR SYSTEM LOGISTICS
An input for system logistics is an Advanced Intimation (AI) with Critical Equipment list (CEL) or C1/C2. Normally AI/CEL is the first input followed by C1/C2. All these inputs should come from E & C. Direct input from sales should not be treated as input. All input regarding the order should flow through E & C.
On receipt of AI / CEL, which is first input to the logistics, following steps to be followed? E-mail containing the fax copy of delivery confirmation based on AI, should be send to concern sales engineer with copy to group leader of sales and NW/SYST/L.
Then check in the system whether system related material is created for particular order. If the system related material is created in the system then no. Of Production orders to be created is equal to the no. of system related material for the particular order. Basically these materials are as per clients PO and billable item in sales order. This process of creating no. of production orders will help in two ways. More the production order will help to staggered loading, easy material handling and material tracking. If systems related material is not created, then it will create in the systems.
Request for creating the work scheduling view and a routings to be send to NW/TOP/IE. The mail to TOP/IE should include following information.
1. Material number on which the production order is to create.
2. Order type i.e. AUTS or DRVS.
3. No. of panels and make of the panels.
4. Major/critical components, which decide the amount of work, involved. For PLC it can be number of front connectors and for drives it can be number of drives with rating (KW in case of AC drives And Amperes in case of DC Drives.)
5. Based on the above information NW/TOP/IE will be put approximate SMH (Standard Man Hour) in the routing. These approximate SMHs will be within 10% tolerance of actual SMH (which will be calculated bases on actual drawing).
6. NW/TOP/IE will inform concern order processor of activity.
Create the production order / orders of the system related material. While creating the production orders following steps should be followed.
1. The finished date of production order should be the delivery confirmed on AI. If the delivery confirmed in the form of the week, then we will consider the delivery date as first day of the week.
2. Then schedule the order using the schedule key. System will suggest the starting date of the production order. Normally the system will consider one operator for one work station (structure, wiring, testing, finishing). But considering volume of work and the no. of panel, the number of operation can be decided using past experience. The same should put in the system. For putting the no. of operators (this is called as splitting) in the system go to operations. Select the operation in which you want to put the split. Then go to operation details. Then select splitting and put no of splits as what you have decided. Then select Splitting and put no. of split as what you have decided. Again come back to the main screen and schedule the order again. This is your final requirement date. The scheduling type must be 2 for all production orders.
3. Populate the components in the production order as per CEL. In case of PLC only rack, power supply and rails should be entered in the production order.
4. Segregate the components by activity as follows.
0010 Structure
0020 Wiring
0030 Testing
0040 Finishing
Inform purchase regarding creation of production order to purchase with detailed schedules. Kindly ask imported drive and module delivery in the month when the dispatch of order is planned. This is not applicable for the material, which is MUST for structure assembly.
As per the procedure, after 3-4 days take order report of the production order using transaction MD4C. Check whether all PRs are converted into PO. If not, give reminder to purchase for the same. Keep track till all POs are converted to PO.
Take note of the schedule for submission of C1/C2 as per AI.Using your own tools of follow up, shoot an mail to E&C if C1/C2 do not received on the committed date. Keep follow up with E&C for C1/C2. If the C1/C2 drawings are getting further delayed, ask purchase to re schedule the order. Our normal lead-time for C1/C2 received to ready for inspection is 60 days. According re-scheduling the deliveries of imported items. Keep on doing this activity till C1/C2 are received.
The re scheduling of purchase order is must for all the C1/C2 delayed cases.
Following procedure to be followed on receipt of C1/C2:
E-mail containing the fax copy of delivery confirmation based on C1/C2, should be send to concern sales engineer with copy to group leader of sales and NW/SYST/l. The original copies to be sent to concern sales engineer through internal mail.
One copy of drawing to be sends to TOP/IE for estimation of exact SMH immediately. The entry of this outgoing document to be kept in the department.
If number of items is more in one production order, it is perfect to make consolidation of material required.
After consolidation is over, in case of more than one item, open the production order & make Production order change using CO02 transaction.
After entering BOM in systems (making of PRs) information is to be sending to the purchase.
The detail introduction to the documents used for System Logistics.
What is BOM?
