October 2012 RMC Newsletter - University of...
13
. InsIde… GPAllied/UT-RMC Partnership Page 1 Director’s Message Page 2 Congratulations to BHS and Marcus Jeter! Page 3 Save the Dates — Upcoming Events Page 3 The Quality of FMEAs Pages 4-7 Reliability Has No Limitations Pages 8-9 How Reliable Are Your Reworked Assemblies? Page 10 Got Interns? Page 11-12 Welcome our New Members! Page 13 RMC Membership Goal Accomplished! Page 13 UT-RMC October 2012 Volume 17 Issue 2 RMC Newsleer GPAllied and RMC Partner on New RME Skill Building Certificate Program We are proud to announce that GPAllied’s new Maintenance and Reliability Engineering training curriculum: inspiredBlended Learning (iBL) has been formally recognized by the University of Tennessee - Reliability and Maintainability Center. Upon completion of the curriculum students will be granted a Certificate in Reliability and Maintainability Engineering (Skill Building) from the UT-RMC. As part of an ongoing effort to improve maintenance and reliability training options available to the general public, GPAllied is working closely with the RMC to bring many new options for curriculum to the student. “At GPAllied, our goal is to put the focus on return on investment for education, and by that we mean a return on investment for the company and the individual student. This certificate increases the value of the training experience for both” said Shon Isenhour, Director of Education for GPAllied. The inspiredBlended Learning approach is driven by a learning project with a 10X return on investment. During the self-paced curriculum the learner will experience face to face, e-learning, video, virtual coaching, and real world direct application tools. Through this combination we have been able to increase student retention and increase company results. “GPAllied understands the importance of integrating practical application and understanding into the classroom, creating actionable learning that can be immediately applied. This has been repeatedly demonstrated by my personal observation and feedback from companies in various UT-RMC training events,” said Dr. Klaus Blache, RMC Director and Research Professor – College of Engineering. Together, GPAllied and the RMC strive to create more application, value, and results from maintenance and reliability training and look forward to helping to provide the skills necessary to positively impact the corporate bottom line. For More information, please visit www.ibltraining.com. Dr. Klaus Blache and Shon Isenhour (RMC) (GPAllied)
Transcript of October 2012 RMC Newsletter - University of...
.
InsIde…
GPAllied/UT-RMC
Partnership
Page 1
Director’s Message
Page 2
Congratulations to BHS
and
Marcus Jeter!
Page 3
Save the Dates —
Upcoming Events
Page 3
The Quality of FMEAs
Pages 4-7
Reliability Has No
Limitations
Pages 8-9
How Reliable Are Your
Reworked Assemblies?
Page 10
Got Interns?
Page 11-12
Welcome our New
Members!
Page 13
RMC Membership Goal
Accomplished!
Page 13
UT-RMC
October 2012 Volume 17
Issue 2 RMC Newsletter
GPAllied and RMC Partner on New
RME Skill Building Certificate Program
We are proud to announce that GPAllied’s new Maintenance and
Reliability Engineering training curriculum: inspiredBlended Learning
(iBL) has been formally recognized by the University of Tennessee -
Reliability and Maintainability Center. Upon completion of the
curriculum students will be granted a Certificate in Reliability and
Maintainability Engineering (Skill Building) from the UT-RMC.
As part of an ongoing effort to improve maintenance and reliability
training options available to the general public, GPAllied is working
closely with the RMC to bring many new options for curriculum to
the student. “At GPAllied, our goal is to put the focus on return on
investment for education, and by that we mean a return on investment
for the company and the individual student. This certificate increases
the value of the training experience for both” said Shon Isenhour,
Director of Education for GPAllied.
The inspiredBlended Learning approach is
driven by a learning project with a 10X
return on investment. During the self-paced
curriculum the learner will experience face
to face, e-learning, video, virtual coaching,
and real world direct application tools.
Through this combination we have been
able to increase student retention and
increase company results. “GPAllied
understands the importance of integrating
practical application and understanding
into the classroom, creating actionable
learning that can be immediately applied. This has been repeatedly
demonstrated by my personal observation and feedback from companies
in various UT-RMC training events,” said Dr. Klaus Blache, RMC
Director and Research Professor – College of Engineering.
Together, GPAllied and the RMC strive to create more application,
value, and results from maintenance and reliability training and look
forward to helping to provide the skills necessary to positively impact
the corporate bottom line.
For More information, please visit
www.ibltraining.com.
