Non Fugitive Catalysts
13
Influence of Non-Fugitive Catalysis on Physical Characteristics of Automotive Polyurethane Molded Foam F.M. Casati, A. Fanget, J. Godoy, J.M. Sonney, R. Prange
Transcript of Non Fugitive Catalysts

Influence of Non-Fugitive Catalysis onPhysical Characteristics of AutomotivePolyurethane Molded FoamF.M. Casati, A. Fanget, J. Godoy, J.M. Sonney, R. Prange

Influence of Non-Fugitive Catalysis on Physical Characteristicsof Automotive Polyurethane Molded Foam
F.M. CASATI, A. FANGET, J. GODOY, J.M.SONNEY
Dow Europe GmbHInternational Development Center13 rue de Veyrot – P.O. Box 3CH-1217 Meyrin 2Switzerland
R. PRANGEThe Dow Chemical Company2301 N. Brazosport Blvd.Freeport, TX 77541USA
ABSTRACT
Traditionally, fugitive amines have been the catalysts ofchoice in the production of flexible molded polyurethanefoams for automotive seating. Health and safetyregulations, along with the continued push to eliminateVOC (Volatile Organic Compound) emissions inpassenger compartments, however, are challenging thelong-term use of these fugitive catalysts. Switching fromconventional fugitive catalysts to non-fugitive catalysts isnot trivial and many issues can arise when trying to makethis change during the industrial production of flexiblepolyurethane molded foams. Maintaining cost-effectiveprocessing conditions and meeting OEM’s foamcharacteristics, along with other issues associated withemploying non-fugitive catalysts in the production ofmolded foams will be outlined in this paper.
The Dow Chemical Company has embarked on aneffort to develop the next generation of raw materials forflexible polyurethane foams. Dow recently launched aline of autocatalytic polyols, VORANOL* VORACTIV*polyols, that overcome some of the challenges associatedwith non-fugitive catalysts. The current VORANOLVORACTIV polyols allow the reduction of traditionalfugitive amine catalysts while maintaining processingconditions and foam physical properties. This paperreports on the continued efforts by The Dow ChemicalCompany to produce improved VORANOL VORACTIVpolyols that will allow the complete elimination offugitive amine catalysts in the production of moldedpolyurethane foams.
INTRODUCTION
Similar to auxiliary blowing agents, the role of catalystsin the production of flexible polyurethane foams is shortlived. Indeed, each additive is needed during the foamingprocess, but they both become environmentallyundesirable once the foam is made. While physical means,such as reduced atmospheric pressure, allow theelimination of blowing agents, it is quite difficult toremove catalysts from foam formulations. Several articleshave been devoted to the negative effects of amine basedVOC emissions and to potential alternatives to fugitivetertiary amines, today’s main catalysts for HR (HighResilience) molded foams used in automotive seating[1,2,3,4]. Experience has shown that alternatives, such asnon-fugitive catalysis, may have detrimental effects onfoam processing, leading either to a loss of flexibility infoaming operations or to a reduction of key foamcharacteristics, otherwise easily achieved and maintainedwith conventional, fugitive catalysts. The current technicaloptions to eliminate amine vapors are presented in Table 1.Also listed are advantages and disadvantages of eachsolution in terms of processing and foam aging.
Analysis of Table 1 suggests that all three options havethe same drawback; all have the potential to catalyzepolyurethane retro-reactions. Catalysis of retro-reactionswould lead to polymer degradation upon accelerated aging,making these alternatives unacceptable. However, studiescarried out in Dow’s laboratories have shown that thenegative effect of aging can be minimized by properadjustments of the chemical composition of non-fugitivecatalytic materials, especially through the use ofVORANOL* VORACTIV* polyols [5].
* Trademark of The Dow Chemical Company.

