Our Mission To produce trucks with excellent quality level ... · 26 Arabian Vehicles & Trucks...
62
1 Arabian Vehicles & Trucks Industry Co. Ltd. To produce trucks with excellent quality level, delivery precision and operation flexibility to our customer. Arabian Vehicles & Trucks Industry Co. Ltd. Our Mission
Transcript of Our Mission To produce trucks with excellent quality level ... · 26 Arabian Vehicles & Trucks...

1 Arabian Vehicles & Trucks Industry Co. Ltd.
To produce trucks with excellent quality level, delivery precision and
operation flexibility to our customer.
Arabian Vehicles & Trucks Industry Co. Ltd.
Our Mission

2Arabian Vehicles & Trucks Industry Co. Ltd.
AVI History

3 Arabian Vehicles & Trucks Industry Co. Ltd.
1999 1st Volvo FH Truck Rolled out from AVI
KAEC
AVI History
Key Points
• Operation Started in August 1999 at a newly built assembly plant for Volvo Trucks, south of Jeddah, Saudi Arabia.
• The designed technical capacity for the plant was to produce 650 trucks during single shift.
• Operational Management by Volvo.
Total Assembled Trucks in K14 Facility: 15,750

4 Arabian Vehicles & Trucks Industry Co. Ltd.
Start June 2015 17 trucks / day 5 000 trucks / year
Plot area : 55 000 m2 Building footprint : 10 824 m2
Volvo & Renault Truck Assembly Plant

5 Arabian Vehicles & Trucks Industry Co. Ltd.
Green Field Plant

6 Arabian Vehicles & Trucks Industry Co. Ltd.
How much time do we add value?
6
Operator
Add
value
Non value
addingWaste
Necessary
Support function/Leaders
Added value = 0
Waste
Good waste!

7Arabian Vehicles & Trucks Industry Co. Ltd.
Lean Journey

8 Arabian Vehicles & Trucks Industry Co. Ltd.
Why?Why?

9 Arabian Vehicles & Trucks Industry Co. Ltd.

10 Arabian Vehicles & Trucks Industry Co. Ltd.
Where?Where?

11 Arabian Vehicles & Trucks Industry Co. Ltd.
Current State1 Organizational Structure.
2 Cross-functional team
3 Targeted law
Education VPS / 5S
Kaizen
Current State
world classMuri, Mura,
Muda
Competence + Time
Res
ult
s
Stable Process4 standardized work
• Saudi law business rules
• Poke Yoke AM / WPO
• Inspection / control plans
• Process capability Cp / Cpk
• Machine capability Cm /
Cmk
• Layer Audit
Data Collection5 Loss Hunting
• Cost Deployment
• Data collection with rotor
saw categories OLE
Improvements• Improvement
• Organization
• Improvement Culture
• Priority Problem Solving
Methodology (11 focus areas)
• Focused improvement
The Sequence of Introduction of VPS

12 Arabian Vehicles & Trucks Industry Co. Ltd.
VPS
Volvo Production System
Balancing
Equalization
Takt
Standardization

13 Arabian Vehicles & Trucks Industry Co. Ltd.
A part of the overall picture
Autonomous
maintenanceReduced machine
-MUDA
SMED: Single Minute Exchange of Die5 S
Takt
Standardised
way of work
Professional
Maintenance

14 Arabian Vehicles & Trucks Industry Co. Ltd.
I CUT
STONES
I AM BUILDING
A SCHOOL

15 Arabian Vehicles & Trucks Industry Co. Ltd.
VPS Journey: ”Set the Vision”

16 Arabian Vehicles & Trucks Industry Co. Ltd.

17 Arabian Vehicles & Trucks Industry Co. Ltd.
Main Activity Own 2016Q4
2017Q1 Q2 Q3 Q4
2018H1 H2
2019H1 H2
2020H1 H2
J F M A M J J A S O N D Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4
Safety
Observation (710 - 1/E/M)
Near miss (30 - 3/M )
Safety Induction for Visitor
Amjad
Amjad
Amjad
Quality
New ISO Standard
Process Audit
Nut Runner Training
Zero defect
Reduction in Q.Inspectors
Amjad
Amjad
Amjad
Masood
Metab
Ahmad
Delivery
OBC
5S
Yamazumi Study
VSM
MTBF & MTTR
Takt Board Deviation
Amjad
Amjad
Amjad
Amjad
Amjad
Amjad
Ahmad
Economy
Cost Deployment (BC training & implement)Waste Loss analysis
Masood
Masood
Overall status
Not started Started Completed Delay
VPS – Going For Diamond
ROAD MAP 2017 - 2020

