Out-of-Position Welding: GMAW vs. FCAW-G...GMAW vs. FCAW-G The key to welding out of position is to...
3
Out-of-Position Welding: GMAW vs. FCAW-G The key to welding out of position is to understand the challenges of this technique, along with the advantages and limitations of different welding processes for the application. (Photo courtesy of Bernard.) BY BLAINE GUY
Transcript of Out-of-Position Welding: GMAW vs. FCAW-G...GMAW vs. FCAW-G The key to welding out of position is to...

Out-of-Position Welding: GMAW vs. FCAW-G
The key to welding out of position is to understand the challenges of
this technique, along with the advantagesand limitations of different welding
processes for the application. (Photocourtesy of Bernard.)
BY BLAINE GUY
GUY HOBART ARTICLE MARCH 21.qxp_Layout 1 2/4/21 3:27 PM Page 36

Out-of-position welding undoubt-edly presents challenges, but itis also unavoidable in some
welding operations. Large componentsin industries such as shipbuilding,structural steel, pipeline, and generalfabrication may not be practical tomove into easier-to-weld flat or hori-zontal positions. Or in some instances,a workpiece may be fixed in place. In either of these scenarios, weld-ing operators must weld out of posi-tion. The key is to understand thechallenges of this technique and avoidcommon mistakes. It is also importantto understand the advantages and lim-itations of different welding processesfor the application — for example,choosing between gas metal arc weld-ing (GMAW) or gas shielded flux coredarc welding (FCAW-G). Both are common welding processesthat allow the welding operator toachieve high productivity when weldingin position, but they vary in their capa-bilities for out-of-position welding.
Considerations for Out-of-Position Welding
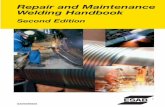
Gravity is the biggest challengewhen welding out of position, uphill oroverhead, because the weld pool dripsdownward — Fig. 1. This makes itharder not only to produce qualitywelds but also to maintain higher lev-els of productivity. Welding operatorstend to reduce heat input, which influ-ences the fluidity of the molten metal,and they slow their travel speeds tocontrol the weld pool. An important factor for gainingsuccess in these applications is weld-ing operator skill. The welder must betrained in proper techniques for weld-ing out of position with GMAW orFCAW-G because these processes dif-fer from in-position welding. It is also critical to use the most ap-propriate filler metal and set the weld-ing parameters accordingly. Solid wireslike American Welding Society (AWS)Class ER70S-6 are the most commonfor out-of-position GMAW. In addi-tion, AWS E71T-1 gas-shielded flux-
cored wires for FCAW-G are classifiedto be used out of position and can beused with higher heat inputs, provid-ing increased deposition rates.
The GMAW Process GMAW with solid wires or metal-cored wires can be, and often is, usedto make acceptable welds out of posi-tion. This is especially true when weld-ing thinner materials and on smallerapplications, although it can be usedfor thicker materials at times. Howev-er, if there is a lot of welding requiredon larger parts, this process may not
be the best option. To help control the weld pool, out-of-position GMAW requires the lowheat input of short-circuit transfer orpulsed welding. When welding withshort-circuit transfer, some amount ofspatter should be expected. The pulsedGMAW process can help combat issueswith spatter and provide a slight im-provement in deposition rates for thesame heat input compared to short circuit. The pulse process, however, isn’t asimple or guaranteed solution for thechallenges of welding out of positionwith GMAW, and equipment with this
MARCH 2021 / WELDING JOURNAL 37
The volume of work matters when selecting whichwelding method to use
Fig. 1 — Gravity is the biggest challenge when welding out of position because theweld pool drips downward, which makes it harder to produce quality welds andmaintain higher levels of productivity.
GUY HOBART ARTICLE MARCH 21.qxp_Layout 1 2/4/21 3:38 PM Page 37