The Bill Of Material (BOM) module specifies what materials; components, assemblies and sub-assemblies are used in making the product. Each component in the BOM is linked in parent child component relationship. The record of the BOM module are usually oriented in the tree structure with level zero being the product and each consecutive level breaking the product into sub-assemblies. It offers you the ability to see where the part is used, how many are required and what level of assembly is needed.
Uses of BOM: -
The BOM module is being the core one that accessed by the different programs to generate the order, PR, an invoice and any other report that needs itemized product information.
Assumption: -
1. BOM is entered, maintained, changed by engineering group concerned with the relevant product.
2. Other users in planning, production and finance etc., will access the relevant programs to extract data from the BOM.
3. SAP is responsible for the enhancement and maintainance of programs. SAP will also provide the facilities for long printouts and debugging.
What is PR?Purchase Requation should be prepared when material is created and the BOM is planned. It is forwarded to only corresponding vendor.
The planning department is planned out the quantity required for the completion of the project. It first calculates the initial requirement, which is forwarded to the purchase department for purchasing. The planning department also plans the schedule for different consignments of the project to be dispatched. It also monitors the working of the various departments, especially concerning with the production of the project.
Purchase Order (P.O.): -
Once the source is finalized, the buyer places the P.O., -i.e.; purchase order. It is the document, which gives the GO AHEAD instruction to the vendor for commencing the manufacturing the items listed in it.
ENTERPRISE RESOURSE PLANNING
Enterprise Resource Planning(ERP) system has installed the Systems Application Product (SAP) For Worldwide SIEMENS. This is the German Package.
As the name indicates, this SAPsystems is an organized method of collecting, storing, Analyzing and reporting information on quality to assist decision makers at all levels i.e. planning level. Production level. Purchase level, etc.
Inputs for a SAP include:
Information on purchase parts and materials: -
Examples are receiving inspection data, data on store records, vender survey information, and vender rating data, item codes and description of material.
Process data:
These data cover the entire in-plant manufacturing inspection system from the beginning of manufacturing upto final dispatch clearance.
Final inspection data
This data is the routine data at a final inspection.
Result of Audits
This includes both product audit and system audits.
Thus, the scope of SAP may vary from a simple system covering in-process inspection data to a broad system covering all information applicable to the overall effectiveness of a product.
SAP attempts to provide all the information need of management through one integrated system.
Impact of SAP on Planning
The SAP provides material information that can be useful as bases for Planning.
Example: - Item code, Description, Challan No, GRN no., location in the stores etc.
Information on quality and the quantity can be stored in the SAP and changes can be entered directly. The information can be drawn out as needed.
Example: - Making purchase requisition report and make changes according in it with BOM i.e. bill of material released by project groups.
Data analysis module can be incorporated in the SAP.
Example: - Bill of Material entry.
Recently developed hardware and methods for data collection and transmission can be applied to material information.
THE SAP TRANSACTIONS USED IN LOGISTICS FOR PRODUCTION:-
MM01:- Create Material.
This transaction is used to create the new material after receiving the AI or C1/C2. We are copying the any old material and linked on it to create the new one.
For creating we have to select the Views regarding MRP, Logistics, Accounting, and Costing & Delivery
MM03:- Display Material
This transaction gives us the detailed information of created material in this we are come to know the basic data, MRP, Price, Stock Qty; Material Purchase Document, Work scheduling etc. information.
CA01:- Create Routing.
When the new material is created Logistics is informed that to TOP+ / IE . They collect the material no., Panel type, Panel qty., major/critical components list etc. based on this they will put approximate SMH & create the routing.
VA03:- Display sales order.This transaction is giving us the information about the material entered in this. I.e. Clients name, qty, description of the panel (material) etc. This helps us to see the details but we cannot process in this.
CO01:- Production Order Create.
To enter the BOM & to make production order change we use this transaction. After creation of material in MM01 the order was released. Then to make PO we create the Production order number. We are scheduled the order in this transaction.
CO02:- Production order change
We have to use this transaction after creating the Production order in CO01. Entire BOM is entered & material is planned through this order. Sometimes the CI (clarification indents) is received after BOM then to make the change in the production order CO02 transaction Is used.
CO03:- Read production order.(Production order display)
The changed production order is visible in this transaction. But we are not able to make the production change.
VL01:- Create Delivery.
