Nwpipe Water Pipe Design Manual
152
-
Upload
udayagirimuralimohan -
Category
Documents
-
view
176 -
download
8
Transcript of Nwpipe Water Pipe Design Manual


Engineered Steel Pipe Water Systems

Center left: Steel pipe is easy to handle and place
in the trench.
Center right: Northwest Pipe worked with
the US Bureau of Reclamation and the Oglala
Sioux Council to install this 26-inch cement-
mortar lined by polyurethane coated pipeline.
Right: Carbon steel provides superior strength
while maintaining flexibility, making it an
excellent choice for water transmission.
Left: A variety of joint options are
available with steel pipe. Here a flanged
valve, harnessed flexible coupling, and
buttstrap are all used for a job in Las Vegas,
Nevada.
3
ADVANTAGES OF STEEL WATER TRANSMISSION SYSTEMS
TODAY’S LARGE-DIAMETERSTEEL WATER PIPE MEETSENGINEERS’ EXPECTATIONS IN ALL CATEGORIES OFPERFORMANCE
Pressure Class Steel
Steel pipe is designed for internal pressures and
resistance to external loads utilizing American
Water Works Association (AWWA) standards.
Steel pipe’s strength and versatality enables
customized pressure class designs to meet the
performance criteria specified.
Strength with Low Weight for Safety and Economy
Delivering tensile strength of 60,000 psi
and higher, operating pressures from 150 to more
than 850 psi, and bursting strength equal to three
times design working pressure, steel pipe offers
unequaled safety and light weight.
High Carrying Capacity for Increased Performance
Steel water pipe provides exceptionally
high working pressure capability. AWWA
approved linings protect steel pipe from corrosion
and ensure its ability to maintain its initial high
flow capacity over the life of the pipeline.
Adaptability for Ease in Engineering and Installation
Steel pipelines include a wide range of fittings and
custom fabricated components to meet all special
requirements.
Economy in Installation and Maintenance
Steel pipe’s lower weight and smaller outside
diameter not only reduce transportation and
handling costs but minimize excavation and
backfill. Long pipe sections, available from
Northwest Pipe Company in lengths up to 60
feet, minimize the number of field joints and
reduce installation costs.
Charlotte-Mecklenburg
chose Northwest Pipe for
this 120-inch raw water
main installed in 1999. Ductility and Reliability Under Stress
Steel pipe delivers an elongation factor of at
least 22% and can withstand stresses and
strains without breaking under shocks from
surge, water hammer, earthquakes, cave-ins,
washouts, extreme temperature changes,
traffic vibrations, unstable foundations,
and blasting.
Bottle-Tight Joints to Eliminate Water Loss
Steel pipe joints do not depend on perfect
trench grading or soil stability to maintain their
watertight integrity. Resilient steel pipe absorbs
soil stresses without affecting joint soundness.
Safety without Sacrificing Economy
Steel pipe maximizes safe operation while
minimizing weight and handling. Steel pipe’s
leakproof and high safety factor characteristics
mean fewer operating troubles. Steel pipe
has the best performance history of all pipe
materials in seismically active zones.
2

Center left: Steel pipe is easy to handle and place
in the trench.
Center right: Northwest Pipe worked with
the US Bureau of Reclamation and the Oglala
Sioux Council to install this 26-inch cement-
mortar lined by polyurethane coated pipeline.
Right: Carbon steel provides superior strength
while maintaining flexibility, making it an
excellent choice for water transmission.
Left: A variety of joint options are
available with steel pipe. Here a flanged
valve, harnessed flexible coupling, and
buttstrap are all used for a job in Las Vegas,
Nevada.
3
ADVANTAGES OF STEEL WATER TRANSMISSION SYSTEMS
TODAY’S LARGE-DIAMETERSTEEL WATER PIPE MEETSENGINEERS’ EXPECTATIONS IN ALL CATEGORIES OFPERFORMANCE
Pressure Class Steel
Steel pipe is designed for internal pressures and
resistance to external loads utilizing American
Water Works Association (AWWA) standards.
Steel pipe’s strength and versatality enables
customized pressure class designs to meet the
performance criteria specified.
Strength with Low Weight for Safety and Economy
Delivering tensile strength of 60,000 psi
and higher, operating pressures from 150 to more
than 850 psi, and bursting strength equal to three
times design working pressure, steel pipe offers
unequaled safety and light weight.
High Carrying Capacity for Increased Performance
Steel water pipe provides exceptionally
high working pressure capability. AWWA
approved linings protect steel pipe from corrosion
and ensure its ability to maintain its initial high
flow capacity over the life of the pipeline.
Adaptability for Ease in Engineering and Installation
Steel pipelines include a wide range of fittings and
custom fabricated components to meet all special
requirements.
Economy in Installation and Maintenance
Steel pipe’s lower weight and smaller outside
diameter not only reduce transportation and
handling costs but minimize excavation and
backfill. Long pipe sections, available from
Northwest Pipe Company in lengths up to 60
feet, minimize the number of field joints and
reduce installation costs.
Charlotte-Mecklenburg
chose Northwest Pipe for
this 120-inch raw water
main installed in 1999. Ductility and Reliability Under Stress
Steel pipe delivers an elongation factor of at
least 22% and can withstand stresses and
strains without breaking under shocks from
surge, water hammer, earthquakes, cave-ins,
washouts, extreme temperature changes,
traffic vibrations, unstable foundations,
and blasting.
Bottle-Tight Joints to Eliminate Water Loss
Steel pipe joints do not depend on perfect
trench grading or soil stability to maintain their
watertight integrity. Resilient steel pipe absorbs
soil stresses without affecting joint soundness.
Safety without Sacrificing Economy
Steel pipe maximizes safe operation while
minimizing weight and handling. Steel pipe’s
leakproof and high safety factor characteristics
mean fewer operating troubles. Steel pipe
has the best performance history of all pipe
materials in seismically active zones.
2

5
LEADING THE NATION IN QUALITY STEEL PIPE PRODUCTSFOR WATERWORKS AND HYDROELECTRIC APPLICATIONS
quality products and services, full-service
manufacturing facilities, unsurpassed expertise,
and an unparalleled tradition of excellence.
BUILDING WATER INFRASTRUCTUREWITH THE STRENGTH OF STEELStronger, easier to install, and more economical to
maintain than other products, steel pipelines have
a distinguished history of safety and performance.
Many such lines installed a hundred years ago are
SATISFYING CIVILIZATION’S THIRST FOR WATER Northwest Pipe Company is America’s largest
manufacturer of steel pipe and engineered
systems for water infrastructure and hydroelectric
construction. With over a century of experience
in the waterworks industry, we trace our roots
back to 1878 and the first steel pipeline
manufacturing operations in America. Our
history proudly chronicles the progress of
civilization in the West. Today, Northwest
Pipe offers customers the advantages of top-
still in service. The modern steel pipe systems
manufactured today incorporate the superior
strength and improved metallurgy of “New Steel,”
advanced manufacturing techniques, innovations
in coatings and linings, and a century of hands-
on experience to provide greater competitive and
safety advantages than ever before.
STEEL PIPE PRODUCTS TO MEET THEMOST DEMANDING SPECIFICATIONSAs the premier supplier of large-diameter, spiral
weld steel pipe, Northwest Pipe Company offers
America’s most extensive manufacturing facilities
for steel water systems that meet AWWA
standards. Strategically located to serve the
country’s most active waterworks markets, our
full-service operations produce pipe up to 156-
inches in diameter and 60-feet in length. In
addition, we offer custom fabrication, coatings
and linings, and complete engineered systems
that meet AWWA standards. From computer-
aided design to technical assistance, Northwest
Pipe Company’s expertise provides the support
that helps ensure project success.
Far left: This 48-inch reclaimed water line
was installed to bring recycled water from the
Temecula water treatment plant for reuse in
southern California.
Center: Pipe awaits installation at the Rocky
Reach Dam near Chelan, Washington.
Right: These cement-mortar lined, tape-coated
42-inch pipes are ready for shipment to the
Buffalo Pound jobsite in Regina, Saskatchewan.
Pipe ends are covered to prevent the lining from
drying out during shipment.
QUALITY AND SERVICE YOU CAN DEPEND ONAll of Northwest Pipe’s manufacturing facilities
are ISO 9001:2000 certified, assuring your
project will receive superior quality. From
engineering and manufacturing to field services,
Northwest Pipe Company’s commitment is
“QUALITY AND SERVICE YOU CAN DEPEND
ON.” It’s a value we’ll bring to your next project.
We welcome the opportunity to discuss your
requirements.
4

5
LEADING THE NATION IN QUALITY STEEL PIPE PRODUCTSFOR WATERWORKS AND HYDROELECTRIC APPLICATIONS
quality products and services, full-service
manufacturing facilities, unsurpassed expertise,
and an unparalleled tradition of excellence.
BUILDING WATER INFRASTRUCTUREWITH THE STRENGTH OF STEELStronger, easier to install, and more economical to
maintain than other products, steel pipelines have
a distinguished history of safety and performance.
Many such lines installed a hundred years ago are
SATISFYING CIVILIZATION’S THIRST FOR WATER Northwest Pipe Company is America’s largest
manufacturer of steel pipe and engineered
systems for water infrastructure and hydroelectric
construction. With over a century of experience
in the waterworks industry, we trace our roots
back to 1878 and the first steel pipeline
manufacturing operations in America. Our
history proudly chronicles the progress of
civilization in the West. Today, Northwest
Pipe offers customers the advantages of top-
still in service. The modern steel pipe systems
manufactured today incorporate the superior
strength and improved metallurgy of “New Steel,”
advanced manufacturing techniques, innovations
in coatings and linings, and a century of hands-
on experience to provide greater competitive and
safety advantages than ever before.
STEEL PIPE PRODUCTS TO MEET THEMOST DEMANDING SPECIFICATIONSAs the premier supplier of large-diameter, spiral
weld steel pipe, Northwest Pipe Company offers
America’s most extensive manufacturing facilities
for steel water systems that meet AWWA
standards. Strategically located to serve the
country’s most active waterworks markets, our
full-service operations produce pipe up to 156-
inches in diameter and 60-feet in length. In
addition, we offer custom fabrication, coatings
and linings, and complete engineered systems
that meet AWWA standards. From computer-
aided design to technical assistance, Northwest
Pipe Company’s expertise provides the support
that helps ensure project success.
Far left: This 48-inch reclaimed water line
was installed to bring recycled water from the
Temecula water treatment plant for reuse in
southern California.
Center: Pipe awaits installation at the Rocky
Reach Dam near Chelan, Washington.
Right: These cement-mortar lined, tape-coated
42-inch pipes are ready for shipment to the
Buffalo Pound jobsite in Regina, Saskatchewan.
Pipe ends are covered to prevent the lining from
drying out during shipment.
QUALITY AND SERVICE YOU CAN DEPEND ONAll of Northwest Pipe’s manufacturing facilities
are ISO 9001:2000 certified, assuring your
project will receive superior quality. From
engineering and manufacturing to field services,
Northwest Pipe Company’s commitment is
“QUALITY AND SERVICE YOU CAN DEPEND
ON.” It’s a value we’ll bring to your next project.
We welcome the opportunity to discuss your
requirements.
4

Far upper: An outlet is fabricated onto a
piece of cement-mortar coated pipe.
Upper center: Spirally welded pipe is
formed helically using steel coil as the
feedstock.
Center: Steel plate is utilized to form a
rolled and welded pipe.
Lower center: A welder fabricates pipe in
the shop.
Below right: Each Northwest Pipe facility
offers custom-fabricated pipe as part of
their engineered water systems.
Below center: A three-layer tape system
forms a tough dielectric coating on steel
pipe.
Below left: An O-ring groove is rolled
onto a pipe’s end, forming a bottle-tight
joint without additional welding.
BAR-WRAPPED CONCRETE CYLINDER PIPENorthwest Pipe Company produces AWWA
C303 concrete cylinder pipe, at our Adelanto,
California, facility. Bar-wrapped concrete
cylinder pipe is manufactured using a welded
steel cylinder with sized steel joint rings
attached. A lining of cement mortar is
centrifugally applied. A continuous steel bar is
helically wound around the outside of the
cylinder and securely welded to the steel joint
rings. A coating of dense mortar is applied to
the cylinder and bar wrap.
Northwest Pipe Company manufactures this
product in standard diameters of 12 to
66 inches for design pressures up to 400 psi
and for external loads as required.
Manufactured in lengths up to 40 feet, bar-
wrapped concrete cylinder pipe provides easy
handling and economical installation. Bar-
wrapped concrete cylinder pipe can be
produced for higher pressures and in larger
diameters for special applications. Short joints,
beveled pipe, fittings, and a wide range of
special pipe are also available.
Northwest Pipe Company offers full-service
production capabilities from ISO 9001:2000
certified manufacturing facilities designed to meet
the most demanding standards developed by the
AWWA. All welders are qualified under ASME or
AWS certifications. Numerous levels of NACE
and CWI inspectors are part of the quality team
employed at each facility. From large-diameter,
spiral weld steel pipe for water transmission
systems to rolled and welded steel pipe for
special applications, we can meet your needs.
SPIRAL WELD PIPESpiral weld steel pipe is manufactured in sizes
17-inch through 156-inch outside diameter and
wall thicknesses of 0.105 inch through
0.875 inch. Spiral weld steel pipe is manufactured
from steel coils formed helically into cylinders.
The cylinders are welded as they are formed,
using the double-submerged arc process. This
process achieves 100% penetration welds and
forms a flawless seam that becomes an integral
part of the pipe. Double-submerged arc welding
ensures optimum product integrity and strength.
After welding, the pipe is cut to the desired
length, usually from 40 to 60 feet. The finished
pipe is tested to the appropriate specification or
customer requirement, commonly AWWA C200
based on the AWWA M11 Design Guide. Upon
completion of testing and inspection, the pipe is
ready for coating, shipping, or other fabrication
processes as specified.
ROLLED AND WELDED PIPENorthwest Pipe Company offers custom
plate rolling and welding up to 3-inch
thicknesses at our Adelanto, California facility.
This unique capability allows us to provide
custom fabrication of heavy-wall pipe for special
applications beyond the range of spiral mills. A
wide range of nondestructive testing is available
to ensure weld integrity, including radiographic,
radioscopic, magnetic-particle, dye-penetrant,
and ultrasonic inspection. We also offer
hydrostatic testing if the products will be used in
pressure pipe applications, such as when
AWWA C200 pipe is required. From start to
finish, our in-house, AWS-certified welding
inspectors monitor the fabrication process to
ensure that customers receive quality products
for the most demanding applications.
MANUFACTURING Upper left: Pipe is prepared for
hydrotest at Northwest Pipe’s
Adelanto, California, facility.
Upper center: Workers
monitor the production of a
large-diameter spiral weld pipe.
Upper right: A 20-ton coil
is moved into place for
production at one of Northwest
Pipe’s five Water Transmission
manufacturing plants.
Below far left: A radial
expander is used to create a
smooth, low-stress bell end.
Below center: Bar-wrapped
concrete cylinder pipe is
produced at the Adelanto,
California, facility.
Below right: The double-
submerged arc-welded spiral
pipe mill in Parkersburg, West
Virginia, can manufacture pipe
up to 1 inch in thickness.
76

Far upper: An outlet is fabricated onto a
piece of cement-mortar coated pipe.
Upper center: Spirally welded pipe is
formed helically using steel coil as the
feedstock.
Center: Steel plate is utilized to form a
rolled and welded pipe.
Lower center: A welder fabricates pipe in
the shop.
Below right: Each Northwest Pipe facility
offers custom-fabricated pipe as part of
their engineered water systems.
Below center: A three-layer tape system
forms a tough dielectric coating on steel
pipe.
Below left: An O-ring groove is rolled
onto a pipe’s end, forming a bottle-tight
joint without additional welding.
BAR-WRAPPED CONCRETE CYLINDER PIPENorthwest Pipe Company produces AWWA
C303 concrete cylinder pipe, at our Adelanto,
California, facility. Bar-wrapped concrete
cylinder pipe is manufactured using a welded
steel cylinder with sized steel joint rings
attached. A lining of cement mortar is
centrifugally applied. A continuous steel bar is
helically wound around the outside of the
cylinder and securely welded to the steel joint
rings. A coating of dense mortar is applied to
the cylinder and bar wrap.
Northwest Pipe Company manufactures this
product in standard diameters of 12 to
66 inches for design pressures up to 400 psi
and for external loads as required.
Manufactured in lengths up to 40 feet, bar-
wrapped concrete cylinder pipe provides easy
handling and economical installation. Bar-
wrapped concrete cylinder pipe can be
produced for higher pressures and in larger
diameters for special applications. Short joints,
beveled pipe, fittings, and a wide range of
special pipe are also available.
Northwest Pipe Company offers full-service
production capabilities from ISO 9001:2000
certified manufacturing facilities designed to meet
the most demanding standards developed by the
AWWA. All welders are qualified under ASME or
AWS certifications. Numerous levels of NACE
and CWI inspectors are part of the quality team
employed at each facility. From large-diameter,
spiral weld steel pipe for water transmission
systems to rolled and welded steel pipe for
special applications, we can meet your needs.
SPIRAL WELD PIPESpiral weld steel pipe is manufactured in sizes
17-inch through 156-inch outside diameter and
wall thicknesses of 0.105 inch through
0.875 inch. Spiral weld steel pipe is manufactured
from steel coils formed helically into cylinders.
The cylinders are welded as they are formed,
using the double-submerged arc process. This
process achieves 100% penetration welds and
forms a flawless seam that becomes an integral
part of the pipe. Double-submerged arc welding
ensures optimum product integrity and strength.
After welding, the pipe is cut to the desired
length, usually from 40 to 60 feet. The finished
pipe is tested to the appropriate specification or
customer requirement, commonly AWWA C200
based on the AWWA M11 Design Guide. Upon
completion of testing and inspection, the pipe is
ready for coating, shipping, or other fabrication
processes as specified.
ROLLED AND WELDED PIPENorthwest Pipe Company offers custom
plate rolling and welding up to 3-inch
thicknesses at our Adelanto, California facility.
This unique capability allows us to provide
custom fabrication of heavy-wall pipe for special
applications beyond the range of spiral mills. A
wide range of nondestructive testing is available
to ensure weld integrity, including radiographic,
radioscopic, magnetic-particle, dye-penetrant,
and ultrasonic inspection. We also offer
hydrostatic testing if the products will be used in
pressure pipe applications, such as when
AWWA C200 pipe is required. From start to
finish, our in-house, AWS-certified welding
inspectors monitor the fabrication process to
ensure that customers receive quality products
for the most demanding applications.
MANUFACTURING Upper left: Pipe is prepared for
hydrotest at Northwest Pipe’s
Adelanto, California, facility.
Upper center: Workers
monitor the production of a
large-diameter spiral weld pipe.
Upper right: A 20-ton coil
is moved into place for
production at one of Northwest
Pipe’s five Water Transmission
manufacturing plants.
Below far left: A radial
expander is used to create a
smooth, low-stress bell end.
Below center: Bar-wrapped
concrete cylinder pipe is
produced at the Adelanto,
California, facility.
Below right: The double-
submerged arc-welded spiral
pipe mill in Parkersburg, West
Virginia, can manufacture pipe
up to 1 inch in thickness.
76

reasonable cost, and long performance record
have contributed to their record of success in
the water, oil, and gas industries. Exterior
tape coating systems are applied at the factory
by the methods described in AWWA
Standard C214.
Cement-mortar Coating
Cement-mortar coating works by chemically
inhibiting corrosion. Cement-mortar coating
can be applied in various thicknesses and
provides excellent mechanical protection
against handling and installation damage.
Cement-mortar coating also adds considerable
stiffness to the pipe, increasing deflection
resistance. Northwest Pipe Company provides
cement-mortar coating in accordance with
AWWA Standard C205.
Pritec® Coating
Pritec® is a durable, dielectric, side-extruded
polyolefin coating applied to pipe exterior per
the requirements of AWWA C215. Pritec®
will withstand the stresses of field bending at
cold temperatures and is suitable for operating
temperatures up to 180˚F.
Coal-tar Enamel Coating
Coal-tar enamel has been used to protect steel
pipelines since the late 1800s. Coal-tar
enamel’s electrical resistance, mechanical
strength, and long performance are known
around the world. This coating is applied
according to AWWA Standard C203 in
Northwest Pipe’s Portland, Oregon and
Adelanto, California facilities.
LININGS AND COATINGS
Cement-mortar is
centrifugally applied
to the interior of a
spinning pipe, making
for a hard, smooth and
tenacious lining.
Above far left: Contractors move an108-inch cement-mortar-lined, tape-coated pipe into position.
Above center left: A heat shrink sleeve isapplied around the joint of this tape-coated pipeline installation.
Above right: Close inspection of thelining thickness is just one of the steps inthe quality assurance process.
Below far left: A spray boom is inserted into a pipe cylinder to apply an internalpaint system.
Below center left: A final white washcoat is applied over coal-tar enamel atNorthwest Pipe Company’s Adelanto,California, facility.
Below center right: Joint bonds forelectrical continuity is a key part of thecathodic protection system on this tape-coated system.
Below far right: Large-diameter tape-coated pipe awaits shipment.
9
Lining and coating systems for steel pipelines
are applied to lengthen service life and improve
performance. Northwest Pipe Company offers
the widest variety of coating and lining systems
to serve each customer’s needs. The following
linings and coatings represent our present
manufacturing capabilities.
LININGS
Cement-mortar Lining
Cement-mortar lining is applied to the interior
of a pipe to create a dense, smooth surface.
Northwest Pipe Company applies cement
lining per AWWA Standard C205.
Paint and Polyurethane Linings
Paint and polyurethane linings, or thin film
linings, are used as an alternative to cement-
mortar lining. Thin film linings are tough,
resilient, and extremely abrasion resistant,
making them an ideal lining choice for
extreme conditions such as wastewater or
other industrial applications. Epoxy linings
are applied according to AWWA Standard
C210. Polyurethane is applied according
to AWWA Standard C222.
COATINGSTape Coating
Modern tape coatings are the most universally
specified coatings in the water industry today.
The electrical resistance, mechanical strength,
Paints and Polyurethane Coatings
Paints and polyurethane coatings have the
same properties as their lining counterparts.
Paint systems work well with cathodic
protection systems and are tough, resilient, and
extremely abrasion resistant. Paint coatings are
applied according to AWWA Standard C210
and C218. Polyurethane is applied to AWWA
Standard C222.
8

reasonable cost, and long performance record
have contributed to their record of success in
the water, oil, and gas industries. Exterior
tape coating systems are applied at the factory
by the methods described in AWWA
Standard C214.
Cement-mortar Coating
Cement-mortar coating works by chemically
inhibiting corrosion. Cement-mortar coating
can be applied in various thicknesses and
provides excellent mechanical protection
against handling and installation damage.
Cement-mortar coating also adds considerable
stiffness to the pipe, increasing deflection
resistance. Northwest Pipe Company provides
cement-mortar coating in accordance with
AWWA Standard C205.
Pritec® Coating
Pritec® is a durable, dielectric, side-extruded
polyolefin coating applied to pipe exterior per
the requirements of AWWA C215. Pritec®
will withstand the stresses of field bending at
cold temperatures and is suitable for operating
temperatures up to 180˚F.
Coal-tar Enamel Coating
Coal-tar enamel has been used to protect steel
pipelines since the late 1800s. Coal-tar
enamel’s electrical resistance, mechanical
strength, and long performance are known
around the world. This coating is applied
according to AWWA Standard C203 in
Northwest Pipe’s Portland, Oregon and
Adelanto, California facilities.
LININGS AND COATINGS
Cement-mortar is
centrifugally applied
to the interior of a
spinning pipe, making
for a hard, smooth and
tenacious lining.
Above far left: Contractors move an108-inch cement-mortar-lined, tape-coated pipe into position.
Above center left: A heat shrink sleeve isapplied around the joint of this tape-coated pipeline installation.
Above right: Close inspection of thelining thickness is just one of the steps inthe quality assurance process.
Below far left: A spray boom is inserted into a pipe cylinder to apply an internalpaint system.
Below center left: A final white washcoat is applied over coal-tar enamel atNorthwest Pipe Company’s Adelanto,California, facility.
Below center right: Joint bonds forelectrical continuity is a key part of thecathodic protection system on this tape-coated system.
Below far right: Large-diameter tape-coated pipe awaits shipment.
9
Lining and coating systems for steel pipelines
are applied to lengthen service life and improve
performance. Northwest Pipe Company offers
the widest variety of coating and lining systems
to serve each customer’s needs. The following
linings and coatings represent our present
manufacturing capabilities.
LININGS
Cement-mortar Lining
Cement-mortar lining is applied to the interior
of a pipe to create a dense, smooth surface.
Northwest Pipe Company applies cement
lining per AWWA Standard C205.
Paint and Polyurethane Linings
Paint and polyurethane linings, or thin film
linings, are used as an alternative to cement-
mortar lining. Thin film linings are tough,
resilient, and extremely abrasion resistant,
making them an ideal lining choice for
extreme conditions such as wastewater or
other industrial applications. Epoxy linings
are applied according to AWWA Standard
C210. Polyurethane is applied according
to AWWA Standard C222.
COATINGSTape Coating
Modern tape coatings are the most universally
specified coatings in the water industry today.
The electrical resistance, mechanical strength,
Paints and Polyurethane Coatings
Paints and polyurethane coatings have the
same properties as their lining counterparts.
Paint systems work well with cathodic
protection systems and are tough, resilient, and
extremely abrasion resistant. Paint coatings are
applied according to AWWA Standard C210
and C218. Polyurethane is applied to AWWA
Standard C222.
8

SHIPPING & HANDLINGWe pride ourselves on our ability to manufacture
and deliver quality pipe products on time.
We coordinate the engineering, manufacturing,
and delivery to meet your needs. Our
fully staffed shipping department can
arrange for transportation via truck,
rail, barge or even air if required.
PROJECT SERVICESFor the contractor and engineer, Northwest
Pipe Company provides plan and profile
drawings along with detail drawings. This
aids both the engineer and the contractor
in coordinating schedules for delivery and
installation. Over the past 25 years, our
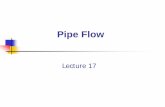
REDUCING TEETEE CROSS
LATERAL-EQUAL DIAMETERS
LATERAL-UNEQUALDIAMETERS
TWO-PIECE ELBOW THREE-PIECE ELBOW(0°-45°) (30°-90°)
MANHOLE
FOUR-PIECE ELBOW (45°-90°)
FIVE-PIECE ELBOW (80°-90°)
REDUCER
JOINTSSteel pipe engineered systems can be connected via a large variety of joint types. To accommodate project-specific needs a widevariety of joints is available from NorthwestPipe Company. Joints used for a water pipesystem will depend on the performancerequirements of the pipeline. Both welded joints and gasketed joints are available fromNorthwest Pipe Company. Gasketed joints canbe used for pressures up to 400 psi. Weldedjoints are recommended for higher pressureapplications. Couplings and flanges may beused for valve connections or where thediameter changes.
Top: The Los Angeles Department
of Water and Power used a
Depend-O-Lok split-sleeve
coupling at this joint.
Upper center: A lap weld joint
is completed in the field.
Lower center: A Carnegie spigot
is shop-welded to the end of the pipe.
Bottom: A construction crew
prepares to stab a rolled groove
rubber gasket O-ring joint.
Far left: Northwest Pipe’s
engineering staff works
with customers to solve layout problems.
Center left: This reducer was installed as part of
San Antonio Water System’s Aquifer Storage and
Recovery project in 2002.
BUTT-WELD JOINT
BUTT-STRAP WELDED JOINT
OUTSIDE BELL AND SPIGOT LAP-WELDED JOINT
INSIDE BELL AND SPIGOT LAP-WELDED JOINT
O-RING GASKET JOINT
CARNEGIE JOINT
SPLIT-SLEEVE MECHANICAL COUPLING
MECHANICAL COUPLING
FLANGED END 11
90° WYE
FABRICATIONNorthwest Pipe Company offers custom fabrication at each manufacturing facility. Elbows, tees, flanges, and other specials arefabricated in-plant by AWS qualified welders.
These illustrations represent fittings fabricated by Northwest Pipe Company. All fittings aremade from detailed drawings, ensuring thehighest level of quality. From preparation ofshop drawings to fabrication, our seasonedpersonnel work hard to ensure that everyproject requirement is met.
engineering staff has developed proprietary
computer software that interfaces with a
CAD program to ensure timely and accurate
drawings. We also publish the Water Pipe
Design Manual (available in print or on our
web site at www.nwpipe.com) to assist
engineers in the design process.
Every project is assigned a project manager to
oversee engineering, production, and delivery.
Northwest Pipe Company also provides field
specialists to assist in project installation.10
Center right: A connection
piece is fitted up at this
Corvallis, Oregon, jobsite.
Far right: Pipe is securely loaded on trucks to ensure
safe transport.

SHIPPING & HANDLINGWe pride ourselves on our ability to manufacture
and deliver quality pipe products on time.
We coordinate the engineering, manufacturing,
and delivery to meet your needs. Our
fully staffed shipping department can
arrange for transportation via truck,
rail, barge or even air if required.
PROJECT SERVICESFor the contractor and engineer, Northwest
Pipe Company provides plan and profile
drawings along with detail drawings. This
aids both the engineer and the contractor
in coordinating schedules for delivery and
installation. Over the past 25 years, our
REDUCING TEETEE CROSS
LATERAL-EQUAL DIAMETERS
LATERAL-UNEQUALDIAMETERS
TWO-PIECE ELBOW THREE-PIECE ELBOW(0°-45°) (30°-90°)
MANHOLE
FOUR-PIECE ELBOW (45°-90°)
FIVE-PIECE ELBOW (80°-90°)
REDUCER
JOINTSSteel pipe engineered systems can be connected via a large variety of joint types. To accommodate project-specific needs a widevariety of joints is available from NorthwestPipe Company. Joints used for a water pipesystem will depend on the performancerequirements of the pipeline. Both welded joints and gasketed joints are available fromNorthwest Pipe Company. Gasketed joints canbe used for pressures up to 400 psi. Weldedjoints are recommended for higher pressureapplications. Couplings and flanges may beused for valve connections or where thediameter changes.
Top: The Los Angeles Department
of Water and Power used a
Depend-O-Lok split-sleeve
coupling at this joint.
Upper center: A lap weld joint
is completed in the field.
Lower center: A Carnegie spigot
is shop-welded to the end of the pipe.
Bottom: A construction crew
prepares to stab a rolled groove
rubber gasket O-ring joint.
Far left: Northwest Pipe’s
engineering staff works
with customers to solve layout problems.
Center left: This reducer was installed as part of
San Antonio Water System’s Aquifer Storage and
Recovery project in 2002.
BUTT-WELD JOINT
BUTT-STRAP WELDED JOINT
OUTSIDE BELL AND SPIGOT LAP-WELDED JOINT
INSIDE BELL AND SPIGOT LAP-WELDED JOINT
O-RING GASKET JOINT
CARNEGIE JOINT
SPLIT-SLEEVE MECHANICAL COUPLING
MECHANICAL COUPLING
FLANGED END 11
90° WYE
FABRICATIONNorthwest Pipe Company offers custom fabrication at each manufacturing facility. Elbows, tees, flanges, and other specials arefabricated in-plant by AWS qualified welders.
These illustrations represent fittings fabricated by Northwest Pipe Company. All fittings aremade from detailed drawings, ensuring thehighest level of quality. From preparation ofshop drawings to fabrication, our seasonedpersonnel work hard to ensure that everyproject requirement is met.
engineering staff has developed proprietary
computer software that interfaces with a
CAD program to ensure timely and accurate
drawings. We also publish the Water Pipe
Design Manual (available in print or on our
web site at www.nwpipe.com) to assist
engineers in the design process.
Every project is assigned a project manager to
oversee engineering, production, and delivery.
Northwest Pipe Company also provides field
specialists to assist in project installation.10
Center right: A connection
piece is fitted up at this
Corvallis, Oregon, jobsite.
Far right: Pipe is securely loaded on trucks to ensure
safe transport.

HEADQUARTERS: 200 SW MARKET ST, SUITE 1800 • PORTLAND, OR 97201 • 800-989-9631 • 503-946-1200 • FAX 503-978-2561
PORTLAND, OR: 12005 N BURGARD ST • PORTLAND, OR 97203ADELANTO, CA: 12351 RANCHO RD • ADELANTO, CA 92301DENVER, CO: 6030 N WASHINGTON ST • DENVER, CO 80216PARKERSBURG, WV: ROUTE 892, DUPONT RD • WASHINGTON, WV 26181SAGINAW, TX: 351 LONGHORN RD • SAGINAW, TX 76179
www.nwpipe.com

BACKGROUND

BACKGROUND

In 1878, the John Young Metal Works (later known as ThompsonPipe & Steel Company and eventually Northwest Pipe Company) in Denver, Colorado, began the manufacture of riveted steel pipe for placer mining, irrigation, power, and municipal service. It was made of copper bearing steel and was installed with slip-jointends. During the period 1858 to 1900, nearly all water pipe wasfabricated of riveted construction; at least two-million feet had been installed by the end of that period.
In 1905, the East Jersey Pipe Company began fabricating lock-barsteel pipe in 30-foot lengths with a new seam considered 100% efficient. Furthermore, the new pipe was smooth, permitting 10% to 15% greater capacity over riveted steel pipe. The new method made rapid inroads in the marketplace.
ELECTRIC-WELDED STEEL PIPE USHERS IN ANEW ERA IN MODERN WATER TRANSMISSIONSYSTEMSIn 1921, automatic electric-welded steel water pipe was developed.The first major electric-welded steel water pipeline on the WestCoast consisted of 116,000 feet of 24- and 22-inch diameter pipeinstalled for the City of Vallejo, California, in 1924.
During the Depression, great progress was made in the techniques of automatic welding with fluxes. Present-day plasticized coal-tarenamel was also introduced. About 7,000,000 feet of 20-inch diameter pipe was produced from 1922 to 1940.
A PRACTICAL PROCESS FOR WELDING PIPEPipe was seldom manufactured from iron until a practical processfor welding was developed in the 19th century. In 1812, the firstmachinery for welding gun barrels and other cylindrical articles was invented in England. Three years later, William Murdock transmitted gas through old musket barrels to light the streets ofLondon. This innovation demonstrated the versatility of tubularshapes. In 1824, James Russell invented a process for welding larger tubes. The following year, Cornelius Whitehouse conceived a method of manufacturing pipe by drawing long, flat strips ofmetal through a die or bell. This process formed entire lengths ofpipe in one operation. More importantly, it introduced a rapid andeconomical new basis for producing strong, durable pipe productsthat would greatly effect the progress of civilization.
Five years after the Whitehouse invention (circa 1830), the first furnace in the United States for making wrought-iron pipe was built by Morris, Tasker, and Morris in the basement of aPhiladelphia shop. In 1849, a still-larger building was constructed by the company to house nine pipe-welding furnaces. Gradually,other pipe mills were constructed in the United States.
Between 1850 and 1860, the age of steel was born. The invention of the Bessemer process, followed shortly by the development of the open hearth furnace in the 1830s, made steel readily available.Before this time, steel was an expensive material. However, as aresult of these advances in processing technology, steel could now be purchased as plate or in coils. This enabled the cold forming oflarge-diameter steel water pipe.
THE INVENTION OF RIVETED STEEL WATER PIPEFive years after California’s historic 1849 gold rush, the FrancisSmith Company established a shop in the mining town of GrassValley, California, to produce water pipe for gold miners. The pipewas made from thin English sheet steel riveted at the seams withcold rivets. A water line of this material was laid at Railroad Flat,California in 1858 and has been in use almost continuously sincethat time. Between 1863 and 1878, ten other riveted steel waterlines were installed in California and Nevada.
A BRIEF HISTORY OF WELDED STEEL PIPE
Above: Steel pipe was manufactured in the West well before the turn of the century. In 1892, Weigele Sheet Metal Works purchased
John Young Metal Works (founded 1878). Weigele later became Thompson Pipe & Steel Company which was acquired by Northwest Pipe
Company in 1996. Left: Nearly 2 million feet of riveted steel water pipe was installed in the western U.S. between 1858 and 1900.
1WATER PIPEDes ign Manua l

Top Right: Welded steel pipe was introduced about 1920. During the Depression, great progress was made in the techniques of automatic welding, but long lengths of pipe were not practical to produce until the introduction of the spiral weld manufacturing process in the 1930s. Top Left: Welded steel pipelines like this one in San Yasidro, California, with modern coatings and linings, provide the most reliable water transmission systems and offer up to a century of trouble-free service. Bottom Left: Modern spiral weld mills form strong,
durable, lightweight steel water pipe in custom lengths up to 60 feet. Bottom Right: Northwest Pipe Companyoffers full-service production of engineered water systems, including custom fittings, coatings, and linings.
WATER PIPEDes ign Manua l
2