Dr. Klaus Blache and Shon Isenhour
(RMC) (GPAllied)
Page 2
Director’s Message
The RMC plan is to offer a full-range of Professional Development. There is enough flexibility to allow
participants to attain a general reliability & maintainability knowledge base or get very specific in a field of
application interest. Nine courses are offered by the RMC and over tenfold as many courses are offered
through the RMC Training Partners. There are two RMC Reliability & Maintainability Engineering Certifi-
cates that can be earned. One is titled Implementation and offers courses like “The Factory” - A Hands-On
Maintainability Lab, which includes over 100 learning events. Those enrolled in the certificate program take
a minimum of six courses and complete an implementation project. Up to three
courses can be taken from training partners to enable specific focus on desired
areas. Examples are:
ABS: Component Reliability Analysis
Des-Case: Practical Machinery Lubrication
Emerson: Advanced Vibration Analysis
GPAllied: RCM Blitz
Ivara: RCM2 Facilitator
Life Cycle Engineering: Planning for Shutdowns, Turnarounds and Outages
Meridium: Reliability Concepts and Distribution Growth
Reliability Solutions: Precision Maintenance – Essential Craft Skills
These course offerings cover many of the
interests and needs of your workforce,
from skilled trades technicians to manag-
ers working in R&M. Of course, this list
is not all inclusive. There are many types
of courses offered by each of the RMC
Training Partners. A leadership course is
also being planned through the Center for
Executive Education: Lean, Reliability &
Sustainability – Understanding the Oppor-
tunities. Skilled trades, technicians, engi-
neers, and managers end up in most of the
courses together, providing a good mix of
interaction.
The second certificate, introduced on Page
1, is titled Skill Building. It is offered in
partnership with GPAllied (inspiredBlended Learning). It starts with a one week kick-off to solidify the
basics, then 51 e-learning modules, along with a progressive project to highlight module learning. Both
certificates have mentoring/coaching to guide how “what has been learned can be applied at work with
measureable results.” Upon completion of the curriculum, students will be granted a University-sanctioned
certificate in Reliability & Maintainability Engineering from the University of Tennessee - RMC.
With best regards,
Dr. Klaus Blache
RMC Director
Page 3
BHS Increases Presence in Tennessee
Congratulations to one of our new member companies, BHS
Corrugated, the global leader in high-tech manufacturing of
corrugating rolls. On October 5th, BHS broke ground on its
new 35,500-square-foot, state-of-the-art facility in Hardin
Valley Business Park, here in Knoxville. The company is
bringing approximately 40 skilled labor jobs to the area.
Marcus Jeter Earns SMRP Award
Congratulations to the University of Tennessee’s Marcus Jeter for being awarded the
Society of Maintenance and Reliability Professionals (SMRP)’s Dorothy and Jack
Nicholas Scholarship, in the amount of $2,000. Marcus is a Mechanical Engineering
student with dual minors in Reliability & Maintainability Engineering and Business
Administration. He will graduate in May 2014, and plans to attend graduate school
to obtain an MBA. Marcus’ career goal is to become a corporate maintenance and
reliability leader.
In addition to minoring in Reliability & Maintainability Engineering, Marcus has on-
the-job R&M experience from a summer internship with Jacobs Engineering Group
(through the Reliability & Maintainability Center) and from a co-op with DuPont
(through Engineering Professional Practice). The combination of academic
preparation and real-world application gained through these CoE programs helped Marcus earn this award,
which will allow him to complete his education debt free.
Congratulations go out to:
Upcoming RMC Events & Courses Upcoming RMC Events & Courses Upcoming RMC Events & Courses 2012
RMC Members’ Meeting: November 7th - 8th, 2012
FMEA’s and R&M: November 27th - 28th, 2012
2013
“The Factory” - Hands-On Maintainability Lab: January 15th - 17th and April 2nd - 4th
Precision Maintenance...Essential Craft Skills Assembly and Installation: January 28th - February 1st
MARCON 2013: February 25th - 28th
Predictive Maintenance Technologies Overview: March 19th - 21st and July 9th - 11th
Fundamentals of R&M and Best Practices Seminar: April 23rd - 24th and November 12th - 13th
Page 4
The Quality of FMEAs
By Carl S. Carlson
Across the globe, product development times are becoming shorter, cost concerns more acute, and customers are
demanding and expecting absolute safety and high reliability. In order to stay competitive, companies need to
rethink how they achieve these objectives. There are a myriad of quality and reliability tools available to
corporations worldwide, but the one that shows up consistently in company after company is Failure Mode and
Effects Analysis (FMEA).
