Operator guidance system for industrial plant supervision
14
Pergamon Expert Systems WithApplications, Vol. 12, No. 4, pp. 441-454, 1997 © 1997 Elsevier Science Ltd Printed in Great Britain. All rights reserved 0957-4174/97 $17.00+0.00 PII: S0957-4174(97)00004-3 Operator Guidance System for Industrial Plant Supervision HERNAN VILLANUEVA Departmentof Electricaland ComputerEngineering, The Universityof Newcastle,Callaghan, NSW 2308, Australia HARMEET LAMBA BHP Research,NewcastleLaboratories, P.O.Box 188,Wallsend,NSW 2287,Australia Abstract--In this paper we present monitoring, diagnosis and optimization in the Ash Control Model (AshMod), a knowledge-based operator guidance system (OGS) in the coal washing domain. AshMod assists the operator in monitoring the plant, performing fault diagnosis, and in plant optimization. It assists the operators in maximizing clean coal yield while keeping ash (impurity) content within acceptable limits. AshMod performs deep reasoning through the use of knowledge models that capture purpose, function, structure, behaviour and heuristics. Knowledge validation and maintenance is facilitated through the use of graphical object-oriented knowledge models. AshMod has been developed for the B&C coal washing plants operated by Broken Hill Proprietary Limited (BHP) at Port Kembla, Australia (The Broken Hill Proprietary Company Limited, Home Page, http://www.bhp.com.au/; BHP, 1995) Owing to our focus on generality and reuse during the development of this OGS, we expect that much of AshMod can be reused in future OGS developments in BHP operated coal washeries, sinter plants, blast furnaces, coke ovens etc. AshMod is currently undergoing offline testing at the coal washing plants. © 1997 Elsevier Science Ltd 1. COAL WASHING THE FLAT PRODUCTS DIVlSXON (FPD) of BHP Steel operates the B&C Plant Coal Washeries. The essential purpose of the coal washery is to improve the quality of raw coal by removing impurities (Coal Preparation Society, 1987; BHP Coal Preparation Department, 1994). The two plants process 250 and 350 tons of raw coal per hour, respectively. Unwashed coal is fed into the washery to reduce the ash (impurity) content in the coal. The coking coal and energy coal output from the washery is used for export and for internal use. High ash content decreases the value of coal. Hence, the plant operation is geared towards controlling the ash content in the washed coal. Sizing screens are used to classify the coal on the basis of size. The different sizes of coal are then washed by separate processes optimized to remove impurities from coal of that size (Coal Preparation Society, 1987; BHP Coal Preparation Department, 1994). Jigs are used to wash large coal, cyclones to wash small coal, and flotation cells are used to wash fine coal (Fig. 1). The jigs and cyclones are gravity stratification processes that exploit the fact that all removable impurities associated with coal are higher in specific gravity than the coal. Flotation cells, on the other hand, exploit the hydro- phobic nature of coal to separate it from impurities. Operators continuously monitor the plant by looking at large volumes of sensor data. Sensors operating in a rough industrial environment sometimes record incorrect readings. They validate sensor readings to determine whether the measurements can be relied upon. The readings are subject to noise, which the operators filter out. For safety and cost considerations, sensors are difficult to calibrate. Operators perform mental adjust- ments to sensor readings to account for calibration offsets. They follow statistical process control (SPC) guidelines to isolate plant components that are out of control. Operators recognize process trends and perform fault detection by using associations between trend patterns and faults. They use knowledge about cause and effect relationships to diagnose the root cause of detected faults. Operators have knowledge about the action needed to correct an identified malfunction. They identify opportunities for fine tuning and optimizing the process. Hence, the tasks performed by operators in the coal washery may be classified into three major categories: 441
-
Upload
hernan-villanueva -
Category
Documents
-
view
212 -
download
0
Transcript of Operator guidance system for industrial plant supervision

Pergamon Expert Systems With Applications, Vol. 12, No. 4, pp. 441-454, 1997
© 1997 Elsevier Science Ltd Printed in Great Britain. All rights reserved
0957-4174/97 $17.00+0.00
PII: S0957-4174(97)00004-3
Operator Guidance System for Industrial Plant Supervision
HERNAN VILLANUEVA
Department of Electrical and Computer Engineering, The University of Newcastle, Callaghan, NSW 2308, Australia
HARMEET LAMBA
BHP Research, Newcastle Laboratories, P.O. Box 188, Wallsend, NSW 2287, Australia
Abstract--In this paper we present monitoring, diagnosis and optimization in the Ash Control Model (AshMod), a knowledge-based operator guidance system (OGS) in the coal washing domain. AshMod assists the operator in monitoring the plant, performing fault diagnosis, and in plant optimization. It assists the operators in maximizing clean coal yield while keeping ash (impurity) content within acceptable limits. AshMod performs deep reasoning through the use of knowledge models that capture purpose, function, structure, behaviour and heuristics. Knowledge validation and maintenance is facilitated through the use of graphical object-oriented knowledge models.
AshMod has been developed for the B&C coal washing plants operated by Broken Hill Proprietary Limited (BHP) at Port Kembla, Australia (The Broken Hill Proprietary Company Limited, Home Page, http://www.bhp.com.au/; BHP, 1995) Owing to our focus on generality and reuse during the development of this OGS, we expect that much of AshMod can be reused in future OGS developments in BHP operated coal washeries, sinter plants, blast furnaces, coke ovens etc. AshMod is currently undergoing offline testing at the coal washing plants. © 1997 Elsevier Science Ltd
1. COAL WASHING
THE FLAT PRODUCTS DIVlSXON (FPD) of BHP Steel operates the B&C Plant Coal Washeries. The essential purpose of the coal washery is to improve the quality of raw coal by removing impurities (Coal Preparation Society, 1987; BHP Coal Preparation Department, 1994). The two plants process 250 and 350 tons of raw coal per hour, respectively. Unwashed coal is fed into the washery to reduce the ash (impurity) content in the coal. The coking coal and energy coal output from the washery is used for export and for internal use. High ash content decreases the value of coal. Hence, the plant operation is geared towards controlling the ash content in the washed coal.
