
Optimization of microstructure and properties of high ...
111
www.randb.co.kr , [email protected] Optimization of microstructure and properties of high strength spring steel Sangwoo CHOI Master of Science in Materials Science and Engineering Korea Advanced Institute of Science and Technology, Korea R&B Inc. 편집자 주 ▪ 본 한글 본은 R&B Inc. 내부재료로 일부 용어는 표준용어가 아닐 수 있고 해석이 자의적일 수 있음을 고지합니다 ▪ 전문용어는 이해가 쉬운 경우 원래 영어단어 사용을 원칙으로 합니다. ▪ 일부 회사가 자신들의 재료처럼 가공하여 사용하는 경우가 있어 아래와 같이 법적 책임을 밝혀둡니다. ▪ 본 자료는 R&B Inc. 지적재산권으로 무단사용 시 민/형사상의 책임이 따를 수 있습니다.
Transcript of Optimization of microstructure and properties of high ...

www.randb.co.kr, [email protected]
Optimization of microstructure and properties of high strength spring steel
Sangwoo CHOI Master of Science in Materials Science and Engineering Korea Advanced Institute of Science and Technology, Korea R&B Inc. 편집자 주
▪ 본 한글 본은 R&B Inc. 내부재료로 일부 용어는 표준용어가 아닐 수 있고 해석이 자의적일 수 있음을 고지합니다
▪ 전문용어는 이해가 쉬운 경우 원래 영어단어 사용을 원칙으로 합니다.
▪ 일부 회사가 자신들의 재료처럼 가공하여 사용하는 경우가 있어 아래와 같이 법적 책임을 밝혀둡니다.
▪ 본 자료는 R&B Inc. 지적재산권으로 무단사용 시 민/형사상의 책임이 따를 수 있습니다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 2/111
Optimization of microstructure and properties of high strength spring steel Keywords: Alloy design, Quenching and Tempering, Spring steel, Ultra high strength, Reduction of area, Precipitation behavior, Step Tempering, Dilatation, Modeling, Decarburization, Oxidation Contents 1 Introduction 1.1 Review of spring steel evolution (and justification of the research in an economic context) 1.2 Metallurgical background of spring steel 1.2.1 Effect of chemical composition on the Tempering property 1.2.1.1 Microstructural change of plain carbon steel during Tempering 1.2.1.2 Effect of Si in Spring steel 1.2.1.3 Effect of V and Nb in spring steel 1.2.2 Sag resistance 1.2.3 Fatigue 1.3 Development of suspension coil spring steel 1.3.1 1800MPa grade steel: SAE9254 1.3.2 Steel grades higher than 2000MPa 1.4 Processing of Suspension coil spring 1.4.1 Manufacturing Process of wire rods 1.4.2 Manufacturing Process of suspension coil spring 1.5 Need for developing a new suspension coil spring steel 1.6 Aim of the research 2 Modeling transformation kinetics from the Dilatation curves during cooling 2.1 Combining thermochemical database with Dilatation cooling kinetics 2.1.1 Physical and mathematical Model 2.1.1.1 Length change of a sample during cooling 2.1.1.2 Relative length change due to the Proeutectoid Ferrite transformation 2.1.1.3 Relative length change due to the Pearlite transformation 2.1.2 Algorithm 2.2 Unit volume and lattice parameter of phases 2.3 Experiments 2.3.1 Experiments for the Dilatation analysis during cooling 2.3.2 Microstructural investigations 2.4 Results and discussion 2.5 Conclusion 3 Modeling transformation kinetics from the Dilatation curves during heating 3.1 Physical and mathematical Model 3.1.1 Classical Model 3.1.1.1 Mathematical Model 3.1.1.2 Relative length change due to the Reaustenitization transformation from Ferrite + Cementite 3.1.1.3 Relative length change due to the Reaustenitization transformation from Ferrite 3.1.1.4 Algorithm 3.1.2 New Model 3.1.2.1 Mathematical Model 3.1.2.2 Relative length change due to the Reaustenitization transformation from Ferrite + Cementite 39 3.1.2.3 Algorithm 3.2 Unit volume and lattice parameter of phases 3.3 Experiments 3.4 Results and discussion 3.5 Conclusion 4 Development of new spring steels with optimized strength/ductility combinations 4.1 Design concept of new alloys 4.2 Experimental methods 4.2.1 Materials and Processing conditions 4.2.2 Mechanical tests 4.2.3 Metallographic tests 4.3 Results and Discussions 4.3.1 Mechanical properties

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 3/111
4.3.2 Microstructure of as-rolled state 4.3.3 Microstructure of oil quenching and Tempering state 4.3.4 Microstructure of S1 and S3 steels with austenitization temperature and temepring temperature 4.4 Conclusion 5 Microstructure studies to determine strengthening mechanisms 65 5.1 Introduction 5.1.1 Microstructural change during Tempering 5.1.2 Strengthening mechanism of tempered MARTENSITE of alloy steels 5.1.2.1 Solid solution strengthening 5.1.2.2 Dislocation strengthening 5.1.2.3 Grain refining 5.1.2.4 Precipitation strengthening 5.1.3 Changes of strength and reduction of area for the proposed steels 5.2 Experimental methods 5.2.1 Optical and SEM metallography 5.2.2 TEM metallography 5.3 Results 5.3.1 Change of mechanical properties due to incomplete austenitization 5.3.2 Precipitation behavior 5.3.2.1 V4C3 precipitation 5.3.2.2 Fe3C precipitation 5.3.2.3 Fe2.4C precipitation 5.3.3 Effects of Austenite grain size and Lath size 5.4 Discussions 5.4.1 Incomplete austenitization at 830°C 5.4.2 Inter-Particle distance of precipitates 5.4.3 Transition from epsilon carbide to Cementite during Tempering 5.4.4 Grain refinement 5.4.5 Analysis of strengthening mechanism 5.4.6 Analysis of softening mechanism (Reduction of area) 5.5 Conclusions 6 Embrittlement due to Fe23(C, B)6 precipitates 6.1 Introduction 6.1.1 Embrittlement during Tempering 6.1.2 Tempered martensite embrittlement 6.1.3 Temper embrittlement 6.2 Experimental methods 6.2.1 SEM metallography 6.2.2 TEM metallography 6.2.3 Atom probe analysis 6.3 Results 106 6.3.1 Effect of Fe23(C, B)6 carbide on Intergranular fracture 6.3.2 Fe23(C, B)6 precipitation 6.4 Discussion 6.5 Conclusion 7 Effect of Step Tempering on strength and reduction of area of spring steel 7.1 Introduction 7.1.1 Strengthening and softening mechanism. 7.1.2 Step Tempering 7.2 Experimental methods 7.2.1 Specimen preparation and heat treatment 7.2.2 Mechanical and Fatigue tests 7.2.3 SEM and TEM metallography 7.3 Results and Discussions 7.3.1 Mechanical property 7.3.2 Microstructure 7.3.3 Precipitation behavior 7.3.4 Analysis of strengthening mechanism in step Tempering 7.4 Conclusion 8 Prediction of decarburized Ferrite depth of spring steel with simultaneous oxidation during isothermal and
non-isothermal heat treatment

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 4/111
8.1 Introduction 8.2 Mechanism of decarburization and oxidation 8.2.1 Oxidation 8.2.2 Decarburization 8.3 Mathematical Model 8.3.1 Oxidation Model 8.3.2 Decarburization-oxidation Model 8.3.2.1 Model for isothermal heat treatments 8.3.2.2 Model for non-isothermal heat treatments 8.4 Experimental methods 8.4.1 Specimen preparation 8.4.2 Analysis of scale growth by TGA 8.4.3 Analysis of decarburization by Dilatometer simulator 8.4.4 Optical and SEM metallography 8.5 Results and Discussion 8.5.1 Scale growth 8.5.2 Decarburization behavior in isothermal heating 8.5.3 Decarburization behavior in non-isothermal heat treatment 8.6 Conclusions Summary
요약
Bibliography List of Publications

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 5/111
Introduction
1.1 Spring 강 발달의 재검토 (경제적 면에서 연구의 정당화)
지난 30년 동안, 자동차 업계의 중량 및 비용 절감 요구를 충족시키기 위한 고성능 Spring 강재의 개발에
상당한 노력이 진행. 중량감소는 연료소비를 줄이기 위해 중요하며, 이는 Suspension 코일 Spring의 설계
강도를 향상시킴으로써 부분적으로 달성하였으나 강도증가는 성형 및 피로 같은 다른 Spring 특성을 저하
시켜서는 안된다. 포스코는 스피링 용 강 특성을 개선하기 위해 고강도, 우수한 Sag 저항성, 성형성을 갖춘
Spring용 합금을 지속적으로 개발.
현재 상황을 바탕으로 2350 MPa 급 인장강도를 갖는 Suspension Spring 강 개발이 필요.
Bainite 및 MARTENSITE 계로 구성된 미세구조는 원하는 강도로 강도를 높일 것으로 기대되며 목표 기계적
성질 달성을 위해서는 두 가지 측면이 필수적.
(1) 새로운 비용 효율적인 합금원소를 통합하여 합금 조성을 제어
(2) 원하는 다상 구조를 최적화하기 위해 적절한 열처리 경로 확립.
1.2 Spring 강의 야금학적 배경
1.2.1 화학조성이 Tempering 특성에 미치는 영향
Spring 강에서 고강도 및 높은 Sag 저항을 얻기 위해 Si, Cr, V 및 Nb와 같은 합금원소를 첨가되어 복잡한
미세구조 전이를 일으킨다. Spring 강 Tempering 동안 기계적 성질의 거동을 이해하기 위해 보통 탄소강의
Tempering이 첫 번째로 연구된다. 본 절에서는 Tempering 거동에 대한 Si, V 및 Nb의 영향에 대해 설명.
1.2.1.1 Tempering 중 일반 탄소강의 미세구조 변화
0.2% 이상의 탄소를 갖는 탄소강의 경우, Tempering 동안의 미세구조 변화가 상세하게 조사되었다.
Tempering 동안 MARTENSITE 계 강의 미세조직 변화는 4가지 온도 영역에서 발생[1-3]:
100 ~ 250℃ 사이에서 탄소는 Dislocation 및 Lath 경계로 이동하여 전이 Carbide를 형성. Jack 등은 Fe-0.7% C
강의 Tempering 동안 약 150℃에서 기지와의 응집성을 갖는 Intergranular 경계에서 형성되는 ε- Carbide가
MARTENSITE에 의해 유도된 기지의 Dislocation에서 이들 Carbide가 형성됨을 보여 주었다.
200 ~ 300℃ 사이에서 잔류 Austenite는 Bainite, Ferrite 및 Carbide로 변태된다. 그러나 미세조직에서 잔류
Austenite를 직접 관측하는 것은 특히 낮은 농도로 존재하는 경우에는 어렵다. 0.5% C 이하의 MARTENSITE
일반 탄소강의 경우, 잔류 Austenite는 약 2%이며, 이는 0.8% 및 1.25% C에서 약 6% 및 30%로 증가.
200 ~ 300℃의 범위에서 잔류 Austenite가 Ferrite와 Cementite로 분해되지만 분해된 상과 하부 Bainite의
상세한 비교는 아직 이루어지지 않았다.
250 ~ 350℃에서 저온에서 형성되는 상은 Ferrite와 Cementite로 변한다. Speich는 오스왈드 숙성의
Mechanism에 의해 약 400℃에서 Carbide와 같은 막대가 구형 Cementite로 변태된다고 보고했다.
고 탄소 MARTENSITE에서 Cementite는 ε- Carbide와 기지의 경계에서 쉽게 생성되며, 과도적인 Carbide는
Cementite particle이 형성되는 동안 점진적으로 용해된다. Carbide 핵 생성은 쌍정 경계에서도 일어난다.
Cementite의 핵 생성을 위한 또 다른 사이트는 Grain boundary 영역, MARTENSITE의 중간 Lath 경계 및
원래의 Austenite grain boundary이다.
Cementite는 발견하기 어렵지만 점차적으로 구형화되어 Grain boundary영역에서 잘 정의된 Fe3C Grain을
발생시키는 매우 얇은 필름으로 형성되며 이 Grain boundary Cementite film이 연성에 악영향을 미칠 수 있다는
증거가 있으나 이들은 합금원소를 첨가함으로써 변태가능[3]
350℃보다 높은 온도에서, Cementite는 조대화 공정을 거치며 본질적으로 결정학적 형태를 잃어 구형화된다.
조대화는 약 350℃에서 시작되며, 구형화는 700℃까지 점차 증가한다. 이 온도 범위의 가장 높은 온도에서
MARTENSITE Lath 경계는 재결정으로 설명되는 공정에 의해 더 많은 등축 Ferrite Grain boundary로 대체된다.
최종 결과는 Fe3C의 거친 구형화된 Grain이 있는 Ferrite Grain의 등축 배열이다. Cementite 석출물의 밀도가
높기 때문에 Ferrite 경계가 고정되어 Grain 성장이 억제된다. 구상화된 Cementite 및 Ferrite Grain 크기는
온도에 따라 증가한다. 최종 공정은 Fe3C paticle의 지속적인 조대화와 점차적인 Ferrite Grain 성장이다.
강의 미세구조 변화가 기계적 성질에 강하게 영향을 미치기 때문에, Tempering 온도가 중요.
Fe-C 시스템에 의해 표시되는 경향은 그림 1.1 참조 [3] 0.2% C 강은 전이 Carbide가 존재하지 않고 경도는
변하지 않았다. Tempering 중 경도 변화는 또한 0.4% C까지의 강재에 대해 그림 1.1 에서처럼 탄소함량
수준에 크게 의존한다. 이 농도보다 높은 온도에서는 50 ~ 150℃의 온도 범위에서 경도 증가가 관찰되었으며,
ε- Carbide 석출로 MARTENSITE가 강화되었다. 그러나 일반적인 경향은 Tempering 온도가 증가함에 따라
전반적인 연화이다. 이 Diagram은 기계적 특성의 변화에 기여하는 주요 물리적 공정을 나타낸다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 6/111
FIGURE 1.1: Hardness of iron-carbon martensite tempered at 100 ~ 700°C for 1 hr
1.2.1.2 Spring steel에 있는 Si의 영향
Si는 Tempering 동안 연화 공정을 지연시킨다; 250 ~ 350℃ 범위의 Tempering시 Cementite 형성을 지연.
Alten과 Payson은 0.6% C 강재 Tempering에서 Si의 영향을 조사. Gordine 등은 0.3 ~ 1.5% Si를 함유한 Si-Cr
강에서 Tempering에 대한 Si의 효과가 탄소강과 유사함을 보고[7]. 0.3% Si 강에서 Sag 저항은 Cr 양과는
독립적이었고 Cr은 강한 Carbide 생성기가 되었을 때 Tempering 속도가 0.7%까지 변하지 않았다. 1.5% Si
첨가의 경우, ε- Carbide가 안정화되고 Cr 양에 독립적으로 재결정이 억제된다. 그림 1.2는 500℃에서
Tempering 한 후의 추출 Carbide의 Si / (Fe + Cr) 중량분율을 나타낸다.
이는 Carbide의 Si는 대부분 제거되었고 모든 Carbide는 순수한 Fe3C Cementite임을 나타낸다.
Si의 효과를 설명하는 Mechanism에 관해서는, 처음에는 Si가 Carbide에 Si의 존재를 가정함으로써 ε-
Carbide의 Cementite로의 전이를 지연시키는 것으로 제안되었다. 두 번째 Mechanism은 Cementite 주위에 Si
층을 형성시킴으로써 Cementite의 성장을 억제하는 것을 제안한다[8] Altstetter 등은 Si는 100 ~ 250℃의
Tempering 범위에서 ε- Carbide의 형성에는 영향을 미치지 않지만 Cementite로의 전이에 영향을 미친다고
보고했다. 0.3% Si 강은 250 ~ 350℃ 범위의 Tempering은 ε- Carbide에 합금원소의 안정화 작용으로 인해
2 Step로 구성된다고 보고되었다. 즉, 250 ~ 350℃의 Tempering 범위의 첫 번째 Step에서 저 탄소
MARTENSITE가 Cementite와 Ferrite로 변태되고 ε- Carbide가 지속적으로 용해되거나 역으로 Cementite를
형성한다. 그러나 Si는 첫 번째 Step을 지연시키고 다음 Step에 영향을 미친다는 것을 알게 되었다.
이 제안된 Mechanism과는 대조적으로, Owen 등은 Si는 ε- Carbide가 용해되는 온도를 증가시킨다고 보고[10].
C. Leak 등은 300℃ 이상의 온도에서의 동역학은 C 대신 Ferrite와 Cementite의 경계를 따라 Si가 확산되어
제어된다는 것을 제안. Ferrite에서 탄소의 Bulk 확산은 3.0% Si까지 변한다는 보고[11].
Si 첨가는 Solid solution Mechanism을 통해 Spring 강의 강도를 증가시킨다. SAE9260 강 (1.8 ~ 2.2% Si) [12,13]
또한 Si는 Tempering 동안 석출물의 분포와 형태에 영향을 미친다. SAE9260에서는 Si 첨가로 인해 탈탄이
발생. 이 문제에 대한 해결책은 Si 양을 줄이고 Cr (SAE9254)을 첨가하여 탈탄및 담금질 특성을 개선하는
것이다.
1.2.1.3 Spring 강에서의 V 및 Nb의 영향
일반적으로 용강의 강화 방법은 석출 경화, 고용체 강화 및 Grain 미세화이다. 고용 강화는 Si를 첨가함으로써
수행되며, 석출 강화는 V 및 Nb와 같은 Carbide 형성제를 첨가함으로써 촉진되어 M3C, M2C 및 MCx 유형
Grain의 석출을 유도한다. VC 및 NbC는 Grain 미세화의 목적에 사용되며 열간 압연 및 냉각 중에 미립자
형태로 생성된다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 7/111
FIGURE 1.2: Approximate Si/(Fe+Cr) weight fraction ratio in the extracted carbides with the Tempering temperature.
1.2.2 Sag 저항
Sag 저항은 피로와 함께 Spring 강재의 주요 특성으로 간주된다. Kawakami 등은 Bauschinger 비틀림 시험을
사용하여 Si-Cr, Si-Cr-Mo 및 Si-Cr-V 강의 Sag 저항에 합금원소가 미치는 영향을 평가[14]
Spring의 Sag 저항성을 평가하기 위해 실제 Spring을 사용했다.
이 방법은 Sag 저항을 평가하는데 오랜 시간이 걸렸다.
Furr 등은 실제 제품을 시험하는 대신 Bauschinger 비틀림을 제안했다. Sag 저항은 Bauschinger 비틀림
시험으로 측정한 Hysteresis 루프 내 영역으로 평가(그림 1.3). 1.5% Si를 함유하는 Si-Cr Spring 강은 양호한
Sag 저항을 나타내지만, Cr 양을 증가시킴으로써 감소한다. Si-Cr-Mo 및 Si-Cr-V 강의 Sag 저항성은 Si-Cr 강과
유사한 것으로 보고되었으며, Sag 저항성은 V 및 Nb의 첨가에 의해 개선되었다.
FIGURE 1.3 Schematic diagram of bauschinger torsion test. 1.2.3 Fatigue
Dislocation은 Grain boundary에서 축적되거나 얽히고, 강이 변태될 때 석출물 /기지 경계 면에 축적되어 미세
잔류 응력 (MRBS)이 생성된다. 이 현상은 Spring의 최종 제조 공정 중에 발생한다. Bauschinger 효과의
결과에 영향을 미치는 요소는 Grain 크기, 석출물분포, 화학성분, 사전 설정 수준, 변태률 속도이다. Hysteresis
루프의 영역은 Grain 크기의 미세화에 따라 증가한다. Spring 강에서 Si, V 및 Nb의 양을 늘리면 Sag 저항이
증가한다[16-18]

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 8/111
FIGURE 1.4: Fatigue limit influenced by the tensile strength and hardness [19]
과거에는 합금강을 사용하여 강도를 높이고 Spring 강재의 피로한도를 향상 시켰다[19,20] 그러나 그림 1.4는
400Hv까지의 경도 증가에 비례하여 피로한도가 증가하는 것을 보여주나 그 이상에서는 큰 차이가 없다.
피로강도는 탈탄, 표면 결함 및 비금속 개재물로 인해 외부 표면의 영향을 크게 받는다. 또한, 그림 1.5에서 볼
수 있듯이 피로 한계와 Prior Austenite Grain 크기 (PAGS) 사이의 관계가 있다. 피로한도와 잔류 Austenite
량의 관계를 그림 1.6에 나타낸다.
결과는 최적의 PAG 범위와 잔류 Austenite 량 내에서 더 높은 피로 한계에 도달할 수 있음을 보여준다.
FIGURE 1.5: Fatigue limit on the prior FIGURE 1.6: Fatigue limit on the amount Austenite grain size of spring steel [21]. of retained Austenite[21].
1.3 Suspension Spring 강의 개발
과거에는 일반 탄소강이 종종 Suspension Coil Spring으로 사용되었다. 최근에는 일반 탄소강을 원하는 강도인
1000MPa의 SAE9254로 대체하여 Cr과 Si를 첨가하여 개발하였다. V와 Ni를 추가함으로써 1200 MPa 강도의
강이 개발되었다. 고강도 Spring 강재를 개발하기 위해서는 2가지 기술이 필요.
1) 강도를 높이는 합금 요소 (YS, TS)
2) 피로를 개선하는 Shot pining 및 Pre setting과 같은 제조 공정으로 최대 100 ~ 150 MPa까지 강도 향상.
지금까지 개발된 Suspension Spring 강은 2200 MPa 수준 달성.
최근 상업용 강도 1800 및 2000 MPa 등급 2 가지가 발표
표 1.1은 이 등급의 화학적 조성 [17]
TABLE 1.1: Chemical compositions of commercial spring steels

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 9/111
1.3.1 1800MPa grade steel: SAE9254
1800MPa 등급 강은 자동차 산업에서 널리 사용되고 있으며 화학성분은 Si 및 Cr 첨가물을 기반으로 한다.
자동차 분야의 코일 Spring은 담금질 및 Tempering된 중 탄소 고강도 강이다. 미세구조는 Tempering된
MARTENSITE와 석출물로 구성된다. Tempering 온도를 낮춤으로써, Reduction of Area, 즉 파단 면적과 초기
시편 단면적 사이의 비율이 감소하는 동안 강도가 증가한다.
그 결과, 성형성이 저하되고 인성이 저하되어 조기에 Spring이 파손된다.
일반적으로, Si는 Tempering 동안 Carbide가 Cementite로 전환되는 것을 지연시킨다. 또한, Si가 Carbide을
미세화하고 Sag 저항을 상당히 개선시키는 것으로 알려져 있다. Spring강의 경우 합금 첨가에 대한 연구는
강도를 높이는 동시에 좋은 연성, 인성 및 피로 특성을 유지하는데 중점을 두었다. 기존 열처리는 기존 강재
등급의 최대 잠재력을 활용하지 못하였다. 고정된 조성의 경우, 강도를 증가시키기 위해 Tempering 온도가
감소되어야 하지만, 상당히 연성이 감소될 것이다. 그러나, 연성의 손실은 추가로 불순물 원소 농도에
의존한다.
FIGURE 1.7 Mechanical properties of SAE9254 in proportion to the Tempering temperature [17]. (a) Tensile strength (b) Yield strength (c) Elongation (d) Reduction of area.
그림 1.7은 다양한 Si 레벨에 대한 SAE9254의 기계적 특성을 보여준다. 시편을 950℃에서 30분간 가열한 후
오일 Quenching 후 30분 동안 200 ~ 600℃ 범위에서 Tempering 하고 기름에서 Quenching. 항복강도와
인장강도는 Peak 값을 보였으나 강화 온도에 따라 점차적으로 강도가 감소. 강도증가(YS, TS)는 Si 수준에
따라 달라진다. Tempering 온도에 따라 연신율과 Reduction of Area가 증가하지만, 3.0% Si의 경우 450℃
이상의 Tempering 온도에서 감소한다. 탄소함량에 대한 기계적 특성의 변화는 그림 1.8과 같다. 항복강도와
인장강도는 300℃ Tempering 온도 부근에서 최대를 나타내며 탄소함량이 감소함에 따라 감소한다. Tempering
온도에 따라 연신율과 Reduction of Area가 증가 하였다. 항복강도 및 인장강도는 Tempering 온도 200℃ 및
300℃에서 탄소함량에 따라 감소한다. 탄소함량에 비례하여 Reduction of Area가 감소하고 300℃보다 낮은
온도에서 0.55% C까지 낮은 값을 나타낸다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 10/111
FIGURE 1.8: Mechanical properties of SAE9254 in proportion to the contents of carbon.[17] (a) Tensile strength (b) Yield strength (c) Elongation (d) Reduction of area (symbol: - 600°C, - 500°C, - 400°C, - 300°C,
- 200°C)
SAE9254의 기계적 물성에 미치는 C 및 Si의 효과는 예전에 검토되었다.
Reduction of Area는 주로 탄소함량의 영향을 받는다는 점을 강조.
이 결과를 바탕으로 SAE9254의 화학적 조성 및 열처리 조건이 수정.
표 1.2는 다양한 Tempering 온도에서 SAE9254의 기계적 특성.
시편을 980℃에서 가열하고 360 ~ 450℃의 범위에서 Tempering.
TABLE 1.2: Mechanical properties of SAE9254 at various Tempering temperatures
1.3.2 2000MPa 이상의 강종
최근 Spring 강 성능을 향상시키기 위한 노력으로 기계적 성질, 특히 인장강도가 잘 알려진 SAE9254, 1800
MPa 등급보다 우수한 새로운 합금 Grade가 개발[17]. Kawakami 등 [14]과 Furr [15]는 Si, Cr, Mo, C 및 V의
Sag 저항성에 대한 연구를 하였으며 Cr은 Sag 저항성에 해로운 반면 Si, Mo, C 및 V는 개선.
Borik 등은 Si와 Mo의 첨가가 응력 완화 시험결과에 따라 Sag 저항성에 유익한 영향을 미친다고 보고[22].
Tata 등은 Proto 타입 Spring에 대한 정적 및 동적 시험을 사용하여 Si 함량이 2.2%까지 향상되었음을 보고[23]
TABLE 1.3: Mechanical properties of 2000 MPa grade spring steel
표 1.3은 Tempering 온도의 함수로서 2000 MPa 급의 기계적 성질을 보여준다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 11/111
시편을 980℃에서 3분간 가열 후 오일 Quenching.
400℃에서 Tempering함으로써 최적의 특성 조합이 달성. 결과적인 미세구조는 석출물을 가진 Tempering된
MARTENSITE 구조[16]
그림 1.8은 MARTENSITE 기지에 존재하는 AlN, TiC, VC와 같은 석출물을 보여준다.
1.4 Suspension Spring 가공
1.4.1 선재 제조 공정
본 절에서는 선재의 제조공정을 간략하게 소개. 표면 Grinding을 필요로 하지 않는 고강도 Spring 용도의
선재는 비금속 개재 형태 제어를 통한 철강 청결도 향상 및 제강 공정에서의 P 및 S 함량 감소로 달성.
또한 Billet Conditioning 공정에서 원하는 표면 및 내부 품질을 보장하고 압연공정에서 표면결함 및 탈탄을
방지하여 Bloom 연속 주조 공정에서 균질화하여 품질을 향상.
Suspension Spring 용 합금강 선재의 전형적인 제조 공정은 그림 1.9와 같다. 다양한 방법이 Suspension
Spring 용 로드 Steel의 Ladle 미세화에 채택된다. RH 감압 탈기 장치는 경제적인 탈기 및 부유물 및 비금속
개재물 분리를 위해 POSCO에서 사용한다. 특히, 고강도가 요구되는 경우, 비금속 개재물의 조성을 제어하여
강재의 산소 함유량을 현저히 감소시키지 않고 무해화할 수 있다.
이 유형의 Spring 강은 이전에 Ingot Casting 공정으로 제작되었다. 최근 연속 주조 공정에서 비금속 개재물의
양을 줄이거나 (비금속 개재물의 재 산화, 부유 및 분리 방지), 편석 방지 (저 과열 주조, 전자기적 교반 등)
기술을 확립함으로써, Ingot 바닥에서 중간까지의 품질특성의 변동이 적고 신뢰성이 높은 Spring 강 선재가
제조. 제강 Step에서 비금속 개재물의 감소 외에도 Billet의 비금속 개재물에 대한 초음파 검사는 단면 (중앙
및 표면) 및 세로 단면 모두에서 이루어진다. 또한 Billet은 자분 탐상 검사를 통해 표면 결함을 검사한다.
검출된 표면 결함은 Grinding에 의해 제거.
FIGURE 1.8: TEM image and EDAX analysis of extraction replicas of 2000 MPa grade spring steel: AlN (a) Image and (b) EDAX, and unidentified precipitate (c) Image and (d) EDAX

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 12/111
FIGURE 1.9 Schematic diagram of manufacturing Process of the wire rods
Billet은 노에서 재 가열되며 탈탄을 방지하기 위해 가열온도와 체류시간을 제어. Billet은 최소한의 표면 결함을
보장하고 뜨거운 와전류 검출기를 사용하여 표면 결함을 검사하는 수직 - 수평 Roll 스탠드로 전부피로 구성된
단일 스트랜드의 비틀림 밀에서 압연된다. 탈탄은 코일 로드의 냉각속도를 제어하여 방지. 이 유형의 Spring
강은 압연 상태에서 항상 우수한 연신율을 갖는 것은 아니다. 선재는 선적 전 연화되거나 표면이 윤활 처리.
작은 직경의 선재의 연화는 저온 Annealing뿐만 아니라 인 라인 연화 처리. 선재는 운송 중 표면 결함과 녹을
방지하기 위해 포장된다.
1.4.2 Suspension 코일 Spring 제조공정
Suspension 코일 Spring 제조공정의 개략도는 그림 1.10. 이 공정은 철재 대 릴이 Peeling 기계의 Bar로
벗겨지는 Bar 준비 Step에서 시작. Peeling 작업의 주요 이점은 탈재, 이음매 및 마모 표시와 같은 잠재적으로
유해한 모든 결함이 강재의 표면 층을 제거한다는 것이다. 또한, 박리 조작에 의해 가변 직경 막대가 제조가능.
이러한 작업은 가장 큰 응력을 받는 부분에 전체 직경 부분을 배치함으로써 Spring 무게를 줄여준다.
FIGURE 1.10: Schematic diagram of the manufacturing process of hot-formed suspension spring (*Oil Q.: Oil Quenching)
다양한 등급의 미세 합금 Spring Steel에 적합한 온도 프로파일과 가열속도를 달성하기 위해 열처리 공정은
특수한 용광로에서 수행. 로 가동은 조심스럽게 설정되며 완결된 Spring이 원하는 금속 특성을 나타낼 수
있도록 면밀히 관찰. Spring 제작자는 미세 합금 강의 열처리에 대한 연구를 위해 많은 시간과 돈을 투자.
이 연구결과를 토대로 각기 다른 강종에 대한 정확한 열처리 변수가 설정.
Shot pinning은 Spring의 궁극적인 수명에 중요한 영향을 미치는 제조 공정의 또 다른 중요한 Step.
Spring 제작자는 제품의 압축 잔류응력을 높이기 위해 고 응력 Spring에 대한 Shot pinning 작업을 개발.
높은 사용 응력에 더하여 보다 적극적으로 설계된 코일 Spring과 관련된 위험이 증가한다. 미세 합금 Spring
강은 일반적으로 높은 경도 수준에서 생산되기 때문에 이 재료로 만든 코일 Spring은 Corrosion pitting에 의해
생성되는 것과 같은 노치 유형 오류에 더 취약하다. 이러한 이유로 고 응력 코일 Spring은 부식으로부터
보호되어야 한다. 대부분의 고 응력 코일 Spring 설계는 부식방지를 위한 일렉트로 코트베이스 (e-coat)와 함께
듀얼 코트 페인트 시스템을 지정한다. 스톤 칩핑으로부터 보호하는 거친 Plastic 파우더 탑 코트 외에도.
페인트 장벽의 무결성이 손상되면 부식이 시작되고 부식 Pit가 형성되기 시작한다. 부식 Pit로 인해 Spring이
파손되는데 필요한 시간은 Pit의 성장 속도에 따라 다르다. 이는 차례로 Spring이 작동하는 환경의 심각성에

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 13/111
영향을 받는다. 분명히, 부식 Pit는 남부 지역에서보다 겨울 기후 지역 (겨울철에 소금이 도로에서 사용되는
곳)에서 더 빨리 진행.
1.5 새로운 Suspension Spring Steel 개발 필요
최근에는 자동차 경량 추세를 반영한 경량 Suspension Spring에 대한 요구가 증가. 이 요구를 충족시키기 위한
시도로서, 증가된 인장응력 사양을 갖는 Spring을 설계하는 것이 바람직하나, 현재 이용 가능한 Spring 강이
고 응력 조건 하에서 사용된다면, 내구성 및 Sag과 관련된 문제가 존재하여 Spring의 길이가 줄어들어 차량의
높이가 감소하여 심각한 안전문제가 발생한다.
Spring 강재의 강화는 1) 합금원소 제어 2) Spring 제조 공정 조건 변경으로 개선.
그림 1.11은 합금원소를 사용하여 Spring 강을 강화하는 기본 경향을 보여주며 균열 감도의 감소로 피로
특성을 향상시킬 수 있으며, 높은 보강 및 Dislocation Pinning으로 Sag 저항을 향상시킬 수 있다.
Sag 저항성을 개선시키는 석출물분산물의 형성은 그림 1.12에서 보여지는 Tempering 동안 일어난다.
일반적으로 V가 500℃를 초과하는 온도에서 석출물을 형성하므로 300 ~ 500℃의 온도 범위에서 V 석출물을
형성하는 것이 중요. Cr은 탈탄및 담금질성에 좋으나 Cementite 석출의 촉진으로 Sag 저항성을 저해.
Mo가 첨가되면 Cr은 M2C의 초기 석출을 촉진하고 0.8%를 초과하는 수준에서 첨가가능.
FIGURE 1.11: Methods for strengthening of spring steel by adding the alloy elements
FIGURE 1.12: Size of Cementite precipitated in martensite and bainite during Tempering
그림 1.12 Tempering 중 MARTENSITE 및 Bainite에서 석출된 Cementite의 크기
최근 연구에서, 고 탄소 Spring 강의 강화에 대한 B의 영향은 Reduction of Area를 현저하게 감소시키지 않고
다른 Spring 특성을 유지하면서 강도를 증가시키는 것으로 보고.
표1.4는 400℃에서 Tempering된 2000 MPa 등급에서 B 첨가물로 인한 기계적 성질.
Tempering에 대한 B 효과에 따라 Spring 강도를 높이는데 사용.
Spring 강 강화를 위한 또 다른 방법은 MARTENSITE 및 Bainite와 같은 다상 혼합물의 사용. MARTENSITE와
Bainite에서 일어나는 석출량은 양적으로나 질적으로 다르다. ε- carbide가 석출되고 이후 Tempering 동안
안정한 Cementite로 전환된다. 변태온도가 낮을수록 ε- Carbide의 양은 더 많이 변태되지 않는다. 변태온도를
낮춤으로써, Bainite Lath의 과 포화된 탄소는 Austenite로 확산되어 ε- Carbide의 형성을 가속화하는데 더 많은
시간이 필요. Tempering 중 MARTENSITE와 Bainite의 Cementite 크기는 서로 다른 경향을 보여준다.
그림 1.12와 같이 중 탄소강의 경우 MARTENSITE의 Carbide는 Lath경계에서 생성 및 성장하지만 Bainite에서
형성된 Carbide가 나타난다[18]

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 14/111
Bainite Carbide는 MARTENSITE 내에서 보다 안정하다는 것에 유의.
두꺼운 코일 Spring 또는 직경이 20 mm 이상인 두꺼운 Torsion Bar의 경우, 단면 중심은 경화시키기가 어렵다.
이 부분은 MARTENSITE보다 낮은 경도를 갖는 Bainite 또는 Ferrite / Pearlite 영역으로 구성되는 경향이
있으며, 낮은 Sag 저항을 나타낸다. 따라서, 두꺼운 코일 Spring 및 두꺼운 비틀림 Bar 형태라도, 열처리에
의해 중심으로 연장되는 MARTENSITE 구조를 형성할 수 있는 Spring 용 강 제공이 필요.
TABLE 1.4: Mechanical properties of boron added steel on the Tempering temperature [16]
1.6 연구 목표
Spring 강재가 우수한 특성 조합에 도달했지만 미세구조 설계에 기반한 추가 개발이 필요.
조성제어 및 원하는 다상 구조 최적화를 위한 적절한 열처리 방법을 찾는 것이 기계적 목표물성 달성에 필수.
이를 위해 Austenite 상태에서 냉각하는 동안 상 변화를 원하는 새로운 방법을 개발.
이 Model은 Austenite - Ferrite, Austenite - Pearlite 반응 및 이들의 상호 작용을 고려.
2장의 목적은 Spring 강재의 냉각 중 Dilatation곡선을 상 변화 동역학과 정량적으로 연관시키는 방법을 설명.
상 부피분율이 Dilatation 데이터와 정량적으로 관련가능이면, Dilatometer 기술은 상변태 동역학의 연구에 효율
적으로 적용가능. Dilatation곡선으로부터 상변태 정보를 추정하기 위한 Model은 2 장에서 제안.
철강의 열 기계 가공의 중요한 Step는 Reaustenitization이다. Reaustenitization은 보통 Grain 크기분포와 합금
원소 농도의 균질성에 영향을 미치기 때문에 기존의 Austenite 조직은 추후의 상 변화의 동역학에 큰 영향을
주며, Quenching, Normalizing annealing 등 추가 냉각 과정에서 부품의 기계적 성질에 영향을 미친다.
Dilatometer분석은 가열 시 상 변화 동역학을 연구하기 위해 사용되는 기술이기 때문에 Austenite 형성 중
일어나는 길이의 상대적인 변화는 온도의 함수로서 연구되어 왔다.
이 Lever 규칙 기법은 동시 상변태를 설명할 수 없다. 가열 중 형성된 Austenite가 냉각 중 변태에 의해
연속적으로 파괴되기 때문에 Reaustenitization 반응 동역학 및 형태학 현상의 실험적 관측은 어렵다.
3 장의 목적은 가열하는 동안 미세구조 진화를 추적하는 새로운 방법을 설명하는 것이다.
피로강도 및 Sag 저항을 개선하기 위해 고강도 및 Reduction of Area가 가능한 새로운 Spring 강이 개발되어야
한다. Spring 강재의 경우, 재료 연구에서 중점은 우수한 연성, 인성 및 피로 특성을 유지하면서 강도를 높이는
데 초점을 두었다. 4장의 목적은 인장강도 2350 MPa와 원하는 강도 1400 MPa 등급 Spring에 대해 25% 이상
의 Reduction of Area를 갖는 Spring 강을 설계하는 것이다.
5 장의 목적은 Austenizing 및 Tempering 조건으로 미세구조 변화를 분석하는 것이다.
최적의 인장강도를 향상시키기 위해 TEM과 SEM을 사용하여 보강 Mechanism을 연구한다.
6 장에서는 탄소 및 저 합금강의 Reduction of Area 및 취화 현상 감소와 관련된 상호 연관된 화학적 및
미세구조적 원인의 일부를 설명하고 이러한 원인을 특성분열 또는 Intergranular fracture표면과 관련시킨다.
Embrittlement는 강재에 대해 예상되는 것보다 낮은 인성을 생성하는 미세구조 조건을 처리하는 것을 의미한다.
예로, 기계적 성질과 인성을 결합시키는 유효한 규칙은 경도 및 강도가 낮을수록 미세구조의 연성 및 인성이
높다는 것을 의미한다. 그러나 취성 현상은 이 규칙에 대한 예외이며 MARTENSITE Tempering 연화는 연성 및
인성을 저하 시키므로 특정 온도 범위 내에서 경도가 감소한다. 따라서 취성파괴는 철강의 추가 강화를 방해하
는 가장 큰 요인 중 하나이다. 그러므로 열처리 과정에서 미세구조 변화와 관련하여 Reduction of Area 및 취화
현상 감소를 조사하는 것이 6 장의 목적이다. 7 장의 목적은 인장강도와 Reduction of Area 개선을 위해
Tempering 처리의 새로운 경로를 기술하는 것이다.
이 방법은 Reduction of Area의 감소를 억제하면서 미세 석출물을 가속시키는 Step Tempering으로 불린다.
기계적 특성을 향상시키기 위해 새로운 Tempering 처리가 개발되었고 2 Step Tempering 처리로 구성되었다.
종래의 Tempering은 하나의 온도 하에서 이루어지지만, Step Tempering은 두 온도에서 단계적으로 진행된다.
Step Tempering 공정은 제안된 강재의 기계적 특성을 개선하기 위해 적용되었으며 Step Tempering 조건을
변경하여 미세구조 및 기계적 성질을 조사하였다.
또한, Spring의 피로수명을 향상시키기 위해서는 표면 탈탄을 억제할 필요가 있다. 탈탄은 Ferrite 형성을 유도
하고 피로수명을 감소시킨다. Spring 강 생산 공정의 표면 탈탄은 완성 부품의 기계적 거동을 악화시킨다.
야금학적 공정은 복잡하고 온도, 대기, α/γ 변태, 표면의 형태, 합금 조성 등과 같은 많은 요소에 의해 영향을

