Otrho and Oblique Cutting
11
Orthogonal and Oblique cutting Orthogonal Cutting The cutting edge of the tool is perpendicular to the direction of cutting velocity. The cutting edge is wider than the workpiece width and extends beyond the work piece on either side. Also the width of the workpiece is much greater than the depth of cut. The chip generated flows on the rake face of the tool with chip velocity perpendicular to the cutting edge. (a) Orthogonal (b) Oblique Dr. Ratnakar Das, KIIT University
-
Upload
kunal-kumar -
Category
Documents
-
view
26 -
download
0
description
metal cuttingmechanical
Transcript of Otrho and Oblique Cutting

Orthogonal and Oblique cutting
Orthogonal CuttingØThe cutting edge of the tool is perpendicular to the direction of cuttingvelocity.ØThe cutting edge is wider than the workpiece width and extends beyond thework piece on either side. Also the width of the workpiece is much greater thanthe depth of cut.ØThe chip generated flows on the rake face of the tool with chip velocityperpendicular to the cutting edge.
(a) Orthogonal(b) Oblique
Dr. Ratnakar Das, KIIT University

Oblique Cutting
The cutting edge of the tool is inclined at an angle with the normal to the cutting velocity vector. Angle is also known as inclination angle.The ship generated flows on the rake face of the tool at an angle approximately equal to inclination angle with the normal to the cutting edge in the plane of the rake faceThe cutting edge extends beyond the width of the work piece on either side.The cutting forces act along all three directions.
λλ
Dr. Ratnakar Das, KIIT University

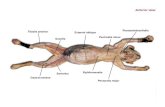
Pure orthogonal cutting
Dr. Ratnakar Das, KIIT University

The factors that affect the chip formation:
The depth of cut to feed ratio Number of active and passive cutting edges The length of cutting edge to width of cut ratio The cutting speed The inclination angle The rake angle The depth of cut to diameter ratio The action of cutting fluid
Based on these factors, the basic differences arise from
Whether the cutting is orthogonal or oblique
Whether the cutting is free or restricted
Whether the chip is produced under plane strain conditions or not
Dr. Ratnakar Das, KIIT University

Causes of chip flow deviation
Ideal direction of chip flow in turning
Dr. Ratnakar Das, KIIT University

The chip flow may deviate form the orthogonal plane due to the following factors:
Restricted cutting effect
Tool nose radius
Presence of inclination angle
What are free and restricted cutting then? Free cutting is characterized bythe fact that the chip removalis caused by one straightcutting edge
Restricted cutting is affectedby either by one curvilinearcutting edge or simultaneousaction of several active orpassive cutting edges
Dr. Ratnakar Das, KIIT University

Restricted cutting effect (RCE)
It indicates that the chip flow may deviate even if in absence of theinclination angle. The angle of deviation(ψ) though small, depends uponcutting angle and depth of cut to feed ratio.
Dr. Ratnakar Das, KIIT University

Effect of tool nose radius
The value of principal cutting edge angle varies from zero over the curved portion of the principal cutting edge. This variation deviates the chip flow.
Due to this variation, cutting edge angle is considered as average value.
This variation in actual and average cutting edge angle is governed by the ratio of depth of cut to nose radius Dr. Ratnakar Das, KIIT University

Effect of inclination angle, λWhen it occurs?
In absence of RCE and tool nose radius, the chip flow deviation is governed by the inclination angle
Dr. Ratnakar Das, KIIT University

Definition of effective rakeThe angle of inclination of the rake surfacefrom πR and is measured on that planewhich is perpendicular to the referenceplane and is taken in the direction of actualchip flow
In case of oblique cutting, which is practically more common, the actual direction of chip flowand the corresponding rake angle, i.e., effective rake should be used for more reasonablyaccurate analysis and assessment of cutting forces, friction and tool wear.
Dr. Ratnakar Das, KIIT University

In contrary to simpler orthogonal cutting, oblique cutting causes the following effects on chip formation and mechanics of machining:• Chip does not flow along the orthogonal plane;
Positive λ causes
Chip flow deviation away from the finished surface, which may result⎯ lesser further damage to the finished surface ⎯ but more inconvenience to the operator
§ reduction of mechanical strength of the tool tip§ increase in temperature at the tool tip §more vibration in turning slender rods due to increase in transverse force
Dr. Ratnakar Das, KIIT University