18 Arabian Vehicles & Trucks Industry Co. Ltd.
How?How?

19 Arabian Vehicles & Trucks Industry Co. Ltd.
Lean Manufacturing
To establish a lean oriented
organization must be started by:
o Leadershipo Commitment and understanding of the tripo Create disciplineo Structureo Standardizeo Request and follow upo Coaching vs. rebuke

20 Arabian Vehicles & Trucks Industry Co. Ltd.
WHY STANDARDISED WAY OF WORK
AND TAKT?

21 Arabian Vehicles & Trucks Industry Co. Ltd.
STANDARDS
Standards

22 Arabian Vehicles & Trucks Industry Co. Ltd.
Standards
• Necessary in order to detect what is not normal
• Base for continous improvements– Visualizes and quantifies waste
• Contribute to predictability– Quality
– Time
• Must be challenged and improved!
Currently the best known and documented way to perform a task

23 Arabian Vehicles & Trucks Industry Co. Ltd.
What is necessary to standardize?
EVERYTHING!
• How work shall be performed
• How to prioritize
• Where and how to store an article
• How to move products between processes
• Criteria for eg. decision for overtime
• How to transfer to another step in process
• How to follow up
• How to handle deviations
• …

24 Arabian Vehicles & Trucks Industry Co. Ltd.
Result
• Increased focus on running the plant
• Better work situation for operator
• Clarify the benefit of working with takt deviations
• Better knowledeg of the true capacity of the line
• Better predictability when planning
• Increased process efficiency

25 Arabian Vehicles & Trucks Industry Co. Ltd.
Train the Trainer (The LUTI – Learn, Use,
Teach & Inspect) Concept
Presenting Autonomous Maintenance (LUTI)
Presenting New Yearly Meeting Agenda for 2016 & 2017

26 Arabian Vehicles & Trucks Industry Co. Ltd.
Description / Initiative CommentsTime
PlanEc
onomy
Q/S/E
Resourc
eAccount-
ablePriorit
y Year 2016 / 2017
Wk. 40 Wk. 41 Wk. 42 Q. 1Charte
r
assessment by Engg
starts
Amjad Initial Discussion
1.Preparation and sharing
w ith Manage
2.Training
Admin Improvement
MasoodLocal Material Cotent
VPS Self assessment
Team Boards
Autonomous Maintenance
On target as plan
Amjad Initial DiscussionFormat Preparation &
TrainingDaily Monitoring by Prod
Re-assessmentInitial Discussion Project Charter
On - going
OMS / Skill matrix / takt for operation
Amjad Initial DiscussionPilot satge done, rest to be as AM
calendar
Phase 2 startedAbdulrhman Initial Discussion
Visual Planning Board

27 Arabian Vehicles & Trucks Industry Co. Ltd.
Operational Management System: Level I & Level II
OMS Level 2 - MeetingOMS Level 1 – Meeting - Production
OMS Level 1 – Meeting - LogisticsOMS Level 1 – Meeting - Maintenance

28 Arabian Vehicles & Trucks Industry Co. Ltd.
Operational Management System: Level III

29 Arabian Vehicles & Trucks Industry Co. Ltd.
Productions
plan
Planned
activities:
OMS level 1
Trainings
Deviations from
plan
Improvement
Takt flow
Correction
against plan
Input Output
Capacity
Production TaktProduction Training/MeetingProduction Lunch / TeaProduction
08 : 00 10 : 00 12 : 00 14 : 00 16: 00 18 : 00
Su
nM
on
Tu
eW
ed
Th
u
Takt Board