capability tends to be more expensive.The process still requires close atten-tion to welding parameters and weldertechnique to be successful. As previously mentioned, in uphillGMAW, welding operators need to low-er the welding parameters to decreaseheat input. However, using colder pa-rameters can cause some negativerepercussions — namely, the potentialfor incomplete fusion and lower deposi-tion rates. It also requires a higher levelof skill to produce acceptable welds dueto the tendency of welds to have excessreinforcement or convexity. Welding downhill with GMAW canhelp recoup some productivity, but ob-taining adequate fusion can still be dif-ficult. Also, downhill welding is not al-lowed in certain applications and in-dustries due to code requirements. Al-ways be sure to follow welding specifi-cations for applications that must becompleted to code. For out-of-position GMAW, thewelding operator will often be requiredto employ a weave technique to obtainthe acceptable bead shape and fullywet into the toes of the weld — Fig. 2.
The FCAW-G Technique Compared to GMAW, out-of-position FCAW-G is more productive.It is also more tolerant to variations inparameters, as well as welding opera-tor skill and technique. In fact, gas-shielded flux-cored wires, such asE71T-1, are capable of more than dou-bling out-of-position deposition rates.This is due to a fast-freezing slag thatkeeps the molten weld pool fromfalling out of the joint. The slag sys-tem also allows the wire to provide ex-cellent wetting and a flat weld profile. Typically, FCAW-G is used out ofposition in heavy, industrial applica-tions, often where positioning largeparts is less feasible and mill scale andoxides on the base material are moreprevalent. The presence of mill scalecan make proper fusion and ideal weldprofile (shape) a challenge; however,the greater joint penetration of flux-cored wires from using higher heat in-puts helps mitigate the issue. The slagsystem and additional deoxidizing ele-ments in these wires are also benefi-cial to overcome the challenges of
welding on steels with oxide and scaleon the surface. In terms of welding operator skilland technique, out-of-position FCAW-Grequires much less need for manipula-tion or weaving to achieve the ideal weldcontour — Fig. 3. There is also highertolerance to variances in welding opera-tor technique and consistency; there-fore, the process requires less skill toproduce welds that can pass inspection. There are limitations to FCAW-Gcompared to GMAW, particularly theneed to clean slag in either single- ormultipass applications. This may re-quire an additional step that can havean impact on productivity. Also, extraventilation or personal protectiveequipment may be more critical toprotect the welding operator.
Other Considerations
When deciding between GMAWand FCAW-G, it’s important to thinkabout the volume of work at hand. If awelding operation has a large volumeof out-of-position applications, FCAW-G can definitely bring higher levels ofproductivity and at a reasonable costeven though flux-cored wires are oftenmore expensive than solid wires. Con-versely, if a facility only has a smallpercentage of out-of-position require-ments, it may make sense to use acleaner solid wire or metal-coredGMAW wire that doesn’t require addi-tional postweld cleaning to removeslag. Remember, labor for additionalcleaning adds to an operation’s overallexpense. In some cases, a welding operationmay opt for both processes as a matterof streamlining their applications.This approach is made possible by us-ing dual wire feeders with flux-coredwire on one side and GMAW wire onthe other, paired with a power sourcecapable of constant voltage and pulsedGMAW. If questions about the best processor techniques for out-of-positionGMAW and FCAW-G arise, contact atrusted welding distributor, filler metal manufacturer, or equipmentmanufacturer.
WELDING JOURNAL / MARCH 202138
WJ
BLAINE GUY ([email protected])is an application engineering manager atHobart Brothers LLC (hobartbrothers.com),Troy, Ohio, and an AWS Certified WeldingInspector.
Fig. 2 — For out-of-position GMAW, thewelding operator will often be requiredto employ a weave technique to ob-tain the acceptable bead shape andfully wet into the toes of the weld.
Fig. 3 — In terms of welding operatorskill and technique, out-of-positionFCAW-G requires less manipulation orweaving to achieve the ideal weldcontour (as shown with this weld).
GUY HOBART ARTICLE MARCH 21.qxp_Layout 1 2/4/21 3:40 PM Page 38