Optimization of rapid prototyping parameters for production of flexible ABS object

of 8
-
Upload
sachin-banerji -
Category
Documents
-
view
214 -
download
0
Transcript of Optimization of rapid prototyping parameters for production of flexible ABS object
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
1/8
Journal of Materials Processing Technology 169 (2005) 5461
Optimization of rapid prototyping parametersfor production of flexible ABS object
B.H. Lee, J. Abdullah, Z.A. Khan
School of Mechanical Engineering, Universiti Sains Malaysia Engineering Campus, 14300 Seri Ampangan, Nibong Tebal, Penang, Malaysia
Received 12 March 2004; received in revised form 14 December 2004; accepted 9 February 2005
Abstract
In this study, the Taguchi method, a powerful tool to design optimization for quality, is used to find the optimal process parameters for fuseddeposition modeling (FDM) rapid prototyping machine that was used to produce acrylonitrile butadiene styrene (ABS) compliant prototype.
An orthogonal array, main effect, the signal-to-noise (S/N) ratio, and analysis of variance (ANOVA) are employed to investigate the process
parameters in order to achieve optimum elastic performance of a compliant ABS prototype so as to get maximum throwing distance from the
prototype. Through this study, not only can the optimal process parameters for FDM process be obtained, but also the main process parameters
that affect the performance of the prototype can be found. Experiments were carried out to confirm the effectiveness of this approach. From
the results, it is found that FDM parameters, i.e. layer thickness, raster angle and air gap significantly affect the elastic performance of the
compliant ABS prototype. The optimum levels of parameters at different angle of displacement are also presented.
2005 Elsevier B.V. All rights reserved.
Keywords: Rapid prototyping; Flexibe ABS; Fused deposition modeling; Taguchi method
1. Introduction
Since the introduction of the first commercial rapid proto-
typing (RP) machine widely known as Stereolithography in
1986, a wide range of RP machines have been commercial-
ized, and many more newer systems continue to be developed
in various parts of the world [1]. The future is clear as rapid
prototyping is now becoming a key technology that shortens
product development time for faster building of physical pro-
totypes, tooling and models. Rapid prototyping in general, is
more flexible and can readily accommodate changes in prod-
uct design as compared to conventional method of casting,molding or machining. Studies have been conducted to im-
prove and optimize the process, so as to obtain high quality
parts produced on a wide range of commercial RP machines
[26].
Fused deposition modeling (FDM) is one RP system that
produces prototypes from plastic materials such as ABS by
Corresponding author. Tel.: +60 4 5937788x6365; fax: +60 4 5941025.
E-mail address: [email protected] (Z.A. Khan).
laying tracks of semi-molten plastic filament onto a plat-
form in a layer wise manner from bottom to top. It is known
that process parameters such as the air gap between adjacent
tracks, raster angle, raster width and thickness of deposited
layers influence the performance of parts produced on an
FDM machine. Nevertheless, the suitable levels of parame-
ters associated with different performance criteria still need
further investigation. Some studies have been conducted to
determine the optimum parametersof FDM,and performance
criteria often used include build time, strength, toughness
and surface integrity of the prototypes, normally for injec-
tion molding and tooling applications [4,5,7]. Some work todetermine the feasibility/capability of fabricating fuseddepo-
sition modeling (FDM) parts concurrently from elastomeric
and structural members using FDM 1600 machine has been
done [8]. Optimization method for producing flexible proto-
type using FDM 1650 to achieve optimum performance of
the prototype has also been reported [9]. It is to be noted that
FDM machine has potential for direct use in certain appli-
cations such as actuator in electro-mechanical systems and
construction of plastic toys. In these areas, compliant mem-
0924-0136/$ see front matter 2005 Elsevier B.V. All rights reserved.
doi:10.1016/j.jmatprotec.2005.02.259
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
2/8
B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461 55
bers that exhibit elastic and flexible behavior are increasingly
being used due to reduce parts counts and therefore, lead to
ease of assembly and lower product costs [10].
It has been reported that compliant member in general,
gains its mobility and performs its functions through elastic
deformation of its structure which is a function of material
properties or geometrical design [10]. Childrens toys suchas sling shot, bow and arrow are examples where compli-
ant or flexible plastic members are widely used. Toys have
long been produced using the conventional methods of cast-
ing and molding. As design becomes more complicated and
product life cycle gets shorter due to market needs, alterna-
tive approaches such as RP, that offers more flexibility and
responsiveness to design changes, are needed.