This transaction is used for creating the delivery & to take the output. After taking the output the DI is printed & the order is declared as technically & commercially completed.
Transaction used for Material resources & Planning
LS24:- Stock Per Material.
By using of this transaction we are able to find the out the material Storage Location (Bin) as well as stock quantity. After putting the command we have to run the transaction. In SAP systems there is a item code for each material, we have to pyt that no. in the space given to material.
MD04:-Current stock/requirement list
By using this transaction we are come to know the stock of particular material and we are also find out the reservation of the particular order for that material.
Above, the initial screen is shown & the screen on which the available Qty is seen & the reservation seen that is ahead.
ME5K: - Purchase Requisitions When the material is created after receiving the AI or C1/ C2. we are making the purchase requisition. By using this transaction we are came to know, all PRs are made or not.
This also gives us the record of converted PRs to POs.
ME2K :- Purchase Document
Here we can find out the material received in the Nashik works on PO, we also come to know that any PO is opened for particular order.
MB51 :- Display Material Document
This transaction is useful to find out the documentation data of any material. Its incoming quantity, reserved quantity in plant etc.
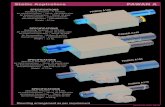
Structure assembly or Manufacturing Dept.: -
This is the very basic department of System. It deals with the component mounting in the panel.
In the structure assembly of the panel the components are mounted on GI (Galvanized iron) Sheet, in which all the heavy components are involve, like Drives, Switch Fuse Units, Main Contactors & Auxiliary Contactors, PVC (Poly Venal Chloride) cable channel for cable bunches, MCBs & MPCBs etc.
This mounting is carried out on the basis of Front View & Equipment layout given in the main drawing. This layout is prepared considering suitable wiring Routine of that panel. The front view & equipment layout is shown ahead.
The bus baring is also a main job in structure assembly. In this activity jointing & its marking is done. Some important precautions are taken during bus bearing. This activity is carried out to increase the current rating of bus bar.
The fully structured panel is then forwarded to the wiring section.
Complete Assembled GI Sheet
Panel Surface Finish
The standard 8mu design panels are powder coated having RAL 7032 shade.
Pretreatment of ferrous material: Operation sequence for 7-tank process:
Degreasing.
Water Rinsing.
Derusting.
Water Rinsing.
Activator.
Phosphating.
Passivation.
Drying.
Powder coating is done after the pretreatment.
After powder coating:
No area of surface of the component should be without powder coat.
The coating thickness should be 50-60 microns. (Avg. 55 microns)
PANEL ENCLOSURE
1. Panels are offered with IP20 / IP41 degree of protection as a standard execution.
2. In case of any other degree of protection, the same is to be discussed first with A & D-NW before finalizing the order.
3. Basic structure of 8MU panels remains the same. The doors, covers are suitably modified for archiving different degree of protection.
4. IP20 enclosure
a) No gaskets on doors / covers.
b) Doors (front & Rear) are provided with suitable louvers.
5. IP 41 enclosure
a) White felt for doors, side covers.
b) Doors (front/rear) are provided with suitable louvers.
c) Louvers fitted with perforated sheets from inside.
6. IP51 enclosures (special execution).
a) Neoprene gaskets on door side covers and on door for DP (Dust Protection) channel.
b) Doors (Front /Rear) are provided with suitable louvers. On front side, protective vent assembly is mounted .The slot are not accessible thereafter.
For boustain Panels only IP20 protection is provided.
Following points to be considered while finalizing the layouts.
Heat dissipation in the panel.
No. Of terminals / type of terminals.
Doors Front / Rear.
Cable entry top/ bottom/ side-Generally; cable entry from bottom is a standard feature.
In case of cable entry from Top / sides, the feasibility should be studied with respect to:
Mounting of P.S. unit / fan unit / mounting of terminals strips.
A dimension of the equipments used in the panel.
Control room in which the panel will be installed at site.