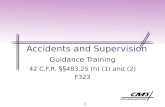
Sizing screens are used to classify the coal on the basis of size. The different sizes of coal are then washed by separate processes optimized to remove impurities from coal of that size (Coal Preparation Society, 1987; BHP Coal Preparation Department, 1994). Jigs are used to wash large coal, cyclones to wash small coal, and flotation cells are used to wash fine coal (Fig. 1). The jigs and cyclones are gravity stratification processes that exploit the fact that all removable impurities associated
with coal are higher in specific gravity than the coal. Flotation cells, on the other hand, exploit the hydro- phobic nature of coal to separate it from impurities.
Operators continuously monitor the plant by looking at large volumes of sensor data. Sensors operating in a rough industrial environment sometimes record incorrect readings. They validate sensor readings to determine whether the measurements can be relied upon. The readings are subject to noise, which the operators filter out. For safety and cost considerations, sensors are difficult to calibrate. Operators perform mental adjust- ments to sensor readings to account for calibration offsets. They follow statistical process control (SPC) guidelines to isolate plant components that are out of control. Operators recognize process trends and perform fault detection by using associations between trend patterns and faults. They use knowledge about cause and effect relationships to diagnose the root cause of detected faults. Operators have knowledge about the action needed to correct an identified malfunction. They identify opportunities for fine tuning and optimizing the process.
Hence, the tasks performed by operators in the coal washery may be classified into three major categories:
441

442 H. Villanueva and H. Lamba
[% bin level192.6441 53.01 WASHBOX
222.641]
3BBN_BLENDING_BIN
PLANT B
lira
[ ] ILargo B tph 1148.535 I 55.1 I_PRIMARY_CYCLONE
• ~ [ ] ISmall B tph 194.303 I
77.19A_FLOTATION_CELLS
N_CELLS ~
t77,07Btph 141.875 [
PLANT C
66.1 I_PRIMARYCYCLONE •
4BBN_BLENDING_BIN 63.0 I_WASttBOX
FIGURE 1. Simplified schematic of the B&C plant coal washery.
I% ash 17.463] -- ~ ] COKING-COAL
Itph 1446.438 I I yiolO[Sl 5071
Monitoring, diagnosis and optimization.
2. OPERATOR GUIDANCE SYSTEMS
This section details the rationale behind an Operator Guidance System (OGS) in general, and the rationale behind AshMod in particular.
Some of the reasons behind the development of an OGS are
• Operator knowledge is lost when an operator is no longer available after retirement. The many years of accumulated expertise has to re-acquired by new operators.
• Due to differences in levels of expertise, there is considerable operational variability introduced by individual operators. The additional variability has an adverse effect on product quality.
• The large volume of sensory data presented to operators results in cognitive overload, which in turn increases the likelihood of the operator missing a process condition, or making the wrong decision under pressure. An OGS can act as an assistant to the operator, thus reducing this cognitive overload.
Some of the reasons behind the development of AshMod ale
• In the absence of an OGS, a considerable proportion of production time is being lost due to fault related
shutdowns. AshMod would be able to identify process upsets in a more timely manner, hence preventing an aggravation of the situation, thus reducing shutdown time. The domain experts believe that there is considerable scope for optimizing the process when the plant is running without any faults. The current attempts by operators to improve performance may only be adding variability into the process. AshMod alms to correct this by providing a consistent and systematic optimiza- tion strategy.
When the process goes into transient condition or an abnormality occurs, the dynamic evolution of the displayed data can confuse the experts because:
• Process data changes at different rates, reflecting different local process time constants.
• Process delays and transportation lags can complicate temporal causality relationships.
• Information from various sensors can be mutually conflicting.
• Information can be incomplete when operators intro- duced changes which are not recorded; when results manifest themselves after significant dead time; when critical sensors fail; or when sensors have not been installed at strategic positions to help discriminate among candidate process faults,
Consequently its often very difficult for the operator to:

Operator Guidance System 443
• Distinguish normal from abnormal operating condi- tions.
• Assess current process trends and anticipate future operational states.
• Identify causes of process trends: External load disturbances, process faults, operator induced mishan- dling, or operational degradation due to parametric changes.
• Plan and schedule a sequence of operating steps leading the process to a new operating level.
To help operators in solving these problems, knowledge- based decision support systems have been developed taking the shape of Operator Guidance Systems. Figure 2 shows the operations within a plant; the shaded areas highlight the supervisory operations that can be assisted by an OGS. An effective OGS seamlessly integrates all these decision support activities.
3. ASHMOD
Operator knowledge is lost when an operator retires. This knowledge loss is prevented by capturing it in an OGS. Due to differences in levels of expertise, operators introduce quality variability into the process. By provid- ing consistent recommendations, an OGS reduces this variability, hence improving product quality. During process upsets, operators have to digest large volumes of sensory data and take prompt corrective action. An OGS acts as an assistant, thus reducing the cognitive overload. Fault related shutdowns result in loss of production. Such shutdowns can be prevented by the timely identi- fication of process upsets by an OGS. An OGS can help continuously improve and optimize a process thus increasing product quantity and quality.
Our OGS, AshMod, helps plant operators in maximiz- ing the clean coal yield while keeping ash (impurity) content within acceptable limits (Lamba, 1995). It contains knowledge for interpretation of process data, and is intended to advise operators on process conditions
/ FIGURE 2. Shaded areas indicate the tasks performed by an
operator guidance system.
and control actions. AshMod enhances the performance of the plant by allowing the operator to make more informed decisions. By providing consistent and timely guidance to the operator, AshMod assists an operator in getting higher yield while maintaining consistent product quality. It is not intended to replace the operator, but rather to act as an assistant. Throughout the development of this OGS, plant operators have been actively involved in the acquisition and validation of domain knowledge and in user interface specifications. This has made operator acceptance easier and has hence contributed to enhanced system useability and correctness.
AshMod applies the knowledge modelling principles propounded by the KADS methodology (Hickman et al., 1989; Schreiber et al., 1994) and is implemented using G2. It assists the operator in the three major task categories identified earlier: Monitoring, diagnosis and optimization. By automating the monitoring task, Ash- Mod reduces the cognitive load on the operator. AshMod encapsulates diagnostic knowledge and assists the oper- ator in performing quick and consistent fault detection, diagnosis and removal. AshMod also assists the operator in the optimization task by providing appropriate perfec- five recommendations.