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 15/111
받는다. 산화와 탈탄사이의 상호 작용을 이해하기 위해 컴퓨터 모사는 유용하며 복잡하고 때로는 반 직관적인
결과의 해석을 도울 수 있다. 모사는 종종 실험적 조사보다 저렴하고 빠르며, 많은 경우 실험실 및 산업 조건
에서의 물질적 거동에 대한 추세뿐만 아니라 정량적 정보도 제공한다.
8장의 목적은 주변 대기에서 높은 실리콘 Spring 강재를 재 가열 및 냉각하는 동안 탈탄 산화 공정의 예측
Model을 모사하고 탈탄 거동에 대한 열 사이클의 영향 확인이며 모사 결과의 정확도를 실험적으로 확인.
마지막으로, 논문의 요약이 제시된다.
2. 냉각 중 Dilatation곡선으로부터 변태 동역학 Modeling
이 장의 목적은 Spring 강재의 냉각 중 Dilatation곡선을 상 변화 동역학과 정량적으로 연관시키는 방법을 설명
하는 것으로 상분의 부피분율이 Dilatation 데이터와 정량적으로 관련가능이면, Dilatometer 기술은 상변태 동역
학의 연구에 효율적으로 적용가능. 본 연구에서는 강재의 Dilatation곡선으로부터 이러한 정보를 추출하는
Model을 제시한다. 상분의 부피분율은 Linear thermal expansion coefficients, 격자 Parameter 및 열역학적 조건
하에서의 상 조성을 사용하여 Dilatation곡선으로부터 계산.
제안된 Model은 Austenite의 탄소 농축과 상변태 시 단위부피의 차이를 기반으로 한다.
이 Model은 Dilatation곡선으로부터 상변태 동역학 결정에 적용하고 Model 결과를 실험결과와 비교하여 검증.
2.1 Dilatation 냉각 동역학과 열 화학적 데이터베이스의 결합
낮은 합금 및 엔지니어링 강재의 결정구조 및 격자 치수가 상 변화로 인해 온도에 따라 변하기 때문에 이 강
들은 가열 및 냉각 중 상당한 부피 변화를 수반. 단위 부피의 변화는 변태가 일어나는 온도에서의 열
Dilatation 또는 수축의 거동에서 벗어남으로써 나타난다. 이 현상은 시편의 길이변화를 통해 감지될 수 있으며,
Dilatometer는 냉각과정에서 길이변화를 기록하는데 사용되며, 정확한 측정뿐만 아니라 산업용 제강 공정과
관련된 광범위한 냉각속도를 허용한다.
Dilatation곡선 해석 시 관찰된 길이변화는 변태의 부피분율에 비례한다고 가정한다.
소위 Lever 법칙은 즉 변태된 재료의 양은 상 변화 동안의 Thermal Dilatation 보정된 길이변화에 비례하며,
온도에 따른 Dilatation곡선으로부터의 상변태에 대한 정보를 얻는데 사용된다. 그러나 Lever 법칙은 단일 및
비분할 상 전환을 포함하는 Dilatation실험의 경우에만 적용할 수 있다[24,25]
Hypoeutectoid 강재의 경우 이 방법은 두 가지 이유로 직접 적용할 수 없다. 첫째로, 탄소는 Proeutectoid
Ferrite와 잔류 Austenite를 냉각하는 동안 재분산하여 잔류 Austenite의 단위 부피를 증가시킨다.
둘째, Pearlite 생성은 초기 자철석의 부피 변화와는 현저히 다른 부피 변화를 보인다. 이는 상변태 동역학의
연구에서 Dilatometer 데이터의 간단한 해석을 무효로 만든다. Dilatometer 기술은 상의 부피 분율, 온도,
상 조성 및 Dilatation의 관계를 명시적으로 고려한다면 상변태 동역학의 연구에 효율적으로 적용가능.
많은 연구가 Hypoeutectoid 강재의 Dilatation곡선으로부터 올바른 정보를 추출하는 절차를 보고하였다.
Takahasi 등[24], Onink 등[25] 은 등온선 변환 동안 Dilatation 데이터를 분석.
Qiu 등[26], Garcia de Andres 등[27]은 강재 가열 동안 Dilatation을 계산할 수 있는 Model을 제공했다.
Kop 등[28]은 Hypoeutectoid에 대한 냉각 Model을 제시.
Zhao 등[29]은 Step의 밀도함수를 사용하여 Dilatation곡선을 분석.
본 연구에서는 Proeutectoid Ferrite 및 Pearlite에 대한 정보를 추출하기 위한 새로운 Model을 개발하였다.
상 변화 동안의 상분의 부피분율은 Dilatation 데이터, 열 수축 계수, 상 격자 Parameter 및 평형 조건 하에서
의 상 화학적 조성을 사용하여 계산[30,31]. 이 Model은 필수적으로 Austenite의 탄소 농축과 상 단위의 부피
차이를 기반으로 한다. 또한, Dilatation곡선으로부터 온도에 따른 상의 격자 Parameter 변화를 보다 정확하게
얻기 위한 자체 교정 기술이 제안된다. 제시된 기술은 실험적 불확실성을 교정하는데 도움이 될 뿐만 아니라
정확한 특성 데이터를 사용할 수 없는 상황에서 Model을 사용할 수 있게 한다.
Model은 그 결과를 Proeutectoid Ferrite와 Austenite로부터 변성된 Pearlite와 관련된 실험 관측과 비교함으로써
검증. 이 Model은 Hypoeutectoid 강재의 Dilatation곡선으로부터 Proeutectoid Ferrite와 Pearlite 변태 동역학 추
출에 적용.
2.1.1 물리적 및 수학적 Model
Dilatation곡선의 분석을 위한 시편의 Dilatation/수축은 등방성이며, 변태로 인한 국부적인 변태를 수용하기 위
한 소성 변태는 일어나지 않는다고 가정한다. 작은 부피 변화의 경우, 시편의 상대 길이변화 (ε )는 다음과 같
이 상대적인 부피 변화와 관련[24, 27, 28]
L은 임의 온도에서 시편의 길이이고, Lo는 초기 원소 함량을 갖는 실온에서의 초기 길이이다.
ΔV 및 Vo는 단위 부피 변화 및 초기 단위 부피를 나타낸다.
2.1.1.1 냉각 중 시편길이
Austenite 영역에서 냉각된 Hypoeutectoid 강은 필연적으로 Austenite / Ferrite 2 상 영역을 가로 질러 갈 것이다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 16/111
A3 온도 이하로 냉각되는 동안, 초기에는 Austenite가 Proeutectoid Ferrite로 변태된다. A1 온도 이하로 추가 냉
각 시 Austenite는 Proeutectoid Ferrite 및 Pearlite로 분해된다. 대체 합금원소에 대한 확산계수가 탄소에
대한 확산계수보다 몇 자릿수 작다는 사실을 고려하면, 상 변태 동안의 상간 치환 대체 원소의 재분배는 무시
[28,29] 그러므로, 임의의 온도에서 시편은 온도 및 탄소함량에만 의존하는 것으로 가정한다.
온도 T1에서의 Austenite 영역에서의 시편의 총 길이는 다음과 같이 표시.
여기서 Lγ은 초기 탄소함량이 Co 인 온도 T1에서의 Austenite의 길이.
Austenite 영역의 시편길이는 온도변화에 의해서만 변한다는 것을 알 수 있다.
Austenite로부터의 Proeutectoid Ferrite 및 Pearlite의 변태는 상테도에서 예상되는 것과 같이 두 개의 분리된
온도 영역에서 일어나는 것으로 가정된다. 따라서 시편의 Dilatation곡선은 두 Step으로 분석. Proeutectoid
Ferrite가 초기에 Austenite로부터 형성될 때, Pearlite는 존재하지 않는다. 시편 길이는 Austenite와 Proeutectoid
Ferrite의 기여로 구성. Austenite로부터의 Proeutectoid Ferrite의 변태는 Austenite에서 용질 탄소의 확산에 의해
지배되는 것으로 가정된다. 상 변화 중 남아있는 Austenite는 탄소 (C)가 풍부해질 것이다. 잔류 Austenite의
탄소 농축은 상변태 중에 변태 경계 면에서 시작된다는 것이 일반적으로 받아 들여진다. 이는 Austenite Grain
을 가로 질러 탄소농도 프로파일로 이어질 수 있다. 그러나, Zhao 등[29]은 상 변화로 인한 시편의 상대
길이변화를 분석하기 위해 Grain을 가로 지르는 탄소농도 프로파일을 계산하는 대신 Austenite에서 평균 탄소
농도를 사용할 수 있다고 보고했다. Proeutectoid Ferrite의 형성과 Austenite의 탄소 농축은 모두 시편의
Dilatation을 일으킨다. Proeutectoid Ferrite 형성 동안의 변태 온도 T2에서의 시편의 총 길이는 Austenite 및
Proeutectoid Ferrite에 기인한 길이변화의 함수이다.
여기서 𝑓𝛾(T2) 는 잔류 Austenite의 부피분율이고 (1 - 𝑓𝛾(T2))는 Austenite로부터 변태된 Proeutectoid Ferrite의
부피분율이다.
변태의 두 번째 부분에서는 단지 Pearlite가 형성된다고 가정한다. 이는 Proeutectoid Ferrite의 부피분율이 일정
하다는 것을 의미한다. Austenite에서 더 이상의 탄소 농축이 일어나지 않으므로 잔류 Austenite의 부피분율은
온도에만 의존한다. 잔류 Austenite는 연속적으로 분해되어, 농도, 𝐶𝑝𝛼 Eutectoid Ferrite와 농도𝐶𝑝𝜃 인 Eutectoid
Cementite 혼합물인 Pearlite가 된다. 변태 온도 T3에서 Pearlite 변태 동안 시편의 총 길이는 잔류 Austenite,
Proeutectoid Ferrite 및 Pearlite의 농도로 구성된다.
여기서, 𝑓𝛾(𝑇3)는 ProeutectoidFerrite 변태 완료 후 잔류하는 Austenite의 부피분율이고, (1-𝑓𝛾(𝑇3))는 Proeutectoid
Ferrite의 부피분율이고, 𝑓𝑝(𝑇3) 는 Pearlite의 부피. Dilatation곡선의 고온 부분의분석으로부터 발견된
Proeutectoid Ferrite의 부피분율은 Pearlite 변태 동안의 Austenite의 탄소함량 및 Pearlite 내에서의 Cementite
및 Ferrite의 비율을 결정한다.
𝐿𝑝(𝑇3,𝐶𝛾)는 Pearlite의 유효 길이이며 공석 Ferrite와 공석 Cementite의 길이로 구성된다.
여기서 𝑓𝑝𝛼는 공석 Ferrite의 분율이고 (1 - 𝑓𝑝𝛼)는 변태된 Pearlite에서 공석 Cementite의 분율이다. 𝐿𝑝𝛼 및 𝐿𝑝𝜃
는 각각 공석 Ferrite와 공석 Cementite의 길이 뷴율이다. 냉각 과정에서의 과 냉각 효과를 고려하기 위해,
이 Model에서 Austenite의 평균 탄소함량이 Acm 선에 도달했을 때 Pearlite 변태가 시작되는 것으로 가정하고,
이는 상태도에서 A1 온도보다 낮은 온도로 외삽된다[32,33]. Acm 라인은 Austenite의 화학조성을 Cementite와
평형을 이룬 온도 조성 라인이다. 그 다음, Austenite는 분해 도중 상태도 및 탄소 보존을 사용하여 결정된
질량비𝑓𝑝𝛼로 Ferrite 및 Cementite로 분해된다.
2.1.1.2 초 경질 Ferrite 변태에 의한 상대 길이변화
주어진 온도에 대해, Proeutectoid Ferrite의 변태로 인한 길이변화는 식 (3)에서 식(2) 를 뺀 값으로 표현된다.
식 (6)은 다음과 같이 재 배열 가능.
식 (7)은 시편의 길이변화는 3가지로 구성
온도변화로 인한 Austenite의 길이변화, 𝑓𝛾(𝑇2)((𝐿𝛾(𝑇2,C0) - 𝐿𝛾(𝑇1,C0)),
탄소 농축에 의한 길이변화 𝑓𝛾(𝑇2)((𝐿𝛾(𝑇2,C𝛾) - 𝐿𝛾(𝑇2,C0))

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 17/111
Proeutectoid Ferrite 변태에 의한 길이변화, (1 - 𝑓𝛾(𝑇2))(( 𝐿𝛼(𝑇2,C𝛼) - 𝐿𝛾(𝑇1,C0))
Proeutectoid Ferrite의 탄소함량은 Thermo-Calc 프로그램을 사용하여 평형조건 [30, 31]에서 계산
Austenite평균 탄소함량 (𝐶𝛾)은 탄소 보존 관계에 의해 계산.
여기서, Co는 Austenite의 초기 탄소함량이고, 𝑓𝛼 는 Proeutectoid Ferrite의 부피분율이고, 𝐶𝛼 는 Proeutectoid
Ferrite의 탄소함량이다. 시편의 상대 길이변화 (𝜀)는 식 (1)의 부피변화와 관련되며 식 (7)은 다음과 같이 정리.
여기서 𝜀(𝑇2) 및 𝜀(𝑇1)은 온도 T2 및 T1에서의 Dilatation곡선으로부터 측정된 시편의 상대 길이변화고, Vi는 상
단위 부피다(𝑖 = γ, α). 𝜀𝛾(𝑇2,𝐶0) 및 𝜀𝛾(𝑇1, 𝐶0) 는 탄소 초기함량(Co)을 갖는 T2, T1 온도에서의 Austenite의 상대
길이변화.
기존 Step의 부피분율을 계산하려면 상대 길이가 변경되고 Step의 구성과 단위 부피가 필요하다. 상대 길이가
변하고 화학성분은 Dilatation곡선과 Thermo-Calc 프로그램에서 쉽게 결정된다. 상의 단위 부피는 격자
Parameter로부터 계산된다. 따라서, 식 (9)는 Austenite가 탄소가 풍부한 잔류 Austenite와 Proeutectoid Ferrite
의 혼합물로 분해되는 모든 Dilatation곡선에 사용할 수 있다.
2.1.1.3 Pearlite 변태에 의한 상대 길이변화
주어진 온도에 대해, Pearlite 변태로 인한 시편의 길이변화는 식 (4)에서 식(2)를 빼서 계산
Proeutectoid Ferrite 변환과 마찬가지로, 식 (10)을 정리하면
식(11)에서, Pearlite 변태 동안 주어진 온도에서 존재하는 상들의 부피분율은 단위 부피, 상 조성 및 시편의 상
대 길이변화로부터 계산된다. 계산의 핵심은 Step의 단위 부피를 결정하는 것이다.
다음 부분에서는 상변태 중에 상의 단위 부피를 계산하는 방법을 소개한다.
2.1.2 알고리즘
본 절에서, Dilatation 데이터로부터 상변태 동역학을 계산하기 위한 알고리즘을 설명(그림 2.1 참조). 강재의
Dilatation 데이터와 화학성분이 입력 변수로 사용된다. 선형 열Dilatation 계수는 변태가 일어나지 않는 온도
영역에 걸친 온도 의존 길이로부터 계산되며, 상변태 영역은 비 변태 영역으로부터의 선형적으로 외삽된 용적
으로부터 기술된 Dilatation 영역으로서 결정된다.
Ferrite의 탄소함량은 Thermo-Calc 프로그램으로 계산하고 Austenite는 탄소 보존 관계로 계산한다.
Proeutectoid 강의 변태가 완료되면 나머지 Austenite가 Pearlite로 변한다. 최종 Step는 Ferrite 및 Pearlite로
구성된다. Ferrite 및 Pearlite의 탄소함량은 Thermo-calc 프로그램에 의해 계산된다. 그림 2.2는 Austenite의
평균 탄소함량이 Acm 선을 만족할 때 변태 중 Austenite의 탄소함량이 증가하고 Austenite로부터 Pearlite가
형성됨을 보여준다. 상변태가 완료되면 자기 교정 방법으로 Ferrite 격자 Parameter를 계산한다.
계산된 격자 Parameter인 Ferrite에 기초하여, 변태된 상분을 재 계산.
마지막으로 출력 데이터는 이 Step에서의 상분율과 탄소함량으로 구성.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 18/111
2.2 상의 단위 부피 및 격자 Parameter
Austenite와 Ferrite의 격자구조는 각각 FCC (face centered cubic)와 BCC (body centered cubic)이다. Cementite
는 사방 정계 결정구조를 갖는다. Austenite와 Ferrite의 단위 부피는 각각(αγ)3/4 및 (αα)3/2
Cementite의 단위 부피는 (aq) (bq) (cq) /12로 주어지며, 여기서 a, b, c는 격자 Parameter이다.
1/4, 1/2 및 1/12는 단위 Cell당 원자 수의 결과이다. 많은 연구자들은 상 변화가 일어나지 않으면 Austenite의
격자 Parameter는 300 ~ 1200℃의 온도 범위에서 선형적으로 변화한다고 보고.
Garcia de Andres 등[27]의 Austenite의 온도 의존적인 격자 Parameter는 다음과 같이 표현가능.
FIGURE 2.1 Flow diagram of calculating the transformation kinetics from the Dilatation data

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 19/111
FIGURE 2.2 Transition of the transformation from Ferrite + Austenite to Ferrite + Pearlite, or bainite on the phase diagram. [32]
Austenite의 온도 의존 Lattice parameter는 다음과 같이 표시
여기서 𝛼𝛾0 는 상온에서 Austenite의 격자 Parameter이고, 𝛽𝛾는 Austenite의 선형 열 수축 계수이며, T는 K 온도.
대체 합금원소에 대한 Austenite의 격자 Parameter의 의존성은 Ridley 등 [34]과 다이슨과 홈즈 [35]가 발표
[i]는 i = C, Mn, Ni, Cr, Mo 및 V의 wt% 농도이고, 𝛼𝛾0 는 Å으로 표시된다. Austenite의 선형 열 수축 계수는
열 수축 계수 사이에 작은 차이가 있지만 다른 저자들에 의해 보고되었지만 거의 일정한 것으로 가정[27-
29,36]. 본 연구에서 Austenite 선형 열 수축계수는 실험오차를 보상하기 위해 각 Dilatation곡선에서 직접 계산.
Austenite 선형 열 수축 계수는 다음 식을 사용하여 Dilatation곡선의 Austenite 영역에서 상대 길이변화 (𝜀𝛾)의
기울기 (𝑘 = (∂ε/∂T))로부터 계산.
𝑇1′ 및 𝑇1 은 Austenite 영역의 두 온도이다. 바이너리 Fe-C 합금의 Ferrite와 Cementite의 경우 격자 Parameter
는 Kop 등[28]이 계산
여기서, Cementite의 선형 열 수축 계수는 𝛽𝜃 이다. 실온에서의 αα 는 순수한 철의 격자 Parameter
그러나 이는 Ferrite의 합금원소의 영향을 받는다.
Ferrite의 격자 Parameter는 Ferrite에 대한 용해도 때문에 합금원소의 농도에 영향을 받는다. Ferrite의 격자
Parameter에 모든 합금원소를 포함시키는 것은 Dilatation곡선의분석으로부터 결정된다. 완전한 변태조건 하에
서, 격자 Parameter는 교정인자(기울기 및 원점에 대한 종 좌표)로 조정되고 Model 및 Dilatation 실험과 가장

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 20/111
잘 일치하는 값으로 취해진다.
실제로, 생성된 Ferrite의 격자 Parameter는 상변태동안 Dilatation곡선의분석에만 사용되었다. Austenite와
Ferrite의 격자 Parameter의 실용적인 값을 결정하는 이 자기 교정 방법은 실험적인 Dilatation 불확도와 근사치
를 교정하는 큰 장점이 있다.
2.3 실험
2.3.1 냉각 중 Dilatation분석을 위한 실험
제안방법을 검증하기 위해 Fe-C-Mn-Si 강 (표 2.1)을 사용한 Dilatation 실험을 수행. Bähr 805 dilatometer를
사용하여 온도에 따른 시편의 Dilatation을 측정하였다. 시편은 길이 10.0mm로 가공된 중공 실린더. 시편의
외경 및 내경은 각각 3.0 및 1.5 mm이었다. K 형 Thermocouple은 석영 Push rod 사이에 가볍게 고정된 시편
에 Spot 용접되었다. 시편의 길이변화는 선형 가변 변위 변환기에 의해 기록되었다.
시편을 850, 900 및 950℃로 가열하고, 이 온도에서 5분간 유지한 다음 1℃/초의 속도로 냉각시켰다.
2개의 일반 탄소강 Grade steel이 사용되었으며, 그 조성은 표 2.1과 같다.
TABLE 2.1: Chemical composition of the Hypoeutectoid steels (wt. %)
2.3.2 미세조직 조사
금속 조직검사를 위한 시편은 표준 연마 기술을 사용하여 준비되었으며 2% Nital을 사용하여 부식.
상 분율 결정은 정량적 이미지분석 소프트웨어를 사용하여 수행.
2.4 결과 및 토론
그림 2.6은 표 2.1에 주어진 0.26% C 및 0.46% C 강에 대한 ∆L/𝐿0 대 온도로 나타낸 Dilatation곡선.
이 강은 Austenite화 온도 950, 900 및 850℃로 1℃/초의 속도로 가열하고, 이 온도에서 5분간 유지한 다음 1℃
/초의 속도로 실온으로 냉각.
그림 2.6의 Dilatation곡선에 대해 제안된 Model에 의해 계산된 결과는 그림 2.7과 같다. 전술한 바와 같이,
Proeutectoid Ferrite 및 잔류 Austenite의 부피분률은 식(8) 및 (9)를 사용하여 잔류 Austenite의 탄소 농축과 동
시에 계산. Pearlite의 부피분율은 식 (11)로부터 계산. Dilatation곡선의 고온 부분의 분석으로부터 발견된
Proeutectoid Ferrite의 부피분율은 Pearlite 변태 시작 및 변태 동안의 Austenite 탄소함량 및 Pearlite 중의
Cementite 및 Ferrite의 비율 모두를 결정. 마지막으로, 전체 상변태시퀀스 동안 기존 상의 부피분율은 Newton-
Raphson 방법을 사용하는 반복 공정에서 계산.
0.26% C 강에 대하여, 제안된 Model에 의해 계산된 Austenite 내에서의 부피분율 및 탄소함량은 그림 2.7 (a),
(b) 및 (c)에 제시. 그림 2.7 (a)는 Austenite화 온도인 950℃에서 냉각하는 동안 예비 Austenite Ferrite의 변태가
잔류 Austenite에서 탄소의 농축을 동반하여 783℃에서 시작되었음을 보여준다. Pearlite 변태는 잔류 Austenite
의 평균 탄소함량이 0.653% C 일 때 691℃에서 시작.
Proeutectoid Ferrite의 계산된 부피분율은 62.2%. Proeutectoid Ferrite의 부피 비는 66.0%로 측정.
그림 2.7 (b)와 (c)는 서로 다른 Austenite화 온도인 900℃와 850℃에서 냉각된 0.26% C 강재의 Dilatation곡선
(그림 2.6 (b)와 (c))에 대한 계산결과.
그림 2.6 (b)와 (c)에서 계산한 Proeutectoid Ferrite의 부피 비는 각각 61.6%와 63.3%. Proeutectoid Ferrite의
부피분율은 각각 62.5% 및 63.4%로 측정. 분석은 정량적 이미지분석 소프트웨어를 사용하여 수행.
연속 냉각 중 모든 Austenite가 Proeutectoid Ferrite와 Pearlite로 변태되었음을 확인(그림 2.8).
Proeutectoid Ferrite와 Pearlite의 계산된분율이 측정된 분율과 일치.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 21/111
FIGURE 2.6. Relative length changes of the 0.26 %C and 0.46 %C steels cooled at a rate of 1℃/sec from the
different austenitizing temperatures, 950, 900, 850℃. 0.26 %C steel ; austenitizing temperature (a) 950℃, (b) 900℃,
(c) 850℃, 0.46 %C steel ; austenitizing temperature (d) 950℃, (e) 900℃, (f) 850℃
0.46% C 강재의 Dilatation곡선에서, 제안된 Model에 의해 계산된 Austenite 내에서의 부피분율 및 탄소함량은
그림 2.7 (d), (e) 및 (f)에 설명. 그림 2.7 (d)는 Austenite화 온도인 950℃에서 냉각되는 동안 Proeutectoid
Ferrite 변태가 잔류 Austenite에서 탄소의 농축을 동반하여 737℃에서 시작되었음을 보여준다. 잔류 Austenite
의 평균 탄소함량이 0.608%에 도달할 때, Pearlite 변태는 674℃에서 시작. Proeutectoid Ferrite의 계산된 부피
분율은 25.0%였다. Proeutectoid Ferrite의 부피분율은 23.5%. 서로 다른 Austenite화 온도인 900℃와 850℃에서
냉각된 Dilatation곡선에 대한 계산 결과는 그림 2.7 (e)와 (f)과 같다. 그림 2.6 (e)와 (f)로부터 계산된
Proeutectoid Ferrite의 부피비는 24.1% 및 27.6%. Proeutectoid Ferrite의 부피분율은 각각 24.4% 및 30.4%로
측정. 0.46% C 강재의 계산결과는 금속 조직검사와 일치.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 22/111
FIGURE 2.7: Volume fractions of phases and carbon concentration of remaining Austenite of the 0.26 %C and 0.46 %C steels calculated from Fig. 2.6. 0.26 %C steel ; austenitizing temperature (a) 950°C, (b) 900°C, (c) 850°C, 0.46 %C steel ; austenitizing temperature (d) 950°C, (e) 900°C, (f) 850°C

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 23/111
FIGURE 2.8: Microstructures of the 0.26 %C and 0.46 %C steels cooled at a rate of 1°C /sec. 0.26 %C steel: austenitizing temperature (a) 950°C, (b) 900°C, (c) 850°C. 0.46 %C steel: austenitizing temperature (d) 950°C, (e) 900°C, (f) 850°C
0.46% C 강재의 Dilatation곡선에서 제안된 Model에 의해 계산된 Austenite 내에서의 부피분율 및 탄소함량은
그림 2.7 (d), (e) 및 (f)과 같다. 2.7 (d)는 Austenite화 온도인 950℃에서 냉각하는 동안 잔류 Austenite에서 탄소
의 농축을 동반하여 Proeutectoid Ferrite 변태가 737℃에서 시작되었음을 보여준다. 잔류 Austenite의 평균
탄소함량이 0.608%에 도달할 때, Pearlite 변태는 674℃에서 시작.
Proeutectoid Ferrite의 계산된 부피분율은 25.0%. Proeutectoid Ferrite의 부피분율은 23.5%.
서로 다른 Austenite화 온도인 900℃와 850℃에서 냉각된 Dilatation곡선에 대한 계산결과는 그림 2.7 (e)와 (f)
로24.1 % 및 27.6 %이다.
Proeutectoid Ferrite의 부피분율은24.4% 및 30.4%로0.46% C 강에 대한 계산된 결과는 금속 조직검사와 일치.
또한, Dilatation곡선은 Lever rule방법으로 분석. 그림 2.7에서 Lever 규칙으로부터 계산된 상분의 부피 비는
제안된 Model로부터 계산된 결과와 비교되었다. Dilatation곡선으로부터 상변태 동역학을 해석할 때, Lever 법칙
은 변태/ 변태되지 않은 Austenite만을 조사할 수 있고 Proeutectoid Ferrite 및 Pearlite의 변태 동역학을 결정할
수 없다.
제안된 Model이 Dilatation곡선으로부터 상변태 동역학에 대한 정보를 성공적으로 추출한 것을 볼 수 있다.
계산된 분율과 측정된 결과 간의 좋은 일치는 제안된 Model의 유용성을 입증.
2.5 결론
Dilatometer로 검출된 상대 길이변화가 변태 정도와 관련되기 때문에, Dilatometer분석은 강에서의 상 변화 동역
학에 관한 실험 데이터를 얻기 위한 유용한 기법이다. 이 논문은 Hypoeutectoid 강의 연속 냉각 과정에서
Dilatation곡선과 상 변화 동역학을 정량적으로 연관시키는 방법을 상세히 설명. Ferrite / Pearlite 변태 동안의
Dilatation곡선은 선형 열 수축계수, 상 격자 Parameter 및 열역학적 평형 상태의 상 조성을 사용하여 분석.
제안된 Model은 Austenite의 탄소 농축과 상 단위의 부피 차이에 기반을 두고 있다. 자기 일관 Model은
Dilatation곡선으로부터 상변태 동역학의 결정에 적용되었으며, Model 결과를 Hypoeutectoid steel의 실험 결과와
비교하여 검증되었다. 계산과 실험결과 사이의 일치된 합의가 관찰된다.
3 가열 중 Dilatation곡선으로부터 변태 동력학 Modeling
열 기계 공정의 중요한 Step는 Reaustenitization. 빠른 가열 조건에서 Austenite 형성 속도에 대한 조사는 생산
성 관점에서 큰 관심사이다. 현재 용접, 열간 압연, 강재 열처리와 같은 다양한 공정에서 발생하는
Reaustenitization을 위한 정량적인 Model 개발과 관련하여 많은 노력이 이루어지고 있다[37-40].

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 24/111
Reaustenitization은 Grain 크기, Grain 크기분포 및 합금원소 농도 균질성과 관련하여, 이전의 Austenite 조직은
추후의 상 변화의 동역학에 큰 영향을 미치고, 이어 냉각, 정상화 및 Annealing과 같은 후속 냉각 공정에서
부품의 기계적 특성에 큰 영향을 미친다.
Reaustenitization [27,41-52]을 기술하려는 노력에도 불구하고, 결과 방법의 정확성은 매우 제한적이다. 본 연구
는 이 상황을 해결하기 위한 체계적인 시도의 일부로서 Dilatometer분석은 강에서의 상 변화 동역학을 연구하
기 위해 종종 사용되는 기술이기 때문에 Austenite 형성 중 일어나는 길이의 상대적 변화가 온도의 함수로서
연구되었다. 동역학 및 Dilatometer분석 모두 강재에서 Austenite 형성을 위해 제안된 Model의 유효성을 검증하
는데 사용되었다.
Lever 규칙의 적용 가능성이 제한된 경우가 많으며 예로, Proeutectoid Ferrite와 Pearlite는 순차적으로 가열하면
Austenite로 변할 수 있지만, Lever 규칙은 동시 상 변이를 설명할 수 없으므로 이 두 가지 변태의 차이를 나타
낼 수 없다. 가열 중 생성된 Austenite가 냉각 중 변태로 인해 결국 파괴되기 때문에 Reaustenitization 반응
속도 및 형태학 현상의 실험적 관찰은 어렵다.
컴퓨터 Modeling은 열처리 중에 미세구조 진화를 추적하기 위한 대체 접근법을 제공한다.
3.1 물리적 및 수학적 Model
3.1.1 고전적 Model
Hypoutectoid 탄소강의 일반적인 초기 조건은 두 개의 독특한 미세구조, Pearlite 및 Ferrite로 구성된다[53-61].
Ferrite / Cementite (α / θ) 응집체로부터 Austenite (γ)의 성장은 1928년 Hultgren에 의해 이미 인식 되었듯이 θ /
γ와 γ / α 경계 면의 동시 이동을 필요로 한다. Austenite 핵은 Austenite / Cementite 경계에서 Ferrite / Austenite
경계로 그리고 Ferrite / Cementite 경계에서 Ferrite를 통해 확산되어 Austenite를 통해 탄소원자가 Austenite로
이동하면 성장.
Hypoeutectoid 철의 Austenite 변태는 Austenite로의 Pearlite 변태와 Austenite로의 Proeutectoid Ferrite 변태로
이뤄진다. Pearlite colonies의 탄소에 대한 짧은 확산 거리의 존재. Pearlite 변태 동안, Austenite Grain의 핵 형성
은 공석 온도 바로 위 및 Pearlite 콜로이드 사이의 계면에서 일어난다. 이 Step에서, Austenite는 공석 탄소
조성물을 취한다. Proeutectoid Ferrite가 고온에서 Austenite로 변환되며 상태도 (Ac1)의 (α + γ) γ 선 위에만 완료
된다.
3.1.1.1 수학적 Model
FIGURE 3.1: Schematic illustration of the formation of Austenite from Ferrite-Cementite mixtures by classical Model: (a) Ferrite-Pearlite mixtures just before austenitization, (b) 1-step formation of Austenite from Pearlite by Eutectoid reaction (carbon concentration in Austenite assumed to be equal to Eutectoid composition) (c) 2-step formation of Austenite from Ferrite after complete dissolution of Pearlite (d) Complete formation of Austenite.
작은 부피 변화의 경우, 시편의 상대 길이변화 (ε)는 상대적인 부피 변화와 관련이 있다[33]. 시편의 Dilatation/
수축은 등방성이고 변태 소성은 순 길이변화에 영향을 미치지 않는다고 가정한다. 현재 Model에서는 첫 번째
Step이 완료되지 않으면 Austenite화가 두 번째 Step (α → γ)으로 진행되지 않는다고 가정한다. 즉, Austenite화
공정의 두 공정은 전체 Austenite화 공정을 모사하기 위해 순차적으로 발생하는 것으로 간주된다(그림3.1 참조).
대체 합금원소에 대한 확산계수가 탄소보다 몇 배 더 작다는 사실을 고려하면, 상 사이 치환 원소의 재분배는
무시된다. 따라서 Dilatation은 각 Step의 온도와 탄소농도에만 의존한다고 가정.
Austenite화 전의 주어진 온도 (T1)에서 Ferrite - Pearlite 상태 영역에서의 시편의 총 길이는
여기서 L𝛼 및 L𝜃 는 주어진온도(T1) 에서 Ferrite 및Cementite 의 길이, 탄소의 초기 농도는 C𝛼 및 C𝜃,
𝑓𝛼0(T1) 및 𝑓𝑝0(T1)는 Proeutectoid Ferrite 및 Pearlite의 초기 부피분율
𝑓𝛼𝑝0
(T1), 𝑓𝜃𝑝0
(T1)는 pearlitic Ferrite 및 Pearlitic Cementite의 초기 부피분울로 즉 초기 총 Ferrite 및 Cementite
분율은 각기 𝑓𝛼0(T1) 및 𝑓𝜃0(T1)
상 변화 동안, Ferrite - Pearlite 혼합물은 Austenite로 점진적으로 변태될 것이고, Ferrite에서의 탄소의 최대 용
해도인 Cσ와 Cementite 의 탄소 용해도𝐶𝜃는 제한적이며 새로 형성된 Austenite는 조성 Ce 공석을 가질 것이다,.
Pearlite Austenite 변태 동안 주어진 변태온도 (T2)에서 시편의 총 길이는 각 Step의 길이변화의 함수이다:

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 25/111
여기서, 𝑓𝛾(T2)는 변태된 Austenite의 부피분율로, (𝑓𝛾𝛼(T2) +𝑓𝛾
𝜃(T2))와 같고𝑓γα(T2), 𝑓𝛾
𝜃(T2) 는 Pearlitic Ferrite 및
Pearlitic Cementite로부터 변태된 Austenite 부피분율이다.
𝑓𝛼0(T2)는 Proeutectoid Ferrite의 초기 부피분율이고 𝑓𝑝(T2)·𝑓αp(T2) 잔류 Pearlitic Ferrite의 부피분율, 𝑓𝑝(T2)·𝑓𝜃
p (T2)
잔류 Pearlitic Cementite의 부피분율이다. L𝛾(T2,C𝑒)는 평균탄소 함량C𝛾 을 가지는 변태 Austenite의 길이
고전적 Model에서 Austenite의 평균 탄소함량은 공석 탄소함량, C𝜃라고 가정한다. L𝛼(T2,C𝛼)는 탄소함량 Cα를
갖는 Ferrite의 길이이고 L𝜃(T2,C𝛼) 상태도로부터 예상되는 탄소함량 C𝜃를 갖는 Cementite의 길이이다
탄소의 전부피인 질량 보존은 다음을 필요로 한다
두 번째 Step는 Proeutectoid Ferrite를 Austenite로 전환시키는 것이다.
이 변태는 더 높은 온도에서 발생하며 상태도에서 (α + γ)/γ 선 위에만 완료된다.
𝑓𝛾
𝑝0(T3)는 Pearlite 반응으로 생성된 Austenite의 이전 부피분률이고, f𝛼(T3)는 잔류 Ferrite(Proeutectoid Ferrite)
의 부피분율이며, 𝑓𝛾(T3)는 Pearlite가 완전히 용해된 후의 잔류Ferrite로부터 생성된 Austenite의 부피분율이다.
L𝛼(T3,C𝛼)는 탄소함량이 C𝛼인 Ferrite 길이(상태도에서 예상). L𝛾(T3,C𝛾)는 탄소함량 C𝛾를 갖는 변태된 Austenite
길이. Austenite의 탄소농도는 변태가 진행됨에 따라 감소하고 최종적으로 강의 초기 탄소농도와 동일하다.
잔류 Ferrite는 점진적으로 Austenite로 변태되는 반면, Ferrite 에서 탄소의 최대 용해도,C𝛼는 제한적이다.
탄소의 전체 질량 보존은 다음과 같다.
마지막으로 일단 Reaustenitization이 완료되면 온도 (T4)에서 시편의 전체 길이는 Austenite의 길이변화의 함수
일뿐이다.
3.1.1.2 Ferrite + Cementite로부터의 Reaustenitization변태로 인한 상대 길이변화
주어진 온도에서, Pearlite 구조의 Reaustenitization에 의한 길이변화 (α + θ)는 다음과 같이 표현된다.
식 (2)에서 식(6)을 빼 다음과 같이 표시
Ferrite, Cementite 및 Austenite의 탄소함량은 Thermo-Calc S / W의 TQ- 인터페이스를 사용하여 계산된다.
시편의 상대 길이변화(ε)는 상대적인 부피 변화와 관련이 있기 때문에 [33], 식 (7)은 다음과 같이 정리.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 26/111
여기서, ε(T2) 및 ε(T4)는 온도 T2 및 T4에서 Dilatation곡선으로부터 측정된 시편의 상대 길이변화고, Vi는 상 (i)
의 단위 부피. 𝜀𝛾(T2, C0) 및 𝜀𝛾(T4, C0)는 초기 탄소함량 (C0)을 갖는 온도 T2, T4에서 Austenite의 상대 길이변화
다. 기존 Step의 부피분율을 계산하려면 상대 길이가 변경되고 구성 및 단위 부피가 필요하다. 상대 길이가 변
하고 화학성분은 Dilatation곡선과 Thermo-Calc 패키지로 쉽게 결정된다. 상의 단위 부피는 일반적으로 격자
Parameter로부터 계산된다. 따라서, 식 (8)은 Austenite가 Pearlite 미세조직으로부터 변태되는 모든 Dilatation
곡선에 사용가능. 이 방법을 사용하여, Ferrite로부터의 Reaustenitization에 대해 다음 식을 유도할 수 있다.
3.1.1.3 Ferrite로부터의 Reaustenitization변태로 인한 상대 길이변화
주어진 온도에서, Ferrite의 Reaustenitization으로 인한 길이변화는 식(4)에서 식(6)을 빼서 표시
Pearlite의 Reaustenitization변태와 유사하게, 식 (9)를 다음과 같이 정리.
식 (10)에서 Pearlite 변태 동안 주어진 온도에서 존재하는 상의 부피분율은 단위 부피, 상 조성 및 시편의
상대 길이변화로부터 계산된다. 계산의 핵심은 Step의 단위 부피를 결정하는 것으로 다음 부분에서는 상변태
중에 상의 단위 부피를 계산하는 방법을 소개한다.
3.1.1.4 알고리즘
Dilatation 데이터로부터 상변태 동역학을 계산하기 위한 알고리즘은 그림 3.2와 같다. Dilatation 데이터 및 화학
조성을 입력 변수로 사용한다. 또한, 초기 Step의 분율은 가열하는 동안의 변환 동역학을 분석하는데 필요.
먼저 Linear thermal expansion coefficients 를 계산하고 선형 외삽으로부터의 편차에 따라 상변태영역을 결정한
다. 가열 중 공석 변태에서, Ferrite와 Cementite는 Austenite로 변태하고 Austenite에서 탄소농도는 공석 조성과
동일. Ferrite의 탄소농도는 Themo-Calc 프로그램에 의해 계산. 그 후, 잔류 Ferrite는 Austenite로 변하고
Austenite의 탄소농도는 서서히 강의 초기 탄소농도와 동일하다. (그림 3.3) Hypereutectoid 강의 경우 공석 변태
후에 Ferrite가 잔류하고 Austenite의 탄소농도는 가열하는 동안 강의 초기 탄소농도까지 서서히 감소.
Austenite의 탄소농도는 탄소 보존 관계에 의해 계산.
고전 Model에 따르면, Austenite는 초기에 Pearlite 반응에 기초하여 형성된다. 이 Model은 가열속도가 증가함에
따라 Cementite가 더 높은 온도까지 용해된다는 것을 설명할 수 없다. Austenite 형성의 동력학을 연구하기
위해 그림 3.4에서와 같이 Austenite (γ)가 Fe3C / α 층상 경계에서 핵 생성되어 Fe3C / γ와 γ / α 두 개의 새로운
계면을 생성한다는 단순화 가정이 채택되었다. Austenite 성장은 Fe3C와 α 로의 이 두 계면의 동시 이동에
의해 일어난다. Cementite와 Ferrite의 혼합물로부터 Reaustenitization 처리하는 동안의 팽창에 관련이 있다는
것에 유의.
3.1.2.1 수학적 Model
전술한 바와 같이, Austenite화 전의 주어진 온도 (T1)에서 Ferrite - Pearlite 상태 영역에서의 전체 시편길이는
다음과 같다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 27/111
FIGURE 3.2: Flow diagram of calculating the transformation kinetics from the Dilatation data