TABLE 1. Options for the reduction or elimination of fugitive amine catalysts in molded foams.Solution Advantages Possible Drawbacks Possible End-results
Reactive catalysts Mobility at the beginning of foaming
Part of PU Polymer
Retro-reaction
Chemical breakdown
Poor foam aging
Volatiles
Low volatile, non-reactive catalysts
Mobility during whole process
Present in PU foam
Retro-reaction Poor foam aging
Autocatalytic polyols Part of PU Polymer
No volatiles
Retro-reaction Poor foam aging
Table 2. Formulations 1-3 along with foam compression set values.Formulation 1 2 3Polyols 100.0 38.0 38.0VORANOL VORACTIV polyol 0 62.0 62.0Water 4.2 4.2 4.2DEOA 1.6 1.6 1.6Surfactant 1.2 1.0 1.0Fugitive catalyst package BDMAEE/TEDA(total: 0.45)a 0 0Fugitive catalyst A 0.3 0Fugitive catalyst B 0.3VORANATE T-80 (index) 105 105 10575 % CS (%) 25 48 1875 % HACS (%) 19 38 20a. BDMAEE: 70% bis(dimethylaminoethyl)ether in dipropylene glycol. TEDA: 33% triethylenediamine in dipropyleneglycol.
BACKGROUND
Two main reactions occur in parallel whilepolyurethane foams are produced: the water-isocyanatereaction and the polyol-isocyanate reaction. The foamingprofile can either be balanced or distorted based on thelevel and type of catalysis used to promote thesereactions. A balanced reaction profile is one that leads tothe full completion of the desired reactions, i.e. reactionprofiles that provide good foaming conditions ultimatelyproduce foams with superior physical characteristics.
Non-balanced reactions can lead to several sidereactions during foaming, such as formation of biuret,allophanate, carbodiimide, isocyanate trimerization, etc.Most of these side reactions lead to weak polymerstructures since these bonds are not stable upon heatand/or humid aging. Furthermore, these side reactionscan be further detrimental by lowering the isocyanateavailable to complete the polymerization reactions.Consequently, a balanced catalysis is key to preventunwanted reactions and to promote and adjust the onesthat play a key role in producing a strong polymernetwork. For instance, S. Hashimoto demonstrated therole of neutralization of free tertiary amines by carbamicacid generated in situ to control the rate of CO2generation [6]. Saunders and Frisch stated that high
levels of blowing catalysts tend to form amines at theexpense of substituted ureas [7]. Experiences have shownthat this translates to foam with poor compression setproperties. In addition, urea precipitation is key for cellopening [8] and is dependent on the hydrogen bonding ofthe whole system, hence on its catalysis.
The fact that non-fugitive amines stay within thefoaming mass until the end of rise and may become part ofthe polymer structure makes reaction adjustments morechallenging and may be detrimental to the full catalyticbalance. Indeed, these amines have much less mobilitythan conventional, fugitive products, hence are lessaccessible for complexation with carbamic acid. Inaddition, they likely become ineffective when the viscosityof the reactants increase. In the case of reactive amines,the functionality of the compound also plays a critical rolesince monofunctional compounds act as chain terminatorsand affect the rate of gelation [9].
The effect of catalysis on compression set values, animportant property of flexible foams, is demonstrated byusing three different catalytic packages. Results for 75%compression sets and 75% humid aged compression setsfor Formulations 1-3 are given in Table 2. As shown, thecontrol foam (Formulation 1) was catalyzed withtraditional, fugitive blowing and gelling catalysts, bis-(dimethylaminoethyl)ether (BDMAEE) and triethylene-

diamine (TEDA), respectively. Formulation 2 and 3 wereprepared with a VORANOL VORACTIV polyol and oneof two fugitive catalysts. The control foam possess 75%compression set values that are below 30% (a typicalcustomer specification). When employing VORANOLVORACTIV polyols, care must be taken to properlyformulate the system to ensure desirable physicalproperties. If the system is not properly balanced(Formulation 2), physical properties will suffer.However, formulations utilizing VORANOLVORACTIV polyols can be properly designed to meet thephysical properties of control foams as demonstrated byFormulation 3 which was adjusted to give a properlybalanced reaction profile and desirable foam properties.
This work helps to validate that foam catalysis andbalanced reaction profiles are very critical in obtainingproper physical characteristics. When non-fugitivecatalysts are substituted for fugitive catalysts, thesituation is even more challenging, as will be explained inthis paper. VORANOL VORACTIV polyols can beproperly designed to overcome these challenges and meetcustomer requirements. Current work, as will bereported, is aimed at a 100% replacement of traditionalfugitive catalysts with a VORANOL VORACTIVautocatalytic polyol while maintaining current physicalproperties.