An overview of AshMod's functionality can be provided by means of an example. For each plant component, AshMod monitors a set of process indicators in real time. By applying statistical process control (SPC) criteria on these indicators, AshMod is able to determine whether a plant component is operating in a normal state. SPC rules compare the values and trends of the process indicators over a specified time window, against the process mean and against upper and lower control limits.
The process component icons in the schematic work- space, as well as the goals in the goal tree-success tree associated with this component, are highlighted in red when the component fails to satisfy the SPC criteria. AshMod performs trends analysis on the process indica- tors associated with the suspected components, to identify process faults. Each process variable has a long term trend (over a 4 h window), a medium trend (over a 1 h window) and short term trend (over a 30min window). These trends may be increasing, decreasing or steady. The discovery of a fault is based on the observation of a specified combination of trends.
The fault-cause workspace is displayed and the identified faults are highlighted in red. For every identified symptom, there are many faults and malfunc- tions that could have been the cause. Prior probabilities are used to identify the most likely cause which is highlighted in blue. Messages are sent to the message workspace to inform the operator about the suspected components, the identified faults and the potential faults and malfunctions.
The operator is kept in the loop by asking him to accept or reject an AshMod recommendation. An

444 H. Villanueva and H. Lamba
identified fault is one that AshMod is able to recognize by observing the trends of relevant process indicators, or one that has been explicitly identified by the operator. A potential fault is a fault hypothesis constructed by AshMod. It is a plausible fault, but there is inadequate evidence for its support. These are presented to the operator, together with an indication of AshMod's level of confidence in the likelihood of the fault's occurrence.
When the operator accepts a potential fault it becomes an identified fault, and AshMod examines its possible causes. This process continues till a list of possible (hypothesized) malfunctions are generated together with AshMod's level of confidence. Finally, the operator accepts a malfunction message to indicate that he agrees that the malfunction was the root cause of the identified fault(s). AshMod then displays the recommended action that the operator needs to perform to correct the malfunction. Once the corrective action has been taken, the inertia associated with the process often results in a delay of up to half an hour before the effect of the action becomes visible through the process indicators. During this period, AshMod assumes that the malfunction has been corrected, and ensures that the same root cause is not again generated as a possible (hypothesized) mal- function. This time delay is recorded as a knowledge attribute inside the malfunction object, together with the last time this malfunction was corrected. Thus AshMod utilizes an algorithm similar to one used by cache memory systems to determine when to re-enable the malfunction.
For example, the medium density problem object, $5 (Fig. 7), contains 30 min as the action reaction time attribute. High cyclone ash may be caused by $5. AshMod records the time, t l , when the operator acknowledges medium density as the cause of high cyclone ash. When $5 is again identified as a possible cause at time t2, then AshMod checks to see if t 2 - t1>30 min to determine whether it is legitimate to reconsider $5 as a cause.
If all plant components satisfy the SPC criteria then there is no need for fault diagnosis, and AshMod tarns to optimization. The plant optimization workspace is dis- played. Here, the current operating point of each plant circuit is compared with the target. The circuits operating point is determined by its yield (the ratio of product to feed tons per hour) and product ash level. Each circuit has a target ash and yield level determined on the basis of current feed quality (i.e. the amount of impurity in the raw coal being fed into the plant). For each circuit, the 'distance' of the current ash and yield levels from the target determine the circuit's 'optimality coefficient'. The circuit with the largest 'optimality coefficient' is the one that is furthest away from the target operating point and offers maximum scope for improvement. Hence, this circuit is highlighted in red on the optimization work- space, and the appropriate perfective action needed to adjust the circuit setpoint is displayed to the operator.
Optimality Coeff= AshCoeff+ YieldCoeff
AshCoeff= ITargetAsh - CurrentAshl TargetAsh
YieldCoeff= ITargetYield - CurrentYieldl TargetYield
To perform its tasks intelligently, AshMod needs static domain knowledge that describes its operating environ- ment, as well as dynamic task knowledge that describes how these tasks are to be performed. In the following sections we describe the domain models that capture knowledge about the purpose and function of plant components, the plant structure, heuristic fault-cause associations and the behaviour of plant components.
We then describe the task models that capture knowledge associated with the three major tasks per- formed by the OGS: Monitoring, diagnosis and optimization.
4. MULTIVIEW DOMAIN MODELS
The different domain knowledge models described in this section correspond to the different operator views of the plant. The use of multiview domain models allows the knowledge engineer to acquire and represent knowl- edge in a format that plant personnel can relate to. This makes the system acceptable to the operators, thus making it more effective, and enabling future knowledge validation and maintenance.
4.1. Goal 'h 'ee-SuccessTree
The goal tree-success tree (GTST) (Kim & Modarres, 1987) is a kind of Means End Knowledge Model in which the plant's intentional aspects are captured through a problem reduction strategy. The GTST is used to represent the mental model used by superintendents and operators in operating a complex plant. The knowledge is modelled by a tree structure of hierarchi- cally related goals and subgoals that must be satisfied for the correct operation of the plant (Lamba, 1995). The upper section of the GTST (goal tree or GT) consists of goals and subgoals that capture purpose. The lower section (success tree or ST) consists of the success criteria that captures function (Figs 3 and 4).
The construction of the goal tree begins with the identification of the essential objective of the entire plant. In AshMod, this top goal is the "safe, environmen- tally sound and cost effective operation of the plant". The top goal is then divided into subgoals that are necessary and sufficient for its achievement. Looking downward from a supergoal, one can see how it is satisfied through the satisfaction of its subgoals. Conversely, looking upward from a subgoal, one can see why it is needed for the satisfaction of the supergoal. The verification of the

Operator Guidance System 445
cyclone cyclone screen rd sd pressure
screen mass flow delkors
G proactive (worst case propagation) O reactive (weighted propagation)
FIGURE 3. The AshMod GTST workspace.
lowest level goals is based on plant instrument readings (raw or filtered), operator activities, events or some calculated parameters.
