NDT Activities in Additive Manufacturing - twi-global.com · • The generation laser is focused at...
29
Copyright © TWI Ltd 2015 Additive Manufacturing Seminar 24 th September 2015 NDT Activities in Additive Manufacturing Dr Dimos Liaptsis Principal Project Leader TWI Technology Centre (Wales)
Transcript of NDT Activities in Additive Manufacturing - twi-global.com · • The generation laser is focused at...

Copyright © TWI Ltd 2015
Additive Manufacturing Seminar
24th September 2015
NDT Activities in Additive Manufacturing
Dr Dimos Liaptsis Principal Project Leader
TWI Technology Centre (Wales)
Copyright © TWI Ltd 2015
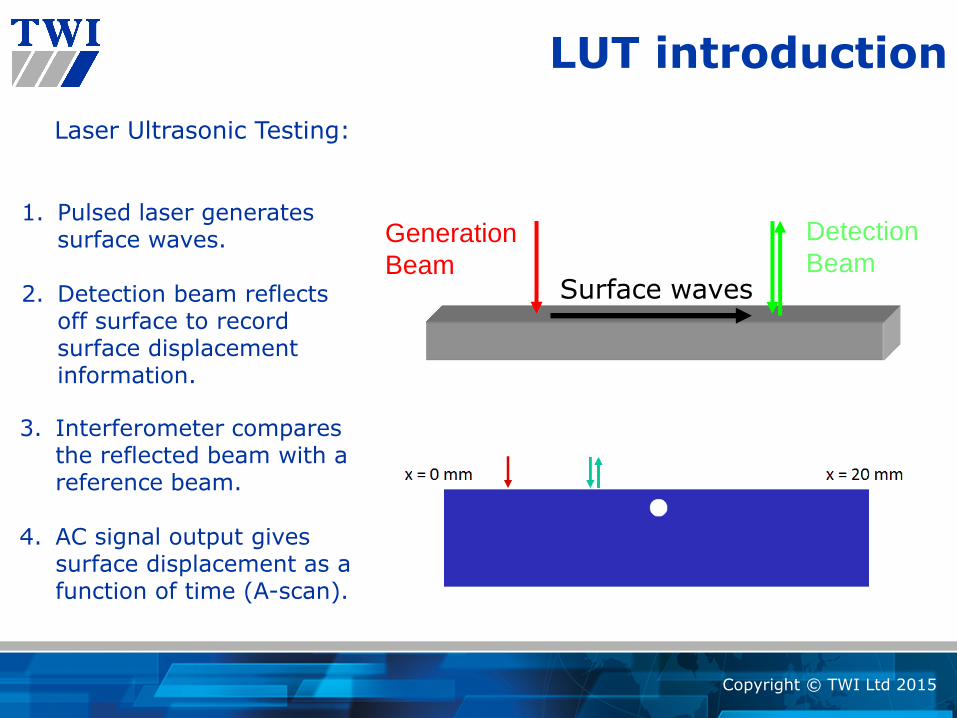
1. Pulsed laser generates surface waves.
2. Detection beam reflects off surface to record surface displacement information.
