PAPER COVER SHEET Type) - InfoHouseinfohouse.p2ric.org/ref/25/24281.pdf · having fully automated...
12
9TH ANNUAL AEROSPACE HAZARDOUS MATERIALS MANAGEMENT CONFERENCE SEPTEMBER 28-30,1994 DENVER, COLORADO TECHNICAL PAPER COVER SHEET (Please Type) Paper Title: Environmenbally Optimized Aluminum Finishing Line Number of Pages: 10 Primarv Authoc Paul W. Fecsik Company: Hughes Missile Systems Company Old Nogales Highway Tucson, AZ 85734 Address: Bldg. 801 M/S B-4 Phone: 602-794-4105 Fax: 602-794-4457 Presenter: Company: Note: Sane as above Primary Author Address: Phone: Fax Co-Authors: (Please give name, company, address, phone & fax) Bruce T. Miller Old Nogales Highway Tucson, AZ 85734 602-794-4457 (Fax) Bldg. 801, M/S B-4 602-794-8515 Have all necessary releases been obtained in order to present this paper at this conference? Yes
-
Upload
truongkhuong -
Category
Documents
-
view
216 -
download
0
Transcript of PAPER COVER SHEET Type) - InfoHouseinfohouse.p2ric.org/ref/25/24281.pdf · having fully automated...

9TH ANNUAL AEROSPACE HAZARDOUS MATERIALS MANAGEMENT CONFERENCE
SEPTEMBER 28-30,1994 DENVER, COLORADO
TECHNICAL PAPER COVER SHEET (Please Type)
Paper Title: Environmenbally Optimized Aluminum F i n i s h i n g Line
Number of Pages: 10
Primarv Authoc Paul W. Fecsik
Company: Hughes Missile Systems Company
Old Nogales Highway Tucson, AZ 85734
Address: Bldg. 801 M/S B-4
Phone: 602-794-4105 Fax: 602-794-4457
Presenter:
Company: Note: Sane as above Primary Author Address:
Phone: Fax
Co-Authors: (Please give name, company, address, phone & fax) Bruce T . Miller
Old Nogales Highway Tucson, AZ 85734
602-794-4457 (Fax)
Bldg. 801, M/S B-4
602-794-8515
Have all necessary releases been obtained in order to present this paper at this conference? Yes


ENVIRONMENTALLY OPTIMIZED ALUMINUM FINISHING LINE
Paul W. Fecsik, CEF and Bruce T. Miller Hughes Missile Systems Company
Tucson, Arizona
This paper discusses the development and implementation of a waste minimization strategy for an automated Aluminum Finishing Line to meet the requirements of an environmentally optimized factory concept in use at Hughes Missile Systems Company in Tucson, Arizona The line is utilized for a variety of anodize, chromate conversion coat and cleaning processes on aluminum alloy hardware supporting a dozen missile programs. Specijic topics include: I ) Rinse Waters - Controlled Water Rinsing, Elimination of Chromium via Ion Exchange with Water Recycling; 2) Chemistries - Chrome Free Deoxidizers, Aqueous Cleaning in place of 1-1-1 Trichloroethane, Bath Life Extension through use of Statistical Process Control; and 3) Platinp Line Software Control Uperades - Process Miring Capability.
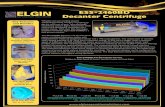
A new Aluminum Finishing Line "Plating System 3" was installed in 1985 at Hughes Missiles Systems Company in Tucson for the chemical cleaning, anodizing and chromate conversion coating of a wide range of aluminum alloys. Figure 1 is a computerized overview of a 42 station "u-shaped" line
having fully automated hoist, rectifier, temperature and pH controls. Operation has been the traditional "timeway" mode for fifteen different processes
After successfully developing and implementing a waste minimization strategy for two Acid Copper and Solder Plating Lines in our Printed Wiring Board Shop (Ref: Galvanotechnika 1993 "Implementing A Waste Minimization Strategv On Your Copper/Solder Line" bv Fecsik & Miller), attention was directed toward the Plating and Surface Finishing Shop.
Since our Corporate Environmental Technology Committee had already done much research into the areas of plating rinse water reduction & recycling, chromium reduction & elimination and ozone depleting chemical elimination, our task was to practically apply knowledge gained in the areas of water rinsing, chemistry usage and plating line control for maximum environmental optimization.