In AshMod, SPC criteria are used to determine the success or failure of the ST goals. The state of the ST goals is then propagated upwards for the evaluation of the state of the GT goals. The value of each goal, and its animated colour (red, orange or green) is determined based on how well the goal satisfies the SPC criteria.
When multiple ST goals fail the SPC criteria, the upward propagation may be a worst case propagation or a weighted propagation. In worst case propagation, the state of the worst ST goal is propagated to the top GT goal to capture the operator's attention. In weighted propagation, a weighted average of the state of each ST goal is propagated upwards, so that the GT goals get assigned a value that reflects the 'average' state of the plant.
A major attraction of the GTST model is that the very process of constructing it assists the domain experts and the knowledge engineers in formalizing knowledge.
Each low level goal in the success tree has a list of indicators, instruments, parameters, operator activities,
events and calculated parameters that affect the success or failure of the goal. For example:
Goal No. Goal Statement Sensor No. 55 Prevent overheating of 70
heater rods
Associated with each indicator (Lamba, 1995) is a range of values that represents the acceptable range for that indicator. A similar indication of acceptability is used for calculated parameters, events, operator activities etc. For example:
Sensor No. Instrument Unit Lower Upper Bound Bound
70 Thermocouple °C 80 100
Further, for each instrument gathering plant data, its location in the plant is established. For example:
Sensor No. Instrument Location 70 Thermocouple Coolant tower
G3 (Fig. 5) is an instance of the goal class. Associated
9] Maintain Large Product Ash and Yield Near Aim I
I 15] Maintain Satisfactory Operation of Dewatering Screens
I 181 Maintain Stable Jig Pulsation Rate
I I 16] Maintain Satisfactory 17] Maintain Satisfactory Operation of Baum Jigs Operation of Sizing Screens
I I
19] Maintain Satisfactory Operation of Shale and Middlings Evacuation
FIGURE 4. The 'large coal circuit' subtree from the AshMod GTST.

446 H. ViUanueva and H. Lamba
with each goal is a goal value and a goal weight that serve to establish the state of each goal. The G2 knowledge-base is modularized into workspaces. The workspace shown in Fig. 3 graphically captures the relationship between goals and subgoals. Black squares represent individual goals, and the directed links are the 'connections' between goals. These directed links may be used at startup to infer named 'relations' between goals. The following initialization rule is fired at startup and sets up the supergoal-of relation between goals: Initially for any goal gl connected at an input of any goal g2 unconditionally conclude that gl is supergoal-of g2. The state of a supergoal is determined through the recursive propagation of the state of its subgoals. The following G2 rules are used for state propagation:
(1) For any goal gl if there exists a goal that is subgoal- of gl and the value of propagation strategy is proactive then conclude that the goal-value of gl = the maximum over each goal g2 that is subgoal-
Notes OK Item configuration none
Names G3 Goal statement 'Optimal Operation of Smell Coal Circuit'
Goal weight 0.2 Goal value 0.0
Circuit small
Trend smallb
FIGURE 5. Small coal circuit goal G3.
of gI of(the goal-value of g2) (2) For any goal gl if there exists a goal that is subgoal-
of gl and the value of propagation strategy is reactive then conclude that the goal-value of gl = the sum over each goal g2 that is subgoal-of gl of(the goal-value of g2* the goal-weight of g2).
4.2. Plant Schematic
The Plant Schematic is a Structure Model in which the connectivity of plant components and the flow of information, control and material is captured graphically (Lamba, 1995). In the AshMod schematic (Fig. 6), the components are not labelled so as to avoid visual clutter since standard icons are used to represent each compo- nent. A high level schematic provides an overview of the plant. Numerous low level schematics allow the operator to 'drill-down' to detailed representations of individual circuits (plant components). This hierarchical representa- tion allows the OGS to capture the whole-part associations within the plant.
Through the use of schematics, an OGS can 'under- stand' that any two connected components can influence each other. For instance, a problem observed in one component could be due to a malfunction in a neighbour- ing component further upstream or downstream. AshMod understands that a 'water addition problem' observed in the primary cyclone could be due to a 'flooding' malfunction in the desliming screens (upstream neighbour of the primary cyclone) or due to a 'blockage' malfunction in the secondary cyclone or the basket centrifuge (downstream neighbours of the pri- mary cyclone). This information cannot be obtained from any other knowledge model but is clearly captured by the schematic.
In addition, the plant schematic provides a dynam- ically animated display that shows the state of the entire
.~0_OS~:_.~UM_SU.P
~ ; ~ SS~ WING_TANK
5s~s_sc~ p u M ~ ~ ~ ~ O N L / 5537_
"~-COA L I~ D " 55.13A B_SCREEN
55.07_FINE_COAL_SUMP
5522_CENTRIFUGE COKING
85.~I DE~SE_M EDI UM _SUM P
FIGURE 6. Plant B small coal circuit schematic.

Operator Guidance System 447
plant as well as the state of the components of the plant. When AshMod determines that the jig is operating out of statistical process control, its schematic icon is high- lighted to attract the operator's attention. The operator may then click on the jig's icon to investigate the problem through a fault-cause diagnosis performed by AshMod.
4.3. Fault--Cause Network
Operators use heuristic models based on first principles to perform diagnosis. Since AshMod is a real-time system, for the sake of speed, efficiency and timeliness, it makes use of compiled heuristic knowledge in the form of a fault--cause network (Fig. 7). This network provides a means for identifying the root cause of an observed fault in the plant. The octagons in the figure represent faults, while the squares represent root causes. Hence low cyclone yield (S1) could be because of $3, $4 or $5. AshMod traces back from an observed fault (say S1) through intermediate faults ($3, $6 and S10) to identify the root cause (say M16).
Faults (for example, S6---dense water addition prob- lem) are the symptoms or problems that are discovered by the operator or by the OGS. Causes (for example, M17--leak in water line) are the culprits or malfunctions
that generate the fault. The root cause of a fault must be identified and fixed to remove the fault.