3. Interferometer compares the reflected beam with a reference beam.
4. AC signal output gives surface displacement as a function of time (A-scan).
Generation
Beam
Detection
Beam Surface waves
LUT introduction
Laser Ultrasonic Testing:
Copyright © TWI Ltd 2015
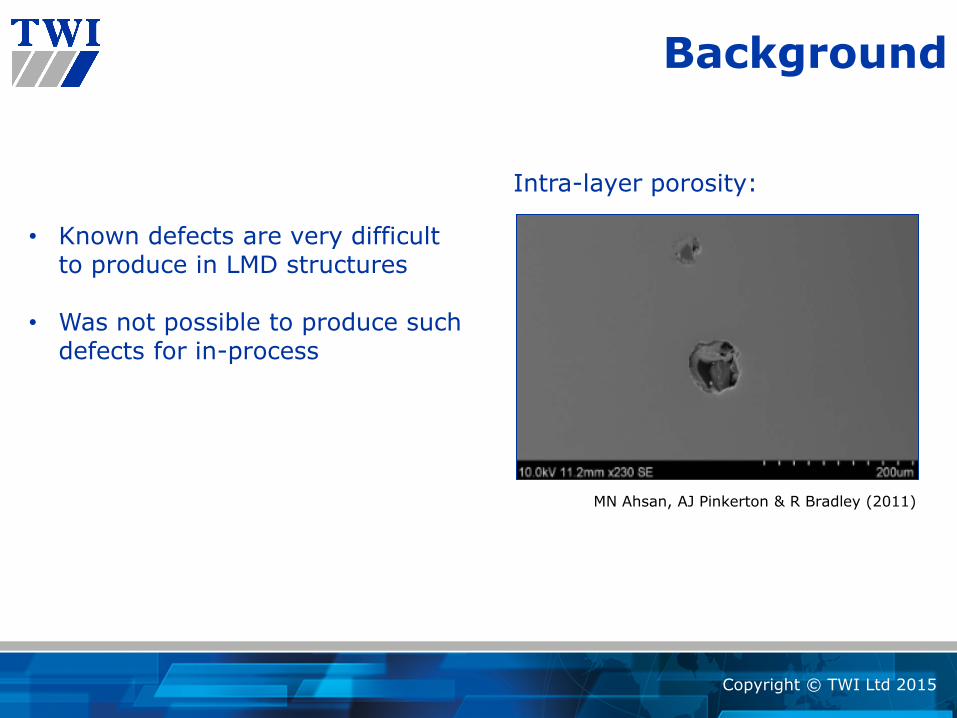
MN Ahsan, AJ Pinkerton & R Bradley (2011)
Background
• Known defects are very difficult to produce in LMD structures
• Was not possible to produce such defects for in-process
Intra-layer porosity:
Copyright © TWI Ltd 2015
Test Samples
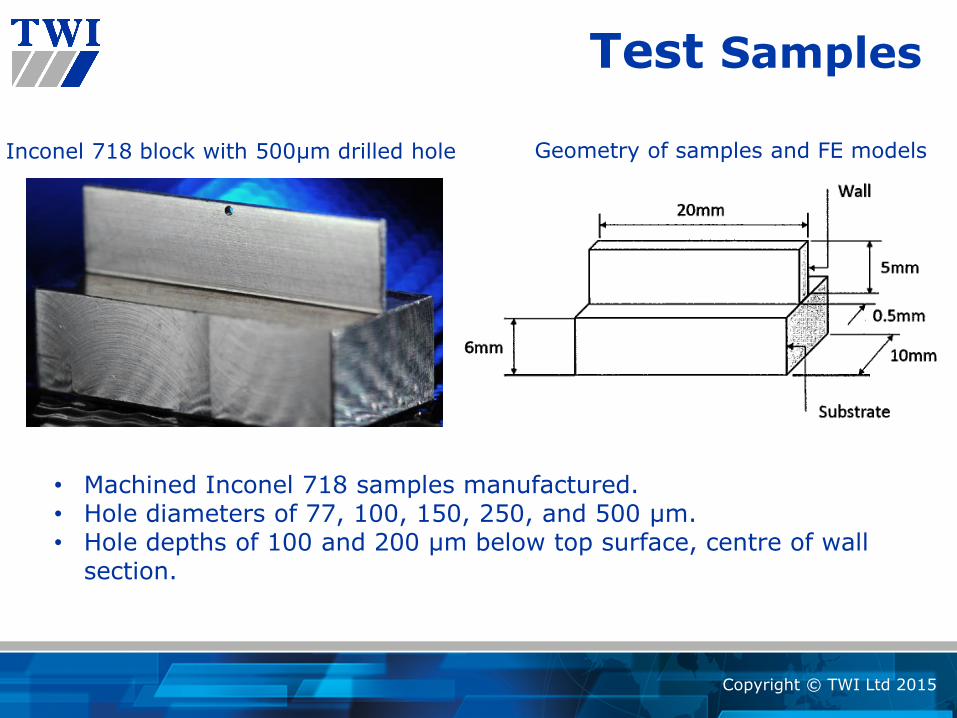
Inconel 718 block with 500μm drilled hole Geometry of samples and FE models
• Machined Inconel 718 samples manufactured. • Hole diameters of 77, 100, 150, 250, and 500 μm. • Hole depths of 100 and 200 μm below top surface, centre of wall
section.