This paper attempts to describe the optimization of FDM
process parameters for optimum performance of compliant
ABS prototypes in terms of elasticity and flexibility. A model
of a catapult that can be used in sling shot toy is taken as case
example.Elasticity andflexibility areassumed to be related to
itsability to throwa plastic ball a distance.FourFDM parame-ters i.e. air gap, raster angle, raster width and layer thickness,
each with three levels, are investigated in this study. Other
parameters such as humidity and temperature are kept con-
stant. In the following, an overview of the Taguchi method
is given first. This is followed by the description of exper-
iments using the Taguchi method to determine and analyze
the optimal FDM parameters. The optimal FDM process pa-
rameters with regard to the performance criteria, i.e. throw-
ing distance and elasticity, are considered. Results are dis-
cussedand finally thepaper concludeswith thefindings of the
study.
2. The Taguchi approach
The Taguchi method is a well-known technique that pro-
vides a systematic and efficient methodology for design op-
timization. It has been widely used for product design and
process optimization worldwide [1113]. This is due to the
advantages of the design of experiment using Taguchis tech-
nique, whichincludes simplification of experimental planand
feasibility of study of interaction between different parame-
ters. Lesser number of experiments means time and costs are
reduced. This is especially vital for rapid prototyping where
cost to produce prototypes is still high. Taguchi proposes
experimental plan in terms of orthogonal array that gives dif-
ferent combinations of parameters and their levels for each
experiment. According to this technique, the entire parameter
space is studied with minimal number of necessary experi-
ments only [14,15]. Based on the average output value at each
parameter level, main effect analysis is performed. Analysis
of variance (ANOVA) is then used to determine which pro-
cess parameter is statistically significant and the contributionof each process parameter towards the output characteristic.
With the main effect and ANOVA analyses, possible com-
bination of optimum parameters can be predicted. Finally,
a confirmation experiment is conducted to verify the opti-
mal process parameters obtained from the process parameter
design.
3. Optimization of fused deposition modeling
parameters
3.1. Selection of process parameters
TheFDM3000 rapid prototyping machine with Insight 3.1
software wasused in the study. Four parameters, each at three
levels as presented in Table 1 were taken into consideration
in the study. It can be noted that raster angle was specified as
0/90, 45/45 and 30/60 in Table 1. The 0/90 angle
means that FDM machine fabricates the alternate layers of
the catapult on the horizontal plane by changing direction at
0 and 90 angles from the coordinate of the machine. Sim-
ilarly, 45/45 and 30/60 indicate the same deposition
pattern followed by the machine. The interactions between
the parameters were not considered and other factors such
as temperature and humidity were kept constant. To selectan appropriate orthogonal array for the experiments, the total
degrees of freedom need to be determined. The degrees of
freedom are defined as the number of comparisons between
process parameters that need to be made to determine which
level is betterand specifically how much betterit is.For exam-
ple, a three-level process parameter counts for two degrees of
freedom. The total degrees of freedom are obtained by mul-
tiplying the degrees of freedom of each process parameter
to the number of parameters. Therefore, in this study, four
parameters, each with three levels count for eight degrees of
freedom. Basically, the degrees of freedom for the orthogonal
array should be greater than or at least equal to those for the
process parameters. Obviouslythe appropriate orthogonal ar-
ray in this case was the standard L9, with four columns and
Table 1
FDM parameters and their levels
Symbol FDM parameter Unit Level 1 Level 2 Level 3
A Air gap mm Solid fine Sparse Double wide
B Raster angle Degree angles 0/90 45/45 30/60
C Raster width mm 0.305 0.655 0.980
D Layer thickness mm 0.178 0.254 0.305
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
3/8
56 B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461
Table 2
Experimental plan using L9 orthogonal array
Experiment number Parameter/level
A B C D
1 1 1 1 1
2 1 2 2 2
3 1 3 3 34 2 1 2 3
5 2 2 3 1
6 2 3 1 2
7 3 1 3 2
8 3 2 1 3
9 3 3 2 1
nine rows. The L9 orthogonal array for this study is shown in
Table 2.
