Optimizing Patient Adherence to OCALIVA Optimizing Patient ...
Upload
duongkhanhCategory
view
221download
7
Optimizing Continuous Deodorization for Quality and Energy
Jim Willits, Sr. ConsultantDesmet Ballestra North [email protected]
Update on New Technologies and Processes in Oils and Fats
106th AOCS Annual Meeting

Brief Deodorization History
2

History of Deodorization
Pre-deodorization
• Oil chosen for how it smelled, tasted, and its consistency, durability and availability
• The demand for a extender for butter/lard resulted in the development of margarine, which in turn created the need to be able to reduce the flavor in available oils and fats.
3

History of Deodorization
1850s
• First patents on atmospheric, directly heated, no sparge gases and carbon steel construction
1890s
• First batch deodorizers with sparge gasses and direct heat. Still carbon steel construction
4

History of Deodorization
1920s
• French engineers added:
• Vacuum
• Higher temperatures
• Non-oxidizing materials of construction
• There was a need developing in the US to replace animal fat in shortening with cottonseed oil
5

History of Deodorization
1920s
• David Wesson developed a deodorizer which used:
• Indirect heat
• High temperature under vacuum
• This unit offered capability to reduce the strong flavor of cottonseed oil
6

History of Deodorization
c.1948
• Around 1948 the Girdler/Votator Companies developed a true Semi Continuous Deodorizer
• A. E. Bailey developed a deodorizer with vertical stacked trays that could hold very good vacuum in the presence of sparge steam
• Dowtherm was introduced which allowed indirect heating with a low pressure vapor
7

History of Deodorization
• Benjamin Thurman of Humko Products developed a deodorizer with seven horizontal cylinders (four to deodorize and three for cooling)
1960s
• Votator developed the steam lift pump which allowed the use of deeper trays and reduced the deodorization time from 90 minutes to 30 minutes
8

History of Deodorization
1970s
• Simon-Rosedowns introduced the thermosyphon, which offered the ability to exchange heat within the deodorizer vessel
• The growing palm oil industry gave rise to the continuous deodorizer
9

History of Deodorization
1970s
• Frank Sullivan developed scrubbers to remove fatty material from the vapor stream
• P & G developed thin film strippers
1980s
• Alfa Laval championed the use of packed columns in palm oil deodorization
10

History of Deodorization
1990s
• Desmet brought the ice condensing vacuum system into the market, which allowed economical low vacuum
• High pressure steam started to replace terminal and Dowtherm as heating media for deodorization
11

History of Deodorization
2010s
• Desmet Ballestra adds flexibility to generation of hot water for sharing the BTU’s generated in deodorization with other refinery and seed preparation processes.
• Improvements made in the recovery of Tocopheral as price's for this products increase significantly.
12

13
Deodorization Equipment

R&D
14
Bench/Pilot/Full Scale
“Science behind Technology”

Objectives of Deodorization
Deodorization is a crucial refining stage with a big impact on the refined oil quality. Its has three main objectives:
1. Stripping of volatile components such as free fatty acids (in case of physical refining), valuable minor components (tocopherols, sterols, etc.) and contaminants (pesticides, light PAH, etc.);
2. Actual deodorization by removal of different off-flavors;
3. Thermal destruction of pigments (so-called heat bleaching).
15

Factors Affecting Oil Quality
• Seed Variety
• Growing Conditions
• Harvesting Conditions
• Extraction Conditions
• Degumming and Neutralizing
• Bleaching
• Deodorizing
• Storage
16

Factors Affecting Deodorizing Quality
• Temperature
• Time
• Pressure
• Steam rate
• Air Leaks
• Heating and Cooling under vacuum
• Quality of incoming oil
17

Selection Process
• We start with 3 base deodorizer designs:
→ Continuous flow
→ Continuous flow – Packed Stripper
→ Semi-continuous flow
• From these three base designs, we add options to meet specific needs
18

Three Base Deodorizer Designs
• Qualistock+TM
• Qualistock+ FSTM
• MultistockTM
19

Deodorizer Designs: Qualistock+
• Continuous flow deodorizer
• Deodorization in trays (deep or shallow)
• Up to three stock changes per day
• Ideal for internal oil/oil heat recovery
• Internal spray/packing vapor scrubber
• Low-temp, long-time deodorizing, or
• High-temp, short-time deodorizing
• High-Low or Low-High temp deodorizing
20