Copyright © TWI Ltd 2015
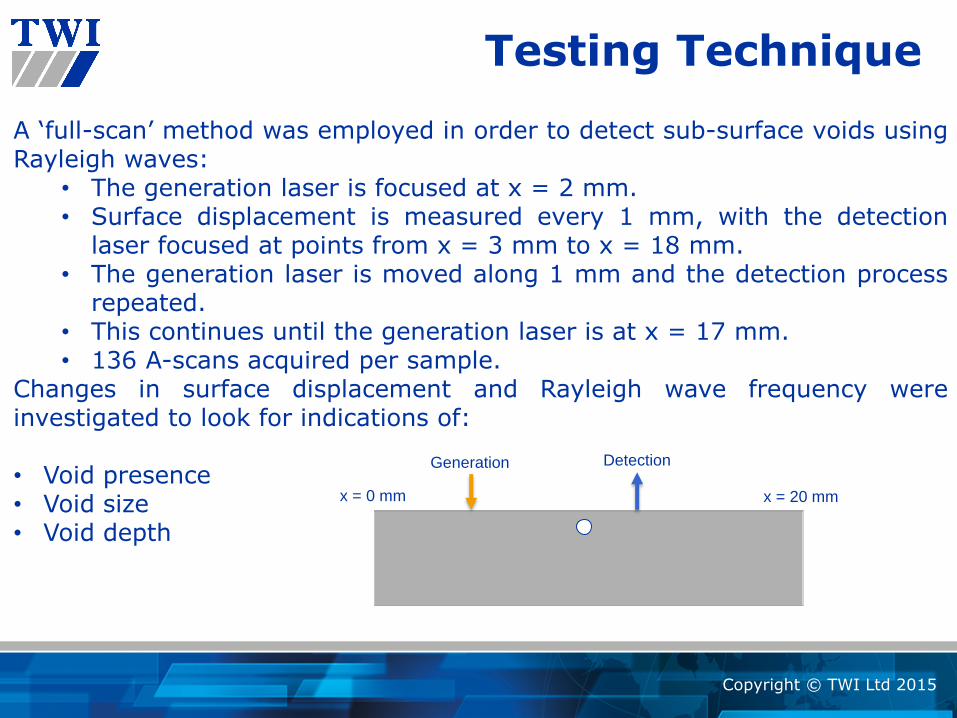
Testing Technique
Detection Generation
A ‘full-scan’ method was employed in order to detect sub-surface voids using Rayleigh waves:
• The generation laser is focused at x = 2 mm. • Surface displacement is measured every 1 mm, with the detection
laser focused at points from x = 3 mm to x = 18 mm. • The generation laser is moved along 1 mm and the detection process
repeated. • This continues until the generation laser is at x = 17 mm. • 136 A-scans acquired per sample.
Changes in surface displacement and Rayleigh wave frequency were investigated to look for indications of: • Void presence • Void size • Void depth
x = 0 mm x = 20 mm
Copyright © TWI Ltd 2015
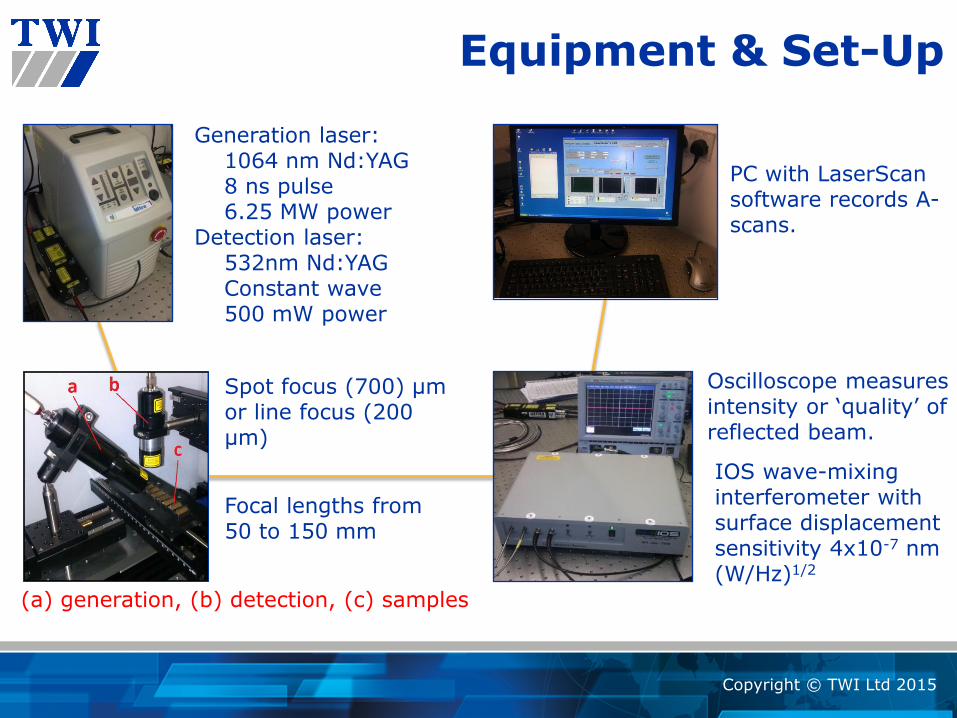
Equipment & Set-Up
Generation laser: 1064 nm Nd:YAG 8 ns pulse 6.25 MW power Detection laser: 532nm Nd:YAG Constant wave 500 mW power
Focal lengths from 50 to 150 mm
Spot focus (700) μm or line focus (200 μm)
IOS wave-mixing interferometer with surface displacement sensitivity 4x10-7 nm (W/Hz)1/2
Oscilloscope measures intensity or ‘quality’ of reflected beam.
PC with LaserScan software records A-scans.
