
Novel Drying Technology
6
DIFFUSION DRYING TECHNOLOGY FOR THIN FILM COATING -ARKA PRABHA ROY 3. LAYOUT CONSIDERATIONS OF DIFFUSION DRYERS In the following sections we have taken a one-dimensional model of surface coating (along the Y axis) to predict the diffusive mass transport rate and the time required for the drying of the solvent. 3.1. THE EQUATIONS AND THE CONSIDERED ONE-DIMENSIONAL LAYER-MODEL Considering diffusion as the main and only way of mass transport, we get that the rate of diffusive mass transport depends on the pressure, temperature and their gradients as following 1 1 2 i i P T m P x T x μ • ∂ ∂ = − − ∂ ∂ So if we take the mass diffusion transport as the driving cause for the solvent drying phenomenon, then it seems that the rate of the solvent diffused away depends on the air- solvent interface pressure, temperature and their gradients. For further simplification the first term consisting the product of pressure and pressure gradient is neglected in comparison to the second term consisting the temperature and temperature gradient for its low order of magnitude. Thus, the expression for the rate of diffusive mass transport looks like 2 dT m T dy μ • = The drying of solvent is considered by the simultaneous effects of the two following conditions:- 1. Heating through the substrate side due to the higher temperature at the bottom of the substrate 2. Heat transfer from the upper side of the coating due to the hot wire mesh above the coating The basic assumptions taken in account for this one-dimensional model is as following,
-
Upload
arka-prabha-roy -
Category
Technology
-
view
125 -
download
1
Transcript of Novel Drying Technology

DIFFUSION DRYING TECHNOLOGY FOR THIN FILM COATING
-ARKA PRABHA ROY
3. LAYOUT CONSIDERATIONS OF DIFFUSION DRYERS
In the following sections we have taken a one-dimensional model of surface coating
(along the Y axis) to predict the diffusive mass transport rate and the time required for the
drying of the solvent.
3.1. THE EQUATIONS AND THE CONSIDERED ONE-DIMENSIONAL LAYER-MODEL
Considering diffusion as the main and only way of mass transport, we get that the rate of
diffusive mass transport depends on the pressure, temperature and their gradients as
following
1 12i i
P TmP x T x
µ• ⎧ ⎫∂ ∂= − −⎨ ⎬
∂ ∂⎩ ⎭
So if we take the mass diffusion transport as the driving cause for the solvent drying
phenomenon, then it seems that the rate of the solvent diffused away depends on the air-
solvent interface pressure, temperature and their gradients. For further simplification the
first term consisting the product of pressure and pressure gradient is neglected in
comparison to the second term consisting the temperature and temperature gradient for
its low order of magnitude. Thus, the expression for the rate of diffusive mass transport looks
like
2dTm
T dyµ•
=
The drying of solvent is considered by the simultaneous effects of the two following
conditions:-
1. Heating through the substrate side due to the higher temperature at the bottom of
the substrate
2. Heat transfer from the upper side of the coating due to the hot wire mesh above
the coating
The basic assumptions taken in account for this one-dimensional model is as following,
Theoretical Considerations of Diffusion Dryers & Experiental Verifications.docx Seite 2 von 6
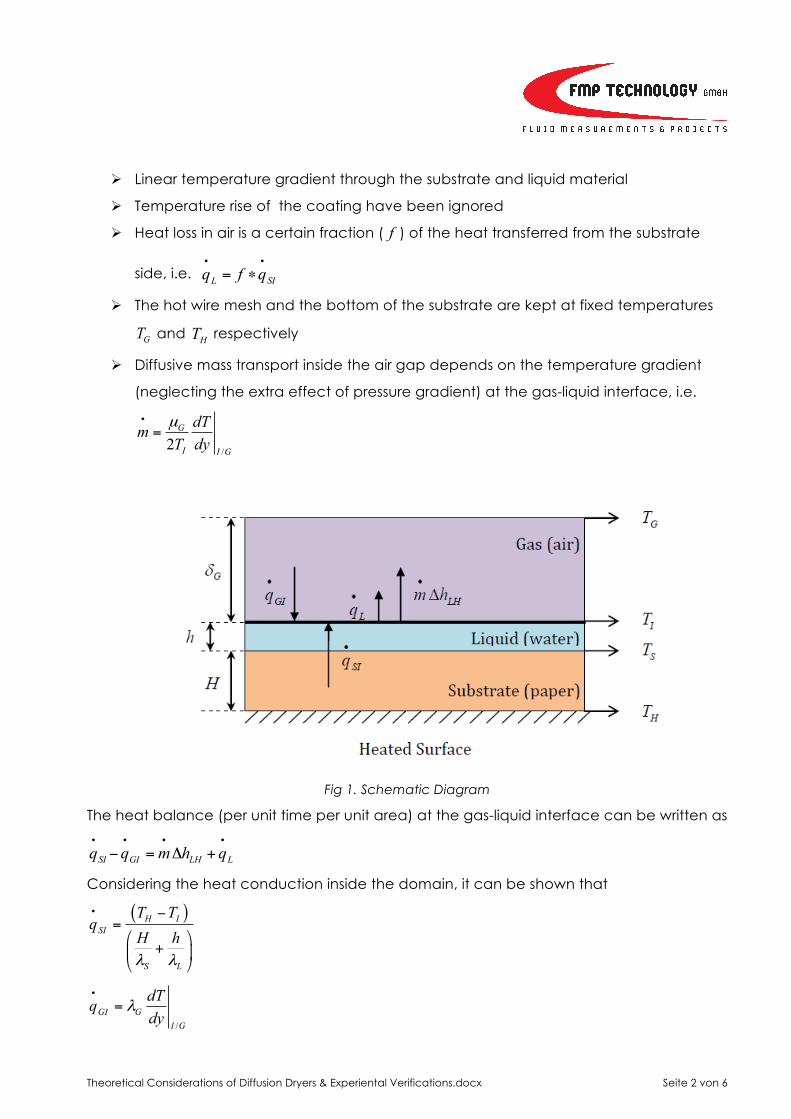
Ø Linear temperature gradient through the substrate and liquid material
Ø Temperature rise of the coating have been ignored
Ø Heat loss in air is a certain fraction ( f ) of the heat transferred from the substrate
side, i.e. L SIq f q• •
= ∗
Ø The hot wire mesh and the bottom of the substrate are kept at fixed temperatures
GT and HT respectively
Ø Diffusive mass transport inside the air gap depends on the temperature gradient
(neglecting the extra effect of pressure gradient) at the gas-liquid interface, i.e.