The plain truth is FMEA has the potential to anticipate and prevent problems, reduce costs, shorten product
development times, and achieve safe and highly reliable products and processes. However, there’s a caveat, and it’s
a big one. Not everyone gets uniformly great results from FMEAs. They have to be done properly, with the right
preparation, the right team composition, and the right procedure. In addition, they have to be done in such a way
that they don’t consume excessive time and money. Done correctly, FMEAs will save money, speed up product
development, increase safety, and achieve high reliability in products and processes. However, done improperly,
they can waste time and not add value.
Why is there so much variation in the application of a tool that has been around for many decades? What can be
done to help achieve more uniformly successful results? In other words, what are the essential ingredients for
success in implementing FMEAs, and how can these best be achieved?
Based on experience from thousands of FMEAs from hundreds of companies, there are four broad success factors
that are critical to uniformity of success in the application of FMEA in any company.
Success Factor One: Understanding the Fundamentals and Procedure of FMEAs
There are many courses and
tutorials covering the basics of
FMEAs. It is essential to the
success of FMEA applications that
the FMEA facilitator and team
thoroughly understand and apply
the fundamental concepts and
definitions of FMEA.
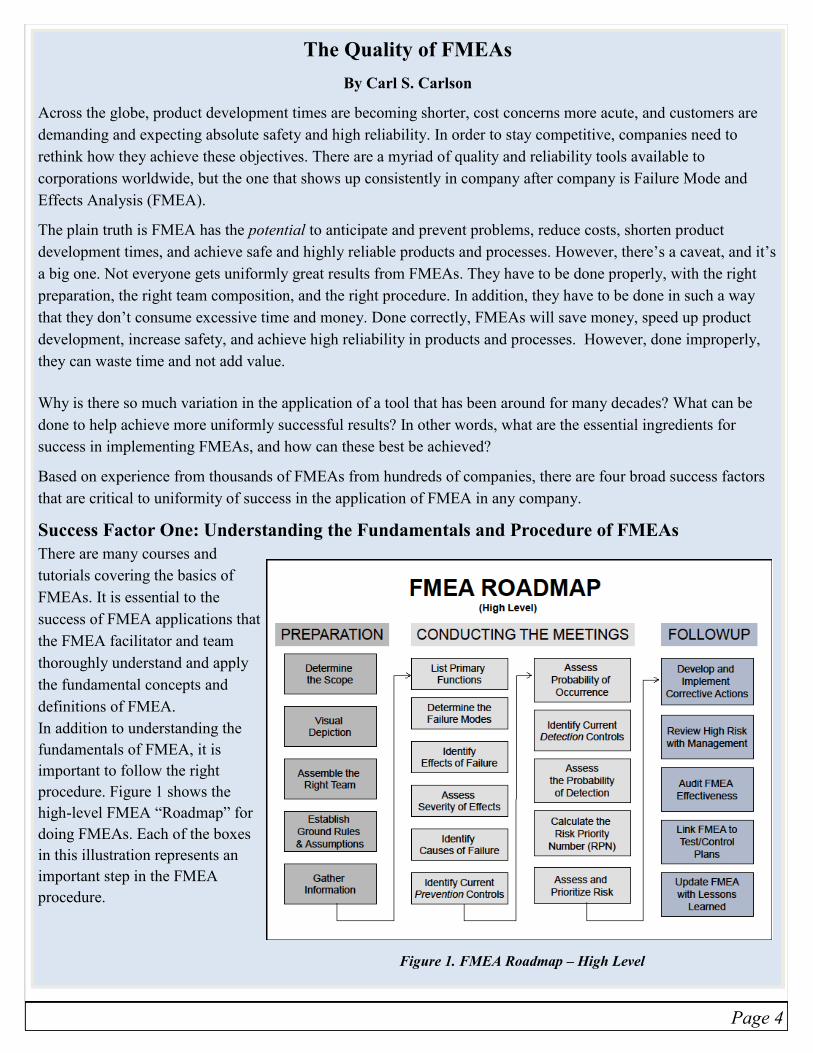
In addition to understanding the
fundamentals of FMEA, it is
important to follow the right
procedure. Figure 1 shows the
high-level FMEA “Roadmap” for
doing FMEAs. Each of the boxes
in this illustration represents an
important step in the FMEA
procedure.
Figure 1. FMEA Roadmap – High Level
Page 5
The Quality of FMEAs, cont.