(a) generation, (b) detection, (c) samples
Copyright © TWI Ltd 2015
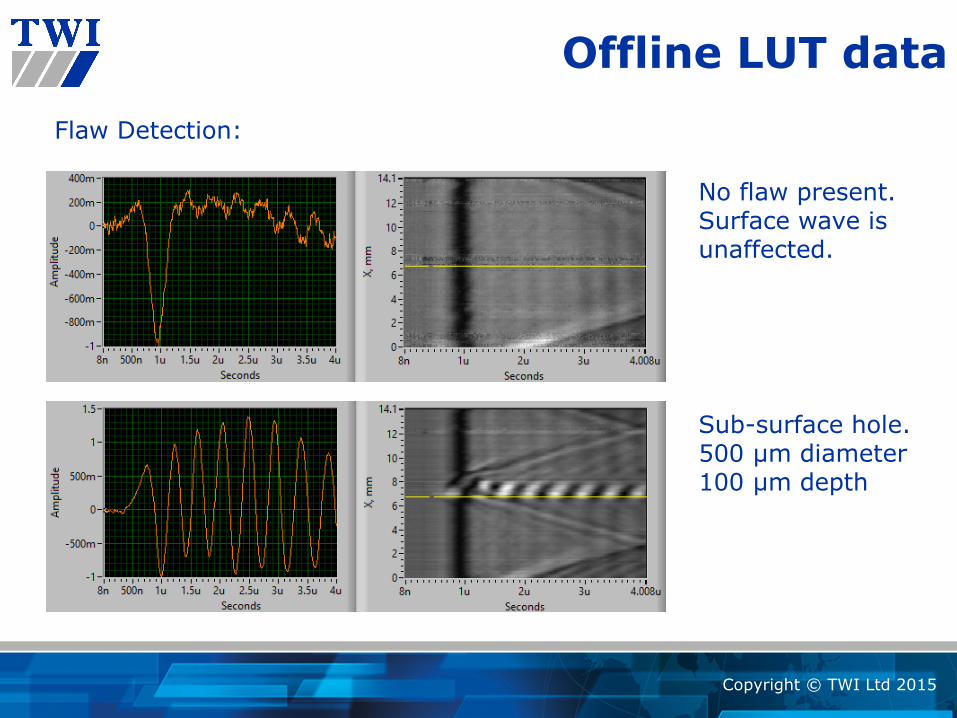
No flaw present. Surface wave is unaffected.
Sub-surface hole. 500 µm diameter 100 µm depth
Offline LUT data
Flaw Detection:
Copyright © TWI Ltd 2015
In-situ laser UT

Copyright © TWI Ltd 2015
Introduction
In-Process Inspection of LMD-p Manufacturing.

Copyright © TWI Ltd 2015
In-situ field trials
Proposed Set-up for In-Process NDT:
Deposition Laser UT

Copyright © TWI Ltd 2015
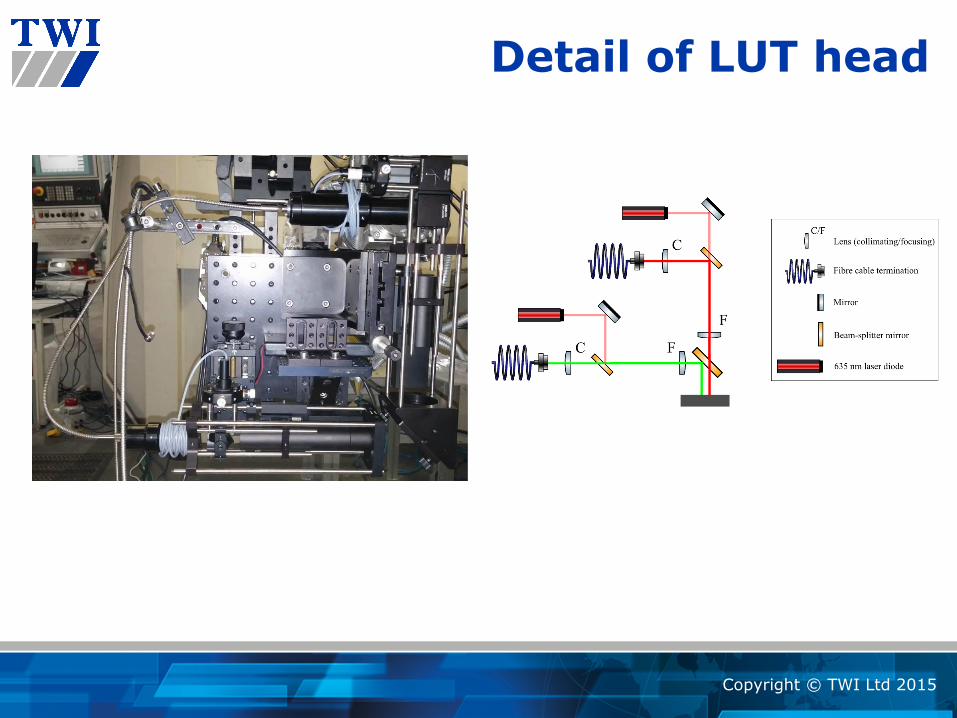
Configured for operation in the LMD system: • Both laser beams exit
perpendicular to the test surface.