SPIRAL-WELD PROCESS INTRODUCED IN 1930In the early 1930s, the spiral-welded manufacturing process used for large diameter steel pipe was developed by the Germans. It was used extensively for diameters from 36 to 40 inches. Weldingwas by the electric fusion method. After World War II, Germanmachines were imported to the United States. Subsequently, machines were developed that could spiral weld pipes up to 144 inches in diameter.
Today, the 70-year tradition of large diameter steel pipe continues to be enhanced by spiral-mill operators throughout the UnitedStates. Spiral welding continues to be one of the most efficient large-diameter steel pipe manufacturing processes available.
NORTHWEST PIPE COMPANY’S HISTORYTRACES THE WEST'S DRAMATIC PROGRESS IN MODERN WATER TRANSMISSION ANDTREATMENT SYSTEMSThroughout America’s history, water has been a critical resource. As the population moved westward, water became less abundant.Therefore it became necessary to transport water to growing population centers. At the turn of the century, riveted steel pipebecame the material of choice for water transmission. In Portland,Oregon, and Denver, Colorado, this need was identified and thebusinesses that became Northwest Pipe Company and ThompsonPipe & Steel Company were founded.
Northwest Pipe Company originated as the entity of Beall Pipe &Tank in 1915. This company manufactured water pipe for water districts and cities, storage tanks for gas and oil, and corrugated culverts and water flumes for logging, mining, and water supply.Beall Pipe & Tank fabricated straight-seam pipe by the can method.Steel plate was rolled up in ‘cans’ 6- to 10-feet long. Outside diameters ranged upward from four inches.
In Denver, Colorado, a similar company developed. In 1878, John Young Sheet Metal Works started making riveted steel pipe in a small shop near the downtown area. In 1892, Weigele SheetMetal Works, a firm started by an apprentice of John Young, purchased the John Young Sheet Metal Works. In 1921, Weigelesold his firm to Lloyd E. Thompson. The company then becameThompson Manufacturing Company.
In 1925, Beall Pipe & Tank produced the first all-welded pipeline in the West. Prior to 1925, acetylene welding and arc welding were the methods used. By today’s standards, the quality of weldingwas poor. However, submerged arc welding improved welding performance from 80% to 100% efficiency.
In the 1930s, Thompson and Beall both used the automatic welding process to make larger diameter pipe as well as to increasetheir wall thickness capabilities.
During World War II, both Thompson and Beall Tank geared up to fabricate ship parts for the war effort. Since Thompson was located in Denver, they sent parts by rail to California.
After the war, Thompson Manufacturing changed its name toThompson Pipe and Steel Company. This was done to focus thecompany on large diameter pipe manufacturing. At about the sametime, the irrigation market in Oregon began to boom. Beall Pipebought the present location of Northwest Pipe from the maritimecommission and began to focus on the irrigation market.
In the 1960s, Ralph Elle, a longtime employee of Beall Pipe, left tofound Northwest Pipe & Casing Company. This company startedwith three pipe mills and rapidly grew to become a major producerof steel pipe on the West Coast.
In 1974, L.B. Foster, another regional steel pipe manufacturer, and Northwest Pipe entered into a partnership to fabricate steel pipe on a spiral mill. In 1979, L.B. Foster purchased Beall Pipe &Tank. In 1981, Northwest Pipe & Casing Company acquired L.B Foster’s assets to emerge as the market leader in the Northwestfor large diameter steel water pipe.
From the 1950s to the late 1980s, both Thompson Pipe & Steel and Northwest Pipe & Casing Company grew and prospered.Northwest Pipe built a new manufacturing plant in Kansas to focus on the irrigation industry. The company also built a new plant in Southern California to serve the Southwest’s growingdemand for large-diameter water transmission systems.
In the late 1980s, Thompson’s 40-acre plant was running at close to capacity. As the 1980s drew to a close, Thompson began toexpand its markets eastward, and by the mid 1990s, was makingshipments to the East Coast.
Steel pipelines delivera century of continuous service
For close to a century, steel pipe was widely used throughout theUnited States as municipalities sought to develop modern waterdelivery systems. Walter H. Cates, a noted steel pipe historian,estimates that over 17-million feet of steel water pipe, in diametersranging from 4 to 158 inches, were installed from 1858 to 1940. As of 1989, the Steel Plate Fabricators Association documentedover 200 steel water transmission pipelines still in service since1915 or prior in cities ranging from New York to San Francisco:
SSTTEEEELL PPIIPPEELLIINNEESS SSTTIILLLL IINN SSEERRVVIICCEE((SSeelleecctteedd LLiisstt))
LLOOCCAATTIIOONN YYEEAARR IINNSSTTAALLLLEEDD LLEENNGGTTHH ((fftt..)) DDIIAAMMEETTEERR ((iinn..))
New York 1860 1,000 90
San Francisco 1885 90,000 44
Newark 1896 111,600 48
Philadelphia 1906 86,980 28-30
Pittsburgh 1906 47,000 72-30
WATER PIPEDes ign Manua l
3

On November 30, 1995, Northwest Pipe & Casing Companybecame a public company. Renamed Northwest Pipe Company, thecompany began to execute an aggressive plan of expansion through acquisition. Northwest Pipe purchased Thompson Pipe & SteelCompany in 1996 as well as the assets of California Steel PressurePipe. In 1998, Northwest Pipe Company acquired L.B. Foster’s steel pipe manufacturing facility near Parkersburg, West Virginia.And in 1999, the company purchased North American Pipe, Inc., of Saginaw, Texas. These acquisitions enabled Northwest PipeCompany to become the U.S.’s first national supplier of steel pipe and engineered water systems with competitive productioncapabilities strategically located from coast to coast.
Today, Northwest Pipe Company continues to provide quality steel pipe products to the water transmission and distribution markets across the United States. The company’s financial strength,experienced management, seasoned engineering, and productionexpertise, as well as its strategically located manufacturing plants,offer customers superior value, service, and convenience.
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
4
REV. 01-2005

A SHOW OF FORCE FOR STEEL PIPE / August 2004
“Every day for a better Bay.”Preserving the environmental treasures of the Chesapeake Bay
while meeting the ever growing demands of civilization,
makes Hampton Roads Sanitation District’s (HRSD) mission a
noble one. HRSD serves 17 cities and counties through 500
miles of interceptor lines. Its goal is to prevent pollution,
protect public health, and support community development.
Elbow Road And LakeridgeInterceptorsHRSD goal for this project was to meet existing and future
wastewater treatment needs in a way that protects the
environment and public health. Northwest Pipe Company–who
supplied earlier HRSD jobs including a 1999 section of the
Lakeridge force main–assisted in the pipeline design. Both
contracts for Elbow Road were awarded to W. L. Hailey. Several
months later, W. R. Hall was selected to install Section D of the
Lakeridge Interceptor. Both contractors used Northwest Pipe’s
SuperMain™ spiral weld steel force main product, knowing the
company offered quality and service they could depend on.
SuperMainRecognizing the value of corrosion protection, the sanitation
district insisted on a pipeline with bonded linings and coatings.
Northwest Pipe supplied their SuperMain system, which
featured a dielectric polyethylene tape coating by Polyken and
WasteLiner AM polyurethane lining. The Madison Chemical
lining’s anti-microbial (AM) additive inhibits microbiologically
influenced corrosion. Northwest Pipe’s custom engineered
system offered other important advantages. Longer pipe
lengths than available in alternate specified materials reduced
installation time. Rubber gasketed joints eliminated field
welding, further expediting installation. Restrained joints
utilized Victaulic Depend-O-Lok mechanical couplings for
superior performance and dependability.
Fast FactsDescription: Sanitary sewer force mains in the area ofGum Swamp Crossing, Round Hill Drive and Elbow Road
Owner: The City of Virginia Beach, VA, and Hampton Roads Sanitation District
Engineers: Gannett Fleming, Newport News, VA, andBuck Seifert & Jost, Virginia Beach, VA
Contractors: W. L. Hailey, Nashville, TN and W. R.Hall, Norfolk, VA
Manufacturer: Northwest Pipe Company,Parkersburg, WV
Project Details: 8,800 feet of 48-inch (Elbow A),8,500 feet of 48-inch (Elbow B), and 6,454 feet of 42-inch(Lakeridge D) SuperMain™ steel pipe with rubber gasketbell and spigot joints, Madison Chemical WasteLiner AMpolyurethane lining and Polyken tape coating
CASE STUDY

Strength With Low Weight For Safety And EconomyDelivering tensile strength of 60,000 psi and higher,
operating pressures from 150 to more than 850 psi, and
bursting strength equal to three times design working
pressure, steel pipe offers unequaled safety and light weight.
High Carrying Capacity For Increased PerformanceSteel water pipe provides exceptionally high working
pressure capability. American Water Works Association
(AWWA) approved linings and coatings protect steel pipe
from corrosion and ensure its ability to maintain its initial
high flow capacity over the life of the pipeline.
Bottle-tight Joints To Eliminate Water LossSteel pipe joints do not depend on perfect trench grading or
soil stability to maintain their watertight integrity. Resilient
steel pipe absorbs soil stresses without affecting joint
soundness.
Ductility And Reliability Under StressSteel pipe delivers an elongation factor of at least 22%
and can withstand stresses and strains without fracturing
under shocks from surge, water hammer, earthquakes,
cave-ins, washouts, extreme temperature changes, traffic
vibrations, unstable foundations, and blasting.
Adaptability For Ease In EngineeringAnd InstallationSteel pipelines include a wide range of fittings and custom
fabricated components to meet all special requirements.
Economy in Installation AndMaintenanceSteel pipe’s lower weight and smaller outside diameter not
only reduce transportation and handling costs, but minimize
excavation and backfill. Long pipe sections, in lengths up
to 60 feet, minimize the number of field joints and reduce
installation costs.
Pressure Class DesignSteel pipe is designed for internal pressures and resistance
to external loads utilizing approved AWWA standards. Steel
pipe's strength and versatility enables customized pressure
class designs to meet the performance criteria specified.
Contact your local sales representative or a Northwest Pipe sales manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Northeast: Tom Baas 312 587-8702 Buddy Sumpter 503 946-1200
Portland, OR 97201 Southeast: John Byrum 830 228-4985 Jerry Brothers 832 717-0064
Toll free: 800 989-9631 Midwest: Hardin Stephens 303 289-4080 Doug Bays 404 264-2784
Fax: 503 978-2561 Southwest: Brad Sando 949 709-2874
Online: www.nwpipe.com Northwest: Martin Dana 503 285-1400
Nationwide manufacturing facilities to better serve our customers:Portland, Oregon Adelanto, California Parkersburg, West Virginia
Denver, Colorado Riverside, California Saginaw, Texas
Seven Reasons to Choose Steel Pipe

WHEN CONCRETE CRUMBLES / August 2004
Failing SystemsThe San Diego County Water Authority (SDCWA) faced a
daunting task when the pre-stressed concrete cylinder pipe
(PCCP) in their system began to fail. The strength of PCCP
comes from steel wire wrapped around a steel shell. A
coating of Portland cement gives the pipe stability as well as
corrosion protection. However, if the cement cracks and
corrosion attacks the wire, the pipe can fail catastrophically.
Many such failures have occurred over the last few decades.
As a result, agencies are aggressively replacing PCCP with
a more reliable material. For San Diego County, solving
the problem of their 50-plus miles of failing PCCP is a
massive task.
Up To The TaskThe Rancho Penasquitos portion of Pipelines 3 and 4
relining bid in July of 2003. San Diego County Water
Authority chose J. F. Shea to complete this section. Not
only was this job complex in scope, the Water Authority also
required Pipeline 4’s reline to be completed by April, 2004,
and Pipeline 3 to be in place five months later. Liquidated
damages were costly, so it was critical to select a steel pipe
supplier that was up to the task. Shea selected Northwest
Pipe Company because of their ability to produce the
material quickly and efficiently. Northwest Pipe’s years
of industry experience, past projects with both the agency
and contractor, and its fully equipped ISO 9001:2000
facility in nearby Adelanto, California, made the company
an ideal choice. SDCWA inspection personnel were
on site while each can was manufactured and tested.
J. F. Shea and Northwest Pipe coordinated daily shipments
since narrow right of ways limited storage on the job site.
InstallationRelining portions of Pipeline 3 and 4, Rancho Penasquitos is part
of a 24-year plan to line or replace the Authority’s entire PCCP
infrastructure. The project presented many challenges. Forty-foot
access portals were created along the existing route by removing
two segments of the PCCP pipeline. The liners specified were
rolled and welded steel pipe “cans” that were collapsed prior to
installation in order to fit through the sloping curves of the
existing pipeline. The liners for this project were then expanded
in place along the 33,000-foot pipeline. Pipe segments ranged in
diameter from 63 to 93 inches–a mere 3-inch reduction from the
original PCCP diameter. Complex installation techniques meant
each pipe was, in essence, a custom fabricated piece. Because
the final welding was performed in the PCCP pipe, back-up
bars were installed longitudinally down each can seam to
accommodate an internal full fillet weld. Each steel can and its
bell and spigot joint had to be custom-manufactured to match the
exact joint locations of the existing PCCP pipeline.
The reline story continues...
CASE STUDY

Grout and LineAfter the liner segments were placed, the annular space
between the liner and the existing pipe was filled with cement
grout. Steel grout rings were used to limit the pressure during
the process, where grades reached as high as 38%. To reduce
the hydraulic head in the annular space between the reliner
and the PCCP, the rings were completely welded between the
reline section and the existing PCCP joint rings. The process
required each ring to be completely welded prior to the next
joint installation. Grout ring locations were designed as
close as 20 feet apart in the steepest sections. The final steps
in the installation process required lining the entire pipeline
with cement mortar and then installing factory lined-and-
coated steel pipe in the portal openings.
Meeting Customer NeedsWhen San Diego County Water Authority sought a solution
to its crumbling infrastructure, they turned to rolled and
welded steel pipe manufactured by Northwest Pipe
Company. By collaborating with the installation contractor
and owner, Northwest Pipe Company ensured a high-quality
pipe, delivered on time, for this critical project.
Contact your local sales representative or a Northwest Pipe sales manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Northeast: Tom Baas 312 587-8702 Buddy Sumpter 503 946-1200
Portland, OR 97201 Southeast: John Byrum 830 228-4985 Jerry Brothers 832 717-0064
Toll free: 800 989-9631 Midwest: Hardin Stephens 303 289-4080 Doug Bays 404 264-2784
Fax: 503 978-2561 Southwest: Brad Sando 949 709-2874
Online: www.nwpipe.com Northwest: Martin Dana 503 285-1400
Nationwide manufacturing facilities to better serve our customers:Portland, Oregon Adelanto, California Parkersburg, West Virginia
Denver, Colorado Riverside, California Saginaw, Texas
Fast Facts
Name: Pipelines 3 and 4 Relining – Rancho
Penasquitos
Description: Pipe lining for a failing pre-stressed
concrete cylinder (PCCP) pipeline
Owner & Engineer: San Diego County Water
Authority, San Diego, CA
Contractor: J. F. Shea Construction, Walnut, CA
Manufactured at: Northwest Pipe Company,
Adelanto, CA
Project Details: 33,000 feet of 63- to 93-inch
rolled-and-welded carbon-steel pipe with field-applied
cement-mortar lining and jet-grout coating

DROUGHT CAUSES EMERGENCY CONSTRUCTION / April 2005
The ConcernSouthern Nevada Water Authority (SNWA) diversions from Lake
Mead were in jeopardy due to drought conditions in the West,
causing historically low water levels. The Authority was
concerned that their intake structure might surface if water levels
continued to drop.
History of SNWAThe first diversions of Lake Mead water occurred in 1934 when
pumping to Boulder City began from a plant inside Hoover
Dam. In April, 1942, water was diverted from Lake Mead for
war effort plants in Henderson, Nevada. With declining
groundwater levels, large diversions for the Las Vegas Valley
began in January, 1984, through the Southern Nevada Water
Project diversion at Saddle Island.
In 1991, the Southern Nevada Water Authority was established to
address regional water issues. The Water Authority is committed
to managing the region's water resources and developing
solutions to ensure adequate water supplies for the future. The
Southern Nevada Water Systems (SNWS), which began
operations in 1971, comprises the Water Authority's system to
pump, treat, and deliver water from Lake Mead. SNWS was
officially transferred from the federal government to the
Authority in 2001.
The SolutionTo protect the Agency from experiencing problems with their
intake capabilities, the SNWA engaged CH2M Hill to design an
intake structure with sufficient depth to ensure that continuing
Fast FactsDescription: Furnishing steel pipe and appurtenances to
modify Intake No. 1 to a lower intake elevation.
Owner: Southern Nevada Water Authority, Las Vegas, NV
Engineers: CH2M Hill, Las Vegas, NV
Contractors: Barnard Construction, Bozeman, MT
Manufacturer: Northwest Pipe Company, Saginaw,
TX & Adelanto, CA
Project Details: 171 feet of 145 1⁄4 -inch welded
carbon steel pipe plant applied polyurethane lined and
coated with cement mortar for mechanical protection.
drops in water levels on the lake would not compromise their
ability to obtain water through the intake. CH2M Hill's design
lowered the intake structure to approximately an elevation of 978
feet from the existing elevation of 1,051 feet. The design called
for manufacturing 176 feet of 145 1⁄4 -inch OD steel pipe
including a tee with a 145 1⁄4 -inch x 120-inch OD reducer and 12
feet of 120-inch OD pipe. The design also required two 30-
degree elbows and a 1671⁄4 -inch OD intake pipe. Pipe was lined
and coated with polyurethane and cement mortar was added to
the exterior coating for mechanical protection. A grout packer,
inserted in the interior of the 120-inch section, was also required.
Not only was the project complex in scope, delivery was critical.
The proposals were called for in December, 2003, and delivery of
all piping, fabricated fittings, appurtenances, and hardware was
CASE STUDY

required 3 1/2 months later. Liquidated damages were $1,000 per
day. The SNWA reviewed the delivery schedules submitted in bid
packages. Northwest Pipe Company’s years of industry
experience, success on past projects, and ability to deliver led the
Agency to choose Northwest Pipe over other competitors.
Northwest Pipe’s ability to deliver on time was enhanced by its
multiple ISO 9001:2000-certified manufacturing facilities, making
the Company an ideal choice for delivery of a quality product.
Since on-time delivery was essential, Northwest Pipe utilized two
facilities to manufacture the pipe and fittings. The 120-inch pipe
and 1451⁄4 -inch tee were produced at the Saginaw, Texas, facility.
The 145 1⁄4 -inch pipe, elbows, and miscellaneous appurtenances
were produced at the Adelanto, California plant.
InstallationInstallation of the intake modifications was complex, since the
entire pipeline was underwater. The tee was shipped to the jobsite
intact. Leveling pins were used to level the tee on the pad. The
tee was then submerged and towed out to its final position,
placed in an existing vertical tunnel, with an 120-inch leg placed
in the vertical tunnel. The bladder was later placed in the 120-
inch pipe segment. Seven 145 1⁄4 -inch pipe segments, including
the 167 1⁄4 -inch increaser, were pre-assembled on shore. The
347,700-pound welded segment was then towed into position,
attached to the tee with the special Carnegie section, and bolted
with a series of restrained lugs. The final installation component
involved attaching the 20,000-pound bar screen under water.
Again, shore-based preparations enabled installation with just two
connection made under water.
Meeting Customer NeedsWhen Southern Nevada Water Authority needed a solution to an
emergency situation they turned to welded steel pipe
manufactured by Northwest Pipe Company. By working with the
owner, engineer and the installing contractor, Northwest Pipe
Company ensured a high-quality pipe delivered on time for this
critical project.
Contact your local sales representative or a Northwest Pipe Sales Manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Northeast: Tom Baas 312 587-8702 Buddy Sumpter 503 946-1200
Portland, OR 97201 Southeast: John Byrum 830 228-4985 Dan Berg 913 780-2855
Toll free: 800 989-9631 Midwest: Hardin Stephens 303 289-4080 Doug Bays 404 261-7760
Fax: 503 978-2561 Southwest: Brad Sando 949 709-2874
Online: www.nwpipe.com Northwest: Martin Dana 503 285-1400
Nationwide manufacturing facilities to better serve our customers:Adelanto, California • Portland, Oregon • Parkersburg, West Virginia • Denver, Colorado • Saginaw, Texas

USAID WORKING IN JORDAN / April 2005
Reprinted from CorroNewsBy Ray Garneau, VP Sales and Marketing,
Madison Chemical Industries Inc.
The United States Agency for International Development
(USAID) is an independent agency that supports U.S. foreign
policy objectives and advances long-term economic growth in
developing nations. To that end, USAID implements and funds
projects that improve agriculture, trade, global health, conflict
prevention and humanitarian assistance.
Jordan is one of the ten most water-deprived countries in the
world. Lack of water will be one of the most serious challenges
to Jordan's future economic growth. With a population of 5.6
million people, which is expected to double by 2029, the already
low availability of water will be halved. Jordan's political stability
and economic prospects depend heavily on their own ability to
manage scarce water resources.
The USAID program in Jordan, developed in close co-operation
with the Jordanian Government, has contributed $2.3 billion since
1997 to address pressing needs. Assistance to the water sector
comprises the largest part of the USAID technical assistance
program and has been used by Jordan's Ministry of Water and
Irrigation to strengthen water management policies, enhance
effective allocation and utilization of resources, and expand and
rehabilitate water supply systems.
The Wadi Ma'in Zara and Mujib Water Treatment and
Conveyance Project is an example of the effectiveness of USAID
that will benefit 2.5 million Jordanian residents. The Design-
Build-Operate project includes the construction of a water
treatment plant near the Dead Sea to treat saline water from three
nearby wadis and a water conveyance system to increase potable
water supplies to the Greater Amman area by 40%.
CASE STUDY

The project construction contract was awarded to The
Morganti Group Inc., while the project engineering
supervision services contract was awarded to Black &
Veatch. With the help of many implementing partners, and a
budget of $125 million (with $104m from USAID), the
project began with approximately 130,000 feet of 40" steel
pipe. The Morganti Group awarded the contract to Northwest
Pipe Company for the supply of 9,500 tons of welded steel
pipe protected with Madison Chemical's market leading
polyurethane technology.
Northwest Pipe's Parkersburg, West Virginia facility
experienced "greater production rates than anticipated" when
they lined the pipe interior with 20 mils of Madison's
CorroPipe II PW and coated the exterior with 25 mils of
Madison CorroPipe II Omni. But another significant
advantage of Madison polyurethane over competitive
technologies was realized during the shipment of the pipe
from the U.S to Jordan. The logistics of container shipments
that go from rail to port, ship to ship and from ship to truck
can be overwhelming and the possibility of handling damage
is vastly increased. When you have a global team of
inspectors and engineers anticipating the arrival of the largest
project of polyurethane coated pipe to date, it must exceed
Contact your local sales representative or a Northwest Pipe Sales Manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Northeast: Tom Baas 312 587-8702 Buddy Sumpter 503 946-1200
Portland, OR 97201 Southeast: John Byrum 830 228-4985 Dan Berg 913 780-2855
Toll free: 800 989-9631 Midwest: Hardin Stephens 303 289-4080 Doug Bays 404 261-7760
Fax: 503 978-2561 Southwest: Brad Sando 949 709-2874 International Sales:Online: www.nwpipe.com Northwest: Martin Dana 503 285-1400 Willie Guzman 760 246-2209
Nationwide manufacturing facilities to better serve our customers:Adelanto, California • Portland, Oregon • Parkersburg, West Virginia • Denver, Colorado • Saginaw, Texas
performance expectations and arrive in pristine condition.
The outstanding impact and abrasion resistance of Madison's
100% solids polyurethane was proven once again on this
demanding project and positive feedback has been received
from all stakeholders involved in USAID's efforts to improve
Jordan's municipal water infrastructure.
Fast FactsDescription: USAID water treatment and conveyance
program to bring new sources to water-deprived areas of the
Greater Amman.
Owner: Ministry of Water and Irrigation, Water
Authority of Jordan
Engineers: Black & Veatch, Kansas City, MO
Contractors: The Morganti Group (Joint Venture
including Morganti, Ondeo, Metcalf & Eddy, & Sigma
Consulting Engineers), Danbury, CT
Manufacturer: Northwest Pipe Company,
Parkersburg, WV
Project Details: 130,000 feet of 40-inch sprial weld
steel pipe lined with CorroPipe II PW and coated with
CorroPipe II Omni featuring butt welded joints.

More on the POMA Pipeline...
PRITEC-COATED STEEL PIPE: TOUGHER THAN ROCKS /November 2006
Growth Demands More WaterWorking with CH2M Hill, the Metropolitan Water District of Salt
Lake City & Sandy (MWDSLCS) is developing a water supply
system to bring up to 70 million gallons a day of water to
customers in Draper and Sandy Cities. The Point of the Mountain
Aqueduct (POMA) will transport the water to a new treatment
plant to ensure supply exists for the growing Salt Lake Valley.
The pipeline will also provide redundancy to the MWDSLCS
system in the event another portion of the system needs to be
taken out of service for repair in the future.
Not Your Run-of-the-mill PipelineThis is not your run-of-the-mill transmission pipe. The smallest
portions of the steel pipe are 4 feet in diameter. The largest
tower 7 feet in height. The pipe is designed as an engineered
system, with elbows and other joints to optimize the system
according to terrain and other system needs. The project is
manufactured to strict industry standards, using the C200
specification of the American Water Works Association
(AWWA). To minimize the number of joints, Northwest Pipe
Company's facility produce each spiral weld steel segment in
lengths up to to 50 feet. Fewer joints means less cost and time is
spent installing the pipeline. It also means less inconvenience to
local residents. Joints were assembled utilizing the weld-after-
backfill method and girth welds were coated with heat
shrinkable sleeves per the AWWA C216 standard. In the case
of the POMA project, most joints manufactured as lap-welded
bell and spigot ends. ISO-9001 quality policies at Northwest
Pipe ensure the entire project is carried out according to
customer requirements. This internationally-accepted quality
system is a more thorough and extensive process than other
pipe manufacturers incorporate. Customers notice the
difference in quality and communications throughout the
manufacturing process.
Pritec Steel Water PipeThe pipeline features the proprietary Pritec® polyolefin
coating developed by ShawCor Pipe Protection LLC that is
growing in popularity in the water industry. At its ISO-9001-
certified facility in Adelanto, California, Northwest Pipe
Company employees work with on-site ShawCor personnel
to supply the pipeline market with a durable alternative to
other dielectric coating systems. Using a state of the art
technique, AWWA C200 pipe is blast-cleaned with an
abrasive material to prepare the steel surface for the coating
application. Then, using a side-extrusion process, molten
CASE STUDY

Contact your local sales representative or a Northwest Pipe Sales Manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Deep South: Dean Estoll 817 847-1402 Buddy Sumpter 503 946-1200Portland, OR 97201 Midwest: Hardin Stephens 303 289-4080 Greg Smith 858 676-0666Toll free: 800 989-9631 Northeast: Tom Baas 312 587-8702 Doug Bays 404 261-7760Fax: 503 978-2561 Northwest: Martin Dana 503 285-1400 International Sales:Online: www.nwpipe.com Southwest: Brad Sando 760 635-0565 Willie Guzman 760 246-2209
Texas Market: Mike Sechelski 281 419-4380
Nationwide manufacturing facilities to better serve our customers:Adelanto, California Portland, Oregon Parkersburg, West VirginiaDenver, Colorado Saginaw, Texas
Pritec is applied to the spiral weld pipe according to AWWA
standard C215. This step actually includes 2 layers: a butyl
rubber undercoat that is immediately covered with a high-
density polyolefin. No rock shield layer is needed because
the two materials seamlessly bond into a durable, damage-
resistant coating. Many owners and engineers favor the
material over other dielectric alternatives because of its
durability and performance on the job site.
Fast Facts
Name: Point of the Mountain Aquaduct
Description: New water line to bring a new watersource to the growing Salt Lake Valley
Owner: Metropolitan Water District of Salt Lake City& Sandy
Engineers: CH2M Hill, Salt Lake City; Bowen,Collins, & Associates, Salt Lake City; & CorolloEngineers, Salt Lake City
Contractor: W. W. Clyde, Springville, UT
Manufactured at: Northwest Pipe Company,Adelanto, CA
Project Details: 80,000 feet of 48 to 84-inch spiralweld carbon-steel pipe with cement-mortar lining anddielectric Pritec polyolefin coating supplied in up to 50-foot lengths.

GREEN BAY USES STEEL PIPE /November 2006
Pipeline ReliabilityThe City of Green Bay, Wisconsin is one of many municipalitiesthat recently made a major upgrade to their primary water supplypipelines. The City's existing Pre-stressed Concrete CylinderPipe (PCCP) line that connects the city's intake structure on theshores of Lake Michigan to their water treatment facility isbeginning to show its age and lack of reliability.
This PCCP pipeline and the City's auxiliary well fields were notable to support Green Bay's peak water demands and growingcustomer base. Green Bay needed to support their water supplysources by building a parallel transmission line to the failingPCCP line to provide them a more reliable access to theirprimary water source.
Steel Pipe Provides ReliabilityThe project design by the City's engineer, Alvord, Burdick &Howson, of Chicago, IL, specified pressure class 150 and 200 psioperation/performance requirements designed in accordance withAWWA standards. AWWA C200 Steel Water Pipe and AWWAC301 Pre-stressed Concrete Cylinder Pipe were specified asmaterial alternates for the pipeline. The Steel Water Pipealternate was bid low by the successful contractor, GarneyCompanies, from Kansas City, MO.
The Steel Water Pipe was specified with a cement-mortar liningper AWWA C205 and a bonded dielectric three-layer tape coating More on Green Bay’s Raw Water Pipeline...
per AWWA C214. Rolled groove O-ring gasketed joints wereutilized for the unrestrained joints and single lap-welded belland spigot joints were used where joint restraint was required.The three-layer tape system provides a bonded dielectriccorrosion resistant barrier coating on the pipeline, providinggreater reliability for the future.
Steel Pipe the Answer for ToughConditionsA significant and challenging portion of the pipeline had to beconstructed through a swamp and wetlands area. This portionof the project had to be constructed during the winter months.Even then, during the coldest time of the year, water collectedin the trenches, requiring equipment mats and timber supportmats to move heavy equipment and materials to and throughthis marshy area. The lightweight and long (50 foot) lengthsof the Steel Water Pipe, as well as the O-ring gasketed joints,help speed the pipe laying process through this difficult areaof the project. Steve Swatek, VP of Garney Companies, said,"Steel Water Pipe is different from other water transmissionpipe products in that the lightweight fifty foot pipe lengthsallowed us to maximize our pipe laying production rates."
CASE STUDY

Contact your local sales representative or a Northwest Pipe Sales Manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Deep South: Dean Estoll 817 847-1402 Buddy Sumpter 503 946-1200Portland, OR 97201 Midwest: Hardin Stephens 303 289-4080 Greg Smith 858 676-0666Toll free: 800 989-9631 Northeast: Tom Baas 312 587-8702 Doug Bays 404 261-7760Fax: 503 978-2561 Northwest: Martin Dana 503 285-1400 International Sales:Online: www.nwpipe.com Southwest: Brad Sando 760 635-0565 Willie Guzman 760 246-2209
Texas Market: Mike Sechelski 281 419-4380
Nationwide manufacturing facilities to better serve our customers:Adelanto, California Portland, Oregon Parkersburg, West VirginiaDenver, Colorado Saginaw, Texas
Steel pipe offered the best solutions to this project by addingreliability to Green Bay’s water system, overcoming wetlandsinstallation issues for the contractor, and providing a quality,high performance pipeline for the future.
Fast Facts
Name: Parallel Raw Water Pipeline Phases 1 & 2
Description: Adding redundancy & reliability toGreen Bay’s water system
Owner: City of Green Bay, WI
Engineer: Alvord, Burdick & Howson, Chicago, IL
Contractor: Garney Companies, Kansas City, MO
Manufactured at: Northwest Pipe Company,Denver, CO
Project Details:44,000 feet of 54-inch diameter AWWA C200 spiral
weld Steel Water PipePressure Class 150 & 200 psiAWWA C205 cement-mortar liningAWWA C214 three-layer dielectric tape coatingO-ring gasketed joints

DELIVERING A PERFORMANCE-ORIENTED SOLUTION March 2007
Drawing on EmptyGroundwater contamination and the resulting source depletionare affecting communities across the United States at a rapidlygrowing rate. Small water systems are often overwhelmed withthe high capital costs of developing new water systems. Severalcommunities in Wisconsin recently faced with this issue. Thecity of De Pere, villages of Allouez, Bellevue and Howard andthe towns of Lawrence and Ledgeview all rely on the St. PetersSandstone Aquifer, a source that was identified in the late 1970's as incapable of meeting the long-term water needs of itsdependents. Their water source contained levels of radium toohigh for federal water quality standards that went into effect in2007. The water systems faced the looming deadline mandatedby the Environmental Protection Agency. To meet the mandate,each town's existing supply would have to be treated, requiringsignificant capital costs upfront as well as ongoing operating and maintenance costs. This option proved too costly and abetter solution was sought.
Together, a SolutionThe communities formed the Central Brown County WaterAuthority, the first Water Authority developed by the state ofWisconsin, and together looked at three options to provide anew drinking water supply, including buying water from theCity of Green Bay or building their own source to draw,transmit, and treat Lake Michigan Water. The Authority decided
More on Central Brown County Water Authority...
the lowest value option was to purchase water from the nearby City of Manitowoc & the Manitowoc Public Utilities.A 30+ mile pipeline four (4) feet in diameter was built to bring the water to the communities.
Engineered to LastConsoer Townsend Environdyne (CTE) of Chicago was thedesign engineer for the Central Brown County Waterauthority and responsible for determining the pipelineperformance requirements and project specifications. Their$110 million plan included $80 million for the pipelineportion of the project, with the remaining funds designatedfor improvements to the water treatment facilities. CTEspecified three transmission main pipe products inaccordance with American Water Works Association(AWWA) standards: Spiral Weld Steel Pipe, Pre-stressedConcrete Cylinder Pipe, and Ductile Iron Pipe. Thecompeting contractors were allowed to bid all or any of thetransmission pipe alternatives but were required to nametheir pipe supplier. A joint venture between PTSConstructors and Dorner, Inc. bid the steel option low oncontracts G & I and named Northwest Pipe Company astheir preferred supplier.
The Spiral Weld Steel Pipe low bid of the joint venture ofPTS Constructors and Dorner, Inc. provided the WaterAuthority with a $650,000 savings over the PCCP option andover $1,150,000 over the DIP option on contracts G & I
CASE STUDY

Contact your local sales representative or a Northwest Pipe Sales Manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Deep South: Dean Estoll 817 847-1402 Buddy Sumpter 503 946-1200Portland, OR 97201 Midwest: Hardin Stephens 303 289-4080 Greg Smith 858 676-0666Toll free: 800 989-9631 Northeast: Tom Baas 312 587-8702 Doug Bays 404 261-7760Fax: 503 978-2561 Northwest: Martin Dana 503 285-1400 International Sales:Online: www.nwpipe.com Southwest: Brad Sando 760 635-0565 Willie Guzman 760 246-2209
Texas Market: Mike Sechelski 281 419-4380
Nationwide manufacturing facilities to better serve our customers:Adelanto, California Portland, Oregon Parkersburg, West VirginiaDenver, Colorado Saginaw, Texas
alone. Other contracts using steel pipe offered similarsavings over alternate products.
Installation SuccessesThe Steel Water Transmission Pipe was designed inaccordance with AWWA C200 and the AWWA M11 DesignGuide. The Steel Pipe was manufactured with a cement-mortar lining according to AWWA C205 and a dielectric tape coating per AWWA C214. O-ring gasketed joints allowed the contractors to lay the Steel Pipe using the samepipe laying techniques used with other pipe materials. Thelightweight 50-foot long lengths allowed the contractors tospeed the pipe laying process throughout the project. Thethree-layer dielectric tape coating provided a reliablecorrosion resistant barrier for the Steel Water Pipe. Theproject specifications required all materials use bonded joints with test stations to allow for corrosion monitoringgoing forward. Much of the planned pipeline route had aheight of cover of six to ten feet. The specifications requiredthe same bedding for all pipe materials. Dan Dorner, President of Dorner, Inc. said, “The engineering supportprovided by the Northwest Pipe organization and the 50 footlengths of pipe allowed us to exceed our pipe layingproduction rates on this project.” In Wisconsin and across the country, Steel Pipe again and again offers a tremendous
value to water systems of all sizes. As a custom-engineeredproduct, every job gets a solution designed specifically fortheir system's needs when they use Steel Water Pipe.
Fast Facts
Name: Water Transmission Main Contracts G & I
Description: Adding a new water source to severalcommunities in Wisconsin via a pipeline from theexisting Manitowoc water intake in Lake Michigan
Owner: Central Brown County Water Authority
Engineer: Consoer Townsend Environdyne, Chicago, IL
Contractor: JV of PTS Constructors, Green Bay,WI and Dorner Inc., Luxemburg, WI
Manufactured at: Northwest Pipe Company,Parkersburg, WV
Project Details: 117,500 feet of 48-inch SpiralWeld Steel Pipe with cement-mortar lining anddielectric tape coating supplied in up to 50-foot lengths.