EXPERIMENTAL
Reactivity Tests
All catalytic products (fugitive catalysts, non-fugitivecatalysts and autocatalytic polyols) used to make foamswere tested according to a Brookfield Viscosity Test(BVT). A Brookfield rotational viscometer was used tomonitor the change in viscosity of the reacting system(polyol, isocyanate and catalyst) in order to obtain anindication of the gelling activity of the catalyst. This testwas conducted by blending 100 grams of polyol (forcontrol purposes a standard polyol was used for all runs)conditioned at 25°C and the desired catalyst candidate.The appropriate amount of VORANATE* T-80 toluenediisocyanate required for an index of 110 was then added,and the blend was stirred at 1,000 RPM for 30 seconds.The viscosity of the system was monitored for tenminutes or until the viscosity reached 20,000 mPa.s. The
addition of TDI to the system marked time zero for thestart of the measurements. In the case of the autocatalyticpolyols, no catalysts were added.
Foaming Tests
Machine foaming programs were performed on either ahigh pressure machine equipped with a Krauss-MaffeiMK-12/16-4K mix-head (Meyrin) or a Cannon Model A-40 high-pressure, impingement mixing foam machine(Freeport). An aluminum mold (40x40x10 cm) heated at60°C was used to prepare the foam parts. Demold timewas four minutes.
Molded foams were produced with six different systemsas presented in Table 3. Only Formulation A, the control,was based on conventional polyol and fugitive amines. Allother formulations contained VORANOL VORACTIVpolyol and either conventional catalysts, autocatalyticpolyols or non-fugitive catalysts as described in Table 1.Basic formulations are shown in Table 4.
Free Rise Foaming
Free rise foaming was performed in a 20 liter plasticbucket to measure cream, gel and rise times. Foam was cutto measure FRD (Free Rise Density) in kg/m3.
Minimum Mold Fill Density
Minimum mold fill density corresponds to the minimumpart weight.
Crushing Force at Demold
Crushing force was taken as the first 50 % IFD(Indentation Force Deflection) cycle measured on foampads one minute after demold.
Hot IFD
Hot IFD was taken as the first 50 % IFD cycle measuredafter foam crushing, 3 minutes after demold.
Table 3. Foam Formulations A-F based on various catalyst types.Formulation A B C D E FVORANOL VORACTIV polyol X X XConventional, fugitive amine catalysts X XAutocatalytic Polyol G XAutocatalytic Polyol H XNon fugitive catalyst I XNon fugitive catalyst J X

Table 4. Basic foam formulations for Formulations A-F.Formulation A B C, D E, FSPECFLEX NC-632 70 20 20SPECFLEX NC-700 30 30 30 30VORANOL VORACTIV polyol 50 50Triethylenediamine, 33% in dipropylene
glycol 0.40
Bis(dimethylaminoethyle)ether, 70% indipropylene glycol
0.05
Autocatalytic polyol G or H 70Fugitive catalyst A 0.30Non-fugitive catalyst I or J VariedWater 3.5 3.5 3.5 3.5Diethanol amine, 85% 0.8 0.8 0.8 0.8Surfactant 0.6 0.6 0.6 06VORANATE T-80 (Index)a 90 – 100 – 105 90 – 100 – 105 90 – 100 – 105 90 – 100 – 105a. Only results obtained with index 100 will be reported hereafter.
Curing of Thin Sections
A conventional automotive seat mold was used toassess curing of thin sections.
Foam Physical Testing
Foam pads were tested for physical characteristicsaccording to the tests listed in Table 5.
VOC Emission Measurements
Foam samples were taken and wrapped in two layersof aluminum paper and placed in a polyethylene bagimmediately after demold for shipment to the analyticallaboratories. VOC emissions were measured accordingto VW/Audi PV 3341 and Daimler Chrysler PB-VWT-709 test methods.
Blend Stability
Polyol blends (polyols, catalysts, water andsurfactants) were foamed at different times to assesspotential reactivity variations.
PVC Staining Tests
Accelerated aging tests at elevated temperature werecarried out in closed containers in the presence of apoly(vinyl chloride) (PVC) foil. A foam sample, 50 x 50x 50 mm was cut from the core of the molded foam padand placed at the bottom of one-liter glass jar. A piece ofgray PVC skin (reference E 6 025 373A0175A, suppliedby Bennecke-Kaliko) was hung from the lid of the glassjar with a chromium-nicked alloy based string. The jarwas sealed. Aging was carried out at 120°C for 72
hours. After cooling, the PVC sheet discoloration wasmeasured using a Minolta Chroma Meter CR 210. Thesmaller the change in color, the lower the ∆E measuredin this test.