By integrating Bayes theorem into the fault--cause network, AshMod uses probabilistic reasoning to deter- mine its confidence in a hypothesis. This determines the probability that a certain malfunction is the root cause, given an observed fault. This allows AshMod to provide a level of confidence with every recommendation. As a result the operator is given the freedom to use his own judgement in deciding upon a course of action. Operator feedback is used to adjust these confidence factors through reinforced learning. When the operator accepts or rejects a recommendation, the confidence of the potential causes associated with the recommendation are increased or decreased accordingly.
$5 and M16 (Fig. 8) are instances of the fault and cause classes. Associated with each fault and/or cause is a confidence that serves to establish the most likely cause of an observed fault. The following G2 rules are used to highlight in red all observed faults and causes, and to highlight in blue, the most likely cause of an observed fault:
(1) For any occurrence 0 whenever the status of 0 receives a value and when the status of 0 is alarm then change the back icon-color of 0 to red
S I 0 - W a t e r p rob lem
S3 ~ - Dense wa te r add i t ion
p rob lem
S3 - Dense c i r cu i t ~ J ~
MI6- Water hose left open
~ ! Ml7- Leak in water line
- " % - - - " ~ M 18 -Water addition valve faulty/stuck open
M 19 -Water addition PID ~ controller on manual
M4 - Desliming screens flooding into wing tank
M5 - Problem with splitter box
[]
SI - C y c l o n e y ie ld too low i ~ ~ . _
$2 - C y c l o n e ash too h igh
$7 - Feed p r e s s u r e prob lem
SI I - Problem in wing tank
$5 - M e d i u m dens i ty ~
p r o b l e m ~ MI - Controller trip
. " i t ~ 1 1 - ,
~ M 3 - Program problem
M6 - Faulty intake valve
M7 - Holes in lines/joints
i M8 - Inadequate sump level
~ M20 - Faulty wing tank pump
M22 - Wing tank blocked
M22 - Wing tank sluicing
$5 - D i lu t e w a t e r add i t ion
p rob lem
S4 - Dilute
circuit problem
M9 - Blocked dilute underpan on rinsing screens
MI0 - Hole in dilute delivery line
M 11 - Dilute water sump not making up
$9 - Dilute
cyclone problem ~ MI2 - Belt slipping
~ MI3 - Suction blocked
~ MI4 - Pump cavitating
~ M I 5 - Makeup valve stuck open
FIGURE 7. Fault-cause network for the small coal circuit.

448 H. Villanueva and H. Lamba
Notes
Item configuration
Names
Statement
Status
State
Confidence
OK
none
S5
"Medium densi ty problem"
unknown
active
35.508
Names M16
Statement "Water hose left open"
Status unknown
State inactive
Confidence 20
Action "Turn it off and inform Rob Sedmak"
FIGURE 8. Table for the smell coal circuit $5 end cause M16.
(2) For any occurrence O1 that is caused-by any occurrence 02 whenever the status of O1 is alarm and for every occurrence 03 that is the-cause-of Ol (the confidence of 02 > = the confidence of 03) then change the back icon-color of 02 to blue.
4.4. Mathematical Models
Mathematical models are based on observations of behavioural relationships between plant components. AshMod uses numerous mathematical models, a couple of which are mentioned here.
The fine coal tons per hour is related to the volume of fine coal on the conveyor belts. Hence, on the basis of observations, AshMod uses the following mathematical model: Fine coal tons per hour=0.025 * (conveyor belt speed * depth of fine coal on conveyor belt).
The following model captures the relationship between target ash and target yield (Lamba, 1995).
Re = Yp*((100 - - PA)/(100 - - FA) ) (1)
where R~=Carbon Recovery, Yp=Target Yield, PA=Tar- get Ash and Fg=Feed Ash.
5. MONITORING
Process monitoring is associated with the identification of the state of the system from sensor data. This involves data reconciliation (validation, filtration, calibration) as well as statistical process control. AshMod employs a data driven or forward chaining strategy with the monitoring task (Lamba, 1995). The results of the monitoring task are immediately made available to the diagnosis and optimization tasks. Final-Ash (Fig. 9) is an instance of the process variable class. As each process variable is monitored, the associated information is maintained in its object table. The monitored process variable trends are displayed to the operator (Fig. 10).
5.1. Validation
To identify sensor failure, AshMod validates the raw data. Since the software is currently undergoing off-line
testing, the data are read in from a file. Once the software is ready to be run on-line, the G2 standard interface
Options
Notes
do not fonnrd chain, breadth first backward chain
OK
Item cordigurstion none
Nsmes FINAL-ASH
Tracing and breakpoints detault
Datatype quantity
Initial value 9.0
Last recorded value 7.5, valid indefinitely
History keeping $pec keep history with maximum number of dstapoints = 100
Validity interval indefinite
Formula none
Simulstion details no simulation formula yet
Initiai vaiue for aimulation default
Dataeerver GFI dataserver
Default update interval none
GFI input interface object data-file
Aim 9.0
Stdev 2.0
Shodtermtrend increasing
Midtermtrend increasing
Longtermtrend decreasing
Trend steady
Validity valid
Validated value 7.5
Callibrated value 7.5
Filtered value 7.335
Level normal
Filter coeff 0.95
FIGURE 9. Process variable Final-Ash.

Operator Guidance System 449
[] 7.412 valid increasing
I[ 82.863 valid steady
~--~ bins
~ tph
correlations
~ centrifuges
~ cyclones
[ ~ elevators
flotation
~ magnetite sumps
FIGURE 10. The trends workspace.
[--~ delkors
~ - ~ mass balance
(GSI) may be used to provide a direct feed of real-time data into AshMod. The following G2 rules are used for validation:
(1) fo r any gfi-quantitative-variable v i f abs (the current value o f v - the aim o f v) < = 3 * the stdev o f v then conclude that the validated-value o f v = the current value o f v and conclude that the validity o f v = the symbol valid
(2) f o r any gfi-quantitative-variable v i f abs (the current value o f v - the aim o f v) > 3 * the stdev o f v then conclude that the validated-value o f v = the aim o f v and conclude that the validity o f v=the symbol invalid
5.2. Filtration
AshMod uses the exponentially weighted moving aver- age (EWMA) filter which is a good filter in situations where the process mean moves slowly relative to the movements caused by measurement noise (Lamba, 1995). A benefit of using this filter is that it has an incremental formulation, so that the computation time required for real time filtering is not excessive. The current value of the process variable depends in an exponentially weighted manner on all the prior values of the variable: x~=w*xk+(l --w)*xk_, where 0<w< 1.