Dry SouthwestPopulation growth and federal water quality mandates arenecessitating water providers across the country invest in newwater treatment facilities. Shrinking water supplies are alsodemanding systems reevaluate how their “dirty” water isutilized. This is particularly true in the Southwest, where waterscarcity and growth are nothing new. Northwest PipeCompany’s engineered steel water pipe systems repeatedly helpcommunities across the U.S. build water treatment facilities.
Steel SolutionsSteel Pipe is widely regarded as an economical choice forwater transmission pipe systems. Steel Pipe is available invirtually any size and is available with a variety of internallinings and external coatings. Its long length makes itparticularly well suited for engineered water transmissionsystems. Yet Steel Pipe’s long lengths aren’t a good match forfabricated plant piping, where short runs with numerous bends,outlets, valves and connections are more common.Nonetheless, Steel Pipe is still an ideal solution, primarily dueto its flexibility. In an engineered steel pipe system, each pieceis custom-made for the specific application. Fabricated SteelPipe products can be used in above and below groundapplications, interior or exterior, and can be configured tovirtually any configuration that can be drawn. This fact makesSteel Pipe a highly preferred solution for use in practically allplant applications.
Saline Waters Threaten SupplyIn Orange County, CA, years of groundwater withdrawals aredepleting local aquifers and seawater is threatening to infiltratethe remaining fresh water. Using an innovative approach, the
More on Steel Pipe...
Orange County Water District developed a groundwaterreplenishment plan that involves treating wastewater andpercolating it underground to prevent saline water fromcreeping in. This reclaimed water works into the groundwaterand is eventually available for reuse as raw water. Buildingthe Advanced Water Treatment Facility, contractor J. F. Sheaworked closely with Northwest Pipe on the complex pipingsystem called for in the plant design. Northwest Pipe was theonly supplier to offer a complete pipe package. Thissimplified Shea’s bidding process because they only had tosource pipe from a single supplier. Northwest Pipe evenpartnered with a fabricator to provide the stainless steel pipingas part of their bid package. On bid day, when there are amillion details to juggle, complete bid packages are a valueadded resource to the contractor.
DBO Quenches ThirstIn nearby San Diego County, water supply is scarce &demands are high. Northwest Pipe joined CH2M HillConstructors on the Design/Build/Operate (DBO) Twin OaksWater Treatment Plant. The new facility, just off of an existingaqueduct, will provide up to an additional 220,000 householdswith finished water. As a DBO contract, the project involved ahigh level of mid-construction design decisions. To keep theproject running smoothly, Northwest Pipe representativesfrom sales, project management, manufacturing, engineering,and field operations met weekly with CH2M Hill for progressupdates. This kept communication channels open so deliveriesand design could be adjusted to meet all developingsituational changes.
CASE STUDY
STEEL PIPE FAVORED FOR TREATMENT PLANTS March 2007

Contact your local sales representative or a Northwest Pipe Sales Manager for more information:
Corporate Office: Municipal Sales Managers: Industrial & Power Sales:200 SW Market St, Suite 1800 Deep South: Dean Estoll 817 847-1402 Buddy Sumpter 503 946-1200Portland, OR 97201 Midwest: Hardin Stephens 303 289-4080 Greg Smith 858 676-0666Toll free: 800 989-9631 Northeast: Tom Baas 312 587-8702 Doug Bays 404 261-7760Fax: 503 978-2561 Northwest: Martin Dana 503 285-1400 International Sales:Online: www.nwpipe.com Southwest: Brad Sando 760 635-0565 Willie Guzman 760 246-2209
Texas Market: Mike Sechelski 281 419-4380
Nationwide manufacturing facilities to better serve our customers:Adelanto, California Portland, Oregon Parkersburg, West VirginiaDenver, Colorado Saginaw, Texas
CO River Waters Flow Through SteelWater scarcity is not just limited to California. Communitiesin New Mexico also struggle to provide their residents withadequate supplies. In Albuquerque, the San Juan-ChamaProject is underway to bring 110,000 acre-feet per year fromthe upper tributaries of the San Juan River, under thecontinental divide and into the Rio Grande. This water wasallocated in 2006 to New Mexico as part of the multi-stateagreement reached between western states vying for ColoradoRiver water rights. Like the Orange County project,Northwest Pipe worked closely with the contractor, PCL CivilConstructors, to provide the entire scope of pipe needed forthis important component to the San Juan-Chama Project.
Success with SteelThese projects offer a sampling of the quality and serviceprovided by Northwest Pipe Company. Large diameter, highlyengineered steel water pipe systems save time and money byreducing field fit-ups and other issues inherent to commoditypipe materials. Northwest Pipe’s close coordination with thecontractors allows for just-in-time shipments to space-constrained jobsites, reducing costs and inconveniences toproject neighbors.
Fast FactsAdvantages:• Pressure Class Design• Strength with Low Weight for Safety & Economy• High Carrying Capacity for Increased Performance• Ductility and Reliability under Stress• Bottle-tight Joints to Eliminate Water Loss• Adaptability for Ease in Engineering & Installation• Economy in Installation & Maintenance• Safety without Sacrificing Economy
Qualifications: : ISO-certified Facilities, Over 100Years Experience, & Full-service Engineering Support
Manufacturing Capabilities: Spiralweld, bar-wrap, and rolled & welded steel pipe.
Diameters: Up to 156", long lengths as required
Linings & Coatings:• Cement mortar• Dielectric tape• Pritec®• Epoxies, polyurethanes, & specialty paints• Coal-tar enamel• Bar-wrap

STEEL PIPEDESIGN

STEE
L PI
PEDE
SIGN

The Pressure Class method of design for steel water pipe includes three basicsteps. First, establish the wall strength required to resist internal hydrostaticpressures. Second, evaluate external load influences. Lastly, determine thecorrosion protection needs of the pipeline.
The design of steel water pipe is described in the AWWA M11 DesignGuide and AWWA C200 Standard. Design procedures are based on manyyears of successful experience and the work of such noted educators andresearchers as Spangler and Watkins. Specifications are performance-based.Corrosion protection options are available through a variety of AWWAstandards such as C205 cement-mortar lining and tightly bonded C214tape coating.
Factors that influence the pipe design or must be known include:
• Pipe diameter (nominal inside dimension)
• Internal hydrostatic pressures (working, transient and test)
• External loads (live loads and earth or trench loads)
• Collapse pressures from hydrostatic or atmospheric pressures
• Special loading (above ground pipe on supports)
• Corrosion protection needs.
PRESSURE CLASS DESIGN FOR STEEL WATER PIPE
Steel water pipe provides an ideal solution for water transmission needs. Steel pipe utilizes the superior capability of modern steel to resist the highest internal pressures and greatest external loads. High ductility and reliability under stress deliver elongationcapabilities of 25% and greater. This assures transmission lines will resist long-term stresses from water hammer, surge or externalshocks without rupture or breakage. Bottle-tight gasketed jointsprovide a high degree of service and reduce operating costs. As anengineered product, every project is “custom made” to address eachproject’s specific needs. Steel is adaptable and can be produced in a wide range of diameters and pressure class and offer corrosionprotection options, fittings and custom fabricated components.Pressure Class steel pipe provides unmatched value for the owner,engineer and constructor alike.
Steel water pipe offers strength to handle the mostdemanding pipeline requirements.
Steel water pipe is hydrotested in Northwest Pipe Company’s facilities to assure water-tight, cost-effectivedependability and performance.
1WATER PIPEDes ign Manua l
Table 1: Modulus of Soil Reaction, E’ psi1
Native Depth ofSoil Type2 Cover (ft) 85% 90% 95% 100%
2-5 700 1000 1600 2500
A Coarse-grained soils with little 5-10 1000 1500 2200 3300or no fines (SP, SM, GP, GW) 10-15 1050 1600 2400 3600
15-20 1100 1700 2500 3800
2-5 600 1000 1200 1900
B Coarse-grained soils 5-10 900 1400 1800 2700with fines (SM, SC) 10-15 1000 1500 2100 3200
15-20 1100 1600 2400 3700
Fine-grained soils 2-5 500 700 1000 1500
C with less than 25% 5-10 600 1000 1400 2000coarse-grained particles 10-15 700 1200 1600 2300
(CL,ML, CL-ML)15-20 800 1300 1800 2600
For crushed stone backfill use E’= 3000 psi at all Depth of Cover3
1 Hartley, James D. and Duncan, James M., “E’ and Its Variation with Depth.” Journal of Transportation, Division of ASCE, Sept. 1987.
2 Unified soil classifications per AWWA M11 Table 6-2.
3 Value determined by US Bureau of Reclamation.

Modern Pressure Class or performance-based designs require only a fewperformance criteria and details for Northwest Pipe to properly design andsupply AWWA C200 steel water pipe per the AWWA M11 Design Guide.The plans or specifications should include:
• Working, surge and test pressures
• Bedding and backfill detail
• Earth cover over the pipeline
• Live loads
• Joint type if other than gasketed push joint
• Corrosion protection requirements.
Proper specification of Pressure Class steel pipe assures that all pipe materialson the project will provide equal performance without the need to providedetailed and often inefficient “wall thickness” designs.
To use the following Pressure Class design tables:
• Determine diameter and internal pressures (working, surge, and field test).
• Detail bedding and backfill on the plans (use Figure 1 as a minimum).
• Consider material type, compaction requirement and depth of fill inTable 1 to determine E’ or soil stiffness value.
• Use the Pressure Class Design Table to determine the maximumamount of fill the pipe can withstand without exceeding AWWAM11 deflection requirements. Match appropriate diameter andpressure class with E’. A cover that is less than maximum allowabledesign is acceptable. If the maximum is exceeded, use a higher E’value, either by increasing compactive effort or using a higher classof backfill material. It is much more cost efficient to increase the soilstiffness by increasing compactive efforts or using different backfillmaterials than it is to increase steel thickness.
• Provide appropriate corrosion protection coatings. Again, it is muchmore efficient to provide the appropriate level of corrosionprotection than to add sacrificial wall thickness.
• Provide line layout drawings and performance-based specification.
Northwest Pipe will provide shop drawings to the Engineer for approval including:
• Pipeline layout showing stations and elevations
• Details of standard pipe, specials and fittings
• Calculations for pipe design and fittings reinforcement and or test data
• Welder certifications and qualifications.
Graded select material for pipe bedding may be native soil Type A or B.Select Material may be native soil Type A, B, or C compacted to aminimum soil density of 85% standard proctor. Select material is definedas “native soil” excavated from the trench that is free of rocks, foreignmaterial and frozen earth. Consult with a soil engineer when encounteringpoor soils or weak foundations. Compacted backfill shall be densified toproject trench or embankment requirements.
Trench Zone
Pipe Zone
Bedding
Figure 1: Bedding & Backfill
Northwest Pipe Company spiral weld steel pipe is formedusing double submerged arc welding. Strenuous inspectionassures dependable high quality. Steel pipe delivers thesuperior strength, high pressure capacity, and flexibilityrequired in today’s high performance water transmissionsystems.
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

150 22 29 33 38 42 51 51200 22 29 33 38 42 51 73
20 225 22 29 33 38 42 51 73250 23 29 34 38 43 51 73300 24 30 34 39 43 52 74
150 19 26 30 35 39 48 70200 19 26 30 35 39 48 68
24 225 19 26 30 35 39 48 70250 20 27 31 35 40 49 71300 21 28 32 36 41 50 72
150 17 24 28 32 37 45 68200 17 24 28 33 37 46 68
30 225 18 24 29 33 38 47 69250 19 25 30 34 38 47 69300 19 26 30 35 39 48 70
150 17 23 28 32 37 45 67200 17 23 28 32 37 45 68
36 225 17 24 28 33 37 46 68250 18 24 29 33 38 46 68300 19 25 30 34 39 47 69
150 17 23 28 32 37 45 68200 17 23 28 32 37 46 68
42 225 17 24 28 33 37 46 68250 18 25 29 34 38 47 69300 19 26 30 35 39 48 70
150 17 23 28 32 37 45 67200 17 23 28 32 37 45 68
48 225 17 24 28 33 37 46 68250 18 25 29 33 38 46 68300 19 25 30 34 39 48 70
150 16 23 27 32 36 45 67200 17 23 28 32 36 45 67
54 225 17 24 28 33 37 46 68250 18 24 28 33 37 46 68300 19 25 29 34 38 47 69
150 16 23 27 32 36 45 67200 17 23 27 32 36 45 67
60 225 17 24 28 32 37 45 67250 17 24 28 33 37 46 68300 18 25 29 34 38 47 69
150 16 23 27 32 36 45 67200 17 23 27 32 36 45 67
66 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 68300 18 25 29 33 38 47 69
150 16 23 27 32 36 45 67200 16 23 27 32 36 45 67
72 225 17 23 28 32 36 45 67250 17 24 28 32 37 45 68300 18 25 29 33 38 47 69
Allowable Fill - Feet over top of pipeDiameter Pressure Type 1 Type 2 Type 3 Type 4 Type 5 Type 6 Type 7
(Available from (psi) (E'= 700) (E'=1000) (E'=1200) (E'=1400) (E'=1600) (E'=2000) (E'=3000)6 to 144 inches)
PRESSURE CLASS PIPE DESIGN
Steel pipe is adequate for the rated working pressures indicated for each nominal size plus a surge allowance of 50% of the working pressure.Working pressures far in excess of what is listed are available, as are diameters up to 144 inches. E’ is determined from Table 1 in the Pressure ClassDesign for Steel Water Pipe section. Varying soil types and compactive efforts can be utilized to develop the soil stiffness parameters (E’). Designbased on use of steel meeting AWWA M11 requirements. Allowable fill based on cement-mortar lined and flexible coated steel pipe. Manufacture ofthe pipe is per all applicable AWWA standards. Normal minimum depth of cover is 3 feet for HS-20 legal loads. Inquire when subject to off roadequipment or non-routine installations.
1WATER PIPEDes ign Manua l

150 16 23 27 32 36 45 67200 16 23 27 32 36 45 67
78 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 68300 18 25 29 33 38 47 69
150 16 23 27 32 36 45 67200 16 23 27 32 36 45 67
84 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 68300 18 25 29 33 38 47 69
150 16 23 27 31 36 45 67200 16 23 27 32 36 45 67
90 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 68300 18 25 29 34 38 47 69
150 16 23 27 31 36 45 67200 16 23 27 32 36 45 67
96 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 68300 18 25 29 34 38 47 69
150 16 23 27 31 36 45 67200 16 23 27 32 36 45 67
102 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 68300 18 25 29 34 38 47 69
150 16 23 27 31 36 45 66200 16 23 27 32 36 45 67
108 225 16 23 28 32 36 45 67250 17 24 28 32 37 46 67300 18 25 29 34 38 47 69
150 16 23 27 31 36 45 66200 16 23 27 32 36 45 67
114 225 16 23 28 32 36 45 67250 17 24 28 32 37 46 67300 18 25 29 33 38 47 69
150 16 23 27 31 36 46 66200 16 23 27 32 36 45 67
120 225 17 23 28 32 36 45 67250 17 24 28 32 37 46 67300 18 25 29 33 38 47 69
Allowable Fill - Feet over top of pipeDiameter Pressure Type 1 Type 2 Type 3 Type 4 Type 5 Type 6 Type 7
(Available from (psi) (E'= 700) (E'=1000) (E'=1200) (E'=1400) (E'=1600) (E'=2000) (E'=3000)6 to 144 inches)
PRESSURE CLASS PIPE DESIGN
Steel pipe is adequate for the rated working pressures indicated for each nominal size plus a surge allowance of 50% of the working pressure.Working pressures far in excess of what is listed are available, as are diameters up to 144 inches. E’ is determined from Table 1 in the Pressure ClassDesign for Steel Water Pipe section. Varying soil types and compactive efforts can be utilized to develop the soil stiffness parameters (E’). Designbased on use of steel meeting AWWA M11 requirements. Allowable fill based on cement-mortar lined and flexible coated steel pipe. Manufacture ofthe pipe is per all applicable AWWA standards. Normal minimum depth of cover is 3 feet for HS-20 legal loads. Inquire when subject to off roadequipment or non-routine installations.
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

The welded steel cylinder with joint rings functions as a watertight membrane and provides longitudinal tensile strength and beam strength.In conjunction with the bar-wrap, the steel components provide theresistance of the tensile hoop forces. CCP is designed with a safety factorto a yield of two to one, providing ample allowance for surges and waterhammer. Mechanical strength is enhanced by the bar-wrap, whichincreases the effective moment of inertia of the pipe and improves itsload-carrying capacity. The helically wound steel bar-wrap provides for apositive locking of the coating to the steel cylinder, allowing the cylinder,bar, and coating to act as a composite system. The process of wrappingthe steel bar under tension produces moderate compressive stress in thecylinder and cement-mortar lining, thus increasing the rigidity of thepipe and reducing the effects of drying shrinkage.
CCP is designed and manufactured in accordance with AWWAC303 and AWWA Manual of Water Supply Practices, ConcretePressure Pipe AWWA M9.
Depending upon the size of pipe, concrete cylinder pipe may range from flexible to semirigid in its reaction to external loads. It is, therefore,designed for internal pressure only and then checked to ensure that
GENERAL
Bar-wrapped concrete cylinder pipe (CCP) is manufactured instandard diameters of 12 to 72 inches for design pressures up to400 psi and for external loads as required. CCP is easily installedwith normal handling and installation equipment. Long lengths(up to 40 feet) facilitate economy and speed of installation. CCPhas been produced for higher pressures and in larger diameters for special applications. Short joints, beveled pipe, fittings, and a wide range of special pipe are also available. Smooth interiorsurfaces provide excellent flow characteristics.
The components of CCP are as follows:
1. A welded steel cylinder with sized steel joint rings attached.
2. A lining of concrete or cement mortar, centrifugally applied at a peripheral speed of up to 60 mph.
3. A continuous steel bar helically wound at a prescribed tensionaround the outside of the cylinder and securely fastened bywelding to the steel joint rings.
4. A coating of dense mortar covering the cylinder and bar-wrap.
BAR-WRAPPED CONCRETE CYLINDER PIPE BASIS OF DESIGN
Top left: Fabricating steel cylinder. Bottom left: Attaching bar wrap. Top right: Winding bar-wrap around the cylinder. Bottom right: Applying cement-mortar coating over cylinder and bar-wrap.
1WATER PIPEDes ign Manua l

deflection will remain within acceptable limits when it is subjected to the anticipated external loads.
INTERNAL PRESSURE DESIGN
The total cross-sectional area of steel (cylinder plus bar reinforcement) iscomputed on the basis of a maximum stress of 50% of the minimum yieldstrength (not to exceed 18,000 psi) of the steel used in the cylinder. Thereis no allowance for the tensile strength of concrete. This is expressedmathematically by the following equation:
6PDiAs = –––––––––– Equation (1)
fs
in whichAs = total cross-sectional steel area (in.2/ft)
= Ay + Ar
P = design operating pressure (psi)
Di = cylinder ID (in.)
Ay = cross-sectional area of cylinder (in.2/ft)
Ar = cross-sectional area of rod wrap (in.2/ft)
fs = circumferential stress in the steel cylinder at design operating pressure (psi)
This equation may be used to determine steel areas for pipe sizes orpressure classes not shown in the tables.
The cylinder thickness and the area of bar-wrap may be varied from thoseshown in the tables to suit the available steel supply, provided that the totalcross-sectional area of steel conforms to the above-stated basis of design. In addition, the bar diameter and bar spacing shall be within the followinglimits established in AWWA C303:
• The area of bar reinforcement shall not exceed 60% of the total required steel area.
• The center-to-center spacing shall not be greater than 2 inchesor less than 2 bar diameters of the bar selected.
• The cross-sectional area of the bar-wrap shall be numericallyequal to at least one percent of the nominal internal diameter of the pipe in inches.
• The area of bar reinforcement shall not be less than 0.23 in.2/ft.
• The bar diameter shall not be less than 7⁄32 inches.
OPERATING AND TRANSIENT PRESSURE DESIGN
The design operating pressure, P, is usually established as the maximumsustained internal hydrostatic pressure to which the pipe is to be subjected.Generally, this pressure is determined for each reach of the pipeline by thehydraulic gradient or static head, whichever results in greater pressure.
Pipe designed in accordance with the above procedure has a built-insurge or transient pressure allowance equal to 50% of the design operating pressure. If the transient pressure exceeds 50% of the designoperating pressure, the pipe must be designed for the sum of the design operating pressure and transient pressure at an allowable stressequal to 75% of the specified minimum yield strength of the steel used in the cylinder (not to exceed 27,000 psi):
6(P+Pt) DiAs = –––––––––– Equation (2)
fst
in whichPt = transient pressure (psi)
fst = circumferential stress in the steel cylinder at design operating pressure (psi) plus transient pressure
EXTERNAL LOAD DESIGN
The external load resistance of flexible and semi-rigid conduits isdependent upon the pipe wall stiffness and the passive resistanceof the backfill soil at the sides of the pipe. These two factors, wall stiffness and passive soil resistance, must work together tomaintain the deflection of the pipe within acceptable limits.
Anticipated pipe deflection may be calculated by the Spangler Iowa Formula:
Dl K Wd r3
∆x = ––––––––––
EI + 0.061E’r3
in which∆x = horizontal deflection (in.)
Dl = deflection lag factor
K = bedding constantWd = external load on pipe per unit of length (calculated
by the appropriate Marston formula, Wd = CdwBd2
for trench installations or Wc = CcwBc2 where trenchwidth at top of pipe exceeds transition width, pluslive load if applicable)
r = mean pipe radius (in.)
E = modulus of elasticity of pipe wall materials (psi)
I = moment of inertia of pipe wall per unit length (in.4)E’ = modulus of soil reaction (psi)
ALLOWABLE DEFLECTIONAs provided in AWWA M9, Concrete Pressure Pipe, the structural properties of the pipe, together with the bedding and backfill, shall be designed to limit the deflection of the pipeto not more than a value equal to D2/4000, in which D is thenominal inside diameter of the pipe in inches. The deflection of the pipe may be measured as an extension of the horizontaldiameter or as a shortening of the vertical diameter.
WATER PIPEDes ign Manua l
2

MODULUS OF SOIL REACTION
Modulus of Soil Reaction, E’: The modulus of soilreaction is a measure of the soil’s resistance to pipedeflection. Many studies have been performed toestablish theoretical values of E’. The most widelyutilized study is “E’ and Its Variation with Depth” byJames D. Hartley and James M. Duncan, published inthe Journal of Transportation, Division of ASCE, Sept.,1987. Simply stated, E’ is a function of soil type,moisture content, soil density, and depth of fill.Hartley and Duncan’s design values of E’ arepresented in the table to the right.
DEFLECTION LAG FACTORThe deflection lag factor is used to calculate the long-term deflection of the pipe as a function of theimmediate deflection. Due to pipe zone backfill andthe rounding effect of pressurized pipe, a lag factor of1.0 is recommended for soil densities of 85%Standard Proctor density or greater.
BEDDING CONSTANTSThe bedding constant, K, in the Spangler equation reflects the effect of the bedding angle on pipe deflection. It is well recognized that as thepipe zone soil density is increased, the resistance of the soil under thehaunches of the pipe is also improved, thereby increasing the effectivebedding angle.
In the following table, bedding constants are shown as a function of the effective bedding angle. The use of 0.1 is considered reasonableand conservative.
PIPE SECTION PROPERTIESThe wall stiffness of the pipe is the product of the moment of inertia, I, of the wall section and the modulus of elasticity, E, of the pipe wall materials. For the composite wall section ofCCP, the value of I is calculated as a transformed section whereinthe modulus of elasticity of steel is 7.5 times that of concrete ormortar, and the modulus of elasticity of concrete or mortar is4,000,000 psi. The concrete or mortar lining and the exteriormortar coating are considered to be structurally bonded to thecylinder and bar-reinforcement assembly. Incipient cracking of the concrete or mortar at the maximum allowable deflection isrecognized in the design procedure by the use of only 25% of the calculated composite EI in the Spangler equation.
WATER PIPEDes ign Manua l
3
Table 2: Bedding Constants
Effective Angle (degrees) Bedding Constant (K)
30 0.108
60 0.102
90 0.096
120 0.090
180 0.083
Table 1: Modulus of Soil Reaction, E’ psi1
Native Depth ofSoil Type2 Cover (ft) 85% 90% 95% 100%
2-5 700 1000 1600 2500
A Coarse-grained soils with little 5-10 1000 1500 2200 3300or no fines (SP, SM, GP, GW) 10-15 1050 1600 2400 3600
15-20 1100 1700 2500 3800
2-5 600 1000 1200 1900
B Coarse-grained soils 5-10 900 1400 1800 2700with fines (SM, SC) 10-15 1000 1500 2100 3200
15-20 1100 1600 2400 3700
Fine-grained soils 2-5 500 700 1000 1500
C with less than 25% 5-10 600 1000 1400 2000coarse-grained particles 10-15 700 1200 1600 2300
(CL,ML, CL-ML)15-20 800 1300 1800 2600
For crushed stone backfill use E’= 3000 psi at all Depth of Cover3
1 Hartley, James D. and Duncan, James M., “E’ and Its Variation with Depth.” Journal of Transportation, Division of ASCE, Sept. 1987.
2 Unified soil classifications per AWWA M11 Table 6-2.
3 Value determined by US Bureau of Reclamation.

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
4
REV. 01-2005

BAR-WRAPPED CONCRETE CYLINDER PIPEDesign Details and Dimensions
100 1.02 .065 0.72 .219 1.50 0.30 .134 120150 1.02 .065 0.72 .219 1.50 0.30 .134 120200 1.20 .083 0.90 .219 1.50 0.30 .134 120
16 250 1.45 .083 0.90 .313 1.67 0.55 .134 124300 1.72 .083 0.90 .375 1.61 0.82 .134 133350 2.00 .109 1.26 .375 1.79 0.74 .188 140400 2.29 .109 1.26 .375 1.29 1.03 .188 144
100 1.11 .072 0.81 .219 1.50 0.30 .188 153150 1.11 .072 0.81 .219 1.50 0.30 .188 153200 1.30 .072 0.81 .313 1.87 0.49 .188 159
18 250 1.64 .072 0.81 .375 1.59 0.83 .188 165300 1.96 .083 0.90 .375 1.23 1.07 .188 171350 2.28 .109 1.26 .375 1.30 1.02 .188 179400 2.61 .109 1.26 .500 1.74 1.35 .188 191
100 1.11 .072 0.81 .219 1.50 0.30 .188 168150 1.20 .083 0.90 .219 1.50 0.30 .188 170200 1.44 .083 0.90 .313 1.70 0.54 .188 175
20 250 1.80 .083 0.90 .375 1.47 0.90 .188 184300 2.16 .109 1.26 .375 1.47 0.90 .188 193350 2.52 .109 1.26 .438 1.43 1.26 .188 206400 2.88 .109 1.26 .438 1.11 1.62 .250 213
100 1.11 .072 0.81 .219 1.50 0.30 .188 176150 1.23 .083 0.90 .250 1.79 0.30 .188 179200 1.51 .083 0.90 .313 1.50 0.61 .188 185
21 250 1.89 .083 0.90 .375 1.34 0.99 .188 191300 2.26 .109 1.26 .438 1.80 1.00 .188 197350 2.63 .109 1.26 .500 1.49 1.37 .188 217400 3.01 .134 1.61 .500 1.68 1.40 .250 226
100 1.14 .083 0.90 .219 1.88 0.24 .188 198150 1.28 .083 0.90 .219 1.18 0.38 .188 202200 1.71 .083 0.90 .375 1.63 0.81 .188 215
24 250 2.13 .109 1.26 .375 1.52 0.87 .188 225300 2.55 .109 1.26 .438 1.40 1.29 .188 232350 2.90 .109 1.26 .500 1.44 1.64 .250 247400 3.40 .134 1.61 .500 1.32 1.79 .250 259
100 1.17 .083 0.90 .219 1.51 0.27 .188 221150 1.44 .083 0.90 .313 1.70 0.54 .188 239200 1.93 .083 0.90 .375 1.28 1.03 .188 249
27 250 2.39 .109 1.26 .375 1.17 1.13 .188 261300 2.89 .109 1.26 .500 1.44 1.63 .250 287350 3.34 .134 1.61 .500 1.36 1.73 .250 298400 3.81 .165 1.97 .563 1.62 1.84 .313 316
100 1.20 .083 0.90 .219 1.50 0.30 .188 246150 1.59 .083 0.90 .313 1.33 0.69 .188 268200 2.11 .109 1.26 .375 1.55 0.86 .188 289
30 250 2.64 .109 1.26 .438 1.31 1.38 .188 311300 3.16 .134 1.61 .500 1.51 1.56 .250 338350 3.69 .134 1.61 .563 1.43 2.08 .250 355400 4.21 .165 1.97 .563 1.33 2.24 .313 370
100 1.26 .083 0.90 .250 1.64 0.36 .188 273150 1.74 .083 0.90 .375 1.58 0.84 .188 301200 2.31 .109 1.26 .375 1.26 1.05 .188 321
33 250 2.89 .109 1.26 .500 1.44 1.63 .250 354300 3.46 .134 1.61 .500 1.27 1.85 .250 374350 4.03 .165 1.97 .563 1.44 2.06 .313 399400 4.61 .165 1.97 .563 1.13 2.64 .375 417
100 1.44 .095 1.08 .219 1.25 0.36 .188 299150 1.88 .095 1.08 .313 1.15 0.80 .188 326200 2.51 .095 1.08 .438 1.26 1.43 .188 364
36 250 3.14 .109 1.26 .500 1.25 1.88 .250 393300 3.76 .134 1.61 .563 1.39 2.15 .313 423350 4.38 .165 1.97 .563 1.23 2.41 .313 444400 5.00 .188 2.26 .625 1.34 2.75 .375 473
100 1.47 .095 1.08 .219 1.15 0.39 .188 317150 2.03 .095 1.08 .375 1.40 0.95 .188 363200 2.71 .109 1.26 .500 1.62 1.45 .188 405
39 250 3.38 .134 1.61 .500 1.33 1.77 .250 430300 4.06 .148 1.79 .563 1.31 2.27 .313 471350 4.73 .165 1.97 .625 1.33 2.76 .375 498400 5.40 .188 2.26 .625 1.17 3.14 .438 523
CYLINDER ROD WRAPPipe Internal Total Steel Area As Thickness Area Ay Center to Area Aw Maximum Approximate Pipe
Diameter Pressure (Sq. inches (Nominal) (Sq. inches Diameter Center (Sq. inches per Bell Ring Weight (Lbs per(Inches) psi per linear ft.) (Inches) per linear ft.) (Inches) (Inches) linear ft.) (Inches) linear ft.)
6(P)(D)As = ----------------
18,000
1WATER PIPEDes ign Manua l

100 1.68 .109 1.26 .250 1.40 0.42 .188 356150 2.18 .109 1.26 .375 1.44 0.92 .188 390200 2.91 .109 1.26 .500 1.43 1.65 .250 442
42 250 3.63 .134 1.61 .500 1.17 2.02 .250 471300 4.36 .148 1.79 .563 1.16 2.57 .313 529350 5.08 .180 2.15 .625 1.25 2.93 .375 566400 5.78 .250 3.00 .625 1.32 2.78 .438 593
100 1.71 .109 1.26 .250 1.31 0.45 .250 385150 2.39 .109 1.26 .375 1.24 1.07 .250 431200 3.11 .120 1.44 .500 1.41 1.67 .250 484
45 250 3.89 .134 1.61 .563 1.31 2.28 .313 527300 4.65 .165 1.97 .625 1.37 2.68 .375 569350 5.42 .188 2.26 .625 1.16 3.16 .438 600400 6.18 .250 3.00 .688 1.40 3.18 .438 643
100 1.74 .109 1.26 .313 1.92 0.48 .250 420150 2.48 .109 1.26 .375 1.08 1.22 .250 464200 3.31 .120 1.44 .500 1.26 1.87 .250 522
48 250 4.13 .148 1.79 .563 1.27 2.34 .313 570300 4.95 .180 2.15 .625 1.31 2.80 .375 617350 5.76 .250 3.00 .625 1.33 2.76 .438 654400 6.58 .250 3.00 .750 1.48 3.58 .563 690
100 2.12 .134 1.61 .313 1.8 0.51 .250 470150 2.63 .134 1.61 .375 1.30 1.02 .250 505200 3.51 .134 1.61 .500 1.24 1.90 .250 570
51 250 4.38 .148 1.79 .625 1.67 2.59 .313 634300 5.25 .180 2.15 .688 1.43 3.10 .438 687350 6.11 .250 3.00 .688 1.43 3.11 .500 726400 6.98 .250 3.00 .750 1.33 3.98 .563 779
100 2.15 .134 1.61 .313 1.70 0.54 .250 505150 2.73 .134 1.61 .438 1.61 1.12 .250 555200 3.64 .134 1.61 .500 1.16 2.03 .313 624
54 250 4.55 .165 1.97 .563 1.15 2.58 .375 681300 5.54 .250 3.00 .563 1.17 2.54 .438 729350 6.46 .250 3.00 .688 1.29 3.46 .563 799400 7.37 .313 3.75 .750 1.46 3.62 .625 856
100 2.18 .134 1.61 .313 1.61 0.57 .250 475150 2.88 .134 1.61 .438 1.42 1.27 .250 537200 3.91 .148 1.79 .563 1.41 2.12 .313 616
57 250 4.88 .180 2.15 .375 1.35 2.73 .375 629300 5.84 .250 3.00 .625 1.30 2.84 .438 729350 6.81 .250 3.00 .750 1.39 3.81 .563 806400 7.77 .313 3.75 .750 1.31 4.02 .375 859
100 2.21 .134 1.61 .313 1.53 0.60 .250 553150 3.08 .134 1.61 .438 1.23 1.47 .250 627200 4.11 .148 1.79 .563 1.28 2.32 .313 711
60 250 5.13 .180 2.15 .625 1.23 2.98 .375 780300 6.14 .250 3.00 .625 1.17 3.14 .500 835350 7.16 .250 3.00 .750 1.27 4.16 .563 919400 8.17 .313 3.75 .750 1.20 4.42 .625 973
100 2.258 .148 1.79 .281 1.13 0.66 .313 562150 3.387 .148 1.79 .563 1.87 1.597 .313 628200 4.500 .188 2.256 .625 1.76 2.244 .313 648
66 250 5.620 .219 2.625 .625 1.23 2.995 .313 685300 6.731 .281 3.376 .625 1.10 3.355 .313 726350 7.831 .375 4.500 .625 1.10 3.331 .375 804400 8.933 .438 5.250 .688 1.21 3.683 .500 849
100 2.452 .165 1.973 .281 1.03 0.720 .313 624150 3.677 .165 1.973 .500 1.38 1.704 .313 678200 4.899 .219 2.625 .563 1.31 2.274 .313 737
72 250 6.133 .281 3.376 .625 1.34 2.757 .313 801300 7.325 .313 3.750 .688 1.25 3.575 .500 841350 8.531 .375 4.500 .688 1.11 4.031 .500 891400 9.717 .500 6.000 .688 1.20 3.717 .500 982
CYLINDER ROD WRAPPipe Internal Total Steel Area As Thickness Area Ay Center to Area Aw Maximum Approximate Pipe
Diameter Pressure (Sq. inches (Nominal) (Sq. inches Diameter Center (Sq. inches per Bell Ring Weight (Lbs per(Inches) psi per linear ft.) (Inches) per linear ft.) (Inches) (Inches) linear ft.) (Inches) linear ft.)
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

JOINTS

JOINTS

Design and manufacture of bell-and-spigot O-ring gasket joints are inaccordance with AWWA C200, paragraphs 3.6.6 - 3.6.6.3 and AWWAManual M11, paragraph 8.1.
HISTORY AND BACKGROUND
The use of O-ring gaskets in pipe joining systems dates to the 1930s. By the 1950s, a number of steel water-pipe manufacturers in the easternUnited States, including U.S. Steel Company and Bethlehem SteelCompany, began to offer versions of O-ring gasket joint pipe in whichthe pipe ends were cold formed. These early O-ring gasket joint versionscomprised a formed bell; however, the spigot generally relied, in part, ona backing bar welded to the pipe to retain the O-ring gasket (in lieu oftoday’s formed groove).
In 1956, the Beall Pipe & Tank Corporation, a predecessor of NorthwestPipe Company, began to offer a true formed groove O-ring gasket jointpipe. Armco Steel Corporation introduced a similar version in 1958.Northwest Pipe Company has manufactured its rolled groove O-ringgasket joint since 1963.
Throughout the history of O-ring gasket joints–a history that now spansover four decades–a number of controlled tests have been undertaken byNorthwest Pipe Company and its affiliated companies. Testing programshave demonstrated the joint’s ability to operate at more than double therecommended angular deflection, with repeated pressure cycling, andwith damaged gaskets. O-ring gasket joints also have been tested tofailure in excess of 760 psi. In many cases, the steel in the pipe cylinderwent into a yield condition before actual joint failure occurred.
BENEFITS
• Economical, non-welded method of joining buried steel water pipe
• Ease of installation, ensuring cost-effective pipeline installation
• Suitable for diameters up to 78 inches
• Flexibility in joint allows angular deflection for long- radiuscurves and minor field alignment changes. Non-rigid jointsaccommodate differential ground settlement after pipeline is installed.
• Formed integrally into the pipe cylinder, the joint hasstrength equal to that of the pipe itself.
BASIS OF DESIGN
An O-ring gasket joint consists of a bell and spigot formed directlyinto the ends of the cylinder by expanding the steel beyond its elastic limit. The joint does not require attachments such as backing bars or other formed shapes welded to the pipe end.
The spigot end includes a formed groove that retains an O-ring gasket. When the spigot is inserted into the bell, which is flared to facilitate insertion of the spigot, the O-ring gasket compresses against the steel surfaces to form a watertight seal.
The O-ring gasket joint is designed to be self-centering upon assembly. The design of the groove is such that the O-ring gasket is confined to an annular space. Watertightness of the joint relies solelyon the compressive force of the O-ring gasket, not on water pressurewithin the pipe cylinder.
Close circumferential tolerances between the inside diameter (ID) of thebell and the outside diameter (OD) of the spigot shoulder are critical tothe function of the joint and is closely monitored during joint formation.
The O-ring gasket consists of a 50% synthetic rubber or synthetic rubber blend. Sizing of the O-ring gasket is dependent upon theconfiguration of the spigot, and is of sufficient volume to fill the recess of the groove when compressed. Sizing of the O-ring gasket is per thepipe manufacturer’s recommendation.
O-RING RUBBER GASKET JOINTS FOR STEEL WATER PIPE
O-RING GASKET JOINT
Workmen prepare an O-ring joint in the field.
The O-ring gasket joint is Northwest Pipe Company’sstandard joint for diameters up to 78-inch.
O-ring rubber gasket joints, including Northwest Pipe’s O-Tite® brand gasket, provide an economical, non-welded method for joining steel water pipe. Rubber O-ring gasket joints are suitable for a variety of buried pipeline applications with a ratedworking pressure equal to the class of pipe for most typical water transmission applications. Over four decades of field-provenperformance backs Northwest Pipe’s O-ring gasket joints, as well as an extensive program of in-plant testing. Literally millions of lineal feet of rubber O-ring gasket joint steel water pipe are now in active service.
1WATER PIPEDes ign Manua l

METHOD OF MANUFACTURE
The bell is generally formed by the swedge method in which the end of the pipe is sized over a plug die, usually during standard pipe hydrotestingoperations. The use of a die ensures a smooth radius.
The spigot end, which includes the groove to retain the O-ring gasket, isformed by rotating the pipe end between a set of matched rolling dies.
All affected spiral-weld seams within the joint configuration are groundflush prior to end formation and are nondestructively tested uponcompletion by use of either dye-penetrant or magnetic-particle methods.
AVAILABLE DIAMETERS
Typical O-ring joints for steel water pipe are available in sizes up to 78-inchnominal diameters. Consult Northwest Pipe for larger diameters.
RATED WORKING PRESSURE
Because the O-ring gasket joint is formed integrally into the pipe cylinderitself, the joint has a rated working pressure equal to the class of pipe, plus a standard allowance for surge or transient conditions equal to the pipe pressure class.
ANGULAR DEFLECTION
O-ring gasket joints can be offset or “pulled” a maximum 1.00 inch.This allows for long–radius curves in pipeline alignment as well asminor offsets during pipeline construction.
Maximum allowable angular deflection per joint is limited to
Tangent ≤ Allowable PullPipe OD
A summary of angular deflections based on a 1-inch pull is provided below:
NOMINAL ANGULAR NOMINAL ANGULARDIAMETER DEFLECTION DIAMETER DEFLECTION(INCHES) (DEGREES) (INCHES) (DEGREES)
≤ 10 5.00 36 1.5912 4.76 42 1.3614 4.09 48 1.1916 3.58 54 1.0618 3.18 60 0.9520 2.86 66 0.8724 2.39 72 0.8030 1.91 78 0.73
THRUST RESTRAINTO-ring gasket joints are considered non-restrained. They should not beused in areas where unbalanced thrust develops at changes in diameter and direction of the pipeline without the use of thrust blocks or othersuitable methods of developing frictional force between the pipe andsurrounding soil. A combination of O-ring and lap weld joints may befurnished for the thrust restraint.
INSTALLATION GUIDELINES
• Joint ends should be thoroughly cleaned and inspected prior toassembly. The bell and spigot ends should have a smooth radiusand be free of indentations, burrs, or other projections that couldinterfere with the gasket’s ability to properly seal the joint.
• The gasket should be thoroughly lubricated with a lubricant suppliedand/or approved by the pipe manufacturer. Immediately afterlubrication, the gasket should be stretched over the spigot and insertedinto the groove.
• Tension on the gasket should be equalized by inserting a dull instrument(such as a dowel or screwdriver shaft) under the gasket and completingat least two revolutions around the joint circumference.
• The bell and spigot of the pipe can be lubricated. After lubrication and gasket insertion, the pipe ends should be kept clean and as dirtfree as possible.
• The spigot should be initially inserted into the bell end in a straightalignment. Any angular deflection should be taken after insertion, but in no case should the angular deflection exceed the recommendedmaximum allowance.
• After alignment, the spigot should be driven into the bell a distance at least equal to the minimum recommended joint lap, as shown in the Pipe Manufacturer’s shop drawings.
• Before the pipe is released from its holding slings, the entire placementof the O-ring gasket should be checked by use of a feeler gauge. Thefeeler gauge should be inserted under the flare of the bell, makingcontact with the gasket at a constant, predetermined depth, until thefull circumference of the joint has been inspected.
• If it is determined that the gasket has disengaged or rolled duringjoint assembly, the O-ring joint should be immediately pulled apart,the gasket discarded, and the joint area and gasket inspected. Thejoint should be reassembled with a new gasket and rechecked with afeeler gauge.
• Upon successful completion of the joint, the pipe should be unslungand, if practical, a small amount of embedment material placed over the mid-point of the completed pipe length to minimize anyincidental movement of the pipe in the trench until joint wrappingand backfill is completed.
Typical cross section of completed O-ring gasket joint showing adielectrically coated cylinder with cement-mortar lining (top) andmortar-coated cylinder (bottom). Other variations are available.
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