30 Arabian Vehicles & Trucks Industry Co. Ltd.
➢ To have key users to training their own teams and visualized in skill matrix board➢ Increase the VPS knowledge by using the Keys users to develop the team
STATION /
OPERATION
PA Boggi
600350 &
07983
PA Eng
Member
600351 &
600352
Air Tank
600353
PA Valves
600354
S1-Opr1
600303
600301
S1-Opr2
600302
S2-Opr1
600305
S2-Opr2
600306
S2-Opr3
600305
S2-Opr4
600306
S2-Opr5
600304
S3-Opr1
600307
S3-Opr2
600308
S3-Opr3
600307
S3-Opr4
600308
Payroll
FUNCTION /
OPERATOR Harn
essE
CU
contr
ole
unit (
PA
Boggi)
PA
Eng M
em
ber
- P
A
Fro
nt
mem
ber
Air T
ank
PA
Valv
es
Innerlin
e (
front
&
rear)
.Rein
forc
em
ent
front.
Rear
spring
anchora
ge F
1,
RH
S
Faste
ner.
Bum
p s
top a
nd
Innerlin
e (
front
&
rear)
.Rein
forc
em
ent
front.
Rear
spring
anchora
ge F
1,
LH
S
Faste
ner.
Bum
p s
top a
nd
Cla
mbin
g o
f harn
ess
sid
em
ark
er
lights
on x
-
mem
ber.
Fro
nt
cro
ssm
em
ber
Faste
ner
RH
S.R
em
ain
ing
Gear
Box,C
rossm
em
ber
in f
ront,
Clo
sin
g
cro
ssm
em
ber,
Spring
anchora
ge I
I A
xle
arr
engem
ent
First
thre
e f
aste
ners
,
LH
S.R
em
ain
ing
faste
ners
fro
nt
LH
S.F
aste
ner
X0=
2001
to 3
000.B
racket
anti-r
oll
Riv
ets
in C
rossm
em
ber
axle
arr
engem
ent
NO
1,
RH
S.F
aste
ners
Faste
ners
in
Cro
ssm
em
ber
axle
P
C24:
L-p
rofile
(5W
M-
AS
M/5
WM
-IS
OM
/5W
M-
MA
SM
).P
C24:
Faste
ners
L-p
rofile
(5W
M-A
SM
/5W
M-
Pro
tection m
ould
ing r
ight
sid
e o
vale
hole
.Bra
cket
heat
shie
ld insid
e
fram
e.R
ear
Rubber
Cushio
n R
HS
.Cla
mbin
g
Rear
Rubber
Cushio
n
LH
S.F
aste
ners
fusebox
to f
ram
e.F
aste
ners
for
AP
M.P
neum
atic
cla
mpin
g o
uts
ide
Faste
ners
V-s
tay R
SS
-
LE
AF
RH
S.B
um
p s
top
RS
S-L
EA
F
RH
S.F
aste
ners
fueltank
bra
ckets
RF
UE
L.M
ain
V
-sta
y R
SS
-LE
AF
LH
S.B
um
p s
top R
SS
-
LE
AF
LH
S.B
racket
in t
ie
pla
te X
-mem
ber
LH
S.B
rackets
harn
ess
Quality
Contr
oller
No
Of
Op
era
tio
ns
Sa
fe
ty
Qu
ality
CI / K
aize
n
De
live
ry
AM
/ 5
'S
HE
RC
A
1 Irfan Arif 774 Team Leader U U O 3
2 Mohammed Asif 11201 Team X / Opr U O O U O O O O O U O O O O O U 16 Polyvalent U
3 Sikander 11220 Q. Controller U O O U O O O O O U O O O O O U 16 Polyvalent U
4 Monzer Aloufi 12549 PA Boggi O U U U 4
5 M. Naeem 9539 S2-Opr1&4&5 U U U U O O O O O 9 U
6 Abdulrahman Esso 9419 F.Cr M-S2-Op2 O O U 3 U
7 Kashif Rasheed 11215 S3-Opr3&4 O U U O U O O 7 U
8 Abdullah Shamrani 11143 PA Valves . U 1
9
10
11
12
13
14
15
16
17
18
19
20
No Of Operators 4 5 6 4 4 4 3 3 4 4 4 3 3 3 3 2
VPSBLUE COLLAR MATRIX
Name
Production line
polyva
lent
Add Line
3 X 3 X 3 concept Job Rot NewComer Level Definitions
3 autonomous per operation 94% . Training scheduled Polyvalent :
3 opeartions mastered per operator 88% I Training attendance operator at level U or O in all operations of the team
3 polyvalents in the team 2 Wk 1 Wk 2 L Need assistance Autonomous or Master
Week Year Wk 2 Wk 3 U Autonomous operator at level U or O in the operation
Last Updated 3 2017 Wk 3 - 4 Wk 4- 5 O Trainer the operator master the operation mean he is autonomous.
Wk 1
3 X 3 X 3 concept Job Rot NewComer Level Definitions
3 autonomous per operation 94% . Training scheduled Polyvalent :
3 opeartions mastered per operator 88% I Training attendance operator at level U or O in all operations of the team
3 polyvalents in the team 2 Wk 1 Wk 2 L Need assistance Autonomous or Master
Week Year Wk 2 Wk 3 U Autonomous operator at level U or O in the operation
Last Updated 3 2017 Wk 3 - 4 Wk 4- 5 O Trainer the operator master the operation mean he is autonomous.
Wk 1
Safety Quality CI / Kaizen Delivery AM / 5’S
People Development: Skill Matrix

31 Arabian Vehicles & Trucks Industry Co. Ltd.
SOP
➢ Skill development ➢ Reduce equipment breakdown➢ Work place improvement
Autonomous Maintenance

32 Arabian Vehicles & Trucks Industry Co. Ltd.
7 8 9 10 11 121 2 3 4 5 6
7 8 9 10 11 121 2 3 4 5 6
9
StationLayout
MUL
MUL
21
43
Bin5 6
Over
head
Cra
ne
Over
head
Cra
ne
10
1 - 4 - Operator Trolleys 5 & 6 - Chassis Trolleys
7 & 8 - Chassis Empty Trolley8 & 9 - OH crane Remote control
9 - Tool Cabinet 10 - Bin
Work Place Organization: 5S

