Operational Problems in Activated Sludge
42
7/29/2019 Operational Problems in Activated Sludge http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 1/42 1 Operational Problems The most common problems in the operation of an activated sludge plant are bulking sludge, rising sludge and nocardia foam. Bulking Sludge Bulking sludge has • Poor settling characteristics and • Poor compactability.
-
Upload
sujith-karayil -
Category
Documents
-
view
349 -
download
12
Transcript of Operational Problems in Activated Sludge

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 1/42
1
Operational ProblemsThe most common problems in the operation of an activated
sludge plant are bulking sludge, rising sludge and nocardiafoam.
Bulking Sludge
Bulking sludge has
• Poor settling characteristics and
• Poor compactability.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 2/42
2
Two principle types of sludge bulking problems have been
identified.
Caused by the growth of filamentous organisms
Or organisms that can grow in a filamentous form under
adverse conditions.This is the predominant form of bulking
Caused by bound water
Bacterial floc swell and their density is reduced so they will
not settle.
Microthrix Parvicella A Filamentous Bacteria Growing with Floc

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 3/42
3
The causes of sludge bulking are related to
1. The pysical and chemical characteristics of the WW
2. Treatment plant design limitations
3. Plant operation
1. WW characteristics that can affect sludge bulking include
fluctuations in flow & strength, pH, temperature, nutrient
content
2. Design limitations include air supply capacity, clarifier design,
return sludge pumping capacity, short circuting or poor mixing.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 4/42
4
Bulking is often a problem in center feed circular tanks
where sludge is removed from the tank directly under
the point where mixed liquir enters the tank. In some
cases a large part of the sludge is actually retained in
the tank for many hours rather than the desired 30 min.
If this is the case then the design is fault and change the
withdrawal equipment.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 5/42
5
3. Operational causes of filamentous bulking include
low dissolved oxygen in the aeration tank
insufficient nutrients: Especially quantity of nitrogen and
phosphorus important, also absence of trace element causebulking.
widely varying organic waste loading
low F/M ratio: The F/M ratio should be check to make it iswithin normal range.
Low F/M ratio encourage the growth of filamentous
organisms
High F/M may result in the presence of small disperse flocs.
insufficient soluble BOD5 gradient:

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 6/42
6
Limited dissolved oxygen has been noted more frequently than
any other cause. If the problem is due to limited D.O. Aerating
equipment should operate at full capacity. At least 2 mg/L of
dissolved oxygen in the aeration tank (under normal loading
conditions) should be maintained.
One of the kinetic features of filamentous organisms that
relates to this condition is that they are very competitive at low
substrate concentrations whether it be organic substrates, DOor nutrients.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 7/42
7
Filamentous bacteria such as Beggiatoa & Thiothrix
grow well on hydrogen sulfide & reduced substrates
respectively that would be found in septic WW.
When the influent WW contains fermentation products
such as volitile fatty acids & reduced sulfur compounds
(sulfides and thiosulfate) Thiothrix can proliferate.
Prechlorination of the WW has been done to prevent to
their growth.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 8/42
8
Beggiatoa
Beggiatoa, a filamentous
bacterium that oxidizes
hydrogen sulfide.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 9/42
9
Thiothrix

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 10/42
10
In an emergency situation or while these factors are beinginvestigated chlorine & hydrogen peroxide may be used to
provide temporary help.
Chlorination of return sludge has been practiced as a means
of controlling bulking sludge caused by filamentous
organisms.
It is ineffective when bulking is due to light floc containing
bound water.
Chlorination of return sludge in the range of 2-3 mg/L (in
severe cases 8-10 mg/L) of Cl2 per 1000 mg/L MLVSS is
suggested.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 11/42
11
Occasionally sludge that has a good settling
characteristics will be observed to rise or float to the
surface.
The cause of this phenomenon is denitrification.
As nitrogen gas is formed in the sludge layer, much of
it is trapped in the sludge mass & sludge rises or floats.
Rising sludge can be differentiated from bulking sludgeby noting the presence of small gas bubbles attached
to the floating solids.
Rising Sludge

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 12/42
12
Rising sludge problems may be overcome by
Increase return activated sludge withdrawal rate (so
reduce detention time of the sludge in the clarifier)
Increase the speed of the sludge-collecting
mechanism in the settling tank
Increase sludge wasting rate (consequently
decreasing of the SRT achieved)

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 13/42
13
Nocardia Foam
A viscous brown foam that covers the aeration basins &
secondary clarifiers has produced many problems, including
safety hazards, odors and changes in effluent quality.
The foam is associated with a slow growing filamentous organism
usually Nocardia genus.
Nocardia, Type 1863
Nocardia-like Filamentous Bacteria in ActivatedSludge Foam (Gram stained preparation).