• A single full-fillet weld is typically specified for most installations.
• It is desirable to nondestructively test the joint field weldupon completion using the magnetic particle or otherapproved method.
BUTT-STRAP JOINTS
Butt-strap joints are used for closure or to assist with fieldalignment. The straps are furnished loose in one or two sections,requiring one or two longitudinal welds in addition to thecircumferential fillet welds. Butt-straps can also be furnishedattached to the pipe, thus modeling a lap-weld bell-type end. Butt-strap joints are used for joints with working pressures up to 400 psi. Similar to weld-bell joints, butt-strap joints can bewelded from the inside, from the outside, or both.
PART 1 WELDED JOINTS
BELL-AND-SPIGOT LAP-WELDED JOINTS
Bell-and-spigot lap-welded joints are available for all pipe diameters.This joint is an economical means of joint restraint for buried jointswith working pressures up to 400 psi. The bell-and-spigot endsallow for some angular deflection at the joint and provide easyassembly and fit-up in the field. Where additional angular deflectionis required, the weld bell will be miter cut before forming, thus allowing up to 5 degrees of deflection per joint.
Lap-welded joints are configured for application of a single filletweld either on the outside or inside of the pipe. The bells are formedeither by swedging or by expansion. Either method of forming weld bells will maintain the minimum radius of curvature anddimensional requirements as outlined in AWWA C200 and C206.
Where inside fillet welds are preferred, “weld-after-backfill” jointpreparation can be used. This preparation allows the Contractor tocomplete the exterior joint preparation and backfill the pipe completelyprior to welding. Use of this method of welding can significantly increase productivity during the installation phase of a pipeline.
INSTALLATION GUIDELINES FOR LAP-WELDED JOINTS
• Joint ends should be inspected prior to assembly and be free of burrs or indentations that may interfere with theengagement of the joint. A wire brush should be used toclean all exposed ends of joint surfaces.
• In most installation conditions, the joint can be assembledbell over spigot. A pull of 1 inch is allowed. The annularspace between the bell and the spigot should be equalized as necessary to avoid excessive gap.
• The plain end of the pipe should extend into the bell for anominal overlap of 21⁄4-inches, but in no case should the overlap be less than 1 inch at any location around the jointcircumference.
• Only certified welders qualified under AWS D1.1 or ASME should be used, following a pre-approved field weld procedure. Both shielded metal arc and flux core arctechniques are generally acceptable.
WELDED, FLANGED, AND MECHANICAL JOINTS FOR STEEL PIPELINES
BUTT-STRAP JOINT
OUTSIDE LAP-WELDED JOINT
INSIDE LAP-WELDED JOINT
Welders completed the joints on this 90-inchpolyurethane project for Pacific Power.
This pipe has a flanged valve, harnessed flexiblecoupling, and butt strap joint.
1WATER PIPEDes ign Manua l

BUTT-WELDED JOINTS
Butt-weld joints are used for working pressures in excess of 400 psior other special applications. Butt-weld joints do not allow forangular deflection at the joint except by the use of miter-cut ends.Deflections of up to 5 degrees can be taken by miter cutting one endof a pipe, provided that the major axis of the ellipse formed by the mitercut does not exceed the diameter of the pipe by more than 1⁄8 inch.Deflections of up to 10 degrees can be taken mitering two adjacent pipeends up to 5 degrees each. A full penetration weld is required for thistype of joint. The pipe ends will be prepared in accordance with therequirements of AWWA C200 and C206. To aid in the installation ofbutt-weld joints, an internal or external backup bar can be used. Thebackup bar serves several purposes: to act as a guide for placement of theadjacent pipe; to help maintain alignment of the two pipe ends duringwelding; and to help ensure a quality butt weld by providing a backupplate for the root pass of the butt weld. External backup bars do not need to be removed after welding is complete.
MITERED BELL ENDS
For lap-welded joints, the bell can be mitered up to 5 degrees. This allowsfor angular deflection without the use of a fabricated elbow and is usefulin accommodating minor alignment changes or long-radius curves.
PART 2 OTHER JOINTS
MECHANICAL COUPLINGS
Mechanical couplings are used for connection of plain-end pipe.Mechanical couplings provide joint flexibility and are commonly used for interior pipe applications as well as at wall penetrations or other
locations where pipe intersects permanent structures. Mechanical-coupledjoints can be mechanically restrained with the use of tie rods that threadthrough gussets or lugs attached to the pipe. In cases where the couplingis buried, a dielectric coating, such as liquid-applied epoxy, petrolatumcoating, or fusion-bonded epoxy, is recommended. Mechanical couplingsshall conform to AWWA C219.
SPLIT-SLEEVE MECHANICAL COUPLING
A split-sleeve coupling is another type of coupling similar to themechanical coupling. This coupling consists of three basic componentsthat include a one- or two-piece housing, gaskets, and bolts and nuts.The materials, quality, and performance of the split-sleeve coupling shallconform to the requirements of AWWA C219. If no thrust restraint isrequired, plain-end pipe is used. If thrust restraint is required, it isaccomplished by welding end rings to the ends of the pipe. The endrings and their attachments welds shall be designed for the maximuminternal pressure of the pipe.
FLANGED JOINTS
Flanged joints are commonly used at connections to valves or other areas where disassembly of the joint may be required for service or access. Ring flanges, which are fabricated from steel plate, are the most common type and are suitable for most watertransmission applications. Gaskets are generally cloth-insertedrubber. Bolts and nuts can be carbon steel, where the flangedconnection is inside buildings or structures including vaults. Fordirect burial or outdoor applications, stainless steel bolts and nutsare preferable. Flange design, pressure rating, and drilling shallconform to AWWA C207.
BUTT-WELDED JOINT
5°�
MITERED BELL END
MECHANICAL COUPLING
SPLIT-SLEEVE MECHANICAL COUPLING
FLANGED END
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

plus the cross-sectional area of the bar reinforcement around the bell shall be equal to that required in the body of the pipe. The rings are sized by expanding over a press or expander beyond their elastic limit.
On the finished pipe, the circumference of the inside bell ring contactsurface shall not exceed the circumference of the outside spigot-ringcontact surface by more than 3⁄16 inch.
Close circumferential tolerance between the inside diameter (ID) of the bell and outside diameter (OD) of the spigot shoulder is critical tothe function of the joint and is closely monitored during joint formation.
The O-ring gasket consists of a 50% synthetic rubber or synthetic rubberblend. Sizing of the O-ring gasket is dependent upon the configuration of the spigot and is of sufficient volume to fill the recess of the groove when compressed.
Design and manufacture of bell-and-spigot O-ring gasket joints is in accordance with AWWA C303 and AWWA M9.
BENEFITS• Economical, non-welded method of joining buried
water pipe
• Ease of installation
• Permanent watertight seal
• Suitable for diameters from 12 to 84 inch
• Flexibility in joint allows angular deflection for long-radius curves and minor field alignment changes.
• Flexibility of the joint accommodates differential settlement after pipeline is installed.
• To achieve greater angular deflection, the joint can accommodate a 5-degree bevel.
• Consistent quality is achieved by the preformed Carnegie shape.
BASIS OF DESIGN
A bell-and-spigot Carnegie joint consists of steel joint rings welded to the cylinder to form a self-centering joint sealed by a compressed rubbergasket. The spigot ring shall have a preformed groove in its exterior for retaining the rubber gasket. The gasket shall seal the joint under all conditions of service including expansion, contraction, and earthsettlement. Gaskets shall be of sufficient volume to substantially fill the space provided when the joint is assembled.
The design thickness of the bell ring shall be in accordance with Section4.5.3.2 of AWWA C303. The total cross-sectional steel area of the bell
CARNEGIE O-RING GASKET JOINT FOR CONCRETE CYLINDER AND STEEL WATER PIPE
CARNEGIE BELL-AND-SPIGOT GASKETED JOINT
Carnegie-bell-and-spigot gasketed joints provide an economical, non-welded method for joining bar-wrapped concrete pressure pipe and steel water pipe. Carnegie-bell-and-spigot joints are suitable for a variety of buried pipeline applications and can be welded for joint restraints. Over five decades of use has proven the Carnegie joint to be reliable in performance and economical for field installation.
1WATER PIPEDes ign Manua l

HISTORY AND BACKGROUND
The use of O-ring gaskets in pipe-joining systems dates to the 1930swith the development of Carnegie-shaped joints. Their use continuedwith the development of concrete cylinder pipe in the early 1940s, whichuses the Carnegie-shaped joint exclusively. Since that time, tens ofmillions of feet of concrete cylinder pipe have been installed using theCarnegie-shaped joint.
Carnegie joints have been successfully used for more than five decades.Controlled tests have demonstrated the joint’s ability to operate even underexcessive angular deflection and repeated pressure cycling.
RATED WORKING PRESSURE
Because the O-ring gasket joint is a preformed spigot ring with a fullyenclosed gasket groove, the joint has a rated working pressure equal to that ofthe class of pipe plus a standard allowance for surge or transient conditionsequal to that of the cylinder.
ANGULAR DEFLECTION
Carnegie-shaped gasket joints can be offset or “pulled” a maximum 0.75inches for 12-inch through 21-inch diameters and 1-inch for 24-inch andlarger diameter pipe. This allows for long-radius curves in pipeline alignmentas well as minor offsets during pipeline construction. Maximum allowableangular deflection per joint is limited to
Tangent ≤ Allowable PullPipe OD
THRUST RESTRAINT
Carnegie-shaped gasket joints are considered unrestrained. Carnegie-shaped gasket joints should not be used in areas where unbalanced thrustdevelops at changes in diameter and direction of the pipeline without theuse of thrust blocks or other suitable methods of developing frictionalforce between the pipe and surrounding soil.
INSTALLATION GUIDELINES• Joint ends should be thoroughly cleaned and inspected prior to
assembly. The bell-and-spigot ends should have a smooth radius andbe free of indentations, burrs, or other projections that could interferewith the gasket’s ability to properly seal the joint.
• The gasket should be thoroughly lubricated with a lubricant suppliedand/or approved by the pipe manufacturer. After lubrication, thegasket should be immediately stretched over the spigot and insertedinto the groove.
• Tension on the gasket should be equalized by the insertion of dullinstrument (such as a dowel or screwdriver shaft) under the gasket and the completing of at least two revolutions around the jointcircumference.
• To facilitate insertion, the bell and spigot of the pipe can be lubricatedas well. However, after lubrication and gasket insertion, the pipe endsshould be kept clean and as dirt free as possible.
• To facilitate joint assembly, the pipe can be marked on the outsidespigot end showing the full engagement of the joint (provided on thejoint detail drawing) plus an additional 1 inch.
• After joint assembly, the gasket position must be checked with a feeler gauge.
• If it is determined that the gasket has disengaged or rolled during joint assembly, the O-ring joint should be immediately pulled apart, the gasket discarded, and the joint area and gasket inspected. The joint should be reassembled with a new gasket and rechecked with afeeler gauge.
• Upon successful completion of the joint, the pipe should be unslung and, if practical, a small amount of embedment material placed over the midpoint of the completed pipe length. This is to minimize anyincidental movement of the pipe in the trench until joint coating andbackfill is completed.
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
Joint rings are initially attached to the pipe via welding.
REV. 01-2005

CORROSIONCONTROL

CORROSION
CONTROL

the electrolyte from the metallic surfaces. The potential currentbetween the anode and cathode can be reduced or neutralized withthe use of cement coatings, a process called “passivation.” A varietyof bonded dielectric coatings are available, which are designed to isolate the metallic pipeline from the surrounding environment, thus providing electrical isolation. Although coatings, by themselves,may not be the perfect answer to corrosion control in all environ-ments, when they are used properly in conjunction with a cathodicprotection system, a nearly unlimited life can be achieved.
Cathodic protection (CP) is a method that, when connected to the pipeline, discharges an electrical current from a remote anode to the pipe. If enough current is discharged from the remote anodeto the pipe, corrosion on the pipeline will not occur. Cathodic protection systems should be designed, taking into account the many variables that can come into play. For more detailed information on catholic protection, please refer to “Demystifying
SECTION 1 GENERAL
INTERNAL CORROSIONSteel pipe has a long history of effective internal corrosion control.For almost all water conditions, cement-mortar lining has providedhigh hydraulic flow capacity without the build-up of tubercles. The cement provides a high-pH environment in conjunction with a low oxygen supply, and self-healing characteristics.
Where non-potable liquids are being transported or in conditions of high velocities (over 20 feet per second), dielectric coating systems are recommended for lining of steel pipe.
EXTERNAL CORROSIONPreventing or greatly reducing external corrosion requires an understanding of how corrosion operates as well as the mechanismsrequired to perpetuate the process.
Corrosion is a process that deteriorates metallic surfaces. The systems by which this happens are both electrical and chemical.Corrosion can occur naturally or can be induced by stray currents.Naturally occurring corrosion results from dissimilar metals, dissimilar surfaces, old and new pipelines, concentration cells, dissimilar soils, bacteria, or stresses. Corrosion cells can also occurdue to the introduction of electrical current into the ground (straycurrent). For metallic pipelines, it is critical to minimize or eliminatethese corrosion processes. The methods used to combat corrosion of pipelines and to ensure a long-term performance life typicallyinclude the application of coatings and linings as well as the additional use of a cathodic protection system.
There are four requirements for the corrosion process:
1. The presence of an anode and a cathode
2. A metallic bond
3. A voltage potential between the anode and cathode
4. An electrolyte (the surrounding soil, air, and/or water)with the presence of oxygen.
An anode is the location where corrosion takes place and metal is lost. A cathode is where the lost metal migrates to, and thus, atransfer of metal ions occurs. The anode/cathode and metallic bondare always present on metallic pipelines due to the physical make-upof steel. The first two requirements of corrosion are, therefore,always going to be present.
To control pipeline corrosion, a coating system is applied to the pipesurface to reduce or eliminate the potential between the anode andthe cathode, or to provide an impermeable membrane to separate
LININGS AND COATINGS FORCORROSION PROTECTION OF STEEL PIPELINES
PIPE
ANODE CATHODE
HYDROGEN �FILM��
MOIST - EARTH�ELECTROLYTE
IONS IONS
The application of linings and coatings to steel pipe to prevent corrosion is a critical part of pipeline engineering. Our existingwater systems infrastructure is in a state of terrible disrepair because the technology of corrosion prevention was not available toour design predecessors. Today, with the use of modern protective linings, coatings, and cathodic protection, buried pipelines canachieve incredibly long lives with very little added cost.
Table 1: Six Levels of Corrosion Protection
Level 1 No protection, pipe installed bare without monitoring system
Level 2 Install pipeline bare with polyethylene encasement, without monitoring system
Level 3 Add monitoring system (bonded joints and test leads) to Level 2
Level 4 Bonded dielectric coatings or cement-mortarcoating without monitoring system
Level 5 Add monitoring system (bonded joints and test leads) to Level 4
Level 6 Add cathodic protection to Level 3 or Level 5
Choose a level right for you. Consult your local salesengineer or corrosion expert.
1WATER PIPEDes ign Manua l

Cathodic Protection,” the Steel Plate Fabricators Association publication by Donald Waters. For proper operation of cathodicprotection, each pipe must be electrically continuous and test stations installed at regular intervals.
Northwest Pipe Company offers a variety of coating and lining systems. They each have capabilities and limitations that need to be carefully considered before a planned system should be specified.Our representatives can provide additional technical informationand guidance regarding your pipeline system needs.
There are two major categories of linings and coatings applied to steel pipe. One is cementitious materials, which neutralize the chemical process by passivation. The second is dielectric, which provides a physical barrier separating the metallic surface from theelectrolyte. Both systems can be used as either linings or coatings.Example specifications are provided in this manual.
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

Like concrete, cement-mortar lining can develop drying cracks, butthese cracks will self heal when the lining is wet. Wetting the cementlining also causes the lining to swell, which increases strength andadherence. Cement-mortar linings can add significant stiffness forresistance to deflection forces. The strength of the mortar liningmay be added to the strength of the steel when calculating stiffness.
Soft, aggressive waters, as well as prolonged contact with heavily chlorinated water, may be injurious to cement-mortar linings. Cement-mortar linings perform best when flow velocity is 20 feet per second or less.
Cement-mortar lining is the most commonly specified lining material in today’s water transmission industry. A lean mixture of three parts sand to one part cement is centrifugally spun onto theinterior surface to create a dense, smooth surface.
The actual cement application is performed by pumping or pouringa high slump cement mixture onto a slowly rotating length of pipe.The rotating speed is then increased so the proper centrifugal forceslevel out the wet mortar to a uniform thickness. Continued spinningremoves the excess water and compacts the mixture to a dense andhard surface. After the spinning process, the lining is cured either bymoist curing at ambient temperature or by an accelerated processusing steam. Cement-mortar linings are applied under the guidelinesof AWWA C205.
CEMENT-MORTAR LINING
Steam curing optimizes cure times, enabling faster production cycles.
Protective end caps used to prevent the lining from drying out prior to installation are removed at thisColorado job site.
Pipe is lowered onto belts that spin pipe during thecement-mortar application to achieve an even, compact lining.
40- to 102-inch pipe was used by Farmer’s Reservoir and Irrigation Company for their Standley Lake DamImprovements in 2002.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

Bonded dielectric linings have been used as protective linings forabove-ground applications for many years. There are two major categories of liquid film linings in the waterworks industry at thistime: epoxies and polyurethane-based products. Epoxies are appliedper AWWA C210 and polyurethanes per AWWA C222.
These linings have excellent water and chemical resistance propertiesand can be used as an alternative to cement-mortar lining. They canbe applied at various thicknesses and are factory applied to providean excellent dielectric lining. Bonded dielectric lining systems can be applied as either a single or a multiple coating process. They aretough, resilient, and extremely abrasion resistant, making them an ideal lining choice for high internal velocities. Bonded dielectriclining systems are an excellent choice for extreme conditions such aswastewater or other industrial applications, including both gravitysewer and sanitary force mains.
Epoxy and polyurethane systems do have some drawbacks that must be considered prior to application. A critical performance factor to all film linings is the surface preparation of the metal surface. In most cases, a near-white blast surface is required forproper adhesion, and this will require good inspection. Curing times and curing temperatures must adhere to critical tolerances.With proper surface preparation, controlled applications, and strict curing procedures, thin-film materials can provide a strong,resistant, long-lived lining.
Epoxies are typically solvent-based, although some 100% solidsepoxies are now available. The aromatic polyurethanes are 100%solids material. The 100% solids materials contain no VOCs. The epoxies are typically mixed and then applied by airless spray or brushed on to the pipe. The polyurethanes require heated, plural-component equipment.
Epoxies typically cure in a matter of hours to days, whereaspolyurethanes may be handled in a matter of minutes.
PAINTS & POLYURETHANE LININGS
End caps are installed to keep pipe free from debris andother contaminants prior to shipment.
Hampton Roads Sanitation District chose theSuperMain system featuring an anti-microbialpolyurethane to line their sewer force main.
A spray boom is used to evenly apply a bonded dielectric lining.During application, the spray head rotates and the pipe may spin on rollers to ensure even, complete coverage.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

tape coat. The completed multi-layer tape coating system will provide a final protective encasement of between 50 and 80 mils of strong, durable, lightweight, and reliable bonded coating.
Field joints may be repaired with polyurethane tape per AWWAC209 or with shrink-wrap sleeves per AWWA C216.
Modern tape coatings are the most universally specified dielectriccoatings in the water industry today. The electrical resistance,mechanical strength, reasonable cost, and long performance recordof tape coatings have contributed to their success in the water industry, as well as the oil and gas industry. Exterior tape coatingsystems are applied at the factory by the methods described inAWWA C214. The tape system consists of cleaning and blasting the pipe surface, immediately applying a primer-adhesive, and then simultaneously applying the inner dielectric tape (corrosionprotection) and outer-layer tapes (mechanical protection).
Surface Preparation
The pipe surface is first cleaned and then grit blasted to achieve a surface preparation at least equal to that specified in Surface PreparationSpecification No. 6, SSPC-SP 6, Commercial Blast Cleaning.
Priming
Immediately after blasting, the pipe receives an adhesive or primercoating. The primer coating is applied as recommended by the manufacturer. When complete, it will be uniform and free of sags,runs, and bare spots. The state of dryness of the primer shall also be in accordance with the recommendation of the manufacturer.
Tape Application
The inner corrosion protection tape layer is directly applied to the primed surface using a helically wound process. The minimumoverlap shall not be less than 1 inch. The applied tape is tight, wrinkle-free, and smooth. The inner tape is then tested to ensurethere are no flaws or holidays using 6000-volt detectors.
Outer-layer Tape
Simultaneous to the inner wrap, one or two layers of polymeric-typemechanical-protection tape is also spirally wound over the inner
TAPE COATING
Bonded joint leads on the tape-coated Lake Chapmanpipeline add electrical continuity, opening a “window” into the pipeline to monitor its condition.
After grit-blasted pipe is primed, layers of polyolefin and polyethylene tape are consecutively applied.
This piece of tape-coated pipe demonstrates the superiorquality from Northwest Pipe.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

of the mortar-coating thickness. The pipe coating is then cured by either the moist-curing or accelerated-curing method. Cement-mortar coatings are applied under the guidelines of AWWA C205.
Cement-mortar coating can be applied at various thicknesses, and itprovides excellent mechanical protection for resistance to handlingand installation damage. Like cement-mortar lining, mortar coatingsadd significant stiffness to the pipe, which resists deflection. Thestrength of the mortar coating and/or lining may be added to thestrength of the steel when calculating ring stiffness. Deflections ofcement-mortar-coated pipe must be manufactured within AWWAstandard specifications to minimize cracking.
Cathodic protection systems used with mortar coatings will require significantly more current to operate than that of dielectriccoated pipe.
Unlike the dielectric coatings (tape, Pritec®, coal-tar and paints),cement mortar works by chemically inhibiting corrosion. Thecement creates a highly alkaline environment at the interface of the pipe surface. Steel pipe, when protected by this high-alkalineenvironment, will exhibit no corrosion or corrosion at a reducedrate. It is critical that the cement coating be in intimate contact with the pipe surface for a long-lasting protective coating. Soil conditions play an integral role in the ability of cement mortar toprovide long-term protection. Soils containing high concentrationsof chlorides or soluble sulfates may adversely affect cement mortarcoating protective properties.
Cement-mortar coating, although consisting of the same mixture as cement lining, is applied at a very low moisture content, or “noslump” consistency. The application procedure consists of meteringthe mortar between a set of counterrotating belts or impingingwheels, which accelerate the mixture to the required compactionvelocity. This high-velocity stream is applied to a slowly rotating and translating steel pipe. Simultaneously with the application of the mortar, reinforcing steel wire is embedded into the middle third
CEMENT-MORTAR COATING
Steel pipe offers the flexibility for easy tie-ins and changesof direction.
A worker prepares this large diameter pipe for a Los Angeles Department of Water and Power pipeline.
Cement mortar was applied on the inside and outside of this recycled water line from the Eastern MunicipalWater District’s Temecula Wastewater Treatment Plant.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

rubber, a layer of high-density polyolefin is extruded onto the surface. Both materials are heated to a nearly molten state, thusproviding a seamless, bonded, damage-resistant coating. The thickness of the polyethylene layer is 40 mils for 18- to 36-inch-diameter pipe and 60 mils for diameters greater than 36 inches.
Pritec withstands the stresses of field bending at cold temperatures and is suitable for operating temperatures up to 180˚F. Field joints should be coated with polyethylene tape per AWWA C209 or with shrink-wrap sleeves per AWWA C216.
Northwest Pipe Company is the exclusive supplier of ShawCor PipeProtection’s Pritec® coating for large diameter water transmissionpipelines. This dielectric, side-extruded polyolefin coating is an extremely durable material when applied to pipe per the requirements of AWWA C215.
The pipe surface must be clean and abrasive-blasted to achieve a surface preparation at least equal to SSPC-SP 6 commercial blast-clean standard. A compound of butyl rubber adhesive is then extrudedonto the surface of a rotating pipe in a continuous operation. Thebutyl rubber layer is 8-mils thick. Immediately following the butyl
PRITEC® COATING
Top left: Clean, grit-blasted pipe is coated first with a layer of butyl rubber adhesive, which is applied via a side-extruded process. Bottom left: A three-layer seamless system makes Pritec coating a durable, long-lasting corrosion protection solution for steel pipe.
Top right: High-density polyolefin pellets are melted and extruded in a near-molten state to form the top layer of the Pritec system. Bottom right: A pipe with Pritec coating is moved outside, where the newly coated pipe can be stored until it is time for shipment.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

Dielectric coatings have excellent water and chemical resistanceproperties. They are factory applied to provide an excellent dielectriccoating that is very compatible with cathodic protection. These systems can be applied as either a single- or a multiple-coat processto meet AWWA standards. They are tough, resilient, and extremelyabrasion resistant.
With all epoxy and polyurethane linings and coatings, a critical performance factor is the surface preparation of the metal surface. A near-white blast surface is required in most cases for proper adhesion, requiring good inspection. Curing times and curing temperatures also must adhere to critical tolerances. With propersurface preparation, controlled applications, and strict curing procedures, thin film coatings can provide a strong, resistant, long-lived coating. Epoxies typically cure in a matter of hours to days,whereas polyurethanes may be handled in a matter of minutes.
Thin-film bonded dielectric coatings have been used for many years. There are two major categories of liquid film coatings in thewaterworks industry at this time–epoxies and polyurethane-basedcoatings. Epoxies are applied per AWWA C210 and polyurethaneper AWWA C222.
EPOXY AND POLYURETHANE COATINGS
Epoxies are an excellent choice for fabricated piping.
Madison Chemical’s Corropipe II TX polyurethane was used on this 84-inch pipeline for the City of Houston, Texas. The cement-mortar lined pipeline with field-welded joints was manufactured at the Denver, Colorado plant and installed in 1999.
A spray nozzle applies an even coating of polyurethane.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

of hot enamel, then usually a covering of a fiberglass matte and/or a felt outer wrap. Whitewash or kraft paper is then applied for storage protection.
Service Prep
The pipe is cleaned and blasted to a minimum surface equal toSSPC-SP 6.
Priming
Immediately after blasting, primer is applied per the manufacturer’sspecification. When complete, the primer will be uniform and freeof sags, runs, and bare spots.
Enamel Application
Molten enamel (450-500˚F) is applied in a continuous coat with a minimum thickness of 3⁄32 inch +/- 1⁄32 inch.
Outer wrap
The outer wrap (glass or felt) is immediately applied over the hotenamel. This is followed by a layer of kraft paper or whitewash.
Electrical Inspection
Because there can be several layers of enamel and outer wrap,depending on trench conditions, it is important that the holiday-detection equipment is set up in accordance with AWWA C203. However, in no case should the operating voltageexceed 15,000 V.
Field joints may be repaired with polyurethane tape per AWWA C209 or with shrink-wrap sleeves per AWWA C216.
Coal-tar enamel has been used to protect steel since the late 1800s.Its electrical resistance, mechanical strength, and long performanceare known the world over.
Factory applied per AWWA C203, this coating system can becustom designed to fit the existing soil and laying conditions. The applied system consists of cleaning, priming, application
COAL-TAR ENAMEL COATING
Contractors installed this 72-inch pipe for Tacoma,Washington’s Second Supply Line.
Northwest Pipe Company employees prepare this coal-tar pipe with proper holdbacks.
Kraft paper covers the coal-tar enamel to protect thecoating from UV degradation prior to its installation.
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

Steel Water Pipe
BULLETIN NO. 1-94
DEMYSTIFYING CATHODIC PROTECTION
By
Donald M. Waters, P.E. Vice President
PSG Corrosion Engineering, Inc./CORRPOR This technical bulletin discusses the basic principles and types of corrosion and methods employed to cathodically protect pipelines so that it can be thoroughly understood.
Prepared for: Steel Plate Fabricators Association 3158 Des Plaines Avenue Des Plaines, Illinois 60018 (708) 298-0880 TEL (708) 298-2015 FAX
American Iron and Steel Institute 1101 17th Street N.W. Washington, DC 20036

1
DEMYSTIFYING CATHODIC PROTECTION
By:
Donald M. Waters, P.E. Vice President
PSG Corrosion Engineering, Inc./CORRPOR 8840 Complex Drive, Suite 100
San Diego, CA 92123 (619) 565-6580 TEL (619) 569-1743 FAX
Prepared for:
Steel Plate Fabricators Association 3158 Des Plaines Avenue Des Plaines, Illinois 60018 (708) 298-0880 TEL (708) 298-2015 FAX
American Iron and Steel Institute 1101 17th Street N.W. Washington, DC 20036
1. INTRODUCTION In today’s world a water utility should not accept the fact that pipelines have a limited life due to corrosion. Technology exists to install a new pipeline so that it will remain in the ground almost indefinitely without experiencing external corrosion. Cathodic protection is the technology which allows this phenomenon to occur. This paper will explore corrosion and its prevention through the use of cathodic protection. It defines the principles of cathodic protection and explains in a simplified way how cathodic protection can mitigate corrosion. It should eliminate the misunderstandings as to the complexity and perceived expense of the installation of cathodic protection. Cathodic protection is a proven technique for mitigating corrosion. There is nothing mysterious or cryptic related to diminishing corrosion on metallic pipelines with this technology. The prevention of corrosion with cathodic protection is not new, the technology has existed for over 150 years. In 1824, Sir Humphrey Davy used cathodic protection to prevent corrosion of British naval ships. He did this by attaching zinc blocks to the

2
copper sheathing on the hulls of the naval vessels. From that time to today metals have been protected against corrosion through the use of cathodic protection. During the 1970s the United States Congress passed a law requiring cathodic protection to prevent failures on pipelines carrying hazardous materials and natural gas. In the 1980s Congress passed another law requiring cathodic protection on underground fuel storage tanks. If cathodic protection systems are properly installed and maintained, virtually all external corrosion can be eliminated. No utility or company operating pipelines should accept the fact that pipelines “wear out”, corrode and fail. With today’s technology, these types of failures can and should be prevented. Economic analyses of cathodic protection programs at East Bay Municipal and Marin Municipal Water District (both in California) indicate benefits to a cost in the 7:1 to 8:5:1 range. These clearly indicate that benefit of water utilities using cathodic protection to mitigate external corrosion. The basic principles and types of corrosion that exist will briefly be discussed so the methods employed to cathodically protect pipelines from corrosion can be thoroughly understood. The major portion of the paper is devoted to cathodic protection principles and the many aspects of cathodic protection. It will conclude with a summary of costs for cathodic protection. 2. BASIC PRINCIPLES OF CORROSION Corrosion, as defined by NACE International is “the deterioration of a substance (usually a metal) or its properties due to a reaction with its environment. As a material reacts to the environment its properties are changed over time until the structural integrity of the material is gone. Corrosion and its causes can be categorized in many different ways. This discussion will simplify the causes of corrosion. The author has been requested to avoid mathematical equations and chemical formulae to explain the basis for many decisions that must be made if corrosion is mitigated. In this simplified approach, a discussion of other corrosion cells. 2.1 Basic Corrosion Cell The basic corrosion cell has four parts (Figure 1). All of these parts must exist for corrosion to occur:

3
1. The cell must contain anodic and cathodic areas. Anodic areas are where current leaves the pipeline or structure and corrosion occurs. Cathodic areas are areas where current flows onto a pipeline or structure and where no corrosion occurs.
2. There must be a greater difference in electrical potential between anodic and cathodic areas. The greater the difference in potential, the stronger the driving force for the continuation of a corrosion cell. This principle will be discussed in detail later in the text.
3. A conductive electrolyte must exist. In general terms, an electrolyte is the soil or water environment which surrounds a pipeline. Many factors can influence the conductivity of the electrolyte.
4. A metallic return path for electrical current must exist. The return path is generally the pipeline itself.
If one of these factors does not exist, then corrosion will not develop. Therefore, it is beneficial to examine the mechanisms of corrosion and determine the most effective means to eliminate one of more of these factors. The deterioration rate of material at the anode is directly proportionate to the amount of current discharging from the anode, the anode material, and the passage of time. Formulas exist to calculate this deterioration. The weight loss is generally stated in terms of pounds per ampere per year. Table 1 identifies loss rates for some common materials.
TABLE 1
Metal Loss Rate Pounds/Ampere/Year
Steel 20 Ductile Iron 20

4
Lead 74 Copper 45 Zinc 23 Magnesium 8.8 Aluminum 6.4
Twenty pounds of steel is lost when one ampere is discharged from a steel pipeline over a period of one year. Another way to look at this phenomenon is to examine a one inch square area of a quarter-inch wall steel pipe. This area weighs about .071 pounds. The time for complete destruction of this one inch square at various amounts of current are listed in table 2.
TABLE 2
Current (Amperes) Time (Years) for Destruction 0.0001 35 0.001 3.5 0.01 0.35 (4 months plus) 0.1 .0355 1.0 0.00355 (31 hours)
A milliampere (.001) of current discharging continuously off this area of a pipeline would cause destruction of the entire one inch of steel in 3.5 years. Discharging one ampere of current would destroy the steel square in 31 hours. The significance of these numbers will be clearer later on in this discussion when coatings, holidays and corrosion failures are presented. The relative size of the anode and cathode areas will affect corrosion rates. The smaller the anode area in relationship to the cathode, the more rapidly it corrodes. As the corrosion current is concentrated in a small area (high current density), rapid pitting and penetration occurs where current is discharged. On the other hand, if the anodic area is large and the cathodic area small, current discharge can be spread over a larger area which results in lower current density and much slower time to failure. An example is where a copper pipe surface is connected to a ductile iron or steel transmission main. Since steel or iron is anodic to copper, corrosion of the steel or iron can be expected. However, since the anodic area would presumably be on a large diameter (hopefully continuous) pipeline and the cathodic area would be on a small diameter short copper service pipe, corrosion occurring at the anode would not be as severe due to the relative sizes of the anode and cathode areas. 2.2 Naturally Occurring Corrosion Cells Galvanic corrosion cells occur due to natural reactions between a metal and its environment. Varying conditions develop which create differences in potential between

5
anodic and cathodic areas on a pipeline or structure. These differences result in corrosion. Some of the more common differences follow: 1. Dissimilar Metals When two dissimilar metals are connected electrically and placed in an electrolyte, corrosion will occur with one metal becoming the anode while the other is the cathode. Table 3 indicates the relationships of one metal to another as predicted by a galvanic series. A practical galvanic series is the ordering of metals by their potentials to a known reference.
TABLE 3
Practical Galvanic Series (1)
Metal Volts* Commercially pure magnesium -1.75 Magnesium alloy -1.5 Zinc -1.1 Aluminum alloy (5% zinc) -1.05 Commercially pure aluminum -0.8 Mild steel (clean and shiny) -0.5 to –0.8 Mild steel (rusted) -0.2 to –0.5 Cast iron (not graphitized) -0.5 Lead -0.5 Mild steel in concrete -0.2 Copper, brass, bronze -0.2 High silicon cast iron -0.2 Mill scale on steel -0.2 Carbon, graphite, coke +0.3
*Typical potential normally observed in neutral soils and water, measured with respect to copper sulfate reference electrode
(1) Source: “Control of Pipeline Corrosion”, Peabody, A.W., NACE Handbook, Chapter 2, Page 5, Figure 2-2
Metals with more negative voltages (towards the top of the table) will, when connected to a metal below it on the table, corrode to protect the lower metal in the galvanic series. For example if steel pipe were connected to a brass valve, the steel would corrode to protect the brass (Figure 2). It a steel pipe were connected with galvanized fittings, the fittings would corrode to protect the steel, etc. (Figure 3).

6
1. Dissimilar Surfaces
Corrosion cells will develop when dissimilar surface conditions exist on the metallic pipeline. Scratches on the surface of the pipe become anodic to the remaining sections of the pipe (Figure 4). Prevention of dissimilar surface areas on a single structure (nicks in pipe coating, hitting pipe with a rock, dropping mortar coated pipe, etc.) should be the goal of any inspector during the installation of a pipeline (Figure 5).
2. Old and New Pipelines
When rusty steel or an old pipeline is connected to a new pipeline, the new pipeline corrodes to protect the old (Figure 6). In order to prevent this naturally occurring corrosion phenomenon, an insulator should be placed between the two materials. This would prevent the return metal path (one of the four requirements in the basic corrosion cell) from existing; and corrosion would not occur.

7
3. Concentration Cells A number of factors exist that cause differences in surface conditions on a pipe which would result in corrosion. One principal difference is the supply of oxygen. If the pipe is in an area which has a lot of oxygen and another area of the same pipe has much less oxygen, corrosion would occur in the oxygen starved area. This can occur when a pipe passes underneath a paved road or is placed on top of undisturbed soil in the bottom of a trench with well aerated soil backfill around the pipe (Figure 7). Similar concentration cells can exist due to dissimilar moistures and/or dissimilar pHs (acid and alkaline concentrations).
4. Dissimilar Soils
Pipelines are installed in many types of soil including gravel, sand, silt and clay. These different types of soils may create dissimilar conditions which could cause corrosion (Figure 8). Even differences in temperature of the soil from one area to another could be significant enough to establish an active corrosion cell. Pollution in the ground and chemical constituents in the soil are extremely important in creating

8
dissimilar conditions which can cause corrosion. Irrigating and fertilizing can also contribute to dissimilar soil conditions.
5. Bacteriological Corrosion Bacteria often thrive in the absence of oxygen (anaerobic bacteria), and in certain soils, can create corrosion problems. Bacteria create a special type of galvanic action. While attacking neither the pipe nor the coating, they can cause changes in the soil which results in corrosive conditions. While bacteria can consume oxygen in one spot leading to a strong concentration cell, products of their metabolism are also frequently acidic and increase the corrosivity of the soil. In earlier periods, bacteria have been known to destroy the protective films which were applied. This traditionally occurred with synthetic materials. Present-day coatings contain bactericides which prevent damage to modern coatings. While working in these soils, it is necessary to be aware that bacteria may serve to create galvanic cells on a pipe.
6. Simple Stress
When a portion of a pipe or fitting is placed in a stressful situation (threaded bolt which could be bent or twisted), the stressed area can become anodic to the remainder of the pipe (Figure 9).

9
Corrosion would occur on the stressed area due to dissimilar conditions from one area of the metal to the other. Corrosion in the water works industry that may result from stress would include failures in joints, bolts and leak clamps.
2.3 Stray Current Corrosion Cells In addition to the naturally occurring corrosion cells, corrosion cells can occur due to the introduction of electrical current into the ground. An overwhelming majority of these ground currents are created by man-made causes such as DC welding, electroplating processes, operation of DC transit systems or DC mine rail systems and the operation of an improperly designed cathodic protection system. The potential for stray currents can be significant. Stray current can vary from just a few milliamperes to large amounts of current. For instance, a light rail transit system generally uses 3,000 amperes to power a car while the subway system could use 12,000 amperes to power a train. The amount of current which develops into stray current is dependent upon the track to earth isolation. Electroplating plants can use up to 200,000 DC amperes to plate metals while shipyards have been noted to have welding operations that use over 500,000 amperes of direct current. Even miniscule leakage from any of these types of operations could cause devastating effects to pipelines. If stray currents are not controlled at their source early failure of pipelines could be expected. 3. CATHODIC PROTECTION Cathodic protection uses the principles of a corrosion cell to stop corrosion. In a properly designed cathodic protection system all anodic areas are removed from a pipeline by placing an anode in the soil and discharging electrical current onto the pipe (Figure 10).