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 28/111
FIGURE 3.3: Transition of the transformation from Ferrite + Cementite to Austenite on the phase diagram.
FIGURE 3.4: Schematic illustration of the formation of Austenite from Ferrite-Cementite mixtures by new Model: (a) Ferrite-Cementite mixtures just before austenitization, (b) 1-step formation of Austenite from Ferrite-Cementite mixtures (γα formed under Ferrite-Austenite local equilibrium and γθ formed under Cementite-Austenite local equilibrium), (c) 2-step formation of Austenite from Ferrite after complete dissolution of Cementite, (d) Complete formation of Austenite.
여기서, L𝛼 및 L𝜃 는 탄소 Cα 및 C𝜃의 초기 농도를 갖는 주어진 온도 (T1)에서의 Ferrite 및 Cementite의 길이.
f𝛼0 및 f𝜃0는 각각 Ferrite 및 Cementite의 초기 부피분율.
Ferrite - Cementite 혼합물은 A1 온도 이상의 온도로 가열하는 동안 점진적으로 Austenite로 변할 것이다.
Ferrite + Cementite → Austenite 변태 동안 주어진 변태온도 (T2)에서 시편의 전체 길이는 이들 각 Step의 길이
변화의 함수이다:
여기서 𝑓𝛾𝛼(T2) 는 Ferrite 영역에서 변태된 Austenite의 부피분율이고, 𝑓𝛾𝜃(T2)는 Cementite 영역에서 변태된
Austenite의 부피분율이다. L𝛾(T2,C𝛾𝜃)는 Ferrite 영역에서 형성된 Austenite의 길이로 국부 평형 탄소함량 C𝛾𝛼를
갖는다. L𝛾(T2,C𝛾𝜃)는 국부 평형 탄소함량 C𝛾𝜃 을 갖는 Cementite 영역에서 형성된 Austenite의 길이.
L𝛼(T2,C𝛼)는 탄소함량 Cα를 갖는 Ferrite의 길이이고 L𝜃(T2,C𝜃)는 상태도에서 예상되는 탄소함량 C𝜃 을 갖는
Cementite의 길이이다. 탄소의 전부피인 질량 보존은 다음과 같다
두 번째 Step는 Cementite가 완전히 용해된 후 잔류 Ferrite가 Austenite로 변태하는 것이다. 이는 고전적
Model에서와 같은 과정이다. 제 1 Step가 완료되면, Ferrite - Cementite 혼합물로부터 형성된 이 고탄소
Austenite는 Ferrite를 희생시키면서 성장하며, 공정은 Austenite화의 제 2 Step를 포함한다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 29/111
𝑓𝛾
𝑝0(T3) 는 Pearlite 반응으로 생성된 Austenite의 이전 부피분률이고, 𝑓𝛼(T3)는 잔류 Ferrite의 부피분율이
며, 𝑓𝛾(T3)는 Pearlite가 완전히 용해된 후의 잔류 Ferrite로부터 형성된 Austenite의 부피분율. L𝛼(T3,C𝛼)는
탄소함량 Cα (상 도표에서 예상)의 길이. L𝛾(T3,C𝛾)는 탄소함량, C𝛾를 갖는 변태된 Austenite의 길이. Austenite의
탄소농도는 변태가 진행됨에 따라 감소하고 최종적으로 강의 초기 탄소농도와 동일하다.
나머지 Ferrite는 점진적으로 Austenite로 변하게 되며 Ferrite 에서 탄소의 최대 용해도, C α가 제한된다.
탄소의 전체 질량 보존은 다음과 같다.
Reaustenitization가 완료되면 온도 (T4)에서 시편의 전체 길이는 Austenite의 길이변화의 함수일 뿐이다.
3.1.2.2 Ferrite + Cementite로부터의 Reaustenitization변태에 의한 상대 길이변화
주어진 온도에 대해, Ferrite - Cementite 구조(α + θ)변화로 인한 길이변화는 식 (12)에서 식(16)을 빼서 표시
Ferrite, Cementite 및 Austenite의 탄소함량은 Thermo-Calc 프로그램의 TQ- 인터페이스를 사용하여 계산.
시편의 상대 길이변화(ε)는 상대적인 부피 변화와 관련이 있기 때문에 식 (17)은 다음과 같이 정리.
여기서 ε(T2)와 ε(T4)는 온도 T2와 T4에서 Dilatation곡선으로부터 측정된 시편의 상대 길이변화, Vi는 i의 단위
부피. ε𝛾(T4, C0)는 초기 탄소함량 (C0)을 갖는 온도 T4에서 Austenite의 상대 길이변화. 기존 Step의 부피분율을
계산하려면 상대 길이가 변경되고 구성 및 단위 부피가 필요. 상대 길이가 변하고 화학성분은 Dilatation곡선과
Thermo-Calc 프로그램에서 쉽게 결정된다. 상의 단위 부피는 일반적으로 격자 Parameter로부터 계산된다.
식 (8)은 Austenite가 Ferrite - Cementite 미세조직으로부터 변태되는 모든 Dilatation곡선에 사용가능.
이 방법을 사용하여, Ferrite로부터의 Reaustenitization에 대해 다음 식을 유도할 수 있다.
이 공정은 고전적 Model과 동일하므로 자세한 설명은 생략.
3.1.2.3 알고리즘
Dilatation 데이터로부터 상변태 동역학을 계산하기 위한 알고리즘은 그림 3.5에 나와 있다. Dilatation 데이터 및
화학조성을 입력 변수로 사용한다. 또한, 초기 Step 분율은 가열하는 동안의 변환 동역학을 분석에 필요.
Linear thermal expansion coefficients 를 계산하고 선형 외삽으로부터의 편차에 따라 상변태영역을 결정.
Ferrite와 Cementite는 Austenite로 변태하고 Austenite의 탄소농도는 각 상 경계의 국지적 평형 하에서 계산.
Ferrite의 탄소농도는 Themo-Calc 프로그램에서 계산.
나머지 Ferrite는 Austenite로 변태하고 Austenite의 탄소농도는 점차 초기 탄소농도와 같다(그림 3.6)
Austenite 탄소농도는 탄소 보존 관계를 이용하여 계산.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 30/111
FIGURE 3.5: Flow diagram of calculating the transformation kinetics from the Dilatation data by new Model.
FIGURE 3.6: Transition of the transformation from Ferrite + Cementite to Austenite on the phase diagram by new Model.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 31/111
3.2 상의 단위 부피 및 격자 Parameter
Austenite와 Ferrite의 결정구조는 각각 FCC (face centered cubic)와 BCC (body centered cubic)이다. Cementite
는 사방 정계 결정구조를 갖는다. Austenite와 Ferrite의 단위 부피는 (αγ)3/4 and (αα)3/2와 같으며, α𝛾 및 α𝛼 는
격자 Parameter이다. Cementite의 단위 부피는 (α𝜃)·(𝑏𝜃)·(c𝜃)/12. 여기서, α𝜃, bθ, c𝜃는 격자 Parameter이다.
Step의 격자 변수는 2 장에 나온 방법에 따라 계산된다.
3.3 실험
Model을 검증하기 위해 일반 탄소강에 대한 Dilatation 실험(표 3.1)이 수행. Bähr-Gerätebau GmbH Dilatometer
와 Dilatronic III, Theta 제품이 사용되었다. 길이 10.0 mm, 외경 3.0 mm, 내경 1.5 mm의 중공 원통형 시편을 제
작 하였다. K 형 Thermocouple은 석영 Push rod 사이에 가볍게 고정된 시편에 Spot 용접되었다. 시편의 길이
변화는 선형 가변 변위 변환기에 의해 기록되었다. 시편을 1℃/초의 속도로 1000℃까지 가열 하였다.
TABLE 3.1: Chemical composition of the plain carbon steels (wt. %)
금속 조직검사를 위한 시편은 표준 연마 기술을 사용하여 준비되었으며 2% Nital을 사용하여 부식되었다.
현 Step의 분율 결정은 정량적 이미지분석 소프트웨어를 사용하여 수행되었다.
3.4 결과 및 토론
열처리 공정에서 사용되는 강은 보통 표준화된 상태에 있으며, 초기 미세구조는 층상 Pearlite와 Proeutectoid
절편 Ferrite의 혼합물로 구성된다. 여기에 제시된 Model을 검증하기 위해 Austenite 형성의 동역학을 연구하고
고전 및 신 Model과 비교하였다. 고전 Model은 Austenite화의 첫 번째 Step에서 Pearlite Colony가 용해되어
공석 조성의 Austenite를 형성하고 이어서 이 Ferrite를 희생 시켜 농축된 Austenite가 성장한다고 가정한다.
새로운 Model에서, Ferrite와 Austenite 경계에서 각각의 Austenite가 Ferrite와 Cementite가 먼저 용해되어 국부
평형 하에서 형성된다고 가정한다. 새로운 Model의 두 번째 Step는 고전적 Model과 동일하다.
FIGURE 3.7: Relative length changes of S1 steel heated to 1000°C. Heating rate: (a) 0.05, (b) 0.5, (c) 5, (d) 10°C /s
그림 3.7은 S1 (표 3.1)에 대한 ΔL/Lo 대 온도로 나타낸 Dilatation곡선.
강은 0.05, 0.5, 5 및 10℃/s의 속도로 1000℃로 가열되었다.
그림 3.7의 Dilatation곡선에 대한 새로운 및 고전적 Model에 의해 계산된 상대 Dilatation 및 부피분율이 그림
3.8에 도시. 위에서 언급한 고전적 Model로서, Austenite의 탄소농도는 Pearlite (Cementite)가 완전히 용해될 때
까지 공융 혼합물이다. 가열용 Pearlite 반응 종료 후, 잔류 Ferrite는 Austenite로 변태하고, Austenite 중의 탄소
농도는 초기 탄소농도까지 서서히 감소한다. 가열속도가 높을수록 Austenite 형성 온도는 높아지지만
Cementite 용해 온도 범위는 거의 일정하게 유지된다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 32/111
Cementite 용해의 마감 온도는 746℃에서 768℃로 이동한다.
보다 높은 가열속도에서 Cementite 용해 온도가 증가하는 것으로 보고[54]
FIGURE 3.8: Volume fractions of phases and carbon concentration of remaining Austenite of S1 steel calculated from Fig. 3.7. Heating rate: (a) 0.05, (b) 0.5, (c) 5, (d) 10°C/s
제안된 Model에서, Austenite, Ferrite 및 Cementite의 부피분율은 고전 Model과 유사하나 가열속도가 증가함에
따라 신 Model의 Austenite분율이 낮아진다. Cementite 용해의 마감 온도는 750℃에서 842℃로 이동한다. 즉,
Cementite 용해 온도 범위는 A3 온도(831℃)를 훨씬 상회한다. Austenite화의 첫 번째 Step에서는 Austenite의
평균 탄소농도가 공석 조성보다 작고 가열속도가 증가함에 따라 감소하여 고온에서 Cementite가 용해된다
(그림 3.9). 이러한 변화는 고전 Model (Pearlite 반응)에 의해 설명될 수 없다. 가열 중 Austenite화의 동역학은
Pearlite 반응 (Pearlite Austenite)뿐만 아니라 동시에 일어나는 Ferrite - Austenite 및 Cementite - Austenite 경계
반응에 의해서도 제어된다.
FIGURE 3.9: Comparison of fraction of Cementite between new Model and classical Model. Heating rate:(a) 0.05°C/s and (b) 10°C/s.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 33/111
S2 강재의 경우, 제안된 Model과 고전 Model에 의해 계산된 Austenite의 상 및 부피분율은 그림 3.10.
그림 3.10(a)는 가열 동안 측정된 상대 Dilatation 데이터이다. 그림 3.10 (b)는 Dilatation곡선의 계산 결과.
제안된 Model에 의한 예측과 실험 데이터 간의 좋은 일치가 관찰된다.
그림 3.11은 가열 동안 730, 760, 790 및 820℃에서 Quenching된 광학 현미경 사진.
FIGURE 3.10: Transformation kinetics of S2 steel calculated by new Model and classical Model, heated at a rate of 1°C /sec. (a) relative Dilatation and (b) transformation kinetics.
그림 3.12는 고전적 Model과 제안된 Model의 Austenite화 반응 속도계의 개략도를 보여준다. 고전 Model에서,
Austenite의 Pearlite 및 탄소농도를 용해하여 Austenite 형태는 공석 조성이다. 그림 3.12 (b)에서 알 수 있듯이,
Pearlite Ferrite와 Pearlite Cementite와 Austenite의 경계는 동일하게 이동하여 공석 조성을 유지한다. Austenite
가 Pearlite로부터 변태할 때, Pearlite계 Ferrite 및 Pearlite계 Cementite가 일정 비율로 용해되어 공석 조성을
갖는 Austenite를 형성한다는 것을 나타낸다. 그림 3.12 (d)는 제안된 Model에 의해 계산된 Pearlite의 Austenite
화 거동을 보여준다. 제안된 Model에서, Austenite가 Pearlite로부터 형성될 때, 변태된 Austenite가 공석 조성을
가질 필요는 없다. 가열속도가 증가함에 따라, Pearlite Cementite는 Pearlite Ferrite보다 느리게 용해된다는 것이
잘 알려져 있다. 즉, Pearlite계 Ferrite는 완전히 용해되지만, Pearlite계 Cementite는 가열 조건에 따라 일부
유지된다. 고전적 Model은 가열하는 동안 Cementite의 느린 용해를 설명할 수 없다. 이는 Austenite에 대한
Pearlite Ferrite의 경계가 그림 3.12 (d)에 보인 바와 같이 Pearlite Cementite의 경계보다 빠르게 움직이는 것을
의미한다.
FIGURE 3.11: Microstructures of S2 steels heated at a rate of 1°C /sec. (a) 730°C, (b) 760°C, (c) 790°C, (d) 820°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 34/111
FIGURE 3.12: Schematic diagram of austenitization of the classical Model and the new Model. (a) austenitization kinetics from Pearlite of the classical Model and (b) austenitization kinetics from Pearlite of the new Model.
3.5 결론
결론은 새로운 Model로 인해 재 가열 시 반응 생성물 형성을 유도할 수 있는 형성을 유도할 수 있으며
Pearlite 용해 동역학에서 약간의 중요한 차이를 제공한다는 것이다.
4 강도 / 연성 조합을 최적화한 새로운 Spring 강재 개발
4.1 새로운 합금의 설계 개념
자동차 응용을 위한 대부분의 Spring은 담금질되고 Tempering된 중간 탄소강 강도 강으로 만들어진다[62-67]
피로강도 및 Sag 저항을 개선하기 위해 인장강도 및 Reduction of Area가 증가된 Spring 강 개발이 필요.
Spring 강재의 경우 소재 연구에서 중점을 두어 우수한 연성 (면적, 연신율 감소) 및 피로 특성을 유지하면서
강도를 높이는 데 중점을 두었다.
본 연구의 목적은 2350 MPa 인장강도와 25% 이상의 Reduction of Area를 갖는 Spring 강 개발.
이 목표 달성에 필요한 두 가지 측면
(1) 새로운 비용 효율적인 합금원소를 포함하여 화학성분 제어
(2) 열처리 조건을 파악.
강도를 높이기 위해 강재에는 C, Si, Cr, V 등의 합금원소가 첨가된다. 강화는 용액 경화 및 석출 경화에 기반한
다. C, Si 및 Cr과 같은 원소의 첨가는 1장에서 기술한 바와 같이 강도를 증가시키는데 효과적.
MARTENSITE 조직에서 석출된 미세 V 탄질화물은 미세하게 분산되고 Austenite Grain 성장을 제어하여 인성
을 증가.
C, Cr 및 Mo는 Tempering 중 강재의 연화 저항을 증가시키고, 이들 합금원소는 또한 내리 굴 성 개선에 효과.
부식 피로수명을 늘리기 위해 탄소를 감소. Si는 Sag 저항성에 비교적 높은 수준으로 유지되지만 가열 중
Ferrite 탈탄및 안정성이 증가. Si 함량은 최적화되어야 한다. Ni는 Pitting corrosion을 줄이기 위해 첨가되고, V와
B는 Grain-refinement와 Prior-Austenite grain boundary의 강화를 위해 첨가된다. 상대적으로 높은 카본 Spring
강에 관계없이 B가 강도를 증가시키는 것으로 보고되었다.
붕소는 비용을 크게 높이지 않고 Spring의 강도를 높이는데 사용할 수 있다.
특정 치환 합금원소의 첨가는 MARTENSITE의 Tempering 특성을 변태시키는 것으로 잘 알려져 있다.
Si 첨가는 Tempering 저항성으로 이어지기 때문에 과거에 많은 관심을 끌었다. Tempering 저항성은 Si 농축에
의한 ε- Carbide의 안정화에 기인. 특정 원소, 특히 Si가 고온에서 ε- Carbide를 안정화시킬 수 있음은 분명하며
그 증거는 ε- Carbide의 핵 생성과 성장이 느려지고 Si가 ε- Carbide 구조로 들어간다는 것을 보여준다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 35/111
ε- Carbide의 Cementite로의 전환이 상당히 지연된다는 것도 분명[74].
Carbide을 미세화하고 Sag 저항을 크게 개선한다. Si는 또한 Austenite로부터의 Cementite의 석출을 억제한다
[75-83] 석출 지연에 관한 이러한 일반적 진술은 Cementite가 석출되는 기지의 규소 농도를 유지할 때만 유효.
Si는 Cementite에서 무시할 수 있는 용해도를 가지며, 확산으로 인해 Si가 성장 중에 모상으로분리되는 경우
신속하게 형성가능. 이는 고온에서 변태가 일어나는 경우에만 가능하다. Owen[10]은 Cementite로부터
거부된 실리콘이 성장 장벽으로 작용하여 Cementite 석출을 억제한다고 제안.
ε- Carbide의 가능한 강화를 위한 Mechanism은 규명되지 않았지만, ε- Carbide는 Cementite보다 실리콘에 내성
이 강하거나 Cementite가 억제 되었기 때문에 두드러지게 나타난다. Cementite [85]와 같은 ε- Carbide [84]는
상대적으로 낮은 온도에서 석출 중 강의 실리콘 농도를 물려받는 것으로 나타났으며; ε- Carbide가 Cementite로
전이되는 동안 실리콘의 재분배도 보고.
V를 함유하는 강이 450℃ 이상의 온도에서 열처리될 때, 2차 석출 경화가 일어나 Tempering 동안 강재의 연화
저항을 증가시킨다. 이는 또한 Sag 저항성을 향상시키고 강 강도를 높이는데 V Carbide를 만드는데 효과적.
Nb는 Austenite Grain 크기를 줄이는 데에도 효과적이며[87], V와 동일한 방식으로 작용하는 고강도 Spring 강
재에 첨가된다.
Spring 강재의 강도를 높이는 또 다른 방법은 Tempering 온도를 낮추는 것이다. 기존의 열처리는 기존 강재
등급의 최대 잠재력을 활용하지 않는다. 고정된 화학조성에서 강도를 높이려면 Tempering 온도를 낮추어야 한
다. 그러나 전체 Tempering 시간을 고정할 때 허용할 수 없는 방식으로 Tempering 온도가 감소하면 연성이
떨어진다.
Austenite Grain 미세화에 초점을 맞춤으로써 MARTENSITE 계 강의 기계적 특성을 최적화하는 것에 대한
체계적인 연구는 거의 없다. Austenite Grain 크기의 미세화는 MARTENSITE 강의 인성을 향상시킬 수 있다는
것이 알려져 있다[89,90]. 중간 탄소강의 경우, 미세 합금원소의 영향은 열 기계적 처리 [88,90-93]와 결합하여
연구되었으며 우수한 기계적 성질 조합이 달성되었다.
이 연구에서 목적은 V 또는 Nb 탄질화물의 미세한 분산으로 담금질되기 전에 변태에 의해 생성된 Austenite의
구조를 안정화시키는 것이다.
V 및 Nb와 같은 미세 합금원소의 탄질화물은 열처리 중 Austenite Grain 크기를 미세화할 수 있다.
연성의 손실은 또한 불순물 원소 농도에 의존한다. 동일한 경도로 조정된 강의 경우, 고온에서 Tempering된
강은 더 높은 피로한계를 나타내는 경향이 있는 것으로 알려져 있다. 피로 특성은 균열 감도의 감소에 의해
개선될 수 있고 Sag 저항은 높은 강화 및 Dislocation Pinning에 의해 개선된다.
이 연구는 Tempering 조건을 변경하거나 화학조성을 추가하여 높은 강도와 Reduction of Area를 얻기 위해
수행되었다. 따라서, 2350 MPa보다 큰 인장강도와 25%보다 큰 RA를 갖는 새로운 고강도 강을 개발하기 위해,
고강도 C-Si 조성을 기반으로 여러 가지 강이 설계되었고 소량의 B, Mo 및 Nb 또는 조합이 목표 특성을 갖는
최적의 조성을 찾기 위해 추가 및 변경되었다.
4.2 실험 방법
4.2.1 재료 및 공정 조건
표 4.1은 본 연구를 위해 고안된 재료의 화학적 조성을 보여준다. 강 S1 ~S5는 각각 0.55 wt. % 탄소.
강재 S1은 기준 강이며 S2 ~ S5는 B, Mo 및 Nb를 각각 함유한다.
TABLE 4.1: Chemical compositions of experimental steels (wt. %)
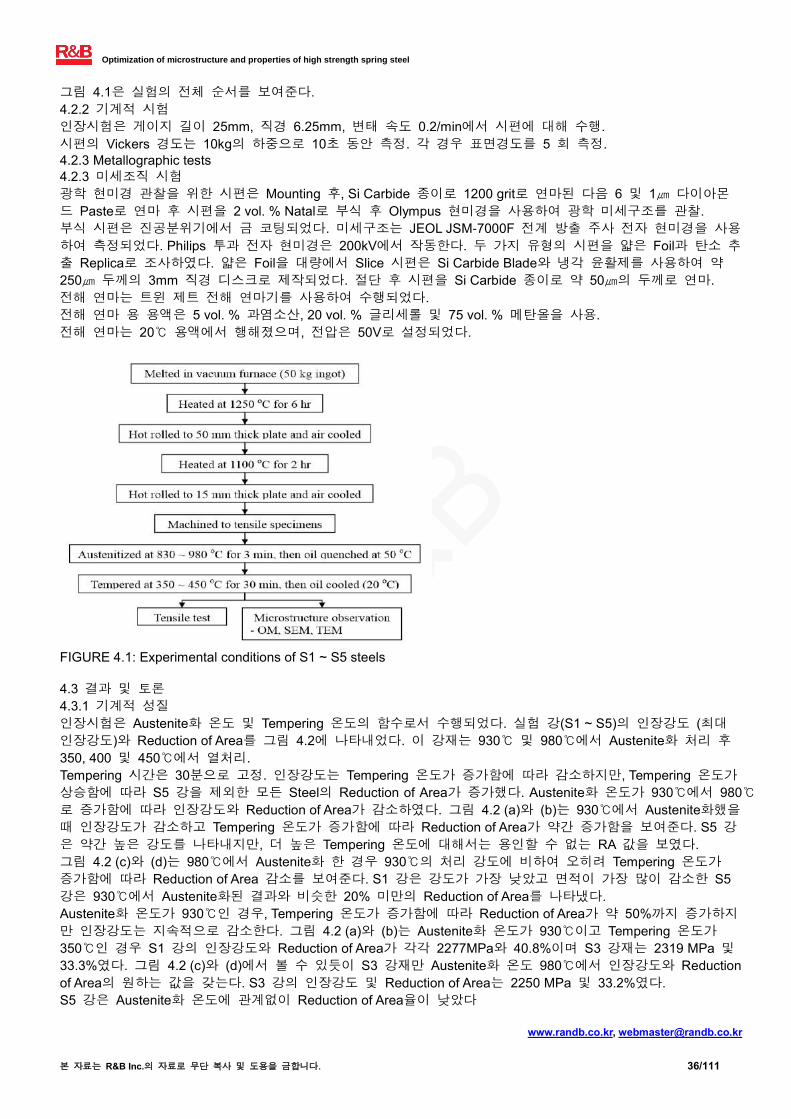
표 4.1에 나와있는 강 S1 ~ S5를 50kg의 Ingot로 진공 용해하고, 질소분위기 1250℃에서 6시간 동안 가열한
후, 50mm 두께의 판으로 열간 압연하고 공기 냉각시켜 주조 구조를 제거. 이 판을 질소분위기에서 2시간 동안
1100℃로 가열하고, 15mm 판 두께로 열간 압연하고 미세하게 균질화시키기 위해 공기 중에서 천천히 냉각.
이 판에서 인장시편으로 열처리 용 원통형 시편을 기계 가공하였다. 인장시편의 축은 원래의 압연 방향.
모든 철강은 830, 880, 930, 980℃의 온도에서 3분 동안 완전히 Austenite가 되는 것으로 밝혀졌다.
그들은 50℃의 온도에서 기름에서 Quenching되었다. 담금질된 시편을 Salt bath을 사용하여 350, 400, 450℃의
온도에서 30분 동안 Tempering 하여 각 조건에 대해 3-5 개의 시편을 시험하였다. 이러한 다수의 시험 시편은
인장강도에서 40 MPa 미만의 전형적인 불확도 및 낮은 연성 조건에 대해서는 약 5%, 연성 시편에 대해서는
1.5%의 Reduction of Area에서의 불확실성을 제공한다.
Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 36/111
그림 4.1은 실험의 전체 순서를 보여준다.
4.2.2 기계적 시험
인장시험은 게이지 길이 25mm, 직경 6.25mm, 변태 속도 0.2/min에서 시편에 대해 수행.
시편의 Vickers 경도는 10kg의 하중으로 10초 동안 측정. 각 경우 표면경도를 5 회 측정.
4.2.3 Metallographic tests
4.2.3 미세조직 시험
광학 현미경 관찰을 위한 시편은 Mounting 후, Si Carbide 종이로 1200 grit로 연마된 다음 6 및 1㎛ 다이아몬
드 Paste로 연마 후 시편을 2 vol. % Natal로 부식 후 Olympus 현미경을 사용하여 광학 미세구조를 관찰.
부식 시편은 진공분위기에서 금 코팅되었다. 미세구조는 JEOL JSM-7000F 전계 방출 주사 전자 현미경을 사용
하여 측정되었다. Philips 투과 전자 현미경은 200kV에서 작동한다. 두 가지 유형의 시편을 얇은 Foil과 탄소 추
출 Replica로 조사하였다. 얇은 Foil을 대량에서 Slice 시편은 Si Carbide Blade와 냉각 윤활제를 사용하여 약
250㎛ 두께의 3mm 직경 디스크로 제작되었다. 절단 후 시편을 Si Carbide 종이로 약 50㎛의 두께로 연마.
전해 연마는 트윈 제트 전해 연마기를 사용하여 수행되었다.
전해 연마 용 용액은 5 vol. % 과염소산, 20 vol. % 글리세롤 및 75 vol. % 메탄올을 사용.
전해 연마는 20℃ 용액에서 행해졌으며, 전압은 50V로 설정되었다.
FIGURE 4.1: Experimental conditions of S1 ~ S5 steels
4.3 결과 및 토론
4.3.1 기계적 성질
인장시험은 Austenite화 온도 및 Tempering 온도의 함수로서 수행되었다. 실험 강(S1 ~ S5)의 인장강도 (최대
인장강도)와 Reduction of Area를 그림 4.2에 나타내었다. 이 강재는 930℃ 및 980℃에서 Austenite화 처리 후
350, 400 및 450℃에서 열처리.
Tempering 시간은 30분으로 고정. 인장강도는 Tempering 온도가 증가함에 따라 감소하지만, Tempering 온도가
상승함에 따라 S5 강을 제외한 모든 Steel의 Reduction of Area가 증가했다. Austenite화 온도가 930℃에서 980℃
로 증가함에 따라 인장강도와 Reduction of Area가 감소하였다. 그림 4.2 (a)와 (b)는 930℃에서 Austenite화했을
때 인장강도가 감소하고 Tempering 온도가 증가함에 따라 Reduction of Area가 약간 증가함을 보여준다. S5 강
은 약간 높은 강도를 나타내지만, 더 높은 Tempering 온도에 대해서는 용인할 수 없는 RA 값을 보였다.
그림 4.2 (c)와 (d)는 980℃에서 Austenite화 한 경우 930℃의 처리 강도에 비하여 오히려 Tempering 온도가
증가함에 따라 Reduction of Area 감소를 보여준다. S1 강은 강도가 가장 낮았고 면적이 가장 많이 감소한 S5
강은 930℃에서 Austenite화된 결과와 비슷한 20% 미만의 Reduction of Area를 나타냈다.
Austenite화 온도가 930℃인 경우, Tempering 온도가 증가함에 따라 Reduction of Area가 약 50%까지 증가하지
만 인장강도는 지속적으로 감소한다. 그림 4.2 (a)와 (b)는 Austenite화 온도가 930℃이고 Tempering 온도가
350℃인 경우 S1 강의 인장강도와 Reduction of Area가 각각 2277MPa와 40.8%이며 S3 강재는 2319 MPa 및
33.3%였다. 그림 4.2 (c)와 (d)에서 볼 수 있듯이 S3 강재만 Austenite화 온도 980℃에서 인장강도와 Reduction
of Area의 원하는 값을 갖는다. S3 강의 인장강도 및 Reduction of Area는 2250 MPa 및 33.2%였다.
S5 강은 Austenite화 온도에 관계없이 Reduction of Area율이 낮았다

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 37/111
FIGURE 4.2: Tensile property and reduction of area of S1 ~ S5 steels, austenitized at 930 & 980°C. (a) tensile properties and (b) reduction of area austenitized at 930°C, and (c) tensile properties and (d) reduction of area austenitized at 980°C.
FIGURE 4.3: Tensile properties and reduction of areas of S1 ~ S5 steel. (a) austenitization temperature 930°C and (b) austenitization temperature 930°C.
그림 4.3은 Tempering 온도와 Austenite화 온도의 함수로서 인장강도와 Reduction of Area 사이의 관계를 보여
준다. 기계적 성질의 목표 구역은 인장강도가 2250 MPa 이상이고 면적이 25% 이상 감소한 상자 영역이다.
Reduction of Area의 경우 S1 강이 가장 높았고 S5 강이 모든 강에서 가장 낮았다. 면적이 25% 이상 감소한
강은 930℃에서 Austenite화된 S1, S2, S3 강과 350℃에서 450℃의 뜨임 온도 범위에서 980℃에서 Austenite화
된 S1, S3 강이다. Reduction of Area 목표 값을 만족하는 S1 ~ S3 강 중에서 2250 MPa 이상의 인장강도를 갖
는 강은 930℃에서 Austenite화된 S1, S3 강 및 980℃에서 Austenite화된 S3 강이다.
S1과 S3 강재 만이 고강도 Spring 강재의 후보가 될 수 있음을 나타낸다.
S1 및 S3 강은 870 ~ 980℃의 Austenite화 온도와 350 ~ 450℃의 Tempering 온도 범위에서 담금질 및
Tempering 처리를 변경하여 보다 높은 인장특성 및 Reduction of Area 가능성을 조사하였다. S1 강의 경우, 830℃
에서 Austenite화 한 경우, 인장강도는 Tempering 온도에 관계없이 2000MPa 미만이었고 Reduction of Area는
그림 4.4 (a) 및 (b)에 나타낸 400℃ 이하 Tempering 온도보다 25% 미만. Tempering 온도가 450℃인 경우 S1
강의 인장강도는 1162MPa로 감소하지만 Reduction of Area는 10%에서 36%로 회복되었다. 830℃에서
Austenite화된 S1 강은 다른 온도에서 Austenite화된 것과 비교하여 가장 낮은 인장강도와 Reduction of Area를
보였다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 38/111
FIGURE 4.4: Tensile properties and reduction of areas of S1 and S3 steels with increasing the Tempering temperature. (a) tensile properties and (b) reduction of area of S1 steel, and: (c) tensile properties and (d) reduction of area of S3 steel. (Austenitization temperature: - 830°C, - 880°C, - 930°C, - 980°C)
Austenite화 온도를 830℃에서 880℃로 올리면 Tempering 온도 350 ~ 450℃ 범위 전체에서 인장강도와
Reduction of Area가 증가한다. 930℃에서 Austenite화 한 경우, S1 강의 인장강도는 2277 MPa 에서 1898 MPa
로 감소하였고, 350℃에서 450℃까지 Tempering 온도가 증가함에 따라 Reduction of Area는 40.8%에서 44.7%
로 증가했다. 인장 특성을 얻으려면 약 350℃에서 Temper 처리해야 한다. S1 강의 열처리 조건은 880℃에서
Austenite화 한 후 350℃, 400℃에서 Tempering 처리하고 930℃에서 Austenite화 한 후 350℃에서 Tempering
처리를한다.
그림 4.4 (c)와 (d)는 830℃에서 Austenite화 한 경우 S3 강의 인장강도가 1765 MPa에서 1652 MPa로 감소하고
350℃에서450℃까지Tempering 온도가 증가함에 따라 Reduction of Area가 9.8%에서 16.2%. 이러한 특성은 S1
강과 유사한 목표 물성 아래에 있다. 830℃에서 Austenite화된 S3 강은 모든 Austenite화 온도 범위에서 가장
낮은 인장강도와 Reduction of Area율을 보였다. Austenite화 온도를 830℃에서 880℃로 올리면 전체에서 인장
강도가 증가하지만 Reduction of Area는 유사한다. Austenite화 온도 880℃에서 인장강도는 2433 MPa에서 2034
MPa로 감소하였고, 350℃에서 450℃로 Tempering 온도가 증가함에 따라 Reduction of Area는 6.7%에서 22.2%
로 증가 하였다. 그러나, S3 강의 Reduction of Area는 원하는 값인 25% 및 S1 강에 비해 만족스럽지 못하다.
S1과 S3의 차이는 B와 Mo의 첨가이며, S3 강의 Reduction of Area는 이들 합금원소의 첨가와 관련이 있을 수
있다.
FIGURE 4.5: Tensile properties and reduction of areas of S1 and S3 steels. (a) S1 steel and (b) S3 steel
Austenite화 온도 930℃에서 인장 특성은 350℃의 Tempering 온도에서 2319MPa였다. Reduction of Area는 350℃

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 39/111
의 Tempering 온도보다 33% 이상 높다. 인장 특성은 400℃의 담금질 온도보다 2250MPa 미만.
S3 강재의 기계적 성향은 S1 강재와 유사한다. 원하는 인장 특성을 얻으려면 약 350℃에서 Temper 처리한다.
Austenite화 온도를 930℃에서 980℃로 올리면 인장 특성이 2246 MPa 에서 1975 MPa로 감소하고 350℃에서
450℃로 Tempering 온도가 증가함에 따라 Reduction of Area가 33.2%에서 34.8%로 증가한다.
마지막으로, 930℃에서의 Austenite화 및 350℃에서의 Tempering의 조건은 그림 4.5에서와 같이 목표 특성 (인
장강도 ≥ 2250 MPa 및 Reduction of Area ≥ 25%)을 얻는 최적의 조건이다.
4.3.2 압연 상태의 미세조직
이 장에서는 압연 상태, 유냉 상태, Temper 상태에서의 S1 ~ S5 강의 미세구조 변화를 설명한다.
그림 4.6은 압연된 상태의 S1 ~ S5 강재의 미세구조의 광학 현미경 사진
Tempering된 미세구조와 기계적 특성의 상관 관계를 찾기 위해 압연된 시편의 미세구조를 분석할 필요가 있다.
S1 강의 미세조직은 그림 4.6 (a)에서와 같이 주로 Pearlite. 그림 4.6 (b) ~ (e)는 S2 ~ S5 강의 미세조직이 주로
Grain boundary에서 Pearlite와 Ferrite로 구성되었음을 보여준다. Grain boundary의 Ferrite에 대한
연구가 필요하며, 이 Ferrite 구조가 Tempering된 구조와 기계적 성질에 미치는 영향을분석할 필요가 있다.
Ferrite 구조를 제외하면, 모든 강의 미세구조는 Pearlite이며 비교 가능하다.
SEM 현미경을 이용하여 모든 강재의 미세구조를 보다 자세히 조사하였으며, 특히 Grain boundary 구조를
연구했다. 그림 4.7은 모든 강재의 압연된 시편의 SEM 현미경 사진이다.
상기한 바와 같이, S1 강의 미세조직은 주로 Pearlite 조직이고, Grain boundary에는 Ferrite가 존재하지 않았다.
그림 4.7 (b) ~ (e)는 S2 ~ S5 강의 미세조직이 주로 Pearlite와 Ferrite 구조뿐만 아니라 Grain boundary에서
Carbide로 구성되었음을 보여준다. Carbide는 Grain boundary를 따라 형성되었고, Ferrite는 Carbide 근처에
존재했다. 먼저 Austenite grain boundary에서 Carbide가 형성되고, 그 후 Austenite grain boundary를 따라
Carbide의 계면에서 Ferrite가 생성된다고 가정한다.
FIGURE 4.6: Optical micrographs of as-rolled specimen of S1 ~ S5 steels. (a) S1, (b) S2, (c) S3, (d) S4 and (e) S5 steel.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 40/111
FIGURE 4.7: SEM micrographs of as-rolled specimens of S1 ~ S5 steels. (a) S1, (b) S2, (c) S3, (d) S4 and (e) S5 steel.
4.3.3 오일 담금질 및 Tempering 상태의 미세구조
930℃에서 Austenite화 한 후 S1 ~ S5 강재의 오일 Quenching 시편의 미세구조가 그림 4.8과 같다. S1 강의
미세구조는 전통적인 MARTENSITE 조직이었다. S2 ~ S5 강재의 경우, 미세구조는 종래의 MARTENSITE 구조
이기도 하지만 그림 4.8 (b) ~ (e)의 Austenite grain boundary에 Carbide가 존재한다. 그것은 Austenite화 동안
Grain boundary를 따라 존재하는 압연된 시편의 Carbide가 불완전하게 용해될 수 있음을 의미한다. 이 불완전
한 용해는 Austenite화가 180초 동안 유지되는 짧은 시간 때문일 수 있다. 그림 4.9는 Tempering된
MARTENSITE 구조를 갖는 S1 ~ S5 강재의 Tempering된 시편의 미세구조를 보여준다. 그림 4.9 (b) ~ (e)에
나타난 것처럼 Tempering 처리시 결정 Grain boundary에 따른 Carbide가 유지되었다. 30분 동안 Tempering 후
오일 - 담금질 구조는 Tempering된 MARTENSITE로 바뀌지만 오일 - 담금질 상태에 존재하는 Carbide는 Grain
boundary를 따라 약간 유지되거나 성장할 것이다. 결과적으로, Carbide의 Grain boundary는 압연된 상태에서
비롯된다. 따라서 기계적 물성을 향상시키기 위해서는 Tempering된 미세조직과 Grain boundary에 따른
Carbide을 연구해야 한다.
4.3.4 Austenite화 온도와 Tempering 온도의 함수로서 S1 및 S3 강의 미세조직
연구된 모든 강재의 기계적 특성에 기초하여, S1 및 S3 강이 고강도 Spring 강재 후보 강으로 선정되었다.
S1 및 S3 강재를 모두 선택하는 이유는 S1 및 S3 강재의 인장 특성 및 Reduction of Area가 목표치를 초과했
기 때문이다. 이 장에서는 Austenite화 온도와 Tempering 온도가 증가하는 S1 및 S3 강의 미세구조 변화에
대해 설명한다.
그림 4.10은 S1 강재의 오일 담금질 시편의 SEM 현미경 사진을 보여준다.
압연된 시편은 온도 범위 830 ~ 980℃에서 Austenite화 처리한 후 오일 냉각
FIGURE 4.8: SEM micrographs of oil-quenched specimens of S1 ~ S5 steels, austenitized at 930°C. (a) S1, (b) S2, (c) S3, (d) S4 and (e) S5 steel.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 41/111
FIGURE 4.9: SEM micrographs of tempered specimens of S1 ~ S5 steels tempered at 400°C (austenitization temperature: 930°C). (a) S1, (b) S2, (c) S3, (d) S4 and (e) S5 steel.
830℃의 Austenite화 온도에서, 미세조직은 주로 MARTENSITE와 제 2 상인 거친 Carbide Grain로 구성된다.
이 미세구조는 880 ~ 980℃에서 Austenite화된 시편의 미세구조와 상당히 다르다. 830℃의 Austenite화 온도에
서 미세조직은 불완전하게 Austenite화 될 수 있고, Austenite화 후에 180초 동안 Cementite와 Ferrite가 유지될
것으로 추정된다. 그림 4.10 (b) ~ (d)에 나타난 바와 같이, 880 ~ 980℃에서 Austenite화된 시편의 미세조직은
주로 MARTENSITE이며 Austenite화 동안 조대한 Carbide 네트워크의 일부가 남아 있고 두 번째 상은
관찰되지 않았다. Austenite화 온도가 증가함에 따라, 제 2상은 완전히 용해되었고, 거친 Carbide는 감소.
FIGURE 4.10: SEM micrographs of oil-quenched specimens of S1 steel with the austenitization temperature. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C and (d) 980°C
그림 4.11은 S3 강재의 오일 담금질 시편의 SEM 현미경 사진을 보여준다. 압연된 시편은 온도 범위 830 ~
980℃에서 Austenite화된 후 오일 Quenching되었다. Austenite화 온도인 830℃에서 미세조직은 주로
MARTENSITE와 두 번째 Step인 거친 Carbide Grain로 구성되어 있으며, 그림 11 (a) 830℃에서 Austenite화된