21
Qualistock + New Configuration
• All major sections combined into single vessel
• Reduced losses and improved distillate quality
• Splash oil eliminated
• Low energy consumption

Deodorizer Designs: Qualistock+ FS™
22
• Continuous flow deodorizer
• Fatty acid stripping in packing, then deodorization and heat bleach in tray
• Up to three stock changes per day
• Ideal for internal oil/oil heat recovery
• Internal packing-type vapor scrubber
• Popular for palm/soy/canola physical refining
• Popular in North America for high-temp, short deodorization-time, soy/canola oil deodorization

Deodorizer Designs: Qualistock+ FS™
23

Deodorizer Designs: Multistock™
• Semi-continuous flow deodorizer
• Deodorization in deep tray (s)
• Multiple stock changes per day(10 or more possible)
• Minimum stock change contamination
• Thermosyphon heat recovery (Single or Double)
• Internal or external spray vapor scrubber
• Popular at multiple feedstock plants
24

Deodorizer Designs: Multistock™
25

Deodorizing Options
26

Deodorizing Options: Packed Columns
• Utilizes very high surface area of structured packing to create a thin film for excellent steam stripping
• Minimizes time at high temp for heat sensitive oils
• Allows high or low tocopherol stripping (soy)
• Deodorizing steam can be re-used for stripping
• Insufficient time, if used alone, to remove less volatile compounds
• Insufficient time, if used alone, for thorough heat bleaching
• Pressure drop needs to compensated in scrubber and vacuum system design
27

Deodorizing Options: Packed Columns
28

Deodorizing Options: Deep Trays
• Utilize steam lift pumps to continuously expose a thin film of oil to the vacuum
• Excellent steam stripping mechanism
• Long residence time for removing less volatile compounds that reduce oil stability
• Long residence time for heat bleach effect
• Most cost effective residence time
• Long residence time can increase trans formation
29

Deodorizing Options: Deep Trays
30

Deodorizing Options: Shallow Trays
• Utilizes sparge steam pipes to regenerate the surface in contact with vacuum
• Multiple shallow trays can add residence time for removing less volatile compounds that reduce oil stability
• More shallow trays are more expensive than fewer deep trays
31

Deodorizing Options: Shallow Trays
32

Deodorizing Options:
Dual-Tem ® Packing/Tray High-Low
• Packing section operates at high temp (500°F) and tray operates at low temp (446°F) after a quick quench
• Minimizes trans fatty acid formation
• Provides high tocopherol removal (soy)
• Reduced heat bleach effect
33

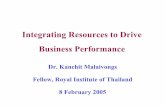
Deodorizing Options:
Dual-Temp® to reduce trans fatty acids
34
220230
240250
2600 minutes
10 minutes
20 minutes
30 minutes
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
%Trans isomer
Temperature deg C
Time
FORMATION OF TRANS ISOMERS IN SOYBEAN OIL AT DIFFERENT TEMPERATURES

Deodorization Conditions
Conditions Chemical Physical
U.S. Europe Europe
Temperature (°C) 245-260 230-240 230-250
Pressure (mbar) 2-3 2-3 2
Sparge steam (%) 0.5-2.0 0.5-1.0 1-2
Time (min) 20-40 40-60 60-90
Final FFA (%) 0.03-0.05
35

Chemical versus Physical Refining
36
Pressure Stripping Steam Booster Steam Fuel
Booster Deodorizer (kg/tone oil) (kg/tone oil) (kg)
Chemical Refining
2.5 mbar 3 mbar 10 45 4.23
1.5 mbar 2 mbar 7 43.4 3.88
Physical Refining
2.5 mbar 3 mbar 20 90 8.46
1.5 mbar 2 mbar 15 93 8.31

Heat Recovery Options
37

Heat Recovery Options: Oil/Oil Internal
• Used with continuous deodorizers
• Excellent heat recovery (80-90%)
• Heat exchange under vacuum
• Reduced installation cost
• No need for an outside heat sink
38

Heat Recovery Options: Oil/Oil Internal
39

Heat Recovery Options: Oil/Oil External
• Used with continuous deodorizers
• Excellent heat recovery (80-90%)
• No need for an outside heat sink
• Shorter stock change time (1 hour)
• Potential oxidation of oil (not under vacuum)
• Higher installation & maintenance costs
• Less of a “turn down” potential
40