10
If enough current is discharged from the remote anode to the pipe, corrosion currents will not leave the pipeline; therefore, corrosion on the pipeline will not occur. Cathodic protection does not eliminate corrosion; it just removes it from the structure being protected and concentrates corrosion in another area (the remote anode). Discharging current from the anode can be designed so that the anode will have a predictable life. As long as the anode exists in the soil or water away from the pipeline, anodic areas will not exist on the pipe and the corrosion will not occur. Another way to look at this is to relate the flow of electrical current to water and water pressures. If water flows through a pipeline with a hole in the pipe wall, water may flow out of the pipe. The water will flow out of the hole into the exterior environment as long as the pressures from the exterior environment are less than the pressure causing the flow of the water. However, if the pressures outside the pipe become strong enough, they will create a force which prevents the water from coming out of the pipe. With such a force the water will remain in the pipe. Similar occurrences exist in a corrosion cell. Sufficient amounts of current are placed onto the pipe that will prevent any current from flowing off the pipe. If current does not flow off the pipe, no corrosion will occur. Three mechanisms cause corrosion to be reduced when cathodic protection is applied: 1) potential of the metal is lowered so that all of the areas of the metal are cathodes; 2) the electrolyte adjacent to the surface of the pipeline becomes more alkaline. This increase in pH causes inhibition of corrosion; 3) the increase in pH could cause the precipitation of insoluble salts (calcium carbonate, magnesium hydroxide); which may deposit on the metal producing a protective calcareous scale.

11
3.1 What Cathodic Protection Can and Can Not Do Cathodic protection can be used to solve all of the corrosion problems listed in the above sections discussing corrosion cells. In other words, dissimilar metals, dissimilar surface conditions, concentration cells, stray current, etc. Cathodic protection cannot protect structures removed from the electrolyte such as pipelines in the air or surfaces of the pipeline not in contact with the electrolyte in which the anodes are located. For instance, anodes placed outside a pipe in the soil to protect the exterior of the pipe have no effect on the internal condition of the pipe (internal corrosion control is generally handled by water treatment and/or pipe linings). Conversely, anodes used to protect the inside of a steel water tank will not protect the soil side of the floor of the water tank. This is because the anodes inside the tank are in the water electrolyte and not the soil. Additionally, cathodic protection will not replace metal lost due to corrosion. If a cathodic protection system is adequately designed and sufficient current is available to curtain corrosion, corrosion of the pipe will stop. However, metal that has already corroded will not be replaced and the pits and thinness that exist on the pipe at the time the protection system was installed will remain throughout the life of the pipeline. Cathodic protection is the only recognized method of mitigating corrosion on existing structures. The use of cathodic protection for new structures can prevent any exterior corrosion from occurring. Henceforth, with the use of a properly designed, installed, and maintained cathodic protection system, the life of a pipe is virtually infinite since no external corrosion can occur. The amount of current necessary to protect a pipeline and therefore alleviate corrosion is dependent upon numerous factors: the type of coating; the changing conditions that may exist in the electrolyte; the metal allow that is used for the pipeline; the size of the pipe and its ability to conduct cathodic protection current. 4. CATHODIC PROTECTION SYSTEMS There are two types of cathodic protection systems: galvanic and impressed current. These systems can be described as follows; 4.1 Galvanic (Sacrificial Anodes) A galvanic system is sometimes called a sacrificial anode system. This system is based on the galvanic series shown in Table 3. It used the concept that a metal higher in the galvanic series (or more negative) will corrode to protect a metal below it in the series. For example, magnesium and zinc can be used to protect steel and iron from corrosion. In a galvanic system, the anode material is sacrificed and the anodes must be replaced in order to continue protection. Sacrificial systems are generally designed for a 20 year

12
anode life. It is necessary to bury sufficient amounts of anode material to attain the design life. Sacrificial anodes have the following characteristics (Table 4):
TABLE 4
Sacrificial Anodes
Magnesium Zinc Theoretical consumption, lb/amp-year
9
23
Actual consumption, lb/amp-year
18
25
Potential vs. Cu/CuSO4 -1.7 -1.15 Source: Cathodic Protection - John Morgan
The difference between the theoretical and actual anode consumption is a result of the anode itself corroding (galvanic corrosion of the anode). Sacrificial anodes in soil are generally surrounded by a backfill. The backfill is usually composed of 75% gypsum, 20% bentonite, and 5% anhydrous sodium sulfate. Backfills decrease the electrical resistance of the anode to discharge uniform current through its entire surface and not be subject to variable properties of the soil which could directly touch the anode ingot. 4.2 Impressed Current The impressed current system uses a relatively non-sacrificial material as an anode and current from an exterior source. Current is impressed from an anode to the pipeline, making the entire pipeline a cathode. The source of electrical current is generally alternating current rectified to DC. Direct current is then discharged from the anode to reduce corrosion of the pipeline. The more common anode materials utilized in soil are graphite and high silicon chromium bearing iron. In recent years, various mixed metal oxide anodes have been used. 4.3 Selection of a Protection System Confusion sometimes exists among some people as to which type of cathodic protection system is preferred. The system should be designed ; 1) so that it is functional and achieves equal amounts of current distribution along the desired structure; 2) current distribution should be achieved in a manner minimizing any interference to foreign structures; and 3) the cost of the system to be installed and the life of the required system should be analyzed before a system is selected. The calculations to determine anode life and the anode designs are conducted by corrosion engineers. Fontana and Green describe corrosion engineering as “the application of science and art to prevent or control corrosion damage economically and safely. A corrosion engineer must have a solid feeling for economics. In solving corrosion problems a corrosion engineer must select the method that will maximize profit.

13
Each system has definite advantages and disadvantages. The advantages of a sacrificial anode system and an impressed current system are as follows: 1. Sacrificial Anode System
a. Requires no external power source. b. Requires no regulation. c. Generally, maintenance is small over the anode life. d. Installation is simple. e. Damage from cathodic interference is minimized. f. Additional anodes can be added at any time to supplement the existing
system. g. Current can be distributed evenly over a long structure, thereby
eliminating high voltage drainage points. 2. Impressed Current System
a. Can be designed for a wide range of voltages and current. b. High ampere-years can be obtained from one ground bed installation. c. An extensive structure area can be protected from one installation. d. Voltage and current can be varied to meet changing conditions. e. Current requirements can be read easily at the rectifier.
Disadvantages of the same systems are listed below: 1. Sacrificial Anode System
a. Limited current output. b. Generally, cannot be economically justified in high resistivity media (such
as soil with resistivities above 5,000 ohm-cm). c. Installation may be expensive (particularly when installed under concrete). d. Large numbers of anodes are usually required to protect bare structures. e. Moisture in the soil is very critical. An anode will operate in moist soil
and may not operate in the same soil during dry seasons. 2. Impressed Current System
a. Must be carefully designed to avoid cathodic interference. b. Subject to power failure and outside interference. c. Requires inspection and maintenance. d. Requires constant alternating current power which may be costly over the
life of the unit. Failure to select and design the proper system can mean that the structure to be protected may not be protected, costs could be excessive, or that nearby structures are corroded at

14
an accelerated rate due to interference current from the installed cathodic protection system (Figure 11).
5. ANODE GROUNDBEDS A grouping of anodes is referred to as a groundbed. There are a number of configurations for impressed current system groundbeds. Three of the more common are: a conventional anode bed; a distributed anode bed; and a deep anode bed. 1. A conventional anode bed is placed at one location removed from the area to be
protected (Figure 12).

15
This type of anode bed is generally limited to cross country pipelines of very well coated pipelines in uncongested areas.
2. The distributed anode bed is frequently used to protect pipelines and structures
where current distribution and interference are of concern (Figure 13).

16
As the title of the anode bed implies numerous single anodes are distributed along the structure to be protected. Anodes are located so that equal amounts of current can reach the structure to be protected. Frequently these types of systems are used where interference is of great concern, geology prevents deep anodes, or economics are such that a deep anode should not be installed.
3. The third type of anode system is a deep anode bed. With this system, anodes are placed anywhere from 50 to 400+ feed deep (Figure 14).

17
Current is then discharged from the anodes back to the structure in a manner that minimizes electrical interference. This system also has the advantage that it can be installed where limited right-of-ways exist. Therefore, purchasing of additional land is not required. Impressed current anodes installed with any of these three types of groundbeds generally have a carbonaceous backfill around the anodes. As was the case for sacrificial anodes, the backfill decreases electrical resistance of the anode and provides a uniform low resistance environment. Another advantage of the backfill exists for impressed current systems. As a result of these systems operating at high outputs, gas could be generated in the area of the anode. Backfills assist in venting of gas produced at the anode surfaces. 6. POWER SOURCES A number of power sources exist for impressed current cathodic protection systems. These systems: 6.1 Rectifiers
The most commonly used source of power for cathodic protection systems are rectifiers. Rectifiers come in a variety of capacities specifically designed and constructed to be used in impressed current cathodic protection systems. These systems use selenium stacks or silicon diodes as rectifying elements. The

18
rectifiers are capable of converting AC to DC so direct current can be discharged from the anodes to the pipe to be protected. Rectifiers are generally constructed in a manner that voltages can be varied in small increments over a wide range. This provides a flexible choice of power capacities to the corrosion engineer.
6.2 Solar
Solar cells convert sunlight into direct current electricity. The output of solar systems is limited. However, in areas where power AC power lines are not available and a pipe structure is well coated, solar power have provided very reliable sources of direct current for cathodic protection.
6.3 Thermoelectric Generators
In these systems electricity is generated by heating a junction of certain dissimilar metals. These systems are expensive and should only be used in areas where AC power and sunlight are not available.
6.4 Batteries
When current requirements are low, storage batteries can be used to provide power for impressed current cathodic protection systems. One problem with batteries is that they periodically have to be recharged so maintenance can become a critical item.
6.5 Generators
Fuel or wind driven generators have been used to supply direct current for impressed current systems under selected conditions.
6.0 REQUIREMENTS FOR CATHODIC PROTECTION Certain basic conditions must exist prior to placing a pipeline under cathodic protection. These conditions are as follows: 6.1 Electrical Continuity
The structure to be protected must be made electrically continuous by either welding or bonding each joint along the pipe. When designing cathodic protection, electrical continuity must take into account current attenuation characteristics, pipeline coatings and rectifier sizing. Bonding can be done from either inside or outside of a pipeline. During the pipeline design, specifications should indicate where and how many bond wires should be attached to the pipe. Wires should be attached by welding. Care should be taken not to burn rubber

19
gaskets or (with prestressed concrete cylinder pipe—PCCP) damage the prestressing wire.
Electrical continuity must also be designed into certain types of pipe during pipe fabrication or cathodic protection cannot be applied. With pipes constructed under AWWA C301 Specification, prestressing wires can be inches away from the steel cylinder of the pipeline. In these cases this pipe must be constructed with shorting straps so that electrical continuity exists between the prestressing wires and the prestressing wire and the steel cylinder.
6.2 Isolation
Electrical isolation should exist between the structure being protected and any structure not being protected. Appurtenances extending from a pipeline can either be protected or not. Design decisions must be made. Structures which are not being cathodically protected should be isolated from the pipe. Since in many locations water is conducive, care should be made to establish a large enough isolation surface so that the pipe section to be isolated will not be shorted by the water inside the pipe. Isolation is critical for the effective operation of a cathodic protection system. A system is designed to protect a certain surface. The addition of more pipe into an existing system could cause the existing cathodic protection system to become insufficient as more than the originally designed pipeline would now be receiving current. If this occurred, corrosion of the originally protected pipe might begin again. Care should be taken when changes are made to a piping system to ensure that the pipe to be isolated remains isolated, and the pipes to be connected to the cathodic protection systems remain electrically continuous within the system that is being protected.
6.3 Cathode Connection
At every location where anodes are placed, a connection must be made to the pipe to be protected. In the case of impressed current cathodic protection this system will connect the negative terminal of the rectifier to the structure to be protected. This connection must be appropriately sized to take care of the return current from the structure back to the rectifier.
6.4 Monitoring Facilities
Any pipeline placed under cathodic protection should have an adequate monitoring system. This system is used to determine the effectiveness of the installed cathodic protection system. Failure to provide a monitoring system leaves in doubt many questions regarding the functioning of the cathodic protection system.

20
6.5 Design Information
Information is needed about the structure to be protected before a cathodic protection system can be designed. As Peabody states, selection, sizing and spacing cathodic protection systems are critical. He states the following decision must be made: 1. The decision should be made whether to use galvanic or impressed current
cathodic protection. 2. A decision needs to be made as to how much total current is required for cathodic
protection. 3. The spacing that should exist between the cathodic protection installations and
what current output should exist at what installation must be defined. 4. Provisions should be made for testing at each installation. 5. Any special considerations at certain locations that require modifications of the
general cathodic protection plan must be stated. Peabody states that answers to the following questions influence decisions:
a. Is the pipeline coated or bare? b. What is the quality and strength of the coating? c. What is the metal or alloy used for the pipeline? d. What is the size of the pipeline and its ability to conduct cathodic
protection currents? e. Are there any metallic structures in close proximity to the pipeline to be
protected? f. What is the soil structure and resistivity of the soil which could influence
groundbed construction? g. Are there areas known to be corrosive from past experience? h. Is there any situation that exists in the vicinity of the pipeline being
protected which could cause stray current to the pipeline? 7. CATHODIC PROTECTION CURRENT AND CURRENT DENSITIES Each cathodic protection system needs to be designed specifically for the structure to be protected. The amount of cathodic protection current depends upon a number of factors as pointed out by Shrier on page 11.10 of his second book (Corrosion). In his book he states the quality of the coating determines the amount of bare metal in contact with the electrolyte. Current requirements to protect the pipeline depend almost entirely on the coating. All other factors are secondary. For instance, with a pipeline of different materials (see Figure 15), different amounts of current are required for protection.

21
With bare steel, 100% of the area requires protective current. This current I mildly aggressive soil is generally applied at 2 milliamperes per square foot. With polyethylene encased ductile iron and wrapped steel, current would be applied in the same amount, 2 milliamperes per square foot, with one key difference. Since the wrap isolates the pipe from the electrolyte, the cathodic protection current only is required to protect tears in the wrap and defects in the coating. A polyethylene bag is estimated to protect 96% of a pipeline while a wrapped coating can protect 98% of the pipe. In some tested facilities, a loose wrap installed with minimal inspection has resulted in over 20% of the pipeline indicating no wrapped coating. This means that only 4% and 2%, or 20% respectively, o9f the pipeline needs to be protected with cathodic protection current. Finally, with cement coated steel, the cement partially protects the steel; hence current density used for design is generally calculated using 0.2 milliamperes per square foot. The results of these different current requirements can clearly be seen in the last section of the paper – Cost. The cost section shows that bonded wrapped coating on steel can be protected and maintained under protection for a much lower dollar expenditure than any other pipe coating material. The nature of the electrolyte determines current density required for protection. Environment** Current Density Required for
Adequate Cathodic Protection*

22
Bare Steel MA/ft2 1. Sterile, neutral soil 0.5 - 1.5 2. Well aerated neutral soil 2.0 - 3.0 3. Dry, well aerated soil 0.5 – 1.5 4. Wet soil, moderate/severe conditions 2.5 – 6.0 5. Highly acid soil 5.0 – 15.0 6. Soil supporting active sulfate reducing bacteria Up to 42.0 7. Heated in soil (e.g. hot water discharge line) 5.0 – 25.0 8. Dry concrete 0.5 – 1.5 9. Moist concrete 5.0 – 25.0 10. Stationary fresh water 5.0 11. Moving fresh water 5.0 – 6.0 12. Fresh water highly turbulent and containing dissolved oxygen
5.0 – 15.0
13. Hot water 5.0 – 15.0 14. Polluted estuarine water 50.0 – 150.0 15. Sea water 5.0 – 25.0 16. Chemicals, acid or alkaline solution in process tanks
5.0 – 25.0
17. Soils High Voltage Holiday Detected Well Coated Steels
0.01 – 0.02
18. Soils 0.001 *Higher current densities will be required if galvanic effects (i.e. dissimilar metals in contact) are present. **Shrier II I I.25 8. Criteria for Protection Criteria to determine whether a structure is protected or not are contained in NACE International document RPO169-92. This document in Section 6 contains the criteria industry has accepted to indicate whether a structure is cathodically protected. The criteria lists limits for certain protections and the different protection levels for various materials. Another source for corrosion criteria, which is very similar to the NACE criteria, is in the Code of Federal Regulations, Title 49, Transportation, Paragraph 192, Appendix D, “Criteria for Cathodic Protection and Determination of Measurements”. This lists the criteria for steel, cast iron and ductile iron structures. Comments are also made for aluminum, copper and other metals. No pipe can be considered cathodically protected until it meets these two or similar criteria. If pipe potentials fall below these two criteria by even a small amount there is a chance that corrosion on the pipeline can exist. 9. Problem areas 10.1 Shielding

23
In congested areas where a number of pipelines and/or tanks are in close proximity to each other cathodic protection currents may be shielded away from the structure it is designed to protect. If shielding occurs on structures in a corrosive environment, corrosion could occur and failures happen even though a majority of the pipe which was tested showed effective cathodic protection. It is necessary for the designer of the cathodic protection to know which structures are in the close proximity of the pipeline being protected and care be taken in design where congested problems exist. In these areas, a remote type of cathodic protection system may not be effective and it may be necessary to design a system in close proximity to the structure to be protected. 10.2 Interference Electrical interferences caused by cathodic protection systems operated by a structure other than the one being protected could and do occur in many areas. At any time a pipeline crosses another pipeline a review should be made to determine whether the crossing pipeline is being cathodically protected. If protection is present, tests should be conducted to determine whether electrical interference exists. If it does, additional tests must be conducted on that pipeline to determine the best way to mitigate the corrosive effects of interference currents. Once a method is determined, means to diminish corrosion should be installed. Once interference is reduced, failures to pipelines can be minimized. 10. Costs The initial costs for cathodic protection installations can vary from as little as ten dollars for a sacrificial anode to protect a copper service to $40,000 or more for a large capacity impressed current system. Once a system is in, the cost of power to operate an impressed current system. Once a system is in, the cost of power to operate an impressed current system as well as the cost to regulate and monitor cathodic protection systems also can vary. To obtain an idea of the cost, a typical cathodic protection installation for a 60-inch diameter pipeline is examined. Five pipe materials are considered. These are general assumptions made for the comparison of all six pipe materials. 1. tape wrapped, welded steel pipe 2. polyethylene bagged ductile iron pipe 3. ductile iron pipeline with loose installation inspection, 4. concrete cylinder pipe, and 5. prestressed concrete pipe
The basic assumptions for each pipe material are: 1. 60 inches in diameter, 2. the length of the pipeline is 5,280 feet, 3. the cost of electrical power is 8 cents per kilowatt hour,

24
4. the discount rate is 8%, 5. the life cycle is 40 years, and 6. the inflation rate is 4% per year.
Other assumptions are specific to individual pipe materials. These can be summarized as follows: Tape Wrapped Welded Steel Pipe - The coating efficiency is 98% with a cathodic protection station required every 20,000 feet. The pipe is welded; with test stations every 1,000 feet. Polyethylene Encased Ductile Iron Pipe – The coating efficiency is estimated at 96%. Cathodic protection stations were again estimated to be installed every 20,000 feet. The distance between test stations is 500 feet since the pipe must be bonded. The bonding will also require electrical continuity tests of pipe sections. One thousand foot spacing is too great for accurate measurements. The rest of the assumptions are the same as those of the pipe mentioned above. Loosely Inspected Polyethylene Encased Ductile Iron – A field installation has been inspected to determine the coating efficiency of an installed polyethylene bag. Current requirements indicated that only about 80% of the pipe had been covered with polyethylene. This efficiency was estimated to be caused by less than adequate inspection. Given the noted field conditions, a set of calculations were made using the assumption in the above paragraph and changing the coating efficiency to 80%. Concrete Cylinder Pipe (AWWA 303) – Since cement mortar is not a dielectric coating, current must be applied uniformly to this coating. It is difficult to get current to flow onto a pipe and remain on the pipe as current attenuation is much greater for concrete cylinder pipe. Given this concern, a protection system should be installed every 5,000 feet. Test stations would be 500 feet and current density used would be 0.2 milliamperes per square foot. Prestressed Concrete Cylinder Pipe (AWWA 301) – The assumptions made for prestressed pipe would be identical to concrete cylinder pipe with one exception. Since the cathodic protection levels for pre-stressing wires need to be more closely controlled, cathodic protection stations would be located for this cost estimate every 3,000 feet. Given these assumptions, the cost for protecting and providing power to the units and installing test stations can be summarized as follows:

25
CATHODIC PROTECTION COST SUMMARY VERSUS PIPE TYPE Pipe Material
Wrapped Steel
Ductile w/Poly*
Ductile w/Poly**
AWWA C303
AWWA C301
Installation $7,762 $29,402 $15,524 $29,402 $44,355 Power Cost $465 $12,263 $2,090 $5,181 $4,573 Test Stations $2,112 $4.224 $4,224 $4,224 $5,280 Joint Bonding
None
$11,000
$11,000
$8.250
$8.250
Total Cost $10,339 $56,889 $32,839 $47,057 $62,458 NOTES: * Calculated with a coating efficiency of 80% ** Calculated with a coating efficiency of 94% As can be seen, the cost for cathodically protecting, for providing power, and installing test stations for wrapped steel is markedly less than the prestressed concrete cylinder pipe. Polyethylene wrapped ductile is higher than wrapped steel, yet lower than the two concrete alternatives. Cathodic protection applied to the two concrete alternatives, given the assumptions made in this paper, result in the highest cost for protection. Several different assumptions could be made which would impact the costs set forth in this paper. The principle assumptions that could vary would be to protect the polyethylene with sacrificial anodes as opposed to impressed current. A second change would be to install cathodic protection on the mortar alternatives as the pipe begins to corrode. This latter practice is done by a number of utilities, however, it requires money to come from an operations and maintenance budget as opposed to the initial construction budget. A number of utilities prefer to install cathodic protection with the pipe installations they can obtain funding from the initial bond as opposed to taking it out of operations and maintenance later. Their cost comparisons for cathodic protection indicate that wrapped steel pipe is the most cost effective material for pipe placed in a corrosive environment. Cathodic protection can be installed economically. The power cost is minimal as the coating is 98% efficient, and the test stations are less to install. In addition, since the test stations are 1,000 feet apart, the yearly monitoring costs for maintenance of cathodic protection for wrapped steel pipe would be less, both in testing the test stations and maintaining the rectifiers.

FITTINGS

FITTINGS

Stresses on fittings differ from those of straight pipe. Elbows with aradius of less than 21⁄2 pipe diameters may require higher-strength or thicker steel. Wyes, tees, and laterals may also require additionalreinforcement by means of wrappers, collars, or crotch plates. AWWAManual M11, Chapter 13, describes methodology for reinforcementtype and design.
Resultant thrusts created by elbows, tees, valves, bulkheads, etc.,generate an axial thrust in the pipeline. Such thrust could causeseparation of rubber-gasket joints. This thrust must be offset bythrust blocks or joint restraints. The most common method ofrestraining joints is to install welded joints at calculated distanceson each side of a fitting.
1WATER PIPEDes ign Manua l
GENERAL
A fitting is any piece of pipe that is not a straight length. Most fittings can be categorized as elbows, tees, outlets, or reducers. Sketches of typicalfittings are shown in the photos and figures below and on page 2.Dimensions of these types of fittings are given in AWWA C208.
The most common way to fabricate fittings is to cut, fit, and weldsegments of straight pipe. Fittings that are made from previouslyhydrotested pipe sections should not require re-hydrotesting. Generally, it is adequate to test the non-hydrotested seams with magnaflux, liquidpenetrant, or ultrasonic methods.
Minimum dimensions of tees, crosses, laterals, and wyes should conform to AWWA C208.
FITTINGS

Reinforcing
Plate
Square or Beveled End
Section A - A Reduced Scale
TANGENT-TYPE OUTLET
TEE CROSS REDUCING TEE 90° WYE
LATERAL-EQUAL DIAMETERS LATERAL-UNEQUAL DIAMETERS
REDUCER
MANHOLE
TWO-PIECE ELBOW THREE-PIECE ELBOW FOUR-PIECE ELBOW FIVE-PIECE ELBOW (0-45°) (30-90°) (45-90°) (80-90°)
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

SUGGESTEDSPECIFICATIONS

SUGGESTED
SPECIFICATIONS

ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
A. Qualifications
1. Manufacturers who are fully experienced, reputable, and qualified in the manufacture of the products to be furnishedshall furnish all steel pipe and fittings. The pipe and fittingsshall be designed, constructed and installed in accordance withthe best practices and methods and shall comply with thesespecifications as applicable.
2. Pipe cylinders, coating, lining and fabrication of specials shallbe the product of one manufacturer that has not less than 5years successful experience manufacturing pipe of the particulartype and size indicated. The Pipe Manufacturer must have acertified quality assurance program. This certified program shall be ISO 9001:2000 or other equivalent nationally recognized program as approved by the Engineer.
1.03 SUBMITTALSA. Shop Drawings
Drawings shall be submitted to the Engineer for approval and shallinclude the following:1. Pipeline layout showing stations and elevations.2. Details of standard pipe, joints, specials and fittings.
B. Design
1. Calculations for pipe design and fittings reinforcement and/or test data.
2. Details of joint bonding and field welded joint restraint calculations.
C. Certifications
1. The Contractor shall furnish a certified affidavit of compliance that meets or exceeds the requirements of thesespecifications for all pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections
1. All pipe shall be subject to inspection at the place of manufacturein accordance with the provisions of AWWA C200 and AWWAcoating and lining standard as supplemented by the requirementsherein.
B. Tests
1. Except as modified herein, all materials used in the manufactureof the pipe shall be tested in accordance with the requirementsof AWWA C200 and AWWA coating and lining standards.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install steel pipe of the sizes and in thelocations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition forany commercial standards and all manufacturing tolerances refer-enced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code- Steel
ANSI/AWS B2.1 Specification for Welding Procedureand Performance Qualification
ANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm)and Larger
ANSI/AWWA C205 Cement-Mortar Protective Lining andCoating for Steel Water Pipe – 4 In.(100 mm) and Larger- Shop Applied
ANSI/AWWA C206 Field Welding of Steel Water Pipe
ANSI/AWWA C207 Steel Pipe Flanges for WaterworksService – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel Water Pipe Fittings
ANSI/AWWA C209 Cold-Applied Tape Coatings for theExterior of Special Sections,Connections, and Fittings for SteelWater Pipe
ANSI/AWWA C210 Liquid-Epoxy Coating Systems for the Interior and Exterior of SteelWater Pipelines
ANSI/AWWA C214 Tape Coating Systems for the Exterior of Steel Water Pipelines
ANSI/AWWA C215 Extruded Polyolefin Coatings for theExterior of Steel Water Pipelines
ANSI/AWWA C216 Heat-Shrinkable Cross-LinkedPolyolefin Coatings for the Exterior of Special Sections, Connections, and Fitting
ANSI/AWWA C222 Polyurethane Coatings for the Interior and Exterior of Steel WaterPipe and Fittings
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheetand Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
SUGGESTED SPECIFICATION – STEEL PIPE FOR WATER TRANSMISSIONCement-mortar Lined and Tape Coated
1WATER PIPEDes ign Manua l

2. The Contractor shall perform required tests at no additionalcost to the Owner. The Engineer shall have the right to witness all testing conducted by the Contractor; provided, that the Contractor’s schedule is not delayed for the convenience of the Engineer.
C. Welding Requirements
1. All welding procedures used to fabricate pipe shall be qualifiedunder the provision of AWS B2.1 or ASME Section IX.
D. Welder Qualifications
1. Skilled welders, welding operators, and tackers who have had adequate experience in the methods and materials to beused shall do all welding. Welders shall maintain current qualifi-
cations under the provisions of AWS B2.1 or ASME Section IX.Machines and electrodes similar to those in the work shall beused in qualification tests. The Contractor shall furnish all material and bear the expense of qualifying welders.
1.05 HANDLING, STORAGE AND SHIPPINGA. Pipe shall be stulled as required to maintain roundness
of +/- 1% during shipping and handling.
B. Coated pipe shall be shipped on padded bunks with nylon belt tie-down straps or padded banding located approximatelyover stulling.
C. Coated pipe shall be stored on padded skids, sand or dirtberms, sand bags, old tires or other suitable means so that coating will not be damaged.
D. Coated pipe shall be handled with wide belt slings. Chains,cables or other equipment likely to cause damage to the pipe or coating shall not be used.
E. Prior to shipment, dielectrically coated pipe shall be visually inspected for damage to the coating by the followingprocedure:
1. When visual inspection shows a dielectric coating system has sustained physical damage, the area in question shall besubjected to an electrical holiday test. Voltage shall be perAWWA C214.
2. When the area is tested and there are no holidays or no tearing of the material, (wrinkling or bruising of tape may be permitted) then the area shall be noted “OK” and shippedwith no patching required.
3. When the damaged area does show damage going clear to the steel from either a visual inspection or a jeep from a holiday detector, the area shall be repaired in accordance withSection 2.02 of these specifications and per manufacturer’s recommendations.
1.06 MARKINGSA. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in its proper location for installation. All special pipe sections and fittings shall be marked at each end with top field centerline. The word “top” or other suitable marking shall be painted or marked on the outside top spigot end of eachpipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe1. Steel pipe shall conform to AWWA C200. Steel plate used in
the manufacture and fabrication of steel pipe shall meet therequirements of ASTM A1011 or A1018. All longitudinal and girth seams, whether straight or spiral, shall be butt-weldedusing an approved electric-fusion-weld process.
2. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA M11.
3. Pipe shall be bedded and backfilled per the Plan details ormanufacturer’s recommendations utilizing an E’ value fordesign check per AWWA M11 Chapter 6.
4. Pipe is to be furnished principally in 50-feet net laying lengths with shorter lengths, field trim pieces and closure pieces as required by Plan and profile for location of elbows,tees, reducers and other in-line fittings or as required for construction. The pipe fabricator shall prepare a pipe layingschedule showing the location of each piece by mark numberwith station and invert elevation at each bell end.
B. Fittings1. Unless otherwise shown on the Plans, all specials and fittings
shall conform to the dimensions of AWWA C208. Pipe material used in fittings shall be of the same material and pressure class as the adjoining pipe. The minimum radius ofelbows shall be 2 1⁄2 times the pipe diameter and the maximummiter angle on each section of the elbow shall not exceed 11 1⁄4-degrees (one cut elbow up to 22 1⁄2-degrees). If elbow radius isless than 2 1⁄2 times the pipe diameter, stresses shall be checkedper AWWA M11 and the pressure class increased if necessary.
2. Fittings shall be equal in pressure class design as the adjoiningpipe. Specials and fittings, unless otherwise shown on thePlans, shall be made of segmentally welded sections fromhydrostatically tested pipe, with ends compatible with the typeof joint or coupling specified for the pipe. All welds made afterhydrostatic testing of the straight sections of pipe shall be tested per the requirements of AWWA C200 Section 5.2.2.1.
C. Joints1. Rolled Groove Rubber Gasket Joint
a. The standard joint shall be a rolled groove rubber gasketjoint unless otherwise noted on the Plans. Rolled grooverubber gasket joints shall conform to AWWA C200 and as shown in Chapter 8 of AWWA M11.
b. The O-ring gasket shall have sufficient volume to approximately fill the area of the groove and shall conform to AWWA C200.
c. The joint shall be suitable for a working pressure equal tothe class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not toexceed 1.00/D where D is the outside diameter of thepipe in inches with a pull-out of 1-inch.
WATER PIPEDes ign Manua l
2

6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
2.02 LININGS AND COATINGSA. Cement-mortar Lining1. Interior surface of all steel pipe, fittings and specials shall
be lined in the shop with cement-mortar lining applied centrifugally and conforming with AWWA C205.
2. Holdbacks shall be left bare and be provided as shown on the approved shop drawings. Holdbacks shall be filled withcement mortar after joint completion per AWWA C205.
3. Defective linings as identified in AWWA C205 shall beremoved from the pipe wall and shall be replaced to the fullthickness required. Defective linings shall be cut back to asquare shoulder in order to avoid feather edged joints.
4. Fittings shall be cement-mortar lined per AWWA C205. Pipe and fittings too small to cement-mortar line may be linedwith AWWA C210 epoxy or AWWA C222 polyurethane.
5. Cement-mortar lining shall be kept moist during storage and shipping. The Contractor shall provide a polyethylene or other suitable bulkhead on the ends of the pipe and on all special openings to prevent drying out the lining. All bulkheads shall be substantial enough to remain intact during shipping and storage until the pipe is installed.
B. Polyethylene Tape Coating1. The prefabricated multi-layer cold applied tape coating
system for straight-line pipe shall be in accordance withAWWA C214. The system shall consist of a three-layer system totaling 80 mils.
a. An acceptable alternate is a two-layer extruded polyolefincoating system in accordance with AWWA C215.
2. Coating of Fittings, Specials and Joints
a. Fittings, specials and joints that cannot be machine coated, shall be coated in accordance with AWWA C209.Prefabricated tape shall be Type II and shall be compatiblewith the tape system used for straight-line pipe. The systemshall consist of 2 layers totaling 70 mils.
b. Alternate coating methods for fittings, specials and fieldjoints are shrink sleeves per AWWA C216, liquid epoxyper AWWA C210, or polyurethane per AWWA C222.
c. Joint bonds shall be completely encapsulated by the coating system as per manufacturer’s recommendations.
d. Coating repair for fittings and specials shall be in accordance with the procedure described below forstraight-line pipe.
3. Coating repair shall be made using tape and primer conforming to AWWA C209 Type II and manufacturer’s recommendations. The tape and primer shall be compatiblewith the tape system used for straight-line pipe.
a. An alternative repair method shall be to install heat shrink sleeves in accordance with AWWA C216 and manufacturer’s recommendations.
d. Rolled groove rubber gasket joints may be furnished onlyby a manufacturer who has furnished pipe with joints ofsimilar design for comparable working pressure and pipediameters that has been in successful service for a periodof at least 5 years.
2. Lap Welda. Lap weld joints shall conform to AWWA C200 and as
shown in Chapter 8 of AWWA M11.b. Lap field welded joints shall be used where restrained
joints are required or indicated on the Plans. The standardbell shall provide for a 2 1⁄2-inch lap. The minimum lapshall be 1-inch. The maximum joint deflection or offsetshall be a 1-inch joint pull.
c. Lap welded joints shall be welded either externally orinternally. Holdbacks for coating and linings shall be provided as shown on the approved shop drawings.“Weld-after-backfill” of interior welds may be performed any time after joint completion and backfilling has been completed.
d. Unless otherwise shown on the Plans, all field joints shallbe lap welded for diameters 78-inches and greater.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shallbe Smith Blair Style 411, Baker Style 200, VictaulicDepend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on thePlans shall be double insulated Smith Blair Style 416,Baker Style 216, or equal for working pressures up to 150 psi only.
c. Couplings for buried service shall have all metal partspainted with epoxy paint and conform to AWWA C210.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. The shop applied outside coating shall be held back as required for field assembly of the mechanical coupling or to the harness lugs or rings.Harness lugs or rings and pipe ends shall be painted withone shop coat of epoxy conforming to AWWA C210.
e. Pipe for use with sleeve-type couplings shall have plainends at right angles to the axis.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class D for operating pressures to 175 psi on 4-inchthrough 12-inch diameter, and operating pressures to 150 psi on diameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pressures over 150 psi to 275 psi or shall be AWWA C207Class F for pressures to 300 psi (drilling matches ANSI B16.5 Class 250).Shop lining and coating shall be continuous to the end ofthe pipe or back of the flange. Flange faces shall be shopcoated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber, Garlock 3000, John Crane Co. Style 777 or equal.
5. Bolts and Nuts for Flanges
a. Bolts for flanges shall be carbon steel, ASTM A 307,Grade B for Class B and D flanges and nuts shall beASTM A 563, Grade A heavy hex. Bolts for Class E and F flanges shall be ASTM A 193, Grade B7 and nuts shallbe ASTM A 194, Grade 2H heavy hex.
WATER PIPEDes ign Manua l
3

PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping
and accessories in accordance with the contract documents andmanufacturer’s recommendations. Pipe installation as specified inthis section supplements AWWA M11.
B. Installing Buried Piping
1. Handle pipe in a manner to avoid any damage to the pipe. Do not drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Repairdamaged areas in the field in accordance with Section 2.02.Clean ends of pipe thoroughly. Remove foreign matter and dirtfrom inside of pipe and keep clean during and after laying.
3. Grade the bottom of the trench and place a 4-inch minimumlayer of select or scarified material under the pipe. Before layingeach section the pipe, check the grade and correct any irregu-larities found. The trench bottom shall form a uniform bearingand support for the pipe.
4. At the location of each joint, dig bell (joint) holes in the bottom of the trench and at the sides to permit completion and visual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.6. When the pipe laying is not in progress, including the noon
hours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
C. Joints Assembly
1. Rolled Groove Rubber Gasket Jointa. Clean exposed ends of joint surfaces.b. Thoroughly lubricate the gasket with material approved
by the Pipe Manufacturer.c. Place gasket in grooved spigot and relieve tension
by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including any angular deflection as shown on the approved shopdrawing) and prior to releasing from slings the entireplacement of the gasket should be checked with a feelergauge per manufacturer’s recommendations. If gasket hasdisengaged or rolled, immediately pull the joint apart and reinstall the joint with a new gasket if required. Againverify proper placement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Grout the interior of the joints with cement mortar perAWWA C205. Complete the exterior of the joints withheat-shrink sleeves per AWWA C216 and manufacturer’srecommendations.
2. Lap Field Welded Jointsa. Clean exposed end of joint surfaces.b. Provide a minimum overlap of 1-inch at any location
around the joint circumference.c. Field welders and field weld procedures shall be certified
in accordance with AWS D1.1.d. At the Contractor’s option, provide a full fillet weld per
AWWA C206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWA C206.
f. Grout the interior of the joints with cement mortar per AWWA C205. Complete the exterior of the joints with heat-shrink sleeve per AWWA C216 and manufacturer’s recommendations.
3. Flanged Jointsa. Bolt holes of flanges shall straddle the horizontal and
vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or remove the nuts and bolts, reset or replace the gasket, reinstall orre-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. Perform hydrostatic pressure test in the presence of the
Engineer in accordance with Section ____________. Field test pressure should not exceed 120% of the pipes rated pressure class as measured at the lowest elevation for the section being tested. Leakage allowance shall be per AWWAM11 Chapter 12.
B. Provide all necessary piping between the reach being tested and the water supply, together with all required materials and equipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test pipeline.
D. Methods and scheduling of tests to be approved by the Engineer.
E. Protect pipes and provide thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
REV. 01-2005

ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
A. Qualifications
1. Manufacturers who are fully experienced, reputable, and qualified in the manufacture of the products to be furnishedshall furnish all steel pipe and fittings. The pipe and fittingsshall be designed, constructed and installed in accordance withthe best practices and methods and shall comply with thesespecifications as applicable.
2. Pipe cylinders, coating, lining and fabrication of specials shallbe the product of one manufacturer that has not less than 5years successful experience manufacturing pipe of the particulartype and size indicated. The Pipe Manufacturer must have acertified quality assurance program. This certified program shallbe ISO 9001:2000 or other equivalent nationally recognizedprogram as approved by the Engineer.
1.03 SUBMITTALSA. Shop Drawings
Drawings shall be submitted to the Engineer for approval and shallinclude the following:
1. Pipeline layout showing stations and elevations.
2. Details of standard pipe, joints, specials and fittings.
B. Design
1. Calculations for pipe design and fittings reinforcement and/or test data.
2. Details of joint bonding and field welded joint restraint calculations.
C. Certifications
1. The Contractor shall furnish a certified affidavit of compliance that meets or exceeds the requirements of thesespecifications for all pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections
1. All pipe shall be subject to inspection at the place of manufacturein accordance with the provisions of AWWA C200 and AWWAcoating and lining standard as supplemented by the requirementsherein.
B. Tests
1. Except as modified herein, all materials used in the manufactureof the pipe shall be tested in accordance with the requirements ofAWWA C200 and AWWA coating and lining standards.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install steel pipe of the sizes and in thelocations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition for any commercial standards and all manufacturing tolerances referenced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code – Steel
ANSI/AWS B2.1 Specification for Welding Procedureand Performance Qualification
ANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm)and Larger
ANSI/AWWA C205 Cement-Mortar Protective Lining andCoating for Steel Water Pipe – 4 In.(100 mm) and Larger- Shop Applied
ANSI/AWWA C206 Field Welding of Steel Water Pipe
ANSI/AWWA C207 Steel Pipe Flanges for WaterworksService – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel WaterPipe Fittings
ANSI/AWWA C209 Cold-Applied Tape Coatings for theExterior of Special Sections,Connections, and Fittings for SteelWater Pipe
ANSI/AWWA C210 Liquid-Epoxy Coating Systems for theInterior and Exterior of Steel WaterPipelines
ANSI/AWWA C214 Tape Coating Systems for the Exteriorof Steel Water Pipelines
ANSI/AWWA C215 Extruded Polyolefin Coatings for theExterior of Steel Water Pipelines
ANSI/AWWA C216 Heat-Shrinkable Cross-LinkedPolyolefin Coatings for the Exterior ofSpecial Sections, Connections, andFitting
ANSI/AWWA C222 Polyurethane Coatings for the Interiorand Exterior of Steel Water Pipe andFittings
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheetand Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
SUGGESTED SPECIFICATION – STEEL PIPE FOR WATER TRANSMISSIONCement-mortar Lined and Pritec® Coated
1WATER PIPEDes ign Manua l

2. The Contractor shall perform required tests at no additionalcost to the Owner. The Engineer shall have the right to witnessall testing conducted by the Contractor; provided, that theContractor’s schedule is not delayed for the convenience of the Engineer.
C. Welding Requirements1. All welding procedures used to fabricate pipe shall be qualified
under the provision of AWS B2.1 or ASME Section IX.
D. Welder Qualifications1. Skilled welders, welding operators, and tackers who have had
adequate experience in the methods and materials to be usedshall do all welding. Welders shall maintain current qualificationsunder the provisions of AWS B2.1 or ASME Section IX.Machines and electrodes similar to those in the work shall beused in qualification tests. The Contractor shall furnish all material and bear the expense of qualifying welders.
1.05 HANDLING, STORAGE AND SHIPPINGA. Pipe shall be stulled as required to maintain roundness
of +/- 1% during shipping and handling.
B. Coated pipe shall be shipped on padded bunks with nylon belt tie-down straps or padded banding located approximatelyover stulling.
C. Coated pipe shall be stored on padded skids, sand or dirtberms, sand bags, old tires or other suitable means so that coating will not be damaged.
D. Coated pipe shall be handled with wide belt slings. Chains,cables or other equipment likely to cause damage to the pipe or coating shall not be used.
E. Prior to shipment, dielectrically coated pipe shall be visually inspected for damage to the coating by the following procedure:
1. When visual inspection shows a dielectric coating system has sustained physical damage, the area in question shall besubjected to an electrical holiday test. Voltage shall be perAWWA C215.
2. When the area is tested and there are no holidays, the area shall be noted “OK” and shipped with no patching required.
3. When the damaged area does show damage going clear to the steel from either a visual inspection or a jeep from a holiday detector, the area shall be repaired in accordance with Section 2.02 of these specifications and per manufacturer’srecommendations.
1.06 MARKINGSA. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in its proper location for installation. All special pipe sections andfittings shall be marked at each end with top field centerline.The word “top” or other suitable marking shall be painted ormarked on the outside top spigot end of each pipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe1. Steel pipe shall conform to AWWA C200. Steel plate used in
the manufacture and fabrication of steel pipe shall meet therequirements of ASTM A1011 or A1018. All longitudinal andgirth seams, whether straight or spiral, shall be butt-weldedusing an approved electric-fusion-weld process.
2. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA M11.
3. Pipe shall be bedded and backfilled per the Plan details or manufacturer’s recommendations utilizing an E’ value fordesign check per AWWA M11 Chapter 6.
4. Pipe is to be furnished principally in 50-feet net laying lengths with shorter lengths, field trim pieces and closure pieces as required by Plan and profile for location of elbows,tees, reducers and other in-line fittings or as required for construction. The pipe fabricator shall prepare a pipe layingschedule showing the location of each piece by mark numberwith station and invert elevation at each bell end.
B. Fittings1. Unless otherwise shown on the Plans, all specials and fittings
shall conform to the dimensions of AWWA C208. Pipe material used in fittings shall be of the same material and pressure class as the adjoining pipe. The minimum radius ofelbows shall be 2 1⁄2 times the pipe diameter and the maximummiter angle on each section of the elbow shall not exceed 111⁄4-degrees (one cut elbow up to 22 1⁄2-degrees). If elbow radiusis less than 2 1⁄2 times the pipe diameter, stresses shall be checkedper AWWA M11 and the pressure class increased if necessary.
2. Fittings shall be equal in pressure class design as the adjoining pipe. Specials and fittings, unless otherwise shown on the Plans, shall be made of segmentally welded sectionsfrom hydrostatically tested pipe, with ends compatible with the type of joint or coupling specified for the pipe. All weldsmade after hydrostatic testing of the straight sections of pipe shall be tested per the requirements of AWWA C200Section 5.2.2.1.
C. Joints1. Rolled Groove Rubber Gasket Joint
a. The standard joint shall be a rolled groove rubber gasketjoint unless otherwise noted on the Plans. Rolled grooverubber gasket joints shall conform to AWWA C200 and as shown in Chapter 8 of AWWA M11.
b. The O-ring gasket shall have sufficient volume to approximately fill the area of the groove and shall conform to AWWA C200.
c. The joint shall be suitable for a working pressure equal tothe class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not toexceed 1.00/D where D is the outside diameter of thepipe in inches with a pull-out of 1-inch.
WATER PIPEDes ign Manua l
2

5. Bolts and Nuts for Flangesa. Bolts for flanges shall be carbon steel, ASTM A 307,
Grade B for Class B and D flanges and nuts shall beASTM A 563, Grade A heavy hex. Bolts for Class E and F flanges shall be ASTM A 193, Grade B7 and nuts shallbe ASTM A 194, Grade 2H heavy hex.
6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
2.02 LININGS AND COATINGSA. Cement-mortar Lining
1. Interior surface of all steel pipe, fittings and specials shall be lined in the shop with cement-mortar liningapplied centrifugally and conforming with AWWA C205.
2. Holdbacks shall be left bare and be provided as shown on the approved shop drawings. Holdbacks shall be filled with cement mortar after joint completion perAWWA C205.
3. Defective linings as identified in AWWA C205 shall beremoved from the pipe wall and shall be replaced to thefull thickness required. Defective linings shall be cut backto a square shoulder in order to avoid feather edged joints.
4. Fittings shall be cement-mortar lined per AWWA C205.Pipe and fittings too small to cement-mortar line may belined with AWWA C210 epoxy or AWWA C222polyurethane.
5. Cement-mortar lining shall be kept moist during storageand shipping. The Contractor shall provide a polyethyleneor other suitable bulkhead on the ends of the pipe and on all special openings to prevent drying out the lining. All bulkheads shall be substantial enough to remain intactduring shipping and storage until the pipe is installed.
B. Polyethylene Tape Coating
1. Steel pipe shall be coated with an extruded polyolefin coatingsystem in accordance with AWWA C215.
2. Coating of Fittings, Specials and Jointsa. Fittings, specials and joints that cannot be machine
coated, shall be coated in accordance with AWWA C209.Prefabricated tape shall be Type II and shall be compatiblewith the tape system used for straight-line pipe. The systemshall consist of 2 layers totaling 70 mils.
b. Alternate coating methods for fittings, specials and fieldjoints are shrink sleeves per AWWA C216, liquid epoxyper AWWA C210, or polyurethane per AWWA C222.
c. Joint bonds shall be completely encapsulated by the coating system as per manufacturer’s recommendations.
d. Coating repair for fittings and specials shall be in accordance with the procedure described below forstraight-line pipe.
3. Coating repair shall be made using tape and primer conformingto AWWA C209 Type II and manufacturer’s recommendations.The tape and primer shall be compatible with the tape systemused for straight-line pipe.a. An alternative repair method shall be to install heat
shrink sleeves in accordance with AWWA C216 and manufacturer’s recommendations.
d. Rolled groove rubber gasket joints may be furnished onlyby a manufacturer who has furnished pipe with joints ofsimilar design for comparable working pressure and pipediameters that has been in successful service for a periodof at least 5 years.
2. Lap Weld
a. Lap weld joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. Lap field welded joints shall be used where restrainedjoints are required or indicated on the Plans. The standardbell shall provide for a 2 1⁄2-inch lap. The minimum lapshall be 1-inch. The maximum joint deflection or offsetshall be a 1-inch joint pull.
c. Lap welded joints shall be welded either externally orinternally. Holdbacks for coating and linings shall be provided as shown on the approved shop drawings.“Weld-after-backfill” of interior welds may be performedany time after joint completion and backfilling has beencompleted.
d. Unless otherwise shown on the Plans, all field joints shallbe lap welded for diameters 78-inches and greater.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shall be Smith Blair Style 411, Baker Style 200, VictaulicDepend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on the Plans shall be double insulated Smith Blair Style 416,Baker Style 216, or equal for working pressures up to 150 psi only.
c. Couplings for buried service shall have all metal partspainted with epoxy paint and conform to AWWA C210.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. The shop applied outside coatingshall be held back as required for field assembly of themechanical coupling or to the harness lugs or rings.Harness lugs or rings and pipe ends shall be painted withone shop coat of epoxy conforming to AWWA C210.
e. Pipe for use with sleeve-type couplings shall have plainends at right angles to the axis.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class Dfor operating pressures to 175 psi on 4-inch through 12-inch diameter, and operating pressures to 150 psi ondiameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pressures over 150 psi to 275 psi or shall be AWWA C207Class F for pressures to 300 psi (drilling matches ANSI B16.5 Class 250).
Shop lining and coating shall be continuous to the end of the pipe or back of the flange. Flange faces shall beshop coated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber, Garlock 3000, John Crane Co. Style 777 or equal.
WATER PIPEDes ign Manua l
3

PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping and
accessories in accordance with the contract documents and manufacturer’s recommendations. Pipe installation as specified in this section supplements AWWA M11.
B. Installing Buried Piping1. Handle pipe in a manner to avoid any damage to the pipe. Do
not drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Repairdamaged areas in the field in accordance with Section 2.02.Clean ends of pipe thoroughly. Remove foreign matter and dirtfrom inside of pipe and keep clean during and after laying.
3. Grade the bottom of the trench and place a 4-inch minimumlayer of select or scarified material under the pipe. Before laying each section the pipe, check the grade and correct anyirregularities found. The trench bottom shall form a uniformbearing and support for the pipe.
4. At the location of each joint, dig bell (joint) holes in the bottom of the trench and at the sides to permit completion and visual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.
6. When the pipe laying is not in progress, including the noonhours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
C. Joints Assembly1. Rolled Groove Rubber Gasket Joint
a. Clean exposed ends of joint surfaces.
b. Thoroughly lubricate the gasket with material approvedby the Pipe Manufacturer.
c. Place gasket in grooved spigot and relieve tension by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including anyangular deflection as shown on the approved shop drawing) and prior to releasing from slings the entireplacement of the gasket should be checked with a feelergauge per manufacturer’s recommendations. If gasket hasdisengaged or rolled, immediately pull the joint apart andreinstall the joint with a new gasket if required. Again verify proper placement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Grout the interior of the joints with cement mortar perAWWA C205. Complete the exterior of the joints withheat-shrink sleeves per AWWA C216 and manufacturer’srecommendations.
2. Lap Field Welded Joints
a. Clean exposed end of joint surfaces.
b. Provide a minimum overlap of 1-inch at any locationaround the joint circumference.
c. Field welders and field weld procedures shall be certifiedin accordance with AWS D1.1.
d. At the Contractor’s option, provide a full fillet weld perAWWA C206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWA C206.
f. Grout the interior of the joints with cement mortar perAWWA C205. Complete the exterior of the joints withheat-shrink sleeve per AWWA C216 and manufacturer’srecommendations.
3. Flanged Joints
a. Bolt holes of flanges shall straddle the horizontal and vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or remove the nuts and bolts, reset or replace the gasket, reinstall orre-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. Perform hydrostatic pressure test in the presence of the
Engineer in accordance with Section ____________. Field test pressure should not exceed 120% of the pipes ratedpressure class as measured at the lowest elevation for the sectionbeing tested. Leakage allowance shall be per AWWA M11Chapter 12.
B. Provide all necessary piping between the reach being tested and the water supply, together with all required materials andequipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test pipeline.
D. Methods and scheduling of tests to be approved by the Engineer.
E. Protect pipes and provide thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
REV. 01-2005

2. Pipe cylinders, lining, coating and fabrication of specials shallbe the product of one manufacturer that has not less than 5years successful experience manufacturing pipe of the particulartype and size indicated. The Pipe Manufacturer must have acertified quality assurance program. This certified program shallbe ISO 9001:2000 or other equivalent nationally recognizedprogram as approved by the Engineer.
1.03 SUBMITTALSA. Shop DrawingsDrawings shall be submitted to the Engineer for approval and shallinclude the following:1. Pipeline layout showing stations and elevations.2. Details of standard pipe, joints, specials and fittings.
B. Design1. Calculations for pipe design and fittings reinforcement and/or
test data.2. Details of joint bonding and field welded joint restraint
calculations.
C. Certifications1. The Contractor shall furnish a certified affidavit of compliance
that meets or exceeds the requirements of these specificationsfor all pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections1. All pipe shall be subject to inspection at the place of manufacture
in accordance with the provisions of AWWA C200 and AWWAcoating and lining standard as supplemented by the requirementsherein.
B. Tests1. Except as modified herein, all materials used in the manufacture
of the pipe shall be tested in accordance with the requirementsof AWWA C200 and AWWA coating and lining standards.
2. The Contractor shall perform required tests at no additionalcost to the Owner. The Engineer shall have the right to witnessall testing conducted by the Contractor, provided that theContractor’s schedule is not delayed for the convenience of the Engineer.
C. Welding Requirements1. All welding procedures used to fabricate pipe shall be qualified
under the provision of AWS B2.1 or ASME Section IX.
D. Welder Qualifications1. Skilled welders, welding operators, and tackers who have had ade-
quate experience in the methods and materials to be used shall doall welding. Welders shall maintain current qualifications under theprovisions of AWS B2.1 or ASME Section IX. Machines and elec-trodes similar to those in the work shall be used in qualificationtests. The Contractor shall furnish all material and bear the expenseof qualifying welders.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install steel pipe of the sizes and in thelocations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition for any commercial standards and all manufacturing tolerances referenced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code- SteelANSI/AWS B2.1 Specification for Welding Procedure
and Performance QualificationANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm)
and LargerANSI/AWWA C205 Cement-Mortar Protective Lining and
Coating for Steel Water Pipe – 4 In.(100 mm) and Larger- Shop Applied
ANSI/AWWA C206 Field Welding of Steel Water PipeANSI/AWWA C207 Steel Pipe Flanges for Waterworks
Service – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel WaterPipe Fittings
ANSI/AWWA C210 Liquid-Epoxy Coating Systems for theInterior and Exterior of Steel WaterPipelines
ANSI/AWWA C222 Polyurethane Coatings for the Interiorand Exterior of Steel Water Pipe andFittings
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheetand Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
A. Qualifications
1. Manufacturers who are fully experienced, reputable, and qualified in the manufacture of the products to be furnishedshall furnish all steel pipe and fittings. The pipe and fittingsshall be designed, constructed and installed in accordance withthe best practices and methods and shall comply with thesespecifications as applicable.
SUGGESTED SPECIFICATION – STEEL PIPE FOR WATER TRANSMISSIONCement-mortar Lined and Coated
1WATER PIPEDes ign Manua l

1.05 HANDLING, STORAGE AND SHIPPINGA. Pipe shall be stulled as required to maintain roundness
of +/- 1% during shipping and handling.
B. Coated pipe shall be shipped on bunks with nylon belt tie-down straps or padded banding located approximately over stulling.
C. Coated pipe shall be stored on skids, sand or dirt berms, sandbags, old tires or other suitable means so that coating will notbe damaged.
D. Coated pipe shall be handled with wide belt slings.
1.06 MARKINGSA. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in its proper location for installation. All special pipe sections andfittings shall be marked at each end with top field centerline.The word “top” or other suitable marking shall be painted ormarked on the outside top spigot end of each pipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe1. Steel pipe shall conform to AWWA C200. Steel plate used in
the manufacture and fabrication of steel pipe shall meet therequirements of ASTM A1011 or A1018. All longitudinal andgirth seams, whether straight or spiral, shall be butt-weldedusing an approved electric-fusion-weld process.
2. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA M11.
3. Pipe shall be bedded and backfilled per the Plan details ormanufacturer’s recommendations utilizing an E’ value fordesign check per AWWA M11 Chapter 6.
4. Pipe is to be furnished principally in 50-feet net laying lengths with shorter lengths, field trim pieces and closure pieces as required by Plan and profile for location of elbows,tees, reducers and other in-line fittings or as required for construction. The pipe fabricator shall prepare a pipe layingschedule showing the location of each piece by mark numberwith station and invert elevation at each bell end.
B. Fittings1. Unless otherwise shown on the Plans, all specials and fittings
shall conform to the dimensions of AWWA C208. Pipe material used in fittings shall be of the same material and pressure class as the adjoining pipe. The minimum radius ofelbows shall be 2 1⁄2 times the pipe diameter and the maximummiter angle on each section of the elbow shall not exceed 111⁄4-degrees (one cut elbow up to 22 1⁄2-degrees). If elbow radius isless than 2 1⁄2 times the pipe diameter, stresses shall be checkedper AWWA M11 and the pressure class increased if necessary.
2. Fittings shall be equal in pressure class design as the adjoiningpipe. Specials and fittings, unless otherwise shown on thePlans, shall be made of segmental welded sections from hydro-statically tested pipe, with ends compatible with the type ofjoint or coupling specified for the pipe. All welds made afterhydrostatic testing of the straight sections of pipe shall be tested per the requirements of AWWA C200 Section 5.2.2.1.
C. Joints1. Rolled Groove Rubber Gasket Joint
a. The standard joint shall be a rolled groove rubber gasketjoint unless otherwise noted on the Plans. Rolled grooverubber gasket joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. The O-ring gasket shall have sufficient volume to approxi-mately fill the area of the groove and shall conform toAWWA C200.
c. The joint shall be suitable for a working pressure equal tothe class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not toexceed 1.00/D where D is the outside diameter of thepipe in inches with a pull-out of 1-inch.
d. Rolled groove rubber gasket joints may be furnished onlyby a manufacturer who has furnished pipe with joints ofsimilar design for comparable working pressure and pipediameters that has been in successful service for a periodof at least 5 years.
2. Lap Weld
a. Lap weld joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. Lap field welded joints shall be used where restrainedjoints are required or indicated on the Plans. The standardbell shall provide for a 2 1⁄2-inch lap. The minimum lapshall be 1-inch. The maximum joint deflection or offsetshall be a 1-inch joint pull.
c. Lap welded joints shall be welded either externally orinternally. Holdbacks for coating and linings shall be provided as shown on the approved shop drawings.“Weld-after-backfill” of interior welds may be performedany time after joint completion and backfilling has beencompleted.
d. Unless otherwise shown on the Plans, all field joints shallbe lap welded for diameters 78-inches and greater.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shallbe Smith Blair Style 411, Baker Style 200, VictaulicDepend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on thePlans shall be double insulated Smith Blair Style 416,Baker Style 216, or equal for working pressures up to 150psi only.
c. Couplings for buried service shall have all metal partspainted with epoxy paint and conform to AWWA C210.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. The shop applied outside coat-ing shall be held back as required for field assembly of themechanical coupling or to the harness lugs or rings.Harness lugs or rings and pipe ends shall be painted withone shop coat of epoxy conforming to AWWA C210.
WATER PIPEDes ign Manua l
2

PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping and
accessories in accordance with the contract documents andmanufacturer’s recommendations. Pipe installation as specifiedin this section supplements AWWA M11.
B. Installing Buried Piping1. Handle pipe in a manner to avoid any damage to the pipe. Do
not drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Repairdamaged areas in the field in accordance with Section 2.02.Clean ends of pipe thoroughly. Remove foreign matter and dirtfrom inside of pipe and keep clean during and after laying.
3. Grade the bottom of the trench and place a 4-inch minimumlayer of select or scarified material under the pipe. Before layingeach section the pipe, check the grade and correct any irregu-larities found. The trench bottom shall form a uniform bearingand support for the pipe.
4. At the location of each joint, dig bell (joint) holes in the bot-tom of the trench and at the sides to permit completion andvisual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.
6. When the pipe laying is not in progress, including the noonhours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
C. Joints Assembly1. Rolled Groove Rubber Gasket Joint
a. Clean exposed ends of joint surfaces.
b. Thoroughly lubricate the gasket with material approvedby the Pipe Manufacturer.
c. Place gasket in grooved spigot and relieve tension by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including anyangular deflection as shown on the approved shop drawing) and prior to releasing from slings the entireplacement of the gasket should be checked with a feelergauge per manufacturer’s recommendations. If gasket has disengaged or rolled, immediately pull the joint apart and reinstall the joint with a new gasket if required.Again verify proper placement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Grout the interior and exterior of the joints with cement mortar per AWWA C205.
e. Pipe for use with sleeve-type couplings shall have plainends at right angles to the axis.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class Dfor operating pressures to 175 psi on 4-inch through 12-inch diameter, and operating pressures to 150 psi on diameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pressures over 150 psi to 275 psi or shall be AWWA C207 Class F for pressures to 300 psi (drilling matchesANSI B 16.5 Class 250).
Shop lining and coating shall be continuous to the end ofthe pipe or back of the flange. Flange faces shall be shopcoated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber, Garlock 3000, John Crane Co. Style 777 or equal.
5. Bolts and Nuts for Flanges
a. Bolts for flanges shall be carbon steel, ASTM A 307,Grade B for Class B and D flanges and nuts shall beASTM A 563, Grade A heavy hex. Bolts for Class E and Fflanges shall be ASTM A 193, Grade B7 and nuts shall beASTM A 194, Grade 2H heavy hex.
6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
2.02 LININGS AND COATINGSA. Cement-mortar Lining1. Interior surface of all steel pipe, fittings, and specials shall
be lined in the shop with cement-mortar lining applied centrifugally in conformity with AWWA C205.
2. The pipe ends shall be left bare where field welded joints occuras shown on the Plans. Ends of the linings shall be left squareand uniform. Feathered or uneven edges will not be permitted.
3. Defective linings as identified in AWWA C205 shall beremoved from the pipe wall and shall be replaced to the fullthickness required. Defective linings shall be cut back to asquare shoulder in order to avoid feather edged joints.
4. Fittings shall be cement-mortar lined per AWWA C205. Pipeand fittings too small to cement-mortar line may be lined withAWWA C210 epoxy or AWWA C222 polyurethane.
5. Cement-mortar lining shall be kept moist during storage andshipping. The Contractor shall provide a polyethylene or othersuitable bulkhead on the ends of the pipe and on all specialopenings to prevent drying out the lining. All bulkheads shallbe substantial enough to remain intact during shipping andstorage until the pipe is installed.
B. Cement-mortar Coating1. All pipe shown on the Plans to be cement-mortar coated
shall be coated with 3⁄4-inch thickness of reinforced cement-mortar coating in accordance with AWWA C205.
C. Fittings1. Fittings shall be lined and coated per AWWA C205.
Fittings too small to cement mortar line may be lined withAWWA C210 epoxy or AWWA C222 polyurethane.
WATER PIPEDes ign Manua l
3

2. Lap Field Welded Joints
a. Clean exposed end of joint surfaces.
b. Provide a minimum overlap of 1-inch at any locationaround the joint circumference.
c. Field welders and field weld procedures shall be certifiedin accordance with AWS D1.1.
d. At the Contractor’s option, provide a full fillet weld perAWWA C206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWAC206.
f. Grout the interior and exterior joints with cement mortarper AWWA C205.
3. Flanged Joints
a. Bolt holes of flanges shall straddle the horizontal and vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or remove the nuts and bolts, reset or replace the gasket, reinstall orre-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. Perform hydrostatic pressure test in the presence of the Engineer
in accordance with Section ____________. Field test pressureshould not exceed 120% of the pipes rated pressure class asmeasured at the lowest elevation for the section being tested.Leakage allowance shall be per AWWA M11 Chapter 12.
B. Provide all necessary piping between the reach being tested and the water supply, together with all required materials andequipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test pipeline.
D. Methods and scheduling of tests to be approved by theEngineer.
E. Protect pipes and provide thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
REV. 01-2005

A. Qualifications1. Manufacturers who are fully experienced, reputable, and
qualified in the manufacture of the products to be furnishedshall furnish all steel pipe and fittings. The pipe and fittingsshall be designed, constructed and installed in accordance withthe best practices and methods and shall comply with thesespecifications as applicable.
2. Pipe cylinders, lining, coating and fabrication of specials shall be the product of one manufacturer that has not less than 5 yearssuccessful experience manufacturing pipe of the particular typeand size indicated. The pipe manufacturer must have a certifiedquality assurance program. This certified program shall be ISO9001:2000 or other equivalent nationally recognized program asapproved by the Engineer.
1.03 SUBMITTALSA. Shop DrawingsDrawings shall be submitted to the Engineer for approval and shallinclude the following:
1. Pipeline layout showing stations and elevations.
2. Details of standard pipe joints, specials and fittings.
B. Design
1. Calculations for pipe design and fittings reinforcement and/or test data.
2. Details of joint bonding and field welded joint restraint calculations.
C. Certifications 1. The Contractor shall furnish a certified affidavit of
compliance that meets or exceeds the requirements of thesespecifications for all pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections1. All pipe shall be subject to inspection at the place of manufacture
in accordance with the provisions of AWWA C200 and AWWAcoating and lining standard as supplemented by the requirementsherein.
B. Tests1. Except as modified herein, all materials used in the manufacture
of the pipe shall be tested in accordance with the requirements ofAWWA C200 and AWWA coating and lining standards.
2. The Contractor shall perform required tests at no additional cost to the Owner. The Engineer shall have the right to witness all testing conducted by the Contractor provided that the Contractor’sschedule is not delayed for the convenience of the Engineer.
C. Welding Requirements1. All welding procedures used to fabricate pipe shall be qualified
under the provision of AWS B2.1 or ASME Section IX.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install steel pipe of the sizes and in thelocations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition forany commercial standards and all manufacturing tolerances refer-enced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code- Steel
ANSI/AWS B2.1 Specification for Welding Procedureand Performance Qualification
ANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm)and Larger
ANSI/AWWA C205 Cement-Mortar Protective Lining andCoating for Steel Water Pipe – 4 In.(100 mm) and Larger- Shop Applied
ANSI/AWWA C206 Field Welding of Steel Water PipeANSI/AWWA C207 Steel Pipe Flanges for Waterworks
Service – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel WaterPipe Fittings
ANSI/AWWA C216 Heat-Shrinkable Cross-LinkedPolyolefin Coatings for the Exterior of Special Sections, Connections, and Fitting
ANSI/AWWA C222 Polyurethane Coatings for the Interior and Exterior of Steel WaterPipe and Fittings
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheet and Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
SSPC-PA 2 Systems and Specifications SSPCPainting Manual, Volume 2 Chapter 7: Measurement of Dry Coating Thickness with Magnetic Gages
SUGGESTED SPECIFICATION – STEEL PIPE FOR WATER TRANSMISSIONCement-mortar Lined and Polyurethane Coated
1WATER PIPEDes ign Manua l

D. Welder Qualifications1. Skilled welders, welding operators, and tackers who have had
adequate experience in the methods and materials to be used shall do all welding. Welders shall maintain current qualificationsunder the provisions of AWS B2.1 or ASME Section IX. Machinesand electrodes similar to those in the work shall be used in qualification tests. The Contractor shall furnish all material andbear the expense of qualifying welders.
1.05 HANDLING, STORAGE AND SHIPPINGA. Pipe shall be stulled as required to maintain roundness
of +/- 1% during shipping and handling.
B. Coated pipe shall be shipped on padded bunks with nylon belt tie-down straps or padded banding located approximatelyover stulling.
C. Coated pipe shall be stored on padded skids, sand or dirtberms, sand bags, old tires or other suitable means so that coating will not be damaged.
D. Coated pipe shall be handled with wide belt slings. Chains,cables or other equipment likely to cause damage to the pipe or coating shall not be used.
E. Prior to shipment, dialectically coated pipe shall be visuallyinspected for damage to the coating by the following procedure:
1. When visual inspection shows a dielectric coating system has sustained physical damage, the area in question shall besubjected to an electrical holiday test. Voltage shall be perAWWA C222.
2. When the area is tested and there are no holidays, the area shall be noted “OK” and shipped with no patchingrequired.
3. When the damaged area does show damage going clear to the steel from either a visual inspection or a jeep from a holiday detector, the area shall be repaired in accordance with Section 2.02 of these specifications and per manufacturer’s recommendations.
1.06 MARKINGSA. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in itsproper location for installation. All special pipe sections andfittings shall be marked at each end with top field centerline.The word “top” or other suitable marking shall be painted ormarked on the outside top spigot end of each pipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe
1. Steel pipe shall conform to AWWA C200. Steel plate used inthe manufacture and fabrication of steel pipe shall meet therequirements of ASTM A1011 or A1018. All longitudinal andgirth seams, whether straight or spiral, shall be butt-weldedusing an approved electric-fusion-weld process.
2. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA M11.
3. Pipe shall be bedded and backfilled per the Plan details or manufacturer’s recommendations utilizing an E’ value fordesign check per AWWA M11 Chapter 6.
4. Pipe is to be furnished principally in 50-feet net laying lengths with shorter lengths, field trim pieces and closure pieces as required by Plan and profile for location of elbows,tees, reducers and other in-line fittings. Or as required for construction. The pipe fabricator shall prepare a pipe layingschedule showing the location of each piece by mark numberwith station and invert elevation at each bell end.
B. Fittings
1. Unless otherwise shown on the Plans, all specials and fittings shallconform to the dimensions of AWWA C208. Pipe material usedin fittings shall be of the same material and pressure class as theadjoining pipe. The minimum radius of elbows shall be 21⁄2 timesthe pipe diameter and the maximum miter angle on each sectionof the elbow shall not exceed 111⁄4 -degrees (one cut elbow up to 221⁄2-degrees). If elbow radius is less than 21⁄2 times the pipediameter, stresses shall be checked per AWWA M11 and the pressure class increased if necessary.
2. Fittings shall be equal in pressure class design as the adjoiningpipe. Specials and fittings, unless otherwise shown on the Plans,shall be made of segmental welded sections from hydrostaticallytested pipe, with ends compatible with the type of joint or coupling specified for the pipe. All welds made after hydrostatictesting of the straight sections of pipe shall be tested per therequirements of AWWA C200 Section 5.2.2.1.
C. Joints
1. Rolled Groove Rubber Gasket Jointa. The standard joint shall be a rolled groove rubber gasket
joint unless otherwise noted on the Plans. Rolled grooverubber gasket joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. The O-ring gasket shall have sufficient volume to approxi-mately fill the area of the groove and shall conform toAWWA C200.
c. The joint shall be suitable for a working pressure equal tothe class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not toexceed 1.00/D where D is the outside diameter of the pipein inches with a pull-out of 1-inch.
d. Rolled groove rubber gasket joints may be furnished only bya manufacturer who has furnished pipe with joints of similardesign for comparable working pressure and pipe diametershas been in successful service for a period of at least 5 years.
WATER PIPEDes ign Manua l
2

2.02 LININGS AND COATINGSA. Cement-Mortar Lining
1. Interior surface of all steel pipe, fittings and specials shall be lined in the shop with cement-mortar liningapplied centrifugally in conformity with AWWA C205.
2. Holdbacks shall be left bare and be provided as shown on the approved shop drawings. Holdbacks shall be filled with cement mortar after joint completion perAWWA C205.
3. Defective linings as identified in AWWA C205 shall beremoved from the pipe wall and shall be replaced to thefull thickness required. Defective linings shall be cut backto a square shoulder in order to avoid feather edged joints.
4. Fittings shall be cement-mortar lined per AWWA C205.Pipe and fittings too small to cement-mortar line may belined with AWWA C210 epoxy or AWWA C222polyurethane.
5. Cement-mortar lining shall be kept moist during storage and shipping. The Contractor shall provide a polyethylene or other suitable bulkhead on the ends of the pipe and on all special openings to prevent drying out the lining. All bulkheads shall be substantial enoughto remain intact during shipping and storage until thepipe is installed.
B. Polyurethane Coating1. Polyurethane coating shall be per AWWA C222 to a
minimum thickness of 25 mils, measured in accordancewith SSPC-PA 2. Coating shall be continuous to the ends of the pipe except where field welding is indicated.Exterior field joints shall be completed utilizing heat-shrink sleeves per AWWA C216.
2. Coating repairs shall be per AWWA C222 and paint manufacturer’s recommendations.
PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping
and accessories in accordance with the contract documents andmanufacturer’s recommendations. Pipe installation as specifiedin this section supplements AWWA M11.
B. Installing Buried Piping
1. Handle pipe in a manner to avoid any damage to the pipe. Donot drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Repairdamaged areas in the field in accordance with Section 2.02.Clean ends of pipe thoroughly. Remove foreign matter and dirtfrom inside of pipe and keep clean during and after laying.
3. Grade the bottom of the trench and place a 4-inch minimumlayer of select or scarified material under the pipe. Before layingeach section the pipe, check the grade and correct any irregu-larities found. The trench bottom shall form a uniform bearingand support for the pipe.
2. Lap Weld
a. Lap weld joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. Lap field welded joints shall be used where restrained jointsare required or indicated on the Plans. The standard bellshall provide for a 21⁄2 -inch lap. The minimum lap shall be 1-inch. The design maximum joint deflection or offsetshall be a 1-inch joint pull.
c. Lap welded joints shall be welded either externally or inter-nally. Holdbacks for coating and linings shall be provided asshown on the approved shop drawings. “Weld-after-backfill”of interior welds may be performed any time after jointcompletion and backfilling has been completed.
d. Unless otherwise shown on the Plans, all field joints shall belap welded for diameters 78-inches and greater.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shall beSmith Blair Style 411, Baker Style 200, Victaulic Depend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on thePlans shall be double insulated Smith Blair Style 416, BakerStyle 216, or equal for working pressures up to 150 psi only.
c. Couplings for buried service shall have all metal parts paint-ed with polyurethane paint and conform to AWWA C222.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. The shop applied outside coatingshall be held back as required for field assembly of themechanical coupling or to the harness lugs or rings. Harnesslugs or rings and pipe ends shall be painted with one shopcoat of polyurethane conforming to AWWA C222.
e. Pipe for use with sleeve-type couplings shall have plain endsat right angles to the axis.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class Dfor operating pressures to 175 psi on 4-inch through 12-inch diameter, and operating pressures to 150 psi ondiameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pressures over 150 psi to 275 psi or shall be AWWA C207Class F for pressures to 300 psi (drilling matches ANSI B16.5 Class 250).
Shop lining and coating shall be continuous to the end ofthe pipe or back of the flange. Flange faces shall be shopcoated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber,Garlock 3000, John Crane Co. Style 777 or equal.
5. Bolts and Nuts for Flanges
a. Bolts for flanges shall be carbon steel, ASTM A 307, GradeB for Class B and D flanges and nuts shall be ASTM A 563,Grade A heavy hex. Bolts for Class E and F flanges shall beASTM A 193, Grade B7 and nuts shall be ASTM A 194,Grade 2H heavy hex.
6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
WATER PIPEDes ign Manua l
3

4. At the location of each joint, dig bell (joint) holes in the bottom of the trench and at the sides to permit completion and visual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.
6. When the pipe laying is not in progress, including the noonhours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
C. Joints Assembly1. Rolled Groove Rubber Gasket Joint
a. Clean exposed ends of joint surfaces.
b. Thoroughly lubricate the gasket with material approvedby the Pipe Manufacturer.
c. Place gasket in grooved spigot and relieve tension by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including anyangular deflection as shown on the approved shop drawing) and prior to releasing from slings the entireplacement of the gasket should be checked with a feelergauge per manufacturer’s recommendations. If gasket hasdisengaged or rolled, immediately pull the joint apart andreinstall the joint with a new gasket if required. Again verify proper placement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Grout the interior of the joints with cement mortar perAWWA C205. Complete the exterior of the joints withheat-shrink sleeves per AWWA C216 and manufacturer’srecommendations.
2. Lap Field Welded Joints
a. Clean exposed end of joint surfaces.
b. Provide a minimum overlap of 1-inch at any locationaround the joint circumference.
c. Field welders and field weld procedures shall be certifiedin accordance with AWS D1.1.
d. At the Contractor’s option, provide a full fillet weld perAWWA C206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWA C206.
f. Grout the interior of the joints with cement mortar perAWWA C205. Complete the exterior of the joints withheat-shrink sleeve per AWWA C216 and manufacturer’srecommendations.
3. Flanged Joints
a. Bolt holes of flanges shall straddle the horizontal and vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or removethe nuts and bolts, reset or replace the gasket, reinstall or re-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. Perform hydrostatic pressure test in the presence of the
Engineer in accordance with Section ____________. Field test pressure should not exceed 120% of the pipes rated pressure class as measured at the lowest elevation for thesection being tested. Leakage allowance shall be per AWWAM11 Chapter 12.
B. Provide all necessary piping between the reach being tested and the water supply, together with all required materials and equipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test pipeline.
D. Methods and scheduling of tests to be approved by theEngineer.
E. Protect pipes and provide thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
REV. 01-2005

ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
SSPC-PA 2 Systems and Specifications SSPCPainting Manual, Volume 2 Chapter 7: Measurement of Dry Coating Thickness with Magnetic Gages
A. Qualifications 1. Manufacturers who are fully experienced, reputable, and
qualified in the manufacture of the products to be furnishedshall furnish all steel pipe and fittings. The pipe and fittingsshall be designed, constructed and installed in accordance withthe best practices and methods and shall comply with thesespecifications as applicable.
2. Pipe cylinders, lining, coating and fabrication of specials shall be the product of one manufacturer that has not less than 5 years successful experience manufacturing pipe of theparticular type and size indicated. The Pipe Manufacturer must have a certified quality assurance program. This certifiedprogram shall be ISO 9001:2000 or other equivalent nationallyrecognized program as approved by the Engineer.
1.03 SUBMITTALSA. Shop DrawingsDrawings shall be submitted to the Engineer for approval and shallinclude the following:1. Pipeline layout showing stations and elevations.2. Details of standard pipe, joints, specials and fittings.
B. Design
1. Calculations for pipe design and fittings reinforcement and/or test data.
2. Details of joint bonding and field welded joint restraint calculations.
B. Certifications 1. The Contractor shall furnish a certified affidavit of compliance
that meets or exceeds the requirements of these specifications forall pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections 1. All pipe shall be subject to inspection at the place of manufacture
in accordance with the provisions of AWWA C200 and AWWAcoating and lining standard as supplemented by the requirementsherein.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install steel pipe of the sizes and in thelocations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition for any commercial standards and all manufacturing tolerances referenced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code- Steel
ANSI/AWS B2.1 Specification for Welding Procedureand Performance Qualification
ANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm)and Larger
ANSI/AWWA C206 Field Welding of Steel Water Pipe
ANSI/AWWA C207 Steel Pipe Flanges for WaterworksService – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel Water Pipe Fittings
ANSI/AWWA C209 Cold-Applied Tape Coatings for theExterior of Special Sections,Connections, and Fittings for SteelWater Pipe
ANSI/AWWA C210 Liquid-Epoxy Coating Systems for the Interior and Exterior of Steel Water Pipelines
ANSI/AWWA C214 Tape Coating Systems for the Exterior of Steel Water Pipelines
ANSI/AWWA C215 Extruded Polyolefin Coatings for theExterior of Steel Water Pipelines
ANSI/AWWA C216 Heat-Shrinkable Cross-LinkedPolyolefin Coatings for the Exterior of Special Sections, Connections, and Fitting
ANSI/AWWA C222 Polyurethane Coatings for the Interior and Exterior of Steel WaterPipe and Fittings
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheet and Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
SUGGESTED SPECIFICATION – STEEL PIPE FOR WASTEWATER TRANSMISSIONPolyurethane Lined and Tape Coated
1WATER PIPEDes ign Manua l

B. Tests 1. Except as modified herein, all materials used in the manufacture
of the pipe shall be tested in accordance with the requirements ofAWWA C200 and AWWA coating and lining standards.
2. The Contractor shall perform required tests at no additional cost tothe Owner. The Engineer shall have the right to witness all testingconducted by the Contractor, provided that the Contractor’s schedule is not delayed for the convenience of the Engineer.
C. Welding Requirements
1. All welding procedures used to fabricate pipe shall be qualifiedunder the provision of AWS B2.1 or ASME Section IX.
D. Welder Qualifications
1. Skilled welders, welding operators, and tackers who have had adequate experience in the methods and materials to beused shall do all welding. Welders shall maintain current quali-fications under the provisions of AWS B2.1 or ASME SectionIX. Machines and electrodes similar to those in the work shallbe used in qualification tests. The Contractor shall furnish allmaterial and bear the expense of qualifying welders.
1.05 HANDLING, STORAGE AND SHIPPING A. Pipe shall be stulled as required to maintain roundness of
+/-1% during shipping and handling.
B. Coated pipe shall be shipped on padded bunks with nylon belt tie-down straps or padded banding located approximatelyover stulling.
C. Coated pipe shall be stored on padded skids, sand or dirtberms, sand bags, old tires or other suitable means so that coating will not be damaged.
D. Coated pipe shall be handled with wide belt slings. Chains,cables or other equipment likely to cause damage to the pipe or coating shall not be used.
E. Prior to shipment, dielectrically coated pipe shall be visuallyinspected for damage to the coating by the following procedure:
1. When visual inspection shows a dielectric coating system has sustained physical damage, the area in question shall be subjected to an electrical holiday test. Voltage shall be per AWWA C214.
2. When the area is tested and there are no holidays or no tearing of the material (wrinkling or bruising of tape may be permitted), then the area shall be noted “OK” and shipped with no patching required.
3. When the damaged area does show damage going clear to the steelfrom either a visual inspection or a jeep from a holiday detector, the area shall be repaired in accordance with Section 2.02 of thesespecifications and per manufacturer’s recommendations.
1.06 MARKINGSA. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in itsproper location for installation. All special pipe sections andfittings shall be marked at each end with top field centerline.The word “top” or other suitable marking shall be painted ormarked on the outside top spigot end of each pipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe1. Steel pipe shall conform to AWWA C200. Steel plate used in
the manufacture and fabrication of steel pipe shall meet therequirements of ASTM A1011 or A1018. All longitudinal andgirth seams, whether straight or spiral, shall be butt-weldedusing an approved electric-fusion-weld process.
2. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA M11.
3. Pipe shall be bedded and backfilled per the Plan details ormanufacturer’s recommendations utilizing an E’ value fordesign check per AWWA M11 Chapter 6.
4. Pipe is to be furnished principally in than 50-feet net layinglengths with shorter lengths, field trim pieces and closure pieces as required by Plan and profile for location of elbows,tees, reducers and other in-line fittings or as required for construction. The pipe fabricator shall prepare a pipe layingschedule showing the location of each piece by mark numberwith station and invert elevation at each bell end.
B. Fittings1. Unless otherwise shown on the Plans, all specials and fittings shall
conform to the dimensions of AWWA C208. Pipe material usedin fittings shall be of the same material and pressure class as theadjoining pipe. The minimum radius of elbows shall be 21⁄2 timesthe pipe diameter and the maximum miter angle on each sectionof the elbow shall not exceed 111⁄4-degrees (one cut elbow up to 221⁄2-degrees.). If elbow radius is less than 21⁄2 times the pipediameter, stresses shall be checked per AWWA M11 and the pressure class increased if necessary.
2. Fittings shall be equal in pressure class design as the adjoiningpipe. Specials and fittings, unless otherwise shown on the Plans,shall be made of segmentally welded sections from hydrostaticallytested pipe, with ends compatible with the type of joint or coupling specified for the pipe. All welds made after hydrostatictesting of the straight sections of pipe shall be tested per therequirements of AWWA C200 Section 5.2.2.1.
C. Joints1. Rolled Groove Rubber Gasket Joint
a. The standard joint shall be rolled groove rubber gasket jointunless otherwise noted on the Plans. Rolled groove rubbergasket joints shall conform to AWWA C200 and as shownin Chapter 8 of AWWA M11.
b. The O-ring gasket shall have sufficient volume to approximately fill the area of the groove and shall conform to AWWA C200.
c. The joint shall be suitable for a working pressure equal tothe class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not toexceed 1.00/D where D is the outside diameter of the pipein inches with a pull-out of 1-inch.
d. Rolled groove rubber gasket joints may be furnished only by a manufacturer who has furnished pipe with joints ofsimilar design for comparable working pressure and pipediameter that has been in successful service for a period of at least 5 years.
WATER PIPEDes ign Manua l
2

2.02 LININGS AND COATINGSA. Polyurethane Lining1. Polyurethane lining shall be per AWWA C222 to a minimum
thickness of 20 mils, measured in accordance with SSPC-PA 2.Lining shall be continuous to the ends of the pipe except wherefield welding is indicated.
2. Lining repair shall be per AWWA C222 and manufacturer’srecommendations.
B. Polyethylene Tape Coating1. The prefabricated multi-layer cold applied tape coating
system for straight-line pipe shall be in accordance withAWWA C214. The coating shall consist of a three-layer system totaling 80 mils.
a. An acceptable alternate to the prefabricated multi-layercold applied tape coating system is an extruded polyolefincoating per AWWA C215.
2. Coating of Fittings, Specials and Joints
a. Fittings, specials and joints that cannot be machine coatedshall be coated in accordance with AWWA C209.Prefabricated tape shall be Type II and shall be compatiblewith the tape system used for straight-line pipe. The sys-tem shall consist of 2 layers totaling 70 mils in thickness.
b. Alternate coating methods for fitting specials and fieldjoints are shrink sleeves per AWWA C216, liquid epoxyper AWWA C210 or polyurethane per AWWA C222.
c. Where joint bonds are required, they shall be completelyencapsulated by the coating system as per manufacturer’srecommendations.
d. Coating repair for fittings and specials shall be in accordance with the procedure described above forstraight-line pipe.
3. Coating repair shall be made using tape and primer conforming to AWWA C209 Type II and manufacturer’s recommendations. The tape and primer shall be compatiblewith the tape system used for straight-line pipe.
a. An alternative repair method shall be to install heat shrink sleeves in accordance with AWWA C216 and manufacturer’s recommendations.
PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping and
accessories in accordance with the contract documents andmanufacturer’s recommendations. Pipe installation as specifiedin this section supplements AWWA M11.
B. Installing Buried Piping 1. Handle pipe in a manner to avoid any damage to the pipe. Do
not drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Repairdamaged areas in the field in accordance with Section 2.02.Clean ends of pipe thoroughly. Remove foreign matter and dirtfrom inside of pipe and keep clean during and after lying.
2. Lap Weld
a. Lap weld joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. Lap field welded joints shall be used where restrained jointsare required or indicated on the Plans. The standard bellshall provide for a 21⁄2-inch lap. The minimum lap shall be 1-inch. The design maximum joint deflection or offset shallbe a 1-inch joint pull.
c. Lap welded joints shall be welded either externally or inter-nally. Holdbacks for coating and linings shall be provided asshown on the approved shop drawings. “Weld-after-backfill”of interior welds may be performed any time after jointcompletion and backfilling has been completed.
d. Unless otherwise shown on the Plans, all field joints shall belap welded for diameters 78-inches and greater.
e. Pipe for use with sleeve-type couplings shall have plain endsat right angles to the axis.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shall be Smith Blair Style 411, Baker Style 200, VictaulicDepend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on thePlans shall be double insulated Smith Blair Style 416, BakerStyle 216, or equal for working pressures up to 150 psi only.
c. Couplings for buried service shall have all metal parts painted with polyurethane paint and conform to AWWA C222.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. The shop applied outside coatingshall be held back as required for field assembly of themechanical coupling or to the harness lugs or rings. Harnesslugs or rings and pipe ends shall be painted with one shopcoat of polyurethane conforming to AWWA C222. Theinside lining shall be continuous to the end of the pipe.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class Dfor operating pressures to 175 psi on 4-inch through 12-inch diameter, and operating pressures to 150 psi ondiameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pressures over 150 psi to 275 psi or shall be AWWA C207Class F for pressures to 300 psi (drilling matches ANSI B16.5 Class 250).
Shop lining and coating shall be continuous to the end ofthe pipe or back of the flange. Flange faces shall be shopcoated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber, Garlock 3000, John Crane Co. Style 777 or equal.
5. Bolts and Nuts for Flanges
a. Bolts for flanges shall be carbon steel, ASTM A 307, GradeB for Class B and D flanges and nuts shall be ASTM A 563,Grade A heavy hex. Bolts for Class E and F flanges shall beASTM A 193, Grade B7 and nuts shall be ASTM A 194,Grade 2H heavy hex.
6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
WATER PIPEDes ign Manua l
3

3. Grade the bottom of the trench and place a 4-inch minimumlayer of select or scarified material under the pipe. Before layingeach section the pipe, check the grade and correct any irregu-larities found. The trench bottom shall form a uniform bearingand support for the pipe.
4. At the location of each joint, dig bell (joint) holes in the bot-tom of the trench and at the sides to permit completion andvisual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.
6. When the pipe laying is not in progress, including the noonhours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
C. Joints Assembly 1. Rolled Groove Rubber Gasket Joint
a. Clean exposed ends of joint surfaces.
b. Thoroughly lubricate the gasket with material approvedby the Pipe Manufacturer.
c. Place gasket in grooved spigot and relieve tension by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including anyangular deflection as shown on the approved shop drawing) and prior to releasing from slings the entireplacement of the gasket should be checked with a feelergauge per manufacturer’s recommendations. If gasket hasdisengaged or rolled, immediately pull the joint apart andreinstall the joint with a new gasket if required. Again verify proper placement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Complete the interior of the joints with polyurethane perAWWA C222. Complete the exterior of the joints withheat-shrink sleeves per AWWA C216 and manufacturer’srecommendations.
2. Lap Field Welded Joints
a. Clean exposed end of joint surfaces.
b. Provide a minimum overlap of 1-inch at any locationaround the joint circumference.
c. Field welders and field weld procedures shall be certifiedin accordance with AWS D1.1.
d. At the Contractor’s option, provide a full fillet weld perAWWA C206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWA C206.
f. Complete the interior of the joints with polyurethane perAWWA C222. Complete the exterior of the joints withheat-shrink sleeve per AWWA C216 and manufacturer’srecommendations.
3. Flanged Joints
a. Bolt holes of flanges shall straddle the horizontal and vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or remove the nuts and bolts, reset or replace the gasket, reinstall orre-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. Perform hydrostatic pressure test in the presence of the Engineer
in accordance with Section ____________. Field test pressureshould not exceed 120% of the pipes rated pressure class asmeasured at the lowest elevation for the section being tested.Leakage allowance shall be per AWWA M11 Chapter 12.
B. Provide all necessary piping between the reach being testedand the water supply, together with all required materials and
equipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test pipeline.
D. Methods and scheduling of tests to be approved by theEngineer.
E. Protect pipes and provides thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291

B. Qualifications1. Manufacturers who are fully experienced, reputable, and
qualified in the manufacture of the products to be furnishedshall furnish all steel pipe and fittings. The pipe and fittingsshall be designed, constructed and installed in accordance withthe best practices and methods and shall comply with thesespecifications as applicable.
2. Pipe cylinders, lining, coating and fabrication of specials shall be the product of one manufacturer that has not less than 5 years successful experience manufacturing pipe of theparticular type and size indicated. The Pipe Manufacturer must have a certified quality assurance program. This certifiedprogram shall be ISO 9001:2000 or other equivalent nationallyrecognized program as approved by the Engineer.
1.03 SUBMITTALSA. Shop DrawingsDrawings shall be submitted to the Engineer for approval and shallinclude the following:
1. Pipeline layout showing stations and elevations.
2. Details of standard pipe, joints, specials and fittings.
B. Design
1. Calculations for pipe design and fittings reinforcement and/or test data.
2. Details of joint bonding and field welded joint restraint calculations.
C. Certifications 1. The Contractor shall furnish a certified affidavit of compliance
that meets or exceeds the requirements of these specifications forall pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections: 1. All pipe shall be subject to inspection at the place of manufacture
in accordance with the provisions of AWWA C200 and AWWAcoating and lining standard as supplemented by the requirementsherein.
B. Tests1. Except as modified herein, all materials used in the manufacture
of the pipe shall be tested in accordance with the requirementsof AWWA C200 and AWWA coating and lining standards.
2. The Contractor shall perform required tests at no additionalcost to the Owner. The Engineer shall have the right to witness all testing conducted by the Contractor, provided that the Contractor’s schedule is not delayed for the convenience of the Engineer.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install steel pipe of the sizes and in thelocations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition for any commercial standards and all manufacturing tolerances referenced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code- Steel
ANSI/AWS B2.1 Specification for Welding Procedureand Performance Qualification
ANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm)and Larger
ANSI/AWWA C206 Field Welding of Steel Water Pipe
ANSI/AWWA C207 Steel Pipe Flanges for WaterworksService – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel WaterPipe Fittings
ANSI/AWWA C216 Heat-Shrinkable Cross-LinkedPolyolefin Coatings for the Exterior ofSpecial Sections, Connections, andFitting
ANSI/AWWA C219 Bolted, Sleeve-Type Couplings forPlain-End Pipe
ANSI/AWWA C222 Polyurethane Coatings for the Interiorand Exterior of Steel Water Pipe andFittings
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheetand Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
SSPC-PA 2 Systems and Specifications SSPCPainting Manual, Volume 2 Chapter 7: Measurement of Dry Coating Thickness with Magnetic Gages
SUGGESTED SPECIFICATION – STEEL PIPE FOR WASTEWATER TRANSMISSIONPolyurethane Lined and Coated
1WATER PIPEDes ign Manua l

C. Welding Requirements 1. All welding procedures used to fabricate pipe shall be qualified
under the provision of AWS B2.1 or ASME Section IX.
D. Welder Qualifications1. Skilled welders, welding operators, and tackers who have had
adequate experience in the methods and materials to be usedshall do all welding. Welders shall maintain current qualifica-tions under the provisions of AWS B2.1 or ASME Section IX.Machines and electrodes similar to those in the work shall beused in qualification tests. The Contractor shall furnish allmaterial and bear the expense of qualifying welders.
1.05 HANDLING, STORAGE AND SHIPPING A. Pipe shall be stulled as required to maintain roundness
of +/- 1% during shipping and handling.
B. Coated pipe shall be shipped on padded bunks with nylon belt tie-down straps or padded banding located approximatelyover stulling.
C. Coated pipe shall be stored on padded skids, sand or dirtberms, sand bags, old tires or other suitable means so that coating will not be damaged.
D. Coated pipe shall be handled with wide belt slings. Chains,cables or other equipment likely to cause damage to the pipe or coating shall not be used.
E. Prior to shipment, dialectically coated pipe shall be visually inspected for damage to the coating by the followingprocedure:
1. When visual inspection shows a dielectric coating system has sustained physical damage, the area in question shall besubjected to an electrical holiday test. Voltage shall be perAWWA C222.
2. When the damaged area does show damage going clear to the steel from either a visual inspection or a jeep from a holiday detector, the area shall be repaired in accordance withSection 2.02 of these specifications and per manufacturer’s recommendations.
1.06 MARKINGS A. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in itsproper location for installation. All special pipe sections andfittings shall be marked at each end with top field centerline.The word “top” or other suitable marking shall be painted ormarked on the outside top spigot end of each pipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe1. Steel pipe shall conform to AWWA C200. Steel plate used in
the manufacture and fabrication of steel pipe shall meet therequirements of ASTM A1011 or A1018. All longitudinal andgirth seams, whether straight or spiral, shall be butt-weldedusing an approved electric-fusion-weld process.
2. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA M11.
3. Pipe shall be bedded and backfilled per the Plan details ormanufacturer’s recommendations utilizing an E’ value fordesign check per AWWA M11 Chapter 6.
4. Pipe is to be furnished principally in 50-feet net laying lengthswith shorter lengths, field trim pieces and closure pieces asrequired by Plan and profile for location of elbows, tees, reduc-ers and other in-line fittings or as required for construction.The pipe fabricator shall prepare a pipe laying schedule show-ing the location of each piece by mark number with stationand invert elevation at each bell end.
B. Fittings1. 1. Unless otherwise shown on the Plans, all specials and fittings
shall conform to the dimensions of AWWA C208. Pipe materi-al used in fittings shall be of the same material and pressureclass as the adjoining pipe. The minimum radius of elbowsshall be 2 1⁄2 times the pipe diameter and the maximum miterangle on each section of the elbow shall not exceed 11 1⁄4-degrees(one cut elbow up to 22 1⁄2-degrees). If elbow radius is less than2 1⁄2 times the pipe diameter, stresses shall be checked perAWWA M11 and the pressure class increased if necessary.
2. Fittings shall be equal in pressure class design as the adjoiningpipe. Specials and fittings, unless otherwise shown on thePlans, shall be made of segmentally welded sections fromhydrostatically tested pipe, with ends compatible with the type of joint or coupling specified for the pipe. All welds madeafter hydrostatic testing of the straight sections of pipe shall betested per the requirements of AWWA C200 Section 5.2.2.1.
C. Joints1. Rolled Groove Rubber Gasket Joint
a. The standard joint shall be a rolled groove rubber gasketjoint unless otherwise noted on the Plans. Rolled grooverubber gasket joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. The O-ring gasket shall have sufficient volume to approxi-mately fill the area of the groove and shall conform toAWWA C200.
c. The joint shall be suitable for a working pressure equal tothe class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not toexceed 1.00/D where D is the outside diameter of thepipe in inches with a pull-out of 1-inch.
WATER PIPEDes ign Manua l
2

5. Bolts and Nuts for Flanges
a. Bolts for flanges shall be carbon steel, ASTM A 307,Grade B for Class B and D flanges and nuts shall beASTM A 563, Grade A heavy hex. Bolts for Class E and Fflanges shall be ASTM A 193, Grade B7 and nuts shall beASTM A 194, Grade 2H heavy hex.
6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
2.02 LININGS AND COATINGSA. Polyurethane Lining1. Polyurethane lining shall be per AWWA C222 to a minimum
thickness of 20 mils, measured in accordance with SSPC-PA 2.Lining shall be continuous to the ends of the pipe except wherefield welding is indicated.
2. Lining repair shall be per AWWA C222 and manufacturer’srecommendations.
B. Polyurethane Coating1. Polyurethane coating shall be per AWWA C222 to a minimum
thickness of 25 mils, measured in accordance with SSPC-PA 2.Coating shall be continuous to the ends of the pipe exceptwhere field welding is indicated. Exterior field joints shall becompleted utilizing heat-shrink sleeves per AWWA C216.
2. Coating repair shall be per AWWA C222 and paint manufacturer’s recommendations.
PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping and
accessories in accordance with the contract documents andmanufacturer’s recommendations. Pipe installation as specifiedin this section supplements AWWA M11.
B. Installing Buried Piping 1. Handle pipe in a manner to avoid any damage to the pipe. Do
not drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Repairdamaged areas in the in accordance with Section 2.02. Cleanends of pipe thoroughly. Remove foreign matter and dirt frominside of pipe and keep clean during and after laying.
3. Grade the bottom of the trench and place a 4-inch minimumlayer of select or scarified material under the pipe. Before layingeach section the pipe, check the grade and correct any irregu-larities found. The trench bottom shall form a uniform bearingand support for the pipe.
4. At the location of each joint, dig bell (joint) holes in the bot-tom of the trench and at the sides to permit completion andvisual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.
6. When the pipe laying is not in progress, including the noonhours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
d. Rolled groove rubber gasket joints may be furnished onlyby a manufacturer who has furnished pipe with joints ofsimilar design for comparable working pressure and pipediameters that has been in successful service for a periodof at least 5 years.
2. Lap Weld
a. Lap weld joints shall conform to AWWA C200 and asshown in Chapter 8 of AWWA M11.
b. Lap field welded joints shall be used where restrainedjoints are required or indicated on the Plans. The standardbell shall provide for a 2 1⁄2-inch lap. The minimum lapshall be 1-inch. The design maximum joint deflection oroffset shall be a 1-inch joint pull.
c. Lap welded joints shall be welded either externally orinternally. Holdbacks for coating and linings shall be provided as shown on the approved shop drawings.“Weld-after-backfill” of interior welds may be performedany time after joint completion and backfilling has beencompleted.
d. Unless otherwise shown on the Plans, all field joints shallbe lap welded for diameters 78-inches and greater.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shallbe Smith Blair Style 411, Baker Style 200, VictaulicDepend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on thePlans shall be double insulated Smith Blair Style 416,Baker Style 216, or equal for working pressures up to 150psi only.
c. Couplings for buried service shall have all metal partspainted with polyurethane paint and conform to AWWAC222.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. Harness lugs or rings and pipeends shall be painted with one shop coat of polyurethaneconforming to AWWA C222. The inside lining shall becontinuous to the end of the pipe. Coating holdbacks willbe utilized only in areas where field welding is shown onthe Plans.
e. Pipe for use with sleeve-type couplings shall have plainends at right angles to the axis.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class Dfor operating pressures to 175 psi on 4-inch through 12-inch diameter, and operating pressures to 150 psi ondiameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pres-sures over 150 psi to 275 psi or shall be AWWA C207Class F for pressures to 300 psi (drilling matches ANSI B16.5 Class 250).
Shop lining and coating shall be continuous to the end ofthe pipe or back of the flange. Flange faces shall be shopcoated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber, Garlock 3000, John Crane Co. Style 777 or equal.
WATER PIPEDes ign Manua l
3

C. Joints Assembly1. Rolled Groove Rubber Gasket Joint
a. Clean exposed ends of joint surfaces.
b. Thoroughly lubricate the gasket with material approvedby the Pipe Manufacturer.
c. Place gasket in grooved spigot and relieve tension by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including any angular deflection as shown on the approved shopdrawing) and prior to releasing from slings the entireplacement of the gasket should be checked with a feelergauge per manufacturer’s recommendations. If gasket hasdisengaged or rolled, immediately pull the joint apart andreinstall the joint with a new gasket if required. Again verify proper placement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Complete the interior of the joints with polyurethane perAWWA C222. Complete the exterior of the joints withheat-shrink sleeves per AWWA C216 and manufacturer’srecommendations.
2. Lap Field Welded Joints
a. Clean exposed end of joint surfaces.
b. Provide a minimum overlap of 1-inch at any locationaround the joint circumference.
c. Field welders and field weld procedures shall be certifiedin accordance with AWS D1.1.
d. At the Contractor’s option, provide a full fillet weld perAWWA C206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWAC206.
f. Complete the interior of the joints with polyurethane perAWWA C222. Complete the exterior of the joints withheat-shrink sleeve per AWWA C216 and manufacturer’srecommendations.
3. Flanged Joints
a. Bolt holes of flanges shall straddle the horizontal and vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or remove the nuts and bolts, reset or replace the gasket, reinstall or re-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. A. Perform hydrostatic pressure test in the presence of
the Engineer in accordance with Section ____________. Field test pressure should not exceed 120% of the pipes ratedpressure class as measured at the lowest elevation for the sectionbeing tested. Leakage allowance shall be per AWWA M11Chapter 12.
B. Provide all necessary piping between the reach being tested and the water supply, together with all required materials andequipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test forcemain.
D. Methods and scheduling of tests to be approved by theEngineer.
E. Protect pipes and provides thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
REV. 01-2005

2. Pipe cylinders, lining, coating and fabrication of specials shallbe the product of one manufacturer that has not less than 5years successful experience manufacturing pipe of the particulartype and size indicated. The Pipe Manufacturer must have acertified quality assurance program. This certified program shallbe ISO 9001:2000 or other equivalent nationally recognizedprogram as approved by the Engineer.
1.03 SUBMITTALSA. Shop DrawingsDrawings shall be submitted to the Engineer for approval and shallinclude the following:
1. Pipeline layout showing stations and elevations.
2. Details of standard pipe, joints, specials and fittings.
3. Welder certifications and qualifications.
4. Details of stulling and shipping packaging.
B. Design1. Calculations for pipe design and fittings reinforcement and/or
test data.
2. Details of joint bonding and field welded joint restraint calculations.
C. Certifications1. The Contractor shall furnish a certified affidavit of compliance
that meets or exceeds the requirements of these specificationsfor all pipe and fittings furnished.
2. Linings for potable piping shall be NSF certified.
1.04 VERIFICATIONA. Inspections1. All pipe shall be subject to inspection at the place of manufacture
in accordance with the provisions of AWWA C303 and as supple-mented by the requirements herein.
B. Tests1. Except as modified herein, all materials used in the manufacture
of the pipe shall be tested in accordance with the requirements ofAWWA C303.
2. The Contractor shall perform required material tests at no additional cost to the Owner. The Engineer shall have the right to witness all testing conducted by the Contractor, provided thatthe Contractor’s schedule is not delayed for the convenience ofthe Engineer.
C. Welding Requirements1. All welding procedures used to fabricate pipe shall be qualified
under the provision of AWS D1.1, AWS B2.1 or ASMESection IX. Welding procedures shall be required for, but not limited to, longitudinal and girth or spiral welds for pipecylinders, spigot and bell ring attachments, reinforcing platesand ring flange welds.
PART 1 - GENERAL
1.01 DESCRIPTION
Scope of Work: Provide and install concrete cylinder pipe of the sizesand in the locations shown on the Plans and as specified herein.
1.02 QUALITY ASSURANCECommercial Standards: Unless otherwise stated, the latest edition for any commercial standards and all manufacturing tolerances referenced therein shall apply.
ANSI/AWS D1.1 Structural Welding Code- Steel
ANSI/AWS B2.1 Specification for Welding Procedureand Performance Qualification
ANSI/AWWA C206 Field Welding of Steel Water Pipe
ANSI/AWWA C207 Steel Pipe Flanges for WaterworksService – Sizes 4 In. Through 144 In.(100 mm through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel WaterPipe Fittings
ANSI/AWWA C210 Liquid-Epoxy Coating Systems for theInterior and Exterior of Steel WaterPipelines
ANSI/AWWA C303 Concrete Pressure Pipe, Bar-Wrapped,Steel-Cylinder Type
ASTM A615 Standard Specification for Deformedand Plain Billet-Steel Bars forConcrete Reinforcement
ASME Section IX International Boiler & Pressure VesselCode: Welding and BrazingQualifications
ASTM A1011 Standard Specification for Steel, Sheetand Strip, Hot-Rolled, Carbon,Structural, High-Strength Low-Alloyand High-Strength Low-Alloy withImproved Formability
ASTM A1018 Standard Specification for Steel, Sheetand Strip, Heavy-Thickness Coils,Hot-Rolled, Carbon, Commercial,Drawing, Structural, High-StrengthLow-Alloy, and High-Strength Low-Alloy with Improved Formability
AWWA M9 Concrete Pressure Pipe
AWWA M11 Steel Water Pipe: A Guide for Designand Installation
A. Qualifications1. Manufacturers who are fully experienced, reputable, and
qualified in the manufacture of the products to be furnishedshall furnish all concrete cylinder pipe and fittings. The pipeand fittings shall be designed, constructed and installed inaccordance with the best practices and methods and shall comply with these specifications as applicable.
SUGGESTED SPECIFICATION – STEEL PIPE FOR WATER TRANSMISSIONBar-wrapped, Steel Cylinder Type
1WATER PIPEDes ign Manua l

D. Welder Qualifications1. Skilled welders, welding operators and tackers who have
had adequate experience in the methods and materials to be used shall do all welding. Welders shall maintain currentqualifications under the provisions of AWS D1.1, AWS B2.1 or ASME Section IX. Machines and electrodes similar to those in the work shall be used in qualification tests. TheContractor shall furnish all material and bear the expense of qualifying welders.
1.05 HANDLING, STORAGE AND SHIPPINGA. Pipe shall be stulled as required to maintain roundness
of +/- 1% during shipping and handling.
B. Coated pipe shall be shipped on bunks with nylon belt tie-down straps or padded banding located approximately over stulling.
C. Coated pipe shall be stored on skids, sand or dirt berms, sand bags, old tires or other suitable means so that coating will not be damaged.
D. Coated pipe shall be handled with wide belt slings.
1.06 MARKINGSA. The Contractor shall legibly mark all pipes and specials in
accordance with the laying schedule and marking diagram.Each pipe shall be numbered in sequence and said numbershall appear on the laying schedule and marking diagram in its proper location for installation. All special pipe sections andfittings shall be marked at each end with top field centerline.The word “top” or other suitable markings shall be painted ormarked on the outside top spigot end of each pipe section.
PART 2 — PRODUCTS
2.01 MATERIALSA. Pipe1. The pipe furnished shall be concrete pressure pipe, bar-
wrapped, with steel joint rings and rubber gaskets or field welded joints. Concrete pressure pipe, bar-wrapped, shall consist of a steel cylinder with attached steel joint rings, centrifugally lined with portland cement mortar, spirallywrapped with circumferential steel reinforcing bar under measured tension and coated with portland cement mortar.
The pipe shall be of the diameter and class shown, shall be furnished complete with rubber gaskets or welded joints, asindicated in the Contract Documents, and all specials andbends shall be provided as required.
2. Pipe manufactured under AWWA C303 shall be fabricatedfrom sheet conforming to the requirements of ASTM A1011or A1018. All longitudinal and girth seams, whether straight or spiral, shall be welded using an approved electric-fusion-weld process.
3. Pipe shall be designed for _____ psi working pressure with anadditional _____ psi allowance for surge. Pipe design shall bein accordance with AWWA C303 and M9.
a. Bar-wrapped pipe shall be designed in accordance withAWWA C303 except that the area of steel cylinder shallbe a minimum of 60% of the total steel area (cylinderplus rod reinforcement) but in no case shall the designstress (using a safety a factor of 2.0 to yield strength) begreater than 18,000 psi, at design working pressure norshall the design stress (using a safety factor of 1.5 to yieldstrength) be greater than 27,000 psi at design transientpressure. Unless other wise specified Pw shall be assumedto equal the pipe class and Pt shall be assumed to equal1.33 Pw.
4. Maximum pipe laying lengths shall be 40 feet with shorterlengths provided as required by the Plans. Longer lengths maybe used as approved by the Engineer.
5. All pipe and fittings shall be designed, manufactured, tested,inspected, and marked according to the applicable require-ments and shall conform to AWWA C303 and M9.
B. Fittings
1. Unless otherwise shown on the Plans, all specials and fittingsshall conform to the dimensions of AWWA C208. Pipe material used in fittings shall be of the same material and pressure class as the adjoining pipe. The minimum radius ofelbows shall be 2 1⁄2 times the pipe diameter and the maximummiter angle on each section of the elbow shall not exceed 11 1⁄4-degrees (one cut elbow up to 22 1⁄2-degrees.). If elbow radiusis less than 2 1⁄2 times the pipe diameter, stresses shall be checkedper AWWA M11 and wall thickness increased as required.
2. Closures and correction pieces shall be provided as required toconform to pipe stationing shown on the Plans.
C. Joints
1. O-ring Rubber Gasket Joint
a. The standard joint shall be O-ring unless otherwise noted on the Plans. O-ring joints shall conform to AWWA C303and as shown in AWWA M9.
b. The O-ring gasket shall have sufficient volume to approximately fill the area of the groove and shall conform to AWWA C303.
c. The joint shall be suitable for a safe working pressure equalto the class of pipe furnished and shall operate satisfactorilywith a deflection angle, the tangent of which is not to exceed1.00/D where D is the outside diameter of the pipe in inches with a pull-out of 1-inch.
d. O-ring joints may be furnished only by a manufacturerwho has furnished pipe with joints of similar design forcomparable working pressure and pipe diameters that hasbeen in successful service for a period of at least 5 years.
2. Restrained Joints
a. Restrained joints, where required for thrust restraint, shall be field welded joints. Design shall include considerations of stresses induced in the steel cylinder, the joint rings, and any field welds caused by thrust atbulkheads, bends, reducers, and line valves resulting from the design working pressure. For field welded joints, design stresses shall not exceed 50% of the specifiedminimum yield strength of the grade of steel utilized, or 18,000 psi, whichever is less, when longitudinal thrust is assumed to be uniformly distributed around the circumference of the joint.
WATER PIPEDes ign Manua l
2

2.02 LININGS AND COATINGSA. Cement-mortar Lining1. Cement for mortar shall conform to the requirements of
AWWA C303, provided that cement for mortar lining shall beType II. A fly ash or pozzolan shall not be used as a cementreplacement.
2. Except as otherwise noted, interior surfaces of all steel pipe, fittings, and specials shall be lined in the shop with cement-mortar lining applied centrifugally in conformity with AWWAC303. During the lining operation and thereafter, the pipeshall be maintained in a round condition by suitable bracing orstrutting. The lining machined shall be of a type that has beenused successfully for similar work and shall be approved by theEngineer. Every precaution shall be taken to prevent damage tothe lining.
3. The pipe shall be left bare where field welded joints occur asshown on the Plans. Ends of the lining shall be left square anduniform. Feathered or uneven edges will not be permitted.
4. All defects, including, but not limited to, sand pockets, voids,oversanded areas, blisters, and cracking as a result of impacts,shall be cut out and replaced by hand or pneumatic placementto the same thickness as required for the cement-mortar lining.
Temperature and shrinkage cracks in the cement-mortar liningless than 1⁄16 inch do not need repair if it can be demonstratedto the satisfaction of the Purchaser that the cracks will healautogenously under continuous soaking in water. The autoge-nous healing process may be demonstrated by any procedurethat keeps the pipe lining continually wet or moist. Pipe usedin the demonstration shall be representative of the pipe to besupplied, and water for the moistening of the pipe shall bechemically similar to the water to be carried in the pipeline.
5. Cement-mortar lining shall be kept moist during storage andshipping. The Contractor shall provide a polyethylene or othersuitable bulkhead on the ends of the pipe and on all specialopenings to prevent drying out the lining. All bulkheads shallbe substantial enough to remain intact during shipping andstorage until the pipe is installed.
B. Cement-mortar Coating1. Cement for mortar shall conform to the requirements of
AWWA C303, provided that cement for mortar coating shallbe Type II. A fly ash or pozzolan shall not be used as a cementreplacement.
2. All buried pipe, including bumped heads, shall be coated with a minimum 3⁄4-inch thick cement-mortar coating over the rodwrap. Unless otherwise shown on the Plans, exterior surfaces ofpipe or fitting passing through structure walls shall be cement-mortar coated from the center of the wall or from the wall flangeto the end of the underground portion of pipe or fittings.
C. Fittings1. Fittings shall be lined and coated per AWWA C303.
Fittings too small to cement mortar line may be lined withAWWA C210 epoxy or AWWA C222 polyurethane.
i) The steel cylinder shall be designed and furnishedwith sufficient additional thickness to withstand100% of the longitudinal stresses as a result of thrustconditions. In no case shall the steel cylinder thick-ness in the joint be less than the steel thicknessrequired for the fittings. No reduction in cylinderthickness shall be allowed throughout the entirelength of welded restrained joints.
ii) At the Contractor’s option, welded joints for thrustrestraint shall be either trimmed spigots as shown inFigure 9-12.B in AWWA M9 or lap weld joints asshown in Figure 8-1.A or D in AWWA M11.
iii) If the trimmed spigot option is used, the bell andspigot joint rings shall be welded on both the insideand outside at the connection to the steel cylinder.Additionally, the minimum thickness for the trimmedspigots and bell sections shall be equal to or greaterthan the required thickness for the fittings.
3. Mechanical Couplings
a. Mechanical couplings where indicated on the Plans shallbe Smith Blair Style 411, Baker Style 200, VictaulicDepend-O-Loc or equal.
b. Insulating mechanical couplings where indicated on thePlans shall be double insulated Smith Blair Style 416,Baker Style 216, or equal for working pressures up to 150 psi only.
c. Couplings for buried service shall have all metal partspainted with epoxy paint and conform to AWWA C210.
d. Pipe ends for mechanical couplings shall conform toAWWA C200 and M11. The shop applied outside coatingshall be held back as required for field assembly of themechanical coupling or to the harness lugs or rings.Harness lugs or rings and pipe ends shall be painted withone shop coat of epoxy conforming to AWWA C210.
e. Pipe for use with sleeve-type couplings shall have plainends at right angles to the axis.
4. Flanges
a. Flanges shall be in accordance with AWWA C207 Class Dfor operating pressures to 175 psi on 4-inch through 12-inch diameter, and operating pressures to 150 psi ondiameters over 12-inches.
Flanges shall be AWWA C207 Class E for operating pres-sures over 150 psi to 275 psi or shall be AWWA C207Class F for pressures to 300 psi (drilling matches ANSI B16.5 Class 250).Shop lining and coating shall be continuous to the end ofthe pipe or back of the flange. Flange faces shall be shopcoated with a soluble rust preventive compound.
b. Gaskets shall be full face, 1⁄8-inch thick, cloth-inserted rubber, Garlock 3000, John Crane Co. Style 777 or equal.
5. Bolts and Nuts for Flanges
a. Bolts for flanges shall be carbon steel, ASTM A 307, Grade Bfor Class B and D flanges and nuts shall be ASTM A 563,Grade A heavy hex. Bolts for Class E and F flanges shall beASTM A 193, Grade B7 and nuts shall be ASTM A 194,Grade 2H heavy hex.
6. All unwelded pipe joints shall be bonded for electrical continuityin accordance with the Pipe Manufacturer’s recommendationsunless otherwise specified in the Plans.
WATER PIPEDes ign Manua l
3