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 14/42
14
Nocardia foam

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 15/42
15
Foam on weirs
Clarifier foam

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 16/42
16
foaming in an aeration
basin
Probable causes:
Low F/M in the aeration tank
High MLSS due to insufficient sludge wasting
Sludge reaeration

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 17/42
17
Measures for nocardia control include
1. Reducing sludge age (most commonly used)
2. Reducing the air flowrate to lower the depth of foam
accumulation
3. Adding a selector compartment to control the growth of
filamentous organisms
4. Injecting a bacterial additive
5. Chlorinating the return sludge
6. Spraying chloride solution or sprinkling powered calcium
hypochloride directly onto the foam
7. Reducing the pH (in the mixed liquor)

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 18/42
18
The selector concept entails the selective growth of floc-
forming organisms at the initial stage of the biological process
by providing a high F/M ratio at controlled DO levels.
A selector is a small tank (20 to 60 min contact time) or aseries of tanks in which the incoming wastewater is mixed with
return sludge under aerobic, anoxic, and anaerobic conditions.
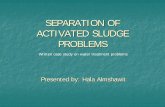
The Selector Concept
The high substrate
concentration in the
selector favors the growth
of nonfilamentousorganisms (see Fig. 8-13).
Nonfilamentous forms
Filamentous forms
Substrate, mg/L S p e c i f i c g r o w t h r a t e h - 1

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 19/42
19
Selector designs are based on either kinetic or metabolic
mechanisms1. Kinetics-Based Selector:
Selector designs based on biokinetic mechanisms provide for
reactor substrate concentrations that result in faster substrate
uptake by the floc forming bacteria.
While filamentous bacteria are more efficient for substrate
utilization at low substrate concentrations, the floc forming
bacteria have higher growth rates at high soluble substrate
concentrations.
The kinetics-based
selector designs are
called high F/M selectors

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 20/42
20
2. Metabolic-Based Selector:
With biological nutrient removal processes, improved
sludge settling characteristics, and, in many cases, minimal
filamentous bacteria growth has been observed.
The anoxic or anaerobic metabolic conditions used in these
processes favor growth of the floc forming bacteria.
The filamentous bacteria can not use nitrate or nitrite for an
electron acceptor, thus yielding a significant advantage to
denitrifying floc forming bacteria.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 21/42
21
Similarly, the filamentous bacteria do not storepolyphosphates and thus cannot consume acetate in
the anaerobic contact zone in biological phosphorus
removal designs, giving an advantage for substrateuptake and growth to the phosphorus-storing bacteria.
In some wastewater treatment facilities an anaerobic
selector has been used before the aeration tank in low
SRT even though phosphorus removal is not required.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 22/42
22
ACTIVATED SLUDGE
MODIFICATIONS
1. Conventional Activated Sludge Treatment
A typical flow pattern is
As the tank geometry is long and narrow the mixing
regime approaches plug-flow. The air diffusers are generally locate evenly along one
side of the tank, therefore a spiral flow pattern is
produced.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 23/42
23
Operating experience soon revealed a number of problemswith this design.
For example as the biomass was recycled back to the head of
the aeration tank and there mixed with incoming WW it was
observed that the oxygen requirements at this point often
exceeded the capability of the aeration system.
It was also found that such a flow arrangement increased the
probability of process failure due to shock loads of toxic or
high-strength waste because these loads were controlled at
the enterance.
Because of these deficiencies numerous modifications have
been proposed.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 24/42
24
2. Tapered Aeration
This modification is identical to the conventional process.
The basic difference between the two process is in the
diffuser arrangement. In tapered aeration diffusers are spaced so that more air is
supplied at the head of the tank, where the oxygen demand is
greatest, and is then decreased.
It is more economical than conventional.
more air less air