5.3. Calibration
Poorly calibrated sensors produce signal values that have a constant offset. Calibration of process sensors is not
undertaken very often due to safety and economic considerations. Hence, to improve the reliability of future analysis, AshMod performs automatic calibration of all sensor data. It averages out signal variability over a long time window. If the sensor is correctly calibrated then this average would be the same as the target value of the process variable. Any deviation from this equality suggests a calibration error, which is then corrected. The following G2 rule is used for calibration: For any variable v unconditionally conclude that the calibrated- value o f v = the validated-value o f v - (the avg value o f v during the last 6 hours - the aim o f v ).
5.4. Statistical Process Control
AshMod applies statistical process control criteria on each subsystem in the process. To do so, it examines the current as well as historical values and trends of all process variables. When the subsystem fails to satisfy the SPC criteria, the diagnosis task is initiated to identify, diagnose and remove faults. The G2 procedure illustrated in Fig. l l is used to determine the state of the goal g associated with process variable pv.
6. DIAGNOSIS
Diagnosis is the real-time identification of the causal origins of process faults from sensor data and from a priori knowledge about process behaviour under normal and abnormal states. AshMod performs diagnosis

450 H. Villanueva and H. Lamba
. Observed Fault .
. Potential Fault .
Possible Malfunction
Recommended Action
4N°vg°9° 3°am Fee 114N°v'6 °120 E I Dense 14 Nov 96 9:01:25 a.m. Cyclone pressure problem circuit problem ash too high
4 Nov 96 9:01:30 a.m. Problem 4 Nov 96 9:01:26 a.m. Dense 4 Nov 96 9:01:25 a.m. Medium in wingtank(28.0%) l[ water problem(45.501%)Jl density problem(35.508%)
4 Nov 96 9:01:30 a.m. Faulty 4 Nov 96 9:01:30 a.m. Holes in[ ntake va ve (22 %) lines/joints (26.348 5) [
/ 4 Nov 96 9:01:32 a.m. Inadequate[
sump level - Check the sump [ valves and pumps [
FIGURE 11. AShMod'a diagnosis messages workspace.
14 Nov 96 9:01:25 a.m. Dilute [ circuit problem (30.571%)
through causal tracing. A fault-cause network is used to determine the root cause of an observed fault (Lamba, 1995). AshMod identifies the observed and potential faults (Fig, 11), the possible malfunctions that could have caused the faults and the corrective action needed to remove the fault.
When an operator observes a goal tree node in 'alarm" state, he initiates the diagnosis task. AshMod automat- ically focuses diagnosis on the appropriate plant circuit. Hence the essential strategy employed with the diagnosis task is event driven.
The observed faults row in Fig. 11 displays those faults that the system is able to positively identify through the observation of process variable trends. The potential faults row displays those faults the system considers possible, but where sensor data are unable to provide adequate evidence to support or reject the hypothesis. The operator accepts or rejects these hypoth- eses by clicking on the appropriate message and selecting 'accept' or 'reject' from a pull down. If accepted, the hypothesis becomes an observed fault, and the messages workspace is updated to reflect this new information and its implications. The possible malfunc- tion row displays all the root cause hypotheses together with their corresponding probabilities. When adequate evidence has been accumulated in support of a possible malfunction, the appropriate corrective action is recom- mended in the last row.
6.1. Detection
AshMod maintains a list of potential faults that can be detected by the system or by the operator through the use of available process trends and states. Hence, a fault detection procedure is specified for each fault. Where AshMod has the knowledge and information to use the procedure, it does so, else it uses the procedure to guide the operator so as to assist him in identifying the fault. For example, a fault S 1 is detected using the following G2 rule: I f the level of smallb is high and the trend of smallb is increasing then conclude that the status of $1 is alarm
6.2. Diagnosis
Causal tracing uses the fault-cause network to progress from an observed symptom through intermediate faults and causes, till the root cause is identified. At each step, AshMod presents a list of potential faults and possible malfunctions to the operator, together with confidence factors to indicate the probability that the listed fault or cause is responsible. The operator may accept or reject these suggestions, thus allowing AshMod to adjust its confidence factors through the application of reinforced learning principles.
6.3. Removal
Once the root cause of a fault has been determined, AshMod recommends an appropriate corrective action to the operator. Due to the time constants associated with plant components, it takes time before an operator action has an observable effect on the plant behaviour. During this period the same action recommendation should not be repeated. AshMod knows the 'reaction time' 0 for each action, and hence does not make the same recommendation till the plant has been given enough time to respond to the operator action.
7. OPTIMIZATION
Optimization involves the on-line computation of target set-points for each circuit within the plant. These set- point targets are recommended to the operator, who can implement the proposed changes to guide the plant towards greater yield, while maintaining ash levels within prescribed limits. Hence, the optimization task assists the operator in performing high level supervisory control.
The task of plant optimization may be approached from an Artificial Intelligence (AI) or an Operations Research (OR) perspective. In an AI solution, a state- based planning system is designed to guide the plant from the present state to the goal state. In an OR solution, we formulate the task as a decision problem under the restriction of limited resources, and attempt to determine the best (optimum) course of action. The two approaches

Operator Guidance System 451
are related, and both have been utilized in the develop- ment of the optimization models detailed in this section. An OR formalization is used to obtain the initial optimization model (Section 7.2). This evolves into the refined model (Section 7.3), which is an AI state-based planning solution for the optimization task.
7.1. Coal Washery Optimization
In most production environments, considerable gains can be achieved through plant optimization. At the B&C Coal Washing Plants in Port Kembla, it is estimated that a 1% yield improvement could increase revenues by nearly a million dollars annually.
At the coal washery, optimization is seen along two dimensions. First, the product ash must be kept within a target range. Ash provides a measure of the amount of impurity in product coal. A high ash content reduces product quality and hence reduces its value. The plant personnel have a target ash value in mind, and the operation of the plant is tuned to try to achieve that target. It is possible to mix a high ash product with a low ash product to achieve the target ash, but this is generally accompanied by lost yield. The larger the product ash variation between circuits and over time, the greater the loss in product yield. Second, assuming that the product ash is within the target range, the product yield should be maximized.
