
Non Destructive Testing Of Materials
21
NON-DESTRUCTIVE TESTING OF MATERIALS VINAY M M.Tech - Building Science & Technology Dept. Of Civil Engineering School of Engineering & Technology Jain University BUILDING MATERIALS & SUSTAINABLE DESIGN
Transcript of Non Destructive Testing Of Materials
NON-DESTRUCTIVE TESTING OF MATERIALS
VINAY MM.Tech - Building Science & TechnologyDept. Of Civil EngineeringSchool of Engineering & TechnologyJain University
BUILDING MATERIALS & SUSTAINABLE DESIGN

NONDESTRUCTIVETEST
Evaluating the properties of Materials
Inspecting the defects

PHYSICAL PROPERTIES OF MATERIALS
1. Impact Resistance
2. Ductility
3. Yield & Ultimate Tensile Strength
4. Fracture Toughness & Fatigue Strength
5. Discontinuities & Differences In Material Characteristics
IMPORTANCE OF NDT
1. Safety and Reliability of the Product
2. Cut down the cost
3. Economical benefits for the Manufacturer.
4. NDT is also used widely for routine or periodic determination of quality of the plants and structures during service.
5. This not only increases the safety of operation but also eliminates any forced shut down of the plants.
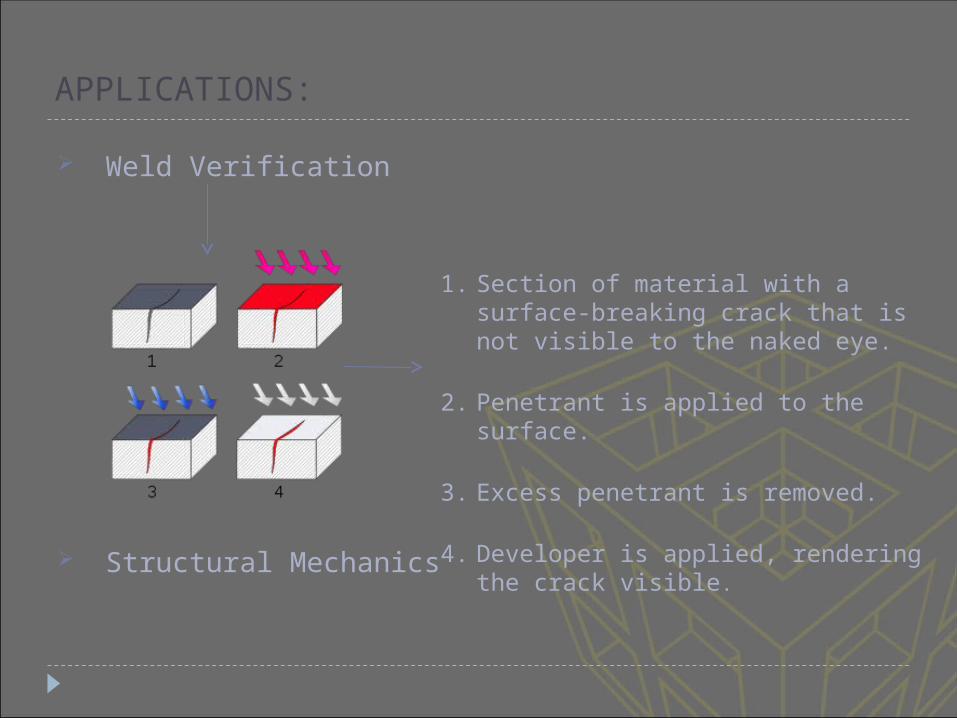
APPLICATIONS:
Weld Verification
Structural Mechanics
1. Section of material with a surface-breaking crack that is not visible to the naked eye.
2. Penetrant is applied to the surface.
3. Excess penetrant is removed.
4. Developer is applied, rendering the crack visible.
COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle TestingAcoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology

COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle TestingAcoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology
Fig: Advanced VideoscopeFig: VideoscopeFig: Magnifying glass
Fig: Bore scopes
Fig. Microscope
Visual testing is the most basic and common inspection method involves in using of human eyes to look for defects. But now it is done by the use special tools such as video scopes, magnifying glasses, mirrors, or bore scopes to gain access and more closely inspect the subject area.
COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle TestingAcoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology
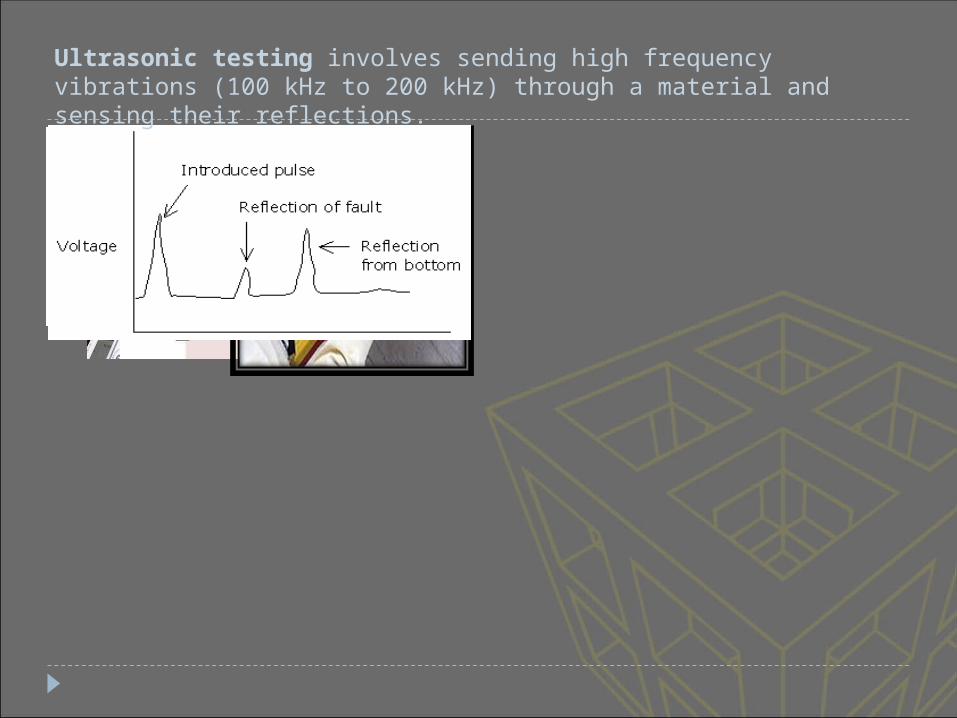
Ultrasonic testing involves sending high frequency vibrations (100 kHz to 200 kHz) through a material and sensing their reflections.

ADVANTAGES
Thickness and lengths up to 30 ft can be tested.
Position, size and type of defect
can be determined. Instant test results. Portable. Extremely sensitive if required. Capable of being fully automated. Access to only one side necessary. No consumables.
No permanent record available unless one of the more sophisticated test
results and data collection systems is used.
The operator can decide whether the test piece is defective or not whilst the test is in progress.
Indications require interpretation (except for digital wall thickness gauges).
Considerable degree of skill necessary to obtain the fullest information from the test.
Very thin sections can prove difficult.
DISADVANTAGES
COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle Testing
Acoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology
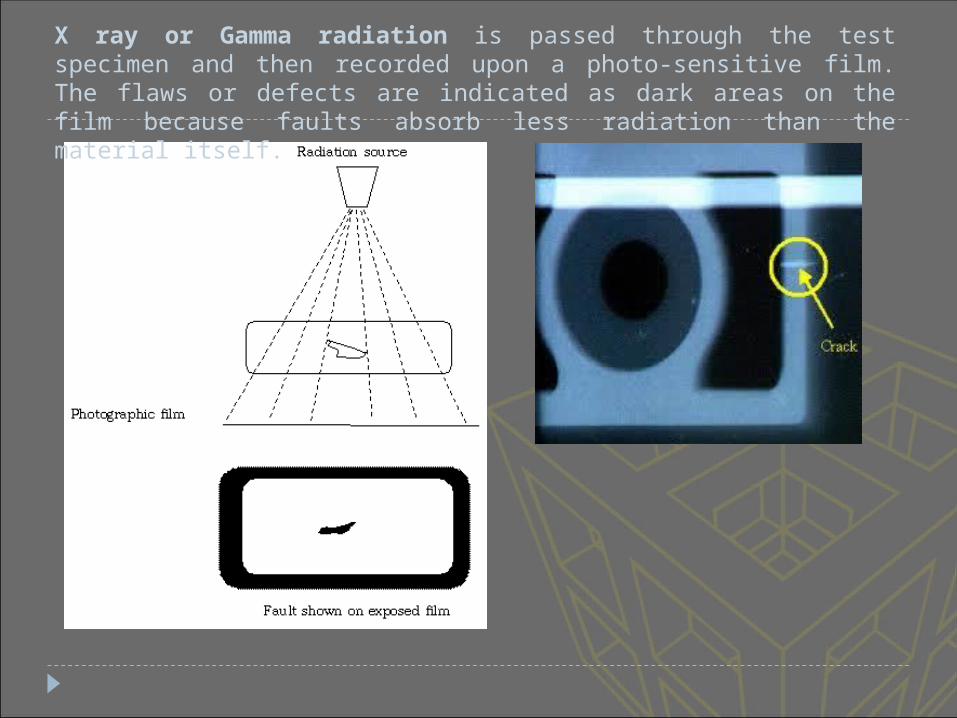
X ray or Gamma radiation is passed through the test specimen and then recorded upon a photo-sensitive film. The flaws or defects are indicated as dark areas on the film because faults absorb less radiation than the material itself.
ADVANTAGES
Can be used with most materials -This includes cell phones, money, food, airbags anything an engineer would like to take a closer look at.
Provides a permanent visual image – This may be accomplished by digitally media or on conventional radiographic film.
Reveals the internal nature of material – Is the part in a good sound condition or is there corrosion or flaws affecting the material.
Discloses fabrication errors – Was the airbag of a vehicle assembled correctly?
Reveals structural discontinuities – Cracks, and other detrimental defects on a structure
DISADVANTAGES
Impracticable to use on specimens of complex geometry Provides – Radiography is a single dimension answer to a 3D world.
The specimen must lend itself to two-side accessibility – The part must be accessible to placing the source on the opposite side of the film.
Laminar type discontinuities are often undetected by RT – Given the nature of radiography if a defect does not posses a large density variance it may not be detected.
Safety considerations imposed by x and gamma rays must be Considered – Radiation is lethal, if not used correctly loss of limb or life may occur.
It is a relatively expensive means of non destructive testing – a basic radiography set up costs in excess of $100,000.

COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle TestingAcoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology

Cluster
Magnetic particle tests are suitable only for ferrous metals capable of being magnetized. Almost any size or shaped component can be tested.
ADVENTAGES
Simplicity of operation and application.
Quantitative. Can be automated, apart from
viewing. (Though modern developments in automatic defect recognition can be used in parts of simple geometry e.g. billets and bars. In this case a special camera captures the defect indication image and processes it for further display and action)
DISADVENTAGES
Restricted to ferromagnetic substance
Restricted to surface or near surface flaws.
Not fail safe in that lack of indication could mean no defects or process not carried out properly.

COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle TestingAcoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology
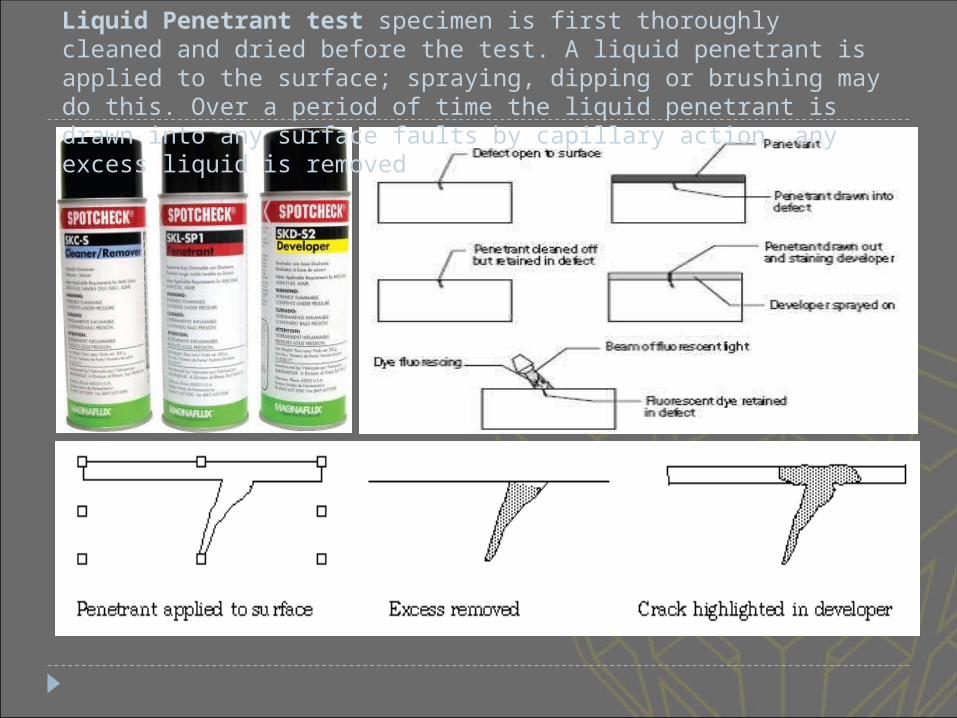
Liquid Penetrant test specimen is first thoroughly cleaned and dried before the test. A liquid penetrant is applied to the surface; spraying, dipping or brushing may do this. Over a period of time the liquid penetrant is drawn into any surface faults by capillary action, any excess liquid is removed
COMMENLY USED METHODS
Liquid Penatrant Inspection
Magnetic Particle TestingAcoustic Monitoring
X Ray Testing
Ultrasonic Testing
Visual Inspection
Digital Technology

ACOUSTIC MONITERING
Acoustic monitoring is used to detect growing or active faults. When materials are deformed, stressed or undergo some permanent deformation such as a crack propagation, they emit very high frequency sound waves. These acoustic emissions can be detected with the use electronic equipment such as transducers, microprocessors and amplifiers. These acoustic emissions indicate any dynamic change within the material.


