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 42/111
S3 강의 미세구조는 S1 강과 유사한다. 이 미세구조는 다시 880 ~ 980℃에서 Austenite화된 시편의 미세구조
와 상당히 다르다. Austenite화 온도가 830℃일 때, 미세조직은 불완전하게 Austenite화 될 수 있으며, Austenite
화 후에 180초 동안 Cementite와 Ferrite가 유지가능. 그림 4.11 (b) ~ (d)에서 볼 수 있듯이 880℃ ~ 980℃에서
Austenite화된 시편의 미세조직은 주로 MARTENSITE 구조와 Austenite화 동안 유지된 거친 Carbide의 일부이
며 두 번째 상은 존재하지 않았다.
Austenite화 온도가 830℃에서 980℃로 증가함에 따라, 제 2상은 완전히 용해되었고, 거친 Carbide는 감소.
그러나, 거친 Carbide과 다른 다른 Carbide는 이전의 Austenite grain boundary를 따라 유지되었다.
이전의 Austenite grain boundary를 따라 존재한 Carbide는 매우 안정적이고 830℃에서 980℃까지의 Austenite
화 온도 범위에 머물렀다. 그림 4.11은 S1 강과 S3 강 사이의 주요 차이점은 이전의 Austenite grain boundary
를 따라 Carbide가 존재한다는 것을 보여준다.
FIGURE 4.11: SEM micrographs of oil-quenched specimens of S3 steel with austenitization temperature. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C, (d) 980°C
그림 4.12 (a) ~ (c)는 880℃에서 Austenite화된 S1 강의 Tempering된 시편의 SEM 현미경 사진을 보여준다.
시편은 Nital acid에 의해 부식되었다. 미세조직은 Tempering 온도와 관계없이 Tempering된 MARTENSITE와
구형 Carbide (Spheroidal carbide)로 구성된다. 구상 Carbide는 Austenite화 동안 불완전한 용해로 인해 유지되
었으며 Tempering 중에 성장할 수 있다. 그림 4.12 (d) ~ (f)는 930℃에서 Austenite화되었을 때 S1 강의
미세조직이 880℃에서 Austenite화된 미세조직과 유사하게 Tempering 된 MARTENSITE와 회전 타면체로 구성
되었음을 보여준다.
구형 Carbide 치수는 Austenite화 온도가 증가함에 따라 감소했다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 43/111
FIGURE 4.12: SEM micrographs of tempered specimens of S1 steel tempered at (a) 350°C, (b) 400°C, (c) 450°C austenitized at 880°C, and at (d) 350°C, (e) 400°C, (f) 450°C austenitized at 930°C.
FIGURE 4.13: SEM micrographs of tempered specimens of S3 steel tempered at (a) 350°C, (b) 400°C, (c) 450°C austenitized at 880°C, and at (d) 350°C, (e) 400°C, (f) 450°C austenitized at 930°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 44/111
그림 4.13은 각각 880과 930℃에서 Austenite화된 S3 강의 Tempering된 미세구조의 SEM 현미경 사진을 보여
준다. 미세구조는 Tempering된 MARTENSITE와 구형인 Carbide, Austenite grain boundary를 따라 긴 Carbide로
구성된다. 그림 4.13 (d) ~ (f)는 930℃에서 Austenite화되었을 때 S3 강의 미세조직이 880℃에서 Austenite화된
미세조직과 유사하게 Tempering된 MARTENSITE와 회전 타면체로 구성된다는 것을 보여준다.
구형 Carbide 크기는 Austenite화 온도가 증가함에 따라 감소.
구상 Carbide는 Austenite화 동안 불완전한 용해로 인해 유지되었고 Tempering 중에 성장.
Austenite화 후에 이전의 Austenite grain boundary를 따라 존재하는 Carbide는 Tempering 후에도 유지.
S3 강의 Reduction of Area를 감소시키는 이유는 이전의 Austenite grain boundary를 따라 Carbide가 존재하기
때문인 것으로 추정가능. 그 다음에 S1 강은 Tempered MARTENSITE와 회전 타원체로 구성된 미세조직을
가지고 있으며 S3 강은 Tempering된 MARTENSITE, 기지 내의 회전 타원형 Carbide 및 이전 Austenite grain
boundary를 따라 Carbide의 미세구조를 가졌다.
4.4 결론
본 연구에서는 연성을 잃지 않는 고강도 Spring 강을 개발하기 위해 5 가지 강재의 인장강도 및 Reduction of
Area를 연구 하였다. 화학적 조성은 고 C-Si 강과 Mo, B 및 Nb의 첨가에 기반을 두고 있다. Austenite화 및
Tempering 온도가 증가함에 따라 인장강도는 감소되었지만 Reduction of Area는 증가했다. S1 ~ S5 강종 중
S1 및 S3 강은 인장강도 및 Reduction of Area의 목표 특성을 가장 잘 충족. Mo 및 B 원소의 첨가는
Reduction of Area 감소 없이 강화에 효과적 이었음을 주목해야 한다.
미세조직은 Austenite화 및 Tempering 온도에 의한 기계적 성질의 특성을 설명하기 위해 조사되었다.
S1과 S3 강의 미세구조 사이의 가장 중요한 차이점은 이전 Austenite grain boundary를 따라 Carbide가 존재한
다는 것이다. S3 강의 Reduction of Area의 감소는 이전 Austenite grain boundary에서 이러한 Carbide의 존재와
관련이 있다. 인장강도 및 Reduction of Area를 초래하는 이유는 불완전한 Austenite화 및 이전의 Austenite
grain boundary를 따른 Carbide의 존재에 기인할 수 있다. 제안된 강의 강도 및 Reduction of Area를 향상시키
기 위해서는 담금질 및 Tempering 처리시 강화 및 연화의 원인을 자세히분석할 필요가 있다. S3 취성에 대한
상세한 연구는 6 장에서 다룬다.
5. 강화 및 연화 Mechanism을 결정하는 5가지 미세구조 연구
5.1 서론
담금질 및 Tempering된 강재의 기계적 특성은 열처리 동안 미세구조의 변화와 밀접하게 관련되어 있다. Ferrite
와 Pearlite의 혼합물에서 MARTENSITE로 바뀌면 강도가 증가하지만 연성은 급격히 감소한다. 열처리 후 미세
구조는 복잡하며 여러 Step과 많은 수의 석출물로 구성된다. 열간 성형 Spring 용 강재는 항상 담금질 및
Tempering된다. 적절한 연성을 유지하면서 보다 높은 강도를 얻기 위해서는 Tempering된 MARTENSITE 조직
이 일반적으로 사용된다. 그것은 MARTENSITE가 Quenching 중에 모든 탄소강에서 생성될 수 있는 가장 미세
한 미세구조이기 때문이다.
높은 경도, 강도 및 피로 저항은 MARTENSITE를 생산하는 담금질 열처리를 부과하는 주된 이유이다[2]
MARTENSITE는 상당히 단단하지만 또한 매우 부서지기 쉽다. MARTENSITE 미세구조의 취성은
MARTENSITE의 팔면체 부위에 포획된 탄소원자에 의한 격자 왜곡, Austenite grain boundary에서의 불순물
원자 편석, 담금질 중 Carbide 형성 및 담금질 도중 생성되는 잔류 응력을 포함할 수 있는 여러 요인으로 인한
것이다.
MARTENSITE의 형성은 Ferrite와 Cementite의 혼합물로의 Austenite 변태를 피할 때만 달성가능.
Austenite화 및 담금질이 불완전한 경우 완전히 냉각된 MARTENSITE를 얻을 수 없으며 미세조직은
MARTENSITE 및 다른 상 (Ferrite, Cementite, Austenite)을 포함한다. 불완전한 담금질된 미세구조는 전체
MARTENSITE와 비교하여 경도가 낮다. Tempering에 의해 동일한 인장강도가 얻어 지더라도 전체
MARTENSITE 구조에 비해 연신율, Reduction of Area, 충격 값, 연성, 인성 및 인장강도 및 피로강도가
낮아진다[12]. 따라서 Spring 강재의 원하는 특성을 완전히 얻으려면 Austenite화와 완전 소멸이 필요하다.
담금질된 MARTENSITE의 경도는 주로 탄소함량에 달려 있으며 합금원소에 의해 상대적으로 거의 영향을
받지 않는다[94]. 합금원소는 매우 미세한 고용체 강화를 일으키지만, Ms을 낮추어 경도를 약간 높일 수 있어
Autotempering 감소가 적어 탄소함량이 MARTENSITE에서 완전한 경화 효과를 나타낸다. 담금질된
MARTENSITE는 부서지기 때문에 Tempering 처리가 필요하다.
합금원소는 적절한 담금질 성 및 필요한 수준의 담금질 성질을 제공하도록 선택된다.
5.1.1 Tempering 중 미세구조 변화
일반적으로 강도와 인성의 관계는 열처리 및 담금질 및 Tempering된 Spring 강의 적용에 주요 관심사이다.
Tempering은 주성분인 취성 감소 또는 인성 증가가 있는 경화 강재의 열처리이다. 용도에 따라 Tempering
조건을 결정하는 것이 서비스에서 요구되는 경도 (강도)와 인성의 균형이다. Tempering 온도가 증가함에 따라
인장강도가 지속적으로 감소하고, 연신율 및 Reduction of Area가 증가한다. Tempering의 양에 따라, 주어진
Tempering된 MARTENSITE의 경도는 담금질된 MARTENSITE에 대해 표시된 최대 값에서 구형화된 Carbide

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 45/111
구조와 관련된 최소값까지 다양할 수 있다[2]
따라서, MARTENSITE가 Tempering 될 때, 기계적 특성 변화에 관련이 있는 미세구조에 영향을 미치는 많은
요소가 있다. 강화 탄소강에 관한 중요한 일련의 논문이 1950년대 Cohen과 그의 동료에 의해 발표되었다[2,12,95-98]
중간 탄소 및 고 탄소강 (0.3 - 1.5 wt. % C)에서 형성된 MARTENSITE는 격자 간 탄소원자가 이 온도에서 정사
각형의 MARTENSITE 격자에서 확산할 수 있기 때문에 실온에서 불안정하다.
이 불안정성은 실내 온도와 250℃ 사이에서 증가한다. Dislocation 및 다양한 경계에 대한 탄소원자분리는 실온
에서 담금질 및 유지 중 일어날 수 있으며, 담금질된 MARTENSITE로서의 탄소원자 Clustering은 Tempering의
제 1 Step에서 발생하는 Carbide 형성에 선행할 수 있다. Tempering의 첫 번째 Step에서 형성되는 전이
Carbide는 육각형 구조를 가지며 Jack에 의해 ε - Carbide로 지정되었다[99]. ε- Carbide (Fe2.4C)는 고온에서
형성되는 Cementite (Fe3C)보다 실질적으로 높은 탄소함량을 갖는다. 이 Carbide는 잘 정의된 배향 관계를
가진 기지의 Cube 평면 상 좁은 격자 또는 바늘로서 석출한다[74].
담금질 도중 유지되는 Austenite는 일반적으로 230 ~ 300℃의 뜨임 범위에서 분해된다. 전이 Carbide가 잘
확립된 후에만 Tempering 중 잔류 Austenite의 변태가 발생한다. 잔류 Austenite는 Ferrite와 Cementite의 혼합
물로 변태된다. 일부 증거는 잔류 Austenite가 Bainitic Ferrite와 Cementite로 분해된다는 것을 시사한다.
Cementite와 Ferrite는 Tempering의 세 번째 Step에서 MARTENSITE에서 처음 나타난다. Tempering의 세 번째
Step에서 기지의 정사각형은 사라지고 그 다음에 본질적으로 탄소와 관련하여 과 포화되지 않는 Ferrite이다.
Cementite의 핵 형성을 위한 가장 가능성이 높은 사이트는 기지와 ε - Carbide 계면이고, ε - Carbide Grain은
Fe3C Grain이 성장함에 따라 서서히 사라진다. 고 탄소 MARTENSITE Twin은 또한 Cementite의 핵 생성과
성장을 위한 장소이다. Cementite의 핵 생성을 위한 세 번째 사이트는 MARTENSITE와 원래의 Austenite grain
boundary의 Inter-Lath 경계이다. Cementite는 검출하기 어려운 매우 얇은 필름으로 형성가능. Cementite Grain
의 형태학적인 변화는 Ostwald 숙성 공정에 의해 발생하는데, 작은 Grain은 큰 Grain의 선택적 성장을 위해
탄소를 공급하는 기지에 용해된다.
Cementite Grain이 조대화 과정을 거치는 Tempering의 네 번째 Step를 정의하는 것이 유용하다[2,74]
최종 미세구조는 Fe3C의 거친 구형화된 Grain이 있는 Ferrite Grain의 등축 배열이다. 우선적으로 성장하고
구형화하는 Grain은 기지 내에 일부 Grain이 남아 있지만 주로 중간층 경계와 이전의 Austenite 경계에 위치.
경계 부위는 이들 부위의 확산이 보다 용이하기 때문에 바람직하다. 200℃와 700℃ 사이의 합금강을
Tempering하여 다양한 기계적 특성을 얻을 수 있다. Tempered Steel에서 높은 강도 수준을 얻으려면
MARTENSITE가 여전히 전이되어 있고 주 강화분산이 Cementite 또는 ε- Carbide 인 경우 저온에서 Tempering
하는 것이 유용[74]. 탄소함량은 강도에 큰 영향을 미친다. 그러나 인성은 강도가 증가함에 따라 감소한다.
5.1.2 합금강의 Tempered MARTENSITE의 강화 Mechanism
일반적으로 MARTENSITE의 강도의 주요 부분은 고용체 강화 및 석출강화의 일부 조합에 기인하는 것으로 알
려져 있다[2,74,100] 그러나 이 결론은 MARTENSITE 판에만 적용할 수 있다. 왜냐하면 MARTENSITE에서
MARTENSITE는 고용체 강화가 Dislocation 밀도 강화로 대체되었다[100]. 석출로 인한 강화의 양은 특정 경우
에 Autotempering 정도에 달려 있으며 실험적으로 결정하기가 어렵다. 침입형질인 탄소는 이러한 Mechanism
에서 중요한 역할을 하며 대체 용질로부터 거의 추가적인 강도를 얻지 못한다. 연성에 손실이 없는 강도의 작
은 증가는 이전 Austenite Grain 크기의 감소에 의해 달성가능. 따라서, Tempered MARTENSITE의 주요 강화
Mechanism이 요약되어있다. 강도는 이러한 Mechanism 중 하나에 기인할 수는 없지만 항상 이러한
Mechanism의 조합의 결과이다.
5.1.2.1 고용체 강화
이 Mechanism은 달성되는 방식 때문에 가장 흥미롭다. MARTENSITE의 대체 용질로부터 강화된 고용체 강화
는 매우 작으며 본질적으로 이러한 강화 유형은 모두 Interstitial 탄소원자에서 비롯된 것으로 나타났다[100].
그러나 대체 원소는 담금질성, Ms 온도 및 잔류 Austenite의 양을 변경하여 간접적으로 강의 강도에 영향을
미친다는 것을 알아야 한다.
확산 없는 MARTENSITE 변태에 의해 고온 상에서 저온 상으로 전환할 수 있기 때문에, 탄소농도를 평형
Solvus 라인에 의해 주어진 값보다 훨씬 높은 저온 상 고체 용액으로 만들 수 있다. Cohen은 Octahedral
Interstitial site에 포획된 탄소원자가 MARTENSITE의 강화에서 중요한 역할을 한다고 설명했다[97]. 그것은
MARTENSITE의 body centered tetragonal lattice의 탄소로 인한 철 원자의 변위를 기반으로 한다. 철 격자의
이러한 왜곡은 Dislocation의 이동을 매우 어렵게 만들고 MARTENSITE의 고강도의 주요 원인으로 간주된다.
MARTENSITE의 정방 결정을 가져 오는 탄소의 Interstitial Solid solution는 주요한 강화 인자의 역할을 위한
주요한 후보자[74]. Winchell과 Cohen의 연구는 탄소가 확산되어 대기와 석출물을 형성할 수 없는 조건 하에서
탄소함량의 함수로서 항복 응력의 결정을 가능하게 했다[98]. 합금원소는 여러 가지 이유로 사용되지만,
중요한 것은 필요한 모양과 크기에서보다 높은 강도를 달성하는 것이다. 그러므로 경화성이 가장 중요하며,
고려중인 강 부분을 완전히 경화시키는데 필요한 합금원소의 적절한 농도를 목표로 한다. 일반 탄소강의 담금

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 46/111
질성을 높이는 가장 경제적인 방법은 Mn 함량을 높이는 것이다. Cr과 Mo는 또한 매우 효과적이며 증가된
담금질성 단위당 더 저렴한 합금 첨가물이다. 붕소는 완전히 탈산된 저탄소 강에 첨가될 때 특히 큰 영향을
미친다. MARTENSITE 탄소 및 저 합금강의 Tempering에 의해 생성된 경도 변화에 합금원소가 미치는 영향은
Grange, Hribal 및 Porter [101]에 의해 조사되었다.
2차 경화와 관련하여 논의된 바와 같이, 강한 Carbide 형성자는 고온에 도달할 때까지 큰 영향을 미치지 않는
다. 그러나, Ni는 모든 온도에서 경도가 매우 작고 일정하며, Carbide 형성 원소가 아니기 때문에 그 영향은
약한 고용 강화 효과에 의한 것으로 생각된다. Si는 저온 전이 Carbide의 보다 안정한 Cementite로의 변태를
억제하여 약 316℃의 연화에 상당한 지연 효과를 갖는다. 낮은 Tempering 온도에서 Mn은 연화에 거의 영향을
미치지 않지만 더 높은 온도에서는 Mn이 고온에서 Carbide에 혼입되고 Mn 확산과 관련된 Cementite 조대화
에 대한 저항성이 있기 때문에 더 높은 온도에서 강한 영향을 미친다[103].
5.1.2.2 Dislocation 강화
MARTENSITE 판의 Dislocation 밀도는 비교적 낮다. 그러나, MARTENSITE에서는 탄소함량이 증가함에 따라
Dislocation 밀도가 매우 높은 값으로 증가하는 것으로 밝혀졌다[100]. 대부분의 탄소는 고용체에 없으며 이
탄소는 담금질하는 동안 Dislocation와 Lath 경계로 분리되며 Dislocation 밀도를 증가시키는데 효과적이다.
또한 탄소원자가 Ferrite에서 발견되는 강한 상호 작용을 염두에 두고 MARTENSITE의 높은 Dislocation 군으로
분리될 것으로 예상된다. 결과적으로, 이러한 Lath MARTENSITE 강도의 상당 부분은 높은 Dislocation 밀도로
인한 것이며, 단지 작은 부분만이 고용체 경화로 인한 것일 수 있다.
5.1.2.3 Grain 미세화
Austenite Grain 크기는 탄소 강에 있는 MARTENSITE의 강도에 영향을 주는 것으로 관찰. Austenite Grain 크기
가 감소되면, 강도의 현저한 증가가 발생. Austenite Grain 크기와 MARTENSITE 구조 사이의 관계는
MARTENSITE의 독특한 구조의 결과. MARTENSITE 괘선은 Austenite Grain 크기와 직접적으로 관련이 있는
패킷으로 배열된다. 처음 형성된 MARTENSITE 판이 개별 Grain에 걸쳐 명확해지기 때문에 이전의 Austenite
Grain 크기를 줄임으로써 MARTENSITE 판 크기를 줄일 수 있다. 예상대로, 감소된 MARTENSITE 판 크기는
강도를 증가시키고 다행스럽게도 연성을 잃지 않고 수행된다. 연성 손실 없이 유사한 강화는 Lath의 형태의
MARTENSITE에서 이전의 Austenite Grain 크기를 감소시킴으로써 얻어진다[100]. 따라서 MARTENSITE Lath
packet 크기 또는 Austenite Grain 크기는 기계적 성질과 상관 관계를 나타낼 수 있다. Fe-0.2% C 합금강의
MARTENSITE Lath 크기가 감소함에 따라 항복강도가 증가한다[2] 이러한 경계의 대부분은 실제로 낮은 각도의
하위 경계이지만 Dislocation 운동에 장애물이 되므로 전체 강도에 어느 정도 기여하는 것으로 간주한다[74].
5.1.2.4 석출강화
MARTENSITE상은 탄소로 매우 과포화되기 때문에, 탄소원자가 계면 또는 결정 결함으로분리되고 용액으로부
터 Carbide로서 석출하는 강한 경향이 있을 것이다. Tempering의 최종 결과는 원래의 담금질된 MARTENSITE
와 거의 구조적 유사성이 없는 알파 철 기지에서 Carbide의 미세분산이다. 그러나, 이 현상은 실온 또는 그
이상에서 노화된 MARTENSITE에 의해 나타나는 강도의 증가를 담당하는 Dislocation에 대한 탄화철의 석출을
초래한다. 또한 상대적으로 높은 Ms 온도를 갖는 MARTENSITE는 급냉(자동 Tempering) 중에 Cementite분산
을 형성할 것이며 이는 관찰된 강도에 어느 정도 기여할 것이다.
특정 합금원소는 또한 Tempering 동안 연화 속도를 늦추는데 도움이 된다. 가장 효과적인 요소는 Cr, Mo 및 V
와 같은 강력한 Carbide Former이다. 이러한 원소가 없으면 단순 탄소강은 Tempering 온도가 증가함에 따라
빠르게 연화된다. 이러한 연화 현상은 일반적으로 Tempering 온도가 증가하는 Cementite의 급격한 조대화
(Coarsening)와 탄소 및 철의 확산에 의존하는 공정에 기인한다. 그러나, Carbide을 형성하는 원소는 연화를
지연시킬 뿐만 아니라 고온화 온도에서 경도 증가를 일으키는 미세 합금 Carbide을 형성한다. 이 강도 증가는
2 차 경화로 언급된다. 충분한 Carbide 형성 원소를 함유하는 강에서는 500℃ 이상에서 Carbide가 형성되어
대체 확산이 중요해진다. 이러한 Carbide는 보다 미세한 합금 Carbide분산이 용해되는 덜 안정한 Cementite를
대체한다.
특히, V은 강 Carbide 형성 제로 널리 사용되고 있으며, 0.1% V의 경우, 면심 입방 형 Vanadium Carbide (VC)
가 형성된다[74]. 종종 V4C3에 더 가깝지만 Carbide 내의 고용체에 다른 원소가 있는 Stoichiometric 조성이
아닐 때가 많다. V4C3와 Ferrite 기지 사이의 배향 관계가 보고되어있다[95,96] V4C3은 {100}α 평면에 있는
platelets처럼 형성된다. 500℃ 이상에서 V4C3은 20-30 A 미만의 매우 미세한 Grain로 석출한다.
Shingo와 Bhadeshia는 V4C3가 Fe-C-V 시스템에서 안정한 상인 것으로 보고[106].
5.1.3 제안된 강재의 강도 및 Reduction of Area의 변화
S1 및 S3 강의 인장 특성이 원하는 값을 초과하였다. 880℃에서 Austenite화 한 후에 350℃에서 Tempering하
면, S1의 인장강도는 2454 MPa의 가장 높은 값과 26%의 감소, 즉 25%의 원하는 값 이상이다. Tempering 온
도가 증가함에 따라 인장강도는 감소하고 Reduction of Area는 일반적으로 증가한다. Austenite화 온도가 980℃
에서 880℃로 낮아짐에 따라 인장강도는 증가 하나 Reduction of Area는 급격히 감소한다. Austenite화 온도
830℃에서는 인장강도와 Reduction of Area가 모두 급격히 감소한다. S3 강재의 경우 930℃에서 Austenite화 한

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 47/111
후 350℃에서 열처리하면 인장강도는 2319 MPa이고 Reduction of Area는 34%이다. Tempering 온도 증가에 따
라 인장강도가 지속적으로 감소하고 Reduction of Area가 증가한다. 그러나, 830℃ 및 880℃에서 Austenite화 한
경우, 350 ~ 450℃의 Tempering 온도 범위에서 Reduction of Area가 25% 미만이다. Austenite화 온도가 980℃에
서 880℃로 감소함에 따라 인장강도는 증가하고 Reduction of Area는 25% 이상을 유지하지만 Austenite화 온도
인 880℃에서는 10%까지 감소한다.
830℃의 Austenite화 온도에서 인장강도와 Reduction of Area가 급격히 감소한다.
전술한 바와 같이, S1 및 S3 강의 인장강도 및 Reduction of Area는 Austenite화 및 Tempering 조건에 따라
변한다. 미세구조 변화 및 Carbide는 S1 및 S3 강에서 신뢰할 수 있는 기계적 특성을 얻는데 중요하다.
특히 미세구조를 제어하고 필요한 강도를 얻는데 중요한 역할을 한다.
강화 Mechanism을분석하기 위해 많은 실험 작업이 수행되었다.
5.2 실험 방법
5.2.1 광학 및 SEM 금속 조직학
광학 현미경 관찰을 위한 시편은 Mounting 후 실리콘 Carbide 종이로 1200 Grit로 연마된 다음 6 및 1 ㎛
Diamond paste로 연마. 시편은 2 vol. % natal 부식. Olympus 현미경을 사용하여 광학 미세구조를 관찰.
부식 시편은 진공분위기에서 금 코팅.
SEM은 JEOL JSM-7000F 전계 방출 주사 전자 현미경을 사용하여 수행.
5.2.2 TEM 금속 조직학
TEM은 200 kV에서 작동하는 Philips 투과 전자 현미경을 사용하여 수행되었다. Energy dispersive X-ray (EDX)
장치가 장착된 TEM을 사용하여 두 가지 유형의 시편을 조사 하였다. 얇은 Foil 및 탄소 추출 용 복제품.
얇은 Foil은 Silicon carbide를 사용하여 약 250㎛ 두께의 3mm 직경 디스크로 Bulk 시편에서 Blade 및 냉각 윤
활제를 사용하여 얇게 가공. 절단 후, 시편을 Sand paper로 약 50 ㎛ 두께로 연마. 전해연마는 twin jet electro
polisher를 사용하여 수행. 전해연마 용 용액은 5 vol. % 과염소산, 20 vol % 글리세롤 및 75 vol. % 메탄올.
이 용액을 사용하여 20℃에서 전해연마를 행하고, 전위 차를 50V로 하였다.
TEM 검사를 위해 각 시편으로부터 카본 Replica 시편도 준비했다.
강 기지로 인한 영향을 제거함으로써, Carbide의 크기 및 화학적 조성을 보다 정확하게 측정할 수 있다.
단일 Step 추출 Replica을 준비 하였다. 시편을 광학 현미경과 동일한 방법으로 기계적으로 연마하고, 4 vol. %
Nital에 몇 초 동안 부식 후 20 ~ 30 nm의 카본 코팅이 10-5 torr의 진공 상태에서 부식된 표면에 증착되었다.
이 필름을 예리한 날로 채취하여 몇 개의 작은 정사각형 (약 1 mm2)으로 나눈다. 메탄올 5% 염산 용액에서
7.5V 전해부식을 사용하여 탄소 필름을 제거한 다음, 이를 메탄올에서 세척하고 증류수에서 떠 내었다.
각 시편은 TEM에서 검사하기 전 구리 Grid에 장착하고 건조시켜 약 10 개의 작은 사각형을 만든다.
5.3 결과
5.3.1 불완전 Austenitization에 의한 기계적 성질의 변화
4 장에서 설명한 것처럼 Austenite화 온도가 830℃인 경우 인장강도 및 Reduction of Area가 심각하게 감소했
다. Austenitization 작용은 온도와 유지 시간과 관련이 있음이 잘 알려져 있다. 특히, 담금질 및 Tempering된
강의 경우, 기계적 성질은 열처리 중 미세구조 변화 및 Tempering된 MARTENSITE 구조에 의해 주로 영향을
받는다. Austenite화가 완전히 완료되지 않았다면 미세조직은 MARTENSITE와 Ferrite + Cementite로 구성된다.
이러한 미세구조는 연질 Ferrite 및 거친 Cementite로 인해 기계적 물성이 저하가능.
FIGURE 5.1: SEM micrographs of oil-quenched steels, austenitized at 830°C. (a) S1 steel and (b) S3 steel
담금질 후 Ferrite 존재 확인을 위해 유냉된 시편의 미세구조가 조사되었다. 그림 5.1은 830℃에서 Austenite화
된 S1 및 S3 강의 오일 Quenching된 시편의 SEM 현미경 사진. S1 및 S3의 경우, MARTENSITE 구조의 두
번째 상은 Grain boundary를 따라 존재하였고, 거친 Cementite는 Austenite화 동안 용해되지 않고 유지되었다.
그림 5.2는 830℃에서 Austenite화된 S1 및 S3 강의 오일 Quenching 시편의 TEM 현미경 사진과 회절 패턴을
보여준다. S1 및 S3 강의 MARTENSITE 구조의 두 번째 Step는 TEM 이미지와 회절 패턴에 의해 Ferrite 구조

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 48/111
로 확인되었다.
그림 5.2 (b)는 Zone axis [111]을 갖는 S1 강의 Ferrite 구조의 회절 패턴을 보여준다. 그림 5.2 (d)는 Zone
axis[011]을 갖는 S3 강의 Ferrite 구조의 회절 패턴을 도시한다.
FIGURE 5.2: TEM micrographs of oil-quenched S1 and S3 steels, austenitized at 830°C. (a) Bright field image, (b) Diffraction pattern of S1 steel and (c) Bright field image, (d) Diffraction pattern of S3 steel
SEM 및 TEM 현미경 사진에서 알 수 있듯이, 830℃에서 Austenite화된 S1 및 S3 강의 미세조직은 열처리
온도에 관계없이 MARTENSITE와 Ferrite, Cementite로 이루어져있다.
담금질 후 MARTENSITE 조직에 Ferrite가 존재하는 이유는 Austenite화 온도가 낮아 불완전한 Austenite화
때문이다. 850℃에서 980℃까지의 Austenite화 온도에서 MARTENSITE 구조의 Ferrite는 조사되지 않았다.
Austenite화 유지 시간은 모든 조건에서 180분으로 설정되었다.
불완전한 Austenitization에 의한 Ferrite는 Grain boundary를 따라 존재하고 거친 Cementite는 Grain과 Grain
boundary에 존재한다. 이러한 미세조직의 특성은 균열 형성과 Grain boundary를 통한 전파가 쉽게 유도되었다.
5.3.2 석출 거동
합금 Carbide는 Spring 강의 개발에 중요한 역할을 한다. 특정 치환 합금원소의 첨가는 MARTENSITE의
Tempering 특성을 변화시키는 것으로 잘 알려져 있다. S1 및 S3 강의 석출물은 V4C3 및 Fe2.4C, Cementite
(Fe3C)로 조사되었다.
S1과 S3 강재의 석출 거동을 열처리 조건을 변경하여 연구했다.
5.3.2.1 V4C3 석출
EDX분석과 TEM 관측은 Tempering 온도의 함수로서 석출 거동을 규명. 그림 5.3은 S1과 S3 강의 압연된
시편의 탄소 추출물 복제물에서 TEM 이미지와 석출물의 화학적 조성을 보여준다. 석출물의 조성은 탄소 추출
복제물에 대한 에너지분산 X 선분광법을 사용하여 추정되었다. 그림 5.3은 Austenite화 처리 이전에 S1
Carbide과 S3 강의 압연된 시편으로 V Carbide가 이미 존재함을 보여준다.
열간압연 및 냉각 중에 V Carbide가 형성됨을 주목해야 한다.
Austenite화 후에, S1 및 S3 강의 Oil-quenched 시편에서 V carbides를 조사. 그림 5.4는 S1 강의 오일
Quenching된 시편의 TEM 이미지와 회절 패턴, 화학조성을 보여준다. 압연된 시편은 880℃에서 180초 동안
Austenite화 한 후에 오일 Quenching시켰다. 그림 5.4는 V-SiC Carbide가 오일 Quenching 미세조직에
존재하고 Zone axis[110]의 FCC 구조를 갖는 V4C3으로 조사되었음을 보여준다. 그림 5.4 (c)에서 볼 수 있듯이,
구형의 석출물은 추출 복제물의 회절 패턴으로부터 V4C3 (4.2Å)과 동일한 격자 Parameter를 갖는 FCC를
갖는다는 것을 나타낸다. 석출물의 조성은 그림 5.4 (d)와 같이 탄소 추출 복제물에 대한 에너지분산 X
선분광법을 사용하여 추정되었다. Carbide의 화학적 조성은 금속 원소 (V, Ti)와 탄소로 구성된다. 이는 V4C3
Carbide가 Ti를 V4C3 Carbide로 대체하여 (V, Ti) 4C3 Carbide로 대체됨을 의미한다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 49/111
이들 (V, Ti) 4C3 Carbide는 Austenite화 동안 용해되지 않고 유지되거나 형성되는 것이 제안되었다
S1 강의 오일 담금질 미세조직에서 V Carbide의 석출 거동을 조사 하였다. 그림 5.5는 Austenite화 온도가
증가함에 따라 S1 강의 (V, Ti) 4C3 석출물의 거동을 보여준다. 미세 석출물은 (V, Ti) 4C3으로 결정되었고 거친
석출물은 Cementite였다. 미세 (V, Ti) 4C3 Carbide는 Austenite화의 모든 온도에서 미분해 또는 새롭게 형성.
FIGURE 5.3 TEM micrographs and EDX results of as-rolled specimens of S1 and S3 steel. (a) Replica image and (b) EDX analysis of S1 steel and (c) Replica image and (d) EDX analysis of S3 steel.
FIGURE 5.4: TEM replica micrographs of (V, Ti)4C3 carbide in the oil-quenched S1 steels (austenitizing at 880°C). (a) bright filed image (b) dark filed image (c) diffraction pattern (d) EDX analysis.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 50/111
FIGURE 5.5: TEM replica micrographs of V4C3 carbide in the oil-quenched specimens of S1 steel. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C, (d) 980°C.
S3 강은 오일 Quenching 미세구조의 V Carbide도 조사하였다. 압연된 시편은 880℃에서 180초 동안 Austenite
화 한 후에 오일 Quenching시켰다. 그림 5.6은 TEM 이미지와 회절 패턴, S3 Steel의 오일 Quenching된 시편의
화학적 조성을 보여준다. 오일 Quenching 미세조직에서 V Carbide는 그림 5.6 (c)와 같이 V4C3 구조이다. 이 사
진들은 기지의 [211] 방향에서 찍은 사진이다. 그림 5.6은 구형의 석출물이 S1 강과 유사한 추출 복제물의 회
절 패턴으로부터 V4C3 (4.2Å)과 동일한 격자 Parameter를 갖는 FCC를 갖는다는 것을 보여준다.
석출물의 조성은 그림 5.6 (d)와 같이 탄소 추출 복제물에 대한 에너지분산 X 선분광법을 사용하여 추정하였다.
Carbide의 화학적 조성은 금속 원소 (V, Ti, Mo)와 탄소로 구성되어 있음이 밝혀졌다. 이는 V4C3 Carbide가 Ti
및 Mo를 V4C3 Carbide로 대체하여 (V, Ti, Mo) 4C3 Carbide로 대체됨을 의미한다. 이들 (V, Ti, Mo) 4C3 Carbide는
Austenite화 동안 용해되지 않고 유지되거나 형성되는 것이 제안된다.
FIGURE 5.6: TEM replica micrographs of (V, Ti, Mo)4C3 carbide in the oil-quenched S3 steels (austenitizing at 880°C). (a) Bright filed image (b) Dark filed image (c) Diffraction pattern (d) EDX analysis.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 51/111
830℃에서 980℃까지의 Austenite화 온도에서 S3 강의 오일 Quenching 미세조직에서 V Carbide의 석출 거동
이 조사되었다. 그림 5.7은 Austenite화 온도가 증가함에 따라 S1 강의 (V, Ti) 4C3 석출물의 거동을 보여준다.
그림 5.7에서 볼 수 있듯이 S3 강의 미세 석출물은 (V, Ti, Mo) 4C3이고 거친 석출물은 Cementite이다.
미세 (V, Ti) 4C3 Carbide는 Austenite화의 모든 온도에서 미분해 또는 새로이 생성된다.
880℃에서 Austenite화된 S1 및 S3 강의 오일 Quenching 시편에서 (V, Ti) 4C3 및 (V, Ti, Mo) 4C3 Carbide의
크기분포를 측정하고 그림 5.8과 비교 하였다. S1 강의 (V, Ti) 4C3 Carbide의 평균 지름은 약 0.0075㎛이고 S3
강재의 (V, Ti, Mo) 4C3 Carbide의 지름은 약 0.0073㎛이다. S1 및 S3 강에서의 V Carbide의 크기분포는 유사했
다. S1과 S3의 V Carbide의 크기분포는 Austenite화의 동일한 온도에서 거의 동일하다는 것이 제안되었다.
그림 5.9는 S1 강의 (V, Ti) 4C3 Carbide가 880℃에서 Austenite화된 후에 450℃에서 Tempering된 미세구조에서
미세한 석출물로서분포되었음을 보여준다.
위에서 설명한 것처럼 (V, Ti) 4C3 Carbide는 이미 오일 Quenching된 시편에 보관되어 있다.
Tempering된 구조의 (V, Ti) 4C3 Carbide는 오일 담금질된 시편의 것과 동일했다.
FIGURE 5.7: TEM replica micrographs of V4C3 carbide of oil-quenched specimens of S3 steel, austenitized at (a) 830°C, (b) 880°C, (c) 930°C, (d) 980°C.
FIGURE 5.8: Size distribution of V carbides in the oil-quenched specimens austenitized at 880°C. (a) (V, Ti)4C3 of
S1 steel and (b) (V, Ti, Mo)4C3 of S3 steel.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 52/111
이 사진들은 기지의 [110] 방향에서 찍은 사진이다. 추출 복제물의 회절 패턴은 구형의 석출물이 V4C3 (4.2Å)과
동일한 격자 Parameter를 갖는 FCC를 갖는 것을 확인했다.
이는 (V, Ti) 4C3 Carbide가 Tempering 동안 지속적으로 성장을 의미
FIGURE 5.9: TEM replica analysis of S1 steels tempered at 450°C after austenitized at 880°C. (a) Bright filed image and (b) Diffraction pattern.
그림 5.10은 S1 강의 (V, Ti) 4C3 Carbide가 350℃ ~ 450℃의 Tempering 온도 영역에 존재함을 보여 주며, 그림
5.9에서 분석한 결과이다. 보강 Mechanism을 찾기 위해 Carbide 크기분포를 Tempering 온도를 증가시키면서
측정하었다. 그림 5.11은 Tempering 온도가 증가한 S1 강의 (V, Ti) 4C3 Carbide 크기분포를 나타낸 것이다.
(V, Ti) 4C3의 평균 직경은 각각 350℃, 400℃ 및 450℃ Tempering 온도에서 0.0099um, 0.01um 및 0.011um이었
다. (V, Ti) 4C3 Carbide의 평균 직경과 크기분포는 Tempering 온도에 관계없이 거의 동일했다.
FIGURE 5.10: TEM replica micrographs of V4C3 carbides in the tempered specimens austenitized at 880°C. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C
그림 5.12는 880℃에서 Austenite화된 후 450℃에서 Tempering된 미세구조에서 미세한 석출물로 형성된 S3
강재의 (V, Ti, Mo) 4C3 Carbide을 보여준다. 위에서 설명한 바와 같이 (V, Ti, Mo) 4C3 Carbide는 이미 오일
Quenching된 시편에 존재한다. Tempering된 구조의 (V, Ti, Mo) 4C3 Carbide는 오일 담금질된 시편의 것과 동일
하다는 것이 확인되었다. 이 그림은 그림 5.12 (b)에서와 같이 기지의 [110] 방향에서 찍은 것이다. 추출 복제물
의 회절 패턴은 구형의 석출물이 V4C3 (4.2Å)과 동일한 격자 Parameter를 갖는 FCC를 갖는 것을 확인했다.
(V, Ti, Mo) 4C3 Carbide는 S1 강과 유사하게 Tempering 동안 성장한다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 53/111
FIGURE 5.11: Size distribution of (V, Ti)4C3 carbide of S1 steel with increasing the Tempering temperature. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C
FIGURE 5.12: TEM replica analysis of S3 steel tempered at 450°C after austenitized at 880°C. (a) Bright filed image and (b) Diffraction pattern.
그림 5.13은 S1 강의 (V, Ti, Mo) 4C3 Carbide가 그림 5.12에서 분석된 결과로 350~ 450℃의 담금질 온도 범위
에 존재함을 보여준다. 보강 Mechanism을 찾기 위해, (V, Ti, Mo) 4C3 Carbide의 크기분포는 Tempering 온도를
증가시키기 위해 측정되었다. 그림 5.14는 Tempering 온도를 증가시키면서 S1 강의 (V, Ti, Mo) 4C3 Carbide의
크기분포를 도시한다. 350℃, 400℃ 및 450℃의 Tempering 온도에서 (V, Ti, Mo)4C3의 평균 직경은 각각 0.0092
um, 0.0091 um 및 0.0057 um이었다. Tempering 온도에 관계없이 (V, Ti, Mo) 4C3 Carbide의 평균 직경과 크기분
포는 거의 동일했다. 그러나, 450℃에서 열처리된 (V, Ti, Mo) 4C3 Carbide의 평균 직경은 350℃ 및 400℃에서
경화된 시편의 평균 직경보다 작다.
FIGURE 5.13: TEM replica micrographs of (V, Ti, Mo)4C3 carbides in the tempered specimens austenitized at 880°C. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 54/111
FIGURE 5.14: Size distribution of (V, Ti, Mo)4C3 carbide in the tempered specimens of S3 steel austenitized at 880°C with increasing the Tempering temperature. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C
FIGURE 5.15: Comparison of size distribution of V4C3-type carbide of S1 and S3 steels. Mean diameter and (b) Area fraction.
그림 5.15는 S1과 S3 강의 V4C3 형 Carbide의 크기분포를 담금질 상태에서 Tempering 상태로 비교한 것이다.
S1 및 S3 강의 V4C3 형 Carbide의 평균 직경은 비슷하지만 S3 강재의 (V, Ti, Mo) 4C3 Carbide의 면적분율은
S1 강재보다 상대적으로 높았다. S1과 S3 강재의 V4C3 Carbide의 평균 직경과 면적분율은 Tempering 온도에
따라 거의 변하지 않았다.
S3 강은 (V, Ti, Mo) 4C3 Carbide의 면적분율이 담금질 상태에서 Tempering 상태로 증가함에 따라 증가했다.
이는 S3 강재의 (V, Ti, Mo) 4C3 Carbide가 오일 Quenching 미세구조의 미세한 선재 (V, Ti, Mo) 4C3 Grain로 연속
적으로 형성될 수 있음을 의미한다. 또한, S1 강의 (V, Ti) 4C3 Carbide의 면적분율은 담금질 상태에서
Tempering 상태로 이동할 때 약간 증가하는 경향이 있다. S1 및 S3 강의 V4C3 형 Carbide가 새롭게 석출되거
나 Tempering 중에 연속적으로 성장할 수 있다고 요약.
5.3.2.2 Fe3C 석출
그림 5.16은 TEM 이미지와 회절 패턴, S1 강으로 오일 Quenching된 시편의 거친 Particles의 화학적 조성을
보여준다. 압연된 시편은 830℃에서 180 초 동안 Austenite화 후 오일 Quenching 처리 하였다. 거친 석출물은
Cementite Fe3C의 육각형 최밀도 구조로 결정되었다. 이 사진은 기지의 [010] 방향에서 찍은 사진이다.
Cementite의 화학적 조성은 그림 5.16 (c)와 같이 탄소 추출 복제물에 대한 에너지분산 X 선분광법을 사용하여
추정되었다. Cementite의 조성은 금속 원소 (Fe, Mn, Cr)와 탄소로 구성된다. 이는 Fe3C가 Fe3C Carbide에 Mn
과 Cr을 치환함으로써 (Fe, Mn, Cr) 3C로 대체됨을 의미한다.
Cementite는 Austenite화 동안 완전히 용해되지 않았지만 구형화되었다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 55/111
FIGURE 5.16: TEM replica micrographs of Cementite in the oil-quenched S1 steel austenitized at 830°C. (a) Bright field image, (b) Diffraction pattern and (c) EDX result.
Austenite화 온도가 830℃에서 980℃로 증가하면, S1 강의 거친 Cementite는 더 작은 크기로 용해되었다.
그림 5.17은 Cementite가 Austenite화 온도 830℃에서만 조대 Grain으로 유지되고, Austenite화 온도 880℃에서
980℃에서는 거의 미립자로서 용해된다는 것을 보여준다. 용해되지 않은 Cementite의 크기와 부피분율은
Austenite화 온도가 감소함에 따라 증가한다. 상기한 바와 같이, 830℃에서의 거친 Cementite는 불완전한
Austenite화에 기인한다. Austenite화 온도 880℃ 이상에서는 Austenite화가 완전히 이루어졌고 Cementite가
거의 용해되었다.
FIGURE 5.17: TEM replica micrographs of Cementite in the oil-quenched specimens of S1 steel. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C and (d) 980°C