3.2. Testing of compliant ABS product
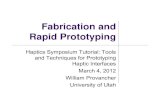
Theisometric andtop views of theselected catapult designare shown in Fig. 1a and b, respectively. Nine samples were
produced on an FDM3000 machine using ABS (acrylonitrile
butadiene styrene) material according to the parameters and
their levels as indicated in Table 2. For testing, the catapult
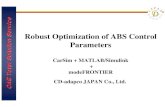
was fixed on a specially designed fixture. The isometric and
side views of the experimental setup are illustrated in Fig. 2a
and b, respectively. The fixture was placed on a laboratory
bench. The catapult was bent and held in place using a stop-
per placed at locator holes for 10, 15 and 20 angle of
displacement from the initial position of the catapult. A 5 g
ball was loaded onto the catapult. When the stopper was re-
leased, then the catapult got deflected and threw the ball at adistance as shown in Fig. 2b. Thin powder layer was spread
evenly on the bench so that when the ball was thrown, it left a
Fig. 1. Catapult design: (a) isometric view; (b) top view.
mark upon landing. Three throws were performed using the
catapult produced from parameters settings of experiment
number 1 (Table 2), after bending it to an angle of displace-
ment of 10. The average throwing distance was recorded.
Next, this catapult was replaced by another catapult obtained
from parameters settings of experiment number 2 and aver-
age throwing distance for the same angle of displacementwas recorded. Similarly, the average throwing distances at
the same angle of displacement of 10 was recorded for the
catapults produced from parameters setting of experiment
number 39, respectively. This procedure was repeated for
the other two angles of displacements i.e. 15 and 20, re-
spectively. During testing of thecatapults it was observed that
the catapults did not loose their elastic strength and were also
not plastically deformed. This observation was based on fact
that there was consistency in the throwing distances and the
catapults did not loose their original shape. This is to mimic
the way catapult is normally used as component in toys.
4. Results and discussion
The results were obtained by testing all the nine proto-
types for different angles of displacement i.e.10, 15 and
20. Each prototype represented each experiment of the or-
thogonal array (Table 2). The average throwing distance at
different angles of displacement is summarized in Table 3. In
the latter, the results were analyzed by employing main ef-
fects, ANOVA, and the signal-to-noise ratio (S/N) analyses.
Finally, a confirmation test was carried out to compare the
experimental results with the estimated results.
4.1. Main effects
For performing the main effect, average throwing dis-
tance from the prototypes, which were produced according
to the experimental plan of the orthogonal array (Table 2),
at each angle of displacement was calculated and the results
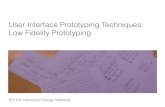
are shown in Table 3. Figs. 35 depict graphs for the output
characteristic (average throwing distance) of the prototypes
when they were bent at angle of displacement of 10, 15,
and 20 respectively. It can be seen from Fig. 3 that on the
Table 3Average throwing distances at various angles of displacement
Experiment number Throwing distance (cm)
10 15 20
1 96.70 160.13 250.17
2 95.53 165.50 256.00
3 100.07 164.10 253.77
4 98.23 157.20 234.13
5 107.80 185.87 304.80
6 104.63 179.97 275.53
7 99.83 171.20 275.27
8 104.37 169.90 263.37
9 125.33 213.83 325.43
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
4/8
B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461 57
Fig. 2. Experimental setup for catapult testing: (a) isometric view; (b) side view.
basis of average throwing distance, the best combination of
parameters and their levels for the optimum performance ofcompliant ABS prototype for 10 angle of displacement is
A3B3C2D1. The parameters and their levels, i.e. A3B3C2D1once again appear to be the best combination for 15 angle
of displacement as it is evident from Fig. 4. Finally, it can be
observed from Fig. 5 that the best combination of parameters
and their levels for 20 angle of displacement is A3B3C3D1.
Fig. 3. Main effect chart at 10 angle of displacement.
Fig. 4. Main effect chart at 15 angle of displacement.
4.2. Analysis of variance (ANOVA)
The purpose of the analysis of variance (ANOVA) was to
investigate which parameters significantly affected the qual-
ity characteristic. In order to perform ANOVA first, the total
sum of squared deviations, SST was calculated from the fol-
lowing formula [14]:
SST =
n
i=1
y2i C.F. (1)
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
5/8
58 B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461
Fig. 5. Main effect chart at 20 angle of displacement.
where, n is the number of experiments in the orthogonal ar-
ray, yi the throwing distance of i-th experiment and C.F. the
correction factor. C.F. was calculated as [14]:
C.F. = T2
n(2)
where, Tis the total of the throwing distances.
It should be noted that the prototypes resulting from each
experiment was used three times to throw the ball at each
angle of displacement and thus the value ofn (27) was used
in the calculation.