BUSBAR MARKING
As per IS 11353-1985 marking for bus bars used for main connections should be as follows:
Bus bar for Main
ConnectionMarking tape ColorLetter
For AC
Phase connection:
Three-phase
Two phase
Single phase
Neutral connection
Connection to Earth
Red-Yellow-Blue
Red & Blue
Red
Black
GreenR, Y, B
R, B
R
N
E
For DC
Positive
Negative
Connection to earthRed
Blue
Green
BUSBAR JOINTING
1. Types of bus bar joints are:
Aluminum to Aluminum
Aluminum to Copper
Aluminum to Silver platted copper
Copper to Copper / Silver plated copper
2. Manufacturing Precautions:
It should be checked whether any deformation like burr, bulging, dents exist on contact surface. These defects give rise to higher contact resistance & consequently higher temperature rise at the joint. Hence they should be removed before proceeding further.
3. Preparation of contact surface:
In case of joints mentioned under point no 1 above, the following procedure should be followed except that silver platted contact surface should not be brushed.
Brushing:
Contact surface should be thoroughly brushed with steel wire brush so that Aluminum oxide film is removed which is non-conducting. Brushing may also be necessary in case of copper bus bar to ensure clean surface. For handling of copper & aluminum, it is absolutely necessary to use separate sets of tools. Use a steel brush for cleaning contact face until the surface is well roughened. Sand, glass & emery paper or cloths are not allowed. The cleaned surface must be larger than the connecting faces.
Greasing
The contact surface should be covered with thin layer of conducting grease to prevent ingress of dust, moisture, and chemicals.
The greasing is necessary to avoid oxidation of contact surface due to air & moisture. The oxidation of Aluminum leads to higher contact resistance & heating. Hence the contact surface should be greased immediately after brushing.
4. In case of joints between Aluminum & Silver plated copper, only Aluminum surface should be brushed. The greasing, jointing, & tightening procedures remain same as given above. However, copper Aluminum Bimetallic sheet have to be inserted between two contact surfaces. It should be of same size of overlapping surface of joints. Both sides of these Cupal sheets. The Cupal sheet is necessary to avoid corrosion due to galvanic action.
5. Tightening:
The bus bar connections should be done by using plane/spring washers on bolt side as well as on nut side & high tensile bolts /nuts. This is necessary to achieve required torque of 55-70 NM.
6. Re tightening:
On account of the yield of aluminum, all screw joints are to be re-tightening 24 hours after commissioning & again after 4 weeks as well as once every year.
Whenever joints is opened for a long time proper precautions as mentioned in above points 2 to 5.
Wiring
The wiring is another main function in the panel manufacturing. The wiring is done on the basis of the wiring diagram given in the drawing. There are basically two main types of wiring diagram.
i. Single line diagram.
ii. Three line diagram.
1. Single line diagram :
This gives the basic idea of the automation Systems. The flow of supply & the Drive action is described in this.
2. Three line diagram :
This is the main wiring diagram. It is divided in three parts i.e.
i. Power Wiring.
ii. Control wiring
iii. Signal wiring.
WIRE ROUTING
In general the wiring in the panels can be divided in three broad categories.
1. Power Wiring:
This includes wiring of main incoming MCCB / Switch Fuse Unit, chokes, converters, fuses, main AC -DC contactors, outgoing fields etc. Care should be taken not to run the control wire bunches or the signal wire bunches parallel to the wiring.
2. Control Wiring:
Control wiring is the wiring done mostly on control circuit, auxiliary contacts of main contactors, circuit breakers, overload trips, push buttons, incoming of fuse monitors etc. This bunch should run separately and away from power & signal cables.
3. Signal Wiring:
Signal Wiring is the one that carries a voltage that is generally less than 60V ac or 75V dc. This wire bunch has to be run separately and away from the other two.
4. Since it is difficult for the wiremen to know the voltages carried by the wires, all wires going to electronic circuit, Input / output and analog module of simatic S5 and S7. But not all the wires are signal wires going to the electronic cards, drives etc. There are some wires that go to relay contacts or power supply transformer in the electronics circuit and carry 415V or 240V ac. These wires are necessarily control wires and have to be separated from the other signal wires.
In short
Power wiring, control wiring and signal wiring should be separated from each other.
The bunches should be run as far from each other as possible. If they have to come neater then they should be perpendicular to each other and in case it is unavoidable that they run parallel to each other then as far as possible there should be a minimum distance of 100mm between the two.
Sometimes the connections are so far & the wiring between that points are difficult for wireman, at that time the wires are connected to the control terminals & from there it is forwarded to the main end point.