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 56/111
FIGURE 5.18: TEM replica micrographs of Cementite in the oil-quenched S3 steel austenitized at 830°C. (a) Bright field image and (b) EDX result.
그림 5.18은 TEM 이미지와 회절 패턴, S3 강으로 오일 Quenching된 시편의 거친 Particles의 화학적 조성을
보여준다. 압연된 시편은 830℃에서 180 초 동안 Austenite화한 후 오일 Quenching 처리 하였다. 거친 석출물
은 Cementite Fe3C의 육각형 최밀도 구조로 결정되었다. 이 사진은 기지의 [010] 방향에서 찍은 사진이다.
Cementite의 화학적 조성은 그림 5.18 (b)와 같이 탄소 추출 복제물에 대한 에너지분산 X 선분광법을 사용하여
추정되었다. Cementite의 조성은 금속 원소 (Fe, Mn, Cr)와 탄소로 구성된다. 이는 Fe3C가 Fe3C Carbide에 Mn
과 Cr을 치환함으로써 (Fe, Mn, Cr) 3C로 대체됨을 의미한다.
Cementite는 Austenite화 동안 완전히 용해되지 않았지만 구형화되었다.
FIGURE 5.19: TEM replica micrographs of Cementite in the oil-quenched specimens of S3 steel. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C and (d) 980°C.
그림 5.19는 Austenite화 온도가 830℃에서 980℃로 증가하면 S3 강재의 거친 Cementite가 미세화 된다는 것
을 보여준다. 거친 Cementite는 Austenite화 온도 830℃에서만 유지되었고, Austenite화 온도 880℃에서 980℃
로 미세 Particle로 거의 용해되었다. 용해되지 않은 Cementite 크기와 부피분율은 Austenite화 온도가 감소함
에 따라 증가한다. 상기한 바와 같이, 830℃에서의 거친 Cementite는 불완전한 Austenite화에 기인한다.
Austenite화 온도가 880℃를 넘으면 Austenite화가 완료되고 Cementite가 거의 용해되었다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 57/111
FIGURE 5.20: Size distribution of Cementite in the oil-quenched specimens after austenitized at 880°C. (a) S1 steel and (b) S3 steel
880℃에서 Austenite화된 S1 및 S3 강의 오일 Quenching 시편에서 용해되지 않은 Cementite의 크기분포를
측정하고 그림 5.20에서 비교 하였다. S1 강의 용해되지 않은 Cementite의 평균 지름은 약 0.0.085um이고
S3 강의 용해되지 않은 Cementite의 지름은 약 0.082um이다. S1 및 S3 강에서 용해되지 않은 Cementite의 크
기분포는 유사했다. S1과 S3 강에서의 용해되지 않은 Cementite의 크기분포는 Austenite화의 동일한 온도의
경우 거의 동일하다는 것이 제안되었다.
FIGURE 5.21: TEM replica micrographs of coarse Cementite in the tempered specimens of S1 steel austenitized at 880°C. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C
용해되지 않은 Cementite는 Tempering 동안 거친 Particle 로서 연속적으로 성장할 것이다. 상기한 바와 같이,
Cementite는 오일 - 담금질된 시편에서 이미 유지되었다. Tempering된 구조의 거친 Cementite는 오일
Quenching 구조의 용해되지 않은 Cementite를 기반으로 한다. 그림 5.21은 350℃에서 450℃까지의 온도 범위
에서 S1 강의 거친 Cementite가 존재함을 보여준다. 거친 Cementite의 크기분포는 Tempering 온도가 증가함에
따라 측정되었다. 그림 5.22는 강화 온도를 높이는 S1 강의 거친 Cementite의 크기분포를 나타낸 것이다.
거친 Cementite의 평균 직경은 각각 350℃, 400℃ 및 450℃의 Tempering 온도에서 0.192um, 0.147um 및
0.141um 이었다. 거친 Cementite의 평균 직경과 크기분포는 Tempering 온도에 관계없이 거의 유사.
그러나, 450℃에서 경화된 거친 Cementite의 평균 직경은 350℃ 및 400℃에서 Tempering된 시편의 평균 직경
보다 약간 작다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 58/111
FIGURE 5.22: Size distribution of coarse Cementite in the tempered specimens of S1 steel. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C
FIGURE 5.23: TEM replica micrographs of coarse Cementite in the tempered specimens of S3 steel austenitized at 880°C. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C
그림 5.23은 S3 강재의 거친 Cementite가 350℃에서 450℃까지의 온도 범위에서 존재함을 보여준다.
거친 Cementite의 크기분포는 Tempering 온도가 증가함에 따라 측정되었다.
그림 5.24는 Tempering 온도가 증가한 S3 강재의 거친 Cementite의 크기분포를 나타낸 것이다.
거친 Cementite의 평균 직경은 각각 350℃, 400℃ 및 450℃의 온도에서 0.139um, 0.205um 및 0.189um이었다.
거친 Cementite의 평균 직경과 크기분포는 Tempering 온도에 따라 변하지 않았다.
Tempering 후, S1 및 S3 강의 용해되지 않은 Cementite는 거친 Cementite로 유지되었다.
350 ~ 450℃의 모든 Tempering 온도에서 거친 Cementite가 관찰되었다. 그림 5.25는 S1 및 S3 강의
Cementite의 크기분포를 담금질 상태에서 Tempering 상태로 비교한 것이다. S1 강의 거친 Cementite의 평균
직경은 각각 350℃, 400℃ 및 450℃의 Tempering 온도에서 0.192, 0.147 및 0.141um이었다. S3 강재의
거친 Cementite의 평균 지름은 350, 400 및 450℃의 Tempering 온도에서 0.139, 0.205 및 0.189um이었다.
S1과 S3 강의 거친 Cementite의 면적분율은 Tempering 온도가 증가함에 따라 거의 변하지 않았다.
그러나, S1과 S3 강의 거친 Cementite의 평균 직경은 Tempering 동안 약간 증가.
이는 S1과 S3 강의 거친 Cementite가 Tempering 중에 성장할 수 있음을 의미.
FIGURE 5.24: Size distribution of coarse Cementite in the tempered specimens of S3 steel. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 59/111
FIGURE 5.25: Size comparison of coarse Cementite of S1 and S3 steels with a Tempering temperature. (a) Mean diameter and (b) Area fraction.
5.3.2.3 Fe2.4C 석출
완전한 MARTENSITE 구조를 갖는 고강도 강재의 강도에 영향을 줄 수 있는 또 다른 중요한 야금학적 요인은
담금질 시 탄소 편석 또는 ε- Carbide 석출이다[105-108]
Ansell & Breinan [106]은 AISI 440A 및 4340 강의 강도에 미치는 탄소편석 및 ε- Carbide의 영햐을 보고.
천천히 담금질된 강재의 강도에 유익한 효과는 Austenite 변태 이전의 Austenite에서 구조적 불완전성에 대한
탄소 편석로 인한 분산 강화 효과에 기인한다고 제안. 담금질된 MARTENSITE의 탄소 재분배는 (1) 격자 결함
으로 편석 (2) a / b-에서 c-Octahedral Interstitials 전이 (3) Clustering
이 공정은 약 0 ~ 80℃에서 발생하며 (1) Step는 약간의 부피 감소와 경도 증가를 수반한다.
담금질 및 Tempering 동안 탄소 Cluster 및 준 안정 ε- Carbide를 형성하기 위한 격자 결함 (Austenite, Grain
및 상 경계)에 대한 탄소 편석은 MARTENSITE 계 강의 특성에 중요한 영향을 미친다.
여러 탄소 재분배 공정 (자동 Tempering)은 냉각 중에 열역학 및 동역학이 가능하다. 이러한 공정은 미세구조
적 특징 (즉, Void, Dislocation, 상 경계 또는 잔류 Austenite), Spinodal분해 및 ε- Carbide 석출에 대한 탄소원자
의 편석을 포함한다. 또한 탄소원자가 분리되어 탄소가 고갈된 MARTENSITE 기지 전체에 무작위로 분산된
응집체 Cluster를 형성할 수 있다.
FIGURE 5.26: TEM thin-foil micrographs of the oil-quenched specimens of S1 steel. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C and (d) 980°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 60/111
그림 5.26은 S1 강으로 오일 Quenching된 시편의 MARTENSITE 구조의 TEM 현미경 사진을 보여준다.
Austenite화 온도가 증가하면 탄소 Cluster가 격자 내에서 형성되었지만 오일 Quenching 직후에는 ε- Carbide가
관찰되지 않았다. 그림 5.27은 S3 강재의 오일 담금질 시편의 MARTENSITE 구조의 TEM 현미경 사진을 보여
준다. Austenite화 온도가 증가하면 탄소 Cluster가 격자 내에서 형성되었지만 S1 강과 유사하게 오일
Quenching 직후에는 ε- Carbide가 관찰되지 않았다.
그러나 Carbide의 크기가 작기 때문에 오일 담금질 후 ε- Carbide을 검증하는 것은 어렵다.
FIGURE 5.27: TEM thin-foil micrographs of the oil-quenched specimens of S3 steel. Austenitization temperature: (a) 830°C, (b) 880°C, (c) 930°C and (d) 980°C.
오일 담금질 중 ε- Carbide 석출을 확인하기 위해, S1 및 S3 강의 시편을 액체 질소와 오일로 Quenching.
압연된 시편을 880℃에서 180 초 동안 Austenite화 하였다. 그림 5.28은 S1 및 S3 강의 담금질된 미세조직에
서 탄소 Cluster 분포를 나타내지만 ε- Carbide는 검출되지 않았다. 탄소 집합체는 액체 질소 및 오일
Quenching한 후 1 일, 오일로 Quenching한 후 1개월이 경과한 후 TEM 복사에 의해 조사되었다.
ε- Carbide와 같은 탄소 Cluster의 분포는 냉각속도가 감소하고 오일 담금질 후 유지 시간이 증가함에 따라
증가한다. ε- Carbide는 오일 담금질 직후에 형성되지 않았고 탄소 Cluster만 형성되었다.
그림 5.29는 S1 강재의 Tempering된 시편의 미세한 석출물이 ε- Carbide의 구조임을 보여준다. Tempering 공정
의 첫 번째 Step에서 MARTENSITE의 탄소는 석출되어 ε- Carbide로 지정된 전이 Carbide를 형성한다.
이 ε- Carbide는 육각형의 결정구조 (a = 2.755Å, c = 4.349Å [109])와 조성 Fe2.4C [99]를 가지며, 잘 정의된
배향 관계를 갖는 좁은 판 또는 바늘로 형성된다.
그림 5.30은 Tempering 온도가 350℃에서 400℃로 증가할 때, S1 및 S3 강의 Tempering된 미세조직에서
ε- Carbide가 MARTENSITE에서 형성되었음을 보여준다. 저온 (Tempering의 초기 Step)에서, 담금질된
MARTENSITE는 탄소원자의 Clustering을 통해 ε- Carbide와 저탄소 MARTENSITE로 분해된다.
이 경우, ε- Carbide 석출물의 특성, 즉 Particle 간 간격 및 분포 등은 응결 동안 이동상 Dislocation의 이동을
효과적으로 방해하는 석출물에는 부적절하다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 61/111
FIGURE 5.28: TEM thin-foil images of the quenched microstructure of S1 and S3 steels austenitized at 880°C. (a) S1 and (d) S3 steels held for below 1 day after quenching by liquid nitrogen. (b) S1 and (e) S3 steels held for more than 1 day after oil quenching. (c) S1 and (f) S3 steels held for more than 1 month after oil quenching.
FIGURE 5.29: TEM replica micrographs of ε-Cementite of S1 steels tempered at 350°C, austenitized at 880°C. (a) Bright filed image (b) Dark field image (c) Diffraction pattern.
FIGURE 5.30: TEM replica micrographs of Cementite in the tempered specimens austenitized at 880°C. S1 steel tempered at (a) 350°C, (b) 400°C, (c) 450°C and S3 steel tempered at (d) 350°C, (e) 400°C, (f) 450°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 62/111
온도를 400℃에서 450℃로 올리면 기지 내의 과 포화된 탄소의 증가된 활성으로 인해 ε- Carbide가 더 많이
석출되고 동시에 Cementite의 핵 형성은 ε- Carbide의 동시 제거로 시작된다. 따라서, 새로이 석출된 Particle
Tempering의 세 번째 Step에서 Dislocation 또는 ε- Carbide / Ferrite 기지의 계면에서 핵 생성된 Cementite
Particle이다. 450℃ Tempering에서 구형인 Cementite Particle은 Tempering된 주요 미세구조 특징.
Tempering 공정의 세 번째 Step에서 편석된 탄소와 ε- Carbide는 Cementite와 Ferrite로 바뀌었다.
이는 약 450℃ 이상에서 발생하며 강도의 저하와 연성의 증가 (Reduction of Area)를 수반한다. Si와 Cr은
ε- Carbide을 안정화시켜 3 Step이 보다 높은 온도 (300℃ 이상)에서 발생하도록 한다. Si와 Cr은 또한
Cementite 성장을 지연시키며, 이들 원소를 함유한 강은 500℃까지 연화를 지연한다[113]
Mo, V 및 Nb와 같은 Carbide 형성 원소의 첨가는 소량으로 조차도 명백한 연화 저항성을 부여한다.
이 요소들은 500℃ 이상에서 강재가 조질화 되어도 Dislocation의 상승을 지연시키고 Dislocation 밀도를 높게
유지한다[114]. 이 결과로서 높은 Dislocation 밀도는 후속 제 4 Step에서 합금 Carbide의 석출을 돕는다.
5.3.3 Austenite Grain 크기 및 Lath 크기의 영향
FIGURE 5.31: Optical micrographs of the quenched specimens of S1 and S3 steels. S1 steel austenitized at (a) 930°C, (b) 980°C and S3 steel austenitized at (c) 930°C, (d) 980°C.
그림 5.31은 S1 및 S3 강의 오일 Quenching 미세조직의 광학 현미경 사진을 보여준다. 930℃에서 Austenite화
된 S1과 S3 강의 평균 Grain 크기는 6.86um과 77.87um으로 측정되었고, 980℃에서 Austenite화된 S1과 S3
강재의 평균 크기는 각각 8.64um와 64.11um이었다 (그림 5.32). S3 강의 Austenite Grain 크기는 S1 강재의
Austenite Grain 크기보다 컸다. Austenite Grain 크기는 Austenite화 온도가 증가함에 따라 변하지 않았다.
S1과 S3 강의 Austenite Grain 크기의 차이는 합금원소 (B, Mo)의 첨가에 의한다. 붕소가 S3 강재에 첨가된
다음 AlN 대신 BN이 형성된다. 일반적으로 AlN은 Austenitization 동안 Austenite Grain의 성장을 억제하는데
사용된다. 따라서, AlN 대신에 BN을 형성하면 Austenite Grain의 성장을 감소시킬 수 있다.
FIGURE 5.32: Comparison of Austenite grain size of the quenched specimens of S1 and S3 steels.
S1과 S3 강재의 평균 길이와 너비는 그림 5.33과 비교된다. S1 및 S3 강재의 MARTENSITE에서의 격자의
크기분포는 그림 5.34에 제시되어있다. 격자구조의 길이와 폭은 TEM 이미지와 이미지분석기를 사용하여 측정.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 63/111
Lath 길이는 Austenite화 온도가 증가함에 따라 약간 증가하였으며 Lath의 너비는 변하지 않았다.
Lath의 크기분포는 합금 성분과 Austenite화 온도인 Austenite Grain 크기의 영향을 받지 않았다.
FIGURE 5.33: Comparison of size distribution of Lath microstructure of the quenched specimens of S1 and S3 steels.
FIGURE 5.34: Size distribution of Lath structure in the quenched specimens of S1 and S3 steels. S1 steel: (a) and (b) austenitized at 930°C, and (c) and (d) austenitized at 980°C. S3 steel: (e) and (f) austenitized at 930°C, and (g) and (h) austenitized at 980°C.
5.4 토론
5.4.1 830℃에서 불완전한 Austenitization
830℃에서 Austenite화된 시편의 인장강도는 고온에서 Austenite화된 것보다 낮았다. 시편이 830℃에서 오일
Quenching 될 때, 미세조직은 MARTENSITE와 Ferrite, 용해되지 않은 거친 Cementite로 구성(그림 5.1).

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 64/111
그림 5.2는 S1 및 S3 강의 오일 Quenching 미세조직에서 Ferrite의 존재를 보여준다. Ferrite 및 거친
Cementite의 존재는 Austenite화의 시간 및 온도가 불충분하기 때문이다. 약한 Ferrite상은 인장강도의 감소를
유도하고, Ferrite 및 용해되지 않은 Cementite는 면적의 감소를 감소시킨다. 그림 5.1과 5.2에서 볼 수 있듯이
Grain boundary를 따라 존재하는 Ferrite와 거친 Cementite는 균열이 쉽게 전파가능.
5.4.2 석출물의 Inter-Particle 거리
부피분률 (f) 및 반경 (r)을 갖는 Particles의 무작위분포에 대해, 1 cm2의 표면에 의해 차단되는 Particle 수는
3f / (2πr2)이다. 그러므로 단순 입체 배열을 가정하는 Particles들 사이의 평균 거리는
또한, 부피분율 (f)는 면적분율 (fa)과 관련될 수 있으며 다음과 같이 주어진다.
전술한 식 (1) 및 (2)에 의해, Particles 간 평균 거리는
V4C3 Carbide의 경우, V4C3 Carbide 간의 평균 Inter-Particle 거리를 계산하여 그림 5.35 (a)에 나타내었다.
그림 5.35 (b)는 S1과 S3 강의 거친 Cementite 사이의 평균 Inter-Particle 거리를 보여준다. V4C3 및 거친
Cementite의 평균 Inter-Particle 거리는 350℃ ~ 450℃의 모든 Tempering 온도에서 유사한다. S1과 S3 강의
ε- Carbide의 평균 Inter-Particle 거리는 고분해능 TEM 이미지로부터 측정되었고 그림 5.35 (c)에 나타내었다.
S1 강의 경우, V4C3 석출물 간의 평균 Inter-Particle 거리는 Tempering 처리 후 거친 Cementite보다 작다.
Austenite화 온도인 880℃에서 Quenching 시켰을 때, V4C3 석출물의 Inter-Particle 거리는 0.48um 였고, 거친
Cementite의 평균 Inter-Particle 거리는 9.5um이었다. V4C3 석출물은 Austenite화 동안 용해되지 않은 거친
Cementite보다 미세했다. Tempering 온도가 증가함에 따라, V4C3의 Inter-Particle 거리는 0.59㎛에서 0.43㎛로
감소. S1 강의 V4C3 형 Carbide는 새롭게 석출되거나 Tempering 중 연속적으로 성장할 수 있다.
거친 Cementite의 Inter-Particle 거리는 상대적으로 변하지 않았다. Cementite의 평균 Inter-Particle 거리는
Tempering 온도가 증가함에 따라 23.6 μm에서 22.3 μm로 증가했다. 이는 S1 강의 거친 Cementite가
Tempering 동안 상대적으로 작은 Cementite를 용해시킴으로써 연속적으로 성장할 수 있음을 나타낸다.
ε- Carbide의 Inter-Particle 거리는 각각 350℃와 400℃의 온도에서 42.8nm와 42.3nm였다.
ε- Carbide의 석출 거동은 담금질 온도를 증가 시켜도 영향을 받지 않았다.
FIGURE 5.35: Average Inter-Particle distance between precipitates of S1 and S3 steels with the Tempering temperature. (a) V4C3-type carbide, (b) coarse Cementite and (c) ε-Carbide.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 65/111
S3 강의 경우, V4C3 석출물 사이의 평균 Inter-Particle 거리는 0.31㎛이고, 거친 Cementite의 평균 Inter-Particle
거리는 9.5㎛이었다. V4C3 석출물은 S1 강과 유사하게 Austenite화 동안 용해되지 않은 거친 Cementite보다
미세하고 근접하게 형성되었다.
오일 Quenching된 시편의 V4C3 Carbide는 거친 Cementite보다 밀도가 높았다.
Tempering 온도가 증가함에 따라, V4C3의 Inter-Particle 거리는 0.23㎛에서 0.15㎛로 감소.
S3 강재의 V4C3 형 Carbide는 새롭게 석출될 수 있으며 Tempering 동안 성장. 거친 Cementite의 Inter-Particle
거리는 천천히 변하였다. 거친 Cementite의 평균 Inter-Particle 거리는 26.6um에서 Tempering 온도를 증가시키
면 31.8um로 증가. 이는 S3 강재의 거친 Cementite가 Tempering 동안 비교적 작은 Cementite를 용해시킴으로
써 연속적으로 성장할 수 있으며 Inter-Particle 거리가 증가함을 나타낸다. ε- Carbide의 Inter-Particle 거리는
각각 350℃와 400℃의 온도에서 40.37nm와 41.5nm였다.
Tempering 온도를 증가 시키면 ε- Carbide의 석출 거동은 현저하게 변한다.
V4C3 Carbide는 Tempering 동안 연속적으로 형성되었고, Inter-Particle 거리는 Tempering 온도가 증가함에 따라
감소하는 경향을 보였다. 거친 Cementite는 Tempering 중에 성장한 후 Tempering 온도가 증가함에 따라
Inter-Particle 거리가 증가했다. S1과 S3 강의 V4C3 Carbide과 거친 Cementite의 평균 Inter-Particle 거리는
Tempering 온도가 증가함에 따라 크게 변하지 않았다.
S1의 V4C3 Carbide의 Inter-Particle 거리는 S3 강보다 약간 크며 S1 강의 거친 Cementite의 Inter-Particle 거리
는 S3 강보다 약간 작다. 따라서 인장강도는 V4C3 Carbide 및 거친 Cementite가 350℃에서 450℃까지
Tempering 온도가 증가함에 따라 변하지 않기 때문에 V4C3 Carbide 및 거친 Cementite의 분포와 관련이 없을
수 있다. S1 및 S3 강의 ε- Carbide는 Tempering 동안 새로 형성되었고 다른 석출물들 사이에 아주 미세한
Grain로 석출되었다.
그러나, ε- Carbide의 Inter-Particle 거리는 Tempering 온도에 따라 변하지 않았다.
5.4.3 Tempering 중 ε- Carbide에서 Cementite로의 전환
ε- Carbide의 석출 거동은 V4C3- 형 Carbide의 석출 거동과는 상당히 다르다. 그림 5.30에서 보는 바와 같이
350℃와 400℃의 Tempering 온도에서 ε- Carbide가 형성되었고 450℃의 Tempering 온도에서 ε- Carbide가
용해되었고 동시에 Cementite의 핵 형성은 ε- Carbide. 따라서 그림 5.30 (c)와 (f)에서 관찰된 여러 개의 새로
석출된 Particle은 미세 Cementite Particle로, 세 번째 Step의 Tempering 동안 Dislocation 또는 ε- Carbide /
Ferrite 기지의 계면에서 핵 생성되었다. Tempering 온도가 450℃ 일 때, 회전 타원체의 Cementite Particles이
MARTENSITE 내 주요 미세구조 특징이었다.
5.4.4 Grain 미세화
S1 강의 평균 Austenite Grain 크기는 Austenite화 온도가 930℃에서 980℃로 증가함에 따라 크게 변하지 않았
다. Austenite Grain의 미세화는 S1 강을 강화할 때 약한 요소이다. 그림 5.32에서 볼 수 있듯이 S3 강재의
Austenite Grain 크기는 S1 강과 유사하게 Austenite화 온도가 930℃에서 980℃로 증가함에 따라 영향을 받지
않는다. 그러나 S3 강재의 Austenite Grain의 평균 크기는 S1 강재의 평균 크기보다 훨씬 컸다. 930℃에서
Austenite화된 S1과 S3 강의 평균 Grain 크기는 6.86um과 77.87um으로 측정되었고, 980℃에서 Austenite화된
S1과 S3 강재의 평균 크기는 각각 8.64um와 64.11um이었다 (그림 5.32). S1과 S3의 인장강도는 유사하였으며,
그 다음에는 Grain의 미세화가 강화에 약한 요인이 가능. S1의 Reduction of Area는 S3 강재의 Reduction of
Area보다 약간 크며, Austenite의 Grain 미세화에 의해 영향을 받을 수 있다. S1과 S3 강의 Austenite Grain
크기의 차이는 합금원소 (B, Mo)의 첨가에 의한다. 붕소 첨가는 BN의 형성에 의한 AlN의 형성을 대체함으로써
붕소 첨가 강의 Austenite의 비정상적인 Grain 성장을 유도할 수 있음이 알려졌다. 또한, 그림 5.33에서 볼 수
있듯이, S1과 S3 강의 Lath의 크기분포는 합금원소의 첨가 및 Austenite 입경의 Austenite화 온도에 영향을 받
지 않는다는 것이 확인되었다.
5.4.5 강화 Mechanism분석
위에서 언급한 몇 가지 요인을 제안된 Spring 용강의 인장강도 변화를 설명하는 것으로 간주하였다. 이러한
강화 요인은 Austenite화 거동, 석출 작용 및 MARTENSITE의 Austenite Grain 및 Lath 구조의 미세화이다.
Austenite화의 경우, S1 및 S3 강재의 Austenite화는 830℃에서 180 초 동안 완전히 수행되지 않았다. 불완전
한 Austenite화는 Ferrite의 존재와 Tempering된 MARTENSITE 구조에서의 Cementite의 불충분한 용해를 야기.
인장강도는 주로 Ferrite의 약한 상에 의해 유발되었다. 강도의 저하를 억제하기 위해서는 Austenite화시에
Ferrite와 Cementite를 완전히 용해시켜야 한다.
Tempered MARTENSITE 조직의 인장강도를 증가시키기 위해, Carbide 형성 합금원소를 첨가함으로써
석출 강화가 사용되었다. 제안된 강은 V, Ti 및 Mo의 합금원소를 첨가함으로써 주로 V4C3 형 Carbide가 석출.
(V, Ti) 4C3 Carbide는 S1 강에서 주요 석출물이었고 (V, Ti, Mo) 4C3 Carbide는 S3 강. S3 강의 V4C3 형 Carbide
는 S1 강보다 약간 더 세밀하고 밀도가 높다. S3 강의 Mo 첨가는 (V, Ti, Mo) 4C3 Carbide의 미세한
석출을 야기할 수 있다. V4C3 형 Carbide의 크기분포는 담금질 온도에 따라 거의 변하지 않았다.
V4C3 형 Carbide의 Inter-Particle 거리는 Tempering 온도가 증가함에 따라 약간 감소했다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 66/111
V4C3 형 Carbide는 석출량 강화에 의해 강도를 증가시키는 작은 요인으로 기여할 수 있다.
S1 및 S3 강의 다른 석출물은 Tempering 처리 동안 형성된 ε- Carbide로서 조사되었다. ε- Carbide의 크기분포
는 V4C3 형 Carbide의 크기분포보다 훨씬 더 세밀하고 밀도가 크다. 인장강도 증가는 Tempering 처리 동안
V4C3 형 Carbide 대신 ε- Carbide의 석출 거동을 기반으로 할 수 있다. 저온 (Tempering의 초기 Step)에서
주요 MARTENSITE는 탄소원자의 Clustering을 통해 ε- Carbide과 저탄소 MARTENSITE로 분해된다
[112,116,117] Tempering 온도가 400℃에서 450℃로 바뀌면 인장강도의 급격한 감소는 ε-Carbide에서
Cementite 로의 전이에 의해 설명가능. ε- Carbide는 용해되고, Cementite 핵 형성은 ε- Carbide의 동시 제거로
시작된다.
인장강도 감소는 Tempering 온도를 증가시키면서 ε- Carbide로부터 Cementite로의 전이 때문이다.
주요 강화 Mechanism은 Tempering 동안 ε- Carbide의 석출 거동.
마지막으로, Austenite 및 Tempering 온도에 따른 인장강도의 변화를 설명하기 위해 MARTENSITE 구조에서의
Austenite 및 Lath의 Grain 미세화가 조사되었다. Austenite Grain 크기는 탄소강에 있는 MARTENSITE의 강도
에 영향을 미치는 것으로 관찰되었다[2]. Austenite Grain 크기가 감소되면, 강도의 현저한 증가가 예상된다.
MARTENSITE Laths는 Austenite Grain 크기와 관련. 처음 형성된 MARTENSITE 판이 개별 Grain에 걸쳐 명확
해지기 때문에 이전 Austenite Grain 크기를 줄임으로써 MARTENSITE 판 크기를 줄일 수 있다. 예상대로,
감소된 MARTENSITE 판 크기는 강도를 증가시키고 연성을 잃지 않고 수행된다. 연성의 손실 없이 유사한
강화는 Lath 형태의 MARTENSITE에서 이전의 Austenite Grain 크기를 감소시킴으로써 얻어진다[100]. 그러나,
이전의 Austenite Grain 크기 및 S1 및 S3 강의 판 두께는 각각 Austenite화 온도 및 Tempering 온도에 따라
변하지 않았다. S1 강의 이전 Austenite Grain 크기는 S3 강재보다 매우 작았지만, 두 강의 인장강도의 차이는
이전 Austenite Grain 크기의 차이로 설명될 수 없었다.
5.4.6 연화 Mechanism분석 (Reduction of Area)
Austenite화 및 Tempering 온도에 따른 Reduction of Area의 변화를 설명하기 위해 미세구조 변화가 조사되었다.
강화 Mechanism과 유사하게 Austenite 및 Lath 구조의 Austenite화 거동, 석출 거동 및 Grain 미세화로 몇
가지 요인을 고려하여 추적했다. Austenite화 거동에 있어서 불완전한 Austenite화는 Grain boundary에서 Ferrite
의 존재와 Cementite의 불충분 한 용해를 야기했다. Ferrite가 약한 상인 경우에도, MARTENSITE와 Ferrite의
경계는 균열 진전의 경로가 될 수 있으며, 용해되지 않은 거친 Cementite는 균열 진전에 도움이 된다.
따라서, 830℃의 Austenite화 온도에서, Reduction of Area의 감소는 불완전한 Austenite화에 기인한다.
위에서 설명한 바와 같이, 석출 거동은 V4C3 형 Carbide과 ε- Carbide로 구성된다. V4C3 형 Carbide는
Tempering 온도에 따라 변하지 않았으므로 Reduction of Area와 관련이 없다. 그러나 ε- Carbide는 Tempering
온도가 증가함에 따라 Cementite로 변하였고 Cementite는 구형이고 ε- Carbide보다 크다. Reduction of Area의
증가는 ε-Carbide에서 Cementite 로의 전이로 설명가능. 특히 450℃의 Tempering 온도에서 Reduction of Area
가 급격히 증가한 것은 Cementite 형성 및 ε- Carbide 용해의 분율이 증가했기 때문이다.
마지막으로, Austenite 및 Tempering 온도에 따른 Reduction of Area의 변화를 설명하기 위해 MARTENSITE
구조에서의 Austenite 및 Lath의 Grain 미세화가 조사되었다. 이전의 Austenite Grain 크기와 S1 및 S3 강의
판 두께는 Austenite화 및 Tempering 온도에 따라 변하지 않았다. 이는 이전의 Austenite Grain 크기와 Lath
크기가 Reduction of Area와 관련이 없음을 의미한다. 그러나, S1 강의 이전 Austenite Grain 크기는 S3 강보다
작았다. S3 강재의 이전 Austenite Grain의 큰 크기는 Reduction of Area를 감소시키기 위해 어느 정도 기여할
수 있고 Reduction of Area는 S1 강재의 감소보다 약간 작을 수 있다. 붕소의 첨가는 BN의 형성에 의한 AlN의
형성을 대체함으로써 Austenite의 비정상적인 Grain 성장을 유발할 수 있다고 언급했다.
Reduction of Area를 증가시키기 위해서는 Carbide, 질화물 및 탄질화물과 같은 미립자를 사용하여
Grain 성장을 억제해야 한다.
5.5 결론
본 연구에서는 제안된 Spring 용강의 인장강도 및 Reduction of Area가 연구되었다. Austenite화 및 Tempering
온도가 변화함에 따라, 미세구조 및 석출 거동이 조사되었으며 강화 및 연화 Mechanism은 기계적 성질 및
미세구조 변화를 설명하기 위해 논의되었다.
1. 강화 효과는 Austenite화, 석출 (V4C3, Cementite 및 ε- Carbide) 거동 및 이전 Austenite Grain 크기, Lath
크기의 거동에 근거하여 조사되었다. Tempering 온도가 증가함에 따라, ε- Carbide 만이 Cementite로 변하고
다른 인자는 거의 변하지 않았다. 따라서 인장강도와 Reduction of Area는 ε- Carbide의 석출 거동과 관련.
2. Austenite화 온도가 830℃인 경우, S1 및 S3 강의 MARTENSITE 구조에 Ferrite가 존재했다. Ferrite의 존재는
830℃에서의 불완전한 Austenite화 때문일 수 있다.
인장강도의 저하 및 Reduction of Area는 MARTENSITE 조직에서 Ferrite의 존재 때문이다..
3. ε-Carbide는 350 ~ 400℃의 온도 범위에서 인장강도 증가에 기여한다. 낮은 Tempering 온도에서, 탄소
Cluster로부터 석출된 ε- Carbide 및 과 포화된 탄소의 일부가 유지가능. Tempering 온도가 400℃에서 450℃로
증가함에 따라 ε- Carbide가 용해되고 Cementite가 형성되었다. 결과적으로 인장강도는 ε-Carbide에서