. .. ..... . .
~~
e 4 Page 2 of 10 FIGURE 1. L INE OVERVIEW OF PLATING SYSTEM N O . 3
February 21, 1994
ALUMINUM ANODIZE LINE '-
INPUT RACK TREND SPC

i
Today we are cutting the flow down 1. Controlled Water Rinsing. Because even further while still utilizing of the requirement for fully automated timeways. The rinses that are activated and multiple process (one at a time) during the process cycle need only be on capability on the Plating System 3, the for a fraction of the run time. Once the original rinse water strategy was to water has reached an acceptable level of activate water flow solenoids for only cleanliness (residual concentration), an those rinse tanks utilized in the process automatic shutoff of the solenoid valve timeway selected. An example can occur. So far, activating the water Chromate Conversion Coat Process flow as the workload enters the rinse Timeway 304 for wrought stock tank and deactivating it at some point aluminum alloys would activate rinse after the workload has exited has been tanks 7-8, 19-20, 22-23 and 41 as shown working well. Utilizing a sequential line in Table I. The actual flow rates were controller, substantial additional regulated via manually preset flow programming has been required putting meters. Significantly, the other nine the completion of this project on hold rinse tanks remained off for a substantial pending software upgrades. decrease in water flow.
TABLE I RINSE TANK UTILIZATION VERSUS TIMEWAY

2. Elimination of Chromium Via Ion Exchange with Water Recvcling.
A decision was made in 1993 to remove all chrome from plating line rinse waters. It was determined that routing all chrome into the concentrated acid and alkaline waste stream would result in a more efficient operation at our waste treatment facility. The use of ion exchange offered the best means to accomplish this.
On Plating System 3, there were originally two sources of chrome - the deoxidizer tank and the chromate conversion coat tank. Implementing a non chromated deoxidizer solution is covered later in this paper. The closing of a California production site made available three ion exchange units that were quickly relocated to Tucson to avoid a major capital outlay. One of these units had been utilized for the removal of Cr+3, Cr+6 and water recycling. Of course, there was still a cost for installation, equipment overhaul by the original manufacturer and a renewal of the resins.
Figure 2 depicts the flow of water between the post deoxidizer counterflow rinse tank 19-20, the post chromate conversion coat overflow rinse tank 22-23 and the ion exchange unit. The loaded rinse waters first flow into an equalization (EQ) tank that helps maintain the rinse tanks in
an overflow condition. The ion exchange unit becomes the only source of water to the rinse tanks via recycling. Makeup water is automatically added to the EQ tank to offset evaporation and rack drag out losses Upon exit from the EQ tank, the rinse waters first pass through the cation exchange column containing a strong acid resin primarily for removal of Cr+3 then through an anion exchange column containing a w e d base resin for removal of Cr+6. At this point, water is recycled back to the original rinse tanks at a water quality level tolerable within the process (about 200K Ohm). Although not required, the water could be purified further or be directly discharged to the local Publicly Owned Treatment Works. Maximum allowable discharge levels for chrome and other metals vary from place to place.
There are duplex cation and anion columns that are PC controlled for continuous automated operation and regeneration. The electroplater periodically replenishes the day tanks with 40% technical grade sulfuric acid for cation regeneration and 50% rayon grade sodium hydroxide for anion regeneration. Low level backup alarms are also installed on each day tank with all pertinent signals monitored at our waste treatment plant.

~~ ~ . Page 5 of 10
FIGURE 2. RINSE WATER RECYCLING SYSTEM
February 21, 1994
CHROME REMOVAL BY ION EXCHANGE
- FRESH WTER TOP OFF
21 20 19 18 17