7.2. Initial Optimization Model
In an OR formulation, an objective is the end result we desire to achieve by selecting a specific course of action for the system under study. Here, the system under study is the coal washery and the objective is to maximize the quality and quantity of clean coal. At another level, the objective would also consider the cost of operation, environmental and safety issues, but these are issues outside the current scope, and will be considered in future developments. A course of action would be a specific solution strategy or plan that guides an operator through successive stages as the plant is directed from a
10C
A
non-optimal state to an optimal state. A constraint is a physical or conceptual limitation
placed on the system under study. A physical constraint may be associated with the operating parameters of a plant. A trivial physical constraint at the coal washery is that the plant yield can never exceed 100%. A conceptual constraint may be placed for economic or safety reasons. A component may have limits specified for safe operation. The economical operation of a component may place a constraint on the maximum output produced by the component.
An operations research model is designed to optimize a given objective function subject to a set of constraints. Such a model specifies quantitative expressions for the objective function and for the constraints of the problem in terms of its decision variables. In the case of the coal washery, the product ash and yield are the obvious decision variables, both of which are production ori- ented. Cost, safety and environmental decision variables could be incorporated later.
The optimization model proposed here is a simple mathematical model based on the two fundamental decision variables at the coal washery: The plant yield, and the clean coal ash content.
The objective function aims to minimize ash while maximizing yield. The slope of the objective function is determined by the relative importance of the two objectives. The optimal region lies in the lower right hand section of the graph (Fig. 12). Hence the idea is to try to push the line of the objective function towards this section. However, the plant constraints determine the feasible region, and the optimum state lies on one of the comers of the feasible region.
Each of the three plant circuits place their own constraints on the yield and ash values. Together with the obvious constraints that the yield and ash must be in the 0 to 100% range, we obtain a definition of the feasible region. Each of the constraint lines has a fixed slope, but its position depends on the feed quality (quality of the raw coal feed entering the plant).
Hence the operator guidance system determines the position of each of the three constraint lines on the basis
3n tint
e t i n t
ive
l s t r a in t
C
. . . . . . . . . J%
FIGURE 12. The optimization model: Finding the optimum state.

452 H. Villanueva and H. Lamba
O Jig Goal State
Currentstate • [ / j 0 Cyclone Goal State
j e Optimum State
O FIotation Goal State
FIGURE 13. The optimization model: Determining the circuit goal states.
of the feed quality. This defines the current feasible region. The objective function is then evaluated at each of the comers of the feasible region to determine the optimum. Hence, as live information about feed quality (measured by ash gauge sensors at the feed conveyors) enters the operator guidance system, an updated opti- mum is generated. This optimum is then compared against the current state of the plant, to evaluate performance.
Each circuit within the plant has its own ash and yield aim. These together define the goal states of each circuit. On the basis of the optimum plant state, and information about the feed quality, using equation (1), the goal state for each circuit is evaluated (Fig. 13). The determination of the circuit goal states is essential, because each of the individual circuits must be optimized to optimize the entire plant. The current state of each circuit is compared against its goal state to evaluate its performance. The circuits that are performing poorly are the suitable candidates for optimization.
Hence, we try to push each of the six circuits in the coal washery towards their respective goal states (Fig. 14). As long as none of these efforts cause instability, we would be ensured of gradually moving the current plant steady state closer to the optimum state. The current state of each circuit can be determined trivially from the live plant data.
Since the plant is never likely to be performing to perfection, there will always be some scope for optimiza- tion in each of the six circuits. The operator guidance system should aim to reduce the cognitive load on the
Jig_B 0
Jig_C 0
.,0 Cyclone_B
Current 0 ~ State
J "C) Cyclone C FIotation_A O x Optimum State
Flotation B ¢ , 0 O"
FIGURE 14. The optimization model: Achieving the optimum state.
100%
Ash Optimise Jig
Optimise Flotation
Optimise Cyclone s~ate
0%
0% Yield 100%
FIGURE 15. The optimization model: Generating an optimi- zation plan/strategy.
operator. Hence, our task is not only to indicate the potential for optimization in each plant, but also to provide a precise optimization strategy or plan that allows the operator to concentrate on improving the performance of a specific circuit.
The operator guidance system should assess the expected benefits of optimizing each of the six circuits, and encourage the operator to focus on optimizing the circuit that will result in maximum gain.
The plant operation can be divided into a set of states where each state is determined on the basis of product ash and yield (Fig. 15). A proportion of the ash-yield space is occupied by a void state where a plant is never expected to operate. The optimum state defines the portion of the ash-yield space where no further optimiza- tion of the plant is required. In the high ash and low yield states, the plant is in a near-optimum state but some fine tuning is required. The cyclone circuit is most amenable to fine adjustments since it operates very close to the knee of the ash-yield Meyer Curve (Fig. 17). The flotation circuits have a relatively small impact on yield but have a considerable impact on the plant ash. Hence in the very high ash state, the flotation circuits should be optimized first. Similarly, the jig circuits have a large impact on plant yield but a relatively low impact on ash. In the very low yield state, the primary focus should be on optimizing the jig circuits.
Based on the current state of the plant, an optimization strategy (plan) is generated, which guides an operator through a sequence of circuits to optimize (subplans) till each circuit in the sequence is in optimum state. The proposed optimization strategy is presented in Table 1.
7.3. Refined Optimization Model
In practice, the optimization function has only one decision variable. Achieving the ash aim automatically results in maximum yield. The plant yield is a function of the ash. A similar relationship exists for each circuit within the plant. The two decision variables become one.