RESULTS AND DISCUSSION
Foam formulations, shown in Table 4, were based on acombination of blowing and gelling catalysis. In the caseof the control, the traditional amine catalyst combinationof triethylenediamine (gelling catalyst) and bis-(dimethylaminoethyl)ether (blowing catalyst) was used.All the other formulations were prepared withexperimental autocatalytic polyols or with a VORANOLVORACTIV polyol and a co-catalyst. The gellingcatalytic materials used in this work were selected byBVT test that confirmed their activation of the polyol-isocyanate reaction.
BVT Studies
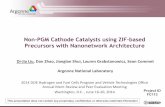
BVT curves for some gelling catalysts listed in Table 3are reported in Figure 1. It is important to point out thatBVT reactivity is mainly derived from the basicity of thecatalyst and does not predict anything about its blowingefficiency once water is present. Hence these BVT datawere only used to screen and compare gelling candidates,since foaming tests or reaction kinetics are needed togather more complete information on the reactivitybalance of a catalyst and/or catalyst package.
Curves in Figure 1 illustrate that full gelation or rapidviscosity increase occurs after an initiation time ofseveral minutes. This is most likely due to the use ofTDI that has a sterically hindered isocyanate group in theortho position on the toluene ring that exhibits lowreactivity, hence it is slow to be activated. It is also

important to note, in regards to the BVT data, that someof the non-fugitive catalysts are reactive towardsisocyanate. Thus, in some instances, the apparentcatalytic activity of the non-fugitive catalyst is altereddue to the reaction product between the reactive, non-fugitive catalyst and the isocyanate.
Free Rise Foam Reactivity Studies
Free rise foam reactivity measurements are importantto assess the behavior of the full system under unstressedconditions, i.e. when there is no shear nor any pressureapplied to the foaming mass. Visual inspection of thefoam rise and of its final settling, along with free risedensity and cream, gel and rise times, allowedcomparisons between different catalysis packages. Theassessment and interpretation of these results provide away to make any needed formulation adjustments thatmay be required for foaming under stressed conditions,i.e. in the mold. For instance, the data in Table 6 indicatethat the level of VORANOL VORACTIV polyol inFormulations B-E (Table 4) should be reduced since thefast cream times would make it difficult to adjust otherimportant parameters such as gel time. The data given inTable 6 also illustrate that it is possible to match thereactivity profile of conventional, fugitive, catalysts
(Formulation A) with non-fugitive catalysts andautocatalytic polyols (Formulations B-F). It should benoted, however, that the end of rise time of some non-fugitive catalysts tends to be slower, most likely becauseof their lack of mobility.
0
4000
8000
12000
16000
20000
00:00 01:00 02:00 03:00 04:00 05:00 06:00 07:00 08:00 09:00 10:00 11:00Time (mm:ss)
Visc
osity
(cPs
)
Fugitive Catalyst BAutocatalytic Polyol GNon Fugitive Catalyst JAutocatalytic Polyol HNon Fugitive Catalyst I
Figure 1. BVT curves for fugitive catalyst B, autocatalyticpolyol C, non-fugitive catalyst J, autocatalytic polyol H,and non-fugitive catalyst I.
Table 5. Foam Physical Testing.Foam Test Test Method Conditions (units)BEFORE AGINGCore Density ISO 845-95CFD Hardness VW/AUDI PV 3410-93 40 % deflection (KPa)Airflow ASTM D-3574-01 Cfm (cubic foot/minute)Resiliency ASTM D-3574-01 (%)Tensile & Elongation VW/AUDI PV 3410-93 30 mm thickness (KPa)Tear Strength VW/AUDI PV 3410-93 10 mm thickness (N/m)50 % Dry Compression Set VW/AUDI PV 3410-93 50 % CT (%)70 % Wet CS with Skin Renault RP 1637-81 70% CD with skin (%)HEAT AGINGCFD Change VW/AUDI PV 3410-93 40% deflection (%)Tensile/ Elongation VW/AUDI PV 3410-93 200 hours at 90°CTensile/ Elongation Opel/GM 60.283-6-96 22 hours at 140°CHUMID AGING50 % HACS Opel/GM 60283-5-96 5 hours 120°C, 100 % RH (% Cd)75 % HACS Opel/GM 60283-5-96 5 hours 120°C, 100 % RH (% Cd)50 % HACS VW/AUDI PV 3410-93 200 hours at 90°C (% CT)CFD Change VW/AUDI PV 3410-93 40 % deflection (%)Tensile/ Elongation VW/AUDI PV 3410-93 30 mm thickness (Kpa)
Table 6. Free rise reactivity (index 100).