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 67/111
Cementite로 바뀜에 따라 Tempering 온도가 증가함에 따라 감소하였다.
4. 인장강도의 증가는 ε- Carbide의 미세한 석출물에 의해 주로 조절가능. 낮은 Tempering 온도에서,
탄소 Cluster로부터 석출된 ε- Carbide 및 과 포화된 탄소의 일부가 유지가능. 이러한 요소는 인장강도의 증가
에 기여한다. 담금질 온도가 증가함에 따라 ε- Carbide가 용해되고 동시에 Cementite가 형성된다.
ε- Carbide에서 Cementite로의 보다 높은 변태온도는 높은 Tempering 온도에서 Reduction of Area를 잃지 않으
면서 인장강도를 증가시킬 수 있다.
5. Austenite 및 Lath 구조의 Grain 미세화는 Austenite화 및 Tempering 온도에 따른 인장강도 및 Reduction of
Area의 변화를 설명할 수 없었다. 그러나, S3 강재의 이전 Austenite Grain 크기는 S1 강재 보다 상당히 크며
큰 이전 Austenite Grain 크기 및 Grain boundary에서의 바람직하지 않은 석출 반응의 발생은 Reduction of Area
를 감소시키는데 기여할 수 있다.
6 Fe23 (C, B) 6 석출물에 의한 Embrittlement
6.1 서론
4장에서 기술한 바와 같이 Tempering 온도가 증가함에 따라 강도가 감소하고 연성이 계속 증가한다. 일반적으
로 강도가 증가하면 연성이 감소하는 것으로 잘 알려져 있다. 고강도 강재의 성형 및 피로 특성을 향상시키기
위해서는 연성(인성, Reduction of Area 등)을 일정 수준 이상으로 유지해야 한다.
그러나, 연성이 낮은 고강도 강의 경우 취성 균열이 자주 발생하여 피로수명이 저하된다. Embrittlement는 철강
에 대해 예상되는 것보다 낮은 인성을 유발하는 미세구조 조건을 의미한다. 예로, 기계적 성질과 인성을 결합
시키는 일반적으로 유효한 규칙은 경도 및 강도가 낮을수록 미세구조의 연성 및 인성이 높다는 것을 의미한다.
그러나 취성 현상은 이 규칙에 대한 예외이며, 예로 MARTENSITE 취성 완화는 연화 온도 범위 내에서 경도가
감소함에 따라 연성과 인성을 저하시킨다. 따라서 Embrittlement 파괴는 강화를 방해하는 가장 큰 요인 중
하나이다.
일반적으로 강도와 Reduction of Area의 관계는 담금질 및 Tempering된 Spring 강재의 열처리 및 적용에 주요
관심사이다. Tempering은 취성 감소 또는 주요 목적으로 Reduction of Area를 증가시키는 경화 강재의 열처리.
특정 응용 프로그램에 대한 Tempering 조건을 결정하는 것은 사용 강도와 Reduction of Area의 균형이다[2]
따라서 6장에서는 열처리 과정의 미세구조 변화와 관련하여 Reduction of Area 및 취화 현상 감소를 연구하는
것이 목적이다.
6.1.1 Tempering 중 취성
강에서의 벽개 파괴는 흔한 형태의 취성이지만, 많은 경우에 취성은 Intergranular, 즉 Grain boundary, 보통
Austenite 계 경계를 따라 일어난다[74]. 이 거동은 Tempering (Tempering 취성, Tempering된 MARTENSITE 취
성)에서 담금질된 강에서 발생. 이러한 취성 형태는 실온 또는 그 주변에서 발생하나 고온에서 Grain boundary
를 따라 파괴되는 것과 관련된 고온에서의 열간 가공 중 Hot shortness 및 고온 Creep 파손 현상도 있다.
하나의 Mechanism으로는 다양한 종류의 취성을 설명할 수는 없지만 Intergranular fracture로 이어지는 과정은
모두 Grain boundary를 따라 응집력을 감소시킨다. 이는 다른 방식으로 발생할 수 있지만 가장 관련이 있는
것은 Grain boundary에 우선적으로 용질 원자를 분리하고 Grain boundary에 제 2상 Grain을 분포시키는 것처럼
보인다. 이러한 현상은 편석에 의한 Grain boundary 에너지를 낮춤으로써 또는 균열 핵을 보다 쉽게 제공하는
Grain을 가짐으로써 변형에너지를 감소시킨다.
고강도 담금질 및 Tempering된 MARTENSITE 계 강의 취화는 얇은 Carbide 피막이 Phosphorous과 같은
불순물로 농축된 이전 Austenite grain boundary (PAGB)에서 형성될 때 발생한다는 것이 밝혀졌다 [118-120].
취성이 관찰되는 Tempering 온도는 Cementite 석출이 일어나는 Tempering의 제 3 Step의 낮은 범위와
중첩된다. 사전 Austenite grain boundary는 담금질된 MARTENSITE의 Tempering 동안 Carbide의 우선 핵 생성
지점이다. 이 Grain boundary Carbide는 담금질되고 Tempering된 고강도 탄소강의 다양한 유형의 연화와
관련하여 논의되어 왔는데, 예로 연화된 MARTENSITE 취화 [118,121,122]와 수소 유도 파괴가 있다[123,124]
얇은 판 모양의 Carbide는 슬립 장벽으로 작용할 수 있으며 이미 불순물 약화된 PAGB에서 Grain boundary
균열을 일으킬 수 있다. 673K 이하의 담금질 온도에서 불순물 원소의 확산은 상대적으로 낮다. Banerji 등은
[125] PAGB의 농축은 담금질 전의 Austenite화 동안 그리고 Tempering된 MARTENSITE 취화가 관찰된 온도
범위에서 일어나지 않음을 보여 주었다.
이전 형태의 Austenite Grain 계면에서 Cementite가 이전 형태의 Austenite grain boundary에서 석출되고[126]
이러한 거친 Cementite 피막이 이전의 Austenite grain boundary에서 파손을 일으키고 강의 파단 강도를 저하
시킨다는 것은 잘 알려져 있다 [122]. 취성을 피하거나 최소화하기 위해, 특히 불순물 원소가 존재하는 경우
PAGB에서 평판 형 Carbide을 조각내거나 피하여야 한다. 따라서 Grain boundary Cementite의 미세화는 취성
균열을 예방하는 한 가지 방법이다.
고강도 Quenching 및 Tempering된 강은 다양한 종류의 취성에 취약하다. 취화 Mechanism은 공정 및
Tempering 중에 도입된 구조적 변화로 인한 것으로 잘 알려져 있다[2]. 취성의 예는 Tempering된
MARTENSITE 취화 및 temper embrittlement이다. 취성 현상 각각은 별도의 부분에서 더 자세히 설명된다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 68/111
Tempering된 MARTENSITE 취성(TME)은 260 ~ 370℃ 사이의 Tempering 후에 발생하며 Tempering 취화(TE)는
373 ~ 575℃의 온도 범위에서 Tempering 또는 냉각 후 발생한다.
6.1.2 Tempered MARTENSITE 취성
Tempered MARTENSITE 취성(TME)은 이전의 Austenite grain boundary에 대한 불순물 편석와 관련이 있을
수도 있고 아닐 수도 있으며, 260에서 370℃ 사이에서 Tempering된 시편의 Tempered MARTENSITE를 통해
세 가지 다른 모드의 파괴와 관련가능. TME에 대한 공통 요인은 Tempering 동안 Cementite의 형성인 것으로
보인다. 부서지기 쉬운 Grain boundary 파괴를 일으키는 Cementite의 원천은 Tempering의 두 번째 Step에서
잔류 Austenite의 분해이다. TME의 원인에 대한이 설명은 Thomas [127]에 의해 처음 제안되었다.
TME와 관련된 Intergranular 모드의 형태는 일반적이며 Austenite화 동안 Austenite grain boundary에 대한
인 편석과 관련[125,128,129] 그러므로 인은 담금질된 MARTENSITE Grain boundary에 존재하고 200℃까지
Tempering 후 유지되지만, Tempered MARTENSITE의 Cementite가 형성되는 범위에서 Tempering 한 후에만
TME가 완전히 발달한다.
후자의 관찰은 인과 Cementite 사이의 상호 작용이 TME의 Intergranular 모드에 필요하다는 것을 나타낸다.
TME와 관련된 또 다른 유형의 Grain boundary 파괴 모드는 잔류 Austenite의 변태에 의해 형성된 Cementite에
평행한 균열에 의해 유도된 Inter-Lath 균열이다. 일부 강재에서 TME와 함께 나타나는 두 가지 유형의 Grain
내 파단의 원인은 Inter-Lath carbide 두께, Inter-Lath fracture를 촉진하는 보다 얇은 Carbide 및 Trans-Lath
cleavage를 촉진하는 두꺼운 Carbide와 관련.
6.1.3 Temper embrittlement
취화 시편의 특징적인 Intergranular 파괴로 확인 가능한 쉽게 해결할 수 있는 미세구조적 특징이 없기 때문에
TE의 원인을 확인하기가 어렵다. 취성의 유일한 금속 조직학적 증거는 편석된 인을 함유한 이전의 Austenite
grain boundary를 드러내는 특정 부식제의 능력이었다[130].
Auger Electron Spectroscopy (AES)와 같은 현재 이용 가능한 표면분석 기술은 TE의 이해에 기여하였다.
2 종류의 취화는 Tempering 동안 연성을 감소시키는 역할을 한다. 첫 번째는 250℃ 취성, 350℃ 취성 또는
One Step Tempering 취성이라고 한다. One Step Temper 취성은 고강도 강재에서 Quenching한 후 저온에서
열처리 시 발생. 저 합금강의 담금질된 MARTENSITE를 250 ~ 350℃의 온도 범위에서 Tempering 시 문제.
Tempering 온도가 상승함에 따라 강의 경도는 지속적으로 감소하지만 인성은 최소를 통과한다. 강이 취화되며
이전의 Austenite grain boundary를 따라, 균열이 Intergranular가 주가 된다. 취성은 ε- Carbide에서 Cementite로
의 Carbide 구조 변화와 관련이 있다. 이러한 취성은 최적의 강도와 연성을 250℃ ~ 350℃ 부근의 Tempering
으로 얻을 수 있는 경우 문제를 야기한다.
취성은 ε- Carbide 및 Cementite의 석출과 동시에 발생하지만, 이러한 석출 자체가 인성을 상실시키는 원인은
아니다. 강재에 P, Sb, Sn, As, N이 없는 경우에는 취성이 발생하지 않는다. 또한, 임계 온도 범위에서
Cementite의 형성을 억제하기 위해 강에 충분한 Si를 첨가함으로써 문제를 피할 수 있다. 이 공정은
Austenite grain boundary에 P 또는 N의 석출로 시작되며 Mn에 의해 가속가능. 발생하는 석출은 경미[119].
연속적인 Austenite grain boundary에서의 Cementite의 후속 석출은 성장하는 Carbide Particles로부터 용질을
거부함으로써 불순물 편석을 증가시킬 수 있다. 가능성 있는 조합은 불순물 석출이 이전 Austenite grain
boundary에서의 접착력을 약화시키고 Carbide의 균열이 Intergranular 파괴를 일으킨다는 것이다.
두 번째 종류의 취성은 일반적으로 Temper 취성 또는 2 Step Temper 취성이라 불리는 경우가 많다 .2 Step
Temper 취성은 600℃ ~ 700℃에서 고온에서 Tempering 및 600℃ ~ 350℃의 온도 범위에서 서서히
냉각하거나 이 범위의 서비스 온도의 경우 발생한다.
TE의 파괴는 이전의 Austenite 경계에서 발생하는 Intergranular 이다.
이 장에서는 탄소 및 저 합금강의 Reduction of Area 및 취화 현상 감소와 관련된 상호 연관된 화학적 및 미세
구조적 원인의 일부를 설명하고 이러한 원인을 특성분열 또는 Grain 간 균열 표면과 관련시킨다. 특별주의는
Fe23 (C, B) 6에 집중.
6.2 실험 방법
6.2.1 SEM 금속 조직학
광학 현미경 관찰을 위한 Steel S3 시편은 Mounting하여 1200 Grit로 연마한 다음 6, 1um Diamond paste로
Polishing. 그 후 시편을 3 vol. Nital (메탄올 중 질산) 및 Picric 산에 부식. 부식된 시편은 진공분위기에서
금 코팅되었다. SEM은 JEOL JSM-7000F 전계 방출 주사 전자 현미경을 사용하여 수행되었다.
6.2.2 TEM 금속 조직
TEM은 200 kV Philips 투과 전자 현미경을 사용하여 수행되었다. Energy dispersive X-ray (EDX) 장치가 장착된
TEM을 사용하여 두 가지 유형의 시편을 조사 하였다. 얇은 Foil 및 탄소 추출 용 Replica. 얇은 Foil은 실리콘
Carbide blade 및 냉각 윤활제를 사용하여 두께가 약 250 um 인 3 mm 직경 디스크로 Bulk 시편에서 절편.
절단 후, 시편을 Sand paper로 약 50㎛ 두께로 연마. 전해 연마는 트윈 제트 전해 연마기를 사용하여 수행.
전해연마 용액은 5 vol. % 과염소산, 20 vol. % 글리세롤 및 75 vol. % 메탄올 사용.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 69/111
전해연마는 20℃에서 용액으로 수행하였으며 Dislocation는 50V로 설정.
TEM 검사를 위해 각 시편으로부터 카본 Replica 시편도 준비했다. 강 기지로 인한 영향을 제거함으로써,
Carbide의 크기 및 화학적 조성을 보다 정확하게 측정할 수 있다. 단일 Step 추출 Replica을 준비 하였다.
시편을 광학 현미경과 동일한 방법으로 기계적으로 연마하고, 4 vol. % Nital에 수 초 부식. 20 ~ 30nm의 카본
코팅이 10-5 torr의 진공 상태에서 부식된 표면에 증착되었다. 이 필름을 예리한 날로 채취하여 몇 개의 작은
정사각형 (약 1 mm2)으로 나눈다.
메탄올 5% 염산 용액에서 7.5V 전해부식을 사용하여 탄소 필름을 제거한 다음, 이를 메탄올에서 세척하고
증류수에서 떠 내었다. 각 시편은 TEM에서 검사하기 전에 구리 격자에 장착하고 건조시킨 약 10개의 작은
사각형을 만든다.
6.2.3 원자 탐침분석
Fe23 (C, B)6 Carbide을 관찰하기 위해 66 * 66 * 85 nm3의 분석 용적에서 레이저 보조 3-DAP (CAMECA,
LAWATAP)를 사용하여 원자 Probe(AP)분석을 수행하였다. AP 팁은 이중 빔 FIB (Helius 600)를 사용하여 준비.
25 keV의 빔 전류를 갖는 30 keV 에너지의 Ga 이온이 이미징에 사용되었다. 그림 6.1은 AP에 대한
시편 절차를 보여준다. AP분석은 50 K의 팁 온도에서 15%의 펄스분율 및 600 Hz의 펄스 반복률로 초고 진공
(약 1 × 10-10 mbar)에서 수행되었다. LAWATAP에서 측정된 전형적인 질량 스펙트럼이 그림 6.2과 같다. B, C, Cr,
Mn, Ti, Ni 및 Fe와 같은 모든 합금 원자가 검출되었다. 검출된 탄소 피크는 6 (C ++), 12 (C + 및 C2 ++), 18 (C3
++), 24 (C2 + 및 C4 ++) 및 36 (C3 +)의 질량 대 전하 (m / n) 비율에서 나타났다. 그리고 보론 피크는 m / n
비율이 5 (B ++)와 11 (B +)에서 발견되었다. 또한 다른 합금 요소도 색인되었다.
H 피크가 분석 Chamber에서 나온 것으로 가정한다.
FIGURE 6.1: SEM images showing the procedures for AP sample preparation. (a) carbides, (b) Pt deposition, (c) trench milling, (d) annular milling and (e) final tip.
FIGURE 6.2: Mass spectrum of the steel wires obtained from laser pulsed atom probe. All of the atoms are detected
6.3 결과
6.3.1 Intergranular fracture에 미치는 Fe23 (C, B) 6 Carbide의 영향

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 70/111
그림 6.3은 S1 및 S3 강의 인장시편의 파단면을 보여준다. 모든 시편은 880℃에서 Austenite화 한 후 450℃에
서 Tempering했다. S1 강의 파단면은 연성이 높은 연성 파괴를 나타낸다 (면적 RA = 43.5% 감소). 그러나 S3
강은 높은 Tempering 온도에 관계없이 낮은 연성 (면적 RA = 22.2% 감소)으로 이어진 Intergranular fracture를
보였다. S1 강의 균열 진전은 시편의 중심에서 시작된 종래의 연성 파단면이지만 S3 강의 균열 진전은 표면에
서 시작되어 유사하게 보였다. 그림 6.3 (c)의 S3 강재의 인장시편의 표면 균열에 대한 종 방향 미세구조가
그림 6.4와 같다. 균열은 Grain boundary에서 Carbide를 따라 시작되고 전파되었다. 균열은 또한 Carbide의
균열에서 시작되었다. 균열은 Particle (Inclusion, Carbide)에서 시작하여 이전의 Austenite grain boundary를 따라
Carbide 형성에 의해 쉽게 전파가능. 이러한 Carbide는 슬립 장벽 역할을 할 수 있으며 이전의 Austenite grain
boundary에서 Intergranular cracks을 일으킬 수 있다. Reduction of Area는 이들 Carbide로 덮인 Austenite grain
boundary를 따라 Intergranular fracture로 인해 현저하게 감소.
6.3.2 Fe23 (C, B) 6 석출
Grain boundary 파괴를 일으킨 Carbide을 조사하기 위해 S1 및 S3 강의 미세조직에서 Carbide의 석출 거동을
비교하고 조사하였다. S1 강의 Tempering된 시편의 미세구조는 그림 6.5와 같이 Austenite화 온도 880℃와
930℃에서 조사되었다. Austenite화 온도가 880℃ 인 경우, Austenitization 동안 용해되지 않은 거친 Cementite
는 Tempering 후에도 유지되었다. 용해되지 않은 거친 Cementite의 양은 Austenite화 온도가 880℃에서 930℃
로 증가함에 따라 감소 하였다.
FIGURE 6.3: Fractographs of tensile tested specimens of S1 and S3 steel. All of specimens were austenitized at 880°C and then tempered at 450°C. (a), (b) of S1 steel and (c), (d) of S3 steel

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 71/111
FIGURE 6.4: SEM micrographs of cross-sections of tensile tested specimens of S3 steel. (a), (b) tempered at 350°C and (c), (d) at 450°C.
S1 강의 Tempering된 시편의 미세구조는 MARTENSITE와 거친 Cementite로 이루어졌지만 이 Carbide는
Grain boundary 파괴를 일으키지 않았다.
그림 6.6은 S3 강의 경우 미세조직이 S1 강재와 유사한 Tempered MARTENSITE와 용해되지 않은 거친
Cementite로 구성되어 있음을 보여준다. 그러나 Carbide는 이전의 Austenite grain boundary를 따라 존재했다.
그림 6.7은 이러한 Carbide가 Zone 방향이 있는 Fe23 (C, B) 6 Carbide로 시험된 것을 보여준다 [112]
Fe23 (C, B) 6 Carbide는 Tempering 후 그림 6.6과 같은 Tempering 온도에 관계없이 이전 Austenite grain
boundary에서 유지되었다.
또한, Fe23 (C, B) 6 Carbide의 화학조성은 3- DAP 기술을 사용하여 측정되었다. 그림 6.8은 측면도에서 66 * 66 *
85 nm3의 분석 용적에서 합금원소의 3-DAP 원소지도를 보여준다. 각 점은 합금 원자가 검출된 위치를
나타낸다. 분석된 부피의 점 밀도는 합금 원자의 밀도에 비례한다. Si 이외의 모든 원소가 공존 함이
판명되었다.
그림 6.9는 C, B, Mn, Cr, V, Ti 및 Fe와 같은 여러 합금 원자를 보여주는 2 차원 조성 프로파일을 나타낸다.
검출 방향 (→)은 그림 6.8의 붕소 원자지도에 나와 있다.
따라서 이전의 Austenite grain boundary를 따른 Carbide는 SEM, TEM 및 3-DAP를 사용하여 다시 Fe23 (C, B)6
Carbide로 확인된다.
그림 6.10은 830℃, 880℃, 930℃ 및 980℃에서 Austenite화된 S3 강의 이전 Austenite grain boundary에서
Fe23 (C, B)6 Carbide의 분포와 형태를 보여준다. 이는 Fe23 (C, B)6 Carbide가 Austenite화 동안 완전히 용해되지
않고 이전의 Austenite grain boundary에 존재함을 나타낸다.
S1과 S3 강의 압연된 시편의 미세구조가 그림 6.11과 같다. 차이점은 S3 강재의 Grain boundary에 따른
Carbide과 Ferrite의 존재이다. S3 강의 미세조직은 주로 Pearlite이며, Carbide는 Grain boundary를 따라
존재하고, Grain boundary에서 Carbide 근처에 Ferrite가 형성되었다. 그러나, S1 강의 미세조직은 Pearlite 조직
이었으나 Grain boundary에는 Carbide가 형성되지 않았다. 그림 6.12는 그림 6.11에서 보여지는 S3 강의 결정
Grain boundary를 따른 Carbide에 대한 TEM 결과를 보여준다. Carbide는 격자 Parameter 10.67Å을 갖는
Fe23 (C, B)6 구조로서 조사되었으며, 그림 6.12 (b) 및 (c)는 각각 Carbide의 암시야 이미지 및 회절 패턴이다
[133,134]. Carbide의 구역 축은 그림 6.12 (c)와 같이 [110] 방향이다. Fe23 (C, B)6 Carbide 근처의 상은 BCC
(Body Centered Cubic) 구조를 갖는 Ferrite이며, 그림 6.5 (d) 및 (e)에 도시된 바와 같이 영역 방향은 [110]이다.
S3 강으로 압연된 시편의 미세조직은 Grain boundary에서 Pearlite, Carbide 및 Ferrite로 구성되었다. 그 결과,
Grain boundary에서의 Fe23 (C, B)6 Carbide 및 Ferrite는 압연된 상태로 형성되고 Tempering 후에도 유지된다.
6.4 토론

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 72/111
인장 시험한 S3 강재의 파괴 표면은 연성이 낮은 Intergranular brittle fracture (면적, 연신율의 감소 등)이다.
그림 6.4는 균열이 이전 Austenite grain boundary에서 Fe23 (C, B)6 Carbide을 따라 쉽게 전파되었음을 보여준다.
Fe23 (C, B) 6 Carbide는 슬립 장벽 역할을 할 수 있으며 이전의 Austenite grain boundary에서 Intergranular
cracks 을 일으킬 수 있다.
FIGURE 6.5: SEM micrographs of tempered specimens of S1 steel. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C (austenitized at 880°C) and (d) 350°C, (e) 400°C and (f) 450°C (austenitized at 930°C)

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 73/111
FIGURE 6.6: SEM micrographs of tempered specimens of S3 steel. Tempering temperature: (a) 350°C, (b) 400°C and (c) 450°C (austenitized at 880°C) and (d) 350°C, (e) 400°C and (f) 450°C (austenitized at 930°C)
FIGURE 6.7: SEM, TEM micrographs and diffraction pattern of Fe23(C, B)6 carbide of S3 steel tempered at 350°C (austenitized at 880°C). (a) SEM image, TEM image and (b) diffraction pattern

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 74/111
FIGURE 6.8: Dimensional atom map showing alloy element such as B ( ), C ( ), V ( ), Mn ( ), Cr ( ) and Ti ( ). It was found that all of alloy element except Si were co-existed
FIGURE 6.9: 2-dimensional composition profile showing the several alloy atoms such as C, B, Mn, Cr, V, Ti and Fe. The detection direction (→) is listed in carbon atom map in Fig. 6.8.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 75/111
FIGURE 6.10: SEM micrographs of Fe23(C, B)6 carbide in the oil-quenched specimens of S3 steel austenitized at (a) 830°C, (b) 880°C, (c) 930°C and (d) 980°C.
FIGURE 6.11: SEM micrographs of as-rolled specimens of S1 and S3 steels. (a) S1 steel and (b) S3 steel

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 76/111
FIGURE 6.12: TEM micrographs and diffraction pattern of as-rolled specimens of S3 steel. (a) TEM image, (b) Fe23(C, B)6 image, (c) Diffraction pattern of Fe23(C, B)6, (d) Ferrite image and (e) Diffraction pattern of Ferrite.
담금질 및 Tempering 처리 후 Intergranular fracture 를 피하기 위해 Fe23 (C, B)6 Carbide 형성을 억제해야 한다.
Fe23 (C, B)6 Carbide의 1.0℃/s의 냉각 중 압연 상태에서의 석출 거동을 조사 하였다 (그림 6.13 (a)).
그림 6.13은 S3 강의 냉각 중 미세조직의 SEM 현미경 사진이다. 모든 시편은 980℃에서 1800 초 동안
Austenite화되었다. Fe23 (C, B)6 Carbide는 980℃에서 담금질한 후에는 존재하지 않았다. 980℃에서 710℃로
냉각 시켰을 때 Fe23 (C, B)6 Carbide는 이전의 Austenite grain boundary에서 석출되기 시작했다. 그리고
Fe23 (C, B)6 Carbide과 Austenite와 Pearlite 사이의 계면에서 형성된 Ferrite가 동시에 나타난다. Fe23 (C, B)6
Carbide는 이전의 Austenite grain boundary에서 먼저 형성되고, 그 다음 탄소 결핍 영역은 Fe23 (C, B)6 Carbide
근처에서 형성가능. Ferrite는 Fe23 (C, B)6 Carbide 근처에서 탄소가 고갈된 영역에서 형성된다. 실온으로
냉각시킨 후, 미세조직은 이전 Austenite grain boundary에서 Pearlite 및 Fe23 (C, B)6 Carbide과 Ferrite로 구성.
가열 과정에서 Fe23 (C, B)6 Carbide과 Cementite의 용해 거동을 분석하기 위해, S3 강재의 Austenite화를
Dilatometer를 이용하여 모사 하였다.
압연된 시편을 원하는 온도인 790℃ ~ 930℃로 가열하고 실온으로 직접 담금질시켰다.
그림 6.14는 Austenite화 온도가 증가하는 S3 강재의 Austenite화 거동을 보여준다. Pearlite는 850℃ 이상에서
완전히 용해되었고, 일부는 930℃ 이상에서 거의 용해되었다. 이전의 Austenite grain boundary에 따른 거친
Carbide의 일부는 Austenite화 동안 유지되었다. Grain boundary에 따른 거친 Carbide는 그림 6.11과 6.12에
나타난 것처럼 Fe23 (C, B)6 Carbide이다. 가열 온도가 증가함에 따라, Fe23 (C, B)6 Carbide는 용해되었지만 이전
의 Austenite grain boundary에서는 거친 Particles로 남아 있었다. 그림 6.15는 930℃ ~ 1200℃ 범위의 S3 강재
Austenite화의 거동을 보여준다. Dilatometer를 이용하여 1200℃까지 가열하는 동안 Fe23 (C, B) 6 Carbide의 안정
성을 조사 하였다. Fe23 (C, B)6 Carbide는 930℃ ~ 1200℃의 Austenite화 온도에서 180 초 동안 유지 한 후에도
안정한 상태로 이전 Austenite grain boundary에서 유지되었다. 그러므로, Fe23 (C, B)6 Carbide가 as-rolled 상태에
서 형성되면 Fe23 (C, B)6 Carbide의 안정성은 고온에서 매우 높고 Spring강 열처리의 일반적인 조건에서
Fe23 (C, B)6 Carbide는 완전히 녹지 않는다
S3 강의 Intergranular fracture의 파괴 Mechanism은 그림 6.16에 개략적으로 제시되어있다. 압연 상태의

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 77/111
Fe23 (C, B)6 Carbide는 냉각 중에 이전의 Austenite grain boundary에서 석출되었다.
Ferrite는 Borocarbide 부근의 탄소가 고갈된 지역에서 형성되었다. 마지막으로 S3 압연 시 시편의 미세조직은
그림 6.16 (a)와 같이 이전의 Austenite grain boundary에서 Pearlite와 Borocarbide 및 Ferrite로 구성되었다.
압연된 시편의 미세조직이 Austenite화 동안 Austenite로 변태되었다. 그러나, Fe23 (C, B)6 Carbide는 Spring
열처리의 일반 조건 하에서 완전히 용해되지 않았다. 이들 Fe23 (C, B) 6 Carbide는 담금질과 Tempering 후에도
이전 Austenite grain boundary에서 유지되었다.
Fe23 (C, B) 6 Carbide의 일부는 Austenite화 동안 용해되었고 담금질 및 Tempering 후에 유리 붕소로 석출.
S3 강재의 인장시험 시편의 Intergranular fracture는 이전의 Austenite grain boundary에서 Fe23 (C, B)6 Carbide에
의해 야기가능. 균열은 이전의 Austenite grain boundary에서 표면 또는 Particles (Inclusion, Carbide, Fe23 (C, B)6
Carbide 등)의 미세 균열에서 시작하여 Fe23 (C, B)6 Carbide의 도움으로 Grain boundary를 따라 쉽게 전파된다.
Fe23 (C, B)6 Carbide로 덮인 이전 Austenite grain boundary를 따라 Intergranular fracture 로 인해 연성
(면적, 연신율 등의 감소)이 상당히 감소가능.
FIGURE 6.13: SEM micrographs of microstructures of S3 steel during cooling. (a) Schematic diagram of the cooing simulation by dilatometer. It was quenched at (b) 980°C, (c) 710°C, (d) 700°C, (e) 690°C and (f) 650°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 78/111
FIGURE 6.14: SEM micrographs of quenched specimens of S3 steel during heating. It was oil-quenched directly from (a) 790°C, (b) 820°C, (c) 850°C, (d) 880°C, (e) 930°C.
FIGURE 6.15: SEM micrographs of quenched specimens of S3 steel during heating. It was quenched after holding 180 sec. at (a) 930°C, (b) 1000°C, (c) 1100°C and (d) 1200°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 79/111
FIGURE 6.16: Mechanism of Fe23(C, B)6 embrittlement. (a) as-rolled state, (b) tempered state and (c) cracking during deformation.
6.5 결론
본 연구에서는 새로운 고강도 Spring 강의 취성이 미세구조 연구와 관련하여 평가되었다.
S3 강의 Intergranular fracture 는 이전의 Austenite grain boundary에서 Borocarbide를 야기한다.
균열은 이전의 Austenite grain boundary에서 표면 또는 Particles (Inclusion, Carbide, Fe23 (C, B)6 Carbide 등)의
미세 균열에서 시작하여 Fe23 (C, B) 6 Carbide에 의해 Grain boundary를 따라 쉽게 전파된다.
Fe23 (C, B) 6 Carbide로 덮인 이전 Austenite grain boundary를 따라 Intergranular fracture로 인하여
연성 (면적, 연신율 등의 감소)이 현저하게 감소가능.
7 Spring 강의 강도 및 Reduction of Area에 대한 Step Tempering 효과
7.1 서론
강재의 MARTENSITE는 매우 강력하고 취성 상태이므로 150 ~ 700℃ 열처리를 통해 기계적 특성을 수정한다.
이 과정은 Tempering이라고 불리며, 미세조직은 열적 활성화의 영향하에 평형에 접근한다[2,74] 따라서
MARTENSITE의 Tempering 동안 일반적인 경향은 Carbide를 석출시키기 위해 과량의 탄소를 거부하는 것으로
시작하지만 대체 용질은 확산하지 않는다. Tempering의 최종 결과는 Tempering 온도에 따라 원래
MARTENSITE와 거의 유사하지 않은 Ferrite 기지에 Carbide의 분산이다. 일반적으로, 강도와 연성의 관계는
담금질 및 담금질된 강재의 열처리 및 적용에서 주요 관심사이다. 항복강도와 인장강도는 지속적으로 감소하고
Tempering 온도가 증가함에 따라 연신율과 Reduction of Area가 증가한다.
강도 증가 외에도 특정 합금 요소는 Tempering 중 연화 속도를 늦추는데 도움이 된다.
이 점에서 가장 효과적인 요소는 Cr, Mo 및 V와 같은 강력한 Carbide former이다. 이러한 원소가 없으면
철 - 탄소 합금과 저탄소 강은 온도가 증가함에 따라 급속히 연화된다[2,74,135]
이 연화는 주로 Tempering 온도가 증가하는 Cementite의 급격한 거칠기에 기인하며 탄소와 철의 확산에
의존하는 공정이다[98,100] 그러나, 충분한 양이 강에 존재한다면, Carbide을 형성하는 성분은 연화를 지연시킬
뿐만 아니라 고온의 온도에서 강도 증가를 일으키는 미세 합금 Carbide을 형성한다.
7.1.1 강화 및 연화 Mechanism
위에서 언급한 몇 가지 요인이 제안된 Spring 강재의 인장강도 변화를 설명하는 것으로 간주되었다[2,74,135]
이러한 강화 요인은 MARTENSITE의 Austenite화 거동, 석출 거동 및 Austenite Grain 및 Lath 구조의
미세화였다. 일반적으로, Tempering된 MARTENSITE 조직의 인장강도를 증가시키기 위해, Carbide 형성 합금원
소를 첨가함으로써 석출 강화가 사용되었다[95,136]. 제안된 강에 대하여 V, Ti, Mo 등의 합금원소를 첨가함으로
써 V4C3 형 Carbide는 주로 석출하었다[106]. (V, Ti) 4C3 Carbide는 S1 강의 주요 석출물이었고 (V, Ti, Mo) 4C3
Carbide는 S3 강재에 있었다. S3 강의 V4C3 형 Carbide는 S1 강보다 약간 더 세밀하고 밀도가 높다. S3 강의
Mo 첨가는 (V, Ti, Mo) V4C3 Carbide의 미세한 석출을 야기할 수 있다. V4C3 형 Carbide의 크기분포는
Tempering 온도에 따라 변하지 않는다. V4C3 형 Carbide의 inter- Particle 거리는 Tempering 온도가 증가함에
따라 약간 감소했다. V4C3 형 Carbide는 석출량 강화에 의한 강도 증가를 위한 요인으로 기여.
S1 및 S3 강의 다른 석출물은 Tempering 처리 동안 형성된 ε- Carbide로서 조사되었다.
ε- Carbide의 크기분포는 V4C3 형 Carbide보다 매우 미세하고 밀도가 높다. 인장강도의 증가는 Tempering 처리
동안 V4C3 형 Carbide 대신 ε- Carbide의 석출 거동을 기반으로 할 수 있다. 저온 (Tempering의 초기 Step)에
서 주요한 MARTENSITE는 탄소원자의 Clustering을 통해 ε- Carbide와 저 탄소 MARTENSITE로 분해된다
[74,100]. Tempering 온도가 400℃에서 450℃로 변할 때 인장강도의 급격한 감소는 ε Carbide에서 Cementite로
의 전이에 의해 설명가능.
ε- Carbide는 용해되었고, 동시에 Cementite 핵 생성은 ε- Carbide의 동시 제거로 시작된다.
인장강도의 감소는 Tempering 온도를 증가시키면서 ε- Carbide로부터 Cementite로의 전이를 야기할 수 있다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 80/111
주요 강화 Mechanism은 Tempering 동안 ε- Carbide의 석출 거동일 수 있다.
연화의 경우, 위에서 설명한 것처럼, 석출 거동은 V4C3 형 Carbide과 ε- Carbide로 구성된다. V4C3 형 Carbide
는 Tempering 온도에 따라 변하지 않았으며 Reduction of Area와 관련이 없는 것으로 보인다.
그러나 ε- Carbide는 Tempering 온도가 증가함에 따라 Cementite로 변하였고 Cementite는 ε- Carbide보다 큰
구형이다. Reduction of Area의 증가는 ε-Carbide에서 Cementite 로의 전이에 의해 설명가능.
특히 450℃의 Tempering 온도에서 Reduction of Area가 급격히 증가한 것은 Cementite 형성 및 ε- Carbide
용해의 분율이 증가했기 때문이다. V4C3 형 Carbide는 석출량 강화에 의해 강도를 증가시키는 요인으로 기여할
수 있으나, 주된 보강 Mechanism은 Tempering 동안 ε- Carbide의 석출 거동일 수 있다.
7.1.2 Step Tempering
지금까지 Tempering은 온도와 함께 주요 변수로 논의되었다. 그러나 속성 변경에 책임이 있는 구조적 변화는
열적으로 활성화되어 온도와 시간에 따라 달라진다. 예로, Tempering Step에서 단일 구조 Mechanism이 작동하
는 경우, Cementite의 Coarsening, 주어진 강도는 단시간에 고온에서 Tempering하거나 더 오랜 시간 동안 더
낮은 온도에서 Tempering하여 얻을 수 있다. 일반적으로 이전 결과의 대부분에서처럼 시간이 언급되지 않으면
전체 Tempering 시간은 30분이다.
기계적 특성을 개선하기 위해 2 Step Tempering 공정으로 구성된 새로운 Tempering 처리가 개발되었다.
그림 7.1은 기존의 Tempering [2,74,100] 및 Step Tempering 처리의 개략도를 보여준다. 종래의 Tempering은
하나의 온도 하에서 이루어 지지만, Step Tempering은 두 가지 온도에서 Step으로 진행된다. Step Tempering의
주요 이유는 ε- Carbide의 수를 증가시키고 ε- Carbide에서 Cementite로의 전이를 억제하는 것이다. 더욱이,
Step Tempering은 핵 생성 및 성장이 다르게 결합됨에 따라 석출물 크기분포의 폭에 영향을 미칠 것이다.
FIGURE 7.1: Schematic diagrams of conventional Tempering and step Tempering. (a) conventional Tempering and (b) step Tempering.
Step Tempering에서는 고온에서 첫 번째 Tempering이 짧고 두 번째 Tempering은 저온에서 장시간 동안 진행
된다. 제 1 Tempering에서는 많은 ε- Carbide가 빠르게 석출되고 제 2 Tempering에서는 ε- Carbide가 성장하여
Cementite로 이동하는 것이 억제된다고 가정한다.
본 연구에서는 제안된 강재의 기계적 특성을 향상시키기 위해 Step Tempering 공정을 적용하였다.
Step Tempering의 조건을 변경하여 미세구조 및 기계적 성질을 조사 하였다.
7.2 실험 방법
7.2.1 시편 준비 및 열처리
SAE9254 및 POSHIS120D의 기존 Spring 강은 S1 및 S3 강과의 비교에 사용되었으며 원통형 시편을
인장시험 시편으로 가공하였다. SAE9254 화학조성은 0.45% C, 2.1% Si, 0.65% Mn, 0.7% Cr, Fe (bal.)의 중량 %
로, 0.55% C, 1.5% Si, 0.7% Mn, 0.7% Cr이며, POSHIS120D의 화학조성은 0.48%. 인장시편의 축은 원래의 압연
방향이었다. 모든 강재는 980℃의 온도에서 3분 동안 완전히 Austenite가되는 것으로 나타났다. 50℃의 온도에
서 기름에서 Quenching되었다. 담금질된 시편을 Salt bath를 사용하여 350, 400, 450℃의 온도에서 30분 동안
Tempering 하였다.
그림 7.2 (a)는 종래의 Tempering 처리를 나타낸다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 81/111
FIGURE 7.2: Schematic diagrams of conventional Tempering and step Tempering (a) conventional Tempering and (b) step Tempering.
Step Tempering 실험에서 모든 강재는 980℃의 온도에서 3분 동안 완전히 Austenite가 되는 것으로 나타났다.
50℃의 온도에서 오일로 담금질. Quenched 시편은 먼저 400℃에서 5분 동안 Tempering되고, 이어서 Salt bath
을 사용하여 250℃와 300℃에서 10분 동안 Tempering된다.
Step Tempering의 열 이력은 그림 7.2 (b)과 같다.
7.2.2 기계적 및 피로시험
인장시험은 게이지 길이 25mm, 직경 6.25mm, 변태 속도 0.2/min에서 시편에 대해 수행되었다. 시편의 Vickers
경도는 10kg의 하중으로 10 초 동안 측정되었다. 각 경우의 표면 경도를 5 회 측정했다.
코일 Spring은 SAE9254 및 POSHIS120D Spring 강으로 만들어졌다.
모든 Spring은 980℃에서 3분 가열 후 Spring으로 성형. 감겨진 시편은 위에서 설명한 조건에 따라 순차적으로
Tempering되었다. 피로시험은 1100 ~ 1200 MPa의 원하는 응력 하에서 수행.
7.2.3 SEM 및 TEM 금속 조직
광학 현미경 관찰을 위한 시편은 Mounting 하고 Silicon Carbide 1200 Grit로 연마된 다음 6 및 1 ㎛ Diamond
paste로 Polishing. 3 vol % Nital (메탄올 중 질산) 및 Picric산 부식 시편은 진공분위기에서 금 코팅되었다.
SEM은 JEOL JSM-7000F 전계 방출 주사 전자 현미경을 사용하여 수행되었으며 TEM은 200 kV Philips 투과
전자 현미경을 사용하여 수행되었다. Energy dispersive X-ray (EDX) 장치가 장착된 TEM을 사용하여 두 가지
유형의 시편, 얇은 Foil 및 탄소 추출 용 복제품을 조사하였다. 얇은 Foil은 실리콘 Carbide blade와 냉각 윤활
제를 사용하여 약 250 ㎛ 두께의 3mm 직경 디스크로 Bulk 시편에서 잘단되었다. 절단 후, 시편을 약 50 ㎛
두께로 연마하였다. 전해 연마는 트윈 제트 전해 연마기를 사용하여 수행하였다.
전해연마 용 용액은 5 vol % 과염소산, 20 vol. % 글리세롤 및 75 vol. % 메탄올.
전해연마는 20℃에서 용액으로 수행하였으며 50V로 설정하였다.
7.3 결과 및 토론
7.3.1 기계적 성질
인장시험은 온도 및 시간의 Tempering의 함수로서 수행되었다. SAE9254 Spring 강의 인장강도 (최대 인장강도)
와 Reduction of Area를 그림 7.3에 나타내었다. 이 강은 980℃에서 Austenite화 처리한 후 5, 30분 동안 350,
400, 450℃에서 Tempering했다. 인장강도는 Tempering 온도가 증가함에 따라 감소하지만, Tempering 온도가
상승함에 따라 Reduction of Area가 증가했다.
Tempering 시간이 5분에서 30분으로 증가함에 따라 인장강도가 감소하고 Reduction of Area가 증가했다.
인장강도 및 Reduction of Area를 개선하기 위해 Tempering 조건을 그림 7.2 (b)와 같이 재 설계 하였다.
Tempering 시간이 감소함에 따라 평균 150MPa 이상의 인장강도가 증가하는 것으로 알려져 있다.
그러나 Tempering 시간이 감소함에 따라 Reduction of Area가 급격히 감소한다.
6장에서 설명한 바와 같이, Spring 강재의 Tempering에서 강화 Mechanism은 주로 미세한 ε-Carbide (Fe2.4C)의
석출량이다. 이 결과에 기초하여, Tempering 시간을 5분으로 설정하고, 이어서 제 2 Tempering 처리를 가했다.
그림 7.4는 SAE9254 강의 단일 Temper 시편과 Step Temper 시편의 기계적 성질을 보여준다. 모든 시편은
980℃에서 3분 동안 가열되었다. 단일 Tempering된 시편은 그림 7.3과 같이 주어진 온도에서 5분간 Tempering
되었다. Step으로 Tempering된 시편을 주어진 온도에서 5분간 먼저 Tempering 한 다음 250℃와 300℃에서
10분 동안 Tempering Tempering했다.
Tempering 온도가 증가함에 따라 인장강도가 증가하고 Reduction of Area가 감소한다. Step으로 Tempering된
시편에서의 Reduction of Area는 5분 동안 Tempering된 시편보다 40% 더 높다. Step으로 Tempering된 시편의
인장강도는 5분 동안 견디는 시편의 인장강도보다 작다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 82/111
1 차 Tempering 처리 시간이 5분으로 짧지만 250℃ 또는 300℃에서 10분간 두 번째 Tempering 처리를 하면
Reduction of Area가 40%까지 향상된다는 것을 알 수 있다.
두 번째 Tempering 온도의 효과는 구별할 수 없다.
FIGURE 7.3: Mechanical properties of SAE9254 spring steel with Tempering temperature and time. (a) Tensile strength and (b) Reduction of area
FIGURE 7.4: Mechanical properties of single tempered specimens (5 min.) and step tempered specimens of SAE9254 spring steel. (a) Tensile strength and (b) Reduction of area
FIGURE 7.5: Mechanical properties of single tempered specimens for 5, 30 minutes and step tempered specimens of SAE9254 spring steel. (a) Tensile strength and (b) Reduction of area

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 83/111
그림 7.5는 SAE9254 Spring 강재의 5분, 30분 및 Step으로 Tempering된 시편에 대한 단일 Temper 시편의 기
계적 성질을 나타낸다. 인장강도는 5분 동안 단조된 단일 시편이 가장 높았으며 30분 동안 Tempering된 시편
은 가장 낮은 값을 보였다. Reduction of Area의 경우, Step으로 Tempering된 시편은 가장 높은 값을 가지며
단조된 시편은 5분 동안 30%에 가까운 값을 가진다. 또한, Tempering된 시편의 인장강도는 30분 동안 단일
Tempering된 시편의 인장강도보다 50 MPa 증가했다. Step Tempering은 인장강도의 급격한 저하를 억제하고
Reduction of Area를 크게 개선할 수 있다.
POSHIS120D Spring 강재의 인장강도 및 Reduction of Area가 그림 7.6에 나와 있다.
이 강은 980℃에서 Austenite화 처리한 후 5, 30분 동안 350, 400, 450℃에서 Tempering했다. 인장강도는
Tempering 온도가 증가함에 따라 감소하지만, Tempering 온도가 상승함에 따라 Reduction of Area가 증가했다.
Tempering 시간이 5~ 30분으로 증가함에 따라 인장강도가 감소하고 Reduction of Area가 증가했다.
FIGURE 7.6: Mechanical properties of POSHIS120D spring steel with Tempering temperature and time. (a) Tensile strength and (b) Reduction of area
그림 7.6은 Tempering 시간이 감소함에 따라 인장강도가 100 MPa 이상 증가 함을 보여준다. Tempering 시간이
감소함에 따라 Reduction of Area가 증가한다. 6 장에서 설명한 바와 같이, Spring 강재의 Tempering에서 강화
Mechanism은 주로 미세한 ε-Carbide (Fe2.4C)의 석출량이다. 이 결과에 기초하여 그림 7.7에서 Step Tempering
과 단일 Tempering의 기계적 특성을 비교한다. 그림 7.7은 POSHIS120D 강의 단일 Tempering된 시편과 Step
Tempering된 시편의 기계적 성질을 보여준다. POSHIS120D의 Step Tempering 조건은 SAE9254 강재의 Step
Tempering 조건과 동일하다.
Tempering 온도가 증가함에 따라 인장강도가 증가하고 Reduction of Area가 감소한다. Step으로 Tempering된
시편에서의 Reduction of Area는 5분 동안 Tempering된 시편보다 40% 더 높다. Step으로 Tempering된 시편의
인장강도는 5분 동안 견디는 시편의 인장강도보다 약간 적다. 1 차 Tempering 처리 시간이 5분으로 짧지만
250℃ 또는 300℃에서 10분간 두 번째 Tempering 처리를 하면 Reduction of Area가 40%까지 향상된다는 것을
알 수 있다. 두 번째 Tempering 온도의 영향은 기계적 특성과 구별될 수 없으며 SAE9254 강과 유사한다.
특히, 단차 단조품의 인장강도는 Tempering 단조품의 인장강도와 5분간 거의 유사하다는 것이 조사되었다.
FIGURE 7.7: Mechanical properties of single tempered specimens (5 min.) and step tempered specimens of POSHIS120D spring steel. (a) Tensile strength and (b) Reduction of area