33 Arabian Vehicles & Trucks Industry Co. Ltd.
Maintenance Room Battery Box Pre-Assy.
Production Hall Stage 4
Work Place Organization: 5S

34 Arabian Vehicles & Trucks Industry Co. Ltd.
Gemba Audit Layer

35 Arabian Vehicles & Trucks Industry Co. Ltd.
“Kaizen Environment is a Natural Way for us to Increase our Performance in all Areas”

36 Arabian Vehicles & Trucks Industry Co. Ltd.
Continuous Improvement
0
100
200
300
400
500
600
700
1 3 5 7 9 111315171921232527293133353739414345474951
Quick Kaizen Events
No of Quick Kaizen EventsWeek
0
1
2
3
4
5
6
7
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Major Kaizen Events
No of Major Kaizen EventsWeek
0
5
10
15
20
25
30
35
40
45
50
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Standard Kaizen Events
No of Standard Kaizen EventsWeek Quick Kaizen
Standard Kaizen
Major Kaizen
Advanced
Kaizen
Saving < 10kSAR
Saving >10kSAR
Saving > 20kSAR
Saving >50kSAR

37Arabian Vehicles & Trucks Industry Co. Ltd.
[LOGO] Department
Team
Project number:
Cost Center
Pillar:
Who When
Stefan WK43,17
Total manpower (qty) 47 Shahul & Mahboob WK44,17
Total manpower
cost/year3,666,000 Shahul WK44,17
Expected Savings/year 20% Shahul & Amjad WK44,17
Cost Saving/Year 733200 Shahul,Ali & Mahboob WK47,17
Implementation cost/Station 600 Share the current state of study to the teams Shahul & Ali WK47,17
Implementation cost 15
station & 14 pre assy(SAR)17,400 Present the NVA &waste to team & management Amjad, Shahul & Ali WK47,17
● Action & Follow up from the implementationTotal cost
Saving/Year(SAR)715,800
Amjad,Shahul,Ali &
MahboobWK47,17
Team:
● Shahul
● Ali
● Mahboob ● All NVAA will be eliminated and semi VA will be improved in desired routine
● Amjad ● Zero defects by following the production cards as a standard way of working
● Max manpower utilisation managed for all variant & brands
● SOP avaialble for all the activity on going on the station
Plan: ● This production card will be will be one of FMEA control on the station
● Process visualised by Yamazumi board on each station
● All production cards will be displayed on the station and will be verified during
GEMBA audit for improvement
● Cost SAR 7,15,800 in a Year
● No split up time study available for the semi value & non value added activities on the station
● No SOP for list of activities on the station
● No document to ensure the standard way of working
● No,Station&Detail card to explain the sub activities from the production cards for the all
critical process
4M 5W1H AM Tag FMEA NVAA Poka Yoke QM Matrix SMED X Matrix
5S 5why Kanban OPL QA Matrix VSM Others
Starting Date: Finishing Date: Costs: Benefits: Results: Benefit Cost Ratio Verification:
WK 43.2016 WK 48.2017 17400 715800 715,800 41.1 --
● This yamazumi & production card will be implemented for all stations including pre
assembly with all variant&brands
● Mention value added,semi value & waste
Implement future state on pilot stage & follow up
● Process study with operator involvement
Standardization & Horizontal expansion analysis
● Fill the yamazumi board & improve process
with team involvement
VPS - Engineering
MK 15
Shahul,Amjad,Ali,Mahboob & Production
● Prepare list of activities on the station and
mention in production card
Train the team for yamazumi study
Preparation of Yamazumi board
Description
● Identify the Pilot stage to implement Yamazumi & Production card
Preparation of production/station card
formats & present to management/teams
Preparation of activity list on the station
Results
● Eliminate the waste and imporve semi value
added
● SOP for all actiivities using production card
on each stations with pre assembly
● Implementation of yamazumi & cards on
pilot area
Do time study with production team
● List out value,semi value added & Waste
● Remove the waste and imporve semi value
added
Definition of objectives
AVI
Actions and Countermeasures (PDCA List):
Theme
Amjad
Phenomenon Description:
> Implementation of yamazumi
& Production cards on pilot area
> SOP for all process on each
station will be listed in
production card
> Continuous imporvement on
SQDCEP by standard way of
working
> Balance the operation for
each variants with maximum
man power utilisation
> Eliminate the waste
Rollout plan
● Time study for each listed activities
Analysis of causes:
Subject:
Project leader
System/Process
Tools used:
S (Safety) AM (Autonomous Maintenance) PM (Professional Maitenance)QC (Quality Control) Log (Lgistcs)
EEM (Early Equipment)
PD (People Development) E (Environment)CD (Cost Deployment) FI (Focused Improvement)
Major KAIZEN
WPO (workplace organization)