Formulation A B C D E FCream time (s) 6 4 3 4 4 5Gel time (s) 60 50 50 70 62 59Rise time (s) 118 90 100 141 116 130Free rise density (kg/m3) 29 27 28 28.5 27.5 30.5
Table 7. Processing study of molded foam (index 100).Formulation A B C D E FMinimum molded density (kg/m3) 32 32 36 37.5 36 35Mold exit time (sec) 37 29 25 39 34 40Part weight (g) 610 592 595 600 608 606Molded density (kg/m3) 38.7 37.5 37.5 37.5 38 38Curing thin section Limit Limit Limit No Limit LimitCrushing Force (N) 1,280 1,030 730 220 690 1,020Hot IFD (N) 195 170 120 130 200 160
Table 8. Molded foams physical properties before aging.Formulation A B C D E F40 % IFD (N) 195 200 225 251 247 208Core Density (kg/m3) 36.7 36.0 37.2 38.5 36.7 35.640 % CFD (Kpa) 3.4 3.4 3.5 4.5 4.6 3.6Airflow (cfm) 3.4 3.4 2.6 4.5 3.4 3.4Resiliency (%) 64 64 65 64 57 64Tensile Strength (Kpa) 107 150 112 121 138 81Elongation (%) 118 140 111 120 148 99Tear Strength (N/m) 204 200 218 294 322 146Cell structure Normal Normal Normal Normal Normal Normal
Processing Studies of Molded Foam
Five parameters were recorded to assess processingconditions of Formulations A-F. As outlined in Table 7:minimum molded density indicates how well the systemflows inside the mold and the stability of the foamingmass; mold exit time is indicative of the reactivity duringthe first phase of foam rise; curing of thin section is a keyparameter when producing a wide range of automotiveparts; crushing force is related to the level of closed cellsinside the foam at demold; and hot IFD is a measure offoam cure inside the thicker part of the molded pad.
The data in Table 7 call for several comments. First, itis clear that formulations A and B based on conventional,fugitive catalysis allows reaching the lowest moldeddensity while still maintaining an acceptable crushingforce. Formulation D gives very open foam, butpossesses a slow cure rate as shown by the low value ofhot IFD. Curing of thin section, even with the controlformulation is still critical for all foams with a four-minute demold time. Finally, comparison of the control
and the experimental formulations indicates thatformulations with non-fugitive catalysis packages performpoorly overall in the foaming process. This is notunexpected, based on what has been discussed in thebackground section.
Physical Properties Before Aging of Molded Foam
The main properties before aging of these six foams arereported in Table 8. The effects of catalysis changes showdifferences between these foams, even with comparablecell structures and air breathabilities. This trend isconsistent with the foams of Table 2, as the same polyolsystems, crosslinkers, water levels and surfactants wereused in the formulations. The most striking variationsbetween formulations A-F are related to foam hardness andcore density. Knowing that all the parts haveapproximately the same molded densities, the data suggestthat the various formulations have different skin densities.
Table 9. Dry and humid aged compression set and wet skin properties molded foam after humid aging.Formulation A B C D E F

50 CS (%Cd) 5.3 5.2 4.8 6.2 5.7 6.550 % HACS 20 18.7 18.3 18.2 19.6 3275 % HACS 18.4 21.7 15.8 16.6 17.5 3770 % Wet CS with skin 31.1 32.8 22.5 22.6 31 27.8
Table 10. Physical properties of molded foams after VW humid aging.Formulation A B C D E FVW 40% CFD change + 45 + 35 + 12 - 1 Degraded DegradedTensile (Kpa) 96 122 126 85 Degraded Degraded% Change Tensile - 10 - 23 + 10 - 30 Degraded DegradedElongation (%) 155 191 159 138 Degraded Degraded% Change Elongation + 31 + 36 + 43 + 15 Degraded DegradedDegraded: Foams with tensile strength below 50 Kpa and/or less than 60% elongation.