WIRING & CONTROL TERMINALS DETAILS
1. The length of the din rail shown in the layout should be able to incorporate the number of terminals required to be mounted in the panel.
Physical sizes of the terminals generally used (Make-Connect well) are as follows: -
Size Width
4 sq. mm 6mm
10 sq.mm. 10 mm
If terminal of any other make are to be used, check the physical dimension in the respective catalogue.
2. Care should be taken that the control terminals are not coming near switch fuse unit or any other power terminals.
3. If the number of terminals cannot be accommodated in the given space then distribution bus (like Rapid terminals bus which is suitable for power distribution up to rating 10A, 4way, 6way & 12 way) can be used.
4. The terminals of electronics and control should be segregated. As far as possible, terminals for electronics signal cables shall be mounted on the left hand side & other control terminals shall be mounted on right hand side of the panel.
5. The terminals of AC/DC or with different voltage levels, shall be segregated using partition plate or by spacing them apart.
The size and color of multistrand cables used for PLCs & drive systems:
Signal
For PLC
For Digital Input 0.5 sq mm PVC Red
For Digital output- 0.5 sq mm PVC Red (or depending upon the current rating mentioned).
For Analog input & output 0.22 sq mm multicore shielded cable.
For Drive
For digital as well as analog signals 0.22 sq mm multicore shielded cables are used.
Power
R-Phase Black cable with RED Insulation tape
Y-Phase Black cable with YELLOW Insulation tape.
B-Phase Black cable with BLUE Insulation tape.
Neutral Black cable with BLACK Insulation tape.
Control
1.5 sq mm PVC Grey wire is used for control circuit with Red sleeve for voltage levels mentioned below:
110V AC Phase
220V AC Phase
110V/220 V DC +ve
1.5 SQ MM PVC Grey wire is used for control circuit with Black sleeve for voltage levels mentioned below:
110V AC Neutral
220V AC Neutral
110V / 220V DC ve --- Blue sleeve
Electronics Power supply (2 / 5 Amps rating)
24/15/10 V DC +ve -- RED PVC 0.75 sq mm cable with RED PVC sleeve
24/15/10 V DC ve -- BLUE PVC 0.75 sq mm cable with BLUE PVC sleeve.
M -- BLACK PVC 0.75 sq mm cable with BLACK PVC sleeve
For higher rating Black PCP cable with same marking are used.
1.5 sq mm Grey cable is used with RED sleeves for Potentional free contacts where voltage & current is not mentioned.
For all the direct reading panel meters (Voltmeter, Ammeter, KW meter etc) minimum 2.5 sq mm multistrand copper grey PVC wire is used.
Ferruling method: Local End ferruling unless specified otherwise in the Manufacturing Instruction sheet of the drawing set.
Ferrule type used: -
a. Round type 0.5 sq mm & 0.75 sq mm for cables used for signal wiring.
b. T-type 1.5 & 2.5 sq mm for cables for control wiring.
EMERGENCY SWITCH IS PROVIDED THEN IT WILL MOUNTED IN THE CENTRE OF SECOND ROW
PILOT LAMPS
1. The color GREEN should be used for pilot lamp to indicate the motor is STOPPED or the circuit is OPENED
2. Where there are two pilot lamps the pilot lamp for STOP should be colored as GREEN and pilot lamp for ON should be colored as RED
3. If there is a pilot lamp for indication of stop and several other for start, as for example forward and reverse, for full speed and reduced speed, only the stop pilot lamp should be colored GREEN
MOUNTIG POSITION FOR PILOT LAMP
Description OFF ON RESET
Color RED GREEN BLACK
Description OFF ON RAISE LOWER RESET
Color RED GREEN BLUE AMBER BLACK
TEST FIELD
The testing of the automation panels to reach the international standards is performed in this dept.
The various tests carried out are as follows:
Visual test:
This test involves visually checking the structure of the panel and components according to the part list (BOM),sometimes the components like MCBs or Fuse links are shortfall then such components are assembled other than real one in Partlist,that is called Dummy Supply.
Lay out checking:
This test involves checking whether the components mounted are as per the part list.
Continuity test:
This test is carried out to check whether there is continuity in the circuit, there is no short circuit, loose connection etc.
High voltage test:
This test is given to check whether the circuit can be operated properly at high voltage ranging from 0.5-2.5 KV, which is applied depending on the capacity.