Thetotal sum of squared deviations,SST was decomposed
into two sources: the sum of squared deviations, SSd due to
each process parameterand thesum of squared error, SSe.The
percentage contribution, p by each of the process parameter
in the total sum of squared deviations, SST was a ratio of the
sumof squared deviations, SSd due to each process parameterto the total sum of squared deviations, SST.
Statistically, there is a tool called Ftest to see which pro-
cess parameters have significant effect on the quality char-
acteristic. For performing the F test, the mean of squared
deviations, SSm due to each process parameter needs to be
calculated. The mean of squared deviations, SSm is equal to
the sum of squared deviations, SSd divided by the number
of degrees of freedom associated with the process parame-
ters. Then, the Fvalue for each process parameter is simply
the ratio of the mean of squared deviations, SSm to the mean
of squared error, SSe. Usually, when F> 4, it means that the
change of the process parameter has significant effect on the
quality characteristic.
Tables 46 show the results of ANOVA for 10, 15 and
20 angles of displacement respectively. The F-ratios were
obtained for 99% level of confidence [14]. In addition to this,
percent contribution of each parameter was also calculated. It
can be seen from Table 4 that for 10 angle of displacement,
within the range investigated as shown in Table 1, all the four
parameters i.e. air gap, raster angle, raster width and layer
thickness were significant in terms of affecting the flexible
performance resulting in maximum throwing distance. How-
ever, the contribution order of the parameters for maximum
throwing distance was air gap, raster angle, layer thickness,
and then raster width. Therefore, based on main effect and
ANOVA analyses, the optimal parameters for achieving max-
imum throwing distance from the prototype were the air gap
at level 3, the raster angle at level 3, the raster width at level
2, and the layer thickness at level 1.
Similarly, it can be observed from Table 5 that for 15 an-
gle of displacement, all the four parameters had a significanteffect on the throwing distance. However, the contribution
order of the parameters for the desired output was raster an-
gle, layer thickness, air gap, and then raster width. Based on
the main effect and ANOVA analyses, the optimal parameters
were air gap at level 3, raster angle at level 3, raster width at
level 2, and layer thickness at level 1.
Finally, Table 6 reveals that for 20 angle of displacement
all the four parameters once again had a significant affect on
the desired output. The contribution order for the parame-
ters was layer thickness, air gap, raster angle, and then raster
width. Based on the main effect and the ANOVA analyses,
the optimal parameters were air gap at level 3, raster angle
at level 3, raster width at level 3, and then layer thickness atlevel 1.
4.3. Signal-to-noise ratio (S/N)
The signal-to-noise ratio measures the sensitivity of the
quality investigated to those uncontrollable factors (error)
in the experiment. The higher value of S/N ratio is desir-
able because greater S/N ratio will result in smaller product
variance around the target value. The quality characteristic
used in this study was the-bigger-the-better, i.e. the farther
the throwing distance, the better the catapult performance.
In order to perform S/N ratio analysis, mean square devia-tion (MSD) for the-bigger-the-better quality characteristic
and S/N ratio were calculated from the following equations
[14]:
MSD =1
n
n
i=1
1
y2i(3)
S/N = 10log10(MSD) (4)
where yi is the throwing distance for ith experiment.
The S/N ratio obtained for each angle of displacement is
presented in Tables 79, respectively. It can be seen from
these tables that for each angle of displacement, the com-bination of the parameters and their levels, A3B3C2 D1 has
consistently resulted in the maximum value of S/N ratio. This
shows that in the present case study the parameters and their
levels, A3B3C2 D1 yield optimum quality characteristic with
minimum variance around the target value for each angle of
displacement.