Success Factor Two: Applying Lessons Learned
Understanding FMEA fundamentals and procedure is not enough to be a successful FMEA practitioner. Performing
successful FMEAs requires avoiding common mistakes and implementing key factors for effective FMEAs. What
are the primary ways that FMEA can be done wrong? (Mistakes) What are the key factors that make for effective
FMEAs? (Quality Objectives)
The following are the 10 most common FMEA mistakes and the corresponding quality objectives:
1. Based on empirical review of many FMEAs, some of them do not drive any action at all; some drive mostly
testing; others drive ineffective action.
Mistake: failure of the FMEA to drive design or process improvements.
Quality Objective: the Design FMEA drives product design or process improvements as the primary
objective.
2. Failure to address all high risk failure modes (including high severity) can result in potentially catastrophic
problems or lower customer satisfaction.
Mistake: failure of the FMEA to address all high risk failure modes.
Quality Objective: the FMEA addresses all high risk failure modes, as identified by the FMEA team, with
effective and executable action plans.
3. Some companies miss the opportunity to improve Design Verification Plans or Process Control Plans, based on
the failure modes/causes from the FMEA. Some FMEA teams do not include knowledgeable representatives from
the test or manufacturing department.
Mistake: failure of the FMEA to improve test/control plans.
Quality Objective: the Design Verification Plan of the Process Control Plan considers the failure modes
from the FMEA.
4. Empirical data show that at least 50 percent of field problems can occur at interfaces or integration with the
system.
Mistake: not including interfaces or integration in FMEA. Quality Objective: the FMEA scope includes integration and interface failure modes in both block diagram
and analysis.
5. Some companies provide no linkage between FMEAs and field data. This can allow serious problems to repeat.
Mistake: disconnect between FMEA and information from the field.
Quality Objective: the FMEA considers all major lessons learned (such as high warranty and campaigns)
as input to failure mode identification.
6. Some FMEAs go into too much detail, making it difficult to focus on areas of higher risk, “missing the forest for
the trees.” Some FMEAs go into too little detail, making it difficult to determine root causes and effective corrective
actions.
Mistake: wrong level of detail in the analysis.
Quality Objective: the FMEA provides the correct level of detail in order to get to root causes and effective
actions.
The Quality of FMEAs, cont.
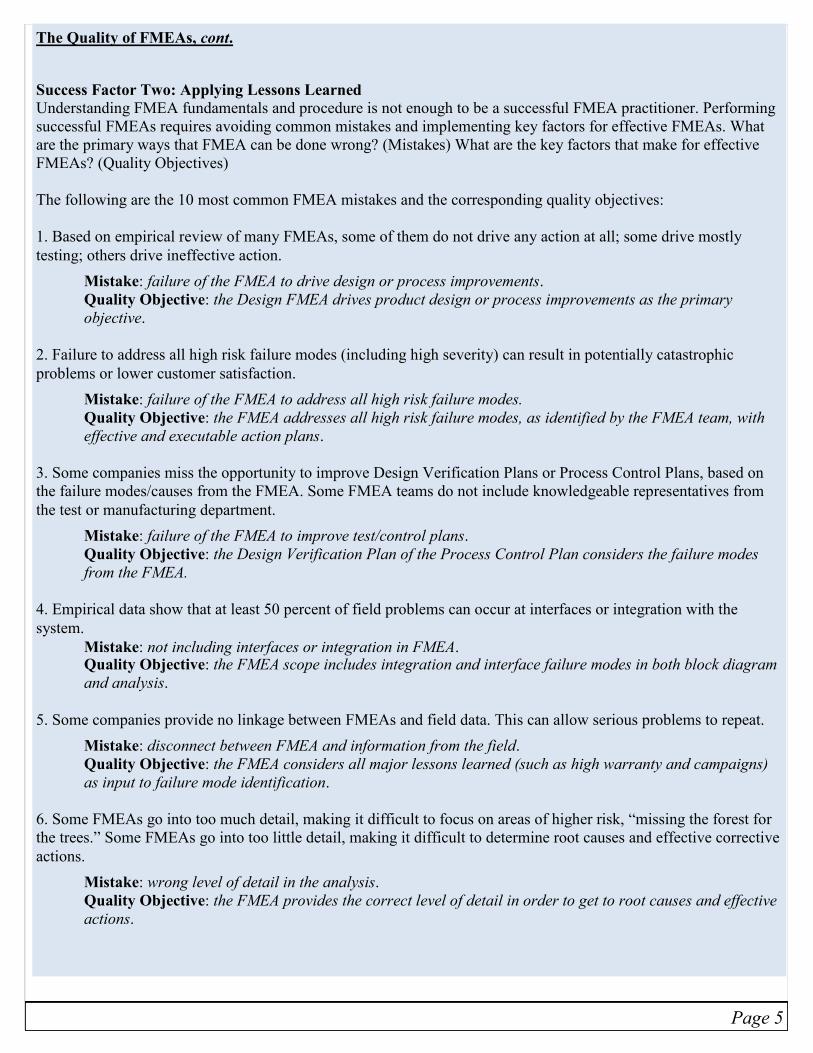
Figure 2 summarizes the 10 FMEA Quality Objectives. These objectives should be integrated into FMEA team
training and reviewed at each stage of FMEA project completion. FMEAs should not be considered complete until
the quality objectives have been met. And they are an essential part of quality audits.