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 25/42
25
effluent
influent
In this modification return sludge is mixed with a portion of the
WW and enters the head of the aeration tank.
WW is also fed into the tank at different points along its
length.
Advantages are
3. Step Aeration
Aeration tank
Return sludge
a) Better equalization of waste load
b) Lower peak O2 demand
c) Smaller overall aeration tank volume

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 26/42
26
This process is an application of the flow regime of a
continuos flow stirred tank reactor (CSTR).
The organic load on the aeration tank and the oxygen
demand are uniform throughout the tank length.
Because of the rapid blending of feed and tank contents,
this process is highly resistant to shock loads.
4. Complete Mixing

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 27/42
27
5. Extended Aeration
Extended aeration plants are generally small (applicable to
flow less than 1 MGD) because of the large aeration tanks
volumes required. Since it operates in endogenous respiration phase of the
growth curve which requires low organic loading & long
aeration time.
Theoretically the extended air process is designed such
that all substrate removed is channeled into energy
metabolism & oxidized so that no excess biomass is
produced & sludge handling is eliminated.
Since the oxygen requirement is high associated energy
costs is also high.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 28/42
28
Lag Log Declining Endogenous
High Rate
Conventional
Step Aeration
Contact Stabilization
Complete Mix
Extended Aeration

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 29/42
29
Contact stabilization uses two separate tanks for the treatment
of the WW and the stabilization of the activated sludge
6. Contact Stabilization
Contact tank(adsroption)
Complete mix
Complete mix
Stabilization
tank
The first tank provides contact between the biomass and the
WW for a short period of time
20-40 min.The insoluble organic material is first adsorbed to the m.o. floc
surface, then solubilized.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 30/42
30
In the second aeration tank, the organic material which
is adsorbed on the biomass surface is metabolized or
“stabilized” (retention time 4-8 hr)
In these systems aeration volume requirements are
typically 50 percent less than conventional plug flowbecause contact tank operates at a short retention time.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 31/42
31
The flow scheme for sludge reaeration is similar to the
contact stabilization. But in this case it is assumed that all
substrate entering the reaeration tank is removed.
Thus no substrate will be present in the recycle from thereaeration tank to the aeration tank.
7. Sludge Reaeration
Aeration tank
Complete mix
Complete mix
Reaeration
tank

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 32/42
32
For this particular process modification, a low MLSS
concentrations are combined with high volumetric BOD
loadings.
This system is characterized by short HRT, high sludge
recycle ratio, high F/M loading.
The subtrate removal efficiency is low (typically 60-75 %)
mainly because the plant effluent generally contains a high
solids concentration. (This high solids concentration is a
result of the physiological state of the organisms in the
aeration tank.)
Therefore, the high rate process can not be used where a
high quality effluent is required.
8. High Rate Activated Sludge

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 33/42
33
Lag Log Declining Endogenous
High Rate
Conventional
Step Aeration
Contact Stabilization
Complete Mix
Extended Aeration

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 34/42
34
High quality oxygen is used in stead of air in the
activated sludge process. This system is based on the principle that the rate of
transfer of oxygen is higher for pure oxygen than for
air.
This results in higher availability of dissolved oxygen
leading to improved treatment and reduced production
of sludge.
9. Pure Oxygen Aeration

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 35/42
35
The oxidation ditch consists of aring or oval channel and is
equipped with one or more
rotating rotors for WW aeration.
Screened WW enters the ditch, isaerated and circulates at about
0.25-0.35 m/s.
Typically operation an extended
aeration mode with long
detention times.
10. Oxidation Ditch

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 36/42
36
11. Orbal Process
The orbal process is a variation
of the oxidation ditch.
And uses a concentric channels
with the same structure.
Wastewater enters the larger
outer channel and flows towardthe center through at least two
more channels before entering
an internal clarifier or a
distribution box.
Disk aerators mounted on a horizontal
shaft provide aeration.
12 Sequencing Batch Reactor