Heat Recovery Options: Oil/Oil External
41
Plate-type
Huge Shell & Tube-type

Heat Recovery Options:
Thermosyphon (single or double)
• Used with semi-continuous deodorizers
• Simple – no pumps required
• No external heat sink required
• Single has low heat recovery (single: 40- 45%)
• Double has medium heat recovery (double: 60-65%)
• Heat exchange under vacuum
• Rather high capital cost for heat exchanged
42

Heat Recovery Options:
Thermosyphon (single or double)
43

Heat Recovery Options
Low Pressure Steam Generation
• Used with semi-continuous deodorizers
• Produce heat recovery oil/oil (high-low dual-temp quench)
• Produce 30 psig steam after thermosyphon
• Heat exchange under vacuum
• Good heat recovery (80-85%)
44

Heat Recovery Options: Hot Water Generation
• Used with semi-continuous deodorizers
• Produce 195 °F water for heating tanks, boiler feed water, seed heating
• Excellent heat recovery (90-95%)
• Requires a hot water utilization system
45

Vapor Scrubbing Options
46

Vapor Scrubbing Options:
External Spray Contact
• Low fatty acid carry-over
• Minimizes deodorizer tower height
• Works with any deodorizer design
• Requires expensive external ducting and added installation cost
• Increase in size of vacuum system due to increased pressure loss
47

Vapor Scrubbing Options:
External Spray Contact
48
water
LC
Fatty
acids
Scrubber
Vacuum
unit
Booster steam

Vapor Scrubbing Options: Internal Spray
• Low fatty acid carry-over
• Eliminates expensive external ducting and installation cost
• Works well at the base of the deodorizer
• Increases deodorizer tower height
49

Vapor Scrubbing Options: Internal Spray
50
814
823
FAD
FA Scrubbing Demister
Vacuum connection

Vapor Scrubbing Options: Internal Packing
• Low fatty acid carry-over
• Eliminates expensive external ducting and installation cost
• Works well at the top of the deodorizer
• Increases deodorizer tower height
51

Vapor Scrubbing Options: Internal Packing
52
1 5 0 m m
5 7 5 m m
1 5 . 0 0 °

Deodorizer Distillates
Composition Chemical Refining Physical Refining
Neutral Oil 25 - 33% 5 – 10%
Fatty Acids 33 – 50% 80 – 85%
Unsaponifiable matter 25 – 33 % 5 – 10 %
6 – 15% 2 – 5 %
53
Tocopherols
Tocopherols / Sterol Recovery

Vacuum System Options
54

Vacuum System Options:
Dirty Water / Steam Jet System
• Least expensive initial cost
• Optimizes cooling water temperature
• High motive steam (approx. 9:1 ratio)
• High waste water discharge
• Dirty cooling water – fouling & odor problem at tower
55

Vacuum System Options
Dirty Water / Steam Jet System
56

Vacuum System Options
Clean Water / Steam Jet System
• Relatively low initial cost
• Clean cooling water – little fouling or odor
• Cooling temperature higher than cooling water
• Highest motive steam (approx. 10:1 ratio)
• Highest waste water discharge
57

Vacuum System Options:
Clean Water / Steam Jet System
58

Vacuum System Options:
Chilled Water / Steam Jet System
• Reduced motive steam (approx. 5:1 ratio)
• Reduced waste water discharge
• No ammonia required
• Additional energy to chill water
• Higher initial cost
59

Vacuum System Options:
Chilled Water / Steam Jet System
60

Vacuum System Options:
Sublimax® Ice Condensing System
• Very low operating pressures made practical
• Motive steam reduced below 1:1 ratio
• Lowest net operating energy
• Lowest waste water volume
• Low ammonia hold-up in patented Sublimax ® system
• Higher electrical power for ammonia compressor
• Highest initial cost
61

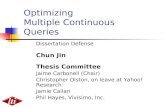
62

Compressor
Condenser
Separator
Cooling waterFrom FA scrubber
Vapour (vacuum)
Refrigerant (ammonia)
Non-condensable gases
Valve, closed
Valve, open
Melt vessel
Condensate
Tode-aeration
Freezecondenser
waterprocess vapor ammonia
LP steam
Vacuum System Options:
Sublimax® Ice Condensing System
63

64
Update on New Technologies and Processes in Oils and Fats
106th AOCS Annual Meeting
Thank you for your attention!
Jim Willits, Sr. ConsultantDesmet Ballestra North [email protected]