Page 6
7. Many companies are late to perform FMEAs late, reducing their effectiveness. FMEAs should be completed by
design or process freeze dates, concurrent with the design process.
Mistake: performing FMEAs late.
Quality Objective: the FMEA is completed during the “window of opportunity” from where it can most ef-
fectively impact the product or process design.
8. Some FMEA teams do not have the right experts on the core team. Some FMEA teams do not have good attend-
ance.
Mistake: FMEAs with inadequate team composition and lack of participation.
Quality Objective: the right people, adequately trained in the procedure, participate in the FMEA team
throughout the analysis.
9. There are hundreds of ways to do FMEAs wrong. Some companies do not encourage or control proper FMEA
methodology.
Mistake: FMEAs with improper procedure.
Quality Objective: the FMEA document is completed “by the book,” including “Action Taken” and final
risk assessment.
10. Some companies mandate FMEAs and then do not ensure the expert’s time is well spent.
Mistake: inefficient use of time.
Quality Objective: the time spent by the FMEA team is an effective and efficient use of time with a value-
added result.
1. DESIGN IMPROVEMENTS The FMEA drives product design or process improvements as the primary
objective.
2. HIGH RISK FAILURE MODES The FMEA addresses all high-risk failure modes with effective and execut-
able action plans.
3. DVP/CONTROL PLAN The Design Verification Plan (DVP) or the Process Control Plan (PCP) considers
the failure modes from the FMEA.
4. INTERFACES The FMEA scope includes integration and interface failure modes in both block diagram and
analysis.
5. LESSONS LEARNED The FMEA considers all major "lessons learned" (such as high warranty, campaigns,
etc.) as input to failure mode identification.
6. LEVEL OF DETAIL The FMEA provides the correct level of detail in order to get to root causes and effec-
tive actions.
7. TIMING The FMEA is completed during the "window of opportunity" whence it can most effectively influence
the product or process design.
8. TEAM The right people are adequately trained in the procedure and participate on the FMEA team through-
out the analysis.
9. DOCUMENTATION The FMEA document is completely filled out "by the book," including "Action Taken" and
final risk assessment.
10. TIME USAGE Time spent by the FMEA team is an effective and efficient use of time with a value added
result.
Figure 2. FMEA Quality Objectives
The Quality of FMEAs, cont.
Page 7
Carl S. Carlson is a consultant and instructor in the areas of FMEA, reliability program planning and other reliability engineering dis-
ciplines, currently supporting clients of ReliaSoft Corporation. He has 30 years experience in reliability testing, engineering, and man-
agement positions, including manager of product reliability at General Motors. He co-chaired the cross-industry team that developed
the commercial FMEA standard (SAE J1739, 2002 version) and was a past member of the Reliability and Maintainability Symposium
(RAMS) Advisory Board. He holds a B.S. in Mechanical Engineering from the University of Michigan and is a Certified Reliability
Engineer. Information about his book, Effective FMEAs, can be found at www.effectivefmeas.com. He can be reached at
Success Factor Three: Providing Excellent Facilitation
FMEA facilitation is a different subject than FMEA methodology. To be successful, FMEA leaders need to
develop expert facilitation skills, and apply those skills to achieve the objective of FMEAs. Good facilitation is
critical to prevention of high-risk problems without wasting time. FMEA teams led by someone with poor
facilitation skills will not accomplish the objectives of FMEAs and will waste valuable time of subject matter
experts. The primary FMEA facilitation skills include brainstorming, asking probing questions, encouraging participation,
active listening, controlling discussion, making decisions, conflict management, and managing time. Mastering
these skills will help ensure success in facilitating effective FMEAs. Success Factor Four: Implementing an Effective FMEA Process
In order to be fully effective, FMEAs require an infrastructure and coordinated approach from many different
departments and organizational functions. A company-wide FMEA process is the entire set of systems and tasks
essential to support development of high-reliability products and processes through timely accomplishment of well
-done FMEAs. This fourth success factor will be the subject of another article in the next edition of the newsletter. In summary, to obtain the best possible results from FMEA, companies need to focus on key success factors:
understanding the fundamentals and procedure of FMEAs, applying lessons learned, providing excellent facilita-
tion, and implementing an effective company-wide FMEA process. Doing this will ensure FMEAs achieve safe,
reliable and economical products and processes.