4.4. Confirmation test
Once the optimal combination and levels of the process
parameter at each angle of displacement had been obtained,
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
6/8
B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461 59
Table 4
ANOVA for 10 angle of displacement
Symbol FDM parameter Degrees of freedom Sum of squares Mean square F Contribution (%)
A Air gap 2 693.21 346.61 216.63 34.52
B Raster angle 2 636.60 318.30 198.94 31.70
C Raster width 2 104.51 52.26 32.66 5.20
D Layer thickness 2 545.06 272.53 170.33 27.14
All other/error 18 28.79 1.60 1.44
Total 26 2008.17 100
Table 5
ANOVA for 15 angle of displacement
Symbol FDM parameter Degrees of freedom Sum of squares Mean square F Contribution (%)
A Air gap 2 2125.85 1062.93 134.38 28.58
B Raster angle 2 2408.41 1204.21 152.24 32.38
C Raster width 2 354.95 177.48 22.44 4.77
D Layer thickness 2 2407.49 1203.75 152.18 32.36
All other/error 18 142.31 7.91 1.91
Total 26 7439.01 100
Table 6
ANOVA for 20 angle of displacement
Symbol FDM parameter Degrees of freedom Sum of squares Mean square F Contribution (%)
A Air gap 2 5425.93 2712.97 227.22 27.45
B Raster angle 2 4721.39 2360.70 197.71 23.88
C Raster width 2 1013.32 506.66 42.43 5.13
D Layer thickness 2 8392.10 4196.05 351.43 42.45
All other/error 18 214.94 11.94 1.09
Total 26 19,767.68 100
the final step was to verify the estimated result against ex-
perimental value. Estimated throwing distance at optimum
condition for each angle of displacement was calculated by
adding the average performance to the contribution of each
parameter at the optimum level using the following equations
[15]:
yopt = m + (mAopt m) + (mBopt m) + (mCopt m)
+ (mDopt m) (5)
m =T
n(6)
where m is the average performance, Tthe grand total of aver-
age throwing distance for each experiment, n thetotal number
of experiments and mAopt the average throwing distance for
parameter A at its optimum level, mBopt the average throwing
distance for parameter B at its optimum level, mCopt the aver-
age throwing distance for parameter C at its optimum level,
and mDopt the average throwing distance for parameter D at
its optimum level.
It was found that for 10 and 15 angle of displacement,
the optimum parameters and their levels (A3B3C2D1) cor-
responded to experiment number 9 of the orthogonal array.
And furthermore, it can be seen from Table 10 that for 10
and 15 angles of displacement the experimental value of
the throwing distance for A3B3C2D1 is same as that of esti-
mated value and thus there was no need for any confirmation
test. However, confirmation test was required for 20 angle of
displacement only because the optimum parameters and their
levels (A3B3C3D1) did not correspond to any experiment of
the orthogonal array.
The prototype at optimal levels of the factors i.e. A3, B3,
C3 and D1 was produced on the FDM machine. The proto-
type was bent at 20 angle of displacement so as to throw
the ball. This was repeated three times and for each time,
throwing distance was measured. Subsequently, the average
throwing distance was calculated. The experimental throwing
distance was compared with the estimated throwing distance
Table 7
S/N values at 10 angle of displacement
Experiment number Average distance,
yave (cm)
MSD (105) S/N
1 96.70 10.69 39.71
2 95.53 10.96 39.60
3 100.07 9.99 40.00
4 98.23 10.37 39.84
5 107.80 8.60 40.65
6 104.63 9.13 40.39
7 99.83 10.03 39.98
8 104.37 9.18 40.37
9 125.33 6.30 41.96
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
7/8
60 B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461
Table 8
S/N values at 15 angle of displacement
Experiment number Average distance, yave (cm) MSD (105) S/N
1 160.13 3.90 44.09
2 165.50 3.65 44.37
3 164.10 3.71 44.30
4 157.20 4.04 43.93
5 185.87 2.89 45.386 179.97 3.09 45.10
7 171.20 3.41 44.67
8 169.90 3.48 44.60
9 213.83 2.19 46.60
Table 9
S/N values at 20 angle of displacement
Experiment number Average distance, yave (cm) MSD (105) S/N
1 250.17 1.60 47.96
2 256.00 1.52 48.16
3 253.77 1.55 48.09
4 234.13 1.82 47.39
5 304.80 1.08 49.686 275.53 1.31 48.80
7 275.27 1.32 48.79
8 263.37 1.44 48.41
9 325.43 9.45 50.25
Table 10
Estimated result against experimental value
Angle of displacement Estimated result (mm) Experimental value for
experiment number 9
(mm)
10 125.32 125.33
15 213.83 213.83
20
331.53 Does not correspond toany experiment in the
orthogonal array
Table 11
Results of confirmation experiment
Optimal condition Difference
Estimation Experiment
Level A3, B3, C3, D1 A3, B3, C3, D1
Distance achieved (cm) 331.53 330.93 0.6
S/N value 50.39
as presented in Table 11. Itcan be seenfrom Table 11 that thedifference between experimental result and the estimated re-
sult is only 0.6 cm. This indicates that the experimental value
is very close to the estimated value. This verifies that the
experimental result is strongly correlated with the estimated
result, as the error is only 0.18%.