Step 1Plan
Step 2Plan
Step 3Plan
Step 4Plan
Step 1
Plan
Step 2
PlanStep 3
Plan
Step 4
Plan
Approved by VPS Group Function
● To learn that how to do theyamazumi balancing
Focussed Improvement- Yamazumi
- Production Cards
Layout / walking pattern Model 1 Model 2 Model 3
1 OMS Level 1 meeting 5 5 5
2 Autonomous maintenance 3 3 3
3 Assembly process 47
4 Job distribution 47 75
5 5s 2
6 Calibration Status
7 Takt Board 1
8 Skill matrix
9 Quality Inspection - CC1 Station card ????? 25
10 Check cards 1
11 DPP - Daily production plan 0
12 Kanban 0
13 Defects/Damage parts 0
14 Waste Segeregation 0
Non Value added operations
Model 2 Model 3
Model 1 0.00 Walking path 0.00 Walking path 0.00
Taking parts 0.2 0.00 Putting parts 0.00 Putting parts 0.00
Putting parts 0.5 0.00 0.00 0.00
0.00 0.00 0.00
Total 0.00 Total 0.00 Total 0.00
Safety
0.00
##### 83.00 8.00 0.00 0.00
Production Card / Standard Operation SheetIssue
Date 20/09/2017 Rev: 1 Model Production TACT
Applied Model and Operation
Time in mins
Team
leader
(Name)
TP1 Alan
Confirmation by
Process
Name
Station 1 - Frame & Cross member Droppping
PA - Cross memberVolvo
No. Activity / Main Step Key Point 4X2 6x4 8x4
Check all the KPI's as per level 1 board
Refer AM sheet,(How to perform its
already available on check sheet)
Station card
Refer OBC sheet
Refer 5s daily/weekly check sheet
Station card
Update the takt board as per line
movement
Refer skill matrix board
Station card
follow the DPP sequence as per
planned (Level 1 meeting
Station card
Station card
Station card
Inspection
Symbols
Total time of non value added operation
Total Cycle time
Stock
Pr Engineer Shahul
Operating Area
Engineering Amjad
Supervisor Ijaz Production Ahmad
Quality Inspection Time in mins: 5
1 2.00
2 1.00
3 2.00
4
.
If there is any deviations in process,report to Team Leader/Supervisor as soon as possible
Special instructions & Others:
Sign on CC1 instruction after the marking and Verify
respective operators are signed once job is
complete
Inform to operator about the defects & mention in
open points
Sign for CC1 and Check the operator sign in
check card
Measure the torque for CC1
Mark the joints with green marker for CC1
Mention the actual torque value on the CC1
instruction
If not ok adjust it to specific value and sign
Refer the CC1 checkt Check the torque value as per the CC1 instruction
Inspect the chassis after operator completion Verify the assembly and ensure no detect
Station Card Operation Sheet
Operation Name
No Main Steps / Activity Time Key Points (Reason) Photographs, Drawings, Specifications and others.
2
3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
Plan
Actual
Plan 1 1 3 3 4 3 3 3 4 3 3 3 3 3 3 3 3 4 3 3 3 3 3 3 3 4 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
Actual
Plan
Actual
Plan 1 1 3 3 3 3 2 2 2 2 2 2 3 2 2 3 3 3 3 3 3 3 2 2 2 2 2 2 2 3 2 2 2 2 2 2 2 2 2 1 1
Actual
Plan
Actual
Plan 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1
Actual
Plan
Actual
Plan 1 1 2 2 3 2 2 2 2 2 2 2 2 2 2 2 2 3 2 2 1 1 2 2 2 3 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1
Actual
Plan
Actual
Plan 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Actual
Plan
Actual
Plan 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Actual
Plan
Actual
Plan 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Actual
Plan
Actual
Plan 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Actual 1 1 1 1
Plan
Actual
Plan
Actual
KAIZEN EVENT KAIZEN ROLL OUT PLAN 2017Event Leader/
Department
Subject
/Area
Kaizen Type
AK-MK-SK-QK
Month
/Week
Jan Feb Mar Apr DecJun Jul Aug Sep Oct
TP1 & TP2
Target TL:10 SK
Target: 09 QK / Op
Total Op=15
TBD SK- 1 / month1 1 1 1 1
May
1
1 1 1 1 1
TBD QK-12 / month
Nov
1 1 1
1
TBD QK- 9 / month
TP4
Target TL:10 SK
Target: 09 QK / Op
Total Op=8
TBD SK- 1 / month1 1 1 1
1 1 1 1 1 1TP3
Target TL:10 SK
Target: 09 QK /Op
Total Op=11
TBD SK- 1 / month1 1
TBDQK- 6 -7 /
month
TP5
Target TL:10 SK
Target: 09 QK/ Op
Total Op=9
TBD SK- 1 / month1
1 1 1
TP6
Target TL:10 SK
Target: 09 QK/ Op
Total Op=3
TBD SK- 1 / month1 1
1 1 1 1
TBD QK- 2-3 / month
1
1 1 1
1 1 1
TBD QK- 7-8 / month
1 1
1 11 1 1
1
1
TBD QK- 3-4 / month
TL2
Target TL: 10 SK
Target: 09 QK/ Op
Total Op=5
TBD SK- 1 / month1 1 1 1
1 1 1 1 1 1
TBD QK- 4 / month
TL1
Target TL: 10 SK
Target: 09 QK/ Op
Total Op=4
TBD SK- 1 / month1 1
TL Maint.
Target : 10 SK
Target: 09 QK/ Op
Total Op=4
TBD SK- 1 / month1
1 1 1
1 1
1 1
1
TBD QK- 3-4 / month
TL Admin
Target : 10 SK
Target: 09 QK/ Op
Total Op=1
TBD SK- 1 / month1 1
1 1 1 1 1 1
1 1
TBD QK- 1 / month1 1 2 1 1 1
1 1 1 1 1 1
1 1 1 1
Factory Closure
Major Kaizen