For more information on FMEA, check out this new course from the RMC!
Page 8
Reliability Has No Limitations R. Keith Mobley, Principal — Life Cycle Engineering, Inc.
When one refers to the word “reliability” most immediately think of physical or capital assets, machine breakdowns and of
course maintenance. Granted, the reliability of capital assets is an important part of reliability, but in business, reliability
means much, much more. For example, if you stop and think why your machines and critical production systems fail, in
most cases it is not because of some inherent design problem or a deficiency within the maintenance function. Instead it is
forced by improper operation, wrong materials or a myriad of other “reliability” problems that have nothing to do with
either the reliability of the machine or maintenance function.
Historically, about 17% of physical asset reliability problems are the direct result of deficiencies within the maintenance
function. The remaining 83% can be attributed to other functions, such as engineering, production and management and
clearly point to a much broader definition of reliability. From what we have seen over almost five decades, the real reliabil-
ity failure in our plants is the almost infinite variability in the way every aspect of the business and work is conducted. This
variability ranges from the boardroom to the factory floor and encompasses all functions and employees. It is without a
doubt the biggest reason that many plants struggle to survive. If you have been watching, examples surround you each
day—variations to production outputs vary shift-to-shift and day-to-day; quality issues that seems to randomly occur; and
breakdowns that always seem to occur at the absolute worst possible time. All of these are indicators of reliability problems
that have nothing to do with physical assets or maintenance.
One key objective of any successful company is to have stable, repeatable business and work processes—reliable process-
es—where variation is held to a controllable minimum. Standard work, procedures that define step-by-step how work on
the factory floor is performed, is a fundamental part of this quest for reliable performance. Every best-in-class company,
regardless of the philosophy followed, have established and enforce standard work—and work standards—for all floor-
related operations, including maintenance. Through standard work, they have been able to stabilize their production
process, minimize cost of goods sold and sustain market growth even in a faulty economy.
These best-in-class companies go even further; they have expanded the quest for reliability—through standard work—to all
business processes, such as strategic planning, production planning, cost accounting and many others. They have recog-
nized that the only way to achieve true reliability is to eliminate variability and uncertainty throughout the business—not
just in maintenance or where it directly pertains to their capital assets.
They have not ignored these critical reliability areas, but their approach might surprise some. In most cases, they have
increased the level of maintenance. The apparent trend over the past few decades is adoption of predictive, reliability-
centered and other popular maintenance philosophies or methods. Either through deficiencies in these philosophies or in our
interpretation, too many plants have dropped well below the minimum level of sustaining maintenance required to assure
best useful life and total cost of ownership. Common deficiencies, such as failure to replace finite life parts on a regular
basis or to periodically calibrate or re-time production systems, have dramatically reduced asset reliability. While these
deficiencies are not always manifest as asset breakdowns, they are too often the root cause of quality, reduced capacity and
other serious production issues.
The greatest benefit of a holistic approach to reliability is the discovery of the hidden factory that for years—perhaps even
decades—has laid untapped in most of our plants. Elimination of the variation and resultant waste in your business and
work processes will unlock hidden capacity, lower operating cost and dramatically improve your competitive position.
Examples include: one snack food manufacturing plant was able to double their output without any capital investment; an
integrated steel mill increased output by 40% and reduced cost by 60%; an aluminum plant deferred all capital expenditures
as a result of increased throughput.
The absolute need for stable, repeatable, dependable business and work process is not limited to capital assets and cannot be
achieved solely by improving maintenance. Even when addressing capital assets, the definition of reliability must extend
well beyond the maintenance function. The procedures that are used to setup, utilize and operate have a much greater
impact on asset reliability than how they are maintained. Reliability, even at the asset level, must incorporate a holistic
definition and approach to be successful.