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 37/42
37
This is a fill and draw type reactor system.
In SBR operation the process are
carried out sequencially in the
same tank.
SBR systems have five steps in
common.
5. Idle
1. Fill
2. React
3. Settle(sedimentation clarification
4. Draw /decant
12. Sequencing Batch Reactor
13 Bi l P

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 38/42
38
13. Biolac Process
Biolac® is a process that combines longsolids retention times with submerged
aeration in earthen basins.
A major advantage of the Biolac® system
is its low installed cost.
The BioFuser® fine bubble diffusers require no
mounting to basin floors or associated anchors
and leveling. These diffusers are suspended
from the BioFlex floating aeration chains.
Note:

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 39/42
39
DESIGN EXAMPLE
Design a complete-mix activated sludge systemGiven: Avarage design flow: 0.32 m3/s (6.3 Mgal/d)
Peak design flow: 0.8 m3/s (21.9 Mgal/d)
Raw WW BOD5 : 240 mg/L
Raw WW TSS : 280 mg/LEffluent BOD5 20 mg/L
Effluent TSS 24 mg/L
WW Temperature : 20 oC
Operational parameters & biokinetic coefficients:θc = 10 d, MLVSS=2400 mg/L (can be 3600 mg/L), VSS/TSS =0.8TSS conc. in RAS =9300 mg/L, Y = 0.5 mg VSS/mg BOD5, kd= 0.06 /d
BOD5/ultimate BODu = 0.67
Assume: 1) BOD5 and TSS removal in primary clarifiers are 33 & 67 %respectively.
2) Specific gravity of the primary sludge is 1.05 and the sludge has 4.4% of solids content
3) Oxygen consumption is 1.42 mg per mg of cell oxidized.
Note:
Prepare a hand-out for exam!!

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 40/42
40
Secondary clarifier design
Pilot plant study for settling tank
MLSS (mg/L) 1200 1800 2400 3300 4000 5500 6800 8100
Initial settlingvelocity m/h
4.1 3.1 2.1 1.2 0.77 0.26 0.13 0.06
Plot MLSS settling curve on log-log paper.
İ
n i t i a l s e t t l i n g m / h
MLSS conc. (mg/L)
From this fiqure determine the solid fluxes.

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 41/42
41
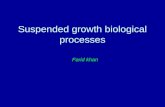
X
MLSS
(mg/L)
V1
initial settling
Velocity, m/h
(X*V1)
Solid flux
kg/(m2.h)
1000 4.2 4.2
1500 3.7 5.55
2000 2.8 5.6
2500 2.0 5.
3000 1.5 4.5
4000 0.76 3.04
5000 0.41 2.04
6000 0.22 1.32
7000 0.105 0.74
8000 0.062 0.5
9000 0.033 0.3
2
4
S o l i d s f l u x ( k g / m 2 . h
)
Solids conc. in return
sludge mg/L
2000 4000 6000 8000 10000
Determine limiting solids flux for an
underflow concentration of 9300 mg/L
(desired underflow)
The limiting solid flux value = 1.3 kg/m2.h
D i fl t d l ifi Q

7/29/2019 Operational Problems in Activated Sludge
http://slidepdf.com/reader/full/operational-problems-in-activated-sludge 42/42
42
Design flow to secondary clarifiers, Q
Q = avarage design flow + return sludge flow – MLSS wasted
= 27563 + 12942 – 283 m3/d
= 40222 m3/d
Use two clarifiers each one w/ flow of 20200 m3/d
Area of clarifier
SF
XQA
A: area of the secondary clarifier m2
Q : influent flow of the clarifier m3/h
X: MLSS concentration kg/m3
SF: limiting solids flux kg/m2.h
For each clarifier 2
2
331942
./3.1*)/1000*1/24(
)8.0//2400(/20200 mhmkgkggdh
mgdmA
A= π.r 2 =1942 r ≈ 25 m
Determine recycle ratio required to maintain MLSS conc at 3000 mg/L(Q+Qr) 3000 = Q X + Qr Xu Q (3000-X) = Qr (Xu-3000)
Qr/Q = 3000-X/(Xu-3000) = α =recycle ratio
When Xu = 9300 mg/L and X= 92.8 mg/L
α = 0.46
Q = influent flow
Qr= recycle ratio
X= influent SS concXu underflow SS conc