• Distance between laser beams is adjustable.
• Includes eye-safe laser
beams for alignment.
• Remote controlled laser beam focusing.
Optical Design of LUT Head
Detection laser
Generation laser
Copyright © TWI Ltd 2015
Detail of LUT head
Copyright © TWI Ltd 2015
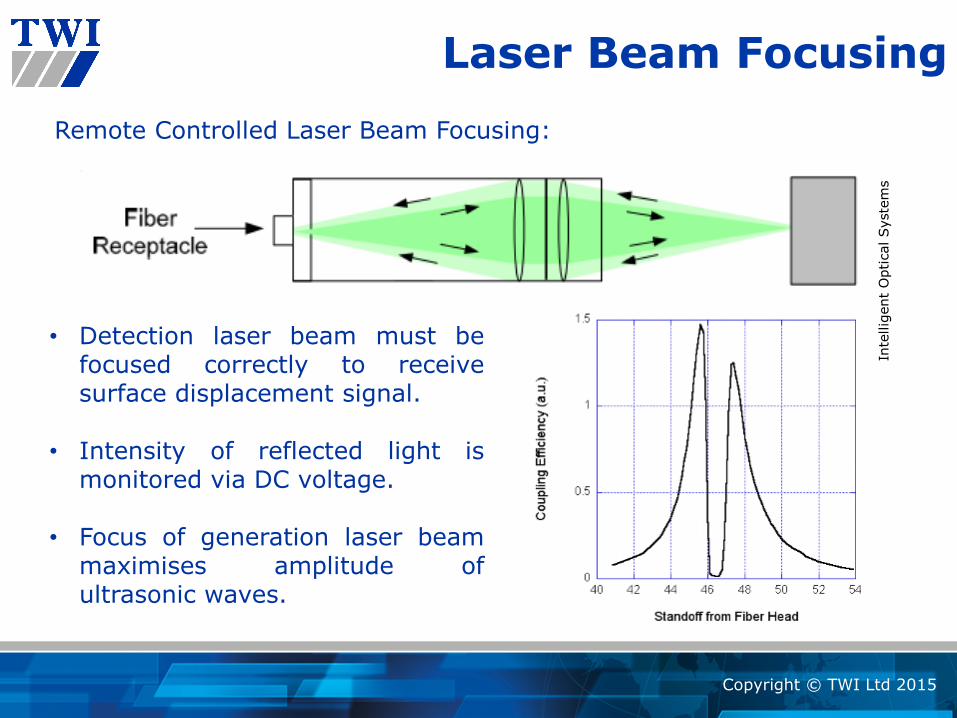
Laser Beam Focusing
Remote Controlled Laser Beam Focusing:
Inte
llig
ent
Optical Syste
ms
• Detection laser beam must be focused correctly to receive surface displacement signal.
• Intensity of reflected light is
monitored via DC voltage.
• Focus of generation laser beam maximises amplitude of ultrasonic waves.

Copyright © TWI Ltd 2015
Laser Safety Requirements

Copyright © TWI Ltd 2015