If you want to find your hidden factory, open up your vision of reliability. Take a hard look at the variability in your current
business and work practices. I think you will be first shocked and then delighted at the opportunities before you.
Page 9
R. Keith Mobley is a Principal Consultant with Life Cycle Engineering. He has earned an international
reputation as a leader in corporate transformations, reliability engineering and process optimization.
Mobley has 45 years of combined business, finance, engineering and consulting experience in a wide
variety of industries. He has 20 years of international consulting experience and 25 years experience in
corporate positions including V.P. Engineering and Manufacturing, V.P. Finance, V.P. Marketing and
Sales, and E.V.P. and COO. Mobley has also served as President and CEO of a $50M international
consulting, engineering services and training company specializing in corporate transformations. He is
a Master Black Belt with hundreds of successful projects and 20 years of direct Lean-Six Sigma appli-
cation, and he has authored over 20 books.
Stay connected with the RMC on Facebook and LinkedIn! Receive the most up to date
information on training, members’ meetings, intern program, and MORE!
Need help advertising available positions in your department?
Post job openings at www.RMC.utk.edu
Reworked electronic equipment is often assumed to be as good as new. CALCE has examined the reliability of reworked
surface mount assemblies in a recent study. In this study, the test vehicle included thin small outline packages (TSOPs) and
2512 resistors assembled onto circuit cards with Sn3.0Ag0.5Cu and Sn63Pb37 solders. The rework process entailed the
removal and replacement of the TSOPs and resistors. Reworked assemblies were then subjected to a temperature cycling test.
Test results indicated that rework did not degrade the reliability of the TSOP solder attachments, but it decreased the thermal
fatigue life of 2512 resistors down by 80% due to the decreased and uneven solder joint heights created by the hand-soldered
rework process. Solder interconnect material changes caused by the rework process were not observed to be a significant
factor in reliability. CALCE Consortium Members can read more in:
Reliability of Gull-Wing and Leadless Packages Subjected to Temperature Cycling After Rework, F. Chai,
M. Osterman, and M. Pecht, IEEE Transactions on Device and Materials, Vol. 12, No. 2, pp. 510-519, 2012.
Michael Osterman (Ph.D., University of Maryland, 1991) is a Senior Research Scientist and the director of the CALCE
Electronic Products and System Consortium at the University of Maryland. Dr. Osterman served as a subject matter expert
on phase I and II of the Lead-free Manhattan Project sponsored by Office of Naval Research in conjunction with the Joint
Defense Manufacturing Technical Panel (JDMTP). He has consulted with companies in the transition to lead-free materials
and has developed fatigue models for several lead-free solders. He has organized and chaired five international symposia on
tin whiskers authored over fifteen articles related to the tin whisker phenomenon. He has written eight book chapters and
over ninety articles, including the Best Session Paper Award in 41st International Symposium on Microelectronics, IMAPS
2008 and the Best Paper-Maurice Simpson Technical Editors Award in the Inst of Environmental Sciences, 2008. He is a
member of ASME, IEEE, IMAPS and SMTA.
How Reliable Are Your Reworked Assemblies?
Page 10
Page 11
Got Interns?
It’s that time again! It is time to decide if you want to hire summer interns for 2013. Summer seems a long way off,
but some of our companies have already started interviewing students and making offers. Now is the time to request
students for this summer if you are interested. This past year we placed 35 UT engineering students with our
member companies for internships, and we already have requests (formal and informal) for 40 for 2013, and there
are still many of you that we have not heard from!
If you are not sure if you would like to hire interns, here is some feedback from the past summer that might help you
with your decision…
The following are student responses when asked to describe the most valuable benefit they received by accepting
an RMC internship:
“I learned the process. I learned all the factors that have to be considered in designs. I learned that you have to
build work relationships and respect the ones that are already there. I also learned that human error will always
be a part of engineering, and that a good engineer will account for that.”
“…the biggest benefits were (1) learning new technologies of predictive maintenance to track equipment
performance & prevent equipment failures before they occur and (2) the experience of diving to the bottom of
an operational system, learning how it works from the ground up, and developing original ways to make it
more reliable and efficient.” “I gained incredible amounts of knowledge on RCM and practical work experience that I consider crucial to
my career.”
“[The most valuable benefit] would have to be seeing a large corporation from top to bottom and witnessing
how the people, departments, customers, and suppliers all interact to produce a quality product at a profit.”
“I learned how to work strategically and tactically with a large project and a large group of employees.”