Operator Guidance System 453
TABLE 1 AshMod's Optimization Plan
State Optimization plan
Very low
Very high ash
Low yield
High ash
(1) First optimize jig circuits (2) Then optimize cyclone circuits (3) Finally optimize flotation cells (1) First optimize flotation cells (2) Then optimize cyclone circuits (3) Finally optimize jig circuits (1) First optimize cyclone circuits (2) Then optimize jig circuits (3) Finally optimize flotation cells (1) First optimize cyclone circuits (2) Then optimize flotation cells (3) Finally optimize jig circuits
Hence, the plant optimum must lie on the target ash line (Fig. 16). The actual position of the optimum depends on the feed quality. If the feed quality is poor, there is more impurity (stone, sand, ash) in the coal, and hence achieving the same target ash will result in a reduced yield. Hence, a poor feed quality moves the optimum state towards lower expected yield, and a high feed quality moves the optimum state towards higher expected yield.
Owing to the strict product quality requirements for downstream processes, the coal washery must produce a coking coal product with consistent ash content. Hence, the target ash can be treated as a constant, and we need to determine the target yield. The following relationship is used (Lamba, 1995): Rc=Yp*((100-PA)/(100-FA)), where
L=
PA X
F~=
Carbon Recovery = constant Expected Product Yield=Target Yield (this is what we wish to determine) Product Ash = Target Ash = constant Feed Ash (this can be estimated or measured using various means)
The target ash and yield together define the plant's optimum state. Based on the feed quality and the plant optimum, we can estimate the ash and yield goal for each circuit.
Jig_B 0 !
I' Jig_C (~ _ _ "o Cyclone_C
0
Current ! State O- ~ ~ L.
Target Ash Cyclone B
O, w " ~ d ~ . / Optimum State
Flotation_A O - ~ ~
Flotation_B
FIGURE 16. The optimization model: Achieving the optimum state.
Ash
Meyer Curve
i !
. . . . . . . . . F i;-C I
Yield
FIGURE 17. Poor yield although ash is on target.
Jig_B
There are two methods of optimizing individual circuits. One, as proposed earlier, attempts to take each circuit separately towards its goal. This approach, however, does not take into consideration the fact that the B and C plants are twin plants. The twin circuits in the two plants should be operated at the same setpoint. Hence, the better approach is to synchronize the twin circuits first. If both circuits (say Jig__B and Jig_C) are operating at the target ash, then they are likely to be producing optimum yield. Figure 17 shows a situation where the average ash being produced by two non- synchronized circuits is on target, yet the average yield is well below optimum. This is because of the non-linearity of the ash-yield Meyer Curve. Hence, for optimum operation both plants must operate in synchronization (i.e. at the same operating point).
Hence, the refined optimization strategy focuses on synchronization. Once all circuits are sufficiently syn- chronized, they are jointly pushed towards the optimum.
Hence, AshMod displays the current operating state of each circuit to the operator, together with the current state of the plant and the target state for the plant. Through the computation of the optimality coefficient for each circuit, a circuit is selected as the best candidate for optimization. For example (Fig. 18), the small coal circuit in plant B has the highest optimality coefficient. This circuit is highlighted and the appropriate set-point change recommendation is displayed to the operator. In the small coal circuit, this set-point change would be brought about by adjusting the cyclone's relative density controller set-point, so as to remove more fine material. This would result in a reduction in the ash content of product coal, together with an associated drop in yield, which would move the circuit closer to the optimum state.
8. CONCLUSIONS
This OGS, designed for the coal washing domain, assists the plant operators in monitoring the plant, performing fault diagnosis, and in plant optimization. AshMod helps plant operators in maximizing clean coal yield while keeping ash (impurity) content within acceptable limits.

454 H. ViUanueva and H. Lamba
-I
Blue Square => Large C
Blue Triangle => Large B
Green Square => Small_C
Green Triangle => Small_B
Brown Square => Fine_C
Brown Triangle => Fine_B
Blue Square => Current State
Red Cross => Target State
Ash
Yield
Circuit Optimality Coefficient Ash Action Yield Action
Large B 0.252 decrease decrease
Large C 0.248 increase increase
Small C 0.248 increase increase
Fine B 0.094 increase increase
Fine C 0.080 decrease decrease
FIGURE 18. AahMod's optimization workspace.
K n o w l e d g e mode ls were deve loped using the K A D S
methodology , and imp lemen ted in a graphical fo rm in the
G2 implementa t ion envi ronment . These knowledge mod-
els have p rov ided the means for the eas ier val idat ion and
main tenance o f domain knowledge . The sys tem is
current ly undergoing offl ine test ing and val idat ion at the
coal wash ing plants operated by B H P at Port Kembla ,
Australia. We expec t to c o m m e n c e on- l ine test ing before
the end o f 1996.
Acknowledgements--This work was supported by BHP Research, Newcastle Labs, Australia and by the Centre for Industrial Control Science at the University of Newcastle, Australia. We thank Gensym for providing excellent support for G2. Most importantly, we thank John Ellison and Robert Sedmak at BHP FPD for being patient during the knowledge acquisition exercises and in awaiting the results of this effort.
R E F E R E N C E S
BHP Coal Preparation Department (1994). Washery training manual. BHP (1995) BlIP in perspective.
Coal Preparation Society of New South Wales (1987). An introduction to coal preparation.
Gensym Corporation (1990). An introduction to G2. Gensym Corporation (1995). G2: A strategic choice for building
intelligent real-time applications. Hickman et al. (1989). Analysis for knowledge-based systems: A
practical guide to the KADS methodology. Chichester, UK: Horwood.
Kim & Modarres (1987). Application of goal tree-success tree models as the knowledge-base of operator advisory systems. Nuclear Engineering and Design.
Lamba, H. (1995) Knowledge based operator guidance system. Department of Electrical and Computer Engineering, The Uni- versity of Newcastle, Australia.
Schreiber et al. (1994). CommonKADS: A comprehensive method- ology for KBS development. IEEE Expert.
Villanueva, H., & Arena (1995a). HeatX: Expert system thermal performance analysis in power plant operation. Eighth Australian Joint Conference on Artificial Intelligence.
Vitlanueva, H., & Arena (1995b) Automatic object creation and maintenance in G2 knowledge bases. Gensym's World User Conference.
Villanueva, H., & Arena (1995c). Automation of object creation and maintenance in object oriented systems. ICX 95.
Villanueva, H., & and Lamba, H. (1996). AshMod: Knowledge model based operator guidance system for coal washing. AIENG 96.