Preparing the LMD Platform

Copyright © TWI Ltd 2015
Mounting the NDT Optical Head
:
Copyright © TWI Ltd 2015
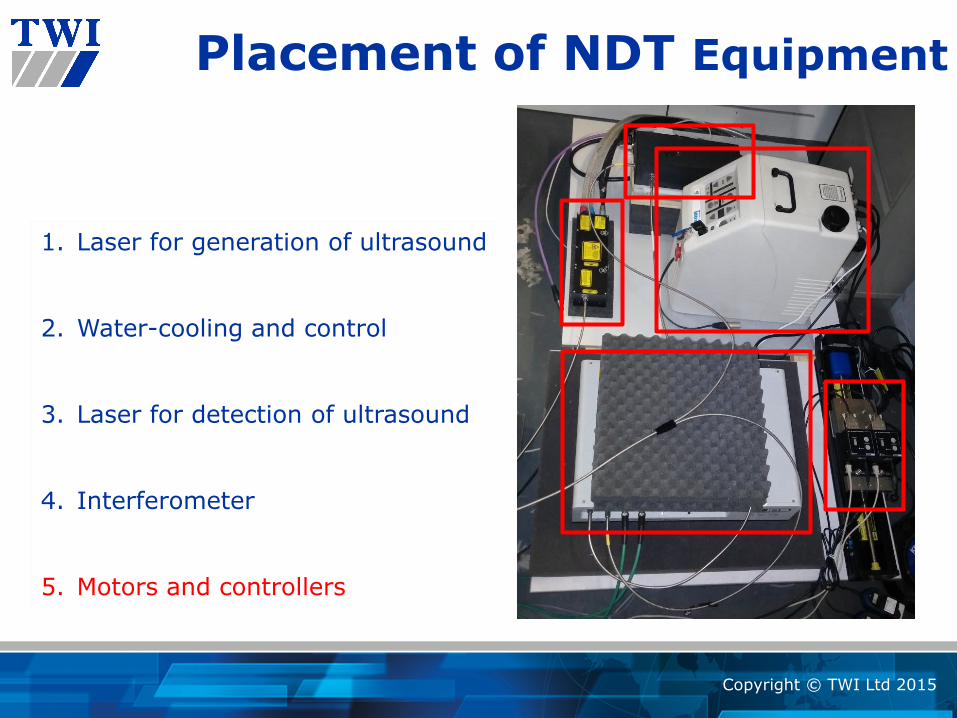
Placement of NDT Equipment
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers

Copyright © TWI Ltd 2015
In-situ NDT on Circular Wall
17.5 mm/s
140 mm
Copyright © TWI Ltd 2015
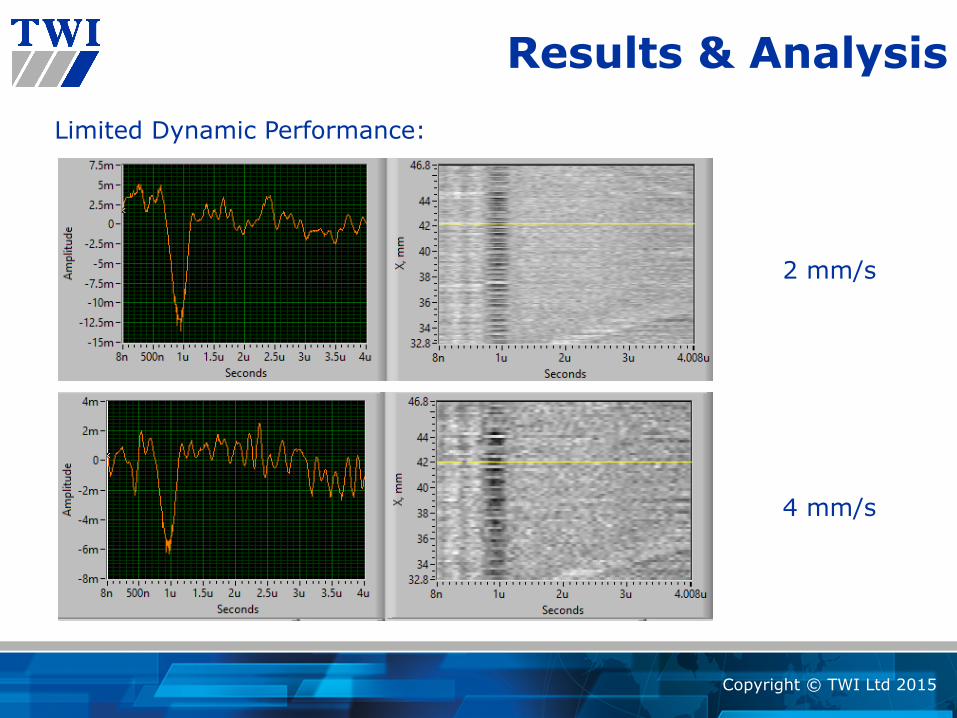
Results & Analysis
Limited Dynamic Performance:
4 mm/s
2 mm/s
Copyright © TWI Ltd 2015
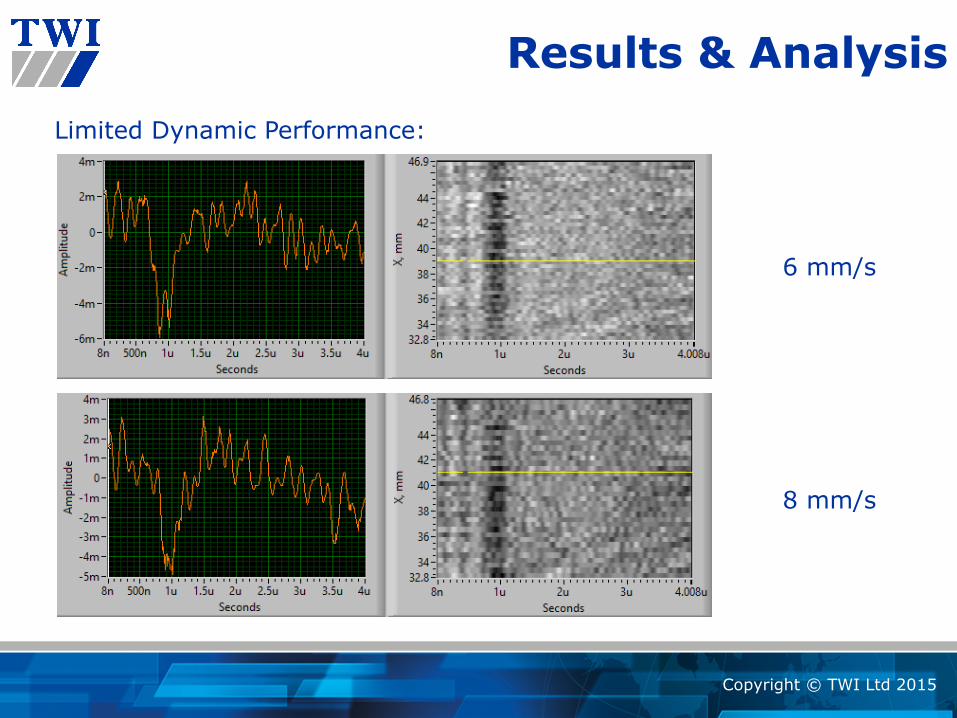
Results & Analysis
8 mm/s
6 mm/s
Limited Dynamic Performance:
Copyright © TWI Ltd 2015
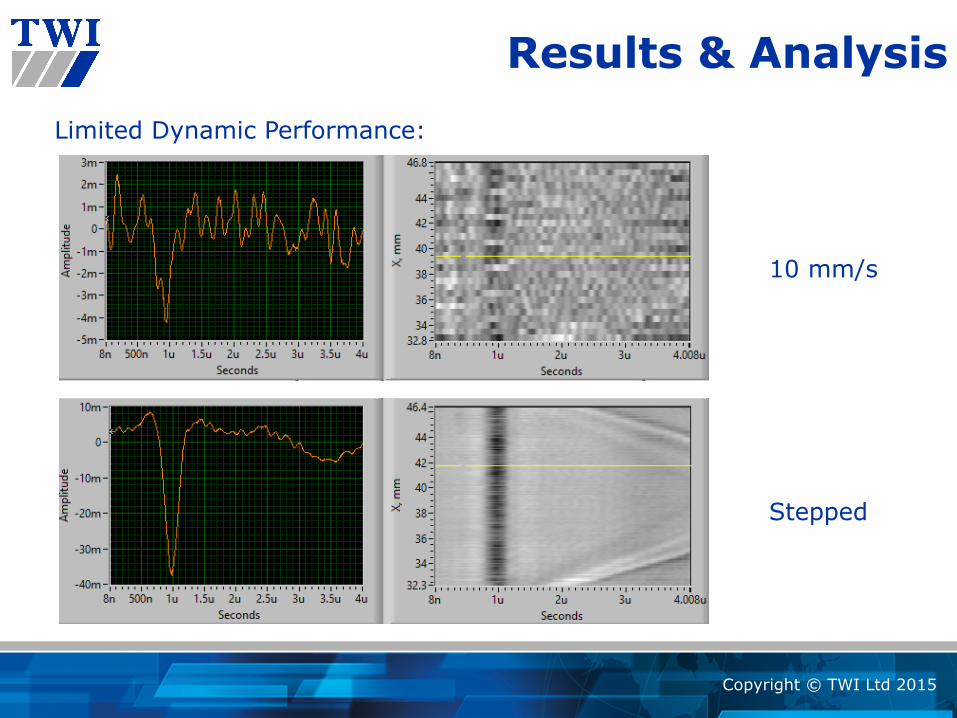
Results & Analysis
10 mm/s
Stepped
Limited Dynamic Performance:
Copyright © TWI Ltd 2015
Results & Analysis
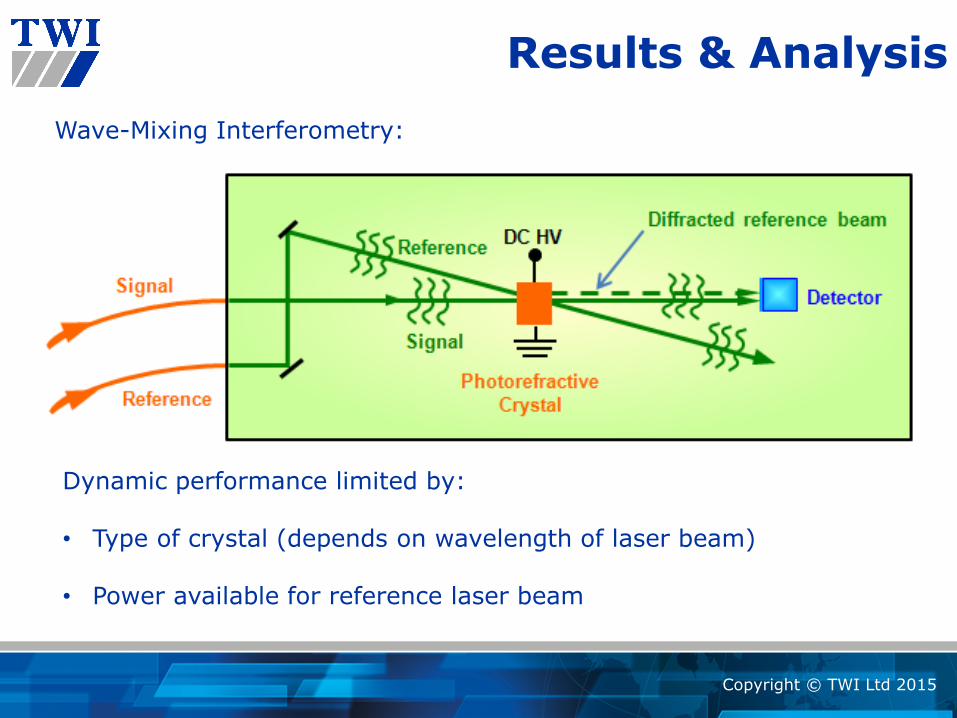
Wave-Mixing Interferometry:
Dynamic performance limited by: • Type of crystal (depends on wavelength of laser beam)
• Power available for reference laser beam

Copyright © TWI Ltd 2015
Results & Analysis
Improving Dynamic Performance:
• AC/DC is measure of signal stability
• Increased power gives better stability at higher speeds
• Different crystal type also contributes

Copyright © TWI Ltd 2015
Results & Analysis
Environmental Noise:
Copyright © TWI Ltd 2015
Summary
• LUT head designed and installed in LMD system
• Safety requirements taken into account
• In-process inspection tested on a single geometry