Molded Foams: Dry and Humid Compression Sets
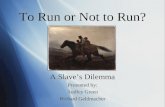
Data in Table 9 demonstrate that systems with properlybalanced reactions have good compression set valuesafter dry and humid aging. Formulation F, based oncatalyst J, is a good example of the negative effects that adistorted catalysis system can have on physicalproperties. Figure 2 illustrates that while FormulationsA-E meet typical customer specifications for humid agedsets, Formulation F falls short of passing humid agingtest specifications typically set by European and NorthAmerican OEM’s.
Molded Foams: Physical Properties after Humid andHeat Aging
While Formulations A-E possess good compression setvalues after humid aging, their physical integrity hasbeen damaged during this process. The data given inTable 10 show the effect that humid aging can have onfoams prepared from non-traditional catalysts packagesand provides further evidence to properly balance thecatalysis. As shown, Formulations E and F, preparedwith a combination of a VORANOL VORACTIV polyoland a non-fugitive co-catalyst, produce foams thatdegrade during VW humid aging. Furthermore,Formulation E based on catalyst I is weakened by heataging, as demonstrated by the tensile strength andelongation shown in Table 11. The distorted catalysis ofthese formulations promoted multiple side reactionsduring foaming that resulted in a weak polyurethane
network that degrades with aging upon the occurrence ofretro-reactions.
We share these data to illustrate the importance ofproperly balancing the catalysis and the negative impactan unbalanced reaction profile can have on physicalproperties. Dow is continuing to work on developing arange of autocatalytic polyols that will produce balancedpolyurethane reaction profiles that are capable ofproducing foams with desirable foam physical properties.Formulations C and D, prepared from experimentalautocatalytic polyols G and H respectively, are goodexamples of the work that we are doing in this area.These polyols produce foams that have similar propertiesas the control, as demonstrated by the data given inTables 9-11.
������������������������������������
������������������������������������
������������������������������
������������������������������
������������������������������
������������������������������������������������������������0
5
10
15
20
25
30
35
40
A B C D E FFormulation
% H
ACS
50 % HACS��75 % HACS
Typical Spec for Humid Aged Set
Figure 2. Compression set properties after humid aging.

Table 11. Physical properties of foams after heat aging.Formulation A B C D E F
VW 40% CFD change 2 -2 -5 -9 -19 -5Tensile (Kpa) 129 167 132 139 145 113
Tensile % Change 21 11 18 15 5 40Elongation (%) 139 185 125 130 198 128
200 Hr,90°C
Elongation % Change 18 32 13 8 34 29Tensile (Kpa) 173 175 111 160 d 130
Tensile % Change 61 23 0 32 60Elongation (%) 184 228 229 215 d 205
22 Hr,140°C
Elongation % Change 56 63 106 79 107d. Degraded foam: Foams with tensile strength lower than 50 Kpa and/or elongation less than 60%.
Volatile Organic Compound (VOC) Emissions
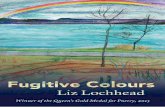
VOC emissions associated with amine catalysts can beeliminated when VORANOL VORACTIV polyols areemployed in the production of molded foams. Fourmethods were utilized to obtain VOC emissions onFormulations A-C. As reported in Table 12, theautocatalytic polyol approach utilized by Dow(Formulation B and C) significantly lowers the VOCemissions, regardless of how measured, when comparedto the control foam (Formulation A) prepared with atraditional, fugitive catalyst package. The decrease inVOC emissions with the use of autocatalytic polyols isillustrated in Figure 3. As shown, VOC emissionsdecrease when going from traditional fugitive aminecatalysts to PU molded foams prepared with aVORANOL VORACTIV polyol. Further evidence forthe reduction of total VOC emissions can be seen byexamining the chromatograms (Figures 4-7) obtained onFormulation A and B according to the PB-VWT-709method for VOC and FOG. As shown, no VOC
emissions relating to catalytic amines were detected as acomponent of the foam produced from Formulation C,which utilized experimental autocatalytic polyol G.