5. Conclusions
On the basis of the results obtained the following can be
concluded:
The optimal parameters and their levels for 10 , 15 and
20 angle of displacement are A3B3C2D1, A3B3C2D1 and
A3B3C3D1, respectively.
For 10 angle of displacement, air gap produces maxi-
mum contribution to the output performance of the product
(throwing distance).
For15
angle of displacement, raster angle and layer thick-ness demonstrate almost equal maximum contribution to
the output performance of the product (throwing distance).
For 20 angle of displacement, layer thickness gives the
highest contribution to the output performance.
The parameters and their levels, i.e. A3B3C2D1 yield the
optimum quality characteristic with minimum variance for
all angles of displacements considered in the study.
Acknowledgements
Logistic support from the School of Mechanical Engineer-
ing, Universiti Sains Malaysia is acknowledged. The mate-
rial for FDM experiment is also financially supported partly
by USM short-term grant #6035064. Technical support from
the rapid prototyping laboratory personnel, Mr. Mohd. Najib
Hussain is greatly acknowledged.
References
[1] P.F. Jacobs, Stereolithography and other RP&M Technologies: from
Rapid Prototyping to Rapid Tooling, SME, Dearbon, MI, 1995. ISBN
0-87263-467-1.
[2] S.H. Choi, S. Samavedam, Modelling and optimization of rapid pro-totyping, Comp. Ind. 47 (2002) 3953.
[3] S.O. Onuh, K.K.B. Hon, Optimising build parameters for improved
surface finish in stereolithography, Int. J. Machine Tools Manuf. 38
(4) (1998) 329392.
[4] K. Thrimurthulu, P.M. Pandey, N.V. Reddy, Optimum part deposi-
tion orientation in fused deposition modeling, Int. J. Machine Tools
Manuf., in press.
[5] P.M. Pandey, N.V. Reddy, S.G. Dhande, Real time adaptive slicing
for fused deposition modeling, Int. J. Machine Tools Manuf. 43
(2003) 6171.
[6] J.G. Zhou, D. Herscovici, C.C. Chen, Parametric process optimiza-
tion to improve the accuracy of rapid prototype stereolithography
part, Int. J. Machine Tool Manuf. 40 (2000) 363379.
[7] R. Anitha, S. Arunachalam, P. Radhakrishnan, Critical parameter
influencing the quality of prototype in fused deposition modelling,J. Mater. Proc. Technol. 118 (2001) 385388.
[8] K. Elkins, C. Janak, H. Nordby, R.W. Gray IV, J.H. Bohn, D.G.
Baird, Soft Elastomers for Fused Deposition Modelling, in: Pro-
ceedings of the 8th Solid Freeform Fabrication Symposium, The
University of Texas at Austin, August 1113, 1997, pp. 441448.
[9] J. Weinmann, H. Ip, D. Prigozhin, E. Escobar, M. Mendelson, R.
Noorani, Application of Design of Experiments (DOE) on the Pro-
cessing of Rapid Prototyping Samples, in: Proceedings of the 14th
Solid Freeform Fabrication Symposium, The University of Texas at
Austin, August 46, 2003, pp. 340347.
[10] L.L. Howell, Compliant Mechanism, Wiley, New York, 2001.
[11] W.H. Wang, Y.S. Tarng, Design optimization of cutting parameters
for turning operations based on the Taguchi method, J. Mater. Proc.
Technol. 84 (1998) 122129.
-
7/30/2019 Optimization of rapid prototyping parameters for production of flexible ABS object
8/8
B.H. Lee et al. / Journal of Materials Processing Technology 169 (2005) 5461 61
[12] T. Chung-Chen, H. Hong, Comparison of the tool life of tungsten
carbides coated by multi-layer TiCN and TiAlCN for end mills using
the Taguchi method, J. Mater. Proc. Technol. 123 (2002) 14.
[13] C.Y. Nian, W.H. Yang, Y.S. Tarng, Optimization of turning opera-
tions with multiple performance characteristics, J. Mater. Proc. Tech-
nol. 95 (1999) 9096.
[14] R.K. Roy, A Primer On The Taguchi Method, Competi-
tive Manufacturing Series, Van Nostrand Reinhold, New York,
1990.
[15] M.S. Phadke, Quality Engineering Using Robust Design, Prentice
Hall International Inc., 1989.