• Capabilities and limitations of detection equipment verified
• Knowledge gained for future research
Copyright © TWI Ltd 2015
CT of AM parts

Copyright © TWI Ltd 2015
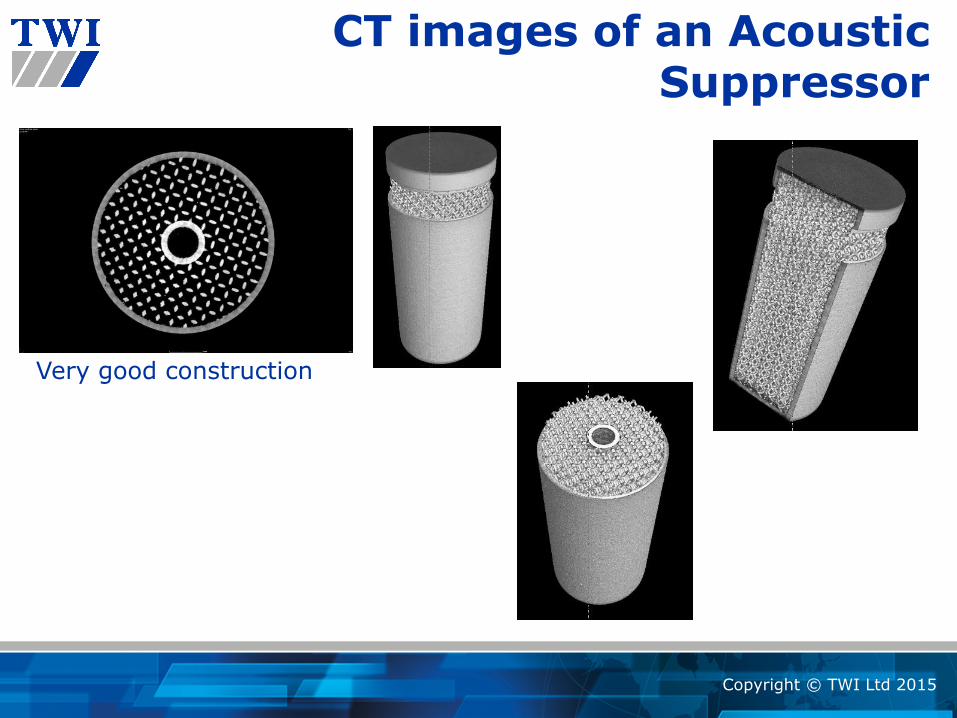
CT of an SLM Acoustic Suppressor
• Development of a novel Selective Laser Melting (SLM) noise suppressor
• Designed using analysis computation fluid dynamics
• CT used to verify build quality
Copyright © TWI Ltd 2015
CT images of an Acoustic Suppressor
Very good construction

Copyright © TWI Ltd 2015
CT of TiAl Alloy LMD Samples
• Development of a strengthened materials for the aerospace applications using Laser Metal Deposition
• Part of European Commission FP7 funded project, ‘Oxigen’