���������������������������������������������������������������������������������������������������������������������������������������������
������������������������������������
0
100
200
300
400
500
600
700
800
900
A B C
µg
x/ g
2
3
4
5
6
7
8
9
10
������VOC as Toluene (PB-VWT-709, x=toluene)FOG (PB-WT=709, x=hexadecane)Carbon emission (Audi PV 3341, x=C)
Figure 3. VOC emissions for Formulations A-C.
Table 12. VOC Emissions obtained from foam produced with Formulation A, B and C.
Reference foam
Carbon emission(Audi PV 3341)
(µg C/g)
VOC as ToluenePB-VWT-709(µg toluene/g)
VOC (HS/GC/MS) (µg perdeuterotoluene
/g)
FOGPB-WT=709
(µg hexadecane/g)
A 9.9 847 143.7 684B 6.2 728 31.7 643C 5.1 545 35 200

0500 1000 1500
0
20
40
60
80
100
N
N
N
O
N
C
CH3
CH3
CH3
H3
* Silicon containing components
*
*
**
Figure 4. VOC chromatogram of Formulation A.
**
*
*
* Silicon containing components
*0
20
40
60
80
100
500 1000 1500
Figure 5. VOC chromatogram of Formulation C.
0 250 500 750 1000 12500
20
40
60
80
100
N
N
N
O
N
C
CH3
CH3
CH3
H3
HN
8 17C H
HN
4 9C H * Silicon containing components
***
*Figure 6. FOG chromatogram of Formulation A.
C4H9
250 500 750 1000 1250
0
20
40
60
80
100
***
NH
C8H17
NH* Silicon containing components
Figure 7. FOG chromatogram of Formulation C.
PVC Staining Study
Amine VOC emissions are believed to contribute toPVC staining. PVC staining data were obtained onfoams produced from Formulations A, B and D. Asshown in Figure 8, a change in the PVC color occurs inall instances. Formulation A, produced with fugitivecatalysts, promoted the highest degree of PVC staining.Formulation B, prepared with a VORANOLVORACTIV polyol and a reduced amount of fugitivecatalyst, shows less PVC staining than Formulation A.Formulations D, based on experimental autocatalyticpolyol H, showed the lowest level of PVC staining.
��������������
������������ ������� ������
������
-20
-15
-10
-5
0
5
10
15
20
25
A B D PVC control
Abs
olut
e va
lue
������Delta b Yellow
Delta a RedDelta EDelta L Black���Delta b Blue
Figure 8. PVC staining results.
CONCLUSION
The current work confirms the good performance ofVORANOL VORACTIV polyols as a partial substitutefor fugitive amine catalysts in automotive flexiblemolded foams. This work also illustrates that manychallenges have to be addressed when looking forcomplete elimination of fugitive amine catalysts andreplacement with non-fugitive systems. Progress hasbeen made and continues to be made. Learnings fromthis and other work have led to new productdevelopments within our laboratories. This will be thesubject of a future report.
ACKNOWLEDGEMENTS
The authors wish to thank their many Dow colleagueswho had a role in generating data presented in this paperand whose helpful discussions have led to the continueddevelopment of this work. Special thanks are extendedto Jim Cosman, Jean Courtial, Hugo de la Ruelle, RayDrumright, Chris Noakes, Philippe Osché, Ross Polk,Alan Schrock, and the Meyrin and Freeport testinglaboratories.

REFERENCES
1. Mercando, L.A., J.G. Kniss, J.D. Tobias, A. Plana,M.L. Listermann, and S. Wendel. 1999. “NonFugitive Catalysts for Flexible Polyurethane Foams,”Proceedings of the Polyurethanes EXPO’ 99,Technomic: Lancaster, PA., 103-134.
2. Sikorski, M., C. Wehman, and H. Cordelair H. 1999.“New Additive Solutions for Low VOC in HRMolded Foams,” Proceedings of the EXPO’99Technomic: Lancaster, PA., 135-144.
3. Masuda, T., H. Nakamura, Y. Tamano, H.Yoshimura, R. Van Maris, and K.M. Gay. 2002.“Advance in Amine Emission Free Catalyst Systemsfor Automotive Seatings – A Fundamental Study onDurability Performance by Humid Aging Load LossTest (HALL),” Proceedings of the PolyurethaneConference 2002, Technomic: Lancaster, PA 189-198.