38Arabian Vehicles & Trucks Industry Co. Ltd.
Total Savings from Major Kaizens
S.No Areas Of ImprovementBenefit
EuroBC Ratio
1 OBC - Stage1 11,518 159.4
2 OBC - Stage2 26,027 239.6
3 OBC - Stage3 28,300 260.4
4 OBC - Stage4 27,618 254.2
5 PM Inspection For Lifters 7,205 80.3
6 PM For AC Units 17,557 4.1
Total 118,225
Major Kaizen

39 Arabian Vehicles & Trucks Industry Co. Ltd.
Recognition

41 Arabian Vehicles & Trucks Industry Co. Ltd.
”Tact flow”
Production takt
Set up
Planed maintenance
Other, ex planed meeting
Daily follow up – Teamwork
QK/EWO/DWO/RNC/HERCA
Weekly follow up - Teamwork & long pulse
CD loops
QK, SK
SK, MK, AK
LOG AM PMCD
FIWPO
QC

42 Arabian Vehicles & Trucks Industry Co. Ltd.
Standardized Way of Working
Production, Station & Detail Cards will be the major contributors for us to reach zero defect mind set in all areas!

43 Arabian Vehicles & Trucks Industry Co. Ltd.
Type of card Under production during set
level 1
Card Production alt.
rack Cards
level 2
Station Short
level 3
Detailed Card

44 Arabian Vehicles & Trucks Industry Co. Ltd.
Production Card
➢ Production cards to have the standard activity on each stations
Layout / walking pattern Model 1 Model 2 Model 3
1 OMS Level 1 meeting 5 5 5
2 Autonomous maintenance 3 3 3
3 Assembly process 47
4 Job distribution 47 75
5 5s 2
6 Calibration Status
7 Takt Board 1
8 Skill matrix
9 Quality Inspection - CC1 Station card ????? 25
10 Check cards 1
11 DPP - Daily production plan 0
12 Kanban 0
13 Defects/Damage parts 0
14 Waste Segeregation 0
Non Value added operations
Model 2 Model 3
Model 1 0.00 Walking path 0.00 Walking path 0.00
Taking parts 0.2 0.00 Putting parts 0.00 Putting parts 0.00
Putting parts 0.5 0.00 0.00 0.00
0.00 0.00 0.00
Total 0.00 Total 0.00 Total 0.00
Safety
0.00
131.0 83.0 8.0 0.0 0.0
Engineering
Production
Amjad
Ahmad
Pr Engineer
Supervisor
Shahul
Ijaz
Production Card - Standard Operation SheetIssue
Date 20/09/2017 Rev: 1 Model Production TACT
Applied Model and Operation
Time in mins
Team
leader
(Name)
TP1 Alan
Confirmation by
Process
Name
Station 1 - Frame & Cross member Droppping
PA - Cross memberVolvo
No. Activity / Main Step Key Point 4X2 6x4 8x4
Check all the KPI's as per level 1 board
Refer AM sheet,(How to perform its
already available on check sheet)
Station card
Station card
Refer OBC sheet
Refer 5s daily/weekly check sheet
Station card
Update the takt board as per line
movement
Stock
Refer skill matrix board
Operating Area Inspection
Symbols
Station card
Station card
Station card
follow the DPP sequence as per
planned (Level 1 meeting
Total time of non value added operation
Total Cycle time
Station Card
Detail Card