Function test:
Giving the supply & connecting the output of the drive to the motor and checking whether the automation panel is functioning properly carry out this test.
If there is a PLC in the circuitry the programming it accordingly & then checking the output.
After all these tests are performed then the panel is stamped and sends for dispatch.
TEST PROCEDURE AND QUALITY ASSURANCE
Step#1: Documentation
Engineering drawing documentation
Check availability of all pages
Reading Engg. Documents / wiring manual carefully
Special emphasis on manufacturing instructions
Check for the no. of amendments Check that the amendments are marked on the drawing
Step#2: Visual channel outside panel
Check front view , rearview and side view.
Check for cut-outs for fans/louvers/Acs and the other door
mounting equipments.
Check for the conformation of IP class protection
Check for the alignment of doors, side-covers, locks,etc.
Check for the base channel, anti vibration pads, type and thickness of gland plates
Step#3: Visual checking inside the panel
Check lay-out of the components as per the drawing
Check the presence of labels for all the components
Check for the tightness of bolts and mounting screws
Check for the quality of the galvanization of the mounting plates
Check for the quality of crimping and tightness of the power cables
Check for the firmness of the lug+ control wire crimping
Check for the burr and dust inside the panel and remove it
Check the positioning of the i/p and o/p bus bars for easy access of the cables
Space heater must be away from cables or it will cause damage to cables
Step#4: Bill of material check
Part list or BOM is available item-wise or panel location wise
Each component must have label as per BOM
Check for the correct MLFB or product type number, make and quantity
Special attention to letters and no.`s indicating V/I rating.
Available supply (415V,3 phase/2phase, 220/230/240 V AC, 28/48V DC) and equipment must be confirmed
Special attention should be given to coil voltages of relay, contractor, snubbers.
In case of drives, optional boards, S/W, optional cables to be checked
In case of contractors/ MCCB, Auxillary contacts must be varified
Step#5: Continuity check
Remove all fuse links, shorting links before continuity check
Remove connections wherever necessary- control trafo Pri &
Secondary
Put all switches in Normal/OFF position
Continuity check to be performed section wise- Power, Control and electronic
BEWARE: Due to non removal of links certain alarms are possible
BEWARE: Due to parallel paths like NC or trafo, false alarms are possible
During continuity check inspect ferrule , lug , sleeve and label
Mark the checked connections with special ink on drawing
Mark single wire at point with one mark and two wires with double mark
No point should have more than two wires terminated at it.
Two wires should be crimped in one lug only at terminals
No two wires/ lugs of different size must be put in single terminal
When not shorted externally EE,BS, & PE bus must show electric isolation
Some small rating MCB contacts and fuse links may not show continuity due to higher resistance. In such case go for resistance measurement
NC/NO contacts of the contractor/MCB to be checked by operating them manually during continuity
Most important check: Between different phases and neutral/ earth at i/p & o/p.
All non-conformance points to be noted in test report & same to be rectified before next test ie HT is taken up.
Step#6: Insulation resistance check
Preparation for IR test: Replace all fuse links, shorting links. Restore all removed connections
Switch ON all MCBs. Short i/p & o/p terminals of all contractors.
Remove connections going to electronic module like cards on drives
Remove i/p & o/p connections to drive. Short them together using shorting wire. Note that IR test of wiring is to be taken, not that of electronic modules and drives.
All power connections to drives is to be removed & shorted together & IR to be checked between PE and power ckt. terminals. IR should be greater than or equal to 10 Megaohms.
In case IR is smaller than or equal to 10 megaohm or dead short, section wise inspection to be done.
For control circuit similar steps to be repeated applicable for power section
Supply/ signal cables to electronic equipment to be removed
Earth connections to star connected lamps / CT`s to be removed
IR to be measured between shorted control cables and PE
IR for electronic section to be carried out on similar basis as for control circuit.
Step#7: HV test
HV test to be carried out separately for power section, control section and electronic section. All test with respect to PE.
Connections to be kept as were done for ir test.
HV test for 1 Minute- 1st attempt. High voltage =2Vm+1KVDC for power and control section (Vm is the operating voltage of the circuit.)
For electronic section where the operating voltage is


