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 84/111
FIGURE 7.8: Mechanical properties of single tempered specimens for 5, 30 minutes and step tempered specimens of POSHIS120D spring steel. (a) Tensile strength and (b) Reduction of area
그림 7.8은 POSHIS120D Spring 강재의 5분, 30분 및 Step Tempering된 시편에 대한 단일 Tempering 시편의
기계적 성질을 보여준다. 다시 말하면, Step Tempering은 인장강도의 급격한 저하를 억제하고 Reduction of Area
를 크게 개선할 수 있다. 또한, SAE9254와 POSHIS120D 강재의 기존의 Tempering된 Spring과 Step Tempered
Spring의 피로 특성이 그림 7.9에서 비교되었다. 모든 시편은 980℃에서 3분간 가열되었다. 가열된 시편은
자동차 용 Suspension Spring의 형태로 감겨서 오일로 Quenching시켰다. 종래의 Spring은 400℃에서 30분
동안 Tempering되었다. 다른 한편, 계단식 Spring은 400℃에서 5분간, 이어서 250℃에서 10분간 Tempering되
었다. 모든 Spring은 Shot pinning되었고 피로수명에 대해 평가되었다. Spring의 피로시험에서 요구되는 응력은
SAE9254의 경우 1100 MPa이고 POSHIS120D 강의 경우 1200 MPa이다 (그림 7.9 참조). 종래의 Tempering된
Spring 및 Step Tempering된 Spring의 피로수명은 거의 동일했다. 따라서 Step Tempering 처리를 사용하여
기존의 Tempering의 절반보다 적은 시간에도 불구하고 기존의 Spring의 기계적 특성이 향상되고 피로수명이
감소하지 않았다.
FIGURE 7.9: Fatigue properties of conventional tempered spring and step tempered spring of SAE9254 and POSHIS120D steel.
7.3.2 미세조직
그림 7.10은 350, 400 및 450℃에서 5분 및 30분 동안 강화된 SAE9254 강의 SEM 현미경 사진이다.
SAE9254의 미세구조는 보통 MARTENSITE를 Tempering 만들었다. 그림 7.11은 350, 400 및 450℃에서 5분
및 30분 동안 강화된 POSHIS120D 강의 SEM 현미경 사진이다. 미세구조는 일반적으로 MARTENSITE를 연화
하였고 미세구조의 차이는 그림 7.10과 같이 Tempering 시간과 구별할 수 없었다. 그러나, Tempering 시간이
5분에서 30분으로 증가함에 따라, 몇몇 구상화된 Carbide가 형성되었다. Step Tempering 처리 후, SAE9254와
POSHIS120D의 미세구조는 그림 7.12와 같이 전형적인 Tempering된 MARTENSITE였다. 단일 Tempering된
시편과 Tempering된 단조시편 사이의 미세구조의 차이는 구별될 수 없다.
미세구조를 TEM 기기로 상세히 분석할 필요가 있다.
7.3.3 석출 거동
그림 7.13은 350, 400 및 450℃에서 5분 및 30분 동안 Tempering 한 SAE9254의 TEM 현미경 사진이다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 85/111
ε- Carbide (Fe2.4C)는 제 6 장에서 설명한 바와 같이 Tempering된 MARTENSITE에서 조사되었다. 450℃의
Tempering 온도에서 미세조직은 미세한 Fe2.4C Carbide과 구상화된 Cementite (Fe3C)로 구성되었으며 구상화된
Cementite의분율은 증가하면서 증가했다 Tempering 온도는 5 ~ 30분.
FIGURE 7.10: SEM micrographs of SAE9254 steel tempered for (a) 5 minutes and (d) 30 minutes at 350°C, (b) 5 minutes and (e) 30 minutes at 400°C and (c) 5 minutes and (f) 30 minutes at 450°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 86/111
FIGURE 7.11: SEM micrographs of POSHIS120D steel tempered for (a) 5 minutes and (d) 30 minutes at 350°C, (b) 5 minutes and (e) 30 minutes at 400°C and (c) 5 minutes and (f) 30 minutes at 450°C.
FIGURE 7.12: SEM micrographs of spring steels tempered at 400°C for 5 minutes and subsequently at 250°C for 10 minutes. (a) SAE9254 and (b) POSHIS120D
이는 Fe2.4C 가 구상화된 Cementite로 바뀌었기 때문이다. 이는 450℃에서의 인장강도의 감소가 미세한 Fe2.4C
에서 구상화된 Cementite로 바뀌었기 때문인 것으로 나타났다. Tempering 온도 350℃ 및 400℃에서
MARTENSITE의 슬래브에 Fe2.4C 가 미세 Carbide로 생성되었지만 Fe2.4C 의 일부가 Tempering 시간이 5분에
서 30분으로 증가함에 따라 구상화된 Cementite로 바뀌었다.
그림 7.14는 350, 400 및 450℃에서 5분 및 30분 동안 강화된 POSHIS120D의 TEM 현미경 사진을 보여준다.
POSHIS120D의 Fe2.4C Carbide분포는 SAE9254 강재와 유사한다. Tempering 온도 350℃와 400℃에서
MARTENSITE의 열처리에서 생성된 Fe2.4C Carbide과 Fe2.4C 의 일부가 Tempering 시간이 5분에서 30분으로

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 87/111
증가함에 따라 구상화된 Cementite로 바뀌었다. 450℃의 Tempering 온도에서 미세조직은 미세한 Fe2.4C
Carbide와 구상화된 Cementite (Fe3C)로 구성되었으며, 구형화된 Cementite의분율은 5분에서 30분까지 온도를
증가 시킴에 따라 증가했다. 그것은 Fe2.4C 에서 구상화된 Cementite로 바뀌었기 때문이다.
그림 7.15는 SAE9254와 POSHIS120D의 TEM 현미경 사진으로 400℃에서 5분간, 이어서 250℃에서 10분간
Tempering 한 것이다. 미세한 Fe2.4C Carbide가 단일 Tempered 미세조직과 같은 MARTENSITE 미세구조의
격자에 분포되어 있음을 조사 하였다. 인장강도의 저하는 강화 온도가 증가함에 따라 Fe2.4C 로부터 구상화된
Cementite의 형성에 기인하는 것으로 확인되었다.
7.3.4 Step Tempering에서 보강 Mechanism분석
기존 Tempering된 Spring의 기계적 특성을 향상시키기 위해 새로운 Tempering 처리 공정이 개발되었고 Step
Tempering으로 불려졌다. 상업용 Spring은 통상적으로 30분 정도 Tempering함으로써 처리되었다. 그림 1 및
그림 2에 도시된 바와 같이, 7.5 및 7.8의 경우, 인장강도 및 단조된 시편의 Reduction of Area는 30분 동안
강화된 종래의 시편의 인장강도 및 Reduction of Area보다 높았다.
FIGURE 7.13: TEM micrographs of SAE9254 tempered for 5 minutes at (a) 350, (b) 400 and (c) 450°C, and for 30 minutes at (d) 350, (e) 400 and (f) 450°C.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 88/111
FIGURE 7.14: TEM micrographs of POSHIS120D tempered for 5 minutes at (a) 350, (b) 400 and (c) 450°C, and for 30 minutes at (d) 350, (e) 400 and (f) 450°C.
FIGURE 7.15: TEM micrographs of spring steels tempered at 400°C for 5 minutes and subsequently at 250°C for 10 minutes. (a) SAE9254 and (b) POSHIS120D

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 89/111
그림 7.16은 SAE9254의 Fe2.4C Carbide과 400℃에서 5분 및 30분 동안 열처리된 POSHIS120D 강 사이의
Inter-Particle 거리를 나타내며 400℃에서 5분간, 이어서 250℃에서 10분간 Tempering된다 (Step Tempering).
SAE9254 강에 있어서, Fe2.4C Carbide의 Inter-Particle 거리는 각각 0.0386, 0.0383 및 0.038㎛이었고,
POSHIS120D 강에서 Fe2.4C Carbide의 Inter-Particle 거리는 각각 0.0354, 0.0364 및 0.0358 um이었다.
Inter-Particle 거리는 Tempering 조건에 관계없이 거의 동일했다. 이는 Fe2.4C Carbide의 석출 밀도 (Inter-
Particle 거리)가 뜨임 시간이 증가하더라도 크게 변화하지 않았음을 제시한다.
FIGURE 7.16: Inter-Particle distance between Fe2.4C carbide of SAE9254 and POSHIS120D steels tempered at 400°C for 5 and 30 minutes, and tempered at 400°C for 5 minutes and subsequently at 250°C for 10 minutes (step Tempering).
그림 7.17은 400℃에서 5분간, 이어서 250℃에서 10분간 Tempering되고, 400℃에서 5분간, 30분간 Tempering
된 Spring 용강의 단면적에서의 경도분포를 나타낸다. Step으로 Tempering된 시편의 경도는 5분과 30분 동안
Tempering된 시편 사이에 위치시켰다. Tempering 중 연화는 Fe2.4C Carbide의 석출, 성장 및 Fe2.4C 에서
구상화된 Cementite로의 전환과 관련이 있다. 30분에서 Tempering된 시편의 Reduction of Area의 증가는 주로
Fe2.4C 에서 구상화된 Cementite로의 전이와 관련이 있을 수 있으며, 따라서 경도는 모든 시편 중에서 가장
낮았다. 그러나, 5분 동안 Tempering된 시편의 경도가 가장 높았으며, Reduction of Area는 모든 시편 중에서
가장 낮았다. Tempering 시간이 충분하지 않기 때문일 수 있다. 인장강도 및 Reduction of Area를 개선하기 위
해 새로운 Step Tempering이 개발되었고 경도는 약간 감소되었다. 따라서 인장강도 및 Reduction of Area가
종래의 Tempering된 시편보다 더 향상되었다. 이는 구상화된 Cementite가 형성되지 않았고 Step Tempering의
제 2 Step이 연화를 유발할 수 있기 때문이다. 그러나 5분 동안 Tempering된 시편과 Step으로 Tempering된
Carbide의 매우 미세한 분포 때문에 시편 사이에서 Fe2.4C Carbide의 분율 변화를 구별하는 것은 쉽지 않았다.
FIGURE 7.17: Hardness distribution in cross-sectional area of spring steels tempered at 400°C for 5 minutes and
subsequently at 250°C for 10 minutes ( ), tempered at 400°C for 5 minutes ( ) and for 30 minutes ( ). (a) SAE9254 and (b) POSHIS120D

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 90/111
7.4 결론
본 연구에서는 계단식 Spring 강재의 인장강도 및 Reduction of Area가 연구되었다. Tempering 조건 (시간 및
Step Tempering)이 변경됨에 따라 미세구조 및 석출량 거동이 조사되었다.
강화 Mechanism은 기계적 성질과 미세구조 변화를 설명하기 위해 논의.
Step Tempered Spring의 기계적 성질은 기존 Tempered Spring보다 향상되었으며 피로수명은 거의 동일.
강화는 미세한 Fe2.4C Carbide의 석출과 Fe2.4C Carbide에서 구상화된 Cementite로의 전이 억제에 기반.
다음 Step Tempering의 두 번째 Step는 연화를 유도하고 Fe2.4C에서 Cementite로의 전이를 억제. 그러나 5분
동안 Tempering된 시편과 Step으로 Tempering된 시편 사이에서 Fe2.4C Carbide의 분율 변화를 구별하는 것은
쉽지 않았다. Carbide의 매우 미세한 분포 때문. 미래에는 Step Tempering의 최적화와 Step Tempering의 두 번
째 Step에서의 석출량 거동에 대해 더 자세히 연구할 필요가 있다.
8 등온 및 비 등온 열처리 중 동시 산화가 일어난 Spring 강의 탈탄 Ferrite 깊이 예측
8.1 소개
열간 압연 공정 또는 열처리 공정 중 때때로 강 표면의 탈탄이 발생. 탈탄된 강은 강도 및 피로수명의 저하와
같은 몇 가지 문제점을 야기하기 때문에, 탈탄된 강이 Spring 또는 베어링과 같은 부품을 제조하는데 사용될
때, 탈탄 깊이를 최소화할 필요가 있다. 이미 탈탄된 원재료가 탈탄 층을 제거하지 않고 코일 Spring으로 가공
될 때, 코일 Spring의 최종 생성물은 최적의 야금학적 조건은 아니다[137].
일반적인 열간 압연 공정은 일반적으로 Billet 재가열, 열간 압연, 마무리 압연, 냉각 및 코일링과 같은 몇 가지
주요 Step를 포함한다. 이 Step에서 항상 발생하는 두 가지 중요한 현상, 즉 산화 및 탈탄이 있다. 이러한
공정은 재 가열로, 열간 압연, 대기 중 황삭 및 마무리, 공기 냉각 중 동시에 발생. 특히, 재료의 표면 층에서
의 탄소 손실은 고 탄소강 생산에서 가장 오래되고 영구적인 문제 중 하나. 인장강도, 경도, 피로저항 등과
같은 몇 가지 재료 특성은 주로 탄소함량에 따라 달라지기 때문에 탈탄은 재료 특성에 크게 영향. 표면에서
탈탄이 항상 발생하기 때문에 표면에 최대 응력이 발생하는 모든 적용이 크게 영향을 받는다. 탈탄으로 인한
표면의 불량한 재료 특성은 표면의 국부적인 파괴를 초래할 수 있으며, 결과적으로 전체 부품의 파손을 초래.
탈탄 층은 항상 기본 재료 기지보다 연화. 연화 표면을 가진 물질에 Shot pining이 미치는 영향은 표면에 경질
층이 있는 물질의 효과만큼 좋지 않다. 어떤 경우에는 미세구조가 표면 아래 수백 미크론의 Ferrite로 남아있는
반면 기지의 나머지 부분은 디자인에서 요구하는 대로 MARTENSITE를 연화한다. 이 상황에서 Shot pining의
효율성은 크게 감소한다.
Shot pining Mechanism[138] 은 재료의 표면에 압축 잔류 응력이 형성 되었기 때문. 압축 잔류응력은 일반적으
로 외부 힘에 의해 구성 요소의 인장응력을 감소 시키므로 재료의 피로수명을 증가. 또한, 압축응력이 Shot
pining 에 의해 표면 및 표면 아래층으로 유입됨에 따라 피로균열이 압축 영역에서 쉽게 발생하지 않으며 따라
서 피로강도가 향상. 탈탄 층이 존재할 때, 이 층은 보다 연질이며 쉽게 소성 변태. 이 부드러운 층은 국부적
인 인장강도가 낮고 항복강도가 낮다. 결과적으로, 소성 변태된 이 층은 적절한 강도 및 내구성을 제공하는
바람직한 잔류응력을 발생시키는 능력이 부족.
FIGURE 8.1: Optical micrographs of Ferrite decarburization layer of as-quenched SAE 9254 spring steel after heating. (a) non-existence of Ferrite decarburization layer and (b) decarburized Ferrite layer.
SAE 9254 Spring 강재의 전형적인 탈탄 층은 그림 8.1과 같으며 탈탄된 Ferrite 층이 생성. 순수한 Ferrite 계
표면 층의 이유는 탄소함량이 Fe-C에 대해 0.022%로 알려져 있는 Ferrite의 고용도를 밑돌고 있기 때문이다.
탈탄을 피하려면 물리적 Mechanism을 조사하고 탈탄의 주 원인을 확인하는 것이 중요.
심각한 탈탄의 주요 원인이 알려진 경우, 철강 생산 공정 중 탈탄 량을 줄이기 위한 방법을 개발할 수 있다.
일반적으로 Furnace의 분위기 유형, 모든 생산 Step의 열 순환 및 재료의 화학적 조성과 같은 탈탄 및 산화에

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 91/111
영향을 줄 수 있는 많은 요소가 있다. 야금 공정은 복잡하고 온도, 대기, α / γ 변태, 표면의 형태, 합금 조성 등
과 같은 많은 요인에 의해 영향[139-141]
산화와 탈탄 사이의 상호작용을 이해하기 위해 컴퓨터 모사 매우 유용할 수 있으며 복잡하고 때로는 반 직관
적인 결과의 해석을 도울 수 있다. 모사는 종종 실험적 조사보다 저렴하고 빠르며, 많은 경우 실험실 및 산업
조건에서의 물질적 거동에 대한 추세뿐만 아니라 정량적 정보도 제공. 이러한 맥락에서 탈탄 과정을
연구하기 위한 몇 가지 Model이 개발[143-146]
Verhoeven은 탈탄에 의해 Hypereutectoid Fe-C 합금에서 Ferrite 및 Austenite 층 형성의 동역학을 예측하는
Model을 제안. 이 Model은 다마스쿠스 강 칼의 탈탄 거동을 분석하기 위해 사용되었다. 그러나, Verhoeven의
Model은 산화 없이 등온 가열하는 동안 Fe-C 상태도의 Acm보다 탄소 조성이 큰 과과 강압 강의 유일한 탈탄
조건 하에서 적용되었다. Nomura 등은 Spring 강의 Ferrite 탈탄 깊이를 예측하는 Model을 발표했다[148].
그들은 산화가 없다고 가정하고 Ferrite 탈탄 깊이를 예측하기 위해 근사 방정식을 사용하였다. Li 등은 동시
탈탄 및 산화 동역학을 기술하는 간단한 통합 모드를 개발[149]. 탈탄 Model은 vacancy exchange Mechanism
과 Random walk theory 에 근거하고 평균 제곱 확산거리로 근사화된다. 그러나 탈탄 과정에서 발생하는 탄소
농도 프로파일은 고려되지 않았다.
본 연구는 강의 화학성분 및 가열조건이 Ferrite 탈탄 깊이와 Scale의 두께에 미치는 영향에 초점을 두고 있다.
본 연구에서는 컴퓨터 모사를 이용하여 상 변화 및 확산 계산을 기반으로 한 강재의 결합 층 성장 및 탈탄에
대한 강의 화학적 조성의 영향 및 전형적인 산업 조건에서의 탈탄 현상에 대해 조사. 본 연구에서는
Dilatometer 및 TGA에서 얻은 실험 데이터를 기반으로 Si가 풍부한 Spring 강재의 탈탄 거동을 이론적 및
수치적으로 조사.
본 연구의 목적은 고온의 실리콘 Spring 강재를 재 가열 및 냉각할 때 주변 대기에서 탈탄 과정을 조사하고
열 사이클이 탈탄 거동에 미치는 영향을 확인하는 것이다.
모사 결과의 타당성은 실험적으로 확인.
8.2 탈탄 및 산화 Mechanism
이 두 가지 동시 진행 과정이 진행되는 동안 산화물 Scale 성장은 일반적으로 탈탄된 금속의 일부를 소비하므
로 최종적으로 관찰된 탈탄 깊이가 감소한다는 것을 인식하는 것이 중요.
표면의 기체 - 고체 탈탄 반응은 탈탄 공정이 전부피로 확산 제어되기에 충분히 빠르다고 가정. 즉, 산화물 층
은 탈탄 공정에 영향을 미치지 않는다고 가정. 제안된 Model에서 핵 생성은 초기 Step로 간주되지 않는다.
Model은 외부 산화물 층과 내부 고갈된 Ferrite 층으로 구성된 결합 층의 성장을 기술.
8.2.1 산화
고온에서의 강의 산화는 매우 일반적인 현상이다. 산화 반응의 동력학 및 산화 생성물의 안정성은 산화물 형성
원소 및 결과적으로 강 조성의 유형에 크게 의존한다. 기본적으로 노의 산화분위기에서는 산화철 Scale이 형성
되어 성장. Scale - 금속 계면에서, 탄소는 그림 8.2에서 보여지는 반응에 의해 일산화탄소를 형성하기 위해
Scale과 상호 작용한다. 이 반응은 일산화탄소 반응 생성물이 Scale을 통해 빠져 나가는 경우에만 진행가능.
다공성 Scale이 생성되며, 특히 산업 조건에서 생성되며 일산화탄소 제거는 문제가 되지 않는다.
FIGURE 8.2: Mechanisms of decarburization of plain carbon steel with simultaneous scaling.[151]
저온 (≈ 500℃)에서 합금은 Fe3O4 및 Fe2O3로 구성된 층계를 형성한다. 1 기압 산소 중 500℃에서 0.1, 0.5 및
1.0 wt. % C를 함유하는 Fe-C 합금의 산화는 Caplan 등은 [152]에 의해 연구되었다. Pearlite 상에 형성되는

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 92/111
보다 미세한 입상 Fe3O4 층의 결과로서, Annealing된 합금에 대한 단일 상 Ferrite보다 Pearlite 콜로이드보다
산화물 Scale이 두껍게 성장한다는 것이 발견. 냉간 가공된 합금은 열처리된 합금보다 훨씬 빨리 산화된다.
어떤 합금에 대해서도 침탄 또는 탈탄은 관찰되지 않았다. 이는 C가 Fe3O4 층의 내부를 통해 확산되고 Fe3O4
및 Fe2O3 층의 외부 부분의 채널 및 기공을 통해 빠져 나와 CO로 산화되는 것으로 가정되었다.
500℃ 이상의 온도에서 공기 중에 개발된 Scale은 극히 얇은 최 외곽 적철광 층, 얇은 중간 자철광 층 및
두꺼운 내부 wüstite layer[167]. 산화상의 이러한 비율은 흑연에서 철의 확산계수가 Magnetite보다 훨씬 크고
산화 철 층을 통한 산소 및 철의 확산이 극히 느리다는 사실을 반영한다. 고온에서의 산화는 강 공정 중
재 가열 조건에서 전형적으로 상당한 탈탄을 야기할 수 있다. 이는 구성 요소의 속성에 큰 영향을 줄 수 있다.
열처리된 강재의 인장강도는 주로 탄소함량에 달려 있다. 굽힘 시 구성 요소의 최대응력은 표면에서 발생한다.
분명히, 굽힘 응력을 역전시키는 강재의 과도한 파괴가 피해야 하는 경우, 명시된 탄소함량은 부품의 표면층
내에서 유지되어야 한다.
8.2.2 탈탄
탈탄은 공작물 표면에서 탄소원자가 손실되어 표면 아래 다른 일부 거리보다 탄소함량이 낮은 표면을 생성한
다. 강재의 탈탄 반응은 잘 알려져 있다. 탈탄 현상은 대개 다음과 같은 반응과 함께 약 700℃ 이상의 온도에
서 발생한다[137].
반응이 왼쪽에서 오른쪽으로 진행될 때, 탈탄은 그림 8.2와 같이 일어난다. 강 탈탄 중에 일어나는 현상분석은
Process 반응 속도가 근본적으로 네 가지 반응 속도에 달려 있다는 결론을 이끌어 낸다.
(i) Bulk로부터 탄소 표면으로의 강 표면으로의 확산
(ii) 강 표면상의 기체 흡착 (수증기 및 수소)
(iii) 탄소의 산화
(iv) 산화철의 형성.
이러한 모든 공정은 열적으로 활성화되며 온도가 상승하면 가속
8.3 수학적 Model
8.3.1 산화 Model
물리 화학적 변환을 담당하는 Mechanism은 산화율 (공격적인 환경에서 노출 시간과 관련하여 형성된 산화물
의 질량 변화)에 따라 두 Step로 나눌 수 있다. 산화속도는 선형이며 후속 Step는 산화율이 포물선 낮은 값을
따른다[153]. 선형 거동은 짧은 시간 동안 얇은 산화물 층이 형성될 때까지 지속된다. 이 Step에서 관찰된
실제 속도는 산화 종에 따라 다르다. 또한 Scale - 가스 계면에서 일어나는 화학 반응의 속도 또는 기상을
통한 반응 표면으로의 산화 종의 수송 속도에 의해 조절된다. 전자는 일반적으로 Scale 표면의 산화 화학 종의
흡착 속도 및 원자 층 산소의 산화물 층으로의 결합으로 해석된다.
Petit과 Wagner [154]에 의해 발견된 바와 같이 Scale이 일정한 두께에 도달하면 산화 Mechanism이 변하고
산화 속도는 산화 층을 통해 (그리고 기상을 통하지 않고) 이온 종의 확산에 의해 제어되기 시작한다. 결과적
으로 Scale의 성장률은 노출 시간의 포물선 함수이다. Wagner[155] 는 Parabolic 산화가 엄격하게 Scale을
통한 금속 이온 및 공공의 확산에 의해 유도되고 금속 - 산화물 및 산화물 - 기체 계면에서의 화학적 평형이
산화 과정 중에 유지된다고 가정했다. 철 산화물에서 철의 자기 확산계수에 관한 연구는 철 산화물의 성장은
철근 이온의 양이온 확산에 의해 좌우된다는 것을 Wagner의 가정에 따라 나타냈다(156,157).
금속 및 합금의 산화 거동은 위에서 언급 한 많은 문헌 [158,159]에서 밝혀졌다. 그러나 이 연구에서 사용된
산화 동역학을 결정하기 위한 관련 동역학적 방정식과 원리에 대한 간략한 요약을 아래에 제시. 시간의 함수로
서 질량 증가 (전형적으로 표면적으로 정규화되고 mg / cm2로 주어짐)는 선형, 포물선, 로그 또는 입방 관계를
따를 수 있으며 이러한 행동은 다양한 금속 및 합금에 대해 집계되었다. 일반적으로 산화 동력학에 대한 속도
법칙은 다음과 같이 주어진다.
여기서 (W / A)는 시간 t에서의 단위 면적당 무게 증가량이고, K는 속도 상수이고, n은 식의 시간 지수이다.
속도 상수, K (T)는 온도 의존 속도 상수(등온 실험에 대한 일정 값)이며 다음에 주어진 Arrhenius 관계를
따른다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 93/111
여기서 K0는 Pre-exponential factor, R은 기체 상수 (8.314 J/ mol /K), T는 절대 온도 (K), ΔEα는 활성화 에너지.
활성화 에너지는 1/T 대 ln (K) Plot 기울기로부터 결정.
많은 실험[160] 에서 강 기판상의 산화물 층의 성장이 조사. 대기의 종류와 연속적인 산소 공급량에 따라 선형
또는 포물선 성장 법칙이 관찰되었다. 산화물의 성장은 금속 표면에서의 화학 반응의 속도 또는 Scale 표면상
의 산화 종의 흡착 속도 및 원자 산소의 결합에 의해 제어되기 때문에 산화의 초기 Step는 일반적으로 선형
성장 속도 법칙에 따른다. 산화물 층이 일정한 두께에 도달하면 산화 Mechanism은 이온 층이 산화물 층을 통
해 확산에 따라 제어되어 포물선 성장 속도를 유도. 산화물 Scale이 Ferrite 층 위로 성장함에 따라, 하부의
Tempering된 MARTENSITE의 탄소 준위는 산화 속도에 영향을 미치지 않는다.
8.3.2 탈탄 산화 Model
8.3.2.1등온 열처리 Model
철 기지에서 간질 탄소의 확산에 대한 기본 지배 방정식은 Fick의 두 번째 법칙으로 알려져 있다[161].
여기서 D는 확산계수고, C는 농도이다. t와 x는 각각 시간과 위치이다.
확산계수가 일정하고 조성물과 무관하다고 가정하면 식 (4)는 다음과 같이 단순화.
일반적으로, 확산계수 D는 표현된 바와 같이 온도에 의존하는 것으로 알려져 있다
여기서 D0는 온도와 무관한 전 지수 함수, Q는 활성화 에너지, R은 기체 상수, T는 절대 온도이다. 식 (5)는
경계 조건이 지정 될 때 물리적 의미를 갖는다. Ferrite 및 Austenite 상 둘 다에 있는 탄소의 조성 프로파일은
각 Step에서 Fick의 두 번째 확산 법칙을 식 (5)로 결정. 식 (5)는 탄소 확산계수가 Ferrite 상 및 Austenite 상
전체에 걸쳐 주어진 온도에 대해 일정하다고 가정한다. Ferrite 상에서의 조성 변화가 매우 작기 때문에, Step
적절한 가정일 것이나 Austenite Step에서 실험은 D가 조성에 따라 현저하게 변화한다는 것을 보여 주었다
[162,163]. Kidson [164]은 이 경우의 경계 조건이 Matano-Boltzmann 변환을 식 (5)에 적용할 수 있기 때문에,
(5)에서 두 개의 인터페이스는 시간의 제곱근의 선형 함수여야 한다.
탄소강의 경우, 탈탄 거동은 Fig. 8.3. A3 이상의 온도 영역 (a) (C = 0.0 wt.%)에서 Ferrite는 열역학적으로 안정
하지 못하며 탈탄 중에 형성될 수 없다. 이 조건에서 탄소의 농도 프로파일은 가열 시간 및 온도의 함수로
변한다. A3 (C = 0.0 wt. %) 이하 및 A3 (C = C0, 초기 탄소 조성) 이하의 온도 영역 (b) 에서 탄소농도의 프로파일
은 표면에서 0.0 wt%로 떨어지고 탈탄 중에는 Ferrite가 형성되고 성장. 마지막으로, A3 (C = C0) 이하의 온도
영역 (c) 에서 Austenite는 Ferrite + Austenite 또는 Ferrite + Cementite로 변태되고 탈탄 중에 표면에 탈탄
Ferrite가 형성.
탈탄 산화 Model은 탈탄 거동의 차이로 인해 세 가지 온도 영역에 대해 개발되어야 한다.
FIGURE 8.3: Fe-C phase diagram and three regions of decarburization.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 94/111
FIGURE 8.4: Schematic diagram of decarburization-oxidation behavior and phase diagram of region (a). The relationship between the equilibrium diagram, the diffusion annealing temperature and the diffusion zone interface concentrations for a two phase system.
온도 영역 (a)에서는 탈탄 시 Ferrite 탈탄 층이 형성되지 않고 시간과 거리에 따라 탄소농도의 변화가
나타난다. 그림 8.4는 탈탄 중 탄소농도 프로파일과 Fe-C 상 도표의 개략적인 그림을 보여준다.
온도 영역 (a)에서 확산 방정식을 풀면 탄소농도는 식 (7).
표면에서 탄소농도가 0 (x = Xs)이고 탈탄 전의 초기 탄소 조성이 C0라고 가정한다.
온도 영역 (b)에서 탈탄이 발생하면 그림 8.5와 같이 탄소의 불연속 농도 프로파일이 관찰된다. 불연속적인
농도 프로파일은 Ferrite 및 Austenite에서 탄소의 화학적인 잠재력의 연속성에 의해 야기된다[165].
FIGURE 8.5: Schematic diagram of decarburization-oxidation behavior and phase diagram of region (b). The relationship between the equilibrium diagram, the diffusion annealing temperature and the diffusion zone interface concentrations for a two phase system.
Fick 확산의 첫 번째 법칙은 단위 시간에 단위 면적에 걸친 재료의 흐름 (J)이 농도 구배에 비례한다는 것을
간단히 말한다. 비례 계수 D는 확산계수 (보다 엄격하게는 거리 측정을 Matano-Interface에 적용하면 상호
확산계수)이다. 식 (8) 1 차 상에 제한된 용해도를 갖는 2 개의 순수한 금속으로 이루어지고, 중간 상
(Intermediate phase)이 없는 확산 커플을 고려.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 95/111
그림 8.5는 c-x 곡선과 상응하는 평형 상태도를 보여준다.
계면에서의 농도는 일정하고 평형 값 (Kirkaldy)과 같다고 가정한다[166].
Ferrite 탈탄 층의 탄소농도는 다음과 같이 계산. (9). Ferrite 탈탄 층과 Austenite 기지의 계면에서 Ferrite의
탄소농도는 그림 8.5와 같이 Cα이다. Scale과 강의 계면에서 Ferrite의 탄소농도는 0이다.
Austenite의 탄소농도는 식 (10). Austenite의 탄소농도는 그림 8.5에서 Cγ이다.
Ferrite와 Austenite의 계면에서의 탄소농도는 Thermocalc 소프트웨어를 사용하여 계산.
탈탄 전에, 탄소농도가 초기 조성이다.
오른쪽에서 왼쪽으로 물질의 Flux를 고려한다면 Xα에서 계면의 진행 속도는 다음과 같다.
계면에서 Ferrite 상으로부터의 Flux는 Ferrite 상을 Austenite 상 영역으로 진전시키기 위해 단위 시간당
과잉 량(Cγ-Cα) dXα를 공급해야 한다. (11)에서 J를 대입하면
고려된 시스템은 Boltzmann 정리의 적용에 필요한 조건을 만족시킨다.
따라서 농도 C (x, t)는 단일 변수의 함수 λ = 𝑥/√𝑡, 로 표현가능.
가정한 바와 같이, 농도가 계면에서 일정하게 유지된다면, 변수 A 값은 c가 표현되는 관점에서 일정해야 한다.
그러나 dc / d는 다시 λ의 함수이며 따라서 인터페이스에서도 일정. 따라서 식 (13)은 다음과 같이 재 작성
가능.
Eq. (14)를 적분

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 96/111
식 (15)는 계면 운동의 실험적으로 관찰된 포물선 시간 의존성을 나타낸다.
온도 영역 (c)에서 탈탄이 발생하면 그림 8.6과 같이 탄소의 불연속 농도 프로파일이 관찰된다. 불연속 농도
프로파일은 Ferrite 및 Austenite + Ferrite에서 탄소의 화학적인 연속성에 의해 발생한다. Austenite상은 A1보다
높은 온도에서 Ferrite 상을 변태시키고 A1 미만의 온도에서 Ferrite + Cementite를 변태시키기 시작한다. Ferrite
탈탄 층의 탄소농도는 식 (16). Ferrite 탈탄 층과 Austenite 기지 계면에서 Ferrite의 탄소농도는 그림 8.6과
같이 Cα이다.
Scale과 강의 계면에서 Ferrite의 탄소농도는 0이다.
FIGURE 8.6: Schematic diagram of decarburization-oxidation behavior and phase diagram of region (c). The relationship between the equilibrium diagram, the diffusion annealing temperature and the diffusion zone interface concentrations for a two phase system.
Austenite + Ferrite의 탄소농도는 식 (17). Austenite + Ferrite상의 탄소농도는 초기 탄소농도 (C0)이며, Austenite
(탈탄하지 않음)에서 변성된 Ferrite와 Austenite는 그림 8.6과 같이 안정.
Austenite와 Ferrite는 안정한 상이며 두 상 모두의 화학 전위는 동일.
Austenite + Ferrite상의 Flux가 0임을 나타낸다.
Xα에서 계면의 진행 속도는 다음과 같이 주어진다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 97/111
계면에서 탈탄된 Ferrite 상으로부터의 Flux는 탈탄된 Ferrite를 Austenite + Ferrite 상 영역으로 전진시키기
위해 단위 시간당 잉여 양 (C0 - C𝛼)dX𝛼를 공급해야 한다.
식(19)를 작분하면, Ferrite decarburized layer의 두께는 아래와 같다
그림 8.7은 등온 가열 중 탈탄 산화 Model을 계산하기 위한 알고리즘을 보여준다.
FIGURE 8.7: Algorithm for computing the decarburization-oxidation Model in isothermal heating
이 알고리즘에 기초하여, 동시에 산화되는 탈탄된 Ferrite의 깊이는 다음과 같이 계산된다. (b)와 (c)의 온도
영역에서 (15)와 (20) 온도 영역 (b)에서, 탈탄 깊이 Xα는 식 (21)을 0으로 놓고 방정식을 Newton-Raphson
방법으로 수학적으로 풀어 냄. 온도 영역 (c)에서, 탈탄 깊이는 식 (22)는 온도 영역 (b)와 동일한 방법으로
계산된다.
8.3.2.2 비 등온 열처리 Model
비 등온 조건에서, 탈탄된 Ferrite의 깊이는 그림 8.8에서와 같이 계단식 계산에 의해 직선적으로 얻어진다.
이 방법은 등온 열처리 Model을 기반으로 냉각 중에 Scale의 깊이와 탈탄된 Ferrite를 계산하는데 사용된다.
그림 8.8은 비 등온 열처리에서 탈탄 산화 반응을 계산하는 계단식 방법을 보여준다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 98/111
FIGURE 8.8: Stepwise method calculating the decarburization-oxidation behavior in non-isothermal heat treatment.
우선 온도 Ti에서의 시작 시간 (ti-1)은 온도 Ti-1에서의 이전 값 (Xi-1)으로부터 식 (23).
여기서, f는 Scale의 성장 및 탈탄의 깊이 함수이고, t는 시간이며, X는 Scale의 깊이 또는 탈탄된 Ferrite의 깊이
이다. 주어진 시간 간격 (Δt) 후, 온도 Ti에서의 변화된 값 (ΔXi)은
마지막으로, 온도 Ti에서의 깊이는 다음과 같이 주어진다.
그림 8.9는 비 등온 열처리에서 탈탄 산화 Model을 계산하는 알고리즘을 보여준다. 냉각 프로파일은 불연속
등온선 Step로 나누어지고 각 탈탄 깊이는 이산 온도에서 해결된다.
이는 적절한 컴퓨터 프로그램을 사용하여 가능.
FIGURE 8.9: Algorithm for computing the decarburization-oxidation Model in non-isothermal heating.
8.4 실험 방법
8.4.1 시편준비

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 99/111
연구에 사용된 강재 조성물은 Step Tempering 실험에 사용된 강재 등급 SAE9254 Spring 강과 일치한다.
평균 화학적 조성은 0.55% C, 1.5% Si, 0.7% Mn, 0.7% Cr, Fe (bal.) (중량%)이다.
높은 규소 함량은 어느 정도의 내 산화성을 제공한다는 보고가 있다.
8.4.2 TGA에 의한 scale 성장분석
정확한 산화 Scale 성장률을 얻기 위해 1atm의 공기 및 550℃에서 1050℃의 온도 범위에서 등온 산화 실험을
수행. 산화실험은 열 중량분석법 (TGA)을 사용하여 수행되었다. 모든 시편을 SiC 1000 Grit 연마 아세톤 세척
후 TGA 시험 전 공기 중 건조.
산화 기간 동안의 중량 변화를 연속적으로 관찰.
8.4.3 Dilatometer 모사에 의한 탈탄 분석
첫 번째 실험에서 대기에서 작동하는 Dilatometer 시뮬레이터로 등온 가열 중 탈탄을 조사하였다.
시편을 950℃에서 30 초간 가열하고 750℃에서 1050℃ 사이의 다른 온도로 급속 냉각시키고 10에서 300 초
간 유지. 이러한 열처리 후, 모든 시편을 실온으로 담금질하고 탈탄된 Ferrite 깊이를 측정 하였다.
두 번째 실험에서 공기 중 탈탄에 대한 냉각 속도의 영향이 조사되었다. 시편을 50℃/s로 1050℃로 가열하고
60 초간 유지 하였다. 이어서, Dilatometer 시뮬레이터를 이용하여 시편을 각각 0.1, 1.0 및 5.0℃/s의 냉각 속도
로 실온으로 냉각시켰다.
그림 8.10은 탈탄 실험의 개략도이다.
FIGURE. 8.10: Schematic diagram of (a) isothermal decarburization-oxidation experiments and (b) non-isothermal decarburization-oxidation experiments by Dilatometer simulator.
8.4.4 광학 및 SEM 금속 조직
광학 현미경 관찰을 위한 시편은 Mounting 후 실리콘 Carbide 1200 Grit 연마 후 6 및 1 ㎛ Diamond paste
Polishing. 시편은 5 vol. % Nital 부식 후 Olympus 현미경을 사용하여 광학 미세구조를 관찰.
부식시편은 진공분위기에서 금 코팅 후 JEOL JSM-7000F SEM을 사용하여 관찰.
8.5 결과 및 토론
8.5.1 Scale 성장
산화 연구는 SAE9254 강재에서 1 시간 동안 다른 유지 온도에서 수행되었다. 무게 증가 대 시간의 Plot은
그림 8.11에 제시. 그림 8.11에서 보듯이 산화 속도는 온도에 따라 증가하는 것으로 보인다. 모든 온도에서의
산화 동역학은 빠른 산화 및 선형 산화의 기간을 보여준다.
FIGURE 8.11: Weight gain per unit area (mg/cm2) of SAE9254 steel as a function of time during oxidation obtained in the temperature range of 550 ºC ~ 1050 ºC.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 100/111
모든 곡선에 대한 선형 회귀의 적합성은 0.99와 1.0 사이에 있는 것으로 나타났다. 따라서 활성화 에너지를
결정하기 위해 SAE9254의 경우 속도(n)의 지수는 1.0으로 가정한다. 결정된 속도 상수는 ln (K) 대 1/T (그림
8.12)의 Plot에서 사용되었고 활성화 에너지는 16.2kJ /mol로 계산되었다. 0.85%의 Mn, 0.85%의 Mn 및 0.18%
의 Si의 고 탄소강에서, 산화 반응 속도 상수의 활성화 에너지는 21.7 kJ / mol로 얻어졌다. 규모의 깊이는 단위
면적당 무게 증가를 규모의 밀도로 나누어 계산.
척도는 FeO로 가정했다. 시간에 따른 규모 성장 방정식은 다음과 같이 주어진다.
d scale 두께, [mm], K는 rate constant, [mm/s] t 는 시간, [s].
FIGURE 8.12: Dependence of the linear rate constant of oxidation of the temperature.
8.5.2 등온 가열 시 탈탄 거동
그림 8.13은 등온 가열 동안 형성된 미세구조의 광학 현미경 사진.
시편은 750℃와 950℃ 사이의 다양한 온도에서 산화 및 탈탄 처리를 거쳤다.
가열 온도가 증가함에 따라 탈탄 영역의 깊이가 증가하는 것을 명확하게 관찰.
900℃의 최고 온도에서 표면의 탈탄된 Ferrite 층은 불 연속적으로 보인다. 850℃의 가열 온도에서 외관상 두꺼
운 탈탄 층이 표면에 형성되었다. 또한 800 ~ 750℃의 낮은 온도에서 처리하면 약 40μm의 확장을 갖는 거의
주상인 Ferrite Grain이 생성. 시편의 외부 표면에 형성되는 Scale은 온도가 증가함에 따라 증가한다. 그림 8.13
의 실험 결과와 Dictra의 데이터베이스에 기초하여 SAE9254의 확산계수가 온도의 함수로 결정되었다. Ferrite
및 Austenite에 대한 탄소 확산계수는