“I learned how to effectively lead a FMEA and this internship really
opened my eyes to how important reliability engineering can be. If
maintenance is considered in every stage of engineering from the
design aspect to the installation on the plant floor it can really save a
company a lot of money and conflict.”
“…having the first-hand experience of how a job shop manufacturing
plant operated, dealt with quality, and planned schedules to meet
customer demand.”
“The most valuable part of this internship was proving to myself that I
could learn (and help to make better) some of the highest tech stuff in
the world. Schlumberger tools are used in almost every country in the
world, and it is great to know two years from now something that was
affected positively by me might be miles inside of the earth making the world better for all of us.”
“I learned so much about reliability that could never be taught in school.”
The following are supervisor comments about their interns:
“Russell exceeded the expectations of a second term summer student. His accomplishments are closely related
to that of a 2nd to 3rd year full time reliability engineer.”
“Miles has been a great addition to the Sustaining team here…He has given an excellent kick-start to our
efforts to start a reliability centered maintenance program, and a lot of his work will serve as the foundation for
future work to build upon.”
Alex Paradies – Novelis
Page 12
Got Interns? cont.
“Patrick worked with a senior engineer to analyze the Reliability performance
of several components on the AH-64 Apache helicopter system…The work he
has done has been very valuable to this organization and to the U.S. Army.”
“Shanel is an excellent intern/student. She learns very quickly and she is very
strong technically. I was very impressed with her enthusiasm and her
willingness to learn…It is my hope that our company makes her an offer of
employment…”
“Ross adapts quickly and developed leadership skills that will benefit him in the
future. His project made a substantial impact on the site and the operations of
the equipment involved in his project.”
“Kyle has been a definite asset during his time with us…He has the ability to both
work and think outside the box, offer valid suggestions and present excellent ideas
to our team and team’s objectives.” “Chris was an excellent addition to our group of Maintenance Engineers this
summer. He was enthusiastic about learning RCM principles and applying them
to his summer project…Chris would be an asset to any engineering program and
we hope that he is interested in returning next summer.”
Convinced yet? If you are interested in hiring summer interns, contact our intern
coordinator, Kim Kallstrom, at [email protected] or 865-974-9627. Interview sessions can
be scheduled around the November Members’ Meeting and MARCON, or can be sched-
uled at your convenience.
Shanel Crawford-Harris - DuPont
Colby Jarrett - Schlumberger
Page 13
Welcome New Members!
Amazon
Bayer
BHS Corrugated North America
Boardwalk Pipeline Partners
CE Minerals
Life Cycle Engineering
Mondelez International
RMC Membership Goal Accomplished Ahead of Schedule
Our membership goal was to grow the center by 50 percent before the end of 2013. We are glad to report that this
has been accomplished well ahead of schedule! The RMC will be between 45 to 50 company members by year-end
2012. Further recruiting will be selective to bring on-board companies that can complement the current member-
ship with information sharing and R&M learning. The ultimate goal is not maximum growth, but maximum value
for RMC Membership (in training, education, information sharing, MARCON, member meetings, workshops,
company specific projects, and more).
Thank you for your support!
3 Keynote Presentations, 30+ Paper Presentations, 11 Pre-Conference Workshops, Expo, & More!
Pre-Conference Workshops Offered Include...
Monday, February 25th, 2013:
#1: Weibull Analysis—Led by Wes Fulton, Fulton Findings (2 days—Monday and Tuesday)
#2: Value Stream Mapping for Maintenance—Ed Stanek, Jr., LAI Reliability Systems, Inc.
#3: The Maintenance Business Experience (Interactive Management Simulation) - Remco Jonker and John
Holmes, Mainnovation
#4: Asset Data Management: Achieving Operational Excellence—Led by Ramesh Gulati, ATA
#5: Root Cause Analysis—Led by Ken Reed, System Improvements, Inc.
#6: Reliability Basics—Led by Randy Montgomery, ABS Consulting
Tuesday, February 16th, 2013:
#1: Weibull Analysis—Led by Wes Fulton, Fulton Findings (CONTINUED)
#7: Demonstrating Excellence in Asset Management—Led by Shon Isenhour, GPAllied
#8: Results Oriented Reliability & Maintenance 2013—Led by Christer Idhammar, IDCON, Inc.
#9: Key Performance Indicators—Led by Al Weber, Ivara
#10: The Impact of Precision Lubrication on Equipment Reliability– Led by Mark Barnes, Des-Case
#11: Value Creation, Six Sigma & Lean Applied to Maintenance & Reliability—Led by Paul Casto, Meridium