45 Arabian Vehicles & Trucks Industry Co. Ltd.
Station Card
➢ sTATION cards to have the standard activity on each stations
Quality Inspection Time in mins: 5
1 2.00
2 1.00
3 2.00
4
.
If there is any deviations in process,report to Team Leader/Supervisor as soon as possible
Page 1 of 1
Station Card Operation Sheet
Operation Name
No Main Steps / Activity Time Key Points (Reason) Photographs, Drawings, Specifications and others.
Inspect the chassis after operator completion Verify the assembly and ensure no detect
Refer the CC1 checkt Check the torque value as per the CC1 instruction
Measure the torque for CC1
Mark the joints with green marker for CC1
Mention the actual torque value on the CC1
instruction
If not ok adjust it to specific value and sign
Sign on CC1 instruction after the marking and Verify
respective operators are signed once job is
complete
Special instructions & Others:
Inform to operator about the defects & mention in
open points
Sign for CC1 and Check the operator sign in
check card
2
3

46 Arabian Vehicles & Trucks Industry Co. Ltd.
Line Start- Up Check Sheet Stage No: Frame Area & Stage 01
X X
Sun Mon Tue Wed Thu Sun Mon Tue Wed Thu Sun Mon Tue Wed Thu Sun Mon Tue Wed Thu Sun Mon Tue Wed Thu Sun Mon Tue Wed Thu
Cleaning
تنظيفN/A
Dust and rust to be
removed
Cotton waste /
Scissor liftMonthly
Position 1
Position 2
Abnormal Braking
condition
التوقف الغير معتاد
No damages on remote
and cable
ال يوجد تلف على سلك الريموت
No abnormal noise and
damages on chain
ال يوجد ضجيج غير العادة من
السلسلةNo
damages/deformation
on chain & hook
ال يوجد تلف في الحبال أو العقافCheck for hook safety
lock
تأكد من سالمة قفل العقاف
Cleaning N/ADust and rust to be
removed
Cotton waste /
BrushMonthly
N/A Check No dust or rust N/A Weekly
As per picture
Check no damages and
rack screwed
تأكد من عدم وجود عيوب أو تلف
N/A Daily
Mar-17Inspector Name:
إسم المراقب
Autonomous Maintenance
الصيانة الذاتية
Judgement :
الرأي
Good
جيد
Bad
غير مناسب
Already Repaired
تم إصالحه
Visual Check
االختبار المرئي
No damages on remote,
cable & cable trolleys
and dust or rust
N/A
Month-Year:
Operating Check
إختبار التشغيلN/A N/A
Monthly
Over Head
Crane
DescriptionChecking Method
طريقة التأكد
Inspection Position
طريقة التأكد
Check Item
القطعة
Countermeasure /
sourceFrequency Time
Chassis Rack
Daily
Wk WkWk Wk Wk
Visual Check
االختبار المرئي
Wk
Inspector Sign
المراقب
(Team Leader or
supervisor)
Date
التاريخ
Item
القطعة
Item
القطعة
NOTE:
i) All Check points should be checked at the beginning of production v) All jib crane remote and hoise not keep together on the hook
ii) If any abnormality is found, stop and inform to your Team leader/Supervisor
iii) In case of no check mark, mark NA
iv) Don't fill anything on week end/off days and leave as blank
Date
Concern Description
شرح المشكلة
Inform to
اسم المبلغ إليه
Comments On Maintenance Monthly Check
مالحظات على الصيانة الشهرية
Name& Sign
1
Rev No.
SOP
Detail Card

47 Arabian Vehicles & Trucks Industry Co. Ltd.
• Balancing work content between resources. – equipment
– Individuals
• Important to. – Achieve legal capacity
– Achieve high resource
– Make harmonious flow
– Highlighting waste
Positions Positions
Jo
b c
on
tent
takt
Jo
b c
on
tent
takt
Balancing

48 Arabian Vehicles & Trucks Industry Co. Ltd.
➢ Zero defect mindset by implementation of SOP➢ Value added to the work/ customer➢ Improve the semi value added activity➢ Eliminate the non value added activity➢ Synchronize the operation for all variants with maximum utilization of resources
- Visual, showing key issues- Promotes continuous improvement- Help engage teamwork
OUTCOME
➢ We want to have standardized operations by having Production, Station and Detail cards and optimizing these operations by visualizing our capacity and manpower requirements by Yamazumi Boards!
Yamazumi Objective

49 Arabian Vehicles & Trucks Industry Co. Ltd.
Visual balancing
• Timed standard is the starting point.
• Conducted primarily by the operators.
• Visualizes coating at each position.
1 2 3 4
Green magnets are the work moments we do
today (both value creation and not value
building operations). Red cards - waiting time -
wasting.
The coating is visualized, it simplifies /
allowing rebalancing. It creates
engagement and participation!