/2G
I I G
dTmT dyµ•
=
Fig 1. Schematic Diagram
The heat balance (per unit time per unit area) at the gas-liquid interface can be written as
LHSI GI Lq q m h q• • • •
− = Δ +
Considering the heat conduction inside the domain, it can be shown that
( )H ISI
S L
T Tq
H hλ λ
• −=⎛ ⎞
+⎜ ⎟⎝ ⎠
/GGI
I G
dTqdy
λ•
=

Theoretical Considerations of Diffusion Dryers & Experiental Verifications.docx Seite 3 von 6
Furthermore using the expressions form•
, Lq•
and then re-arranging, we get the balanced
equation as
( ) ( )/ /
12
H I G LHG
II G I G
S L
f T T hdT dTdy T dyH h
µλ
λ λ
− ∗ − Δ+ =
⎛ ⎞+⎜ ⎟
⎝ ⎠
Thus, the temperature gradient at the gas-liquid interface looks like
( ) ( )/
1
2
U I
G LHI GG
I S L
f T TdTdy h H h
Tµ
λλ λ
− ∗ −=
⎛ ⎞⎛ ⎞Δ− ∗ +⎜ ⎟⎜ ⎟
⎝ ⎠ ⎝ ⎠
Now the temperature distribution inside the air-gap (above the coating) satisfies the
energy equation, given by
2
2 0P
G
mCd T dTdy dyλ
•⎛ ⎞⎜ ⎟− =⎜ ⎟⎝ ⎠
Solving we get
1 2 exp P
G
mCT c c yλ
•⎛ ⎞⎜ ⎟= +⎜ ⎟⎝ ⎠
Where 1c and 2c are the two indefinite integration constants, which can be resolved using
the appropriate boundary conditions.
The boundary conditions for the energy equation can be written as
At 0y = , ( ) ( )
/
1
2
H I
G LHI GG
I S L
f T TdTdy h H h
Tµ
λλ λ
− ∗ −=
⎛ ⎞⎛ ⎞Δ− ∗ +⎜ ⎟⎜ ⎟
⎝ ⎠ ⎝ ⎠
At Gy δ= , GT T=
Solving for 1c , 2c and the using these values we get the temperature profile as
( ) ( )1 exp exp
12
P PH I G
G G
GG LH
PG I S L
mC mCf T T y
T Th H hmCT
δλ λ
µλ λ λ
• •
•
⎧ ⎫⎛ ⎞ ⎛ ⎞⎪ ⎪⎜ ⎟ ⎜ ⎟− ∗ − ∗ −⎨ ⎬⎜ ⎟ ⎜ ⎟⎪ ⎪⎝ ⎠ ⎝ ⎠⎩ ⎭= −
⎛ ⎞ ⎛ ⎞Δ∗ − ∗ +⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠

Theoretical Considerations of Diffusion Dryers & Experiental Verifications.docx Seite 4 von 6
From the above equation the gas-liquid interface temperature ( IT ) is given as; i.e. at 0y = ,
IT T=
( ) ( )1 exp 1
12
PH I G
G
I GG LH
PG I S L
mCf T T
T Th H hmCT
δλ
µλ λ λ
•
•
⎧ ⎫⎛ ⎞⎪ ⎪⎜ ⎟− ∗ − ∗ −⎨ ⎬⎜ ⎟⎪ ⎪⎝ ⎠⎩ ⎭= −
⎛ ⎞ ⎛ ⎞Δ∗ − ∗ +⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠
The mass diffusion rate (per unit area) due to the temperature gradient at the gas-liquid
interface is given by
( ) ( )
( )
1
2
G H I
G LH G IS L
f T Tm
H hh T
µ
µ λλ λ
• − ∗ ∗ −=
⎛ ⎞Δ − ∗ +⎜ ⎟
⎝ ⎠
The drying time for the coating material can be written as
( )
( ) ( )
2
1
L G LH G IS L
dG H I
H hh h TMt
f T Tm
ρ µ λλ λ
µ•
⎛ ⎞∗ ∗ Δ − ∗ +⎜ ⎟
⎝ ⎠= =− ∗ ∗ −
3.2. THEORITICAL PREDICTIONS FOR THE DRYING TIME
Now a sample calculation is done (using Wolfram Mathematica 6.0) for the evaluation of
the mass diffusion rate and the drying time needed for the solvent considering the
following parameter values
H = 300 microns, h = 10 microns, Gδ = 300 microns
f = 0.2 , GT =350K, HT = 295 K
The following material property values are taken as constant with the temperature
variations
Gµ = 51.8 10−× kg/(m.s), Gλ = 0.024W/(m.K), PC = 1.012KJ/(Kg.K)
Lλ = 0.6W/(m.K), Lρ = 1000kg/m3, LHhΔ = 2260 KJ/Kg
Sλ = 0.12W/(m.K)

Theoretical Considerations of Diffusion Dryers & Experiental Verifications.docx Seite 5 von 6
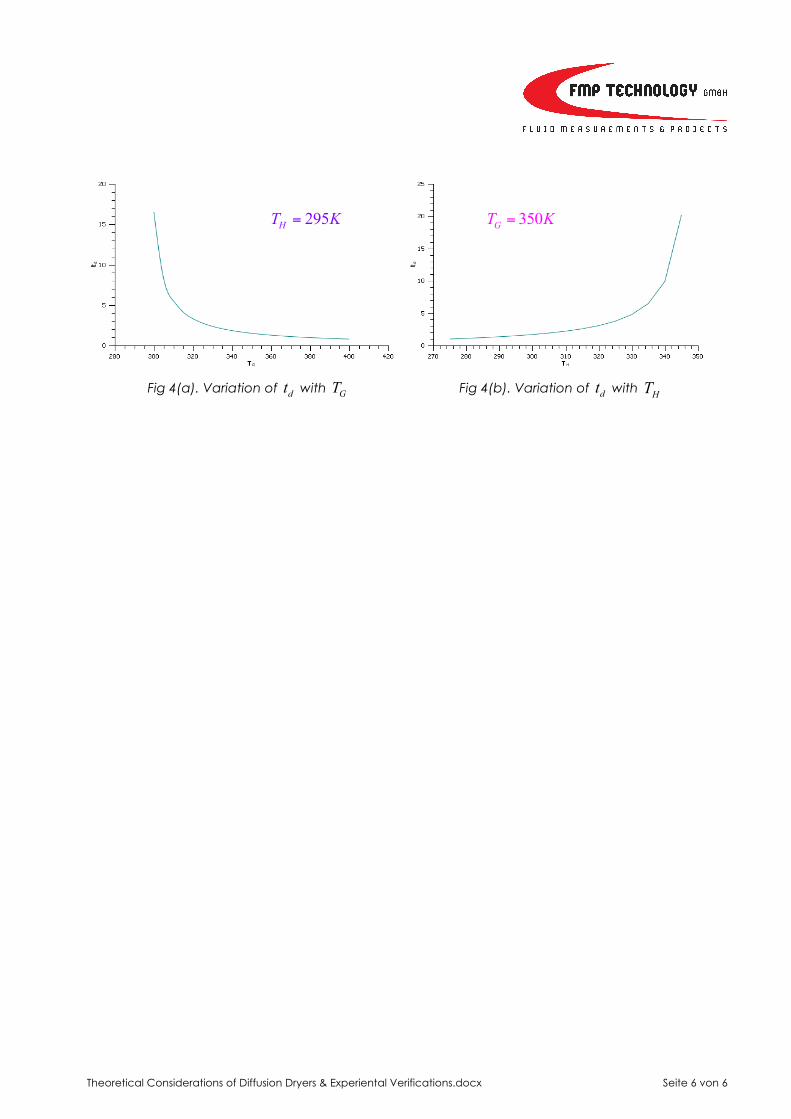
The mass diffusion rate comes out as 36.63 10−× kg/(m2.s) and the drying time as 1.508 s.
Now the drying time, can be controlled by the two input conditions separately; the
heated surface temperature ( HT ) and the wire mesh temperature ( GT ) above the air gap.
So the analytical study has been done for these two input conditions (keeping one
variable and another fixed at a time) and the results for the gas-liquid interface
temperature, mass diffusion rate and drying time is plotted.
Fig 2(a). Variation of IT with GT Fig 2(b). Variation of IT with HT
Fig 3(a). Variation of m•
with GT Fig 3(b). Variation of m•
with HT
295HT K= 350GT K=
295HT K= 350GT K=
Theoretical Considerations of Diffusion Dryers & Experiental Verifications.docx Seite 6 von 6
Fig 4(a). Variation of dt with GT Fig 4(b). Variation of dt with HT
295HT K= 350GT K=


