PART 3 - EXECUTION
3.01 INSTALLATIONA. The Contractor shall provide and install all required piping and
accessories in accordance with the contract documents and manufacturer’s recommendations. Pipe installation as specified inthis section supplements AWWA M9.
B. Installing Buried Piping1. Handle pipe in a manner to avoid any damage to the pipe. Do
not drop or roll pipe into trenches under any circumstances.
2. Inspect each pipe and fitting before lowering into the trench.Inspect the interior and exterior protective coatings. Patchdamaged areas in the field in accordance with Section 2.02.Clean ends of pipe thoroughly. Remove foreign matter and dirtfrom inside of pipe and keep clean during and after laying.
3. Grade the bottom of the trench and place a 4-inch minimum layerof select or scarified material under the pipe. Before laying each section the pipe, check the grade and correct any irregularitiesfound. The trench bottom shall form a uniform bearing and support for the pipe.
4. At the location of each joint, dig bell (joint) holes in the bottom of the trench and at the sides to permit completion and visual inspection of the entire joint.
5. Keep the trench in a dewatered condition during pipe laying.
6. When the pipe laying is not in progress, including the noonhours, close the open ends of the pipe. Do not permit trenchwater, animals, or foreign objects to enter the pipe.
C. Joints Assembly1. O-ring Rubber Gasket Joint
a. Clean exposed ends of joint surfaces.
b. Thoroughly lubricate the gasket with material approvedby the Pipe Manufacturer.
c. Place gasket in grooved spigot and relieve tension by inserting a dull instrument under the gasket and completing at least two revolutions around the joint circumference.
d. Upon completion of insertion of spigot (including anyangular deflection as shown on the approved shop drawing)and prior to releasing from slings the entire placement ofthe gasket should be checked with a feeler gauge per manufacturer’s recommendations. If gasket has disengagedor rolled, immediately pull the joint apart and reinstall thejoint with a new gasket if required. Again verify properplacement of gasket with feeler gauge.
e. It is recommended that bonding wires or clips be installedas supplied by the Pipe Manufacturer unless otherwisespecified in the Plans.
f. Grout the interior and exterior of the joints with cement mortar per AWWA M9.
2. Restrained Joints
a. Clean exposed end of joint surfaces.
b. Provide a minimum overlap of 1-inch at any locationaround the joint circumference.
c. Field welders and field weld procedures shall be certifiedin accordance with AWS D1.1.
d. At the Contractor’s option, provide a full fillet weld perAWWA 206 either on the inside or outside of the pipe.Inside welding may be performed after backfilling inaccordance with manufacturer’s recommendations.
e. Testing of field welds shall be in accordance with AWWA C206.
f. Grout the interior and exterior of the joints with cement mortar per AWWA M9.
3. Flanged Joints
a. Bolt holes of flanges shall straddle the horizontal and vertical centerlines of the pipe. Clean flanges by wirebrushing before installing flanged fittings. Clean flangebolts and nuts by wire brushing; lubricate bolts withgraphite or oil.
b. Insert the nuts and bolts (or studs), finger tighten, and progressively tighten diametrically opposite bolts uniformly around the flange to the proper tension.
c. Execute care when tightening joints to prevent unduestrain upon valves, pumps and other equipment.
d. If flanges leak under pressure testing, loosen or remove the nuts and bolts, reset or replace the gasket, reinstall or re-tighten the bolts and nuts, and retest the joints.
3.02 FIELD QUALITY CONTROLA. Perform hydrostatic pressure test in the presence of the Engineer
in accordance with Section ____________. Field test pressureshould not exceed 120% of the pipes rated pressure class asmeasured at the lowest elevation for the section being tested.Leakage allowance shall be per AWWA M9.
B. Provide all necessary piping between the reach being tested and the water supply, together with all required materials andequipment.
C. Provide dished heads, blind flange or bulkheads as necessary to isolate and test pipeline.
D. Methods and scheduling of tests to be approved by theEngineer.
E. Protect pipes and provide thrust restraint as required to complete test.
F. Provide for proper legal disposal of test water.
WATER PIPEDes ign Manua l
4
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
REV. 01-2005

INSTALLATIONGUIDE

INSTALLATION
GUIDE

Guide For The Installation Of Buried Steel Water Pipe


ForewordI Introduction . . . . . . . . . . . . . . . . . . . . 3
II Discussion Regarding Steel Pipe . . . . 3
III Application of this Guide . . . . . . . . . . 3
IV Supplemental Information
Required for Use of This Guide . . . . . 3
V Modification to Guide . . . . . . . . . . . . . 3
Recommendation1 General . . . . . . . . . . . . . . . . . . . . . . . . 4
1.1 Scope . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.2 Purpose . . . . . . . . . . . . . . . . . . . . . . . 4
1.3 References . . . . . . . . . . . . . . . . . . . . . 4
1.4 Definitions . . . . . . . . . . . . . . . . . . . . . 4
1.5 Pre-Construction Planning. . . . . . . . . 5
2 Inspection, Unloading, Handling,
and Storage . . . . . . . . . . . . . . . . . . . . 5
Recommendation (cont.)2.1 Inspection. . . . . . . . . . . . . . . . . . . . . . 5
2.2 Unloading, Handling and Storage . . . 5
3 Installation . . . . . . . . . . . . . . . . . . . . . 6
3.1 Alignment and Grade . . . . . . . . . . . . . 6
3.2 Trench Construction. . . . . . . . . . . . . . 6
3.3 Pipe Installation . . . . . . . . . . . . . . . . . 6
3.4 Joint Assembly and Testing. . . . . . . . 6
3.5 Fitting Installation . . . . . . . . . . . . . . . 9
3.6 Bedding & Backfilling . . . . . . . . . . . . . 9
Figures1 O-Type Gasket Joint . . . . . . . . . . . . . . 7
2 Lap Welded Joint . . . . . . . . . . . . . . . . 8
3 Trench Installation Detail . . . . . . . . . 10
WATER PIPEDes ign Manua l
3
Contents
ForewordI. Introduction: This Guide pertains to the installation of buried steel pipelines for use in the distribution and transmission of water, air, and other fluids in water system facilities.
II. Discussion: This Installation Guide covers all types of steel pipe typically used in the Water Industry Transmission & DistributionIndustries. Northwest Pipe Company facilities are ISO 9001:2000-certified, manufacturing pipe suitable for water utility service. Pipe producedby Northwest Pipe meets the stringent design, quality control procedures and testing as required by AWWA M11 and AWWA C200.
III. Application: This Installation Guide can be used as a reference when making extensions to existing distribution or transmission systems or when constructing new pipeline systems using steel pipe. It is not the intent for this Guide to be used as a contract document, but it may beused as a reference in contract documents.
IV. Supplemental Information Required for Use of This Guide. Considerable supplemental information is required in conjunction with the use of this Guide including, but not limited to, detailed Plans, layout drawings, and specifications. The specifications should cover, as minimum, detailed instructions pertaining to all references in this Guide to “as specified” and “in accordance with the project Plans.” In addition, the customer shall provide project specific supplementary information as needed.
V. Modification to Guide. Modification of the provisions, definitions, or terminology in this Guide must be provided in the Purchaser’s specifications.
These guidelines describe general recommendations regarding the installation of steel water transmission pipe, and are intended to be
informative only. Pipe installers must supplement and refine the information in these guidelines to conform to the project specifications, contractual
requirements, and conditions of each installation project undertaken. Nothing contained in these Guidelines creates a contractual obligation on the part of
Northwest Pipe and Project Owners, Contractors, and Pipe Installers must rely on their own expertise with respect to the actual installation of pipe on specific
projects and comply with all applicable laws, regulations, and code requirements. For appropriate use of these guidelines, please consult Section 1.2 Purpose.

SECTION 1: GENERALSec. 1.1 ScopeThis Guide provides the field installation recommendations forburied steel water pipe and their appurtenances.
The information contained in this document is intended to beused as a guide to assist in the installation of steel water pipe.
1.1.1 Conditions, which may require additional considerations andinstallations that require special attention, techniques, and ormaterials are not covered. Some of these installations are:
1. Piping through rigid walls,
2. Piping on supports above or below ground,
3. Piping requiring insulation,
4. Treatment plant or pump-station piping,
5. Industrial piping,
6. Piping through geologically hazardous areas,
7. Piping in areas of possible stray current,
8. Piping through corrosive soil, and
9. Piping through unstable soil.
Sec. 1.2 PurposeThis Guideline is intended to cover typical pipeline constructionpractices which are deemed as adequate for the satisfactoryinstallation of steel water pipe and water pipe products. Individualproject requirements can vary substantially and should always be thoroughly reviewed prior to construction start up. For thisreason, some practices discussed in this Guideline may not besuitable for all project conditions, and, in some cases specializedinstallation techniques may be required, which are beyond the scope of this Guide.
Sec. 1.3 ReferencesThe reader is referred to the following standards for additionalinformation on the use or limitations of specific products.
ANSI/AWS D1.1 Structural Welding Code – Steel
ANSI/AWWA C200 Steel Water Pipe – 6 In. (150 mm) and Larger
ANSI/AWWA C203 Coal-Tar Protective Coatings &Linings for Steel Water Pipelines,Enamel & Tape, Hot-Applied.
ANSI/AWWA C205 Cement-Mortar Protective Lining andCoating for Steel Water Pipe – 4 In.(100 mm) and Larger – Shop Applied
ANSI/AWWA C206 Field Welding of Steel Water Pipe
ANSI/AWWA C207 Steel Pipe Flanges for WaterworksService – Sizes 4 In. Through 144 In.(100 mm Through 3,600 mm)
ANSI/AWWA C208 Dimensions for Fabricated Steel Water Pipe Fittings
ANSI/AWWA C209 Standard for Cold-Applied TapeCoatings for the Exterior of SpecialSections, Connections, and Fittings for Steel Water Pipelines
ANSI/AWWA C210 Liquid Epoxy Coatings and Linings –Pipelines
ANSI/AWWA C215 Standard for Extruded PolyolefinCoating for the Exterior of Steel Water Pipeline
ANSI/AWWA C216 Heat-Shrinkable Cross-LinkedPolyolefin Coatings for the Exterior of Special Sections, Connections, and Fitting
ANSI/AWWA C217 Petrolatum and Petroleum Wax Tape Coatings for the Exterior ofConnections and Fittings for SteelWater Pipelines
ANSI/AWWA C219 Bolted, Sleeve-Type Couplings forPlain-End Pipe
ANSI/AWWA C222 Polyurethane Coatings for the Interior and Exterior of Steel WaterPipe and Fittings
ASME Section VIII Div. 1 International Boiler & PressureVessel Code: Pressure Vessels
ASME Section IX International Boiler & Pressure Vessel Code: Welding and BrazingQualifications
AWWA M11 Steel Water Pipe: A Guide for Design and Installation
Sec. 1.4 DefinitionsIn this Guide, the following definitions shall apply:
1.4.1 Bevel: The angle formed between the prepared edge of apipe end and a plane perpendicular to the longitudinal axis of thepipe. Bevels are generally used for butt welding of pipe ends.
1.4.2 Butt Joint: A pipe joint in which the two pipe ends arein the same plane and do not overlap. This joint configuration iscommonly beveled and usually includes a back-up ring on theside opposite welding is to be performed.
1.4.3 Dewatering: The removal of water in and aroundconstruction operations. This usually pertains to undergroundwater within construction zones that can adversely affect theconstruction activities.
1.4.4 Fillet Weld: A weld of approximately triangular crosssection, the throat of which lies in a plane disposed approximately45 degrees with regard to the surface of the parts joined (the sizeof the fillet weld is expressed in terms of the width, in inches, ofone of its adjacent fused legs: the shorter leg, if unequal).
1.4.5 Grade: The elevation of a structure or pipeline invert (bottom ofthe flowline) at a specific location. This elevation is usually measuredrelative to established survey points at the project.
WATER PIPEDes ign Manua l
4
NORTHWEST PIPE COMPANY GUIDE FOR INSTALLATION OF BURIEDSTEEL WATER PIPE FOR WATER MAINS AND THEIR APPURTENANCES

1.4.6 Inspector: An authorized representative of the Purchaserwho is entrusted with the inspection of construction work,construction records, observance of construction operations andquality control tests to ensure that the methods of installationcomply with the requirements of the Purchaser’s specificationsand this Guideline.
1.4.7 Bell and Spigot (Lap Joint): A circumferential joint inwhich one of the members joined overlaps the other.
1.4.8 Mechanical Cutting: The severing of materials by use ofa thin flat blade having a continuous line of teeth on its edge orhigh speed abrasive disk.
1.4.9 Pipe Bedding: The earthen material immediately underthe pipeline and by which the pipeline is supported. This materialis usually of a specific description and may simply be the reuse ofthe originally excavated material.
1.4.10 Plain-end Pipe: Pipe not threaded, belled or otherwisegiven a special end configuration.
1.4.11 Plans: Drawings normally prepared by an engineeremployed or retained by the ultimate system-operator entityshowing the location and details for the construction of thepipeline and appurtenances.
1.4.12 Purchaser: The party that purchases any materials orwork to be performed.
1.4.13 Select Material: The native soil excavated from thetrench, free of rocks, foreign materials, and frozen earth.
1.4.14 Special Section: Any piece of pipe other than a normalfull-length straight section. This includes but is not limited toelbows, manhole sections, short pieces, reducers, adapter sectionswith special ends, and other nonstandard sections.
1.4.15 Specifications: Detailed procedures and requirementsinitiated by the Purchaser or designee, outlining methods ofdesign, manufacture, standards of acceptability, methods ofinstallation or any other criteria the Purchaser deems necessary for the procurement of the product required. Installationspecifications may incorporate this Guide by reference, but should also include specification requirements for matters notcovered by the Guide.
1.4.16 Specified Lengths: Sections of finished pipe, the length dimensions of which do not vary from a fixed figurespecified by the Purchaser by more than the tolerance set forth in this Standard.
1.4.17 Supplier: The party who supplies material or services. A supplier may or may not be the manufacturer.
1.4.18 Pipe Zone: The area of excavation within which thepipeline or structure will be placed.
Sec. 1.5 Pre-construction PlanningA pre-construction meeting is strongly recommended to schedulethe critical path aspects of all involved parties. During the meetinga schedule should be prepared which is agreeable to all parties. Theconstructor will be required to provide the starting location anddirection of construction and any additional information necessaryto begin shop drawings. Care should be taken when preparing theconstruction schedule as later changes in construction plans mayrequire changes in shop drawings, laying schedules, affect deliverydates and may affect other parties. Detailed shop drawings must beapproved by the Constructor and Project Engineer prior to thecommencement of pipe production.
SECTION 2: INSPECTION, UNLOADING,HANDLING, AND STORAGE
Sec. 2.1 Inspection
2.1.1 Pipe Inspection at the Plant. All materials should besubject to inspection and acceptance at Northwest PipeCompany’s plant. Acceptance criteria should be based on criteriadetermined by the Purchaser as noted in the contract documents,including the Plans, specifications and applicable addendum.Where no acceptance criteria is specified, Northwest PipeCompany criteria shall apply as shown in the shop notes.
2.1.2 Inspection on Delivery. All pipe and appurtenances are subject to inspection at the point of delivery. In the event of any damage during shipping, there should be an agreementregarding any necessary repairs. These repairs should be made and the inspector should monitor the repairs prior to installation.If material found is not in accordance with specifications the pipe may be repaired or replaced and recorded on bill of lading.
Sec. 2.2 Unloading, Handling, and Storage
Care should be exercised when unloading, handling, and storingthe pipe. Steel pipe is generally manufactured in long lengths(exceeding 40 feet) which usually warrant the use of a two pointlifting method for proper and safe handling. Nylon or protectedslings which are a minimum of 6 inches wide should be used tohandle coated pipe; cables, chains, ropes, or other equipmentwhich are likely to damage pipe coatings shall not be used.
Coated pipe should be handled, stored and shipped in a mannerthat will prevent damage to the coating. If the coating is damagedduring handling, storage or shipping it should be repaired withthe original or a compatible repair coating per the applicableAWWA standard.
All pipe, fittings, and accessories should be carefully loaded andunloaded by lifting with lift equipment in order to avoid impactor damage. Under no circumstances shall such material bedropped.
2.2.1 Secure Pipe. Before release of tie-downs around the pipe,the loads should be checked to ensure pipe is secure and stable.
2.2.2 Padding. Slings, hooks, or pipe tongs may requirepadding to prevent damage to the exterior surface or internallining of the pipe, fittings, or related product.
2.2.3 Internal Bracing. Usually Northwest Pipe Companyprovides internal bracing for handling and shipping purposes only. Itis the responsibility of the Contractor to maintain the bracing andensure their need or adequacy for installation. When stored onsite, the bracing should be in a horizontal and vertical orientation.
2.2.4 Job Site Storage. Stored materials should be kept safe from damage. The interior of all pipe, fittings, and otherappurtenances should be kept reasonably free from dirt or foreignmatter at all times. It may be necessary to moisten cement-linedpipe if conditions warrant.
Coated pipe should not be placed or rolled directly on theground. Padded skids, earthen berms, burlap sacks filled withsand, or even old car tires are some of the means to adequatelybunk the pipe at the job site. Pipe shall not be stacked withoutproper padding. Leave the plastic caps on the pipe ends for pipewhich is mortar lined until just prior to installation. If pipe is tobe stored longer than 6 months, consult Northwest Pipe Company.
WATER PIPEDes ign Manua l
5

3.3.2 Pipe Ends. All foreign materials should be removed fromthe bell and spigot ends of each pipe. The outside of the spigotend and the inside of the bell should be wiped clean and dry and be free from dirt, sand, grit, or any foreign materials, regardless of the joint type, before the pipe is laid.
3.3.3 Pipe Cleanliness. Foreign material should be preventedfrom entering the pipe while it is being placed in the trench. No debris, tools, clothing, or other materials should be allowed to accumulate during construction and should be promptlyremoved as work progresses.
3.3.4 Direction of Bells. It is common practice to lay weldedpipe joints with the spigot facing the direction in which work isprogressing; however, it is not mandatory. For gasketed pipe thepractice is to lay the pipe joints with the bell facing the directionin which work is progressing, to avoid debris being scooped intothe bell. The direction of the bells is not functionally related tothe direction of flow within the system.
3.3.5 Pipe End Caps. At times when pipe-laying is not inprogress, the open ends of pipe should be closed by a plug orother means as specified. If utilized, the end caps shall remain in place until the trench work proceeds. Care must be taken toprevent pipe flotation, should the trench fill with water.
SEC. 3.4 JOINT ASSEMBLY AND TESTING
Proper implements, tools, and facilities should be used for the safe and convenient performance of the work. The types of joints covered in this Guideline include; gasketed, flanged, sleeve couplings, and welded joints, all of which have specificapplication. The joint types required for a project will be dictated by the specifications.
The field joint assembly should be coated with a compatiblecoating product according to the coating manufacturer’srecommendations and the applicable AWWA standard.
3.4.1 Gasket Joints. The gasketed joint design consists of abell and spigot end configuration formed directly into the steelpipe cylinder or attached to the steel pipe cylinder (see Figure 1).The spigot end includes a groove that retains an O-ring gasket.When the spigot is inserted into a flared bell end pipe, the gasketcompresses against the steel surface and forms a watertight seal.Gasket joints should be assembled as described in Section 3.4.1.1.Thoroughly clean the gasket groove and the bell end of themating pipe. Using a gasket of the proper design for the joint tobe assembled, make sure the gasket is properly seated. The gasketshould be tested with a feeler gauge for proper seating prior tobackfilling.
3.4.1.1 Pipe Placement for Gasketed Joints. Lift the pipeusing the appropriate method. On steep slopes it may be advisableto use slings as chokers. Visually inspect the O-ring gasket for anyvisible defects, cuts or tears. Stretch the O-ring gasket over thepipe spigot end by hand or by using a dull pry bar (to avoid cutsor tears), then carefully seat the gasket into the O-ring groove onthe spigot.
After placement, tension relieve the gasket by running a dullobject, such as a wooden dowel between the gasket and the spigotgroove, around the pipe circumference several times. Just prior to
SECTION 3: INSTALLATIONSec. 3.1 Alignment and Grade. Pipelines should be laid andmaintained to lines and grades established by the laying schedulefor the project.
3.1.1 Clearance. When crossing existing pipelines or otherstructures, alignment and grade should be adjusted in accordancewith the specifications. Installed pipe shall provide clearance asrequired by federal, state or provincial, and local regulations.Wherever possible pipe shall have an adequate clearance fromexisting pipelines or structures to allow for proper compaction.
SEC. 3.2 TRENCH CONSTRUCTION
The trench should be excavated to the required alignment, depth, and width specified or shown on the Plans and should be in conformance with all federal, state or provincial, and localregulations for the protection of the workers.
3.2.1 Width. The width of the trench at the top of the pipeshould be in accordance with by the Plans and specifications or as necessitated by safety requirements. The trench width will inany case provide ample clearance to permit the pipe to be laid and joined properly and to allow the backfill to be placed andconsolidated in accordance with the specifications. Trenchesshould be of such extra width, when required, to permit theplacement of sheeting, bracing, and appurtenances as required by the safety requirements of the agency having jurisdiction.
3.2.2 Depth. Depth of trench should be to specified grade.Trench bottom shall provide uniform support for the full lengthof the pipe barrel, except that a slight depression may be providedto allow withdrawal of pipe slings or other lifting tackle withoutdamaging coating. Pipe bedding should be installed to avoiddamage to the pipe.
3.2.3 Bell Holes. Holes for the bells should be provided at eachjoint and should be adequately sized for completing any externalcoatings and welding, but should be no larger than necessary toallow joint assembly.
3.2.4 Bedding Material and Placement. Adequate beddingmaterial should be loosely placed to support the entire length ofeach pipe section. The placing of the pipe section will compactthe bedding to conform to the shape of the pipe.
SEC. 3.3 PIPE INSTALLATION
Proper implements, tools, and facilities should be provided and used for the safe and convenient performance of the work. Allpipe and fittings should be lowered carefully into the trench bymeans of a backhoe, a crane, nylon slings, guide ropes, or othersuitable tools or equipment, in such a manner as to preventdamage to the pipe, protective coatings and linings. Under nocircumstances shall pipe be dropped or dumped into the trench.The trench should be dewatered prior to installation of the pipeand maintained until the pipeline is substantially covered asnecessary to avoid pipe floatation.
3.3.1 Thermal expansion should be considered if backfilling doesnot follow closely after pipe installation.
WATER PIPEDes ign Manua l
6

stabbing apply a light coat of vegetable-based joint lubricant tothe spigot end OD and the bell end ID and be sure to keep thejoint cleaned and leveled from this point on. The spigot end shallnow be stabbed approximately 1 inch into the bell end, with thetwo mating pieces approximately in line relative to each other.
The spigot shall then be engaged the appropriate distance. Smalldiameter pipe spigots can be pushed into the bell with a long bar. Large diameter pipe requires additional power, such as a jack, lever puller, or backhoe. Before the pipe slings are removed,a variety of methods can be used to drive the gasketed jointtogether. It can be driven home as it is suspended from the liftingboom, pushed home with the backside of the bucket, (place aheavy timber between the bell end of pipe and the back of bucket to protect the pipe from damage) come-a-long, etc. As each length of pipe is placed in the trench, the pipe should be brought to the correct line and grade. After the joint is fullyengaged, deflect the joint, if required, within the prescribed limitsin Section 3.4.3. The pipe should be secured in place withapproved backfill material.
3.4.1.2 Rubber Gasket Testing: After the pipe has been laid tofinal grade, a feeler gauge shall test the rubber gasketed joint. Thistest will assure that the gasket has not rolled out of the groove,(“fish mouthed”). Perform this test by inserting a feeler gaugebetween the bell and spigot until reaching the gasket. Continuearound the pipe circumference to assure the gasket is continuous.DO NOT use a stabbing motion, as the feeler gauge can passthrough the gap between the shoulder of the spigot and the insideof the bell and can possibly damage the gasket. The only purposeof the feeler gauge test is to determine if the gasket has rolled outof the groove during installation. It is not performed to determinethe amount of clearance between the spigot and the bell.
3.4.1.3 Repair of Rubber Gasket Joints: If it is determinedthat the gasket has disengaged, the joint should be pulled apart,the gasket removed and discarded. Reinstall a new gasketfollowing the procedure in Section 3.4.1.1. In the event a pipesegment cannot be removed, an alternate method for repair is toinsert a rolled steel round bar into the flare of the bell and weldthe round bar to the bell and spigot.
Horizontal Lay Length
STANDARD JOINT PULL
STANDARD ROLLED GROOVE O-RING JOINT DETAIL
Nominal Lay LengthNom
Pent
Max
Pull
Cylinder Length
Lay Length
Joint Lap Bell Depth
3/4 inch for <16 inch diameter1 inch for ≥16 inch diameter
WATER PIPEDes ign Manua l
7
Figure 1

horizontal or vertical plane, the amount of joint deflection shallnot exceed a 3⁄4-inch pull for diameters <16 inch with rolled groovejoints (the angular deflection at bell and spigot joints shall in nocase exceed 5 degrees). Joint deflection shall not exceed a 1-inchpull for diameters ≥16 inch with rolled groove joints and a pullper AWWA C206 Section 4.6.3 for welded joints. All pullmeasurements shall be at the joint or per the specifications.
3.4.4 Flanged Joints. Flanges commonly used for steel waterpipe are slip-on type ring flanges. Flanges are designed for usewith rubber or non-asbestos gaskets (1⁄16 inch or 1⁄8 inch thick).Both the size and type of gasket material are controlling factors in the design of bolted joints and as such, the AWWA M11installation recommendations should be followed.
Regardless of the type gasket being used, or the materials of construction, certain basic procedures must be followed if the joint is to be assembled, tested, and put into operation with minimum difficulty. Regardless of the method used to apply stress to the studs, these fundamentals should be verycarefully followed:
1. Inspect the gasket seating surfaces. Look for tool marks, scratches or pitting by corrosion and make surethat the gasket seating surface is proper for the type ofgasket being used.
3.4.2 Pipe Placement for Welded Lap Joints. Lift the pipe using an appropriate lifting method. On steep slopes it may be advisable to use the slings as chokers. Lower the pipesegment, bell end first, at an approximate 5- to 10-degree anglerelative to the pipe segment which was previously laid. This willallow the bell edge to overlap the spigot (of the previously laidpipe) to the proper stab depth mark. On large diameter pipe tackweld the joint edge at the top to provide a hinge which will guidethe remainder of the bell insertion as the pipe is lowered. Thetack welds may remain as part of the permanent weld if thewelder is properly qualified; the weldment meets AWWA C206.As each length of pipe is placed in the trench, the joint should beassembled, checked for stab depth and the pipe brought to correctline and grade. After the joint is fully engaged, insure the gap isequally distributed. Deflect the joint, if required, within theprescribed limits in Section 3.4.3 or the specifications. Proceedwith welding of the joint per AWWA C206 followed by anyrequired testing. Upon successful weld testing, apply any requiredlinings or coatings. The pipe should be secured in place withapproved backfill material. “Weld-after-backfill” of the joint maybe performed after backfilling in accordance with Northwest PipeCompany’s recommendations.
3.4.3 Joint Deflection. When it is necessary to deflectgasketed or welded pipe from a straight line in either the
WATER PIPEDes ign Manua l
8
Horizontal Lay Length
Cylinder Length
Min. Radius = 15t
optional weld outsideJoint Gap
Lay Length
STANDARD JOINT PULL
STANDARD LAP WELD JOINT DETAIL
Nominal Lay LengthNom
Pent
Max
Pull
Bell Depth
Per AWWA C206 Section 4.6.3
Figure 2

3.4.7 Protective Coatings at Field Joints. Generally the pipe lengths are coated and lined with hold backs at the pipe endsthat are completed in the field. After field assembly the exteriorand interior joint ends should be completed with coatings that are compatible with the original coating system of the pipe and in conformance with the applicable AWWA standards. The type of pipe coating and end coating should be determined by thespecifications. Various pipe end coatings and linings are availablewhich are further described in AWWA C203, AWWA C205,AWWA C209, AWWA C210, AWWA C215, AWWA C216,AWWA C217 and AWWA C222. For application and repair ofthese materials follow the appropriate AWWA standard and theManufacturer’s recommendations.
3.4.8 Cement Mortar for Field Joints and Repairs. Pipe manufacturers generally coat and line the pipe lengthsexcluding only the pipe ends that are completed in the field. The pipe ends should be clean of foreign materials and the surface prepared for the cement mortar as per AWWA C205.When feasible, interior cement mortar for field joints and repairs should be applied after the trench has been backfilled.Exterior field joints should be completed during the pipeinstallation. Cracks in cement-mortar lined steel pipe are acommon occurrence. These cracks are most commonly shrinkagecracks which are caused when the mortar dries out. Contributingfactors may be unprotected pipe ends, rough handling or thermalstresses caused by weather. It is important to keep the pipe endscapped and small amounts of water added to the inside in hot,dry climates. Cracks of 1⁄16 inch or less are acceptable. In the eventcracks exceed 1⁄16 inch, a slurry mixture can be made and brushedover the cracked area prior to filling the pipeline. The materialrequirements and application procedures of cement mortar forfield joints and general repairs are described in AWWA C205. Do not fill pipe for 72 hours after last concrete repair.
SEC. 3.5 FITTING INSTALLATION
3.5.1 Air Release and/or Vacuum Vents should be installedin accordance with the specifications at the high points in the lineand in areas of potential negative pressure. The location, numberand size of these air release and/or vacuum vents should beprovided in the project specifications. The air release and/orvacuum vents should be protected in locations where freezingtemperatures are encountered.
3.5.2 Plugs and Caps. Before putting the installed pipe andappurtenances under test pressure, consider all dead ends and themethods available to restrain the dead ends, blowoff valves, etc.against the force generated by the test pressure.
SEC. 3.6 BEDDING AND BACKFILLING
The excavated pipe trench will usually require select beddingmaterial, typically ranging from 2- to 6-inches deep (see Figure3). The bedding material should be evenly spread in the bottom of the trench to support the pipe along its entire length with the exception of a few feet near the joint areas. Backfill should beaccomplished in accordance with the specified laying conditions.
3.6.1 Backfill Material. All backfill material in the pipe zoneshould be free from cinders, ashes, refuse, vegetable or organicmaterial, boulders, rocks or stones 3-inch diameter and larger,frozen soil, or other unsuitable materials described by thespecification.
2. Inspect the gasket. Look for any possible defects ordamage in the gasket.
3. Lubricate all thread contact areas and nut facings. Theimportance of proper lubrication cannot be over stressed.
4. Loosely install the fasteners and gaskets. Install the bolts and nuts and bring all to a hand tight or snug condition.
5. Torque the bolts up to a maximum of 30% of the final torque value required, following the sequencerecommended in M11. Number the bolts so that torquing requirements can be followed.
6. Repeat step 5, increasing torque to approximately 50% to 60% of the final torque required.
7. Continue with a rotational pattern of re-torquing all fasteners to the specified amount.
Note: For insulating flanges, refer to the manufacturer’srecommendations.
3.4.5 Welded Joints. The need for welded joints will vary byproject and will be dictated in the Plans, specifications, and shopdrawings. Several types are common, including lap, butt, andbutt-strap welded joints. Information for these joint types isprovided in this section.
Welding should be performed by those welding processes thatmeet the requirements of AWWA C206 and the Plans andspecifications for the project.
3.4.5.1 Welded Lap Joints. The nominal engagement of a lap-welded joint is 2- to 3-inches deep with a minimumrequired 1-inch final overlap between the bell and the spigot. The allowable pull out is 1 inch but does not reduce theminimum required overlap.
3.4.5.2 Welded Butt-strap Joints. Where welded butt-strapjoints are used, the butt straps shall have a minimum platethickness equal to the thinnest member being joined and shouldbe fabricated from material equal in chemical and physicalproperties. The strap shall have a minimum width of 4 inches orthe width necessary to obtain a minimum lap between pipe endsand the butt strap as per AWWA C206.
For butt-strap joints the seams of adjacent pipe sections may be in alignment, provided the butt-strap seams are offset from the pipe seams by at least five times the thickness of the thickermember involved in the joint. The butt strap may be welded on the pipe exterior only, or on the pipe interior or both exteriorand interior.
3.4.6 Bonding of Joints. When required by the specifications,the bonding of non-welded joints should be utilized to make the line electrically continuous to allow for monitoring of possiblecorrosion along the pipeline. Bonding jumpers (or optional “s” or “z” bars) should be welded, in the field, between the spigot and the bell. The weld should be kept close to the ends of thepipe to allow field applied joint end coatings to cover the bonding jumpers.
WATER PIPEDes ign Manua l
9

WATER PIPEDes ign Manua l
10
Trench Zone
Pipe Zone
Bedding
Trench Installation Detail3.6.1.2 Bedding and Backfill should be densified around thepipe to the top of the pipe. The dry density of cohesive soil shouldbe between 85% and 95% based on a standard proctor (see Figure3). Regardless of the method of densification used, materialsshould be brought up at substantially the same rate on both sidesof the pipe in lifts suitable to provide adequate compaction. Wheninstalling pipe 36 inches and larger use a probe rod method toconfirm the backfill is properly consolidated within the pipehaunches (between the pipe spring line and pipe invert elevation).Care should be taken to assure that the pipe is not floated ordisplaced before backfilling is complete.
3.6.1.3 Cohesive soils should be compacted with mechanicalequipment or tamping. Take care not to damage coatings duringcompaction. Proper equipment and care in placement of backfillmaterial will ensure required compaction under the lowerquadrant of the pipe.
3.6.1.4 Free draining soils may be densified by tamping orwith water using devices or methods such as water jets,immersion-type vibrators, flooding, etc.
3.6.1.5 Trench backfill above the pipe zone shall not be placeduntil the compaction of the pipe zone bedding and backfill aresatisfactorily complete. To prevent damage to the pipe, sufficientcompacted backfill should be placed over the pipe before allowingany type of vehicle over it.
Note: Loosely placed backfill above the pipe may allow settlementwhich could be detrimental to improvements subsequently placedover the trench.
The maximum aggregate size for rigid or armor coated pipeshould be 3 inch minus. The maximum aggregate size for flexiblecoated pipe should be as recommended in AWWA standards.
3.6.1.6 Compaction. When special backfill compactionprocedures are required, they should be accomplished inaccordance with project specifications or applicable federal, state or provincial, and local regulations.
Figure 3

WATER PIPEDes ign Manua l
11
Notes

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
HHEEAADDQQUUAARRTTEERRSS:: 220000 SSWW MMAARRKKEETT SSTT,, SSUUIITTEE 11880000 •• PPOORRTTLLAANNDD,, OORR 9977220011 880000--998899--99663311 •• 550033--994466--11220000 •• FFAAXX 550033--997788--22556611
PORTLAND, OR: 12005 N BURGARD ST • PORTLAND, OR 97203ADELANTO, CA: 12351 RANCHO RD • ADELANTO, CA 92301DENVER, CO: 6030 N WASHINGTON ST • DENVER, CO 80216PARKERSBURG, WV: ROUTE 892, DUPONT RD • WASHINGTON, WV 26181SAGINAW, TX: 351 LONGHORN RD • SAGINAW, TX 76179
www.nwpipe.comREV. 01-2005

APPENDIX

APPENDIX

WATER TRANSMISSION PLANT MANUFACTURING CAPABILITIES
MANUFACTURING CAPACITYNorthwest Pipe Company’s five Water Transmission plants servesteel pipe needs accross the US. Spiral pipe manufactured from14-inch diameter to 156-inch diameter in wall thickness rangingfrom .135-inch to 1.0-inch wall thickness. Straight seam pipe is available from 4 inches to 16 inches with wall thickness from .135 inch to .250 inch. Rolled and welded pipe, manufactured to as much as 2-inch thickness, can be made for shipment through out the US. Pipe lengths as long as 60 feet are available.
CAPABILITIES, PRODUCTS, AND SERVICESAll the Northwest Pipe Company plants offer full-service manufacturing. Steel pipe fabrication offering project engineeringservice, estimating, carbon and stainless steel pipe fabrication, special fabrication, and a complete line of linings and coatings.Northwest Pipe Company has the capability to manufacture rolled groove O-ring joints, bell-and-spigot lap-welded joints, butt-welded joints, and plain-end joints. Flanged joints, mechanicalcoupled joints, split-sleeve coupled joints and Carnegie bell-and-spigot joints are all available from our facilities.
CERTIFICATIONAll facilities for Northwest Pipe are ISO 9001:2000 certified. All welders are qualified under either ASME or AWS certification.Numerous levels of NACE and CWI inspectors are part of ourQA/QC employees.
12005 North Burgard StreetPortland, Oregon 97203
800/824-9824 (toll-free)503/285-1400Fax : 503/285-2913
Route 892 Dupont RoadWashington, West Virginia 26181
304/863-3316Fax : 304/863-6984
6030 North Washington StreetDenver, Colorado 80216
800/289-4080 (toll-free)303/289-4080Fax : 303/288-1068
351 Longhorn RoadSaginaw, Texas 76179-2404
817/847-1402Fax: 817/847-0372
12351 Rancho RoadAdelanto, California 92301
760/246-3191Fax : 760/246-2292
ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
1WATER PIPEDes ign Manua l

ISO 9001
Certificate No. 35837
Certificate No. 34319
Certificate No. 36891
Certificate No. 37290
Certificate No. 36647
Certificate No. 33609
Certificate No. 37291
WATER PIPEDes ign Manua l
2
REV. 01-2005

nwpipe.com