4. El Ghobary, H., L. Muller, E.J. Derderian, and K.K.Robinson. 2003. “New Low Fogging, LowEmissions Urethane Additives for AutomotiveMoulded Foam” Proceedings of the UTECH 2003Conference, Crain Comunications, London.
5. Sonney, J.M., F.M. Casati, A. Fanget, and J. Godoy.2003 “Development of Low-VOC PolyurethaneFoam Formulations for the Automotive MarketBased on Catalytically Active Polyols” Proceedingsof the UTECH 2003 Conference, CrainCommunications, London.
6. Hashimoto, S. 1981. “Catalysts for Polyurethanesand Polyisocyanurates” International Progress inUrethanes, Vol. 3, Technomic, Westport, CT, 43-82
7. Saunders, J.H. and K.C. Frisch. 1962“Polyurethanes: Chemistry and Technology,” Part I,High Polymers Vol. XVI, Interscience Publishers, pp77 and 334.
8. Park, H.H., J.B. Park and H. Ueda. 2002. “NonCrushing Foams systems for Automotive Seat,”Proceedings of the Polyurethane Conference 2002,Technomic: Lancaster, PA., 61-69.
9. Rodriguez A. “Polyols Compatible with Non-fugitive amine catalysts,” Proceedings of theUTECH 2003 Conference, Crain Communications,London.
BIOGRAPHIES
François M. Casati
François M. Casatigraduated from ICPI (F),now CPE-Lyon (EcoleSuperieure de ChimiePhysique Electronique deLyon), in 1967. He has over30 years of experience inPolyurethanes, IndustrialAmines and Biocides, withS.N.P.E., Recticel, AbbottLaboratories, BP Chemicals
and The Dow Chemical Company. During that time hehas held various positions in Manufacturing, Marketingand Research & Development. He is currently workingas a Product Development Leader for the Flexible Foambusiness of Dow.
Alain Fanget
Alain Fanget joined theGeneva-based PolyurethaneResearch and Developmentgroup of Union CarbideEurope in 1978 and was thentransferred to BP Chemicalsin 1979 and to The DowChemical Company in 1989where he worked in variousPU molding and ACES
applications. He is currently a senior Technical ServiceSpecialist in the Automotive Thermosets R&D Group ofthe Meyrin International Development Center, withspecific responsibilities in seating and NVH moldingapplications.
Jose Godoy
Dr. Jose Godoy graduatedfrom the University ofGeneva (Switzerland) andreceived his Ph.D. in OrganicChemistry from the sameUniversity in 1983. After apost-doctoral research fellow-ship at Imperial College ofScience and Technology inLondon on the synthesis of
natural products, back to Geneva, he worked for a WorldHealth Organization program on synthetic moleculesagainst Malaria. From 1987 to 1989, he worked in theGeneva-based Research and Development group of BPChemicals and was transferred to the Dow Chemical

Company in 1989. He is currently a Senior Specialist inthe Flexible Molded group in Meyrin.
Robbyn Prange
Robbyn Prange has a B.S.chemistry degree from HopeCollege and a Ph.D. inpolymer chemistry from ThePennsylvania State University.She joined The DowChemical Company in 2001and has experience workingwith thermoset systems anddispersions. Robbyn is
currently a Senior Research Chemist in the PolyurethanesFlexible Foam Group.
Jean-Marie Sonney
Dr Jean-Marie Sonneygraduated from the SwissFederal Institute ofTechnology in Lausanne(Switzerland) and receivedhis Ph.D. degree in physicalorganic chemistry from thesame institution in 1979.After a post-doctoral researchfellowship at the University
of California, Santa Cruz, he joined the Geneva-basedResearch and Development group of BP Chemicals in1981 and was transferred to the Dow Chemical Companyin 1989. During this period, he had variousresponsibilities in the field of Analytical Chemistry,Quality Assurance, EH&S, Quality Management andTechnical Service. He is currently a Senior DevelopmentSpecialist in the Development Group for Flexible Foams.
*Trademark of The Dow Chemical Company.

For Additional Information:The Dow Chemical CompanyCustomer Information Group
P.O. Box 1206Midland, MI 48641-1206
Telephone (800) 441-4369Website: www.dow.com
*Trademark of The Dow Chemical Company Form No. 109-01666-903QRP
*