50 Arabian Vehicles & Trucks Industry Co. Ltd.
Stay balanced alive!
• Changes in standards might require rebalancing– Modified work content.
– Amended operation time
– Moved operation. Etc.
• The balance needs to be kept alive !
• Required to "bring home profits"

51 Arabian Vehicles & Trucks Industry Co. Ltd.
Yamazumi Board
Capacity: 5 Trucks /
Day Capacity: 10 Trucks
/ Day Capacity: 15 Trucks
/ Day Capacity: 20 Trucks
/ Day
Operator 1 Operator 2 Operator 3 Operator 4

52 Arabian Vehicles & Trucks Industry Co. Ltd.
Summary
Now that we have equalized, standardized and balanced production flow, we can start working with takt flow.

53Arabian Vehicles & Trucks Industry Co. Ltd.
KPI’s

54 Arabian Vehicles & Trucks Industry Co. Ltd.
“Due to our Journey Our Way of Working will Establish our KPI’s in an Excellent Position”
“Due to our Journey Our Way of Working will Establish our KPI’s in an Excellent Position”

55 Arabian Vehicles & Trucks Industry Co. Ltd.
Safety Board: 12 Nov 2017

57 Arabian Vehicles & Trucks Industry Co. Ltd.
Area
Behavior
Safe Behavior At risk behavior
Use Of PPE Work place
Material Handling Lifting / pulling
Attitude Equipment / tool use
Other Abnormal Tool / functioning
Observation:
Action Taken:
Repetition Yes No Observer:
Follow-up Yes No If yes, when:
Obr No Dept Date
Name
Safety Observation Card
S.1
0.2
1.1
4Ed
itio
n 1
بطاقة مراقبة السالمة
خالل الجولة التفتيشية قمنا بسؤال الزميل
:موسى العوفي عن
متى يمكنك تعبئة كرت مراقبة السالمة ؟-1
عند مالحظة أي مخالفة أثناء الدوام
ماذا يتوجب عليك فعلة بعد تعبئة الكرت ؟-2
إبالغ صاحب المخالفة ورئيسة المباشر
بالمخالفة ومناقشة الحل
بعد تعبئة الكرت وإتخاذ اإلجراء االزم اين -3
يسلم الكرت؟
يسلم الكرت لرئيسي المباشر
Safety Observation CardQuestions asked during Gemba Audit Layer from Mr. Moosa Al-Oufi:1. When can you fill the observation cardAs soon as I find any safety observation/violation at the work place.2. What is the next step?Inform the safety violator and the team leader and try to find the solution of observation.3. What is the next step?Give to my team leader.
Safety Culture

58Arabian Vehicles & Trucks Industry Co. Ltd.
Safety (No. of Accidents with Lost Time)
Celebrating Safe Plant
11
12
3
0 00
2
4
6
8
10
12
14
2013 2014 2015 2016 2017
No.
Accidents

59Arabian Vehicles & Trucks Industry Co. Ltd.
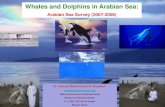
Product Audit
26
29
17.2 17.9
22.224.4
17.919
11
13.7
10.6
0
10
20
30
40
50
2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017
2007 2009 2010 2011 2012 2013 2014 2015 2016 2017
DP

60Arabian Vehicles & Trucks Industry Co. Ltd.
Delivery Precision
53
6865
90
58 61
72
67
77
85
79
0
20
40
60
80
100
2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017
%
Delivery Precision Target

61Arabian Vehicles & Trucks Industry Co. Ltd.
First Time Through
32
60
69
78
83
0
20
40
60
80
100
2013 2014 2015 2016 2017
%
FTT Target

62Arabian Vehicles & Trucks Industry Co. Ltd.
Hours / Truck
239
201
141
128134
98
85
0
50
100
150
200
250
300
2011 2012 2013 2014 2015 2016 2017
Hours
Hours / Truck Target
Lowest ever in
history of AVI

63Arabian Vehicles & Trucks Industry Co. Ltd.
Inventory Turnover Days
126
50
3942
5452 51
5648
0
25
50
75
100
125
150
2009 2010 2011 2012 2013 2014 2015 2016 2017
Days
Average Days Target

64Arabian Vehicles & Trucks Industry Co. Ltd.
Absent (Permanent)
7%
3%
1.2%
1.6%
0.5%0.2%
0%
1%
2%
3%
4%
5%
6%
7%
8%
2012 2013 2014 2015 2016 2017
%
Absent Permanent