[ CHEMlSTHIES]
The use of drag out tanks had not been included in the original design and, while worth consideration, were not addressed in this study. However, spray bars have been incorporated on numerous tanks and drip times have been extended to their maximum.
1. Non Chromated Deoxidizers. It was found that our current supplier of chromated deoxidizer solutions already had two non chrome replacements available. The one selected was especially formulated for use on 6061-T6 alloys. While a fairly easy conversion, some up front testing is required to verify that the existing automated dwell times will not etch the aluminum. This was particularly important at Tucson as the deoxidizer frequently had a long dwell time as part of timeway optimization.
So far, the Chromate Conversion Coat solution has no replacement with respect to meeting MIL-C-5541. However, the Hughes Environmental Technology Group has conducted research into suitable replacements.
2 . -. Plating System Three was designed and built with an in-line and fully automated vapor
degreaser that utilized 1 - 1 - 1 Trichloroethane. A semi automated trichlor supply and retum system was also installed for ease of operation. However, efforts taken over the past few years to eliminate ODCs (ozone depleting chemicals) had eventually targeted our Plating System 3 for shutdown of the vapor degreaser. Three altematives were considered:
1) Converting the existing degreaser into an aqueous cleaner.
2) Converting the existing alkaline cleaner into an aqueous cleaner.
3) Performing all degreasing ff l i e . Several companies have been successful at converting existing degreasers into aqueous cleaners. We decided against this to avoid interfering with production in case we had problems. Off line degreasing was highly undesirable since the on line method was cheaper, offered quicker turnaround and provided better quality control of the overall plating process.
The conversion of the existing alkaline cleaner tank 5-6 required a new cleaning solution, a method to move oils to a trap and some form of oil decanter. Figure 3 shows the final results. Oil is separated in the decanter via gravity flow, collected in a small container and sent to the waste treatment facility.
!

FIGURE 3. AQUEOUS CLEANER
. Page 7 of 10
OIL SEPARATION SYSTEM February 21, 1994
AQUEOUS CLEANER TANK OIL SEPARATOR TANK

3. Statistical Process Control (SPC) of T w e I1 and 111 Anodize Thickness.
Prime motivation for implementing SPC on Plating System 3 was to eliminate a formal laboratory submittal for thickness measurement, to improve plating shop tumaround times and to set up a plater driven process control plan. It is well documented that a good process control plan can result in an overall reduction in chemical usage through bath life extension and a decrease in plating wastes requiring treatment.
Figure 4 shows the SPC Data Entry Screen that is selectable from the Line Overview Screen shown in Figure 1. Thickness measurements are made while the parts are still on their racks with a hand held eddy current device (available from several manufacturers). Data is entered for Types I1 or I11 Anodize thickness in mils (thousandths of an inch). The plater enters in date, five thickness readings and pushes F5 update. Everything else is automated. Pushing F3, for example, pulls up the X Bar and R Charts for Type I11 Anodize. Figure 5 shows a typical X Bar Chart. Notice that average thickness readings that are out of the statistically generated control limits automatically get identified by number (circled 7 and 8) with a cause
and corrective action entry required by the plater on another screen.
This task is currently underway and may hopefully be complete by Summer 1994. The anticipated use of a computer controlled, random loading system resulted in a decision to salvage a major process line "Plating System 4" during current lower production rates. When rates go back up, the decreased water usage, chemical consumption and waste treatment requirements will easily offset the cost for controller upgrades to meet our Customer's needs. Additionally, the control of rinse tanks mentioned earlier now becomes a simple, user friendly task. More on this effort in a later paper.
[SUMMARY I FUIYRE WORK I The changes that are being made to Plating System 3 at Hughes-Tucson have been required to remain competitive and environmentally compliant. As for the future, it is an ongoing optimization. Acid purification is under serious consideration as is the expanded use of ion exchange for rejuvenating chromate conversion coat and anodize solutions.

F I G U R E 4 . S P C D A T A E N T R Y S C R E E N r . . . H M S C . ; - , f U C S O N . A N , O D I Z . . E ~ ~ i : . P . E R ' A T I O N .. . ' " . 1
A N O D I Z E I I T H I C K N E S S R E A D I N G ( m i l s )
R E A D I N G R E A D I N G R E A D I N G R E A D I N G R E A D I N G - _ D A Y 0 2 0 3 0 4 0 6 X R
A N O D I Z E I l l T H I C K N E S S R E A D I N G ( m i l s )
R E A D I N G R E A D I N G R E A D I N G R E A D I N G R E A D I N G _ _ D A Y 0 1 0 3 0 6 X R
E X I T T Y P E II T Y P E 1 1 1 N E W U P D A T E
P a g e 9 o f 1 0

I -
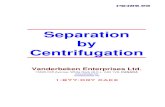
5. X CHART FOR ANODIZE THICKNESS
Day of Month .....................
....................... U C L ......... L C L ......... T( .---H 7 - i X CHART :! R CHART
U S L - L S L -
Paae 10 of 10 FIGURE
February 21,1994 Hard Anodize per MIL-A-8625, Type 111 Anodize Thickness Readings - Line 3 I I , , ( , , , , , , , I / I , / , / I / I , , , , , , , ,
- Cp = 3.20 X Chart Cpk = 2.43
al z