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 101/111
FIGURE 8.13: Optical micrographs of decarburized surface of SAE9254 heated at the temperature of 900°C for (a) 60 s, (b) 120 s, (c) 180 s and (d) 300 s.
FIGURE 8.14: Optical micrographs of decarburized surface of SAE9254 heated at the temperature of 850°C for (a) 60 s, (b) 120 s, (c) 180 s and (d) 300 s.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 102/111
FIGURE 8.15: Optical micrographs of decarburized surface of SAE9254 heated at the temperature of 800°C for (a) 60 s, (b) 120 s, (c) 180 s and (d) 300 s.
FIGURE 8.16: Optical micrographs of decarburized surface of SAE9254 heated at the temperature of 750°C for (a) 60 s, (b) 120 s, (c) 180 s and (d) 300 s

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 103/111
그림 8.17은 750℃에서 900℃까지 등온 가열 시 탈탄된 Ferrite 깊이를 보여준다. 탈탄된 깊이는 시간이 지남
에 따라 지속적으로 증가하는 반면, 900℃에서 750℃로 온도를 낮추면 성장률이 증가한다는 사실을 알 수
있다. 탈탄율은 탄소 확산계수에 크게 영향을 받는다. 이 현상에 대한 설명은 Ferrite의 탄소 확산계수가
Austenite의 탄소 확산계수보다 훨씬 높다는 것이다.
탈탄 산화 Model의 모의결과는 그림 8.17에서 탈탄된 Ferrite 깊이의 측정과 비교되었다.
전술한 바와 같이, 계산에 의한 Ferrite 탈탄 깊이는 기본적으로 실험에 의해 일치. 탈탄 깊이의 값은 실험결과
와 비교하여 모사를 위해 약간 작거나 더 크다. 산화물 형성은 표면 탈탄 층의 일부를 산화물로 변태시키고
또한 외부 대기에 대해 밀봉함으로써 탄소의 급격한 손실로부터 Bulk 금속을 보호함으로써 탈탄 깊이를 감소
시켰다.
FIGURE 8.17: Decarburized Ferrite depths of experimental and predicted results of SAE9254 during heating obtained at 750°C ~ 900°C.
8.5.3 비 등온 열처리에서의 탈탄 거동
그림 8.18은 냉각 중 형성된 시편 표면의 광학 현미경 사진. 시편을 1050℃에서 가열하고 공기 중에서 실온으
로 냉각시켰다. 냉각 속도는 각각 0.1, 1.0 및 5.0℃/s이었다. 탈탄된 Ferrite 깊이는 냉각속도가 감소함에 따라
증가. 5.0℃/s의 냉각 속도에서 미세조직은 MARTENSITE 였고 5.0℃/s 미만에서는 Grain boundary에서 Pearlite
와 Ferrite로 구성된 미세조직이 형성되었다.
그림 8.19는 그림 8.18에 나타난 미세조직 표면의 탈탄된 Ferrite 깊이를 보여준다. 탈탄된 Ferrite 깊이는
0.5℃/s의 냉각 속도에서 약 67.8μm, 1.0℃/s의 냉각 속도에서 45.6μm, 5.0℃/s의 냉각 속도에서 각각 18.9μm로
측정되었다. 반면, 제안된 Model에 의해 계산된 탈탄된 Ferrite 깊이는 실험의 동일한 조건 하에서 거의 동일.
탈탄된 Ferrite 깊이의 측정 값과 예측 값을 그림 8.19의 냉각 속도의 함수로 비교했다. 이상과 같이 계산에
의한 탈탄된 Ferrite 깊이는 실험 결과와 일치하며 탈탄된 Ferrite 깊이는 SAE9254의 화학조성과 제안된 Model
을 이용한 대기 중 산화를 고려하여 계산이 가능.
FIGURE 8.18: Optical zed surface of SAE9254 cooled as rates of (a) 0.1, (b) 1.0 and (c) 5.0°C/s.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 104/111
이 사실로부터, 탈탄된 Ferrite 깊이는 상기 Model을 사용한 가열 조건 (가열, 냉각)을 고려하여 계산이 가능하
고 등온 및 비 등온 열처리에서 화학성분, 탈탄및 산화의 효과를 고려하여 탈탄된 Ferrite 깊이를 계산할 수
있다. 수치 모사는 모든 경우에 열처리 중 재료 거동 추세 결정에 유용함이 입증되었다. 또한, 산화 및 탈탄
특성에 대한 정량적 정보가 얻어졌으며 실험과 잘 일치하는 것으로 나타났다.
FIGURE 8.19: Decarburized Ferrite depths of experimental and predicted results of SAE9254 during heating obtained at 750°C ~ 900°C. The cooling rates are (a) 0.5°C /s, (b) 1.0°C /s, and 5.0°C /s, and the decarburized Ferrite depths are compared in (d).
8.6 결론
철의 화학적 조성 및 가열조건의 영향을 고려한 탈탄된 Ferrite 깊이에 대한 수치 Model을 작성하고 실험결과
와 비교하여 그 타당성을 확인 하였다. 실험 및 모사 결과에 따르면 가열 조건과 냉각 속도는 탈탄 시뿐만 아
니라 산화 시에도 큰 영향을 미친다. 이 Model은 실험 결과와 잘 일치하며 철강 생산 중 열 순환을 최적화하
는데 사용.
1. SAE9254의 산화 중량 증가 곡선분석은 산화와 시간 사이에 선형 관계가 있음을 보여준다. 측정된 속도 상
수는 활성화 에너지가 16.2 kJ / mol임을 보여준다.
활성화 에너지는 1.0의 속도 법칙의 평균 시간 지수를 가정하여 계산되었다.
2. 계산된 탈탄된 Ferrite 깊이는 강은 일정한 온도 조건에서의 실험과 거의 동일하다.
이 Model은 등온 및 비 등온 열처리 중 탈탄 및 산화를 고려한 Ferrite 탈탄 깊이 계산에 적용.
3. 산화 및 표면 탈탄은 Spring 강 제조 공정 중에 동시에 발생. 두 가지 현상의 효과를 포함하는 새로운
Model이 개발. 이 탈탄 공정의 확산 제어를 위해 수학적 해법을 제시하였으며, 탈탄 깊이는 탈탄이 수행되는
온도와 시간의 상당히 강력한 함수임을 보여준다.
4. 수치 모사는 모든 경우 열처리 중 재료 거동의 경향을 결정하는 데 유용함이 입증되었다. 또한, 산화 및
탈탄 특성에 관한 정량적 인 정보가 실험과 잘 일치하여 얻어졌다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 105/111
요약
자동차 산업에서 차체 경량화가 연비향상 측면에 있어서 매우 중요한 요인이다. 이에 대해 현가 스프링강의
설계응력을 향상시킴에 따라 부분적으로 연비향상 및 경량화가 가능해질 수 있다. 그러나, 강도가 증가할수록
스프링의 다른 요구특성들, 스프링 성형성 및 피로수명 등이 저하될 수 있으므로 조심해야 한다. 피로수명 및
영구변태저항성 등을 개선시키기 위해서, 높은 값의 강도 및 단면감소율을 갖는 새로운 스프링강이 개발될
필요가 있다. 현재의 산업적 환경에 대응하는 새로운 고강도 현가스프링강 소재에 대한 연구가 활발히
진행중이다. 고강도 스프링강에 있어서 기존에 사용되는 저강도 스프링강의 피로특성, 연성 및 인성등이 동등
유지되면서 강도를 증가시키는 것이 중요한 연구분야였다. 본 연구의 목적은 현가스프링에 있어서 고객사
요구에 따라 설계응력 1400 MPa 를 만족시킬 수 있는 단면감소율이 25 % 이상, 평균인장강도 2350 MPa 를
갖는 스프링강을 개발하는 것이다. 이에 대해 오스테나이트화 및 템퍼링조건에 따른 미세조직변화 및 기계적
성질을 조사하였다.
제 1장에서는 스프링강의 개발역사가 소개되며 고강도 스프링강의 개발필요성이 상세하게 설명되어 있다.
최근에, 자동차 경량화를 위해서 가벼운 현가스프링강 개발에 대한 요구가 급증되고 있다. 이러한 요구를
만족시키기 위해서 고강도 스프링 개발에 대한 연구가 진행되고 있다. 그러나, 현재 상용화되어 있는
스프링강은 고응력 조건하에서 사용하게 되면 내구성 관련문제, 낮은 피로특성 및 영구변태저항성이 발생될
것이다: 따라서 스프링의 높이는 낮아질 것이고 자동차의 높이는 감소하게 되어 안정성에 대한 심각한 문제를
야기할 것이다.
개발하고자 하는 고강도 스프링강의 요구물성을 만족시키기 위해서는 합금성분의 조정 및 최적 미세조직을
얻기 위한 열처리조건 설계가 기본적 연구방향이 될 것이다. 이 목적을 달성하기 위하여 열처리 냉각중
오스테나이트로 부터의 상변태거동을 해석할 수 있는 방법이 제 2장에 설명되어 있다. 새로이 제안된 모델은
dialtation 곡선으로부터 오스테나이트-페라이트, 오스테나이트-펄라이트의 상변태거동을 해석할 수 있다.
상들의 부피분율이 정량적으로 Dilatation 데이터와 관련이 있다면, dilatometric 방법은 상변태 거동조사에 매우
효과적인 방법이 될 것이다. 해석모델은 상변태시 탄소의 재분포에 따른 오스테나이트내 탄소농화 및 상들의
단위부피차이를 기반으로 개발되었다. self consistent Model 이 Dilatation 곡선으로부터 상변태거동을 해석할시
적용되어 보다 정확도를 높였으며 아공석강에 대한 상변태실험으로 모델결과와 실험결과를 비교 검증하였다.
계산결과와 실험결과가 아주 잘 일치함을 확인하였다.
강의 가공열처리에서 중요한 단계는 재오스테나아트화이다. 재오스테나이트화 거동은 오스테나이트 Grain크기,
분포 및 합금원소농도의 균질화에 영향을 미치므로 가열중 생성된 Austenite microstructure 가 상변태거동 및
결국에는 냉각조건에 (quenching and Tempering) 따라 기계적 물성에도 아주 큰 영향을 갖게 되는 것이다.
그러나, 가열중 재오스테나이트화의 거동 및 조직에 대한 실험적 관찰 및 조사등이 매우 힘들다. 이는 가열중
생성된 오스테나이트가 냉각중에 상변태로 사라지고 마르텐사이트로 변태되기 때문이다. 이를 해결하기 위하여
가열중 펄라이트 → 오스테나이트 상변태거동을 해석할 수 있는 모델을 제 3장에서 개발 및 설명하였다.
가열중 오스테나이트 조직생성에 대해서 오스테나이트가 페라이트-시멘타이트 계면에서 핵생성되어 새로운
시멘타이트오스테나이트 및 오스테나이트-페라이트 계면이 새로이 생기게 됨을 알 수 있었다. 고전적으로
이해왔던 가열중 오스테나이트화는 냉각중 공석반응과 동일한 상변태 반응으로 여겨져왔던 것이 아님을
확인할 수 있었다. 제안된 모델은 이를 기반으로 개발되었으며 새로이 생기는 상간 경계면에서 local
equilibrium 조건하에서 페라이트 + 시멘타이트 → 오스테나이트 상변태가 있다고 가정하였다. 이 또한 실험을
통한 결과와 계산된 결과가 아주 잘 일치함을 확인할 수 있었다.
제 4장의 목적은 단면감소율 25% 이상, 평균인장강도 2350 MPa 를 갖는 스프링강을 개발하는 것이다. 이들
물성을 갖는 스프링강 개발목적으로 5가지 후보 강종을 연구하였다. 합금성분은 고 C- Si 강을 기본으로 하여
Mo, B, Nb 등을 첨가시켜 변화를 꾀했다. 열처리조건(quenching and Tempering,..) 변화에 따른 기계적 특성 및
미세조직 변화를 조사하였다. 후보강종중 S1 및 S3 강이 고객사 요구물성치를 만족시키는 것을 확인하였다.
제 5장에서는 이들 후보강종에 대한 강화 및 연화기구를 제시하였고 기계적 물성 및 미세조직 변화를
설명하였다. 강화기구는 오스테나이트화 거동, 석출거동 (V4C3, Cementite and ε-Carbide) 및 prior Austenite grain
size, Lath size 등을 기반으로 조사되었다. 인장강도의 증가는 입실론 탄화물의 미세석출에 기인하는 것을
확인하였다. 저온 템퍼링온도에서는 입실론 탄화물이 탄소 clusters 에서 석출되며 일부 과포화된 탄소가
마르텐사이트내에 존재하게 된다. 템퍼링온도가 증가할수록, 입실론 탄화물은 재고용되고 시멘타이트가 동시에
석출되기 시작한다. 입실론 탄화물에서 시멘타이트로의 천이온도를 증가시키면 단면감소율 감소없이
인장강도를 증가시킬 수 있다. S3 강의 prior Austenite grain size 는 비교적 크게 관찰되었고 이로 인해
단면감소율이 다소 감소하는 경향을 보였으며 S1 강은 변화가 작은 것을 확인하였다. 단면감소율을
증가시키기 위해서는 미세 석출물을 이용하여 오스테나이트 Grain크기를 미세화할 필요가 있었다.
템퍼링온도가 증가할수록 강도는 감소하고 연성은 계속적으로 증가한다. 성형성 및 피로특성을 개선하기
위해서는 연성(단면감소율)은 임계값 이상으로 유지되어야 한다. 제 6장은 단면감소율 감소 및 취성 현상과
관련된 성분 및 미세조직 특성을 설명하고 벽계파괴 또는 입내파괴에 대한 원인을 규명하였다. S3 강의

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 106/111
입내취성파괴원인은 prior Austenite grain boundary 에 존재하는 borocarbide 때문이었다. 크랙은 표면 또는
오스테나이트 입계에 존재하는 Particles 에서 시작되어 Fe23(C, B)6 carbide 에 의해 입계를 따라 쉽게 전파되어
간다. 단면감소율은 오스테나이트 입계에 존재하는 Fe23(C, B)6 탄화물에 의해 심각하게 감소하는 것을 알 수
있었다.
제 7장에서는 기계적 성질을 개선하기 위하여 새로운 템퍼링 방법이 개발되었 고 이는 2단의 Tempering 으로
구성되어 있다. 통상은 템퍼링은 한 온도에하에서 이루어지마 step Tempering 은 2 온도하에서 계단식으로
행해진다. 주요 실 시목적은 입실론 탄화물의 생성수를 증가시키고 시멘타이트로의 천이를 억제하고 자 하는
것이다. Step Tempering 된 스프링강의 기계적 물성은 일반 템퍼링된 강보다 향상되었으며 피로수명은 거의
동일하였다. 2번째 step Tempering 단계 는 마르텐사이트의 연화 및 시멘타이트로의 천이를 억제하는 위한
것이다. 향후 step Tempering 의 최적조건을 찾기위해서는 계속적인 연구가 필요할 것이다.
강에서 탈탄은 강도 및 피로수명 저감을 야기하므로 스프링강에서 탈탄억제는 반드시 필요하다. 제 8장에서는
탈탄 및 산화에 의한 스케일생성에 대한 합금성분 및 열처리조건의 영향을 분석하였다. 이 장의 목적은 가열
및 냉각중 고 Si 스프링강의 공기중 탈탄거동을 조사하는 것이다. 합금성분 및 열처리조건을 고려한 페라이트
탈탄두께에 대한 계산모델을 개발하였고 탈탄 및 산화거동을 동시에 고려하였다. 계산된 모델결과를 실험을
통하여 검증하였고 탈탄억제에 대한 최적 패턴도 제시 및 비교하였다.
결론적으로, 본 논문은 새로운 초고강도 스프링강개발(인장강도 2350 MPa, 단면감소율 25 %이상)을 위하여
열처리중 Dilatation 곡선으로부터 상변태해석 모델을 개발하였다. 또한 강화기구를 설명하였으며 취성파괴,
단면감소율 감소에 대한 Borocarbide 역할도 규명하였다. 마지막으로, 피로수명 저감을 억제하기 위하여 탈탄
및 산화기구를 해석 모델을 개발하였다. 페라이트 탈탄두께는 열처리조건을 최적화함에 따라 최소화될 수
있음을 확인하였다. 이들 결과를 토대로 자동차용 현가스프링강의 고강도화 및 기타 요구물성을 개선할 수
있으며 그에 따른 자동차 경량화, 연비향상을 도모할 수 있다.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 107/111
Bibliography [1] A.R. Marder and J.I. Goldstein, Phase transformations in ferrous alloy, ASM, Philadelphia, 1984 [2] Gorge Krauss, Principles of Heat Treatment of Steel, ASM, Metals Park, Ohio, USA, 1980. [3] R.W.K. Honeycombe, Steels: Microstructure and Properties, Edward Arnold Ltd., 1981. [4] Joseph Edward Shigley and Charles R. Mischke, Mechanical Engineering Design, 4th ed. McGraw-Hill Inc., 1989 [5] G.R.Speich, Trans. Met. S°C. AIME, 245:2553, 1969 [6] A.G. Alten and P. Payson, Trans. ASM, 45:498, 1953. [7] J. Gordine and I. Codd, J. Iron Steel Inst., 207(1):461, 1969. [8] W. Stevens and A.G. Haynes, JISI, 183:349, 1956. [9] C.J. Altstetter, Morris Cohen and B.L. Averbach, Trans, 55:287, 1962 [10] W.S. Owen: Trans. ASM, 46:812, 1954. [11] W.F. Smith, Structure and properties of engineering alloys, McGraw-Hill, 1981. [12] Spring, 2nd ed., JSSE, 1970. [13] Heat treatment of Steel, JSSE, 1985. [14] ASM Handbook, ASM International, 1990. [15] S.T. Furr, J. of Basic Eng. ASME, 94:223, 1972. [16] S. Choi and J.S. Lee, Development of high strength spring steel, POSCO Technical Report, .2006. [17] D.L. Lee and H.C. Choi, Effect of Si and C on the mechanical property of SAE9254, POSCO Technical Report, 1999. [18] K.C. Kim, J.S. Lee and H. C. Choi, Effect of microstructure on the high temp. mechanical property of engine valve spring steel, POSCO Technical Report, 2004. [19] M. Saito et al., Heat treatment, 27(1):23, 1987. [20] T. Lund and R. Lyrberg, OVAKO Steel Technical Report, 1:3, 1988 Spring, JSSE, 37:89, 1992. [22] F. Borik, V.A. Biss and V.E. Smith, SAE paper No.790409, SAE Congress, 1979. [23] H.J. Tata, E.R. Driscoll and J.J. Kary, SAE paper No.800480, SAE Congress, 1980. [24] M. Takahashi and H.K.D.H. Bhadeshia, Journal of Materials Science Letters, 8:477, 1989. [25] M. Onink, F.D. Tichelaar, C.M. Brakman, E.J. Mittemeijer and S. van der Zwaag, Z. Metallkd., 87:24, 1996. [26] C. Qiu and S. van der Zwaag, Steel Res., 68:32, 1997 [27] C. Garcı´a de Andre´s, F.G. Caballero, C. Capdevila and H.K.D.H. Bhadeshia, Scripta Mater., 39:791, 1998. [28] T.A. Kop, J. Sietsma and S. van der Zwaag, Journal of Materials Science, 36:519, 2001 [29] J.Z. Zhao, C. Mesplont and B.C. De Cooman, ISIJ International, 41:492, 2001. [30] A. van der Ven and L. Delaey, Progress in Materials Science, 40:181, 1996. [31] T. Tanaka, H.I. Aaronson and M. Enomoto, Metall. Trans. A, 26A:535, 1995. [32] T. Senuma, M. Suehiro and H. Yada, ISIJ International, 32:423, 1992. [33] S. Choi, Mater. Sci. & Eng. A, 363:72, 2003. [34] N. Ridley, H. Stuart and L. Zwell, Trans. AIME, 245:1834, 1969. [35] D.J. Dyson and B. Holmes, JISI, 208:469, 1970 [36] M. Onink, C.M. Brakman, F.D. Tichelaar, E.J. Mittemeijer and S. van der Zwaag, Scr. Metall. Mater., 29:1011, 1993. [37] C. Atkinson, T. Akbay and R.C. Reed, Acta. Metall. Mater., 43:2013, 1995 [38] International Trends in Welding Science & Technology, Eds. S.A. David and J.M. Vitek, ASM international, Materials Park, Ohio, USA, 1993 [39] Proceedings, Modeling of Casting, Welding and Advanced Solidification Processes, Eds. M. Rappaz, M.R. Özgü and K.W. Mahin, TMS, Warrendale, Penn., 1991. [40] A.I. Katsamas, Surface & Coatings Technology, 201:6414, 2007. [41] C.R. Brooks, Principles of the Austenitization of Steels, Elsevier Applied Science, London 1992. [42] G.A. Roberts and R.F. Mehl, Trans. ASM, 31:613, 1943. [43] R.R. Judd and H.W. Paxton, Trans. Metall. SOC. A.I.M.E., 242:206, 1968) [44] C.I. Garcia and A.J. Deardo, Met. Trans., 12A:521, 1981. [45] G.R. Speich and A. Szirmae, Trans. TMS of AIME, 245:1063, 1969. [46] M. Hillert, K. Nilsson and L.E. Törndahl, J. Iron Steel Inst., 209:49, 1971 [47] N.C. Low and D.V. Edmonds, Metall. Trans., 11A:33, 1980. [48] G.R. Speich, V.A. Demarest and R.L. Miller, Metall. Trans. A, 12A:1419, 1981. [49] A. Hultgren, Trans. Am. S°C. Steel Treating, 16:227, 1929 [50] C. Garcı´a de Andre´s, F.G. Caballero and C. Capdevila, Scripta Mater., 38:1835, 1998. [51] F.G. Caballero, C. Capdevila and C. Garcı´a de Andre´s, Scripta Mater., 42:1159, 2000. [52] F.G. Caballero, C. Capdevila and C. Garcı´a de Andre´s, Metrall & Mater Trans. A, 32A:1283, 2001. [53] A. Jacot and M. Rappaz, Acta Mater., 45:575, 1997. [54] A. Jacot and M. Rappaz and R.C. Reed, Acta Mater., 46:3949, 1998.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 108/111
[55] A. Jacot and M. Rappaz, Acta Mater., 47:1645, 1999. [56] R.C. Reed, T. Akbay, Z. Shena, J.M. Robinson and J.H. Root, Mater. Sci. & Eng. A, 256:152, 1998. [57] F.L.G. Oliveira, M.S. Andrade and A.B. Cota, Materials Characterization, 58:256, 2007. [58] R. Mancini and C. Budde, Acta Matell. Mater., 47:2907, 1999. [59] R.C. Dykhuizen, C.V. Robino and G.A. Knorovsky, Metall. & Mater. Trans. B, 30B:107, 1999. [60] B.J. Yang, L. Chuzhoy and M.L. Johnson, Computational Materials Science, 41:186, 2007. [61] E.Ohmura, K. Inoue and Y. Takamachi, JSME Int. J., 34:421, 1991. [62] S. Choi and S.W. Lee, POSCO Internal Report, Pohang, 2008. [63] N. Yoshihara and S. Nagamatsu, Kobe Steel Engineering Reports, 59(1):54-58, 2009. [64] L. Godfrey, Metals Handbook, 10th Ed., ASM International,1:302-326, 1990. [65] D. Schreiber and I. Wiesenecker-Frieg, A Handbook for Materials Research and Engineering, Ed. by Verein Deutscher EisenHuttenleute, Springer Verlag and Verlag Stahleisen, Berlin and Dusseldorf, 2:468-477, 1993. [66] H. Dziemballa and L. Manke, Future for Automotive Industry, Ed. by I. von Hagen and H.-J. Wieland, Verlag Stahleisen GmbH, Dusseldorf,:341-348, 2005. [67] H. Berns, G. Siekmann and I. Wiesenecker, Draht, 35(5):247-252, 1984. [68] T. Iikubo and Y. Ito, Denki Seiko (Electr. Furn. Steel), 57:33, 1986. [69] W.J. Nam and H.C. Choi, Wire J. Int., 29:94, 1996. [70] W.E. Heitmann, T.G. Oakwood and H.J. Dziemballa, Proc. Of Microalloying 1995, Pittsburgh, PA, The Iron and Steel S°Ciety, Warrendale, PA,:395, 1995. [71] N. Ridley, S. Maropoulos and J.D.H. Paul, Mater. Sci. Tech., 10:239, 1994. [72] T. Yamamoto, R. Kobayashi, T. Ozone and M. Kurimoto, J. Heat. Treat., 3:220, 1984. [73] T. Nakano, T. Sakayuki, M. Wakita and A. Sugimoto, JSAE Review, 22:337-342, 2001. [74] H.K.D.H. Bhadeshia and R. Honeycombe, Steel, 3rd ed., Elsevier, 2006 [75] S.J. Matas and R.F. Hehemann, Trans. TMS AIME, 221:179–185, 1961. [76] R. Entin, Decomposition of Austenite by diffusional Processes , Ed. V. F. Zacky and H. I. Aaronson, 295–211, New York, Interscience, 1962. [77] J. Deliry, Memor. Sci. Rev. Met., 62:527–550, 1965. [78] J. Pomey, Memor. Sci. Rev. Met., 63: 507–532, 1966. [79] R.F. Hehemann, Phase transformations, Ed. H.I. Aaronson and V.F. Zackay, 397–432, Metals Park, OH, ASM, 1970. [80] R. Le-Houillier, G. Begin and A. Dube, Metall. Trans., 2:2645–2653, 1971. [81] H.K. D. H. Bhadeshia and D. V. Edmonds, Met. Sci., 17:420–425, 1983. [82] B.J. P. Sandvik, Metall. Trans. A, 13A: 777–787, 1982 [83] B.J. P. Sandvik, Metall. Trans. A, 13A:789–800, 1982. [84] S.J. Barnard and G.D.W. Smith and A.J. Garratt-Reed and J. van der Sande, Solid Solid Phase Transformations, TMS AIME , Materials Park, Ohio, 881-885, 1981. [85] S.S. Babu and K. Hono and T. Sakuri, Metall. Mater. Trans. A, 25:499-508, 1994. [86] G. Miyamoto, J.C. Oh, K. Hono, T. Furuhara, T. Maki, Acta Mater., 55:5027-5038, 2007. [87] A.A. Barabi, F. Li, P. Romano, D. Ponge and D. Raabe, Mater. Sci. Eng. A, 463:138- 146, 2007 [88] M. Ayada, M. Yuga, N. Tsuji, Y. Saito and A. Yoneguti, ISIJ Int., 38:1022-1031, 1998. [89] J.W. Morris Jr., Z. Guo, C.R. Krenn and Y.-H. Kim, ISIJ Int., 41:599-611, 2001. [90] H. Ohtani, F. Terasaki and T. Kunitake, Trans. ISIJ, 12:118-127, 1972. [91] A. Peters, R. Kaspar, J. Janovec and O. Pawelski, Steel Res. Int., 67:291-297, 1996. [92] M. Wettlaufer, R. Kaspar, Steel Res., 71:357-361, 2000. [93] M. Wettlaufer, R. Kaspar, Steel Res., 71:362-365, 2000. [94] K.J. Irvine, F.B. Pickering and J. Garston, J. Iron Steel Inst., 196:66, 1960 [95] R. G. Baker and J. Nutting, ISI Special Report, 64:1-10, 1959. [96] E. Tekin and P.M. Kelly, J. Iron and Steel Inst., 203:715-720, 1965. [97] M. Cohen, The strengthening of Steel, Trans TMS-AIME, 224:638-657, 1962. [98] P.G. Winchell and M.Cohen, The Strength of MARTENSITE, Trans. ASM, 55:347-361, 1962 [99] K. H. Jack: J. Iron and Steel Inst., 169:26–36, 1951. [100] J.D. Verhoeven, Fundamentals of Physical Metallurgy, John Wiley & Sons, Canada, 1975 [101] R.A. Grange, C.R. Hribal and L.F. Porter, Hardness of tempered MARTENSITE in carbon and low-alloy steels, Met. Trans. S, 8A:1775-1785, 1977. [102] A.G. Allen and P. Payson, The effect of Silicon on the Tempering of MARTENSITE, Trans. ASM, 45:498-532, 1953. [103] W. Crafts and J.L. Lamont, Effects of alloys in steel as resistance to Tempering, Trans. AIME, 172:222-243, 1947. [104] S. Yamasaki and H.K.D.H. Bhadeshia, Mater. Sci. Tech., 19:1335-1343, 2003. [105] D.H. Sherman, S.M. Cross, S. Kim, F. Grandjean, G.J. Long and M.K. Miller, Metall. Mater. Trans. A, 38A:1698-1711, 2007.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 109/111
[106] G.S. Ansell and E.M. Breinan, Trans. ASM, 58:110-113, 1965 [107] Y. Tomita and K. Okabayashi, Metall. Trans., 18A:115-121, 1987. [108] T. Thors, M. Mangard, S. Larsson and B. Hildenwall, Scand. J. Metall., 27:171-179, 1998. [109] L.J.E. Hofer, E.M. Cohn and W.C.Peebles: J. Amer. Chem. S°C., 71:189–195, 1949. [110] G.R. Speich and K.A. Taylor, MARTENSITE, Ed. by G.B. Olson and W.S. Owen, ASM International, 1992 [111] L. Cheng, C.M. Brakman, B.M. Korevaar and E.J. Mittemeijer, Metall. Trans., 19A:2415-2426, 1988. [112] A.M. Sherman, G.T. Eldis and M. Cohen, Metall. Trans., 14A:995-1005, 1983. [113] A. K. Seal and R.W.K. Honeycombe, J. Iron and Steel Inst., 188:343–350, 1958 [114] M. Tanino and K. Aoki, Trans. Iron and Steel Inst. Japan, 8:337–345, 1968 [115] D..McLean, Grain boundaries in Metals, Oxford Univ. Pr., Oxford, 1957 [116] H.K.D.H. Bhadeshia, M. Lord and L.-E. Svensson, Trans. JWRI, 32:91-96, 2003. [117] T. Sakuma, N. Watanabe and T. Nishizawa, Trans. JIM, 21:159, 1980 [118] R.M. Horn and R.O. Ritchie, Metall. Trans. A, 9A:1039–1053, 1978. [119] C.L. Briant and S.K. Banerji, Metall. Trans. A, 10A:123–126, 1979. [120] C.L. Briant and S.K. Banerji, Metall. Trans. A, 10A:1729-1737, 1979. [121] N. Bandyopadhyay and C.J. MacMahon Jr., Metall. Trans A, 14A:1313, 1983. [122] G. Krauss and C.J. McMahon Jr., MARTENSITE, ASM International, Eds. G.B. Olson and W.S. Owen, New York, 295, 1992. [123] C.J. McMahon Jr., Hydrogen Effects in Metals, Eds. I.M. Bernstein and A.W. Thompson, TMS-AIME, New York, 219, 1981. [124] F. Nakasato, F. Terasaki, Tetsu to Hagane, 61:856, 1975 [125] S.K. Banerji, C.J. McHaon Jr. and H.C. Feng, Intergranular Fracture in 4330-type Steels, Met. Trans. A, 9A:237-247, 1978. [126] B.S. Lement, B.L. Averbach and M. Cohen, Trans. ASM, 47:291, 1955 [127] G. Thomas, Metall. Trans. A, 9A:439-450, 1978. [128] B.J. Schultz and C.J. McHaon Jr., STP-499, ASTM, 104, 1972 [129] H. Ohtani and C.J. Mchaon Jr., Modes of Fracture in Temper Embrittled Steels, Acta Metallurgica, 23:377-386, 1975. [130] I. Olefjord, Temper Embrittlement, Review 231, Inter. Met. Rev., 23:149-163, 1978. [131] C.J. McMahon Jr. and L. Marchut, J. Vac. Sci. Technol., 15:450, 1978. [132] G. Krauss, Steels, 1st ed. ASM International, 2005 [133] P. Rogl, J.C. Schuster and H. Nowotony, Boron in Steel, Eds. S.K. Banerji and J.E Morral, TMS-AIME, 1980. [134] Ph. Maitrepierre, J. Rofes-Vernis and D. Thivellier, Structure-Properties Relationships in Boron Steels, Boron in Steel, Ed. by S.K. Banerji and J.E. Morral, The Metallurgical S°Ciety of AIME, New York, 1080. [135] Edgar C. Bain and Harold W. Paxton, Alloying Elements in Steel, 2nd ed., American S°Ciety for Metals, Metals Park, Ohio, USA, 1966 [136] E. Tekin and P.M. Kelly, J. Iron and Steel Inst., 203:715-720, 1965 [137] Y. Prawoto, N. Sato, I. Otani, and M. Ikeda, Journal of Materials Engineering and Performance, 13(5):627-636, 2004. [138] S. Tekeli, Mater. Lett., 57:604, 2002. [139] J. Gegner, Z. Metallkd., 94:30-35, 2003 [140] J. Kucera, P. Braz and K. Adamaszek, Acta Techn., 45:45-64, 2000. [141] J. Kucera and K. Adamaszek, Acta Techn., 46:51-60, 2001. [142] N. Birks and W. Jackson, J. Iron Steel Inst., 201:81, 1970 [143] A. Phillion, H. S. Zurob, C. R. Hutchinson, H. Guo, D. V. Malakhov, J. Nakano, G. R. Purdy, Metall. Trans. A, 35A:1237-1242, 2004. [144] B. Millon, J. Ruzickova and K. Stransky, Kovove Mater., 27(4):492-503, 1989. [145] C. R. Oldani, Scripta Mater., 35(11):1253-1257, 1996. [146] P. Marini and G. Abbruzzese, J. Magn. Magn. Mat., 26:15-21, 1982. [147] J.D. Verhoeven, Materials Characterization, 25:221-239, 1990 [148] M. Nomura, H. Morimoto and M. Toyama, ISIJ International, 40(6):619–623, 2000. [149] D. Li, D. Anghelina, D. Burzic, W. Krieger and E. Kozeschnik, Steel Research Int., 80(4):304-310, 2009. [150] W. Sachs and C.W. Tuck, ISI Publication 111, London, The Iron and Steel Institute, 1, 1968. [151] N. Birks, G.H. Meier and F.S. Pettit, Introduction to the High-Temperature Oxidation of Metals, Cambridge University Press, Cambridge, 2006 [152] D. Caplan, G.I. Sproule, R.J. Hussey and M.J. Graham, Oxid. Met., 12:67, 1968 [153] N. Birks, G.H. Meier, Introduction to High Temperature Oxidation of Metals, Edward Arnold, London, 1983 [154] F.S. Pettit, J.B.Wagner Jr., Acta Metall., 12:35-40, 1964 [155] C.Wagner, Z. Phys. Chem. B21, 25, 1933 [156] L. Himmel, R.F. Mehl, C.E. Birchenall, J. Met. Trans. AIME, 827-843, 1953.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 110/111
[157] M.H. Davies, M.T. Simnad, C.E. Birchenall, J. Met. Trans. AIME, 889-896, 1951. [158] A.S. Khanna, High Temperature Oxidation and Corrosion, ASM International, OH, 2002 [159] O. Kubaschewski, B.E. Hopkins, Oxidation of Metals and Alloys, second ed., [160] Academic Press Inc., New York, 1962 H.T. Abuluwefa, R.I.L. Guthrie and F. Ajersch, Metall. Mater. Trans. A, 28:1633-1641, 1997. [161] W.F. Smith, Foundations of Materials Science and Engineering, Irwin/McGraw-Hill, New York, 1993 [162] C. Wells, W. Batz, and R.F. Mehl, Diffusion coefficient of carbon in Austenite, Trans. AIME, 188:553-560, 1950. [163] R.P. Smith, Acta Met., 1:578-587, 1953 [164] G.V. Kidson, J. Nucl. Mat., 3:21-29, 1961. [165] W. Jost, Diffusion in Solids, Liquids and Gases, Academic Press Inc., New York, 69, 1960 [166] J.S. Kirkaldy, Can. Jour. Phys. 36:917, 1958 [167] R.Y. Chen and W.Y.D. Yuen, Oxidation of Metals, 59:433-468, 2003 [168] K.M. Marra, E.A. Alvarenga and V.T.L. Buono, ISIJ International, 44(3):618-622, 2004. List of Publications Journal
Y. Lee, Sangwoo Choi, H. Kim and W.Y. Choo, “An experimental study of the mean effective strain in rod (or bar)
rolling process”, Metals and Materials, 6(6):525-513, 2000.
Y. Lee, Sangwoo Choi and Y.H. Kim, “Mathematical Model and experimental validation of surface profile of a
workpiece in round-oval-round pass sequence”, J. Materials and Processing Technology, 108:87-96, 2000.
Y. Lee and Sangwoo Choi, “New approach for the prediction of stress free surface profile of work piece in rod
rolling”, ISIJ International, 40(6):624-626, 2000.
Sangwoo Choi, Y. Lee and S. Lee, “A study of influence of strain path change on the microstructure and
mechanical properties of low carbon steel using plate and bar rolling”, Metals and Materials International, 7(2):115-
121, 2001.
Y. Lee, S.I. Kim, Sangwoo Choi, B.L. Jang and W.Y. Choo, “Mathematical Model to simulate thermo-mechanical
controlled processing in rod (or bar) rolling”, Metals and Materials International, 7(6):519-530, 2001.
S.-J. Yoo, Sangwoo Choi, S.-K. Han, B.-J. Jung, B.-H. Song and C.-N. Park, “The effects of V, Al and N on the
fatigue life of a carbonitrided bearings”, Bearing Steel Technology, ASTM STP 1419, J.M. Beswick, Ed. ASTM
International, pp. 297-300, 2002.
Sangwoo Choi, Y. Lee and P.D. Hodgson, “A comparative study of microstructures and mechanical properties
obtained by bar and plate rolling”, J. Materials and Processing Technology, 124:329-336, 2002.
Y. Lee, Sangwoo Choi and P.D. Hodgson, “Analytical Model of pass-by-pass strain in rod (or bar) rolling and its
application to prediction of Austenite grain size”, Materials Science and Engineering A, 336:177-189, 2002.
Sangwoo Choi and Y. Lee, “A new approach to predicting partial recrystallization in the multi-pass hot rolling
process”, Metals and Materials International, 8:15-23, 2002
Y. Lee, Sangwoo Choi and P.D. Hodgson, “Integrated Model for thermo-mechanical controlled process in rod (or
bar) rolling”, J. Materials and Processing Technology, 125126:678-688, 2002.
Sangwoo Choi, Y. Lee, P.D. Hodgson and J.S. Woo, “ Feasibility study of partial recrystallization in multi-pass hot
deformation process and application to calculation of mean flow stress”, J. Materials and Processing Technology,
125-126:63-71, 2002.
Sangwoo Choi, “Models for estimation of transformation kinetics from the Dilatation data during a cooling of
Hypoeutectoid steels”, Materials Science and Engineering A, 363:73-81, 2003.
Conference
S.K. Cho and Sangwoo Choi, “Effect of wire rod size and its packing density on the tensile strength deviation of
high carbon steel wire rod in the stelmor process”, Wire Association International 67th Annual Convention: 1997
Conference Proceeding (USA), pp. 36-42, 1997.
S.J. Yoo, J.K. Park, Sangwoo Choi and D.L. Lee, “Improvement of ball bearing fatigue life by reducing segregation
and Proeutectoid Cementite”, Wire Association International 69th Annual Convention: 1999 Conference Proceeding
(USA), pp. 217-224, 1999.
Sangwoo Choi, Y. Lee, P.D. Hodgson and J.S. Woo, “Feasibility study of partial recrystallization in multi-pass hot
deformation process and application to calculation of mean flow stress”, The 9th International Conference on Metal
Forming (UK), pp. 63-71, 2002.

Optimization of microstructure and properties of high strength spring steel
www.randb.co.kr, [email protected]
본 자료는 R&B Inc.의 자료로 무단 복사 및 도용을 금합니다. 111/111
Y. Lee, Sangwoo Choi and P.D. Hodgson, “Integrated Model for thermo-mechanical controlled process in rod (or
bar) rolling”, The 9th International Conference on Metal Forming (UK), pp. 678-688, 2002.
Sangwoo Choi and C.S. Lee, “New approach for extracting Proeutectoid Ferrite and Pearlite transformation
kinetics from Dilatation curve of Hypoeutectoid steels and its verification”, The 2003 Korea-Japan symposium of
phase transformations: Current issues of phase transformations (KOREA), 2003.


















